Начиная с августа 2013 года новые автомобили Renault Trucks для перевозок на большие расстояния и строительства собираются на заводе в г. Бург-ан-Брес, работающем по принципу: «Простота сборки и эргономика рабочего места». Ниже приведен краткий обзор ключевых этапов производства.

Два конвейера
Установленные параллельно конвейеры имеют длину около 500 м. Сборочное производство впечатляет производительностью и организацией. Разработанный в соответствии с концепцией «Предприятие на основе диаграммы Исикавы» завод в настоящее время организован на основе «хребта»: из двух сборочных конвейеров и перпендикулярных им «рыбьих костей», поставляющих различные компоненты и узлы, подготавливаемые специально для каждого отдельного автомобиля. Данный простой принцип позволяет значительно уменьшить объем запасов и оптимизировать процесс доставки компонентов к месту сборки.
Рабочее место для прокладки проводки
Питание двигателя, осветительного оборудования, тормозной системы и т. д. осуществляется через пневматические или электрические цепи. В общей сложности их длина составляет свыше 250 м, которые необходимо разместить на элементах шасси будущего грузовика. Сборка занимает 21 минуту благодаря легкодоступным наборам запчастей. Всем операторам предоставляется точное число компонентов, необходимых для каждого грузовика, что почти полностью исключает возможность ошибки. Провода для электрических систем размещаются с правой стороны, а цепи для пневматических систем — с левой стороны грузовика. За счет этого упрощаются операции технического обслуживания и повышается их безопасность.
Установка двигателя
Каждое рабочее место подлежит обязательному техническому контролю: операторами, выполняющими сборку, и специалистом по контролю качества, оценивающим процедуры и отмечающим все обнаруженные проблемы. Здесь так же осуществляется высокоточная сборка: каждый гайковерт, гайка, жгут проводов или заклепка находится на своем месте. В течение одной минуты двигатель — в этом случае двигатель DTI объемом 11 л и мощностью 460 л.с. — устанавливается на шасси с использованием лебедки, после чего трансмиссия соединяется с коробкой передач.
Подготовка бамперов
Данный этап сборки является символическим, поскольку бамперы вносят вклад в формирование нового зрительного образа и непосредственно связаны с самобытной решеткой радиатора в форме греческой буквы «пи» (P), на которой размещается логотип в форме бриллианта. И вновь прогресс в области эргономики очевиден: все рабочие места регулируются по высоте, используются преимущества дневного освещения и ни один из компонентов не переносится операторами вручную. Каждый комплект включен в процесс сборки посредством «карусели», оригинального круглого или замкнутого контура, с помощью которого на автомобиль постепенно устанавливаются различные компоненты. К их числу относятся противоподкатный брус, головные фонари, передняя панель, ступени к ветрозащитному стеклу и оптика.
Установка дополнительных компонентов на кабину
Данная операция является новой для завода в г. Бург-ан-Брес. Кабина поступает с завода в г. Бленвилль-сюр-Орн в собранном и окрашенном виде со всем установленным оборудованием и должна быть дополнена передней подвеской, ступенями, боковыми багажными отделениями, дополнительными дверными деталями и звукоизоляцией. Это впечатляющий этап, после которого кабина поднимается с помощью манипулятора и может быть передана на конвейер.
Цех предварительной сборки
Данное новое здание площадью 8000 кв. м. используется для хранения всех компонентов, необходимых для сборки различных узлов. Именно здесь выполняется сборка глушителей и баков AdBlue. Каждый компонент изготавливается лишь в нескольких метрах от места его будущего размещения на сборочной линии. И вновь сделано все возможное для предотвращения ошибок: так, если винт необходимо провернуть 28 раз, это количество отсчитывается в гайковерте с выдачей предупреждающего сообщения в случае недостачи.
Цех контроля качества
После схода с конвейера полностью собранный автомобиль поступает в цех окончательного контроля. Здесь ответственный сотрудник выполняет «процедуру контроля»: рулевое управление, проверка двигателя, крепление трансмиссии, тормозная система и т. д., сверяясь с буклетом, сопровождающим грузовик на протяжении всего процесса сборки. К буклет у прилагается бланк списка, составляемого в процессе оценки. «Сейчас у меня меньше работы, чем раньше», — почти с сожалением рассказывает оператор по качеству.
«Мы достигли уровня качества наравне с предыдущими сериями в течение лишь нескольких недель, несмотря на то что полностью преобразовали 80% завода и ранее использованных процедур. Благодаря совместной с конструкторским бюро разработке, нам удалось сформировать простые и воспроизводимые сборочные операции. Основой качества являются в первую очередь разработка продукции и простота сборки» — говорит Жан-Луи Го (JEAN-LOUIS GAUD), директор завода в г. Бург-ан-Брес по производственным методам.
Тристан Де Тедеско
Автор
японского варианта комплексного УК,
наиболее характерными чертами кот.явл:
всеобщее участие работников в УК; ведение
регулярных внутренних проверок
функционирования СК; непрерывное
обучение кадров; широкое внедрение
стат. методов контроля. Имя Исикавы
ассоциируется с движением «УК в рамках
компании», кот. подразумевало, что УК в
Японии хар-ся участием в нем всех
сотрудников компании: от рук-ва высшего
ранга до работника самого низкого ур-ня.
Более того, все они изучают стат. методы.
В УК участвуют все инженерные,
исследовательские и производственные
подразделения, отделы продаж и материалов,
конторские или управленческие
подразделения, такие как подразделения
планирования, бухгалтерские, коммерческие
и отделы управления персоналом.
В
послевоенной экономике Японии имелись
очень серьезные диспропорции в развитии
различных отраслей, в развитии предприятий,
их техническом оснащении, в методах
упр-я. Поэтому, чтобы оживить экономику
страны, необходимо было прежде всего
коренным образом изменить сознание
рук-лей предприятий и прежде всего в
вопросах к-ва выпускаемой продукции.
И.убедительно доказал необходимость
внедрения методов УК во все сферы деят-ти
компании с тем чтобы обеспечить пр-во
продукции такого ур-ня к-ва, которое
соответствовало самым жестким требованиям
на мировых рынках. Для этого И.предложил
с-му вхождения рынка в деятельность
компании, в которой требования потребителей
ставятся превыше всего. Практическая
работа по внедрению предложенных И.идей
началась с совершенствования технических
стандартов на продукцию. И.исходил из
твердого убеждения, что основой УК могут
быть только объективные информационные
данные. И в то же время ощущалась острая
нехватка документов, регламентирующих
применение известных стат.методов в
различных отраслях промышленности.
Объективная инф-я о к-ве может служить
основой для эффективного упр-я на основе
фактов, но в то же время И.отмечал, что
любая представленная рук-лю инф-я не
может считаться достоверной без
дополнительной проверки ее адекватности.
И определил, что стат.методы будут более
эффективны, если они будут просты в
понимании и применении. Для чего была
организована разработка семи простых
инструментов контроля, семи инструментов
УК, а впоследствии семи
инструментов обеспечения и планирования
кач-ва. Для
повышения эффективности работы в
обл.кач-ва И.организовал привлечение к
деятельности по кач-ву всего персонала
предприятия. Для этого И.предложил новую
организационную форму – «кружок кач-ва».
Охватив вначале промышленность Японии,
движение распространилось на банки и
розничную торговлю. Природа и роль
кружков кач-ва различны в различных
компаниях. В Японии типичным кружком
кач-ва явл.добровольная группа из 5-10
рабочих одного цеха, кот.регулярно
собирается под руководством мастера,
его помощника или одного из рабочих.
Члены кружков осваивали стат.контроль
кач-ва и относящиеся к нему методы.
Используя эти знания, они достигли
значительных результатов в улучшении
кач-ва, снижении затрат, повышении
производительности и безопасности
труда. 7
иструментов кач-ва,
которыми они овладели: диаграммы Парето;
причинно-следственные диаграммы
(диаграммы Исикава); стратификация;
контрольные листы; гистограммы;
корреляционные диаграммы; контрольные
карты Шухарта и графики. Когда это
возможно, кружки сами решают возникшие
проблемы. В иных случаях они оказывают
сильное давление на рук-во, чтобы
реализовать принятые решения. Члены
кружков не получают за свои усовершенствования
никакого прямого финансового
вознаграждения. Кружки кач-ва развились
из первоначальной идеи создания групп
взаимного обмена опытом, нацеливаемых
на изучение методов стат.управления в
своей области, и в дальнейшем переросли
в команды, решающие сложнейшие проблемы.
Они предназначаются для решения задач
всеобщего руководства кач-вом и состоят
из добровольцев, работающих в одной
области, исследующих беспокоящую их
проблему, решение которой может быть
ими найдено. С др.стороны, всеобщее
руководство кач-вом простирается на
проблемы, выходящие за рамки границ
отдельных подразделений. В помощь
кружкам кач-ва по инициативе и.стали
издаваться многочисленные журналы по
УК.
И.
ввел в мировую практику новый оригинальный
графический метод анализа
причинно-следственных связей, получивший
название диаграммы Исикава («рыбьей
кости») и вошедший в состав семи простых
инструментов контроля кач-ва. Эти
диаграммы стали широко использоваться
в японской промышленности и за границей.
И. рассматривает диаграммы, как и другие
приемы, в кач-ве инструмента, помогающего
группам или кружкам кач-ва в улучшении
кач-ва. Диаграммы И.полезны как
систематический метод нахождения,
сортировки и документирования причин
изменений кач-ва продукции и установления
их взаимосвязей. И.уделял особое внимание
внедрению стат.методов контроля кач-ва
в японской промышленности. И.стоял у
зарождения идеи о том, что плохое кач-во,
означающее потери, имеет следствием не
только потери для бизнеса, но и для
потребителей и общества в целом.
7.
Философия всеобщ к-ва Синго. Роль С.в
формировании современном представлении
об организации эффективного пр-ва. С-ма
SMED,
ее назначение, основные принципы
реализации. С-ма «Нуль дефектов» по
Синго.
Синго-один
из ведущих специалистов в обл.менеджмента
и организации пр-ва, кот внес наиболее
весомый вклад в становление и развитие
современных японских методов управления
пр-вом. Ключевой принцип повышения к-ва
по С.заключается в совершенствовании
процессов пр-ва, направленных на
одновременное повышение производительности,
гибкости произв.процессов при существенном
снижении ур-ня дефектности процесса. В
период с 1961-1964 гг. С. В области контроля
к-ва выдвинул идею «Пока-Ёке» — «Защищенность
от ошибок» или концепцию «нулевого
дефекта». Впоследствии этот подход был
успешно применен на различных заводах,
и был установлен рекорд полностью
бездефектной работы в течение 2 лет. В
1970 г. На заводах фирмы Тойота С.создал
систему SMED
(Single
minute
exchange
of
die
– одновременная замена штампов), которая
явл.частью системы «Точно-во-время».
Основная цель
с-мы SMED
закл-ся в существенном снижении времени
переналадки произв.оборудования за
счет совершенствования самого
оборудования, средств технологического
оснащения, инструмента и т.д. В основе
этой с-мы лежит разделение процесса
переналадки оборудования на работы
типов: внешние и внутренние. К внешним
работам С.относил те действия с
оборудованием, оснасткой, инструментом,
кот.можно выполнить при работающем
оборудовании. К внутренним – действия,
кот.можно выполнить только при
остановленном оборудовании. Быстрая
переналадка оборудования возможна
только за счет перевода максимально
возможного количества действий из
внутренних во внешние, упрощения
внутренних действий и совершенствования
процессов организации и обслуживания
рабочих мест в пр-ве. С реализацией с-мы
SMED
непосредственно связаны 2
известные концепции:
5S
(Упрощение—идентификация
и устранение ненужных действий; приведение
в порядок-расположение
необходимых вещей в зоне легкой
доступности, чистота-содержание
в чистоте рабочего места,
устойчивость-превращение
описанной выше деятельности в ежедневную
рутинную практику, закрепление-стандартизация
деятельности) и ТРМ
(всеобщее обслуживание оборудования).
В отношение к-ва гигантский вклад
С.связан с его концепцией «Пока-Ёке»,
«Дефект=0»
или, буквально, «ошибко-упорной»
концепцией. Основная идея состоит в
остановке процесса, как только случается
дефект, определении причины и предотвращении
возобновления источника дефекта. Поэтому
не требуется никаких статистических
выборок. Ключевая часть процедуры
состоит в том, что инспектирование
источника ошибки проводится как активная
часть производственного процесса с
целью выявления ошибок до того, как они
становятся дефектами. Обнаружение
ошибки или останавливает пр-во до ее
исправления, или процесс корректируется,
препятствуя появлению дефекта. Это
осуществляется на каждой стадии процесса
путем мониторинга потенциальных
источников ошибок. Таким образом, дефекты
определяются и корректируются у самого
их источника, а не на более поздних
стадиях. Этот процесс стал возможным с
применением инструментов и механизмов
с немедленной обратной связью, в процессе
избегают использовать персонал из-за
его способности ошибаться. Однако
использование персонала существенно
для определения потенциальных источников
ошибок. Он утверждает, что «нуль дефектов»
может быть достигнут путем использования
контроля за источниками их появления
и «Пока-Ёке» системы. Вместе они составляют
«нулевой контроль кач-ва». Эта концепция
«нуль дефектов» отличается от той, что
обычно связывается с именем Ф.Кросби.
Эта концепция делает упор на достижение
«нуля дефектов» путем использования
хорошей инженерной подготовки производства
и исследования произв.процессов, а не
на призывы и лозунги. Синго демонстрирует
озабоченность таким американским
подходом, утверждая, что публикация
статистики дефектов только вводит в
заблуждение, и что вместо этого необходимо
охотиться за дефектными элементами
произв.процесса, кот порождают большинство
дефектов продукции.
Синго
помог революционизировать способ, кот
мы используем в производстве товаров.
Его принципы совершенствования
существенно снижают произв.затраты,
что означает: больше продукции для
большего числа людей. Они сделали
произв.процесс более гибким, существенно
снизили брак и улучшили к-во.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #

Содержание
- биография
- Первые вакансии
- Деятельность после Второй мировой войны
- Следующие годы карьеры
- Принципы качества Ishikawa
- Принципы качества
- Прочие взносы
- Диаграмма Исикавы
- Круги качества
- Семь инструментов Исикавы
- Пьесы
- Ссылки
Каору Исикава Он был промышленным химиком и бизнес-администратором, родившимся в Токио (Япония) в 1915 году. Его основной вклад связан с контролем качества — областью, в которой он создал причинно-следственную модель, направленную на выявление проблем, с которыми сталкивается человек. Компания.
Исследования и предложения этого эксперта по контролю качества заставили его считать отцом научного анализа причин, вызывающих проблемы в производственных процессах. Диаграмма, известная в его честь как диаграмма Исикавы, описывает по категориям те причины, которые мешают компании вести оптимальную работу.
Интерес Исикавы к миру бизнеса возник, с одной стороны, из его семьи, поскольку его отец был связан с этим миром. Кроме того, его работы выполнены в контексте попытки восстановления японской промышленности после поражения во Второй мировой войне.
Теоретик пытался изменить мышление тех, кто отвечает за отрасли. Для этого он выступал за то, чтобы не копировать западный способ организации, а вместо этого обеспечить, чтобы все участники производственных процессов были вовлечены в конечный результат. Для него качество должно быть постоянным процессом, который всегда можно улучшать.
биография

Каору Исикава родился 13 июля 1915 года в Токио, столице Японии. Его отец был крупным промышленником, что оказало большое влияние на его дальнейшую карьеру.
Таким образом, с самого раннего возраста Исикава находился в контакте с индустрией благодаря работе своего отца. Хорошее экономическое положение семьи позволило ему получить очень хорошее образование в лучших центрах столицы.
Первые вакансии
В 1939 году Исикава получил степень по прикладной химии в престижном Токийском императорском университете, хотя только в 1960 году он получил докторскую степень в том же центре. Его докторская диссертация была посвящена отбору проб угля.
В период с 1939 по 1941 год молодой Исикава служил на флоте, а затем начал работать в Nissan Liquid Fuel Company.
В 1945 году он внес свой первый вклад в бизнес-администрирование: диаграмму «рыбья кость» или диаграмму Исикавы. С помощью этого инструмента я пытался найти решения, ища их причины.
Деятельность после Второй мировой войны
Два года спустя, в 1947 году, Исикава принял должность преподавателя в Токийском университете. В контексте, когда промышленность его страны пыталась оправиться от последствий войны, теоретик присоединился к Японскому союзу ученых и инженеров (JUSE), организации, которая проводила исследования по контролю качества.

В то время несколько американских теоретиков находились в Японии, пытаясь помочь ее экономическому восстановлению. Исикава сотрудничал с двумя самыми важными из них, Уильямом Демингом и Джозефом Дюраном. Вместе они разработали несколько новых концепций управления, которые начали использоваться в японской промышленности.
Следующие годы карьеры
В 1960 году Исикава начал преподавать в области инженерии. В то время он уже получил большой авторитет, что принесло ему премию Деминга и признание Американского общества контроля качества (ASQC).
В том же году Япония присоединилась к Международной организации по стандартизации (ISO), самой известной из международных ассоциаций, занимающихся установлением стандартов качества для продуктов и компаний. Исикава входил в эту ассоциацию до 1977 года и занял пост президента ее делегации в Японии.
Позже он был назначен президентом Технологического института Мусаси в Японии и продолжал предлагать решения для улучшения внедрения систем качества, оптимизирующих процессы в компаниях. Среди этих работ — его теория системы качества, которая различает два уровня: управленческий и эволюционный.
Каору Исикава не прекращала работать, пока не перенесла инсульт. После нескольких месяцев болезни он умер в Токио 16 апреля 1989 года.
Принципы качества Ishikawa
Работа Исикавы в области качества отчасти была основана на культуре его страны. Он сам объяснил свой успех философией кандзи, написания китайских букв: трудности в обучении побуждают укреплять привычки к точной работе.
Кроме того, Исикава считал, что люди склонны принимать позитивное участие в делах, которые их затрагивают. По этой причине автор подверг критике навязанную на Западе производственную модель, в которой к рабочим относятся с небольшим уважением к их достоинству.
Теоретик был решительным сторонником того, чтобы рабочие были привержены делу, и для этого ему пришлось начать с обращения с ними как с людьми. По его словам, работник, чьи права и добросовестный труд признаны, больше заинтересован в улучшении производства и качества.
Исикава считал, что необходимо понимать качество в организации как постоянный поиск образования. Для него качество начинается и заканчивается образованием.
Одним из фундаментальных аспектов его работы над качеством было то значение, которое он придавал участию всех членов организации в ее развитии. Японский эксперт заявил, что качество — это дело каждого и что роль менеджеров состоит в том, чтобы мотивировать всю организацию к участию.
Принципы качества
Исикава установил ряд принципов, направленных на внедрение процесса постоянного улучшения качества. Для них важно улучшить знания и контроль над всей системой. В случае успешного внедрения, бизнес будет становиться все лучше и лучше, а заказчик получит товар без дефектов.
Принципы, указанные Исикавой, можно резюмировать следующим образом:
— Качество начинается с образования и заканчивается образованием.
— Чтобы добиться качества, прежде всего нужно знать, чего хочет заказчик.
— Контроль качества достигает идеального состояния, когда проверка больше не требуется.
— По сути, найдите причины проблем, чтобы устранить их, а не сосредотачиваться только на симптомах.
— Все рабочие во всех сферах должны участвовать в контроле качества.
— Не следует путать средства с целями.
— Качество должно быть приоритетом, а прибыль — в долгосрочной перспективе.
— Бизнес-менеджеры должны признать, что их подчиненные представляют им факты.
— Использование инструментов анализа и устранения неполадок может решить 95% проблем компании.
— Данные, которые не изменяются, следует считать ложными.
Прочие взносы
Многие из работ Исикавы появляются в его работах. Что такое тотальный контроль качества?: Японская модальность. В этой работе автор поясняет, что для этой концепции в Японии характерно участие всех компонентов компании, от менеджеров до сотрудников нижнего уровня.
В 1943 году Исикава представил первую диаграмму, призванную помочь инженерам японской промышленности находить, документировать и выбирать причины колебаний качества в производстве. Так родилась причинно-следственная диаграмма, позже получившая название диаграммы Исикавы.
Этот теоретик организации бизнеса также представил элементы систем качества в дополнение к тому, что он назвал «семью основными инструментами управления качеством».
Диаграмма Исикавы
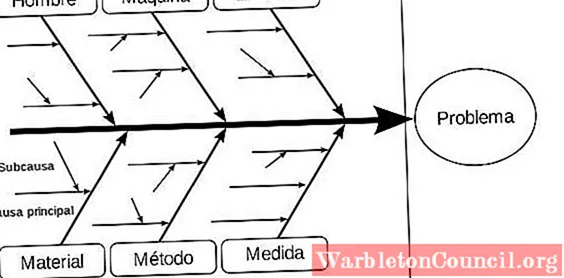
Диаграмма Исикавы, также называемая диаграммой причинно-следственных связей, направлена на представление по категориям возможных причин проблем, которые препятствуют качеству в компании.
Форма этой диаграммы привела к тому, что некоторые узнали ее как диаграмму в елочку. Это графическое представление, в котором появляется горизонтальная линия, символизирующая анализируемую проблему.
Выявив эту проблему, члены организации определяют ее причины и возможные последствия. Это делается путем мозгового штурма и результаты записываются на схему, которая приобретается в виде елочки.
Эта модель ищет причины возникновения проблем и является первым инструментом для их решения.
Круги качества
Еще одним важным вкладом Исикавы стали кружки качества, нацеленные на управление организациями. Эти кружки состоят из рабочих групп, состоящих из сотрудников, которые выполняют аналогичные действия в компании.
Каждый кружок должен возглавлять супервайзер. Все его участники анализируют проблемы, возникающие в их группе, и предлагают возможные решения. Конечная цель — определить источник проблемы и устранить ее.
Для выполнения этой задачи кружки качества используют семь инструментов Исикавы.
Семь инструментов Исикавы
Исикава описал семь инструментов, связанных со статистикой для управления качеством. Среди их преимуществ — простота использования, поэтому ими могут пользоваться даже люди без особых знаний статистики:
— Причина — Схема следствия
— Инспекционные листы
— Контрольные диаграммы для измерения и контроля вариаций
— Стратифицированная выборка, также называемая стратификационным анализом
— Гистограммы, которые предоставляют данные об изменениях процесса
— диаграмма Парето
— Диаграммы разброса
Пьесы
— Причинно-следственная диаграмма. В трудах Международной конференции по качеству (1963 г.)
— Обучение и тренинг по контролю качества в японской промышленности. Отчеты о статистическом применении и исследованиях (1969)
— Ответственность за качество продукции (1973)
— Руководство по контролю качества (1976)
— Руководство по контролю качества, Азиатская организация по производительности (1976)
— Японский контроль качества. Сообщения Общества исследования операций Японии (1981)
— Круги по контролю качества в работе: кейсы из производственного сектора и сферы услуг Японии: с особым вкладом. Азиатская организация по производительности (1984)
— Круги контроля качества на работе (1984)
— Что такое тотальный контроль качества? Японский режим (1985)
— Введение в контроль качества (1994)
Ссылки
- Руиса, М., Фернандес, Т. и Тамаро, Э. Каору Исикава. Получено с сайта biografiasyvidas.com
- Джунни, Пабло. Каору Исикава. Получено с сайта pablogiugni.com.ar
- Валенсуэла, Луис. Мастера качества — Каору Исикава. Получено с lvalenzuela.com
- История-биография. Каору Исикава. Получено с history-biography.com
- Хессинг, Тед. Каору Исикава. Получено с sixsigmastudyguide.com
- SkyMark. Каору Исикава: Еще один шаг вперед. Получено с сайта skymark.com
- Lean Strategies International. Каору Исикава. Получено с Leanstrategiesinternational.com
- CEOpedia | Управление онлайн. Каору Исикава. Получено с ceopedia.org

Содержание
- Краткая биография Каору Исикавы
- Ранние годы
- Вторая мировая война
- Послевоенный
- После послевоенного периода и последних лет
- Его индустриальная философия
- Вклад в мир организаций
- Диаграмма Исикавы
- Круги качества
- Библиографические ссылки:

Каору Исикава был великим японским ученым, химиком-промышленником по профессии и известным своим способом управления компаниями, следуя стилю японской культуры.
Его основной вклад в деловой мир связан с контролем качества, областью, в которой он применил свою причинно-следственную модель, также называемую диаграммой Исикавы, которая направлена на выявление проблем, с которыми может столкнуться компания.
потом мы увидим жизнь этого исследователя через биографию Каору Исикавы в которой мы узнаем его жизненный путь и, прежде всего, каков его основной вклад в мир бизнеса и контроль качества.
- Статья по теме: «Теория Макгрегора X и теория Y»
Краткая биография Каору Исикавы
Личность Каору Исикавы можно определить как личность очень трудолюбивы и в то же время очень озабочены качеством жизни рабочих. Он считал, что компания не должна относиться к своим работникам «по-западному», если она хочет, чтобы ее услуги и продукты всегда были наивысшего качества. Работникам необходимо чувствовать мотивацию и комфорт в том, что они делают, а также чувствовать себя важной частью процесса.
Ранние годы
Каору Исикава (Исикава Каору в традиционном японском ордене) родился 13 июля 1915 года в Токио, Япония. Он вырос в семье, связанной с промышленностью и имеющей хорошее наследие. Ее отец был крупным промышленником, и этот факт оказал большое влияние на профессиональное будущее молодого Каору. Благодаря хорошему экономическому положению его семьи Исикава он смог получить очень хорошее образование в лучших центрах Токио.
Вторая мировая война
В 1939 году он получил степень по прикладной химии в престижном Императорском университете Токио., хотя только в 1960 году он смог получить докторскую степень в том же центре, защитив докторскую диссертацию по отбору проб угля. В начале Второй мировой войны, между 1939 и 1941 годами, Исикава помог своей стране, служа в японском флоте. Позже он будет работать в Nissan Liquid Fuel Company.
В 1945 году он сделал его первый крупный вклад в управление бизнесом, представив диаграмму рыбьей кости, что со временем принесет ему большую популярность. Хотя он уже пробовал это много лет назад, работая с инженерами в контексте войны, он не смог бы полностью разработать его до конца конфликта. Его основная цель с этим инструментом состояла в том, чтобы найти решения основных проблем компании через поиск и понимание их причин.
Послевоенный
В 1945 году заканчивается Вторая мировая война, в которой Страна восходящего солнца проигрывает. Страна вложила все свои силы в производство оружия во время конфликта. А теперь, когда он только что проиграл, его наказание было вопросом времени. Фактически он был на грани разделения на несколько частей, как это случилось с его союзником Германией. Наконец, Соединенные Штаты оккупируют страну, чтобы убедиться, что японская военная промышленность заплатила за то, что было сделано.
Перспективы японцев мрачны. Империя находится в тяжелой экономической депрессии и переживает ужасно суровые послевоенные годы.. Тем не менее, североамериканские захватчики не ограничиваются тем, чтобы помешать стране возобновить ее империалистические претензии, но также намереваются помочь ей в экономическом и научном восстановлении. По архипелагу ступают не только военные, но и ученые, приехавшие из Соединенных Штатов, чтобы помочь мирным жителям восстановить свою страну.
В этом контексте в 1947 году Исикава принимает должность преподавателя в Токийском университете. Кроме того, он решает присоединиться к Японскому союзу ученых и инженеров (JUSE), организации, которая проводила исследования по контролю качества и его разграничению. Именно благодаря североамериканскому научному «вторжению» Исикава получил возможность встретиться с двумя американскими теоретиками, Уильямом Демингом и Джозефом Дюраном. Вместе с ними он разовьет новые концепции управления, которые будут использоваться в японской промышленности.
После послевоенного периода и последних лет
В 1960 году, уже получив докторскую степень, Исикава начал работать профессором в области инженерии и получил награды за свою работу, такие как Премия Деминга и признание Американского общества контроля качества (ASQC). В том же году Япония присоединился к Международной организации по стандартизации (ISO), которая отвечает за установление стандартов качества для продуктов и компаний.. Исикава будет частью этой организации до 1977 года и станет президентом ее делегации в Японии.
Позже он будет назначен президентом Технологического института Мусаси в Японии и продолжит предлагать решения для улучшения внедрения систем качества. С их помощью он попытался упростить и улучшить процессы в компаниях, и именно в это время он разработал свою великую теорию системы качества. Каору Исикава всегда была трудолюбивой, и единственное, что удерживало ее от продолжения, — это инсульт. Спустя несколько месяцев он умер в родном Токио 16 апреля 1989 года в возрасте 73 лет..
Его индустриальная философия
На принципы качества Каору Исикавы сильно повлияла культура Японии, особенно философия изучения кандзи.. Письменный японский язык характеризуется тремя системами письма; слоговые словари хирагана и катакана, в которых каждый символ представляет одну или две фонемы, и кандзи, логографическую систему, в которой каждый символ представляет идеи. Эти символы могут означать разные вещи, когда они изолированы или сопровождаются другими иероглифами.
Система кандзи возникла в Китае и насчитывает практически бесконечное количество символов. Чтобы без проблем читать японскую газету, необходимо выучить около 2000 основных кандзи, уметь правильно читать и писать их в правильном порядке каждого штриха. Поскольку эта система никогда не прекращается изучать, так как она состоит из тысяч символов, Исикава считал, что сложность изучения системы кандзи способствует закреплению точных рабочих привычек.
Но его философия связана не только с этим характерным аспектом японской культуры. У Исикавы была концепция человека, очень связанная с идеей Жан-Жака Руссо о том, что человек по своей природе хорош.позитивно заниматься тем, что вас интересует. Исикава критиковал западную производственную модель, которая, очевидно, полностью игнорировала руссовское мышление и относилась к рабочему с небольшим уважением.
Западная модель производства основана прежде всего на мышлении Фредерика Уинслоу Тейлора и Генри Форда. Их концепция была связана с идеей, что человек был плохим по своей природе, и превращал рабочего в одноразовый предмет, простое звено в цепи, которое, если оно разорвано, может быть заменено другим. В цепочке сборки его нужно было сжать по максимуму, и каждое выполняемое действие нужно было контролировать с точностью до миллиметра, чтобы сэкономить производственный процесс.
Исикава вообще так не думал. Он рассматривал рабочих как нечто большее, чем просто часть сборочной линии. и чтобы гарантировать качество продукта, приверженность рабочих должна быть достигнута, если они будут относиться к ним как к тем, кто они есть, людям. Только тогда рабочие будут заинтересованы в улучшении качества продукции и увеличении производства. В тот момент, когда права работника будут признаны, он или она проявят больший интерес и приверженность компании.
Чтобы обеспечить хорошее качество продукции в организации, Исикава установил ряд принципов качества, направленных на усиление контроля над всей системой.. Если они будут успешно реализованы, компания будет постепенно совершенствоваться, а заказчик получит продукт наилучшего качества. Среди этих принципов мы выделяем следующие:
- Качество начинается с образования и заканчивается образованием.
- Чтобы добиться качества, вы должны сначала знать, чего хочет покупатель.
- Контроль качества достигает идеального состояния, когда контроль больше не требуется.
- Необходимо найти причины проблем для их устранения.
- Все рабочие во всех сферах должны участвовать в процессе контроля качества.
- Не следует путать средства с целями.
- Качество является приоритетом, и прибыль нужно учитывать в долгосрочной перспективе.
- Руководители бизнеса должны согласиться с тем, что их подчиненные представляют им факты.
- Проблемы в основном можно решить с помощью инструментов поиска и устранения неисправностей и анализа.
- Данные без вариабельности следует считать ложными.
Вклад в мир организаций
Основным письменным произведением Исикавы является его книга Что такое тотальный контроль качества?: Японская модальность (1986). Это книга, в которой он объясняет, что контроль качества в японском обществе характеризуется участием всех компонентов компании. Дело не только в высших боссах и других начальниках; также остальная часть организационной структуры, включая низшую часть иерархии, должна быть вовлечена в контроль качества, чтобы продукт был оптимальным.
В 1943 году, в разгар Второй мировой войны, Исикава представил первую диаграмму, предназначенную для помочь инженерам японской промышленности найти, задокументировать и выбрать причины, по которым качество одного и того же продукта изменилось. Это момент, когда родилась его хорошо известная причинно-следственная диаграмма, позже переименованная в диаграмму Исикавы и получившая широкое развитие в конце конфликта.
Диаграмма Исикавы
Диаграмма Исикавы призвана представить возможные причины проблем, влияющих на качество, в компании, пытающейся их классифицировать. Его также называют рыбьей костью, потому что он похож на таковой в своем графическом изображении.
Сначала проводится горизонтальная линия, которая символизирует анализируемую проблему, а затем члены организации определяют его причины и возможные последствия путем мозгового штурма. В своей книге Исикава считает это первым инструментом для решения проблем в производственной цепочке.
Круги качества
Еще один важнейший вклад Каору Исикавы — это кружки качества, нацеленные на управление организациями. Они создаются как рабочие группы, состоящие из сотрудников, выполняющих аналогичные действия в рамках организации. и каждым из них руководит руководитель.
Все его участники анализируют проблемы, возникающие в их кругу, и предлагают возможные решения. Основная цель этой системы — определить источник проблемы, которая влияет на компанию, и устранить ее в корне.
Для выполнения этой задачи кружки качества используют семь инструментов Исикавы, которые он сам раскрыл в своей книге. Что такое тотальный контроль качества?: Японская модальность.
- Причинно-следственная диаграмма или диаграмма Исикавы
- Шаблоны проверок
- Контрольные диаграммы для измерения и контроля вариаций
- Стратифицированная выборка или стратификационный анализ
- Гистограммы, которые предоставляют данные об изменениях процесса
- Диаграмма Парето
- Диаграммы разброса
Библиографические ссылки:
- Исикава, Каору (1968). Руководство по контролю качества. Токио: Азиатская организация по вопросам производительности.
- Исикава, Каору (1980) [оригинальное японское изд. 1970]. QC Circle Koryo: Общие принципы QC Circle. Токио: штаб-квартира QC Circle, Союз японских ученых и инженеров.
- Исикава, Каору (1985). Как управлять мероприятиями QC Circle. Токио: штаб-квартира QC Circle, Союз японских ученых и инженеров.
- Исикава, Каору (1985) [Впервые опубликовано на японском языке в 1981 году]. Что такое тотальный контроль качества? Японский путь [Первоначальное название: TQC Towa Nanika-Nipponteki Hinshitsu Kanri]. Д. Дж. Лу (пер.). Нью-Джерси: Прентис-Холл. ISBN 0-13-952433-9.
- Исикава, Каору (1990). Введение в контроль качества. Дж. Х. Лофтус (пер.). Токио: 3A Corporation. ISBN 4-906224-61-X. OCLC 61341428.
- Кондо, Йошио (1994). «Каору Исикава: что я думал и чего добился, основа для дальнейших исследований». Журнал менеджмента качества. 1 (4): 86–91. ISSN 1068-6967.
- Уотсон, Грег (2004). «Наследие Исикавы». Прогресс качества. 37 (4): 54–57. ISSN 0033-524X.
- Дьюар, Дональд Л. (1988). «Серьезная аномалия: TQC без кругов качества». Ежегодный конгресс качества, Даллас, Техас. 42 (0): 34–38.

Дмитрий Александрович Каштанов
Эксперт по предмету «Менеджмент»
Задать вопрос автору статьи
Замечание 1
Каору Исикава (1915 – 1989) – японский специалист в сфере контроля качества. Разработал диаграмму (диаграмма Исикавы, «рыбья кость») для анализа, оценки и улучшения качества продукции. Диаграмма является одним из семи классических методов контроля качества.
Начало карьеры
В 1939 г. закончил Университет Токио со специализацией в сфере прикладной химии, затем пошел в армию, где проработал техническим специалистом, обучал личный состав флота (1939 – 1941). После вернулся в промышленность, где проработал до 1947 г. Именно в этот период была разработана диаграмма Исикавы.
В 1947 г. Исикава вернулся в Университет Токио с целью проведения исследований в сфере анализа случайных величин и трактовки результатов, занимался вопросами статистических методов исследования. В 1949 г. Исикава вошел в состав группы по исследованиям вопросов качества по приглашению Японского союза ученых и инженеров. Применял статистические методы во время работы в группе.
![]()
Сделаем домашку
с вашим ребенком за 380 ₽
Уделите время себе, а мы сделаем всю домашку с вашим ребенком в режиме online
В 1952 г. Исикава возглавил Химическое общество Японии, активно работал над внедрением контроля качества в повседневную деятельность организаций различного типа. В 60-е годы содействовал появлению и развитию «кружков качества» на японских предприятиях. Организовывал семинары для руководителей и консультировал организации по вопросам применения методов контроля качества.
Вклад в менеджмент качества
Основные направления деятельности Исикавы затрагивали три темы: «кружки качества», диаграмма Исикавы, развитие японской модели всеобщего контроля качества.
Исикава считал, что вопрос качества должен быть важным на каждом этапе производства продукции (что в последствии послужило стимулом для развития «японского экономического чуда»: высокое качество японских товаров стимулировало развитие экономики в Японии). Концепция Исикавы базировалась на ряде ключевых элементов в сфере качества:
- контроль качества продукции в целом;
- интегрированный контроль издержек, цен, прибыли от реализации продукции;
- контроль над сбытовыми и снабженческими схемами.
«Каору Исикава, крупнейший специалист в области управления качеством» 👇
Выход на любой рынок с высокой конкуренцией неизбежно провоцирует появление контроля качества в организации, иначе продукция не будет пользоваться спросом. Контроль качества – долгосрочный процесс, который постепенно укрепляет позицию компании на рынке.
Замечание 2
Исикава считал, что статистические методы управления способны решить большинство проблем, возникающих в фирме, поэтому разработал диаграмму причинно-следственного анализа, помогающую улучшать качество производства.
Диаграмма позволяет структурировать решение задач. С помощью диаграммы Исикавы можно получить информацию во время поиска новых решений, все варианты можно тщательно изучить до тех пор, пока не появится причинно-следственная связь, указывающая на решение проблемы. Диаграмма позволяет рассмотреть процесс управления качеством со всех сторон, с учетом условий производства.
Кружки контроля качества – метод, разработанный Исикавой для обеспечения качественного производства с самых нижних уровней иерархии в фирме. Если менеджеры нижнего звена и простые рабочие будут участвовать в контроле качества продукции, итоговое качество вырастет в несколько раз, так как именно рабочие больше всего вовлечены в технологию производства и обладают большой информацией о качестве производственных процессов. Таким образом все работники фирмы обеспечивают высокое качество продукции, а атмосфера в коллективе улучшается за счет командной вовлеченности в процесс.
Находи статьи и создавай свой список литературы по ГОСТу
Поиск по теме
Каору Исикава, крупнейший специалист в области управления качеством
- Карьера
- Достижения в области контроля и управления качеством
Каору Исикава (1915-1989) – видный японский специалист и исследователь в области менеджмента качества. Его знаменитая диаграмма (так называемая «рыбья кость») является одним из классических способов контроля, анализа и повышения качественных показателей продукции.
Карьера
По образованию Каору Исикава был специалистом в области прикладной химии. Образование он получил в Токийском Университете, окончив его в 1939 году. Далее была армия, где Исикава работал техническим специалистом, а также проводил обучение личного состава на флоте до 1941 года. После армии Исикава около шести лет трудился в промышленном секторе. Тогда же он разработал свою классическую диаграмму.
В 1947-м состоялось возвращение Исикавы в родной Университет Токио. Предметом научной работы исследователя был анализ случайных величин и определение результатов, а также исследовательские методы статистического характера. В конце 40-х Исикава по приглашению Японского союза ученых и инженеров стал участником группы по исследованию качества. Он активно использовал статистические методы в своей работе.
В 1952 году Исикава становится руководителем Химического общества Японии. В это время он занимается внедрением принципов постоянного контроля качества в работу различных предприятий. Благодаря Исикаве в 1960-е годы во многих японских компаниях образовались так называемые «кружки качества». Ученый занимался проведением специальных семинаров для менеджеров, а также давал консультации по вопросам внедрения методов качественного контроля.
Так и не нашли ответ на вопрос?
Просто напишите,с чем нужна помощь
Мне нужна помощь
Достижения в области контроля и управления качеством
Основными предметами исследовательской деятельности Каору Исикавы были «кружки качества», диаграмма Исикавы, а также становление и развитие системы менеджмента качества в Японии.
По убеждению Исикавы, показателям качества должно уделяться внимание на всех стадиях производственного процесса. Внедрение идей Исикавы в японское производство обусловило получение продукции высокого качества, а это, в свою очередь, определило бурный рост экономики Японии. Фундаментальной основой концепции Исикавы является следующее:
- общий контроль качества продукции;
- контроль расходов, стоимости, а также дохода от продажи продукции;
- контроль процессов сбыта и снабжения.
Выход на мировые рынки, широкий спрос на выпускаемую продукцию обусловлен, в первую очередь, высокими качественными показателями товаров. А они, в свою очередь, достигаются за счет отлаженных процессов контроля и менеджмента качества.
Исикава полагал, что применение статистических методов наиболее приемлемо для управления качеством. С целью повысить качество производства была разработана диаграмма для анализа причин и следствий проблем управления качеством.
Диаграмма Исикавы позволяет решать проблемы структурно. Она дает возможность установить причинно-следственную связь, что поможет выйти на решение конкретной проблемы в вопросах качества. С помощью диаграммы можно провести всесторонний анализ процессов менеджмента качества.
Еще одним методом управления качеством на всех уровнях производственного цикла, предложенным Исикавой, являются кружки контроля качества. Суть метода заключается в участии в контроле качества всех сотрудников, в том числе, низших менеджеров и рабочих. В результате, общие качественные показатели существенно увеличиваются, ведь именно работники низших звеньев имеют наибольшее практическое представление о технологии производства и выпускаемых изделиях. Словом, на качество продукции должны работать все сотрудники предприятия, что также улучшает психологический климат в коллективе и повышает командный дух.