ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ
ГОСУДАРСТВЕННОГО КОМИТЕТА СССР
ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
|
Утверждены: Государственным комитетом СССР |
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ
УКРУПНЕННЫЕ
НОРМАТИВЫ ВРЕМЕНИ
на дуговую сварку
в среде защитных газов
МОСКВА ЭКОНОМИКА 1989
Сборник содержит нормативные материалы для технического нормирования работ при дуговой сварке: автоматической, полуавтоматической и ручной углеродистых и низколегированных, легированных, высоколегированных, титановых сталей и цветных сплавов в среде защитных газов.
Нормативы времени утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 15 апреля 1987 г. № 235/II-5 и рекомендованы для применения на машиностроительных предприятиях.
Нормативы времени разработаны Центральным научно-исследовательским институтом технологии судостроения при участии и под методическим руководством Центрального бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам.
Сборник нормативов предназначен для нормирования труда рабочих, занятых на автоматической, полуавтоматической и ручной дуговой сварке углеродистых и низколегированных, легированных, высоколегированных, титановых сталей и цветных
сплавов в среде защитных газов на машиностроительных предприятиях в условиях крупносерийного, среднесерийного, мелкосерийного и единичного типов производства.
Нормативы охватывают труд электросварщиков на автоматических и полуавтоматических машинах, электросварщиков ручной сварки.
С введением в действие настоящих нормативов отменяются разделы на дуговую сварку в среде защитных газов в сборнике Общемашиностроительные нормативы времени на дуговую сварку (М.: НИИ труда, 1981).
Срок действия данных нормативов до 1994 г.
Обеспечение межотраслевыми нормативными материалами по труду осуществляется через книготорговую сеть по заявкам организаций и предприятий.
1. ОБЩАЯ ЧАСТЬ
1.1.
Настоящие нормативы времени предназначены для расчета технически обоснованных норм времени на полуавтоматическую, автоматическую и ручную дуговую сварку в среде защитных газов углеродистых, низколегированных, легированных, высоколегированных и титановых сталей и цветных сплавов на предприятиях машиностроения в условиях крупносерийного, среднесерийного, мелкосерийного и единичного типов производства (ГОСТ 3.1108-74).
1.2.
При внедрении бригадной формы организации труда нормативы времени могут быть использованы для расчета комплексных норм времени в соответствии с Методическими основами бригадной формы организации и стимулирования труда в промышленности, изданными НИИ труда в 1981 г.
1.3.
При разработке нормативов времени использованы:
действующие общемашиностроительные
нормативы времени (изд. 1981 г.);
материалы хронометражных наблюдений, фотографий рабочего времени и опыт применения местных (заводских) нормативов времени;
инструкции по эксплуатации электросварочного оборудования, технологические процессы, правила техники безопасности и производственной санитарии;
предложения предприятий и типовые проекты организации рабочих мест.
1.4.
В нормативах времени наименование и обозначение швов, а также диапазон свариваемых толщин металла приведены согласно действующих стандартов:
ГОСТ
14771-76,
ГОСТ
16037-80,
ГОСТ
14806-80,
ГОСТ
16038-80,
ГОСТ 2601-84.
1.5.
Исходные данные для расчета основного времени сварки приняты по данным Института электросварки им. Е.О. Патона АН УССР, Всесоюзного научно-исследовательского и проектного института технологии химического и нефтяного аппаратостроения и других организаций, а также на основе обобщенных материалов машиностроительных предприятий.
1.6.
На виды работ, связанные со сваркой деталей, не предусмотренных настоящим сборником, или при внедрении на предприятиях более прогрессивных технологических процессов сварки, организации производства труда, оборудования и т.п. следует разрабатывать методом технического нормирования местные нормативы времени и вводить в установленном порядке на предприятии.
1.7.
Значение площади поперечного сечения шва (F), как основного, так и подварочного, рассчитано по формулам, соответствующим определенному типу шва, которые приведены в приложении 14, и средним значениям конструктивных элементов, приведенных в ГОСТах, указанных выше.
1.8.
В картах сборника приведено неполное штучное время (Тнш) на 1 м шва при сварке в нижнем положении в стационарных условиях и рассчитано по формуле
Тнш = (То + Твш)К мин, (1)
где То — основное время, мин;
Твш — вспомогательное время, связанное со сваркой шва, мин;
К — коэффициент к оперативному времени, учитывающий время на обслуживание рабочего места, время на отдых и личные потребности.
1.8.1.
Основное время сварки рассчитано:
на полуавтоматическую и ручную дуговую сварку по формуле
![]() (2)
(2)
где F1 — площадь поперечного сечения шва для первого прохода, мм2;
Fn — площадь поперечного сечения шва для последующих проходов, мм2;
I1 — сила сварочного тока для первого прохода, А;
In — сила сварочного тока для последующих проходов, А;
αн — плотность наплавленного металла, г/см3;
γ — коэффициент наплавки, г/А · ч;
на автоматическую дуговую сварку по формуле
![]() (3)
(3)
где V — скорость сварки, м/ч;
n — количество проходов, шт.
1.8.2.
Количество проходов для многопроходных швов рассчитано:
на полуавтоматическую и ручную дуговую сварку по формуле
![]() (4)
(4)
где F — общая площадь поперечного сечения шва, мм2;
F1 — площадь поперечного сечения шва первого прохода (приложение 1), мм2;
F2 — площадь поперечного сечения шва второго и последующих проходов (приложение 1), мм2;
на автоматическую дуговую сварку по формуле
![]() (5)
(5)
где F — общая площадь поперечного сечения шва, мм2;
F3 — площадь поперечного сечения шва первого или последующих проходов (которая принята 50 мм2).
1.8.3.
Вспомогательное время, связанное со сваркой шва и включающее затраты: на зачистку сварного шва от окисной пленки после каждого прохода, на осмотр и промер шва, на подтягивание проводов, откусывание и удаление остатков проволоки, на подачу проволоки в головку автомата или полуавтомата, на смену кассет и присадочных прутков, на проверку правильности установки головки автомата (карты 69 — 73) включено в карты неполного штучного времени; вспомогательное время: на обмазку раствором поверхности металла околошовной зоны, на зачистку околошовной зоны от брызг наплавленного металла, на зачистку кромок перед сваркой, на зачистку и обезжиривание присадочных прутков (карты 74 — 77) — не включено в состав неполного штучного времени и должно прибавляться в каждом отдельном случае при выполнении этой операции сварщиком.
1.8.4.
Коэффициент, учитывающий время на обслуживание рабочего места, на отдых и личные потребности, рассчитывается по формуле
![]() (6)
(6)
где аобс — время на обслуживание рабочего места, которое включает следующие операции:
включение, регулирование и выключение источников питания;
подготовка автомата, полуавтомата к работе и уборка в конце смены;
устранение мелких неполадок и обеспечение исправного состояния оборудования;
поддержание заданного режима в процессе работы;
включение, регулирование и выключение подачи защитных газов и воды;
уборка рабочего места.
аотд — время на отдых и личные потребности.
1.8.5.
В карты сборника время на обслуживание рабочего места, на отдых и личные потребности включено в процентах от оперативного времени в следующих размерах:
на автоматическую сварку — 15 %;
на полуавтоматическую — 12 %;
на ручную — 10 %.
1.9.
Норма штучного времени рассчитывается по формуле
Тшт = (ТншL + Тви)K1-n мин, (7)
где L — длина шва, м;
Тви — вспомогательное время, связанное с изделием и типом оборудования, которое включает затраты: на клеймение шва, на установку и снятие щитов, на крепление, перемещение, установку, снятие и поворот изделий, на перемещение сварщика в процессе работы, на намотку сварочной проволоки в кассеты (карты 78 — 85);
K1-n — поправочные коэффициенты на
измененные условия работы (карты 87 — 91).
1.9.1.
Вспомогательное время, приведенное в картах, дано с учетом времени на обслуживание рабочего места, на отдых и личные потребности.
1.10.
Неполное штучное время, приведенное в картах, рассчитано на сварку изделий с одной стороны.
1.11.
При сварке симметричных стыков изделий с двух сторон время, приведенное в картах, следует удваивать.
1.12.
При сварке подварочного шва время следует дополнительно принимать по соответствующим картам сборника.
1.13.
Приведенные в картах пределы числовых показателей, в которых указано «до» или не указано, следует понимать включительно.
1.14.
Нормативные карты на автоматическую и полуавтоматическую дуговую сварку рассчитаны для условий крупносерийного и среднесерийного типов производства. Для мелкосерийного типа производства следует применять поправочный коэффициент 1,2, для единичного производства — 1,3.
Нормативные карты на ручную дуговую сварку рассчитаны для условий мелкосерийного и единичного типов производства. Для крупносерийного производства следует применять поправочный коэффициент 0,75, для среднесерийного производства — 0,85.
При сварке титана и его сплавов расчет нормы времени производится по картам для сварки легированных и высоколегированных сталей.
1.15.
Расчет нормы штучного времени на сварку труб производится по формуле (7).
1.15.1.
Нормативы неполного штучного времени на автоматическую, полуавтоматическую и ручную дуговую сварку труб рассчитаны на 1 м поворотного шва и приведены в картах 7 — 10; 29, 30, 56 — 61.
1.15.2.
Длина кольцевого стыка в зависимости от его диаметра приведена в приложении 13 и определяется по формуле
![]() (8)
(8)
где D — диаметр кольцевого станка, мм.
1.16.
Норма времени на сварку детали рассчитывается по формуле
![]() (9)
(9)
где Тпз — подготовительно-заключительное время, которое включает затраты времени на получение задания и сварочного материала, ознакомление с работой, получение и сдачу инструмента и приспособлений, подготовку оборудования и приспособлений к работе, настройку автомата или полуавтомата на заданный режим, установление и опробование режимов сварки, сдачу работы, мин;
n — количество деталей в партии, шт.
1.17.
Применение нормативов при исходных данных, отличных от принятых в нормативных картах.
При изменении значений силы тока или скорости сварки от расчетных к неполному штучному времени следует применять коэффициенты, значение которых определяется по формулам:
![]() (10)
(10)
где I1 — новое значение силы тока, А;
![]() (11)
(11)
где V1 — новое значение скорости сварки, м/ч.
1.18.
ПРИМЕРЫ PAСЧEТA НОРМ ВРЕМЕНИ
1.18.1.
Определить норму времени на полуавтоматическую дуговую сварку в среде двуокиси углерода изделия из углеродистой стали.
Исходные данные:
тип шва — С2;
толщина металла — 5 мм;
диаметр сварочной проволоки — 1,2 мм;
длина шва — 0,8 м;
условие выполнения работы — стационарное;
масса узла — 30 кг;
количество изделий — одно;
работа — простая;
положение шва — нижнее.
|
Номер позиции |
Наименование работ и тип |
Номер карты и позиции |
Время, мин |
Значение коэффициента |
|
1 |
Установка и снятие изделия вручную |
82, 13а |
0,58 |
— |
|
2 |
Обмазка раствором поверхности металла околошовной зоны |
74, 1а |
0,54 |
— |
|
3 |
Сварка |
1, 16в |
4,5 |
— |
|
4 |
Зачистка околошовной зоны от брызг |
75, 1г |
0,30 |
— |
|
5 |
Тип производства — единичное |
— |
— |
1,3 |
|
6 |
Подготовительно-заключительное время |
86, 6в |
14,0 |
— |
|
Индекс |
а |
б |
в |
Штучное время определяется по формуле (7):
Тшт = (ТншL + Тви)К1-n =
[(4,5 + 0,54 + 0,30)0,8 + 0,58]1,3 = 6,30 мин.
Норма времени рассчитывается по формуле (9):
![]()
1.18.2.
Определить норму времени на ручную аргонодуговую сварку стыков труб из меди.
Исходные данные:
тип шва — С8;
толщина материала — 10 мм;
диаметр сварочной проволоки (присадки) — 4 мм;
диаметр трубы — 0,15 м (длину стыка определяем по формуле (8): L = 0,47 м);
количество деталей — 3 шт.
|
Номер позиции |
Наименование и условие |
Номер карты и позиции |
Время, мин |
Значение коэффициента |
|
1 |
Подготовка рабочего места |
86, 6а |
17,0 |
— |
|
2 |
Сварка |
56, 36г |
45,6 |
— |
|
3 |
Работа производится в цехе |
87, 2в |
— |
1,02 |
|
4 |
Сварка производится в помещении объемом более 2 м3 |
87, 9в |
— |
1,03 |
|
5 |
Движение рабочего ограничено |
87, 7в |
— |
1,03 |
|
6 |
Стык короткометражный, неповоротный |
90, 4г |
— |
1,21 |
|
7 |
Тип производства — мелкосерийное |
— |
1,00 |
|
|
8 |
Зачистка околошовной зоны от брызг |
75, 2б |
0,51 |
— |
|
Индекс |
а |
б |
в |
Штучное время определяем по формуле (7):
Тшт = (ТншL + Тви)К1-n =
(45,6 + 0,51)0,47 · 1,02 · 1,03 · 1,03 · 1,21 · 1,00 = 28,37 мин.
Норма времени рассчитывается по формуле (9):
![]()
2.
НАИМЕНОВАНИЕ ОБОРУДОВАНИЯ И ТЕХНОЛОГИЯ РАБОТЫ
2.1.
Нормативы времени рассчитаны при условии применения следующего сварочного оборудования (ОСТ 5.9772-79):
сварочные полуавтоматы ПШ-54, ПДПГ-500, ПДГ-508, ПДГ-300, А-537, А-765, А-547У, А-929, А-1635, ПДА-300, ПШП-300 и др.;
сварочные переносные автоматы тракторного типа ТС-17МУ, ТС-33, ТС-35, АДСП-2, АДПГ-500 и др.;
сварочные преобразователи ПСО-120, ПСО-300, ПС-300М, ПС-500, ПСМ-500, ПСО-800, ВСС-120-3, ПСГ-350, ПСГ-500, ПСУ-500, ЧПП-500В, ВС-200, ВКСМ-1000-1, БСК-300-1А и др.;
2.2.
Нормативы
разработаны на основные технологические операции и виды работ, которые выполняет сварщик при дуговой сварке:
получение производственного задания, сварочного материала, ознакомление с работой и инструктаж, подготовка сварочного оборудования к работе;
подключение шлангов к магистрали или баллонам;
включение и выключение источника питания;
включение, выключение и регулирование подачи защитного газа;
установка и опробование режимов сварки и начало сварки на технологической планке;
сварка изделий;
смена сварочной и присадочной проволоки;
уборка рабочего места и уход за оборудованием;
перемещение электросварщика в процессе сварки;
проверка правильности установки головки автомата по центру шва с прокаткой автомата вхолостую;
установка и снятие направляющих для направления движения автомата;
смена кассеты, подача проволоки в мундштук головки, пуск, регулирование режимов сварки и отключение автомата или полуавтомата, подтягивание проводов и другие работы.
По окончании работ электросварщик проверяет внешним осмотром качество шва и при обнаружении несоответствия требуемым геометрическим размерам (наплывов, подрезов, кратеров, прожогов, наружных трещин, непроваров, свищей, пор и других дефектов) исправляет обнаруженные дефекты.
При обнаружении неразрушающим контролем внутренних дефектов электросварщик вскрывает дефектные места и исправляет их.
3. ОРГАНИЗАЦИЯ ТРУДА
3.1.
В нормативах времени отражен современный уровень рациональной организации труда сварочных работ на ведущих машиностроительных предприятиях.
3.2.
Распределение и закрепление работ за бригадами или членами бригад необходимо осуществлять в соответствии с имеющимся электросварочным оборудованием и квалификацией рабочих.
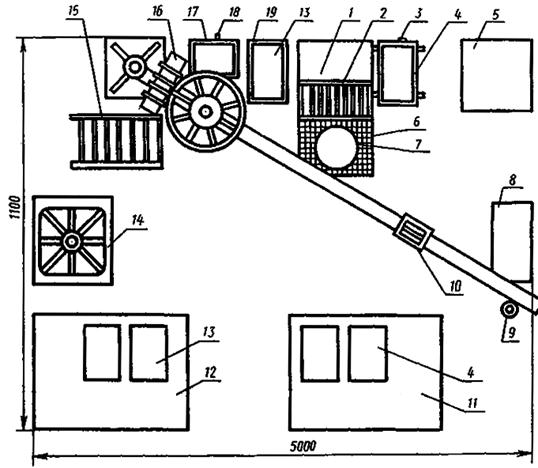
Примерная планировка рабочего места электросварщика на полуавтоматических машинах при сварке изделий в двуокиси углерода:
1 — сварочный
стол; 2 — панель всасывания; 3, 4
— передвижной столик для тары с готовыми узлами; 5 — сварочный выпрямитель; 6 — диэлектрический мат; 7 — стул; 8 — тумбочка; 9
— стойка с цветной сигнальной лампочкой для вызова внутрицехового транспорта; 10 — механизм подачи проволоки сварочного полуавтомата; 11 —
поддон для готовых узлов; 12 — поддон для тары с деталями; 13, 19 — передвижной столик для тары с деталями; 14 — манипулятор; 15 — стремянка для заправки сварочной проволоки; 16 — консольный кран; 17, 18
— столик для шкафа управления и складирования сварочной проволоки
3.3.
Рабочее место сварщика должно быть оснащено технологической и организационной оснасткой, таблицами режимов сварки, приспособлениями и инструментом в соответствии с каталогом 32112-2095-83 «Типовые проекты организации рабочих мест электросварщика».
3.4.
Сдает работу представителю службы технического контроля, выполненную бригадой, звеном или индивидуально работающим, мастер совместно с бригадиром или рабочим.
3.5.
Заряжают кассеты электродной проволокой централизованно.
3.6.
Налаживает и ремонтирует сварочное оборудование в соответствии с перечнем работ электромонтер или наладчик.
3.7.
Обеспечение рабочих мест электросварщика кассетами с проволокой, присадочными или вольфрамовыми материалами производит сам электросварщик.
3.8.
Изделия, поступающие на участок сварки, должны быть обработаны в соответствии с требованиями технической или технологической документации.
3.9.
Электросварка в замкнутых и труднодоступных помещениях должна производиться при непрерывной работе вентиляции и при наличии наблюдающего.
3.10.
Примерная планировка рабочего места электросварщика на полуавтоматических машинах при сварке изделий в двуокиси углерода приведена на рис. 1.
3.11.
При организации и проведении сварочных работ администрация осуществляет контроль за соблюдением рабочими должностных инструкций, правил, положений и других документов по охране труда, за применением средств индивидуальной и коллективной защиты, обеспечивающих безопасное выполнение работ по всем операциям технологического процесса.
4. НОРМАТИВНАЯ ЧАСТЬ
4.1.
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ НА ДУГОВУЮ СВАРКУ
Швы стыковых соединений С1, С2, С3, С4, С5, С6,
|
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 1 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С1
|
0,5 |
5,4 |
1 |
2,8 |
2,7 |
2,4 |
— |
— |
— |
|
2 |
0,8 |
5,5 |
1 |
2,9 |
2,8 |
2,5 |
— |
— |
— |
|
|
3 |
1,0 |
5,5 |
1 |
3,0 |
2,9 |
2,6 |
— |
— |
— |
|
|
4 |
1,5 |
7,3 |
1 |
3,2 |
3,0 |
2,7 |
2,3 |
— |
— |
|
|
5 |
2,0 |
9,4 |
1 |
3,9 |
3,5 |
3,1 |
2,7 |
— |
— |
|
|
6 |
2,5 |
11,4 |
1 |
4,5 |
4,1 |
3,5 |
3,1 |
— |
— |
|
|
7 |
3,0 |
13,3 |
1 |
5,1 |
4,6 |
4,0 |
3,5 |
— |
— |
|
|
8 |
4,0 |
17,1 |
1 |
6,3 |
5,7 |
4,8 |
4,2 |
— |
— |
|
|
9 |
С2
|
0,8 |
5,6 |
1 |
3,0 |
2,8 |
2,6 |
— |
— |
— |
|
10 |
1,0 |
5,8 |
1 |
3,4 |
2,9 |
2,7 |
— |
— |
— |
|
|
11 |
1,5 |
6,1 |
1 |
3,6 |
3,2 |
2,8 |
2,0 |
— |
— |
|
|
12 |
2,0 |
6,3 |
1 |
3,9 |
3,7 |
2,9 |
2,1 |
— |
— |
|
|
13 |
2,5 |
11,0 |
1 |
4,4 |
4,0 |
3,4 |
3,0 |
— |
— |
|
|
14 |
3,0 |
11,4 |
1 |
4,5 |
4,1 |
3,5 |
3,1 |
— |
— |
|
|
15 |
4,0 |
12,1 |
1 |
4,7 |
4,3 |
3,7 |
3,2 |
— |
— |
|
|
16 |
5,0 |
18,7 |
1 |
4,9 |
4,5 |
3,9 |
3,5 |
3,2 |
||
|
17 |
6,0 |
19,7 |
1 |
5,1 |
4,7 |
4,1 |
3,6 |
3,3 |
||
|
18 |
С3
|
0,5 |
5,4 |
1 |
3,0 |
2,8 |
2,6 |
— |
— |
— |
|
19 |
0,8 |
10,0 |
1 |
4,4 |
4,0 |
3,0 |
— |
— |
— |
|
|
20 |
1,0 |
10,0 |
1 |
4,7 |
4,3 |
3,2 |
— |
— |
— |
|
|
21 |
1,5 |
12,3 |
1 |
4,8 |
4,4 |
3,7 |
3,3 |
— |
— |
|
|
22 |
2,0 |
17,9 |
1 |
6,5 |
5,9 |
5,0 |
4,3 |
— |
— |
|
|
23 |
2,5 |
23,9 |
1 |
8,4 |
7,5 |
6,3 |
5,4 |
— |
— |
|
|
24 |
3,0 |
30,3 |
2 |
10,9 |
9,8 |
8,2 |
7,1 |
— |
— |
|
|
25 |
4,0 |
43,9 |
2 |
15,1 |
13,5 |
11,3 |
9,7 |
— |
— |
|
|
26 |
С4
|
0,8 |
11,8 |
1 |
4,8 |
3,9 |
3,5 |
— |
— |
— |
|
27 |
1,0 |
12,3 |
1 |
5,0 |
4,0 |
3,6 |
— |
— |
— |
|
|
28 |
1,5 |
13,1 |
1 |
5,1 |
4,6 |
3,9 |
3,4 |
— |
— |
|
|
29 |
2,0 |
13,8 |
1 |
5,3 |
4,8 |
4,1 |
3,5 |
— |
— |
|
|
30 |
2,5 |
14,3 |
1 |
5,4 |
4,9 |
4,2 |
3,6 |
— |
— |
|
|
31 |
3,0 |
20,5 |
1 |
7,3 |
6,6 |
5,5 |
4,8 |
— |
— |
|
|
32 |
4,0 |
21,5 |
1 |
7,7 |
6,9 |
5,8 |
5,0 |
— |
— |
|
|
33 |
5,0 |
33,2 |
2 |
— |
8,4 |
7,7 |
6,7 |
6,0 |
5,4 |
|
|
34 |
6,0 |
38,8 |
2 |
— |
9,6 |
8,8 |
7,6 |
6,7 |
6,1 |
|
|
35 |
7,0 |
44,3 |
2 |
— |
10,7 |
9,8 |
8,4 |
7,4 |
6,7 |
|
|
36 |
8,0 |
49,7 |
2 |
— |
11,9 |
10,8 |
9,3 |
8,2 |
7,3 |
|
|
37 |
С5
|
0,8 |
4,4 |
1 |
3,3 |
3,0 |
2,2 |
— |
— |
— |
|
38 |
1,0 |
5,8 |
1 |
3,4 |
3,1 |
2,6 |
— |
— |
— |
|
|
39 |
1,5 |
8,1 |
1 |
3,5 |
3,2 |
2,8 |
2,5 |
— |
— |
|
|
40 |
2,0 |
8,7 |
1 |
3,7 |
3,4 |
2,9 |
2,6 |
— |
— |
|
|
41 |
2,5 |
9,1 |
1 |
3,8 |
3,5 |
3,0 |
2,7 |
— |
— |
|
|
42 |
3,0 |
13,6 |
1 |
5,2 |
4,7 |
4,0 |
3,5 |
— |
— |
|
|
43 |
4,0 |
14,6 |
1 |
5,5 |
5,0 |
4,2 |
3,7 |
— |
— |
|
|
44 |
5,0 |
27,0 |
1 |
— |
6,6 |
6,1 |
5,2 |
4,6 |
4,1 |
|
|
45 |
6,0 |
30,1 |
2 |
— |
7,8 |
7,1 |
6,2 |
5,5 |
5,0 |
|
|
46 |
7,0 |
39,4 |
2 |
— |
9,7 |
8,9 |
7,7 |
6,8 |
6,1 |
|
|
47 |
8,0 |
42,4 |
2 |
— |
10,3 |
9,5 |
8,1 |
7,2 |
6,5 |
|
|
48 |
С6
|
0,8 |
6,4 |
1 |
3,4 |
3,1 |
2,9 |
— |
— |
— |
|
49 |
1,0 |
6,8 |
1 |
3,5 |
3,2 |
3,0 |
— |
— |
— |
|
|
50 |
1,5 |
8,4 |
1 |
3,6 |
3,3 |
3,1 |
2,4 |
— |
— |
|
|
51 |
2,0 |
9,6 |
1 |
3,7 |
3,5 |
3,3 |
2,5 |
— |
— |
|
|
52 |
2,5 |
9,9 |
1 |
4,0 |
3,6 |
3,4 |
2,6 |
— |
— |
|
|
53 |
3,0 |
12,4 |
1 |
4,8 |
4,4 |
3,7 |
3,3 |
— |
— |
|
|
54 |
4,0 |
13,4 |
1 |
5,1 |
4,7 |
4,0 |
3,5 |
— |
— |
|
|
55 |
5,0 |
26,1 |
1 |
— |
6,4 |
5,9 |
5,1 |
4,5 |
4,0 |
|
|
56 |
6,0 |
29,1 |
2 |
— |
7,6 |
7,0 |
6,1 |
5,4 |
4,9 |
|
|
57 |
7,0 |
40,2 |
2 |
— |
9,9 |
9,0 |
7,8 |
6,9 |
6,2 |
|
|
58 |
8,0 |
43,2 |
2 |
— |
10,5 |
9,6 |
8,3 |
7,3 |
6,6 |
|
|
59 |
С7
|
3,0 |
9,0 |
1 |
3,8 |
3,5 |
3,0 |
2,7 |
— |
— |
|
60 |
4,0 |
10,0 |
1 |
4,0 |
3,6 |
3,1 |
2,8 |
— |
— |
|
|
61 |
5,0 |
13,6 |
1 |
— |
3,8 |
3,5 |
3,1 |
2,8 |
2,6 |
|
|
62 |
6,0 |
15,0 |
1 |
— |
4,0 |
3,7 |
3,2 |
2,9 |
2,7 |
|
|
63 |
7,0 |
20,1 |
1 |
— |
5,2 |
4,7 |
4,1 |
3,7 |
3,3 |
|
|
64 |
8,0 |
22,1 |
1 |
— |
5,6 |
5,1 |
4,4 |
3,9 |
3,6 |
|
|
65 |
9,0 |
24,0 |
1 |
— |
6,0 |
5,5 |
4,7 |
4,2 |
3,8 |
|
|
66 |
10,0 |
25,9 |
1 |
— |
6,4 |
5,8 |
5,0 |
4,4 |
4,0 |
|
|
67 |
12,0 |
33,0 |
1 |
— |
— |
6,7 |
5,7 |
5,1 |
4,6 |
|
|
68 |
С8
|
3,0 |
8,3 |
1 |
3,7 |
3,4 |
2,9 |
2,6 |
— |
— |
|
69 |
4,0 |
12,9 |
1 |
5,1 |
4,6 |
4,0 |
3,5 |
— |
— |
|
|
70 |
5,0 |
18,2 |
1 |
— |
4,9 |
4,5 |
3,9 |
3,5 |
3,2 |
|
|
71 |
6,0 |
24,0 |
1 |
— |
6,1 |
5,6 |
4,8 |
4,3 |
3,9 |
|
|
72 |
7,0 |
30,4 |
2 |
— |
8,0 |
7,3 |
6,4 |
5,7 |
5,2 |
|
|
73 |
8,0 |
37,2 |
2 |
— |
9,4 |
8,6 |
7,5 |
6,6 |
6,0 |
|
|
74 |
9,0 |
44,6 |
2 |
— |
10,9 |
10,0 |
8,6 |
7,6 |
6,9 |
|
|
75 |
10,0 |
52,3 |
2 |
— |
12,5 |
11,5 |
9,8 |
8,6 |
7,8 |
|
|
76 |
12,0 |
77,0 |
2 |
— |
— |
14,8 |
12,7 |
11,1 |
9,9 |
|
|
77 |
14,0 |
102,8 |
3 |
— |
— |
19,8 |
16,9 |
14,8 |
13,2 |
|
|
78 |
16,0 |
132,1 |
3 |
— |
— |
24,7 |
21,0 |
18,3 |
16,3 |
|
|
79 |
18,0 |
164,7 |
4 |
— |
— |
30,9 |
26,2 |
22,9 |
20,4 |
|
|
80 |
20,0 |
200,6 |
4 |
— |
— |
37,0 |
31,3 |
27,2 |
24,2 |
|
|
81 |
22,0 |
239,9 |
5 |
— |
— |
40,8 |
34,6 |
30,2 |
26,7 |
|
|
82 |
24,0 |
282,3 |
6 |
— |
— |
47,9 |
40,6 |
35,4 |
31,4 |
|
|
83 |
26,0 |
328,0 |
7 |
— |
— |
55,6 |
47,1 |
41,4 |
36,4 |
|
|
84 |
28,0 |
376,9 |
8 |
— |
— |
63,7 |
54,0 |
47,1 |
41,7 |
|
|
85 |
30,0 |
428,8 |
9 |
— |
— |
72,4 |
61,3 |
53,4 |
47,2 |
|
|
86 |
32,0 |
484,0 |
10 |
— |
— |
75,6 |
64,1 |
55,9 |
49,8 |
|
|
87 |
34,0 |
542,2 |
11 |
— |
— |
84,5 |
71,6 |
62,4 |
55,5 |
|
|
88 |
36,0 |
603,4 |
13 |
— |
— |
94,4 |
80,0 |
69,8 |
62,1 |
|
|
89 |
38,0 |
667,7 |
14 |
— |
— |
104,1 |
88,3 |
76,9 |
68,4 |
|
|
90 |
40,0 |
735,1 |
15 |
— |
— |
114,3 |
96,8 |
84,4 |
75,0 |
|
|
91 |
42,0 |
805,4 |
17 |
— |
— |
125,5 |
106,4 |
92,7 |
82,5 |
|
|
92 |
44,0 |
878,7 |
18 |
— |
— |
136,5 |
115,6 |
100,7 |
89,6 |
|
|
93 |
46,0 |
955,0 |
20 |
— |
— |
148,5 |
125,9 |
109,7 |
97,5 |
|
|
94 |
48,0 |
1034,3 |
21 |
— |
— |
160,4 |
135,9 |
118,3 |
105,3 |
|
|
95 |
50,0 |
1116,5 |
23 |
— |
— |
173,3 |
146,8 |
127,9 |
113,7 |
|
|
96 |
52,0 |
1201,6 |
24 |
— |
— |
186,0 |
157,5 |
137,1 |
121,8 |
|
|
97 |
54,0 |
1289,6 |
26 |
— |
— |
199,7 |
169,1 |
147,2 |
130,8 |
|
|
98 |
56,0 |
1380,5 |
28 |
— |
— |
213,8 |
181,0 |
157,6 |
140,1 |
|
|
99 |
58,0 |
1474,3 |
30 |
— |
— |
228,4 |
193,4 |
168,3 |
149,6 |
|
|
100 |
60,0 |
1570,9 |
32 |
— |
— |
243,3 |
206,0 |
179,3 |
159,4 |
|
|
101 |
С9
|
3,0 |
12,2 |
1 |
4,9 |
4,4 |
3,8 |
3,3 |
— |
— |
|
102 |
4,0 |
15,4 |
1 |
5,8 |
5,3 |
4,5 |
3,9 |
— |
— |
|
|
103 |
5,0 |
20,7 |
1 |
— |
5,4 |
4,9 |
4,3 |
3,8 |
3,5 |
|
|
104 |
6,0 |
27,5 |
1 |
— |
6,8 |
6,2 |
5,4 |
4,7 |
4,3 |
|
|
105 |
7,0 |
35,0 |
2 |
— |
8,9 |
8,2 |
7,1 |
6,3 |
5,7 |
|
|
106 |
8,0 |
43,1 |
2 |
— |
10,6 |
9,7 |
8,4 |
7,4 |
6,7 |
|
|
107 |
9,0 |
51,8 |
2 |
— |
12,4 |
11,4 |
9,7 |
8,6 |
7,7 |
|
|
108 |
10,0 |
61,1 |
2 |
— |
14,4 |
13,1 |
11,2 |
9,8 |
8,8 |
|
|
109 |
12,0 |
81,2 |
2 |
— |
— |
15,5 |
13,2 |
11,6 |
10,4 |
|
|
110 |
14,0 |
103,3 |
3 |
— |
— |
19,9 |
16,9 |
14,9 |
13,3 |
|
|
111 |
16,0 |
140,4 |
3 |
— |
— |
26,2 |
22,2 |
19,4 |
17,2 |
|
|
112 |
18,0 |
174,1 |
4 |
— |
— |
32,5 |
27,5 |
24,0 |
21,4 |
|
|
113 |
20,0 |
211,1 |
5 |
— |
— |
39,3 |
33,3 |
29,1 |
25,9 |
|
|
114 |
22,0 |
251,2 |
5 |
— |
— |
42,5 |
36,0 |
31,4 |
27,8 |
|
|
115 |
24,0 |
294,5 |
6 |
— |
— |
49,8 |
42,2 |
36,8 |
32,6 |
|
|
116 |
26,0 |
340,9 |
7 |
— |
— |
57,6 |
48,8 |
42,5 |
37,6 |
|
|
117 |
28,0 |
390,3 |
8 |
— |
— |
65,8 |
55,7 |
48,5 |
42,9 |
|
|
118 |
30,0 |
442,7 |
9 |
— |
— |
74,5 |
63,1 |
54,9 |
48,6 |
|
|
119 |
32,0 |
498,0 |
10 |
— |
— |
77,6 |
65,8 |
57,3 |
51,0 |
|
|
120 |
34,0 |
556,3 |
12 |
— |
— |
87,1 |
73,9 |
64,4 |
57,4 |
|
|
121 |
36,0 |
617,6 |
13 |
— |
— |
96,4 |
81,7 |
71,3 |
63,4 |
|
|
122 |
38,0 |
681,6 |
14 |
— |
— |
106,1 |
89,9 |
78,4 |
69,7 |
|
|
123 |
40,0 |
748,6 |
15 |
— |
— |
116,2 |
98,5 |
85,8 |
76,2 |
|
|
124 |
42,0 |
818,3 |
17 |
— |
— |
127,3 |
107,9 |
94,0 |
83,6 |
|
|
125 |
44,0 |
890,9 |
18 |
— |
— |
138,2 |
117,1 |
102,0 |
90,6 |
|
|
126 |
46,0 |
966,2 |
20 |
— |
— |
150,1 |
127,2 |
110,8 |
98,5 |
|
|
127 |
48,0 |
1044,3 |
21 |
— |
— |
161,8 |
137,1 |
119,3 |
106,1 |
|
|
128 |
50,0 |
1125,1 |
23 |
— |
— |
174,5 |
147,8 |
128,7 |
114,4 |
|
|
129 |
52,0 |
1208,7 |
25 |
— |
— |
187,6 |
158,9 |
138,4 |
123,0 |
|
|
130 |
54,0 |
1294,9 |
26 |
— |
— |
200,5 |
169,7 |
147,8 |
131,3 |
|
|
131 |
56,0 |
1383,8 |
28 |
— |
— |
214,3 |
181,4 |
158,0 |
140,4 |
|
|
132 |
58,0 |
1475,4 |
30 |
— |
— |
228,5 |
193,5 |
168,5 |
149,7 |
|
|
133 |
60,0 |
1569,6 |
32 |
— |
— |
243,1 |
205,8 |
179,2 |
159,2 |
|
|
134 |
С10
|
3,0 |
8,8 |
1 |
3,8 |
3,5 |
3,0 |
2,7 |
— |
— |
|
135 |
4,0 |
13,4 |
1 |
5,2 |
4,7 |
4,0 |
3,5 |
— |
— |
|
|
136 |
5,0 |
18,4 |
1 |
— |
4,9 |
4,5 |
3,9 |
3,5 |
3,2 |
|
|
137 |
6,0 |
23,8 |
1 |
— |
6,0 |
5,5 |
4,8 |
4,3 |
3,9 |
|
|
138 |
7,0 |
29,7 |
2 |
— |
7,8 |
7,2 |
6,3 |
5,6 |
5,1 |
|
|
139 |
8,0 |
38,1 |
2 |
— |
9,6 |
8,8 |
7,6 |
6,7 |
6,1 |
|
|
140 |
9,0 |
47,4 |
2 |
— |
11,5 |
10,5 |
9,1 |
8,0 |
7,2 |
|
|
141 |
10,0 |
57,7 |
2 |
— |
13,7 |
12,5 |
10,7 |
9,4 |
8,4 |
|
|
142 |
12,0 |
81,0 |
2 |
— |
— |
15,5 |
13,2 |
11,6 |
10,4 |
|
|
143 |
14,0 |
107,9 |
3 |
— |
— |
20,6 |
17,6 |
15,4 |
13,8 |
|
|
144 |
16,0 |
138,3 |
3 |
— |
— |
25,8 |
21,9 |
19,1 |
17,0 |
|
|
145 |
18,0 |
172,4 |
4 |
— |
— |
32,1 |
27,3 |
23,8 |
21,2 |
|
|
146 |
20,0 |
209,4 |
5 |
— |
— |
39,0 |
33,1 |
28,9 |
25,7 |
|
|
147 |
22,0 |
250,1 |
5 |
— |
— |
42,4 |
35,9 |
31,3 |
27,7 |
|
|
148 |
24,0 |
294,0 |
6 |
— |
— |
49,7 |
42,1 |
36,7 |
32,5 |
|
|
149 |
26,0 |
341,1 |
7 |
— |
— |
57,6 |
48,8 |
42,5 |
37,6 |
|
|
150 |
28,0 |
391,5 |
8 |
— |
— |
66,0 |
55,9 |
48,7 |
43,1 |
|
|
151 |
30,0 |
445,1 |
9 |
— |
— |
74,9 |
63,4 |
55,2 |
48,8 |
|
|
152 |
32,0 |
501,9 |
10 |
— |
— |
78,2 |
66,2 |
57,7 |
51,3 |
|
|
153 |
34,0 |
561,7 |
12 |
— |
— |
87,9 |
74,5 |
65,0 |
57,8 |
|
|
154 |
36,0 |
624,7 |
13 |
— |
— |
97,4 |
82,6 |
72,0 |
64,0 |
|
|
155 |
38,0 |
690,8 |
14 |
— |
— |
107,4 |
91,0 |
79,3 |
70,5 |
|
|
156 |
40,0 |
759,9 |
16 |
— |
— |
118,4 |
100,4 |
87,5 |
77,8 |
|
|
157 |
42,0 |
832,0 |
17 |
— |
— |
129,3 |
109,5 |
95,4 |
84,8 |
|
|
158 |
44,0 |
907,2 |
19 |
— |
— |
141,1 |
119,6 |
104,2 |
92,7 |
|
|
159 |
46,0 |
985,4 |
20 |
— |
— |
152,9 |
129,5 |
112,8 |
100,2 |
|
|
160 |
48,0 |
1066,5 |
22 |
— |
— |
165,6 |
140,3 |
122,2 |
108,6 |
|
|
161 |
50,0 |
1150,6 |
23 |
— |
— |
178,2 |
150,8 |
131,3 |
116,7 |
|
|
162 |
52,0 |
1237,6 |
25 |
— |
— |
191,7 |
162,3 |
141,3 |
125,6 |
|
|
163 |
54,0 |
1327,6 |
27 |
— |
— |
205,7 |
174,2 |
151,7 |
134,8 |
|
|
164 |
56,0 |
1420,4 |
29 |
— |
— |
220,1 |
186,4 |
162,3 |
144,2 |
|
|
165 |
58,0 |
1516,2 |
31 |
— |
— |
234,9 |
198,9 |
173,2 |
153,9 |
|
|
166 |
60,0 |
1614,8 |
33 |
— |
— |
250,1 |
211,8 |
184,4 |
163,9 |
|
|
167 |
С11
|
3,0 |
13,3 |
1 |
5,3 |
4,8 |
4,1 |
3,6 |
— |
— |
|
168 |
4,0 |
19,6 |
1 |
7,2 |
6,4 |
5,4 |
4,7 |
— |
— |
|
|
169 |
5,0 |
26,0 |
1 |
— |
6,5 |
6,0 |
5,2 |
4,6 |
4,1 |
|
|
170 |
6,0 |
33,3 |
2 |
— |
8,6 |
7,9 |
6,8 |
6,1 |
5,5 |
|
|
171 |
7,0 |
40,7 |
2 |
— |
10,1 |
9,3 |
8,0 |
7,1 |
6,4 |
|
|
172 |
8,0 |
51,7 |
2 |
— |
12,4 |
11,3 |
9,7 |
8,6 |
7,7 |
|
|
173 |
9,0 |
63,2 |
2 |
— |
14,8 |
13,5 |
11,5 |
10,1 |
9,0 |
|
|
174 |
10,0 |
75,6 |
3 |
— |
18,0 |
16,4 |
14,0 |
12,4 |
11,1 |
|
|
175 |
12,0 |
103,2 |
3 |
— |
— |
19,9 |
16,9 |
14,8 |
13,3 |
|
|
176 |
14,0 |
134,2 |
3 |
— |
— |
25,1 |
21,3 |
18,6 |
16,6 |
|
|
177 |
16,0 |
168,5 |
4 |
— |
— |
31,5 |
26,7 |
23,3 |
20,8 |
|
|
178 |
18,0 |
206,0 |
5 |
— |
— |
38,4 |
32,6 |
28,5 |
25,3 |
|
|
179 |
20,0 |
246,5 |
5 |
— |
— |
45,3 |
38,3 |
33,4 |
29,6 |
|
|
180 |
22,0 |
290,0 |
6 |
— |
— |
49,1 |
41,6 |
36,3 |
32,1 |
|
|
181 |
24,0 |
336,3 |
7 |
— |
— |
56,9 |
48,2 |
42,0 |
37,2 |
|
|
182 |
26,0 |
385,5 |
8 |
— |
— |
65,1 |
55,1 |
48,0 |
42,5 |
|
|
183 |
28,0 |
437,4 |
9 |
— |
— |
73,7 |
62,4 |
54,3 |
48,1 |
|
|
184 |
30,0 |
491,9 |
10 |
— |
— |
82,7 |
70,0 |
61,0 |
53,9 |
|
|
185 |
32,0 |
549,1 |
11 |
— |
— |
85,5 |
72,4 |
63,1 |
56,1 |
|
|
186 |
34,0 |
608,9 |
13 |
— |
— |
95,2 |
80,7 |
70,4 |
62,6 |
|
|
187 |
36,0 |
671,2 |
14 |
— |
— |
104,6 |
88,7 |
77,3 |
68,7 |
|
|
188 |
38,0 |
736,0 |
15 |
— |
— |
114,4 |
96,9 |
84,5 |
75,1 |
|
|
189 |
40,0 |
803,2 |
17 |
— |
— |
125,2 |
106,1 |
92,5 |
82,3 |
|
|
190 |
С12
|
3,0 |
8,8 |
1 |
3,8 |
3,5 |
3,0 |
2,7 |
— |
— |
|
191 |
4,0 |
13,0 |
1 |
5,1 |
4,6 |
4,0 |
3,5 |
— |
— |
|
|
192 |
5,0 |
17,6 |
1 |
— |
4,7 |
4,4 |
3,8 |
3,4 |
3,1 |
|
|
193 |
6,0 |
22,5 |
1 |
— |
5,8 |
5,3 |
4,6 |
4,1 |
3,7 |
|
|
194 |
7,0 |
27,7 |
1 |
— |
6,8 |
6,3 |
5,4 |
4,8 |
4,3 |
|
|
195 |
8,0 |
37,5 |
2 |
— |
9,5 |
8,7 |
7,5 |
6,7 |
6,0 |
|
|
196 |
9,0 |
46,7 |
2 |
— |
11,4 |
10,4 |
8,9 |
7,9 |
7,1 |
|
|
197 |
10,0 |
56,7 |
2 |
— |
13,5 |
12,3 |
10,5 |
9,2 |
8,3 |
|
|
198 |
12,0 |
79,4 |
2 |
— |
— |
15,2 |
13,0 |
11,4 |
10,2 |
|
|
199 |
14,0 |
105,6 |
3 |
— |
— |
20,3 |
17,3 |
15,1 |
13,5 |
|
|
200 |
16,0 |
135,1 |
3 |
— |
— |
25,3 |
21,4 |
18,7 |
16,7 |
|
|
201 |
18,0 |
168,0 |
4 |
— |
— |
31,4 |
26,7 |
23,3 |
20,7 |
|
|
202 |
20,0 |
204,1 |
5 |
— |
— |
38,1 |
32,4 |
28,2 |
25,1 |
|
|
203 |
22,0 |
243,4 |
5 |
— |
— |
41,3 |
35,0 |
30,5 |
27,0 |
|
|
204 |
24,0 |
285,8 |
6 |
— |
— |
48,5 |
41,1 |
35,8 |
31,7 |
|
|
205 |
26,0 |
331,3 |
7 |
— |
— |
56,1 |
47,5 |
41,4 |
36,7 |
|
|
206 |
28,0 |
379,9 |
8 |
— |
— |
64,2 |
54,4 |
47,4 |
42,0 |
|
|
207 |
30,0 |
431,6 |
9 |
— |
— |
72,8 |
61,7 |
53,7 |
47,5 |
|
|
208 |
32,0 |
486,2 |
10 |
— |
— |
75,9 |
64,4 |
56,1 |
50,0 |
|
|
209 |
34,0 |
543,9 |
11 |
— |
— |
84,7 |
71,8 |
62,6 |
55,7 |
|
|
210 |
36,0 |
604,4 |
13 |
— |
— |
94,5 |
80,2 |
69,9 |
62,2 |
|
|
211 |
38,0 |
667,9 |
14 |
— |
— |
104,1 |
88,3 |
77,0 |
68,5 |
|
|
212 |
40,0 |
734,3 |
15 |
— |
— |
114,2 |
96,7 |
84,3 |
75,0 |
|
|
213 |
42,0 |
803,5 |
17 |
— |
— |
125,2 |
106,1 |
92,5 |
82,3 |
|
|
214 |
44,0 |
875,6 |
18 |
— |
— |
136,1 |
115,3 |
100,4 |
89,3 |
|
|
215 |
46,0 |
950,5 |
19 |
— |
— |
147,3 |
124,8 |
108,6 |
96,5 |
|
|
216 |
48,0 |
1028,3 |
21 |
— |
— |
159,6 |
135,1 |
117,7 |
104,6 |
|
|
217 |
50,0 |
1108,8 |
23 |
— |
— |
172,2 |
145,9 |
127,1 |
113,0 |
|
|
218 |
52,0 |
1192,1 |
24 |
— |
— |
184,7 |
156,3 |
136,1 |
121,0 |
|
|
219 |
54,0 |
1278,2 |
26 |
— |
— |
198,1 |
167,7 |
146,1 |
129,8 |
|
|
220 |
56,0 |
1367,0 |
28 |
— |
— |
211,9 |
179,4 |
156,3 |
138,9 |
|
|
221 |
58,0 |
1458,5 |
30 |
— |
— |
226,1 |
191,5 |
166,7 |
148,2 |
|
|
222 |
60,0 |
1552,8 |
32 |
— |
— |
240,7 |
203,8 |
177,5 |
157,7 |
|
|
223 |
С13
|
18,0 |
160,7 |
4 |
— |
— |
30,2 |
25,6 |
22,4 |
20,0 |
|
224 |
20,0 |
190,2 |
4 |
— |
— |
35,2 |
29,8 |
26,0 |
23,1 |
|
|
225 |
22,0 |
221,5 |
5 |
— |
— |
37,9 |
32,2 |
28,1 |
24,9 |
|
|
226 |
24,0 |
254,6 |
6 |
— |
— |
43,6 |
37,1 |
32,4 |
28,7 |
|
|
227 |
26,0 |
289,3 |
6 |
— |
— |
49,0 |
41,5 |
36,2 |
32,1 |
|
|
228 |
28,0 |
325,7 |
7 |
— |
— |
55,2 |
46,8 |
40,8 |
36,2 |
|
|
229 |
30,0 |
363,7 |
8 |
— |
— |
61,7 |
52,3 |
45,6 |
40,4 |
|
|
230 |
32,0 |
403,3 |
9 |
— |
— |
63,5 |
54,0 |
47,1 |
42,0 |
|
|
231 |
34,0 |
444,3 |
9 |
— |
— |
69,4 |
58,8 |
51,3 |
45,6 |
|
|
232 |
36,0 |
486,9 |
10 |
— |
— |
76,0 |
64,5 |
56,2 |
50,0 |
|
|
233 |
38,0 |
530,8 |
11 |
— |
— |
82,9 |
70,3 |
61,3 |
54,5 |
|
|
234 |
40,0 |
576,2 |
12 |
— |
— |
89,9 |
76,2 |
66,5 |
59,1 |
|
|
235 |
42,0 |
623,0 |
13 |
— |
— |
97,2 |
82,4 |
71,8 |
63,9 |
|
|
236 |
44,0 |
671,1 |
14 |
— |
— |
104,6 |
88,7 |
77,3 |
68,7 |
|
|
237 |
46,0 |
720,5 |
15 |
— |
— |
112,2 |
95,1 |
82,9 |
73,7 |
|
|
238 |
48,0 |
771,3 |
16 |
— |
— |
120,0 |
101,7 |
88,6 |
78,8 |
|
|
239 |
50,0 |
823,3 |
17 |
— |
— |
128,0 |
108,5 |
94,5 |
84,0 |
|
|
240 |
52,0 |
876,6 |
18 |
— |
— |
136,2 |
115,4 |
100,5 |
89,4 |
|
|
241 |
54,0 |
931,1 |
19 |
— |
— |
144,6 |
122,4 |
106,7 |
94,8 |
|
|
242 |
56,0 |
986,9 |
20 |
— |
— |
153,1 |
129,7 |
112,9 |
100,4 |
|
|
243 |
58,0 |
1043,8 |
21 |
— |
— |
161,8 |
137,0 |
119,3 |
106,0 |
|
|
244 |
60,0 |
1102,0 |
22 |
— |
— |
170,6 |
144,5 |
125,8 |
111,8 |
|
|
245 |
64,0 |
1221,8 |
25 |
— |
— |
— |
144,9 |
126,4 |
112,5 |
|
|
246 |
68,0 |
1346,2 |
27 |
— |
— |
— |
159,3 |
138,9 |
123,6 |
|
|
247 |
72,0 |
1475,0 |
30 |
— |
— |
— |
174,7 |
152,3 |
135,6 |
|
|
248 |
76,0 |
1608,2 |
33 |
— |
— |
— |
190,5 |
166,2 |
147,9 |
|
|
249 |
80,0 |
1745,7 |
35 |
— |
— |
— |
206,3 |
179,8 |
160,0 |
|
|
250 |
84,0 |
1887,3 |
38 |
— |
— |
— |
209,7 |
183,0 |
163,0 |
|
|
251 |
88,0 |
2033,1 |
41 |
— |
— |
— |
225,9 |
197,1 |
175,6 |
|
|
252 |
92,0 |
2182,8 |
44 |
— |
— |
— |
242,4 |
211,6 |
188,4 |
|
|
253 |
96,0 |
2336,6 |
47 |
— |
— |
— |
259,4 |
226,4 |
201,6 |
|
|
254 |
100,0 |
2494,2 |
50 |
— |
— |
— |
276,7 |
241,5 |
215,0 |
|
|
255 |
С14
|
18,0 |
133,1 |
1 |
— |
— |
24,9 |
21,2 |
18,5 |
16,4 |
|
256 |
20,0 |
158,8 |
4 |
— |
— |
29,9 |
25,4 |
22,2 |
19,8 |
|
|
257 |
22,0 |
186,4 |
4 |
— |
— |
31,9 |
27,1 |
23,7 |
21,0 |
|
|
258 |
24,0 |
215,8 |
5 |
— |
— |
37,0 |
31,5 |
27,5 |
24,4 |
|
|
259 |
26,0 |
246,9 |
5 |
— |
— |
41,9 |
35,5 |
30,9 |
27,4 |
|
|
260 |
28,0 |
279,6 |
6 |
— |
— |
47,5 |
40,3 |
35,1 |
31,1 |
|
|
261 |
30,0 |
314,0 |
7 |
— |
— |
53,4 |
45,3 |
39,5 |
35,0 |
|
|
262 |
32,0 |
349,9 |
7 |
— |
— |
54,8 |
46,4 |
40,5 |
36,1 |
|
|
263 |
34,0 |
387,4 |
8 |
— |
— |
60,7 |
51,5 |
44,9 |
40,0 |
|
|
264 |
36,0 |
426,5 |
9 |
— |
— |
66,8 |
56,7 |
49,5 |
44,1 |
|
|
265 |
38,0 |
467,0 |
10 |
— |
— |
73,2 |
62,1 |
54,2 |
48,2 |
|
|
266 |
40,0 |
509,1 |
11 |
— |
— |
79,8 |
67,7 |
59,1 |
52,6 |
|
|
267 |
42,0 |
552,6 |
12 |
— |
— |
86,5 |
73,4 |
64,1 |
57,0 |
|
|
268 |
44,0 |
597,5 |
12 |
— |
— |
92,9 |
78,8 |
68,6 |
61,0 |
|
|
269 |
46,0 |
643,8 |
13 |
— |
— |
100,1 |
84,8 |
73,9 |
65,7 |
|
|
270 |
48,0 |
691,5 |
14 |
— |
— |
107,5 |
91,1 |
79,4 |
70,6 |
|
|
271 |
50,0 |
740,6 |
15 |
— |
— |
113,1 |
97,5 |
84,9 |
75,5 |
|
|
272 |
52,0 |
791,1 |
16 |
— |
— |
122,9 |
104,1 |
90,7 |
80,6 |
|
|
273 |
54,0 |
842,9 |
17 |
— |
— |
130,8 |
110,8 |
96,5 |
85,8 |
|
|
274 |
56,0 |
896,0 |
18 |
— |
— |
139,0 |
117,7 |
102,5 |
91,1 |
|
|
275 |
58,0 |
950,4 |
19 |
— |
— |
147,3 |
124,7 |
108,6 |
96,5 |
|
|
276 |
60,0 |
1006,1 |
21 |
— |
— |
156,4 |
132,5 |
115,5 |
102,6 |
|
|
277 |
64,0 |
1121,3 |
23 |
— |
— |
— |
133,1 |
116,1 |
103,4 |
|
|
278 |
68,0 |
1241,5 |
25 |
— |
— |
— |
147,0 |
128,2 |
114,1 |
|
|
279 |
72,0 |
1366,7 |
28 |
— |
— |
— |
162,0 |
141,3 |
125,8 |
|
|
280 |
76,0 |
1496,6 |
30 |
— |
— |
— |
177,0 |
154,3 |
137,3 |
|
|
281 |
80,0 |
1631,3 |
33 |
— |
— |
— |
193,0 |
168,3 |
149,8 |
|
|
282 |
84,0 |
1770,7 |
36 |
— |
— |
— |
197,0 |
172,0 |
153,2 |
|
|
283 |
88,0 |
1914,6 |
39 |
— |
— |
— |
213,0 |
185,9 |
165,6 |
|
|
284 |
92,0 |
2063,1 |
42 |
— |
— |
— |
229,4 |
200,3 |
178,4 |
|
|
285 |
96,0 |
2216,0 |
45 |
— |
— |
— |
246,3 |
215,0 |
191,5 |
|
|
286 |
100,0 |
2373,3 |
48 |
— |
— |
— |
263,6 |
230,1 |
204,9 |
|
|
287 |
С15
|
8,0 |
15,0 |
1 |
— |
4,2 |
3,9 |
3,4 |
3,1 |
2,8 |
|
288 |
9,0 |
17,2 |
1 |
— |
4,7 |
4,3 |
3,7 |
3,4 |
3,1 |
|
|
289 |
10,0 |
19,4 |
1 |
— |
5,1 |
4,7 |
4,1 |
3,7 |
3,3 |
|
|
290 |
12,0 |
25,8 |
1 |
— |
— |
5,6 |
4,8 |
4,3 |
3,9 |
|
|
291 |
14,0 |
32,7 |
1 |
— |
— |
6,7 |
5,8 |
5,1 |
4,7 |
|
|
292 |
16,0 |
40,2 |
1 |
— |
— |
8,0 |
6,9 |
6,0 |
5,4 |
|
|
293 |
18,0 |
48,1 |
1 |
— |
— |
9,3 |
8,0 |
7,0 |
6,3 |
|
|
294 |
20,0 |
56,6 |
2 |
— |
— |
11,4 |
9,8 |
8,6 |
7,8 |
|
|
295 |
22,0 |
71,2 |
2 |
— |
— |
12,9 |
11,1 |
9,8 |
8,7 |
|
|
296 |
24,0 |
83,5 |
2 |
— |
— |
14,8 |
12,7 |
11,1 |
9,9 |
|
|
297 |
26,0 |
96,7 |
2 |
— |
— |
16,9 |
14,4 |
12,6 |
11,2 |
|
|
298 |
28,0 |
110,7 |
3 |
— |
— |
19,6 |
16,8 |
14,7 |
13,1 |
|
|
299 |
30,0 |
125,7 |
3 |
— |
— |
21,9 |
18,7 |
16,4 |
14,6 |
|
|
300 |
32,0 |
141,4 |
3 |
— |
— |
22,7 |
19,4 |
17,0 |
15,2 |
|
|
301 |
34,0 |
158,0 |
4 |
— |
— |
25,7 |
21,9 |
19,2 |
17,2 |
|
|
302 |
36,0 |
175,4 |
4 |
— |
— |
28,2 |
24,0 |
21,0 |
18,8 |
|
|
303 |
38,0 |
193,7 |
4 |
— |
— |
30,8 |
26,2 |
22,9 |
20,4 |
|
|
304 |
40,0 |
212,8 |
5 |
— |
— |
34,1 |
29,0 |
25,4 |
22,7 |
|
|
305 |
42,0 |
232,6 |
5 |
— |
— |
36,9 |
31,4 |
27,4 |
24,5 |
|
|
306 |
44,0 |
253,3 |
6 |
— |
— |
40,4 |
34,4 |
30,1 |
26,9 |
|
|
307 |
46,0 |
274,8 |
6 |
— |
— |
43,5 |
36,9 |
32,3 |
28,8 |
|
|
308 |
48,0 |
297,0 |
6 |
— |
— |
46,6 |
39,6 |
34,6 |
30,8 |
|
|
309 |
50,0 |
320,1 |
7 |
— |
— |
50,5 |
42,9 |
37,5 |
33,4 |
|
|
310 |
52,0 |
343,9 |
7 |
— |
— |
53,9 |
45,7 |
39,9 |
35,5 |
|
|
311 |
54,0 |
368,5 |
8 |
— |
— |
58,0 |
49,2 |
43,0 |
38,3 |
|
|
312 |
56,0 |
393,9 |
8 |
— |
— |
61,6 |
52,3 |
45,6 |
40,6 |
|
|
313 |
58,0 |
420,0 |
9 |
— |
— |
65,9 |
55,9 |
48,8 |
43,5 |
|
|
314 |
60,0 |
446,9 |
9 |
— |
— |
69,7 |
59,1 |
51,5 |
45,9 |
|
|
315 |
64,0 |
502,9 |
11 |
— |
— |
— |
60,5 |
52,9 |
47,2 |
|
|
316 |
68,0 |
561,9 |
12 |
— |
— |
— |
67,4 |
58,9 |
52,5 |
|
|
317 |
72,0 |
623,9 |
13 |
— |
— |
— |
74,5 |
65,1 |
58,0 |
|
|
318 |
76,0 |
688,7 |
14 |
— |
— |
— |
82,0 |
71,6 |
63,7 |
|
|
319 |
80,0 |
756,5 |
16 |
— |
— |
— |
90,4 |
78,9 |
70,3 |
|
|
320 |
84,0 |
827,2 |
17 |
— |
— |
— |
92,6 |
80,9 |
72,1 |
|
|
321 |
88,0 |
900,7 |
18 |
— |
— |
— |
100,4 |
87,7 |
78,2 |
|
|
322 |
92,0 |
977,0 |
20 |
— |
— |
— |
109,1 |
95,3 |
85,0 |
|
|
323 |
96,0 |
1056,2 |
22 |
— |
— |
— |
118,1 |
103,2 |
92,0 |
|
|
324 |
100,0 |
1138,1 |
23 |
— |
— |
— |
126,8 |
110,7 |
98,7 |
|
|
325 |
С16
|
30,0 |
139,8 |
3 |
— |
— |
24,1 |
20,5 |
17,9 |
15,9 |
|
326 |
32,0 |
154,1 |
4 |
— |
— |
25,1 |
21,5 |
18,8 |
16,9 |
|
|
327 |
34,0 |
168,9 |
4 |
— |
— |
27,2 |
23,2 |
20,3 |
18,2 |
|
|
328 |
36,0 |
184,2 |
4 |
— |
— |
29,4 |
25,0 |
21,9 |
19,6 |
|
|
329 |
38,0 |
199,9 |
4 |
— |
— |
31,6 |
26,9 |
23,5 |
21,0 |
|
|
330 |
40,0 |
216,0 |
5 |
— |
— |
34,5 |
29,4 |
25,7 |
23,0 |
|
|
331 |
42,0 |
232,5 |
5 |
— |
— |
36,9 |
31,4 |
27,4 |
24,5 |
|
|
332 |
44,0 |
249,5 |
5 |
— |
— |
39,3 |
33,4 |
29,1 |
26,0 |
|
|
333 |
46,0 |
266,8 |
6 |
— |
— |
42,3 |
36,0 |
31,5 |
28,1 |
|
|
334 |
48,0 |
284,6 |
6 |
— |
— |
44,9 |
38,1 |
33,3 |
29,7 |
|
|
335 |
50,0 |
302,7 |
7 |
— |
— |
48,0 |
40,8 |
35,7 |
31,9 |
|
|
336 |
52,0 |
321,2 |
7 |
— |
— |
50,7 |
43,0 |
37,6 |
33,5 |
|
|
337 |
54,0 |
340,1 |
7 |
— |
— |
53,4 |
45,3 |
39,5 |
35,2 |
|
|
338 |
56,0 |
359,3 |
8 |
— |
— |
56,7 |
48,1 |
42,0 |
37,5 |
|
|
339 |
58,0 |
378,9 |
8 |
— |
— |
59,5 |
50,5 |
44,0 |
39,2 |
|
|
340 |
60,0 |
398,8 |
8 |
— |
— |
62,3 |
52,6 |
45,8 |
40,0 |
|
|
341 |
64,0 |
439,7 |
9 |
— |
— |
— |
52,7 |
46,0 |
41,0 |
|
|
342 |
68,0 |
481,9 |
10 |
— |
— |
— |
57,7 |
50,4 |
45,0 |
|
|
343 |
72,0 |
525,4 |
11 |
— |
— |
— |
62,9 |
55,0 |
49,0 |
|
|
344 |
76,0 |
570,1 |
12 |
— |
— |
— |
68,3 |
59,6 |
53,1 |
|
|
345 |
80,0 |
616,1 |
13 |
— |
— |
— |
73,7 |
64,4 |
57,4 |
|
|
346 |
84,0 |
663,3 |
14 |
— |
— |
— |
74,6 |
65,2 |
58,2 |
|
|
347 |
88,0 |
711,6 |
15 |
— |
— |
— |
80,0 |
69,9 |
62,4 |
|
|
348 |
92,0 |
761,1 |
16 |
— |
— |
— |
85,5 |
74,7 |
66,6 |
|
|
349 |
96,0 |
811,7 |
17 |
— |
— |
— |
91,0 |
79,6 |
71,0 |
|
|
350 |
100,0 |
863,4 |
18 |
— |
— |
— |
96,7 |
84,5 |
75,4 |
|
|
351 |
110,0 |
997,2 |
20 |
— |
— |
— |
111,1 |
97,1 |
86,5 |
|
|
352 |
120,0 |
1137,4 |
23 |
— |
— |
— |
126,8 |
110,7 |
98,6 |
|
|
353 |
С17
|
3,0 |
8,3 |
1 |
3,6 |
3,3 |
2,9 |
2,6 |
— |
— |
|
354 |
4,0 |
12,5 |
1 |
4,9 |
4,5 |
3,8 |
3,4 |
— |
— |
|
|
355 |
5,0 |
17,0 |
1 |
— |
4,6 |
4,3 |
3,7 |
3,3 |
3,1 |
|
|
356 |
6,0 |
22,0 |
1 |
— |
5,7 |
5,2 |
4,5 |
4,0 |
3,6 |
|
|
357 |
7,0 |
27,3 |
1 |
— |
6,8 |
6,2 |
5,3 |
4,7 |
4,3 |
|
|
358 |
8,0 |
33,0 |
2 |
— |
8,5 |
7,8 |
6,8 |
6,1 |
5,5 |
|
|
359 |
9,0 |
38,9 |
2 |
— |
9,7 |
8,9 |
7,7 |
6,9 |
6,2 |
|
|
360 |
10,0 |
45,1 |
2 |
— |
11,0 |
10,1 |
8,7 |
7,7 |
6,9 |
|
|
361 |
12,0 |
66,0 |
2 |
— |
— |
13,0 |
11,1 |
9,8 |
8,8 |
|
|
362 |
14,0 |
88,4 |
2 |
— |
— |
16,8 |
14,3 |
12,5 |
11,1 |
|
|
363 |
16,0 |
113,7 |
3 |
— |
— |
21,6 |
18,4 |
16,1 |
14,4 |
|
|
364 |
18,0 |
142,1 |
3 |
— |
— |
26,5 |
22,4 |
19,6 |
17,4 |
|
|
365 |
20,0 |
173,4 |
4 |
— |
— |
32,3 |
27,4 |
23,9 |
213 |
|
|
366 |
22,0 |
207,7 |
5 |
— |
— |
35,8 |
30,4 |
26,6 |
23,6 |
|
|
367 |
24,0 |
244,8 |
5 |
— |
— |
41,5 |
35,2 |
30,7 |
27,2 |
|
|
368 |
26,0 |
284,8 |
6 |
— |
— |
48,3 |
41,0 |
35,7 |
31,6 |
|
|
369 |
28,0 |
327,6 |
7 |
— |
— |
55,5 |
47,1 |
41,0 |
36,3 |
|
|
370 |
30,0 |
373,3 |
8 |
— |
— |
63,2 |
53,5 |
46,7 |
413 |
|
|
371 |
32,0 |
421,7 |
9 |
— |
— |
66,2 |
56,1 |
49,0 |
43,6 |
|
|
372 |
34,0 |
472,9 |
10 |
— |
— |
74,0 |
62,8 |
54,8 |
48,8 |
|
|
373 |
36,0 |
526,9 |
11 |
— |
— |
82,3 |
69,8 |
60,9 |
54,2 |
|
|
374 |
38,0 |
583,5 |
12 |
— |
— |
91,0 |
77,1 |
67,2 |
59,8 |
|
|
375 |
40,0 |
643,0 |
13 |
— |
— |
100,0 |
84,7 |
73,8 |
65,7 |
|
|
376 |
42,0 |
705,1 |
15 |
— |
— |
110,0 |
93,3 |
81,3 |
72,4 |
|
|
377 |
44,0 |
769,9 |
16 |
— |
— |
119,8 |
101,6 |
88,5 |
78,7 |
|
|
378 |
46,0 |
837,3 |
17 |
— |
— |
130,0 |
110,2 |
95,9 |
853 |
|
|
379 |
48,0 |
907,5 |
19 |
— |
— |
141,2 |
119,6 |
104,2 |
92,7 |
|
|
380 |
50,0 |
980,3 |
20 |
— |
— |
152,1 |
128,9 |
112,2 |
99,8 |
|
|
381 |
52,0 |
1055,7 |
22 |
— |
— |
164,1 |
139,0 |
121,1 |
107,7 |
|
|
382 |
54,0 |
1133,8 |
23 |
— |
— |
175,8 |
148,8 |
129,6 |
115,2 |
|
|
383 |
56,0 |
1214,4 |
25 |
— |
— |
188,4 |
159,6 |
139,0 |
123,5 |
|
|
384 |
58,0 |
1297,7 |
26 |
— |
— |
200,9 |
170,1 |
148,0 |
131,5 |
|
|
385 |
60,0 |
1383,6 |
28 |
— |
— |
214,3 |
181,4 |
157,9 |
140,4 |
|
|
386 |
С18
|
3,0 |
12,3 |
1 |
4,9 |
4,4 |
3,8 |
3,4 |
— |
— |
|
387 |
4,0 |
17,0 |
1 |
6,4 |
5,8 |
4,9 |
4,2 |
— |
— |
|
|
388 |
5,0 |
22,1 |
1 |
— |
5,7 |
5,2 |
4,5 |
4,0 |
3,7 |
|
|
389 |
6,0 |
27,2 |
1 |
— |
6,7 |
6,2 |
5,3 |
4,7 |
4,2 |
|
|
390 |
7,0 |
32,4 |
2 |
— |
8,4 |
7,7 |
6,7 |
6,0 |
5,4 |
|
|
391 |
8,0 |
37,7 |
2 |
— |
9,5 |
8,7 |
7,5 |
6,7 |
6,1 |
|
|
392 |
9,0 |
43,1 |
2 |
— |
10,6 |
9,7 |
8,4 |
7,4 |
6,7 |
|
|
393 |
10,0 |
48,6 |
2 |
— |
11,8 |
10,8 |
9,2 |
8,2 |
7,3 |
|
|
394 |
12,0 |
73,9 |
2 |
— |
— |
14,3 |
12,2 |
10,7 |
9,6 |
|
|
395 |
14,0 |
97,7 |
2 |
— |
— |
18,3 |
15,6 |
13,6 |
12,1 |
|
|
396 |
16,0 |
124,4 |
3 |
— |
— |
23,4 |
19,9 |
17,4 |
15,5 |
|
|
397 |
18,0 |
154,0 |
4 |
— |
— |
29,1 |
24,7 |
21,6 |
19,2 |
|
|
398 |
20,0 |
186,4 |
4 |
— |
— |
34,5 |
29,3 |
25,5 |
22,7 |
|
|
399 |
22,0 |
221,5 |
5 |
— |
— |
37,9 |
32,2 |
28,1 |
24,9 |
|
|
400 |
24,0 |
259,3 |
6 |
— |
— |
44,4 |
37,7 |
32,9 |
29,2 |
|
|
401 |
26,0 |
299,8 |
6 |
— |
— |
50,6 |
42,9 |
37,4 |
33,1 |
|
|
402 |
28,0 |
342,8 |
7 |
— |
— |
57,9 |
49,0 |
42,7 |
37,8 |
|
|
403 |
30,0 |
388,5 |
8 |
— |
— |
65,5 |
55,5 |
48,3 |
42,8 |
|
|
404 |
32,0 |
436,6 |
9 |
— |
— |
68,3 |
57,9 |
50,5 |
45,0 |
|
|
405 |
34,0 |
487,3 |
10 |
— |
— |
76,1 |
64,5 |
56,3 |
50,1 |
|
|
406 |
36,0 |
540,5 |
11 |
— |
— |
84,2 |
71,4 |
62,2 |
55,4 |
|
|
407 |
38,0 |
596,1 |
12 |
— |
— |
92,7 |
78,6 |
68,5 |
60,9 |
|
|
408 |
40,0 |
654,1 |
14 |
— |
— |
102,2 |
36,6 |
75,6 |
67,2 |
|
|
409 |
42,0 |
714,5 |
15 |
— |
— |
111,4 |
94,4 |
82,3 |
73,2 |
|
|
410 |
44,0 |
777,3 |
16 |
— |
— |
120,9 |
102,4 |
89,3 |
79,4 |
|
|
411 |
46,0 |
842,5 |
17 |
— |
— |
130,8 |
110,8 |
96,5 |
85,8 |
|
|
412 |
48,0 |
910,0 |
19 |
— |
— |
141,5 |
119,9 |
104,5 |
92,9 |
|
|
413 |
50,0 |
979,8 |
20 |
— |
— |
152,1 |
128,8 |
112,2 |
99,7 |
|
|
414 |
52,0 |
1052,0 |
21 |
— |
— |
162,9 |
138,0 |
120,1 |
106,7 |
|
|
415 |
54,0 |
1126,4 |
23 |
— |
— |
174,7 |
148,0 |
128,9 |
114,5 |
|
|
416 |
56,0 |
1203,1 |
25 |
— |
— |
186,8 |
158,2 |
137,8 |
122,5 |
|
|
417 |
58,0 |
1282,0 |
26 |
— |
— |
198,6 |
168,2 |
146,4 |
130,1 |
|
|
418 |
60,0 |
1363,2 |
28 |
— |
— |
211,4 |
179,0 |
155,9 |
138,5 |
|
|
419 |
С19
|
3,0 |
9,6 |
1 |
4,1 |
3,7 |
3,2 |
2,9 |
— |
— |
|
420 |
4,0 |
14,0 |
1 |
5,4 |
4,9 |
4,2 |
3,7 |
— |
— |
|
|
421 |
5,0 |
18,8 |
1 |
— |
5,0 |
4,6 |
4,0 |
3,6 |
3,3 |
|
|
422 |
6,0 |
23,8 |
1 |
— |
6,0 |
5,5 |
4,8 |
4,2 |
3,8 |
|
|
423 |
7,0 |
29,0 |
2 |
— |
7,7 |
7,1 |
6,2 |
5,5 |
5,1 |
|
|
424 |
8,0 |
34,5 |
2 |
— |
8,8 |
8,1 |
7,0 |
6,3 |
5,7 |
|
|
425 |
9,0 |
40,3 |
2 |
— |
10,0 |
9,2 |
7,9 |
7,0 |
6,4 |
|
|
426 |
10,0 |
46,2 |
2 |
— |
11,3 |
10,3 |
8,9 |
7,8 |
7,1 |
|
|
427 |
12,0 |
71,3 |
2 |
— |
— |
13,9 |
11,8 |
10,4 |
9,3 |
|
|
428 |
14,0 |
94,9 |
2 |
— |
— |
17,9 |
15,2 |
13,3 |
11,8 |
|
|
429 |
16,0 |
121,6 |
3 |
— |
— |
23,0 |
19,5 |
17,1 |
15,2 |
|
|
430 |
18,0 |
151,2 |
3 |
— |
— |
28,0 |
23,7 |
20,7 |
18,4 |
|
|
431 |
20,0 |
183,8 |
4 |
— |
— |
34,1 |
28,9 |
25,2 |
22,4 |
|
|
432 |
22,0 |
219,3 |
5 |
— |
— |
37,6 |
31,9 |
27,9 |
24,7 |
|
|
433 |
24,0 |
257,7 |
6 |
— |
— |
44,1 |
37,5 |
32,7 |
29,0 |
|
|
434 |
26,0 |
298,9 |
6 |
— |
— |
50,5 |
42,8 |
37,3 |
33,0 |
|
|
435 |
28,0 |
342,9 |
7 |
— |
— |
57,9 |
49,1 |
42,7 |
37,8 |
|
|
436 |
30,0 |
389,7 |
8 |
— |
— |
65,7 |
55,7 |
48,5 |
42,9 |
|
|
437 |
32,0 |
439,2 |
9 |
— |
— |
68,7 |
58,2 |
50,8 |
45,2 |
|
|
438 |
34,0 |
491,5 |
10 |
— |
— |
76,7 |
65,0 |
56,7 |
50,4 |
|
|
439 |
36,0 |
546,4 |
11 |
— |
— |
85,1 |
72,1 |
62,8 |
55,9 |
|
|
440 |
38,0 |
604,0 |
13 |
— |
— |
94,5 |
80,1 |
69,9 |
62,2 |
|
|
441 |
40,0 |
664,2 |
14 |
— |
— |
103,6 |
87,8 |
76,6 |
68,1 |
|
|
442 |
42,0 |
727,0 |
15 |
— |
— |
113,2 |
95,9 |
83,6 |
74,3 |
|
|
443 |
44,0 |
792,5 |
16 |
— |
— |
123,1 |
104,2 |
90,8 |
80,7 |
|
|
444 |
46,0 |
860,5 |
18 |
— |
— |
133,9 |
113,5 |
98,9 |
87,9 |
|
|
445 |
48,0 |
931,1 |
19 |
— |
— |
144,6 |
122,4 |
106,7 |
94,8 |
|
|
446 |
50,0 |
1004,3 |
21 |
— |
— |
156,2 |
132,3 |
115,3 |
102,5 |
|
|
447 |
52,0 |
1080,0 |
22 |
— |
— |
167,5 |
141,9 |
123,6 |
109,8 |
|
|
448 |
54,0 |
1158,3 |
24 |
— |
— |
179,8 |
152,3 |
132,7 |
118,0 |
|
|
449 |
56,0 |
1239,0 |
25 |
— |
— |
191,9 |
162,5 |
141,5 |
125,7 |
|
|
450 |
58,0 |
1322,3 |
27 |
— |
— |
204,9 |
173,6 |
151,1 |
134,3 |
|
|
451 |
60,0 |
1408,0 |
29 |
— |
— |
218,3 |
184,9 |
161,0 |
143,1 |
|
|
452 |
С20
|
3,0 |
11,1 |
1 |
4,5 |
4,1 |
3,5 |
3,1 |
— |
— |
|
453 |
4,0 |
15,9 |
1 |
6,0 |
5,4 |
4,6 |
4,0 |
— |
— |
|
|
454 |
5,0 |
21,2 |
1 |
— |
5,5 |
5,0 |
4,4 |
3,9 |
3,5 |
|
|
455 |
6,0 |
26,7 |
1 |
— |
6,6 |
6,1 |
5,2 |
4,6 |
4,2 |
|
|
456 |
7,0 |
32,4 |
2 |
— |
8,4 |
7,7 |
6,7 |
6,0 |
5,4 |
|
|
457 |
8,0 |
38,4 |
2 |
— |
9,7 |
8,8 |
7,7 |
6,8 |
6,1 |
|
|
458 |
9,0 |
44,6 |
2 |
— |
10,9 |
10,0 |
8,6 |
7,6 |
6,9 |
|
|
459 |
10,0 |
51,0 |
2 |
— |
12,3 |
11,2 |
9,6 |
8,5 |
7,6 |
|
|
460 |
12,0 |
78,0 |
2 |
— |
— |
15,0 |
12,8 |
11,2 |
10,0 |
|
|
461 |
14,0 |
103,0 |
3 |
— |
— |
19,8 |
16,9 |
14,8 |
13,3 |
|
|
462 |
16,0 |
131,2 |
3 |
— |
— |
24,6 |
20,9 |
18,2 |
16,2 |
|
|
463 |
18,0 |
162,3 |
4 |
— |
— |
30,5 |
25,9 |
22,6 |
20,1 |
|
|
464 |
20,0 |
196,4 |
4 |
— |
— |
36,2 |
30,7 |
26,7 |
23,8 |
|
|
465 |
22,0 |
233,4 |
5 |
— |
— |
39,8 |
33,7 |
29,4 |
26,1 |
|
|
466 |
24,0 |
273,1 |
6 |
— |
— |
46,5 |
39,5 |
34,4 |
30,5 |
|
|
467 |
26,0 |
315,7 |
7 |
— |
— |
53,7 |
45,5 |
39,7 |
35,2 |
|
|
468 |
28,0 |
360,9 |
8 |
— |
— |
61,3 |
51,9 |
45,3 |
40,1 |
|
|
469 |
30,0 |
408,9 |
9 |
— |
— |
69,3 |
58,7 |
51,2 |
45,3 |
|
|
470 |
32,0 |
459,5 |
10 |
— |
— |
72,1 |
61,2 |
53,4 |
47,6 |
|
|
471 |
34,0 |
512,7 |
11 |
— |
— |
80,3 |
68,1 |
59,4 |
52,9 |
|
|
472 |
36,0 |
568,6 |
12 |
— |
— |
88,8 |
75,3 |
65,7 |
58,4 |
|
|
473 |
38,0 |
626,9 |
13 |
— |
— |
97,7 |
82,8 |
72,2 |
64,2 |
|
|
474 |
40,0 |
687,9 |
14 |
— |
— |
107,0 |
90,7 |
79,0 |
70,2 |
|
|
475 |
42,0 |
751,3 |
15 |
— |
— |
116,6 |
98,8 |
86,0 |
76,5 |
|
|
476 |
44,0 |
817,2 |
17 |
— |
— |
127,2 |
107,8 |
93,9 |
83,5 |
|
|
477 |
46,0 |
885,6 |
18 |
— |
— |
137,5 |
116,5 |
101,5 |
90,2 |
|
|
478 |
48,0 |
956,5 |
20 |
— |
— |
148,8 |
126,0 |
109,8 |
97,7 |
|
|
479 |
50,0 |
1029,8 |
21 |
— |
— |
159,8 |
135,3 |
117,9 |
104,8 |
|
|
480 |
52,0 |
1105,4 |
23 |
— |
— |
171,7 |
145,5 |
126,7 |
112,7 |
|
|
481 |
54,0 |
1183,5 |
24 |
— |
— |
183,4 |
155,3 |
135,3 |
120,2 |
|
|
482 |
56,0 |
1263,9 |
26 |
— |
— |
196,1 |
166,0 |
144,6 |
128,5 |
|
|
483 |
58,0 |
1346,7 |
27 |
— |
— |
208,4 |
176,5 |
153,6 |
136,5 |
|
|
484 |
60,0 |
1431,9 |
29 |
— |
— |
221,7 |
187,7 |
163,4 |
145,2 |
|
|
485 |
С21
|
3,0 |
9,1 |
1 |
3,9 |
3,6 |
3,1 |
2,8 |
— |
— |
|
486 |
4,0 |
13,5 |
1 |
5,2 |
4,8 |
4,1 |
3,6 |
— |
— |
|
|
487 |
5,0 |
18,2 |
1 |
— |
4,9 |
4,5 |
3,9 |
3,5 |
3,2 |
|
|
488 |
6,0 |
23,4 |
1 |
— |
5,9 |
5,4 |
4,7 |
4,2 |
3,8 |
|
|
489 |
7,0 |
28,8 |
2 |
— |
7,7 |
7,1 |
6,1 |
5,5 |
5,0 |
|
|
490 |
8,0 |
34,6 |
2 |
— |
8,8 |
8,1 |
7,0 |
6,3 |
5,7 |
|
|
491 |
9,0 |
40,6 |
2 |
— |
10,1 |
9,3 |
8,0 |
7,1 |
6,4 |
|
|
492 |
10,0 |
46,8 |
2 |
— |
11,4 |
10,4 |
9,0 |
7,9 |
7,1 |
|
|
493 |
12,0 |
69,0 |
2 |
— |
— |
13,5 |
11,5 |
10,1 |
9,1 |
|
|
494 |
14,0 |
91,8 |
2 |
— |
— |
17,3 |
14,7 |
12,9 |
11,5 |
|
|
495 |
16,0 |
117,6 |
3 |
— |
— |
22,3 |
19,0 |
16,6 |
14,8 |
|
|
496 |
18,0 |
146,3 |
3 |
— |
— |
27,2 |
23,0 |
20,1 |
17,9 |
|
|
497 |
20,0 |
177,9 |
4 |
— |
— |
33,1 |
28,1 |
24,5 |
21,8 |
|
|
498 |
22,0 |
212,4 |
5 |
— |
— |
36,5 |
31,0 |
27,1 |
24,1 |
|
|
499 |
24,0 |
249,6 |
5 |
— |
— |
42,3 |
35,8 |
31,2 |
27,7 |
|
|
500 |
26,0 |
289,5 |
6 |
— |
— |
49,0 |
41,6 |
36,2 |
32,1 |
|
|
501 |
28,0 |
332,2 |
7 |
— |
— |
56,2 |
47,7 |
41,5 |
36,8 |
|
|
502 |
30,0 |
377,5 |
8 |
— |
— |
63,8 |
54,1 |
47,1 |
41,7 |
|
|
503 |
32,0 |
425,6 |
9 |
— |
— |
66,7 |
56,6 |
49,4 |
44,0 |
|
|
504 |
34,0 |
476,2 |
10 |
— |
— |
74,5 |
63,2 |
55,1 |
49,1 |
|
|
505 |
36,0 |
529,5 |
11 |
— |
— |
82,7 |
70,1 |
61,1 |
54,4 |
|
|
506 |
38,0 |
585,4 |
12 |
— |
— |
91,2 |
77,3 |
67,4 |
59,9 |
|
|
507 |
40,0 |
643,8 |
13 |
— |
— |
100,1 |
84,8 |
73,9 |
65,7 |
|
|
508 |
42,0 |
704,8 |
15 |
— |
— |
110,0 |
93,2 |
81,3 |
72,3 |
|
|
509 |
44,0 |
768,3 |
16 |
— |
— |
119,6 |
101,4 |
88,3 |
78,6 |
|
|
510 |
46,0 |
834,4 |
17 |
— |
— |
129,6 |
109,8 |
95,6 |
85,0 |
|
|
511 |
48,0 |
902,9 |
19 |
— |
— |
140,5 |
119,1 |
103,8 |
92,3 |
|
|
512 |
50,0 |
973,9 |
20 |
— |
— |
151,2 |
128,1 |
111,6 |
99,2 |
|
|
513 |
52,0 |
1047,4 |
21 |
— |
— |
162,3 |
137,4 |
119,7 |
106,3 |
|
|
514 |
54,0 |
1123,4 |
23 |
— |
— |
174,3 |
147,6 |
128,6 |
114,3 |
|
|
515 |
56,0 |
1201,8 |
24 |
— |
— |
186,0 |
157,5 |
137,1 |
121,8 |
|
|
516 |
58,0 |
1282,6 |
26 |
— |
— |
198,7 |
168,3 |
146,5 |
130,2 |
|
|
517 |
60,0 |
1365,9 |
28 |
— |
— |
211,7 |
179,3 |
156,1 |
138,8 |
|
|
518 |
С23
|
24,0 |
417,3 |
9 |
— |
— |
70,6 |
59,8 |
52,1 |
46,1 |
|
519 |
26,0 |
469,4 |
10 |
— |
— |
79,2 |
67,1 |
58,5 |
51,7 |
|
|
520 |
28,0 |
523,3 |
11 |
— |
— |
88,2 |
74,7 |
65,0 |
57,5 |
|
|
521 |
30,0 |
579,2 |
12 |
— |
— |
97,4 |
82,4 |
71,8 |
63,5 |
|
|
522 |
32,0 |
636,8 |
13 |
— |
— |
99,1 |
84,0 |
73,2 |
65,1 |
|
|
523 |
34,0 |
696,1 |
14 |
— |
— |
108,2 |
91,6 |
79,8 |
71,0 |
|
|
524 |
36,0 |
757,1 |
16 |
— |
— |
118,0 |
100,0 |
87,2 |
77,6 |
|
|
525 |
38,0 |
819,7 |
17 |
— |
— |
127,5 |
108,1 |
94,1 |
83,7 |
|
|
526 |
40,0 |
883,8 |
18 |
— |
— |
137,2 |
116,2 |
101,3 |
90,0 |
|
|
527 |
42,0 |
949,5 |
19 |
— |
— |
147,2 |
124,6 |
108,5 |
96,4 |
|
|
528 |
44,0 |
1016,6 |
21 |
— |
— |
157,9 |
133,8 |
116,5 |
103,6 |
|
|
529 |
46,0 |
1085,2 |
22 |
— |
— |
168,3 |
142,5 |
124,1 |
110,3 |
|
|
530 |
48,0 |
1155,3 |
24 |
— |
— |
179,4 |
152,0 |
132,4 |
117,7 |
|
|
531 |
50,0 |
1226,7 |
25 |
— |
— |
190,2 |
161,0 |
140,2 |
124,6 |
|
|
532 |
52,0 |
1299,4 |
26 |
— |
— |
201,1 |
170,3 |
148,2 |
131,7 |
|
|
533 |
54,0 |
1373,5 |
28 |
— |
— |
212,8 |
180,2 |
156,9 |
139,5 |
|
|
534 |
56,0 |
1448,9 |
29 |
— |
— |
224,1 |
189,7 |
165,2 |
146,7 |
|
|
535 |
58,0 |
1525,5 |
31 |
— |
— |
236,2 |
200,0 |
174,1 |
154,7 |
|
|
536 |
60,0 |
1603,4 |
33 |
— |
— |
248,5 |
205,0 |
176,0 |
158,0 |
|
|
537 |
64,0 |
1762,9 |
36 |
— |
— |
— |
208,7 |
182,0 |
162,0 |
|
|
538 |
68,0 |
1927,1 |
39 |
— |
— |
— |
227,8 |
198,7 |
176,8 |
|
|
539 |
72,0 |
2095,9 |
42 |
— |
— |
— |
247,5 |
215,7 |
191,9 |
|
|
540 |
76,0 |
2269,1 |
46 |
— |
— |
— |
268,2 |
233,8 |
208,0 |
|
|
541 |
80,0 |
2446,7 |
49 |
— |
— |
— |
288,8 |
251,7 |
223,9 |
|
|
542 |
84,0 |
2628,5 |
53 |
— |
— |
— |
291,8 |
254,6 |
226,8 |
|
|
543 |
88,0 |
2814,4 |
57 |
— |
— |
— |
312,5 |
272,7 |
242,9 |
|
|
544 |
92,0 |
3004,4 |
61 |
— |
— |
— |
333,6 |
291,2 |
259,3 |
|
|
545 |
96,0 |
3198,2 |
64 |
— |
— |
— |
354,5 |
309,3 |
275,4 |
|
|
546 |
100,0 |
3395,8 |
68 |
— |
376,4 |
328,4 |
292,4 |
|||
|
547 |
С24
|
24,0 |
279,9 |
6 |
— |
— |
47,5 |
40,3 |
35,2 |
31,2 |
|
548 |
26,0 |
318,9 |
7 |
— |
— |
54,2 |
45,9 |
40,1 |
35,5 |
|
|
549 |
28,0 |
360,0 |
8 |
— |
— |
61,1 |
51,8 |
45,2 |
40,0 |
|
|
550 |
30,0 |
402,9 |
9 |
— |
— |
68,4 |
58,0 |
50,5 |
44,7 |
|
|
551 |
32,0 |
447,7 |
9 |
— |
— |
69,9 |
59,2 |
51,6 |
45,9 |
|
|
552 |
34,0 |
494,3 |
10 |
— |
— |
77,1 |
65,3 |
57,0 |
50,7 |
|
|
553 |
36,0 |
542,7 |
11 |
— |
— |
84,6 |
71,7 |
62,5 |
55,6 |
|
|
554 |
38,0 |
592,8 |
12 |
— |
— |
92,3 |
78,2 |
68,1 |
60,6 |
|
|
555 |
40,0 |
644,6 |
13 |
— |
— |
100,2 |
84,9 |
74,0 |
65,8 |
|
|
556 |
42,0 |
698,0 |
14 |
— |
— |
108,4 |
91,9 |
80,0 |
71,1 |
|
|
557 |
44,0 |
753,1 |
16 |
— |
— |
117,4 |
99,6 |
86,8 |
77,2 |
|
|
558 |
46,0 |
809,8 |
17 |
— |
— |
126,1 |
106,9 |
93,2 |
82,8 |
|
|
559 |
48,0 |
868,1 |
18 |
— |
— |
135,0 |
114,4 |
99,7 |
88,6 |
|
|
560 |
50,0 |
927,9 |
19 |
— |
— |
144,1 |
122,1 |
106,3 |
94,5 |
|
|
561 |
52,0 |
989,3 |
20 |
— |
— |
153,4 |
129,9 |
113,2 |
100,6 |
|
|
562 |
54,0 |
1052,2 |
21 |
— |
— |
163,0 |
138,0 |
120,1 |
106,8 |
|
|
563 |
56,0 |
1116,6 |
23 |
— |
— |
173,3 |
146,8 |
127,9 |
113,7 |
|
|
564 |
58,0 |
1182,5 |
24 |
— |
— |
183,3 |
155,2 |
135,1 |
120,1 |
|
|
565 |
60,0 |
1249,8 |
25 |
— |
— |
193,4 |
163,8 |
142,6 |
126,7 |
|
|
566 |
64,0 |
1388,7 |
28 |
— |
— |
— |
164,4 |
143,3 |
127,5 |
|
|
567 |
68,0 |
1533,2 |
31 |
— |
— |
— |
181,4 |
158,2 |
140,8 |
|
|
568 |
72,0 |
1683,2 |
34 |
— |
— |
— |
199,1 |
173,6 |
154,5 |
|
|
569 |
76,0 |
1838,6 |
37 |
— |
— |
— |
217,3 |
189,5 |
168,6 |
|
|
570 |
80,0 |
1999,2 |
40 |
— |
— |
— |
236,1 |
205,8 |
183,1 |
|
|
571 |
84,0 |
2165,0 |
44 |
— |
— |
— |
240,7 |
210,1 |
187,1 |
|
|
572 |
88,0 |
2335,9 |
47 |
— |
— |
— |
259,3 |
226,3 |
201,6 |
|
|
573 |
92,0 |
2511,8 |
51 |
— |
— |
— |
279,1 |
243,6 |
216,9 |
|
|
574 |
96,0 |
2692,6 |
54 |
— |
— |
— |
298,7 |
260,6 |
232,1 |
|
|
575 |
100,0 |
2878,2 |
58 |
— |
— |
— |
319,4 |
278,7 |
248,2 |
|
|
576 |
С25
|
6,0 |
9,2 |
1 |
— |
3,0 |
2,8 |
2,5 |
2,3 |
2,1 |
|
577 |
7,0 |
11,3 |
1 |
— |
3,4 |
3,2 |
2,8 |
2,6 |
2,4 |
|
|
578 |
8,0 |
13,5 |
1 |
— |
3,9 |
3,6 |
3,2 |
2,9 |
2,6 |
|
|
579 |
9,0 |
15,8 |
1 |
— |
4,4 |
4,0 |
3,5 |
3,2 |
2,9 |
|
|
580 |
10,0 |
18,1 |
1 |
— |
4,8 |
4,5 |
3,9 |
3,5 |
3,2 |
|
|
581 |
12,0 |
23,1 |
1 |
— |
— |
5,1 |
4,4 |
4,0 |
3,6 |
|
|
582 |
14,0 |
28,4 |
1 |
— |
— |
6,0 |
5,2 |
4,6 |
4,2 |
|
|
583 |
16,0 |
36,3 |
1 |
— |
— |
7,3 |
6,3 |
5,6 |
5,0 |
|
|
584 |
18,0 |
44,9 |
1 |
— |
— |
8,8 |
7,5 |
6,6 |
5,9 |
|
|
585 |
20,0 |
54,3 |
2 |
— |
— |
11,0 |
9,4 |
8,3 |
7,5 |
|
|
586 |
22,0 |
64,4 |
2 |
— |
— |
11,9 |
10,2 |
9,0 |
8,1 |
|
|
587 |
24,0 |
75,4 |
2 |
— |
— |
13,6 |
11,6 |
10,2 |
9,1 |
|
|
588 |
26,0 |
87,0 |
2 |
— |
— |
15,4 |
13,1 |
11,5 |
10,3 |
|
|
589 |
28,0 |
99,5 |
2 |
— |
— |
17,3 |
14,7 |
12,9 |
11,5 |
|
|
590 |
30,0 |
112,6 |
3 |
— |
— |
19,9 |
17,0 |
14,9 |
13,3 |
|
|
591 |
32,0 |
126,5 |
3 |
— |
— |
20,6 |
17,6 |
15,5 |
13,8 |
|
|
592 |
34,0 |
141,1 |
3 |
— |
— |
22,7 |
19,3 |
16,9 |
15,1 |
|
|
593 |
36,0 |
156,4 |
4 |
— |
— |
25,4 |
21,7 |
19,1 |
17,1 |
|
|
594 |
38,0 |
172,3 |
4 |
— |
— |
27,7 |
23,6 |
20,7 |
18,5 |
|
|
595 |
40,0 |
189,0 |
4 |
— |
— |
30,1 |
25,6 |
22,4 |
20,0 |
|
|
596 |
42,0 |
206,3 |
5 |
— |
— |
33,1 |
28,2 |
24,7 |
22,1 |
|
|
597 |
44,0 |
224,4 |
5 |
— |
— |
35,7 |
30,4 |
26,6 |
23,7 |
|
|
598 |
46,0 |
243,0 |
5 |
— |
— |
38,4 |
32,6 |
28,5 |
25,4 |
|
|
599 |
48,0 |
262,4 |
6 |
— |
— |
41,7 |
35,5 |
31,0 |
27,7 |
|
|
600 |
50,0 |
282,4 |
6 |
— |
— |
44,6 |
37,9 |
33,1 |
29,5 |
|
|
601 |
52,0 |
303,0 |
7 |
— |
— |
48,1 |
40,9 |
35,7 |
31,9 |
|
|
602 |
54,0 |
324,3 |
7 |
— |
— |
51,1 |
43,4 |
37,9 |
33,8 |
|
|
603 |
56,0 |
346,2 |
7 |
— |
— |
54,2 |
46,0 |
40,1 |
35,7 |
|
|
604 |
58,0 |
368,8 |
8 |
— |
— |
58,0 |
49,3 |
43,0 |
38,3 |
|
|
605 |
60,0 |
392,0 |
8 |
— |
— |
61,3 |
52,0 |
45,4 |
40,4 |
|
|
606 |
64,0 |
440,3 |
9 |
— |
— |
— |
52,7 |
46,1 |
41,1 |
|
|
607 |
68,0 |
491,0 |
10 |
— |
— |
— |
58,7 |
51,3 |
45,7 |
|
|
608 |
72,0 |
544,2 |
11 |
— |
— |
— |
64,9 |
56,7 |
50,5 |
|
|
609 |
76,0 |
599,8 |
12 |
— |
— |
— |
71,4 |
62,3 |
55,5 |
|
|
610 |
80,0 |
657,8 |
14 |
— |
— |
— |
78,7 |
68,8 |
61,3 |
|
|
611 |
84,0 |
718,1 |
15 |
— |
— |
— |
80,6 |
70,5 |
62,9 |
|
|
612 |
88,0 |
780,8 |
16 |
— |
— |
— |
87,4 |
76,4 |
68,1 |
|
|
613 |
92,0 |
845,8 |
17 |
— |
— |
— |
94,4 |
82,5 |
73,5 |
|
|
614 |
96,0 |
913,1 |
19 |
— |
— |
— |
102,2 |
89,3 |
79,7 |
|
|
615 |
100,0 |
982,7 |
20 |
— |
— |
— |
109,7 |
95,8 |
85,4 |
|
|
616 |
110,0 |
1166,5 |
24 |
— |
— |
— |
130,2 |
113,7 |
101,4 |
|
|
617 |
120,0 |
1364,2 |
28 |
— |
— |
— |
152,1 |
132,8 |
118,4 |
|
|
618 |
С26
|
26,0 |
178,1 |
4 |
— |
— |
30,6 |
26,0 |
22,7 |
20,2 |
|
619 |
28,0 |
197,2 |
4 |
— |
— |
33,6 |
28,5 |
24,9 |
22,0 |
|
|
620 |
30,0 |
216,8 |
5 |
— |
— |
37,2 |
31,6 |
27,6 |
24,5 |
|
|
621 |
32,0 |
236,9 |
5 |
— |
— |
37,5 |
31,9 |
27,9 |
24,8 |
|
|
622 |
34,0 |
257,5 |
6 |
— |
— |
41,0 |
34,9 |
30,5 |
27,3 |
|
|
623 |
36,0 |
278,6 |
6 |
— |
— |
44,0 |
36,4 |
32,7 |
29,1 |
|
|
624 |
38,0 |
300,1 |
6 |
— |
— |
47,1 |
39,9 |
34,9 |
31,0 |
|
|
625 |
40,0 |
322,0 |
7 |
— |
— |
50,8 |
43,1 |
37,7 |
33,6 |
|
|
626 |
42,0 |
344,3 |
7 |
— |
— |
54,0 |
45,8 |
39,9 |
35,6 |
|
|
627 |
44,0 |
367,0 |
8 |
— |
— |
57,8 |
49,1 |
42,8 |
38,2 |
|
|
628 |
46,0 |
390,1 |
8 |
— |
— |
61,1 |
51,8 |
45,2 |
40,2 |
|
|
629 |
48,0 |
413,6 |
9 |
— |
— |
65,0 |
55,2 |
48,2 |
42,9 |
|
|
630 |
50,0 |
437,5 |
9 |
— |
— |
68,4 |
58,0 |
50,6 |
45,0 |
|
|
631 |
52,0 |
461,7 |
10 |
— |
— |
72,4 |
61,5 |
53,6 |
47,8 |
|
|
632 |
54,0 |
486,3 |
10 |
— |
— |
75,9 |
64,4 |
56,1 |
50,0 |
|
|
633 |
56,0 |
511,2 |
11 |
— |
— |
80,1 |
67,9 |
59,3 |
52,8 |
|
|
634 |
58,0 |
536,5 |
11 |
— |
— |
83,7 |
70,9 |
61,8 |
55,0 |
|
|
635 |
60,0 |
562,1 |
12 |
— |
— |
87,9 |
74,6 |
65,0 |
57,9 |
|
|
636 |
64,0 |
614,2 |
13 |
— |
— |
— |
76,8 |
66,8 |
60,0 |
|
|
637 |
68,0 |
667,5 |
14 |
— |
— |
— |
79,8 |
69,6 |
62,1 |
|
|
638 |
72,0 |
722,1 |
15 |
— |
— |
— |
86,1 |
75,2 |
67,0 |
|
|
639 |
76,0 |
777,8 |
16 |
— |
— |
— |
92,6 |
80,8 |
72,0 |
|
|
640 |
80,0 |
834,6 |
17 |
— |
— |
— |
99,2 |
86,6 |
77,1 |
|
|
641 |
84,0 |
892,4 |
18 |
— |
— |
— |
99,6 |
87,0 |
77,5 |
|
|
642 |
88,0 |
951,3 |
19 |
— |
— |
— |
106,0 |
92,6 |
82,5 |
|
|
643 |
92,0 |
1011,3 |
21 |
— |
— |
— |
113,1 |
98,8 |
88,1 |
|
|
644 |
96,0 |
1072,2 |
22 |
— |
— |
— |
119,7 |
104,6 |
93,2 |
|
|
645 |
100,0 |
1134,0 |
23 |
— |
— |
— |
126,4 |
110,4 |
98,4 |
|
|
646 |
110,0 |
1292,7 |
26 |
— |
— |
— |
143,9 |
125,6 |
111,9 |
|
|
647 |
120,0 |
1456,9 |
30 |
— |
— |
— |
162,5 |
141,9 |
126,4 |
|
|
648 |
С27
|
26,0 |
86,2 |
2 |
— |
— |
15,2 |
13,0 |
11,4 |
10,2 |
|
649 |
28,0 |
100,7 |
2 |
— |
— |
17,5 |
14,9 |
13,0 |
11,6 |
|
|
650 |
30,0 |
116,5 |
3 |
— |
— |
20,5 |
17,5 |
15,3 |
13,7 |
|
|
651 |
32,0 |
133,5 |
3 |
— |
— |
21,6 |
18,4 |
16,2 |
14,5 |
|
|
652 |
34,0 |
151,7 |
3 |
— |
— |
24,2 |
20,6 |
18,0 |
16,1 |
|
|
653 |
36,0 |
171,1 |
4 |
— |
— |
27,5 |
23,5 |
20,6 |
18,4 |
|
|
654 |
38,0 |
191,5 |
4 |
— |
— |
30,5 |
25,9 |
22,7 |
20,2 |
|
|
655 |
40,0 |
213,6 |
5 |
— |
— |
34,2 |
29,1 |
25,5 |
22,8 |
|
|
656 |
42,0 |
236,8 |
5 |
— |
— |
37,5 |
31,9 |
27,8 |
24,8 |
|
|
657 |
44,0 |
261,2 |
6 |
— |
— |
41,5 |
35,3 |
30,9 |
27,6 |
|
|
658 |
46,0 |
286,8 |
6 |
— |
— |
45,2 |
38,4 |
33,5 |
29,9 |
|
|
659 |
48,0 |
313,7 |
7 |
— |
— |
49,6 |
42,2 |
36,8 |
32,8 |
|
|
660 |
50,0 |
341,9 |
7 |
— |
— |
53,6 |
45,5 |
39,7 |
35,3 |
|
|
661 |
52,0 |
371,4 |
8 |
— |
— |
58,4 |
49,6 |
43,3 |
38,6 |
|
|
662 |
54,0 |
402,1 |
8 |
— |
— |
62,8 |
53,2 |
46,4 |
41,3 |
|
|
663 |
56,0 |
434,1 |
9 |
— |
— |
67,9 |
57,6 |
50,3 |
44,7 |
|
|
664 |
58,0 |
467,5 |
10 |
— |
— |
73,3 |
62,2 |
54,2 |
48,3 |
|
|
665 |
60,0 |
502,1 |
10 |
— |
— |
78,2 |
66,3 |
57,7 |
51,4 |
|
|
666 |
64,0 |
575,2 |
12 |
— |
— |
— |
68,8 |
60,1 |
53,5 |
|
|
667 |
68,0 |
653,6 |
14 |
— |
— |
— |
78,3 |
68,4 |
60,9 |
|
|
668 |
72,0 |
737,3 |
15 |
— |
— |
— |
87,7 |
76,6 |
68,2 |
|
|
669 |
76,0 |
826,2 |
17 |
— |
— |
— |
98,3 |
85,8 |
76,4 |
|
|
670 |
80,0 |
920,5 |
19 |
— |
— |
— |
109,5 |
95,5 |
85,1 |
|
|
671 |
84,0 |
1020,2 |
21 |
— |
— |
— |
114,0 |
99,6 |
88,8 |
|
|
672 |
88,0 |
1125,3 |
23 |
— |
— |
— |
125,6 |
109,7 |
97,7 |
|
|
673 |
92,0 |
1235,7 |
25 |
— |
— |
— |
137,7 |
120,2 |
107,1 |
|
|
674 |
96,0 |
1351,7 |
27 |
— |
— |
— |
150,3 |
131,2 |
116,9 |
|
|
675 |
100,0 |
1473,1 |
30 |
— |
— |
— |
164,1 |
143,2 |
127,6 |
|
|
676 |
110,0 |
1800,7 |
36 |
— |
— |
— |
200,0 |
174,5 |
155,4 |
|
|
677 |
120,0 |
2163,1 |
44 |
— |
— |
— |
240,5 |
209,9 |
187,0 |
|
|
678 |
С28
|
1,0 |
4,0 |
1 |
2,5 |
2,3 |
2,2 |
— |
— |
— |
|
679 |
1,5 |
6,5 |
1 |
3,0 |
2,8 |
2,4 |
2,2 |
— |
— |
|
|
680 |
2,0 |
9,2 |
1 |
3,8 |
3,5 |
3,0 |
2,7 |
— |
— |
|
|
681 |
2,5 |
12,1 |
1 |
4,7 |
4,3 |
3,7 |
3,2 |
— |
— |
|
|
682 |
3,0 |
15,0 |
1 |
5,6 |
5,1 |
4,3 |
3,8 |
— |
— |
|
|
683 |
4,0 |
23,7 |
1 |
8,3 |
7,5 |
6,3 |
5,4 |
— |
— |
|
|
684 |
5,0 |
36,2 |
2 |
— |
9,0 |
8,3 |
7,2 |
6,4 |
5,7 |
|
|
685 |
6,0 |
51,1 |
2 |
— |
12,2 |
11,1 |
9,5 |
8,4 |
7,5 |
|
|
686 |
7,0 |
68,5 |
3 |
— |
16,3 |
14,9 |
12,7 |
11,2 |
10,1 |
|
|
687 |
8,0 |
88,3 |
3 |
— |
20,4 |
18,6 |
15,8 |
13,9 |
12,4 |
|
|
688 |
9,0 |
110,4 |
4 |
— |
25,6 |
23,3 |
19,8 |
17,3 |
15,5 |
|
|
689 |
10,0 |
134,8 |
4 |
— |
30,6 |
27,8 |
23,6 |
20,6 |
18,4 |
|
|
690 |
12,0 |
190,5 |
4 |
— |
— |
35,0 |
29,6 |
25,7 |
22,9 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |















Швы стыковых соединений С12, С13, С14, С21, С23,
|
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 2 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С12
|
13 — 18 |
12,1J |
1 |
4,8 |
4,0 |
3,5 |
3,2 |
2,7 |
2,5 |
|
2 |
20 — 60 |
15,1 |
1 |
— |
— |
3,6 |
3,3 |
3,0 |
2,8 |
|
|
3 |
С13
|
18 — 28 |
15,1 |
1 |
— |
— |
3,6 |
3,3 |
3,0 |
2,8 |
|
4 |
30 — 60 |
22,8 |
1 |
— |
— |
4,7 |
4,1 |
3,7 |
3,4 |
|
|
5 |
64 — 100 |
27,3 |
1 |
— |
— |
— |
4,2 |
3,8 |
3,5 |
|
|
6 |
С14
|
18 — 54 |
15,1 |
1 |
— |
— |
3,6 |
3,3 |
3,0 |
2,8 |
|
7 |
56 — 100 |
18,2 |
1 |
— |
— |
4,0 |
3,6 |
3,1 |
2,9 |
|
|
8 |
С21
|
3 — 10 |
9,0 |
1 |
3,9 |
3,2 |
3,0 |
2,6 |
2,3 |
2,1 |
|
9 |
12 — 18 |
12,1 |
1 |
— |
— |
3,2 |
2,9 |
2,6 |
2,5 |
|
|
10 |
20 — 60 |
15,1 |
1 |
— |
— |
3,6 |
3,3 |
3,0 |
2,8 |
|
|
11 |
С23
|
24 — 52 |
15,1 |
1 |
— |
— |
3,6 |
3,2 |
3,3 |
2,8 |
|
12 |
54 — 72 |
18,2 |
1 |
— |
— |
4,0 |
3,6 |
3,6 |
3,4 |
|
|
13 |
76 — 100 |
27,3 |
1 |
— |
— |
— |
4,2 |
3,7 |
3,4 |
|
|
14 |
С24
|
24 — 52 |
15,1 |
1 |
— |
— |
3,6 |
3,2 |
3,3 |
2,8 |
|
15 |
54 — 72 |
18,2 |
1 |
— |
— |
4,0 |
3,5 |
3,6 |
3,0 |
|
|
16 |
76 — 100 |
27,3 |
1 |
— |
— |
— |
4,2 |
3,8 |
3,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |






Швы угловых соединений У1, У2, У4, У5, У6, У7,
|
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 3 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У1
|
0,5 |
3,1 |
1 |
2,3 |
2,1 |
2,0 |
— |
— |
— |
|
2 |
0,8 |
4,0 |
1 |
2,5 |
2,3 |
2,2 |
— |
— |
— |
|
|
3 |
1,0 |
4,3 |
1 |
2,6 |
2,4 |
2,3 |
— |
— |
— |
|
|
4 |
1,5 |
5,0 |
1 |
2,7 |
2,6 |
2,4 |
2,1 |
— |
— |
|
|
5 |
2,0 |
6,3 |
1 |
3,1 |
2,9 |
2,5 |
2,3 |
— |
— |
|
|
6 |
2,5 |
7,3 |
1 |
3,4 |
3,1 |
2,8 |
2,5 |
— |
— |
|
|
7 |
3,0 |
8,3 |
1 |
3,7 |
3,4 |
3,0 |
2,7 |
— |
— |
|
|
8 |
4,0 |
10,3 |
1 |
4,3 |
3,9 |
3,4 |
3,0 |
— |
— |
|
|
9 |
У2
|
1,0 |
3,6 |
1 |
2,5 |
2,3 |
2,2 |
— |
— |
— |
|
10 |
1,5 |
4,7 |
1 |
2,6 |
2,4 |
2,2 |
2,0 |
— |
— |
|
|
11 |
2,0 |
10,6 |
1 |
4,4 |
4,0 |
3,4 |
3,1 |
— |
— |
|
|
12 |
2,5 |
12,4 |
1 |
5,0 |
4,5 |
3,9 |
3,4 |
— |
— |
|
|
13 |
3,0 |
14,0 |
1 |
5,5 |
5,0 |
4,2 |
3,7 |
— |
— |
|
|
14 |
4,0 |
17,1 |
1 |
6,4 |
5,8 |
4,9 |
4,3 |
— |
— |
|
|
15 |
5,0 |
36,8 |
2 |
— |
9,4 |
8,7 |
7,5 |
6,7 |
6,1 |
|
|
16 |
6,0 |
42,9 |
2 |
— |
10,7 |
9,8 |
8,4 |
7,5 |
6,8 |
|
|
17 |
7,0 |
48,7 |
2 |
— |
11,9 |
10,9 |
9,4 |
8,3 |
7,5 |
|
|
18 |
8,0 |
54,4 |
2 |
— |
13,1 |
12,0 |
10,3 |
9,0 |
8,1 |
|
|
19 |
9,0 |
60,0 |
2 |
— |
14,3 |
13,0 |
11,1 |
9,8 |
8,8 |
|
|
20 |
10,0 |
89,3 |
3 |
— |
21,0 |
19,1 |
16,3 |
14,3 |
12,8 |
|
|
21 |
12,0 |
104,9 |
3 |
— |
— |
20,3 |
17,3 |
15,2 |
13,6 |
|
|
22 |
У4
|
0,8 |
4,9 |
1 |
2,9 |
2,7 |
2,6 |
— |
— |
— |
|
23 |
1,0 |
5,0 |
1 |
3,0 |
2,8 |
2,6 |
— |
— |
— |
|
|
24 |
1,5 |
7,5 |
1 |
3,5 |
3,2 |
2,8 |
2,5 |
— |
— |
|
|
25 |
2,0 |
7,8 |
1 |
3,5 |
3,3 |
2,9 |
2,6 |
— |
— |
|
|
26 |
2,5 |
8,0 |
1 |
3,6 |
3,3 |
2,9 |
2,6 |
— |
— |
|
|
27 |
3,0 |
12,1 |
1 |
4,9 |
4,4 |
3,8 |
3,4 |
— |
— |
|
|
28 |
4,0 |
13,0 |
1 |
5,0 |
4,6 |
3,9 |
3,5 |
— |
— |
|
|
29 |
5,0 |
18,3 |
1 |
— |
4,8 |
4,5 |
3,9 |
34 |
3,2 |
|
|
30 |
6,0 |
21,2 |
1 |
— |
5,5 |
5,1 |
4,4 |
4,0 |
3,6 |
|
|
31 |
7,0 |
21,7 |
1 |
— |
5,6 |
5,2 |
4,5 |
4,0 |
3,7 |
|
|
32 |
8,0 |
22,2 |
1 |
— |
5,7 |
5,3 |
4,6 |
4,1 |
3,7 |
|
|
33 |
У5
|
0,8 |
1,9 |
1 |
1,8 |
1,7 |
1,7 |
— |
— |
— |
|
34 |
1,0 |
2,0 |
1 |
1,9 |
1,8 |
1,7 |
— |
— |
— |
|
|
35 |
1,5 |
3,0 |
1 |
2,0 |
1,9 |
1,8 |
1,7 |
— |
— |
|
|
36 |
2,0 |
3,3 |
1 |
2,1 |
2,0 |
1,8 |
1,7 |
— |
— |
|
|
37 |
2,5 |
3,5 |
1 |
2,2 |
2,1 |
1,9 |
1,8 |
— |
— |
|
|
38 |
3,0 |
6,0 |
1 |
2,8 |
2,6 |
2,3 |
2,1 |
— |
— |
|
|
39 |
4,0 |
6,5 |
1 |
3,0 |
2,7 |
2,4 |
2,2 |
— |
— |
|
|
40 |
5,0 |
8,8 |
1 |
— |
2,8 |
2,6 |
2,4 |
2,1 |
1,9 |
|
|
41 |
6,0 |
9,8 |
1 |
— |
3,2 |
3,0 |
2,6 |
2,4 |
2,3 |
|
|
42 |
7,0 |
10,3 |
1 |
— |
3,3 |
3,1 |
2,7 |
2,5 |
2,3 |
|
|
43 |
8,0 |
10,8 |
1 |
— |
3,4 |
3,1 |
2,8 |
2,6 |
2,4 |
|
|
44 |
9,0 |
15,9 |
1 |
— |
4,4 |
4,1 |
3,6 |
3,2 |
3,0 |
|
|
45 |
10,0 |
16,4 |
1 |
— |
4,5 |
4,2 |
3,7 |
3,3 |
3,0 |
|
|
46 |
12,0 |
17,4 |
1 |
— |
— |
4,2 |
3,7 |
3,3 |
3,1 |
|
|
47 |
У6
|
3,0 |
8,8 |
1 |
4,0 |
3,7 |
3,2 |
2,9 |
— |
— |
|
48 |
4,0 |
13,0 |
1 |
5,3 |
4,8 |
4,1 |
3,6 |
— |
— |
|
|
49 |
5,0 |
17,6 |
1 |
— |
4,9 |
4,5 |
4,0 |
3,6 |
3,3 |
|
|
50 |
6,0 |
22,5 |
1 |
— |
5,9 |
5,4 |
4,7 |
4,2 |
3,9 |
|
|
51 |
7,0 |
27,7 |
1 |
— |
7,0 |
6,4 |
5,6 |
4,9 |
4,5 |
|
|
52 |
8,0 |
36,7 |
2 |
— |
9,6 |
8,8 |
7,7 |
6,8 |
6,2 |
|
|
53 |
9,0 |
45,7 |
2 |
— |
11,4 |
10,5 |
9,1 |
8,0 |
7,3 |
|
|
54 |
10,0 |
55,6 |
2 |
— |
13,5 |
12,3 |
10,6 |
9,4 |
8,4 |
|
|
55 |
12,0 |
78,1 |
2 |
— |
— |
15,3 |
13,1 |
11,5 |
10,3 |
|
|
56 |
14,0 |
104,0 |
3 |
— |
— |
20,4 |
17,4 |
15,3 |
13,8 |
|
|
57 |
16,0 |
133,3 |
3 |
— |
— |
25,4 |
21,6 |
18,9 |
16,9 |
|
|
58 |
18,0 |
165,9 |
4 |
— |
— |
31,6 |
26,9 |
25,5 |
21,0 |
|
|
59 |
20,0 |
201,8 |
4 |
— |
— |
37,7 |
32,0 |
27,9 |
24,8 |
|
|
60 |
22,0 |
240,9 |
5 |
— |
— |
41,6 |
35,4 |
30,9 |
27,0 |
|
|
61 |
24,0 |
283,1 |
6 |
— |
— |
48,8 |
41,5 |
36,3 |
32,2 |
|
|
62 |
26,0 |
328,5 |
7 |
— |
— |
56,6 |
48,1 |
42,0 |
37,3 |
|
|
63 |
28,0 |
377,0 |
8 |
— |
— |
64,8 |
55,0 |
48,1 |
42,7 |
|
|
64 |
30,0 |
428,6 |
9 |
— |
— |
73,5 |
62,4 |
54,5 |
48,3 |
|
|
65 |
32,0 |
483,2 |
10 |
— |
— |
76,7 |
65,3 |
57,1 |
50,9 |
|
|
66 |
34,0 |
540,8 |
11 |
— |
— |
85,7 |
72,8 |
63,6 |
56,7 |
|
|
67 |
36,0 |
601,4 |
12 |
— |
— |
95,0 |
80,7 |
70,5 |
62,9 |
|
|
68 |
38,0 |
665,0 |
14 |
— |
— |
105,4 |
89,7 |
78,4 |
69,9 |
|
|
69 |
40,0 |
731,5 |
15 |
— |
— |
115,6 |
98,2 |
85,8 |
76,5 |
|
|
70 |
42,0 |
800,9 |
16 |
— |
— |
126,2 |
107,2 |
93,6 |
83,4 |
|
|
71 |
44,0 |
873,2 |
18 |
— |
— |
137,9 |
117,2 |
102,4 |
91,3 |
|
|
72 |
46,0 |
948,4 |
19 |
— |
— |
149,3 |
126,8 |
110,7 |
98,6 |
|
|
73 |
48,0 |
1026,5 |
21 |
— |
— |
161,8 |
137,5 |
120,0 |
107,0 |
|
|
74 |
50,0 |
1107,4 |
23 |
— |
— |
174,7 |
148,5 |
129,7 |
115,6 |
|
|
75 |
52,0 |
1191,1 |
24 |
— |
— |
187,4 |
159,1 |
138,9 |
123,7 |
|
|
76 |
54,0 |
1277,6 |
26 |
— |
— |
201,1 |
170,8 |
149,1 |
132,8 |
|
|
77 |
56,0 |
1366,9 |
28 |
— |
— |
215,2 |
182,8 |
159,6 |
142,2 |
|
|
78 |
58,0 |
1459,0 |
30 |
— |
— |
229,8 |
195,1 |
170,4 |
151,8 |
|
|
79 |
60,0 |
1553,9 |
32 |
— |
— |
244,7 |
207,8 |
181,4 |
161,6 |
|
|
80 |
У7
|
3,0 |
8,4 |
1 |
3,8 |
3,5 |
3,1 |
2,8 |
— |
— |
|
81 |
4,0 |
13,0 |
1 |
5,3 |
4,8 |
4,1 |
3,6 |
— |
— |
|
|
82 |
5,0 |
18,2 |
1 |
— |
5,0 |
4,6 |
4,1 |
3,7 |
3,3 |
|
|
83 |
6,0 |
23,9 |
1 |
— |
6,2 |
5,7 |
5,0 |
4,4 |
4,0 |
|
|
84 |
7,0 |
30,1 |
2 |
— |
8,2 |
7,6 |
6,6 |
5,9 |
5,4 |
|
|
85 |
8,0 |
36,7 |
2 |
— |
9,6 |
8,8 |
7,7 |
6,8 |
6,2 |
|
|
86 |
9,0 |
43,8 |
2 |
— |
11,1 |
10,1 |
8,8 |
7,8 |
7,1 |
|
|
87 |
10,0 |
56,3 |
2 |
— |
13,6 |
12,5 |
10,7 |
9,5 |
8,5 |
|
|
88 |
12,0 |
78,9 |
2 |
— |
— |
15,4 |
13,2 |
11,6 |
10,4 |
|
|
89 |
14,0 |
105,0 |
3 |
— |
— |
20,6 |
17,6 |
15,5 |
13,9 |
|
|
90 |
16,0 |
134,5 |
3 |
— |
— |
25,6 |
21,8 |
19,0 |
17,0 |
|
|
91 |
18,0 |
167,4 |
4 |
— |
— |
31,8 |
27,1 |
23,7 |
21,2 |
|
|
92 |
20,0 |
203,5 |
5 |
— |
— |
38,7 |
32,9 |
28,8 |
25,7 |
|
|
93 |
22,0 |
242,8 |
5 |
— |
— |
41,9 |
35,6 |
31,1 |
27,7 |
|
|
94 |
24,0 |
285,3 |
6 |
— |
— |
49,2 |
41,8 |
36,5 |
32,5 |
|
|
95 |
26,0 |
331,0 |
7 |
— |
— |
56,9 |
48,4 |
42,3 |
37,5 |
|
|
96 |
28,0 |
379,8 |
8 |
— |
— |
65,2 |
55,4 |
48,4 |
42,9 |
|
|
97 |
30,0 |
431,6 |
9 |
— |
— |
73,9 |
62,8 |
54,8 |
48,6 |
|
|
98 |
32,0 |
486,4 |
10 |
— |
— |
77,2 |
65,7 |
57,4 |
51,2 |
|
|
99 |
34,0 |
544,3 |
11 |
— |
— |
86,1 |
73,2 |
64,0 |
57,1 |
|
|
100 |
36,0 |
605,2 |
13 |
— |
— |
96,2 |
81,8 |
71,6 |
63,9 |
|
|
101 |
38,0 |
669,0 |
14 |
— |
— |
106,0 |
90,1 |
78,8 |
70,3 |
|
|
102 |
40,0 |
735,7 |
15 |
— |
— |
116,2 |
98,7 |
86,3 |
76,9 |
|
|
103 |
42,0 |
805,4 |
17 |
— |
— |
127,5 |
108,4 |
94,8 |
84,5 |
|
|
104 |
44,0 |
877,9 |
18 |
— |
— |
138,6 |
117,7 |
102,8 |
91,7 |
|
|
105 |
46,0 |
953,4 |
20 |
— |
— |
150,7 |
128,1 |
111,9 |
99,8 |
|
|
106 |
48,0 |
1031,6 |
21 |
— |
— |
162,6 |
138,1 |
120,6 |
107,4 |
|
|
107 |
50,0 |
1112,8 |
23 |
— |
— |
175,5 |
149,1 |
130,2 |
116,1 |
|
|
108 |
52,0 |
1196,7 |
24 |
— |
— |
188,2 |
159,8 |
139,5 |
124,3 |
|
|
109 |
54,0 |
1283,4 |
26 |
— |
— |
201,9 |
171,5 |
149,7 |
133,4 |
|
|
110 |
56,0 |
1372,9 |
28 |
— |
— |
216,1 |
183,5 |
160,2 |
142,7 |
|
|
111 |
58,0 |
1465,2 |
30 |
— |
— |
230,6 |
195,8 |
171,0 |
152,4 |
|
|
112 |
60,0 |
1560,3 |
32 |
— |
— |
245,6 |
208,5 |
182,1 |
162,2 |
|
|
113 |
У8
|
6,0 |
10,3 |
1 |
— |
3,4 |
3,2 |
2,8 |
2,6 |
2,4 |
|
114 |
7,0 |
12,5 |
1 |
— |
3,8 |
3,6 |
3,2 |
2,9 |
2,7 |
|
|
115 |
8,0 |
14,9 |
1 |
— |
4,3 |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
116 |
9,6 |
17,3 |
1 |
— |
4,8 |
4,5 |
3,9 |
3,5 |
3,2 |
|
|
117 |
10,0 |
19,8 |
1 |
— |
5,3 |
4,9 |
4,3 |
3,9 |
3,5 |
|
|
118 |
12,0 |
24,9 |
1 |
— |
— |
5,6 |
4,9 |
4,4 |
4,0 |
|
|
119 |
14,0 |
30,3 |
1 |
— |
— |
6,5 |
5,6 |
5,0 |
4,6 |
|
|
120 |
16,0 |
36,0 |
1 |
— |
— |
7,4 |
6,4 |
5,7 |
5,2 |
|
|
121 |
18,0 |
45,1 |
1 |
— |
— |
9,0 |
7,7 |
6,8 |
6,1 |
|
|
122 |
20,0 |
55,0 |
2 |
— |
— |
11,4 |
9,8 |
8,7 |
7,9 |
|
|
123 |
22,0 |
65,7 |
2 |
— |
— |
12,4 |
10,7 |
9,5 |
8,5 |
|
|
124 |
24,0 |
77,3 |
2 |
— |
— |
14,2 |
12,2 |
10,7 |
9,6 |
|
|
125 |
26,0 |
89,8 |
2 |
— |
— |
16,1 |
13,8 |
12,1 |
10,8 |
|
|
126 |
28,0 |
103,2 |
3 |
— |
— |
18,9 |
16,2 |
14,3 |
12,8 |
|
|
127 |
30,0 |
117,4 |
3 |
— |
— |
21,1 |
18,0 |
15,9 |
14,2 |
|
|
128 |
32,0 |
132,4 |
3 |
— |
— |
21,9 |
18,7 |
16,5 |
14,8 |
|
|
129 |
34,0 |
148,3 |
3 |
— |
— |
24,1 |
20,6 |
18,1 |
16,2 |
|
|
130 |
36,0 |
165,1 |
4 |
— |
— |
27,2 |
23,3 |
20,5 |
18,4 |
|
|
131 |
38,0 |
182,6 |
4 |
— |
— |
29,7 |
25,4 |
22,3 |
20,0 |
|
|
132 |
40,0 |
201,0 |
4 |
— |
— |
32,3 |
27,6 |
24,2 |
21,6 |
|
|
133 |
42,0 |
220,2 |
5 |
— |
— |
35,8 |
30,5 |
26,8 |
24,0 |
|
|
134 |
44,0 |
240,3 |
5 |
— |
— |
38,6 |
32,9 |
28,9 |
25,8 |
|
|
135 |
46,0 |
261,1 |
6 |
— |
— |
42,3 |
36,1 |
31,7 |
28,3 |
|
|
136 |
48,0 |
282,7 |
6 |
— |
— |
45,4 |
38,7 |
33,9 |
30,3 |
|
|
137 |
50,0 |
305,1 |
7 |
— |
— |
49,3 |
42,0 |
36,9 |
33,0 |
|
|
138 |
52,0 |
328,4 |
7 |
— |
— |
52,6 |
44,8 |
39,2 |
35,0 |
|
|
139 |
54,0 |
352,4 |
7 |
— |
— |
56,0 |
47,6 |
41,7 |
37,2 |
|
|
140 |
56,0 |
377,2 |
8 |
— |
— |
60,2 |
51,3 |
44,9 |
40,1 |
|
|
141 |
58,0 |
402,8 |
9 |
— |
— |
64,6 |
55,0 |
48,2 |
43,1 |
|
|
142 |
60,0 |
429,1 |
9 |
— |
— |
68,3 |
58,1 |
50,9 |
45,4 |
|
|
143 |
64,0 |
484,2 |
10 |
— |
— |
— |
59,2 |
51,9 |
46,4 |
|
|
144 |
68,0 |
542,3 |
11 |
— |
— |
— |
66,1 |
57,9 |
51,7 |
|
|
145 |
72,0 |
603,5 |
13 |
— |
— |
— |
74,0 |
64,8 |
58,0 |
|
|
146 |
76,0 |
667,7 |
14 |
— |
— |
— |
81,5 |
71,4 |
63,8 |
|
|
147 |
80,0 |
734,9 |
15 |
— |
— |
— |
89,3 |
78,2 |
69,8 |
|
|
148 |
84,0 |
805,1 |
17 |
— |
— |
— |
92,5 |
81,1 |
72,5 |
|
|
149 |
88,0 |
878,3 |
18 |
— |
— |
— |
100,4 |
88,0 |
78,7 |
|
|
150 |
92,0 |
954,5 |
20 |
— |
— |
— |
109,3 |
95,8 |
85,7 |
|
|
151 |
96,0 |
1033,5 |
21 |
— |
— |
— |
117,8 |
103,2 |
92,3 |
|
|
152 |
100,0 |
1115,5 |
23 |
— |
— |
— |
127,4 |
111,6 |
99,8 |
|
|
153 |
У9
|
3,0 |
8,6 |
1 |
3,9 |
3,6 |
3,1 |
2,8 |
— |
— |
|
154 |
4,0 |
12,9 |
1 |
5,2 |
4,7 |
4,1 |
3,6 |
— |
— |
|
|
155 |
5,0 |
17,5 |
1 |
— |
4,9 |
4,5 |
4,0 |
3,6 |
3,3 |
|
|
156 |
6,0 |
22,5 |
1 |
— |
5,9 |
5,4 |
4,7 |
4,2 |
3,9 |
|
|
157 |
7,0 |
27,8 |
1 |
— |
7,0 |
6,4 |
5,6 |
4,9 |
4,5 |
|
|
158 |
8,0 |
33,4 |
2 |
— |
8,9 |
8,2 |
7,1 |
6,4 |
5,8 |
|
|
159 |
9,0 |
40,3 |
2 |
— |
10,3 |
9,5 |
8,2 |
7,3 |
6,6 |
|
|
160 |
10,0 |
49,0 |
2 |
— |
12,1 |
11,1 |
9,6 |
8,5 |
7,7 |
|
|
161 |
12,0 |
68,7 |
2 |
— |
— |
13,7 |
11,8 |
10,4 |
9,3 |
|
|
162 |
14,0 |
91,5 |
2 |
— |
— |
17,6 |
15,0 |
13,1 |
11,7 |
|
|
163 |
16,0 |
117,2 |
3 |
— |
— |
22,6 |
19,3 |
16,9 |
15,2 |
|
|
164 |
18,0 |
145,9 |
3 |
— |
— |
27,5 |
23,4 |
20,4 |
18,2 |
|
|
165 |
20,0 |
177,4 |
4 |
— |
— |
33,5 |
28,5 |
24,9 |
22,3 |
|
|
166 |
22,0 |
211,8 |
5 |
— |
— |
37,1 |
31,6 |
27,7 |
24,7 |
|
|
167 |
24,0 |
248,9 |
5 |
— |
— |
42,8 |
36,4 |
31,8 |
28,2 |
|
|
168 |
26,0 |
288,8 |
6 |
— |
— |
49,7 |
42,2 |
36,9 |
32,8 |
|
|
169 |
28,0 |
331,4 |
7 |
— |
— |
57,0 |
48,4 |
42,3 |
37,6 |
|
|
170 |
30,0 |
376,6 |
8 |
— |
— |
64,7 |
55,0 |
48,0 |
42,6 |
|
|
171 |
32,0 |
424,6 |
9 |
— |
— |
67,7 |
57,6 |
50,4 |
45,0 |
|
|
172 |
34,0 |
475,1 |
10 |
— |
— |
75,6 |
64,3 |
56,3 |
50,2 |
|
|
173 |
36,0 |
528,3 |
11 |
— |
— |
83,9 |
71,3 |
62,4 |
55,6 |
|
|
174 |
38,0 |
584,1 |
12 |
— |
— |
92,5 |
78,6 |
68,7 |
61,3 |
|
|
175 |
40,0 |
642,4 |
13 |
— |
— |
101,5 |
86,3 |
75,4 |
67,2 |
|
|
176 |
42,0 |
703,3 |
15 |
— |
— |
111,6 |
94,9 |
83,0 |
74,0 |
|
|
177 |
44,0 |
766,7 |
16 |
— |
— |
121,3 |
103,1 |
90,1 |
80,4 |
|
|
178 |
46,0 |
832,7 |
17 |
— |
— |
131,4 |
111,6 |
97,5 |
86,9 |
|
|
179 |
48,0 |
901,1 |
18 |
— |
— |
141,9 |
120,5 |
105,2 |
93,7 |
|
|
180 |
50,0 |
972,1 |
20 |
— |
— |
153,4 |
130,3 |
113,8 |
101,5 |
|
|
181 |
52,0 |
1045,5 |
21 |
— |
— |
164,5 |
139,7 |
122,0 |
108,7 |
|
|
182 |
54,0 |
1121,3 |
23 |
— |
— |
176,7 |
150,1 |
131,1 |
116,8 |
|
|
183 |
56,0 |
1199,6 |
24 |
— |
— |
188,6 |
160,1 |
139,8 |
124,5 |
|
|
184 |
58,0 |
1280,3 |
26 |
— |
— |
201,5 |
171,1 |
149,4 |
133,1 |
|
|
185 |
60,0 |
1363,5 |
28 |
— |
— |
214,7 |
182,4 |
159,2 |
141,9 |
|
|
186 |
У10
|
3,0 |
8,4 |
1 |
3,8 |
3,5 |
3,1 |
2,8 |
— |
— |
|
187 |
4,0 |
12,8 |
1 |
5,2 |
4,7 |
4,1 |
3,6 |
— |
— |
|
|
188 |
5,0 |
17,7 |
1 |
— |
4,9 |
4,5 |
4,0 |
3,6 |
3,3 |
|
|
189 |
6,0 |
23,1 |
1 |
— |
6,0 |
5,6 |
4,8 |
4,3 |
3,9 |
|
|
190 |
7,0 |
28,9 |
2 |
— |
7,9 |
7,3 |
6,4 |
5,8 |
5,3 |
|
|
191 |
8,0 |
35,1 |
2 |
— |
9,2 |
8,5 |
7,4 |
6,6 |
6,0 |
|
|
192 |
9,0 |
41,7 |
2 |
— |
10,6 |
9,7 |
8,4 |
7,5 |
6,8 |
|
|
193 |
10,0 |
48,7 |
2 |
— |
12,1 |
11,1 |
9,5 |
8,4 |
7,6 |
|
|
194 |
12,0 |
66,0 |
2 |
— |
— |
13,2 |
11,4 |
10,0 |
9,0 |
|
|
195 |
14,0 |
88,3 |
2 |
— |
— |
17,0 |
14,5 |
12,7 |
11,4 |
|
|
196 |
16,0 |
113,6 |
3 |
— |
— |
22,0 |
18,8 |
16,5 |
14,8 |
|
|
197 |
18,0 |
141,9 |
3 |
— |
— |
26,8 |
22,8 |
19,9 |
17,8 |
|
|
198 |
20,0 |
173,1 |
4 |
— |
— |
32,8 |
27,9 |
24,4 |
21,8 |
|
|
199 |
22,0 |
207,2 |
5 |
— |
— |
36,4 |
31,0 |
27,2 |
24,2 |
|
|
200 |
24,0 |
244,1 |
5 |
— |
— |
42,1 |
35,8 |
31,3 |
27,8 |
|
|
201 |
26,0 |
283,9 |
6 |
— |
— |
48,9 |
41,6 |
36,4 |
32,3 |
|
|
202 |
28,0 |
326,5 |
7 |
— |
— |
56,3 |
47,8 |
41,8 |
37,1 |
|
|
203 |
30,0 |
371,9 |
8 |
— |
— |
64,0 |
54,4 |
47,5 |
42,2 |
|
|
204 |
32,0 |
420,0 |
9 |
— |
— |
67,0 |
57,1 |
49,9 |
44,6 |
|
|
205 |
34,0 |
470,9 |
10 |
— |
— |
75,0 |
63,8 |
55,8 |
49,8 |
|
|
206 |
36,0 |
524,5 |
11 |
— |
— |
83,3 |
70,9 |
62,0 |
55,3 |
|
|
207 |
38,0 |
580,8 |
12 |
— |
— |
92,0 |
78,3 |
68,4 |
61,0 |
|
|
208 |
40,0 |
639,8 |
13 |
— |
— |
101,2 |
86,0 |
75,1 |
67,0 |
|
|
209 |
42,0 |
701,5 |
14 |
— |
— |
110,6 |
94,0 |
82,1 |
73,2 |
|
|
210 |
44,0, |
765,8 |
16 |
— |
— |
121,2 |
103,0 |
90,0 |
80,3 |
|
|
211 |
46,0 |
832,8 |
17 |
— |
— |
131,4 |
111,7 |
97,5 |
86,9 |
|
|
212 |
48,0 |
902,4 |
18 |
— |
— |
142,1 |
120,6 |
105,3 |
93,8 |
|
|
213 |
50,0 |
974,7 |
20 |
— |
— |
153,8 |
130,6 |
114,1 |
101,7 |
|
|
214 |
52,0 |
1049,5 |
21 |
— |
— |
165,1 |
140,2 |
122,4 |
109,0 |
|
|
215 |
54,0 |
1126,9 |
23 |
— |
— |
177,5 |
150,8 |
131,7 |
117,3 |
|
|
216 |
56,0 |
1206,9 |
25 |
— |
— |
190,3 |
161,7 |
141,2 |
125,9 |
|
|
217 |
58,0 |
1289,5 |
26 |
— |
— |
202,8 |
172,2 |
150,3 |
133,9 |
|
|
218 |
60,0 |
1374,7 |
28 |
— |
— |
216,3 |
183,7 |
160,4 |
142,9 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |









Швы тавровых соединений Т6, Т7, Т8, Т9 |
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 4 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Т6
|
3,0 |
7,5 |
1 |
3,6 |
3,3 |
2,9 |
2,7 |
— |
— |
|
2 |
4,0 |
13,3 |
1 |
5,4 |
4,9 |
4,2 |
3,7 |
— |
— |
|
|
3 |
5,0 |
20,6 |
1 |
— |
5,6 |
5,1 |
4,5 |
4,0 |
3,7 |
|
|
4 |
6,0 |
29,5 |
2 |
— |
8,0 |
7,4 |
6,5 |
5,8 |
5,4 |
|
|
5 |
7,0 |
39,9 |
2 |
— |
10,2 |
9,4 |
8,1 |
7,2 |
6,6 |
|
|
6 |
8,0 |
51,8 |
2 |
— |
12,7 |
11,6 |
10,0 |
8,8 |
8,0 |
|
|
7 |
9,0 |
65,3 |
2 |
— |
15,5 |
14,1 |
12,1 |
10,7 |
9,5 |
|
|
8 |
10,0 |
80,3 |
3 |
— |
19,3 |
17,6 |
15,1 |
13,3 |
12,0 |
|
|
9 |
12,0 |
114,8 |
3 |
— |
— |
22,2 |
18,9 |
16,6 |
14,9 |
|
|
10 |
14,0 |
155,3 |
4 |
— |
— |
29,7 |
25,3 |
22,2 |
19,8 |
|
|
11 |
16,0 |
201,8 |
4 |
— |
— |
37,6 |
31,9 |
27,8 |
24,7 |
|
|
12 |
18,0 |
254,2 |
6 |
— |
— |
47,7 |
40,6 |
35,4 |
31,6 |
|
|
13 |
20,0 |
312,6 |
7 |
— |
— |
58,3 |
49,4 |
43,1 |
38,4 |
|
|
14 |
22,0 |
376,8 |
8 |
— |
— |
64,4 |
54,7 |
47,7 |
42,3 |
|
|
15 |
24,0 |
446,8 |
9 |
— |
— |
75,9 |
64,4 |
56,1 |
49,7 |
|
|
16 |
26,0 |
522,7 |
11 |
— |
— |
88,9 |
75,4 |
65,8 |
58,3 |
|
|
17 |
28,0 |
604,5 |
13 |
— |
— |
102,9 |
87,1 |
76,1 |
67,5 |
|
|
18 |
30,0 |
692,0 |
14 |
— |
— |
117,1 |
99,2 |
86,5 |
76,5 |
|
|
19 |
32,0 |
785,3 |
16 |
— |
— |
123,3 |
104,6 |
91,3 |
81,3 |
|
|
20 |
34,0 |
884,4 |
18 |
— |
— |
138,7 |
117,7 |
102,7 |
91,4 |
|
|
21 |
36,0 |
989,3 |
20 |
— |
— |
154,9 |
131,4 |
114,6 |
102,0 |
|
|
22 |
38,0 |
1099,9 |
22 |
— |
— |
172,0 |
145,8 |
127,2 |
113,2 |
|
|
23 |
40,0 |
1216,2 |
25 |
— |
— |
190,5 |
161,6 |
141,0 |
125,5 |
|
|
24 |
42,0 |
1338,2 |
27 |
— |
— |
209,1 |
177,4 |
154,7 |
137,6 |
|
|
25 |
44,0 |
1466,0 |
30 |
— |
— |
229,3 |
194,5 |
169,6 |
151,0 |
|
|
26 |
46,0 |
1599,4 |
32 |
— |
— |
249,6 |
211,6 |
184,5 |
164,1 |
|
|
27 |
48,0 |
1738,6 |
35 |
— |
— |
271,3 |
230,1 |
200,6 |
178,5 |
|
|
28 |
50,0 |
1883,4 |
38 |
— |
— |
293,9 |
249,2 |
217,3 |
193,3 |
|
|
29 |
52,0 |
2033,9 |
41 |
— |
— |
317,3 |
269,0 |
234,5 |
208,6 |
|
|
30 |
54,0 |
2190,1 |
44 |
— |
— |
341,5 |
289,5 |
252,3 |
224,5 |
|
|
31 |
56,0 |
2351,9 |
47 |
— |
— |
366,5 |
310,6 |
270,8 |
240,8 |
|
|
32 |
58,0 |
2519,3 |
51 |
— |
— |
392,9 |
333,1 |
290,4 |
258,3 |
|
|
33 |
60,0 |
2692,4 |
54 |
— |
— |
419,5 |
355,6 |
309,9 |
275,7 |
|
|
34 |
Т7
|
3,0 |
7,5 |
1 |
3,6 |
3,3 |
2,9 |
2,6 |
— |
— |
|
35 |
4,0 |
13,2 |
1 |
5,4 |
4,9 |
4,2 |
3,7 |
— |
— |
|
|
36 |
5,0 |
20,5 |
1 |
— |
5,5 |
5,1 |
4,5 |
4,0 |
2,0 |
|
|
37 |
6,0 |
29,4 |
2 |
— |
8,0 |
7,4 |
6,5 |
5,8 |
5,4 |
|
|
38 |
7,0 |
39,9 |
2 |
— |
10,2 |
9,4 |
8,1 |
7,2 |
6,6 |
|
|
39 |
8,0 |
51,8 |
2 |
— |
12,7 |
11,6 |
10,0 |
8,8 |
8,0 |
|
|
40 |
9,0 |
65,4 |
2 |
— |
15,5 |
14,2 |
12,1 |
10,7 |
9,6 |
|
|
41 |
10,0 |
80,4 |
3 |
— |
19,3 |
17,6 |
15,1 |
13,3 |
12,0 |
|
|
42 |
12,0 |
115,1 |
3 |
— |
— |
22,2 |
19,0 |
16,6 |
14,9 |
|
|
43 |
14,0 |
155,8 |
4 |
— |
— |
29,8 |
25,4 |
22,2 |
19,9 |
|
|
44 |
16,0 |
202,6 |
5 |
— |
— |
38,3 |
32,6 |
28,5 |
25,5 |
|
|
45 |
18,0 |
255,5 |
6 |
— |
— |
48,0 |
40,7 |
35,6 |
31,7 |
|
|
46 |
20,0 |
314,3 |
7 |
— |
— |
58,6 |
49,7 |
43,3 |
38,6 |
|
|
47 |
22,0 |
379,0 |
8 |
— |
— |
64,8 |
55,0 |
48,0 |
42,5 |
|
|
48 |
24,0 |
449,7 |
9 |
— |
— |
76,3 |
64,7 |
56,4 |
50,0 |
|
|
49 |
26,0 |
526,4 |
11 |
— |
— |
89,5 |
75,9 |
66,2 |
58,7 |
|
|
50 |
28,0 |
609,0 |
13 |
— |
— |
103,6 |
87,9 |
76,6 |
67,9 |
|
|
51 |
30,0 |
697,4 |
14 |
— |
— |
117,9 |
99,9 |
87,1 |
77,1 |
|
|
52 |
32,0 |
791,8 |
16 |
— |
— |
124,2 |
105,4 |
92,0 |
81,9 |
|
|
53 |
34,0 |
892,0 |
18 |
— |
— |
139,8 |
118,6 |
103,4 |
92,1 |
|
|
54 |
36,0 |
998,1 |
20 |
— |
— |
156,2 |
132,5 |
115,5 |
102,8 |
|
|
55 |
38,0 |
1110,1 |
23 |
— |
— |
174,0 |
147,7 |
128,9 |
114,7 |
|
|
56 |
40,0 |
1227,9 |
25 |
— |
— |
192,1 |
163,0 |
142,1 |
126,5 |
|
|
57 |
42,0 |
1351,5 |
27 |
— |
— |
211,0 |
178,9 |
156,0 |
138,8 |
|
|
58 |
44,0 |
1480,9 |
30 |
— |
— |
231,4 |
196,2 |
171,1 |
152,3 |
|
|
59 |
46,0 |
1616,2 |
33 |
— |
— |
252,6 |
214,2 |
186,8 |
166,3 |
|
|
60 |
48,0 |
1757,2 |
36 |
— |
— |
274,7 |
232,9 |
203,1 |
180,8 |
|
|
61 |
50,0 |
1904,1 |
39 |
— |
— |
297,5 |
252,3 |
220,0 |
195,8 |
|
|
62 |
52,0 |
2056,7 |
42 |
— |
— |
321,2 |
272,4 |
237,5 |
211,3 |
|
|
63 |
54,0 |
2215,1 |
45 |
— |
— |
345,7 |
293,1 |
255,5 |
227,4 |
|
|
64 |
56,0 |
2379,3 |
48 |
— |
— |
371,0 |
314,5 |
274,2 |
243,9 |
|
|
65 |
58,0 |
2549,2 |
51 |
— |
— |
397,2 |
336,7 |
293,4 |
261,0 |
|
|
66 |
60,0 |
2724,9 |
55 |
— |
— |
424,8 |
360,1 |
313,9 |
279,2 |
|
|
67 |
Т8
|
6,0 |
12,2 |
1 |
— |
3,8 |
3,5 |
3,2 |
2,9 |
2,7 |
|
68 |
7,0 |
15,2 |
1 |
— |
4,4 |
4,1 |
3,6 |
3,3 |
3,0 |
|
|
69 |
8,0 |
18,3 |
1 |
— |
5,1 |
4,7 |
4,1 |
3,7 |
3,4 |
|
|
70 |
9,0 |
21,6 |
1 |
— |
5,8 |
5,3 |
4,6 |
4,2 |
3,8 |
|
|
71 |
10,0 |
28,5 |
2 |
— |
7,8 |
7,2 |
6,4 |
5,7 |
5,2 |
|
|
72 |
12,0 |
38,9 |
1 |
— |
— |
8,0 |
6,9 |
6,1 |
5,5 |
|
|
73 |
14,0 |
50,7 |
1 |
— |
— |
10,0 |
8,6 |
7,5 |
6,8 |
|
|
74 |
16,0 |
58,5 |
2 |
— |
— |
12,0 |
10,3 |
9,1 |
8,2 |
|
|
75 |
18,0 |
73,4 |
2 |
— |
— |
14,5 |
12,4 |
10,9 |
9,8 |
|
|
76 |
20,0 |
90,0 |
2 |
— |
— |
17,3 |
14,0 |
12,9 |
11,6 |
|
|
77 |
22,0 |
108,1 |
3 |
— |
— |
19,6 |
16,8 |
14,8 |
13,2 |
|
|
78 |
24,0 |
127,8 |
3 |
— |
— |
22,6 |
19,3 |
17,0 |
15,1 |
|
|
79 |
26,0 |
149,2 |
3 |
— |
— |
25,9 |
22,1 |
19,3 |
17,2 |
|
|
80 |
28,0 |
172,1 |
4 |
— |
— |
30,1 |
25,7 |
22,5 |
20,0 |
|
|
81 |
30,0 |
196,5 |
4 |
— |
— |
33,9 |
28,8 |
25,2 |
22,4 |
|
|
82 |
32,0 |
222,6 |
5 |
— |
— |
36,0 |
30,7 |
26,9 |
24,1 |
|
|
83 |
34,0 |
250,2 |
5 |
— |
— |
39,9 |
34,0 |
29,7 |
26,5 |
|
|
84 |
36,0 |
279,3 |
6 |
— |
— |
44,7 |
38,1 |
33,3 |
29,8 |
|
|
85 |
38,0 |
310,0 |
7 |
— |
— |
49,7 |
42,4 |
37,1 |
33,2 |
|
|
86 |
40,0 |
342,2 |
7 |
— |
— |
54,3 |
46,2 |
40,4 |
36,0 |
|
|
87 |
42,0 |
375,9 |
8 |
— |
— |
59,8 |
50,8 |
44,5 |
39,7 |
|
|
88 |
44,0 |
411,2 |
9 |
— |
— |
65,4 |
55,7 |
48,7 |
43,5 |
|
|
89 |
46,0 |
448,0 |
9 |
— |
— |
70,7 |
60,0 |
52,4 |
46,7 |
|
|
90 |
48,0 |
486,3 |
10 |
— |
— |
76,8 |
65,2 |
57,0 |
50,8 |
|
|
91 |
50,0 |
526,1 |
11 |
— |
— |
83,1 |
70,6 |
61,7 |
55,0 |
|
|
92 |
52,0 |
567,4 |
12 |
— |
— |
89,6 |
76,1 |
66,5 |
59,3 |
|
|
93 |
54,0 |
610,2 |
13 |
— |
— |
96,4 |
81,9 |
71,5 |
63,8 |
|
|
94 |
56,0 |
654,5 |
14 |
— |
— |
103,3 |
87,8 |
76,7 |
68,4 |
|
|
95 |
58,0 |
700,3 |
14 |
— |
— |
109,8 |
93,2 |
81,3 |
72,4 |
|
|
96 |
60,0 |
747,5 |
15 |
— |
— |
117,2 |
99,5 |
86,8 |
77,3 |
|
|
97 |
64,0 |
846,5 |
17 |
— |
— |
— |
101,8 |
88,9 |
79,3 |
|
|
98 |
68,0 |
951,4 |
19 |
— |
— |
— |
114,2 |
99,8 |
89,0 |
|
|
99 |
72,0 |
1062,2 |
22 |
— |
— |
— |
127,9 |
111,8 |
99,7 |
|
|
100 |
76,0 |
1178,9 |
24 |
— |
— |
— |
141,5 |
123,7 |
110,3 |
|
|
101 |
80,0 |
1301,4 |
26 |
— |
— |
— |
155,8 |
136,1 |
121,3 |
|
|
102 |
Т9
|
12,0 |
20,9 |
1 |
— |
— |
4,9 |
4,4 |
3,9 |
3,6 |
|
103 |
14,0 |
26,1 |
1 |
— |
— |
5,8 |
5,1 |
4,6 |
4,2 |
|
|
104 |
16,0 |
31,7 |
1 |
— |
— |
6,8 |
5,9 |
5,2 |
4,7 |
|
|
105 |
18,0 |
37,6 |
1 |
— |
— |
7,8 |
6,7 |
5,9 |
5,4 |
|
|
106 |
20,0 |
45,7 |
1 |
— |
— |
9,1 |
7,8 |
6,9 |
6,2 |
|
|
107 |
22,0 |
54,4 |
2 |
— |
— |
10,6 |
9,2 |
8,2 |
7,4 |
|
|
108 |
24,0 |
63,9 |
2 |
— |
— |
12,1 |
10,4 |
9,2 |
8,3 |
|
|
109 |
26,0 |
74,0 |
2 |
— |
— |
13,6 |
11,7 |
10,4 |
9,3 |
|
|
110 |
28,0 |
84,9 |
2 |
— |
— |
15,3 |
13,1 |
11,6 |
10,3 |
|
|
111 |
30,0 |
96,4 |
2 |
— |
— |
17,1 |
14,6 |
12,8 |
11,5 |
|
|
112 |
32,0 |
108,5 |
3 |
— |
— |
18,4 |
15,9 |
14,0 |
12,6 |
|
|
113 |
34,0 |
121,4 |
3 |
— |
— |
20,3 |
17,4 |
15,3 |
13,8 |
|
|
114 |
36,0 |
134,8 |
3 |
— |
— |
22,2 |
19,0 |
16,7 |
15,0 |
|
|
115 |
38,0 |
149,0 |
3 |
— |
— |
24,2 |
20,7 |
18,1 |
16,2 |
|
|
116 |
40,0 |
163,7 |
4 |
— |
— |
26,9 |
23,1 |
20,3 |
18,2 |
|
|
117 |
42,0 |
179,1 |
4 |
— |
— |
29,1 |
24,9 |
21,8 |
19,6 |
|
|
118 |
44,0 |
195,1 |
4 |
— |
— |
31,4 |
26,8 |
23,5 |
21,0 |
|
|
119 |
46,0 |
211,8 |
5 |
— |
— |
34,4 |
29,4 |
25,8 |
23,1 |
|
|
120 |
48,0 |
229,0 |
5 |
— |
— |
36,9 |
31,5 |
27,6 |
24,7 |
|
|
121 |
50,0 |
246,9 |
5 |
— |
— |
39,4 |
33,6 |
29,4 |
26,2 |
|
|
122 |
52,0 |
265,4 |
6 |
— |
— |
42,7 |
36,4 |
31,9 |
28,5 |
|
|
123 |
54,0 |
284,5 |
6 |
— |
— |
45,4 |
38,7 |
33,9 |
30,2 |
|
|
124 |
56,0 |
304,2 |
7 |
— |
— |
48,9 |
41,7 |
36,5 |
32,6 |
|
|
125 |
58,0 |
324,5 |
7 |
— |
— |
51,8 |
44,1 |
38,6 |
34,4 |
|
|
126 |
60,0 |
345,4 |
7 |
— |
— |
54,8 |
46,6 |
40,7 |
36,3 |
|
|
127 |
64,0 |
389,0 |
8 |
— |
— |
— |
47,4 |
41,5 |
37,1 |
|
|
128 |
68,0 |
434,9 |
9 |
— |
— |
— |
53,0 |
46,4 |
41,4 |
|
|
129 |
72,0 |
483,2 |
10 |
— |
— |
— |
58,7 |
51,4 |
45,9 |
|
|
130 |
76,0 |
533,8 |
11 |
— |
— |
— |
64,7 |
56,6 |
50,6 |
|
|
131 |
80,0 |
586,6 |
12 |
— |
— |
— |
71,0 |
62,1 |
55,4 |
|
|
132 |
84,0 |
641,8 |
13 |
— |
— |
— |
72,9 |
63,9 |
57,1 |
|
|
133 |
88,0 |
699,2 |
14 |
— |
— |
— |
79,3 |
69,4 |
62,0 |
|
|
134 |
92,0 |
758,8 |
16 |
— |
— |
— |
86,4 |
75,7 |
67,7 |
|
|
135 |
96,0 |
820,6 |
17 |
— |
— |
— |
93,2 |
81,6 |
72,9 |
|
|
136 |
100,0 |
884,7 |
18 |
— |
— |
— |
100,2 |
87,7 |
78,3 |
|
|
137 |
||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |




Швы угловых соединений У8 |
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 5 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У8
|
6,0 |
8,9 |
1 |
— |
3,1 |
2,9 |
2,6 |
2,4 |
2,3 |
|
2 |
7,0 |
11,0 |
1 |
— |
3,5 |
3,3 |
2,9 |
2,7 |
2,5 |
|
|
3 |
8,0 |
13,3 |
1 |
— |
4,0 |
3,7 |
3,3 |
3,0 |
2,8 |
|
|
4 |
9,0 |
15,6 |
1 |
— |
4,5 |
4,2 |
3,7 |
3,3 |
3,1 |
|
|
5 |
10,0 |
18,1 |
1 |
— |
5,0 |
4,6 |
4,0 |
3,6 |
3,3 |
|
|
6 |
12,0 |
23,3 |
1 |
— |
— |
5,3 |
4,6 |
4,2 |
3,8 |
|
|
7 |
14,0 |
25,8 |
1 |
— |
— |
6,2 |
5,4 |
4,8 |
4,4 |
|
|
8 |
16,0 |
34,7 |
1 |
— |
— |
7,2 |
6,3 |
5,6 |
5,0 |
|
|
9 |
18,0 |
44,0 |
1 |
— |
— |
8,8 |
7,6 |
6,7 |
6,0 |
|
|
10 |
20,0 |
53,7 |
2 |
— |
— |
11,2 |
9,6 |
8,6 |
7,7 |
|
|
11 |
22,0 |
64,3 |
2 |
— |
— |
12,1 |
10,5 |
9,3 |
8,4 |
|
|
12 |
24,0 |
75,7 |
2 |
— |
— |
13,9 |
12,0 |
10,6 |
9,5 |
|
|
13 |
26,0 |
88,1 |
2 |
— |
— |
15,8 |
13,6 |
11,9 |
10,7 |
|
|
14 |
28,0 |
101,3 |
2 |
— |
— |
17,9 |
15,3 |
13,4 |
11,9 |
|
|
15 |
30,0 |
115,4 |
3 |
— |
— |
20,8 |
17,8 |
15,6 |
14,0 |
|
|
16 |
32,0 |
130,3 |
3 |
— |
— |
21,6 |
18,5 |
16,3 |
14,6 |
|
|
17 |
34,0 |
146,1 |
3 |
— |
— |
23,8 |
20,3 |
17,9 |
16,0 |
|
|
18 |
36,0 |
162,8 |
4 |
— |
— |
26,9 |
23,0 |
20,3 |
18,2 |
|
|
19 |
38,0 |
180,2 |
4 |
— |
— |
29,4 |
25,1 |
22,0 |
19,7 |
|
|
20 |
40,0 |
198,5 |
4 |
— |
— |
32,0 |
27,3 |
23,9 |
21,4 |
|
|
21 |
42,0 |
217,7 |
5 |
— |
— |
35,4 |
30,2 |
26,6 |
23,8 |
|
|
22 |
44,0 |
237,6 |
5 |
— |
— |
38,3 |
32,6 |
28,6 |
25,6 |
|
|
23 |
46,0 |
258,4 |
6 |
— |
— |
41,9 |
35,8 |
31,4 |
28,1 |
|
|
24 |
48,0 |
280,0 |
6 |
— |
— |
45,0 |
38,3 |
33,6 |
30,0 |
|
|
25 |
50,0 |
302,5 |
7 |
— |
— |
48,9 |
41,7 |
36,6 |
32,7 |
|
|
26 |
52,0 |
325,7 |
7 |
— |
— |
52,2 |
44,5 |
38,9 |
34,8 |
|
|
27 |
54,0 |
349,7 |
7 |
— |
— |
55,6 |
47,3 |
41,4 |
36,9 |
|
|
28 |
56,0 |
374,5 |
8 |
— |
— |
59,9 |
51,0 |
44,6 |
39,8 |
|
|
29 |
58,0 |
400,2 |
8 |
— |
— |
63,5 |
54,0 |
47,2 |
42,1 |
|
|
30 |
60,0 |
426,6 |
9 |
— |
— |
68,0 |
57,8 |
50,6 |
45,2 |
|
|
31 |
64,0 |
481,8 |
10 |
— |
— |
— |
59,0 |
51,7 |
46,2 |
|
|
32 |
68,0 |
540,2 |
11 |
— |
— |
— |
65,9 |
57,7 |
51,5 |
|
|
33 |
72,0 |
601,7 |
12 |
— |
— |
— |
73,1 |
64,0 |
57,1 |
|
|
34 |
76,0 |
666,3 |
14 |
— |
— |
— |
81,3 |
71,2 |
63,7 |
|
|
35 |
80,0 |
733,9 |
15 |
— |
— |
— |
89,2 |
78,1 |
69,7 |
|
|
36 |
84,0 |
804,7 |
17 |
— |
— |
— |
92,4 |
81,0 |
72,5 |
|
|
37 |
88,0 |
878,5 |
18 |
— |
— |
— |
100,4 |
88,0 |
78,7 |
|
|
38 |
92,0 |
955,3 |
20 |
— |
— |
— |
109,4 |
95,9 |
85,8 |
|
|
39 |
96,0 |
1035,2 |
21 |
— |
— |
— |
118,0 |
103,4 |
92,4 |
|
|
40 |
100,0 |
1118,0 |
23 |
— |
— |
— |
127,6 |
111,8 |
99,9 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы нахлесточных, угловых и тавровых соединений
|
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 6 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
1,0 |
1,4 |
1 |
1,5 |
1,5 |
1,4 |
— |
— |
— |
|
2 |
1,5 |
2,7 |
1 |
1,8 |
1,7 |
1,6 |
1,5 |
— |
— |
|
|
3 |
2,0 |
4,2 |
1 |
2,3 |
2,1 |
1,9 |
1,8 |
— |
— |
|
|
4 |
Н2
|
2,5 |
5,9 |
1 |
2,8 |
2,6 |
2,3 |
2,1 |
— |
— |
|
5 |
3,0 |
7,8 |
1 |
3,4 |
3,1 |
2,7 |
2,4 |
— |
— |
|
|
6 |
4,0 |
12,1 |
1 |
4,8 |
4,3 |
3,7 |
3,3 |
— |
— |
|
|
7 |
У4
|
5,0 |
17,1 |
1 |
— |
4,6 |
4,2 |
3,7 |
3,3 |
3,0 |
|
8 |
6,0 |
30,7 |
2 |
— |
8,0 |
7,3 |
6,4 |
5,7 |
5,2 |
|
|
9 |
7,0 |
40,6 |
2 |
— |
10,0 |
9,2 |
7,9 |
7,0 |
6,3 |
|
|
10 |
У5
|
8,0 |
51,7 |
2 |
— |
12,3 |
11,3 |
9,6 |
8,5 |
7,6 |
|
11 |
9,0 |
64,0 |
2 |
— |
14,9 |
13,6 |
11,6 |
10,1 |
9,1 |
|
|
12 |
10,0 |
77,5 |
3 |
— |
18,3 |
16,7 |
14,2 |
12,5 |
11,2 |
|
|
13 |
У7
|
12,0 |
107,8 |
3 |
— |
— |
20,5 |
17,5 |
15,3 |
13,7 |
|
14 |
14,0 |
142,5 |
3 |
— |
— |
26,4 |
22,4 |
19,5 |
17,3 |
|
|
15 |
У10
|
16,0 |
181,5 |
4 |
— |
— |
33,6 |
28,4 |
24,8 |
22,0 |
|
16 |
18,0 |
224,6 |
5 |
— |
— |
41,5 |
35,1 |
30,6 |
27,2 |
|
|
17 |
20,0 |
266,0 |
5 |
— |
— |
46,4 |
38,3 |
34,7 |
30,0 |
|
|
18 |
Т1
|
22,0 |
314,0 |
6 |
— |
— |
53,4 |
44,8 |
38,5 |
34,7 |
|
19 |
Т3
|
24,0 |
364,0 |
7 |
— |
— |
59,9 |
49,0 |
42,9 |
38,1 |
|
20 |
26,0 |
418,0 |
8 |
— |
— |
64,4 |
52,5 |
47,5 |
41,4 |
|
|
21 |
28,0 |
475,3 |
9 |
— |
— |
72,2 |
59,1 |
53,7 |
46,0 |
|
|
11 |
30,0 |
535,4 |
10 |
— |
— |
77,8 |
64,3 |
57,5 |
52,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |





Швы стыковых соединений С2, С4, С8, С10, С17,
|
Полуавтоматическая дуговая сварка труб в среде
|
|||||||||
Карта 7 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С2
|
2,0 |
5,8 |
1 |
3,1 |
2,9 |
2,5 |
2,3 |
— |
— |
|
2 |
2,5 |
7,2 |
1 |
3,5 |
3,3 |
2,9 |
2,6 |
— |
— |
|
|
3 |
3,0 |
8,5 |
1 |
4,0 |
3,7 |
3,2 |
2,8 |
— |
— |
|
|
4 |
4,0 |
11,1 |
1 |
4,9 |
4,5 |
3,8 |
3,4 |
— |
— |
|
|
5 |
5,0 |
13,6 |
1 |
4,2 |
4,0 |
3,5 |
3,1 |
2,9 |
||
|
6 |
С4
|
2,0 |
10,6 |
1 |
4,7 |
4,3 |
3,7 |
3,3 |
— |
— |
|
7 |
2,5 |
12,0 |
1 |
5,2 |
4,7 |
4,1 |
3,6 |
— |
— |
|
|
8 |
3,0 |
13,3 |
1 |
5,6 |
5,1 |
4,4 |
3,8 |
— |
— |
|
|
9 |
4,0 |
15,6 |
1 |
6,4 |
5,8 |
4,9 |
4,3 |
— |
||
|
10 |
С8
|
3,0 |
17,8 |
1 |
7,3 |
6,6 |
5,6 |
4,8 |
— |
— |
|
11 |
4,0 |
25,9 |
1 |
10,0 |
9,1 |
7,6 |
6,5 |
— |
— |
|
|
12 |
5,0 |
34,6 |
2 |
— |
9,8 |
8,8 |
7,8 |
7,0 |
6,3 |
|
|
13 |
6,0 |
43,8 |
2 |
— |
11,9 |
10,6 |
9,4 |
8,3 |
7,5 |
|
|
14 |
7,0 |
53,4 |
2 |
— |
14,2 |
12,6 |
11,1 |
9,8 |
8,8 |
|
|
15 |
8,0 |
63,5 |
2 |
— |
16,5 |
14,6 |
12,8 |
11,3 |
10,1 |
|
|
16 |
9,0 |
88,6 |
3 |
— |
22,9 |
20,3 |
17,8 |
15,6 |
14,0 |
|
|
17 |
10,0 |
104,9 |
3 |
— |
26,7 |
23,5 |
20,7 |
18,1 |
16,1 |
|
|
18 |
12,0 |
140,4 |
3 |
— |
— |
29,0 |
24,6 |
21,5 |
19,1 |
|
|
19 |
14,0 |
179,7 |
4 |
— |
— |
37,1 |
31,4 |
27,4 |
24,4 |
|
|
20 |
16,0 |
222,6 |
5 |
— |
— |
45,8 |
38,8 |
33,8 |
30,1 |
|
|
21 |
18,0 |
268,8 |
6 |
— |
— |
55,1 |
46,7 |
40,6 |
36,2 |
|
|
22 |
20,0 |
318,2 |
7 |
— |
— |
65,1 |
55,0 |
47,9 |
42,7 |
|
|
23 |
С10
|
2,0 |
20,6 |
1 |
8,2 |
7,5 |
6,3 |
5,4 |
— |
— |
|
24 |
2,5 |
25,5 |
1 |
9,9 |
8,9 |
7,5 |
6,4 |
— |
— |
|
|
25 |
3,0 |
30,4 |
2 |
12,2 |
11,1 |
9,3 |
8,1 |
— |
— |
|
|
26 |
4,0 |
39,9 |
2 |
15,5 |
14,0 |
11,7 |
10,0 |
— |
— |
|
|
27 |
5,0 |
49,4 |
2 |
— |
14,8 |
12,4 |
11,0 |
9,2 |
8,2 |
|
|
28 |
6,0 |
58,7 |
2 |
— |
15,4 |
13,6 |
12,0 |
10,6 |
9,4 |
|
|
29 |
7,0 |
68,0 |
3 |
— |
18,2 |
16,1 |
14,3 |
12,6 |
11,3 |
|
|
30 |
8,0 |
103,1 |
3 |
— |
26,3 |
23,2 |
20,3 |
17,8 |
15,8 |
|
|
31 |
9,0 |
123,4 |
4 |
— |
31,6 |
27,9 |
24,5 |
21,5 |
19,1 |
|
|
32 |
10,0 |
144,9 |
4 |
— |
36,6 |
32,2 |
28,2 |
24,7 |
21,9 |
|
|
33 |
12,0 |
191,3 |
4 |
— |
— |
39,3 |
33,2 |
28,9 |
25,8 |
|
|
34 |
14,0 |
241,9 |
5 |
— |
— |
49,4 |
41,8 |
36,4 |
32,4 |
|
|
35 |
16,0 |
296,6 |
6 |
— |
— |
60,4 |
51,0 |
44,3 |
39,5 |
|
|
36 |
18,0 |
354,9 |
8 |
— |
— |
72,6 |
61,4 |
53,5 |
47,6 |
|
|
37 |
20,0 |
416,7 |
9 |
— |
— |
84,9 |
71,8 |
62,4 |
55,5 |
|
|
38 |
С17
|
3,0 |
16,1 |
1 |
6,7 |
6,1 |
5,2 |
4,5 |
— |
— |
|
39 |
4,0 |
24,0 |
1 |
9,4 |
8,5 |
7,1 |
6,1 |
— |
— |
|
|
40 |
5,0 |
32,7 |
2 |
— |
9,4 |
8,4 |
7,5 |
6,7 |
6,1 |
|
|
41 |
6,0 |
42,1 |
2 |
— |
11,5 |
10,3 |
9,1 |
8,1 |
7,3 |
|
|
42 |
7,0 |
52,1 |
2 |
— |
13,9 |
12,3 |
10,9 |
9,6 |
8,6 |
|
|
43 |
8,0 |
62,6 |
2 |
— |
16,3 |
14,4 |
12,7 |
11,1 |
10,0 |
|
|
44 |
9,0 |
87,8 |
3 |
— |
22,7 |
20,1 |
17,7 |
15,5 |
13,9 |
|
|
45 |
10,0 |
103,2 |
3 |
— |
26,3 |
23,2 |
20,4 |
17,8 |
15,9 |
|
|
46 |
12,0 |
136,7 |
3 |
— |
— |
28,4 |
24,0 |
21,0 |
18,7 |
|
|
47 |
14,0 |
173,4 |
4 |
— |
— |
35,9 |
30,4 |
26,5 |
23,7 |
|
|
48 |
16,0 |
213,0 |
5 |
— |
— |
44,0 |
37,3 |
32,5 |
29,0 |
|
|
49 |
18,0 |
255,3 |
6 |
— |
— |
52,6 |
44,5 |
38,8 |
34,6 |
|
|
50 |
20,0 |
300,3 |
6 |
— |
— |
61,1 |
51,6 |
44,8 |
39,9 |
|
|
51 |
С18
|
2,0 |
17,0 |
1 |
7,0 |
6,4 |
5,4 |
4,7 |
— |
— |
|
52 |
2,5 |
21,5 |
1 |
8,6 |
7,7 |
6,5 |
5,6 |
— |
— |
|
|
53 |
3,0 |
26,1 |
1 |
10,1 |
9,1 |
7,6 |
6,5 |
— |
— |
|
|
54 |
4,0 |
35,3 |
2 |
13,9 |
12,6 |
10,5 |
9,1 |
— |
— |
|
|
55 |
5,0 |
48,3 |
2 |
13,4 |
11,3 |
9,6 |
8,5 |
8,1 |
||
|
56 |
6,0 |
54,1 |
2 |
— |
14,3 |
12,7 |
11,2 |
9,9 |
8,8 |
|
|
57 |
7,0 |
64,3 |
2 |
— |
16,7 |
14,8 |
13,0 |
11,4 |
10,2 |
|
|
58 |
8,0 |
80,8 |
3 |
— |
21,1 |
18,7 |
16,5 |
14,5 |
13,0 |
|
|
59 |
9,0 |
98,9 |
3 |
— |
25,3 |
22,3 |
19,6 |
17,2 |
15,3 |
|
|
60 |
10,0 |
118,4 |
4 |
— |
30,5 |
26,9 |
23,7 |
20,7 |
18,5 |
|
|
61 |
12,0 |
161,8 |
4 |
— |
— |
33,7 |
28,6 |
25,0 |
22,3 |
|
|
62 |
14,0 |
210,7 |
5 |
— |
— |
43,6 |
36,9 |
32,2 |
28,7 |
|
|
63 |
16,0 |
264,8 |
6 |
— |
— |
54,4 |
46,0 |
40,1 |
35,7 |
|
|
64 |
18,0 |
323,9 |
7 |
— |
— |
66,2 |
55,9 |
48,7 |
43,3 |
|
|
65 |
20,0 |
387,9 |
8 |
— |
— |
78,9 |
66,6 |
57,9 |
51,5 |
|
|
66 |
22,0 |
456,6 |
10 |
— |
— |
85,7 |
72,7 |
63,2 |
56,0 |
|
|
67 |
24,0 |
529,9 |
11 |
— |
— |
99,0 |
83,9 |
72,9 |
64,5 |
|
|
68 |
26,0 |
607,7 |
13 |
— |
— |
113,6 |
96,3 |
83,7 |
74,1 |
|
|
69 |
28,0 |
689,8 |
14 |
— |
— |
128,4 |
108,8 |
94,4 |
83,5 |
|
|
70 |
30,0 |
776,2 |
16 |
— |
— |
144,5 |
122,4 |
106,3 |
94,0 |
|
|
71 |
32,0 |
866,9 |
18 |
— |
— |
149,8 |
127,0 |
110,6 |
98,4 |
|
|
72 |
34,0 |
961,6 |
20 |
— |
— |
166,1 |
140,7 |
122,6 |
109,0 |
|
|
73 |
36,0 |
1060,4 |
22 |
— |
— |
183,0 |
155,0 |
135,1 |
120,1 |
|
|
74 |
38,0 |
1163,2 |
24 |
— |
— |
200,6 |
169,9 |
148,0 |
131,5 |
|
|
75 |
40,0 |
1269,9 |
26 |
— |
— |
218,7 |
185,2 |
161,3 |
143,3 |
|
|
76 |
С49
|
6,0 |
54,6 |
2 |
— |
14,4 |
12,8 |
11,3 |
9,9 |
8,9 |
|
77 |
7,0 |
70,1 |
3 |
— |
18,6 |
16,5 |
14,6 |
12,9 |
11,6 |
|
|
78 |
8,0 |
87,0 |
3 |
— |
22,6 |
19,9 |
17,6 |
15,4 |
13,7 |
|
|
79 |
9,0 |
105,3 |
3 |
— |
26,8 |
23,6 |
20,7 |
18,1 |
16,1 |
|
|
80 |
10,0 |
124,9 |
4 |
— |
32,0 |
28,2 |
24,8 |
21,7 |
19,3 |
|
|
81 |
12,0 |
167,9 |
4 |
— |
— |
34,9 |
29,6 |
25,8 |
23,0 |
|
|
82 |
14,0 |
215,6 |
5 |
— |
— |
44,5 |
37,7 |
32,8 |
29,3 |
|
|
83 |
16,0 |
267,7 |
6 |
— |
— |
54,9 |
46,5 |
40,5 |
36,1 |
|
|
84 |
18,0 |
324,0 |
7 |
— |
— |
66,2 |
56,0 |
48,7 |
43,3 |
|
|
85 |
20,0 |
384,4 |
8 |
— |
— |
78,2 |
66,1 |
57,4 |
51,1 |
|
|
86 |
С50
|
6,0 |
85,6 |
3 |
— |
22,2 |
19,7 |
17,3 |
15,2 |
13,6 |
|
87 |
7,0 |
103,8 |
3 |
— |
26,3 |
23,3 |
20,5 |
17,9 |
15,9 |
|
|
88 |
8,0 |
122,7 |
4 |
— |
31,5 |
27,8 |
24,4 |
21,4 |
19,0 |
|
|
89 |
9,0 |
142,3 |
4 |
— |
36,0 |
31,7 |
27,8 |
24,3 |
21,6 |
|
|
90 |
10,0 |
162,3 |
5 |
— |
41,3 |
36,4 |
31,9 |
27,9 |
24,8 |
|
|
91 |
12,0 |
204,0 |
5 |
— |
— |
42,3 |
35,9 |
31,3 |
27,9 |
|
|
92 |
14,0 |
247,5 |
5 |
— |
— |
50,5 |
42,7 |
37,1 |
33,0 |
|
|
93 |
16,0 |
292,6 |
6 |
— |
— |
59,6 |
50,4 |
43,8 |
39,0 |
|
|
94 |
18,0 |
339,1 |
7 |
— |
— |
69,0 |
58,3 |
50,7 |
45,1 |
|
|
95 |
20,0 |
387,0 |
8 |
— |
— |
78,7 |
66,5 |
57,8 |
51,4 |
|
|
96 |
С51
|
2,0 |
19,4 |
1 |
7,8 |
7,1 |
6,0 |
5,2 |
— |
— |
|
97 |
2,5 |
23,2 |
1 |
9,1 |
8,3 |
6,9 |
6,0 |
— |
— |
|
|
98 |
3,0 |
26,9 |
1 |
10,4 |
9,4 |
7,8 |
6,7 |
— |
— |
|
|
99 |
4,0 |
34,0 |
2 |
13,5 |
12,2 |
10,2 |
8,8 |
— |
— |
|
|
100 |
5,0 |
40,7 |
2 |
— |
12,5 |
11,0 |
8,9 |
7,9 |
7,1 |
|
|
101 |
6,0 |
47,2 |
2 |
— |
12,7 |
11,3 |
10,0 |
8,8 |
7,9 |
|
|
102 |
С52
|
7,0 |
102,5 |
3 |
— |
26,2 |
23,1 |
20,3 |
17,7 |
15,8 |
|
103 |
8,0 |
121,9 |
4 |
— |
31,3 |
27,6 |
24,3 |
21,3 |
18,9 |
|
|
104 |
9,0 |
142,1 |
4 |
— |
35,9 |
31,7 |
27,8 |
24,3 |
21,5 |
|
|
105 |
10,0 |
163,0 |
5 |
— |
41,4 |
36,5 |
32,0 |
28,0 |
24,9 |
|
|
106 |
12,0 |
206,5 |
5 |
— |
— |
42,8 |
36,2 |
31,6 |
28,2 |
|
|
107 |
14,0 |
252,3 |
5 |
— |
— |
51,4 |
43,4 |
37,8 |
33,6 |
|
|
108 |
16,0 |
300,1 |
6 |
— |
— |
61,0 |
51,6 |
44,8 |
39,9 |
|
|
109 |
18,0 |
349,7 |
7 |
— |
— |
71,0 |
60,0 |
52,1 |
46,4 |
|
|
110 |
20,0 |
401,0 |
8 |
— |
— |
81,3 |
68,7 |
59,7 |
53,1 |
|
|
111 |
22,0 |
453,9 |
10 |
— |
— |
85,3 |
72,3 |
62,9 |
55,7 |
|
|
112 |
24,0 |
508,2 |
11 |
— |
— |
95,2 |
80,8 |
70,2 |
62,1 |
|
|
113 |
26,0 |
563,9 |
12 |
— |
— |
105,5 |
89,4 |
77,7 |
68,7 |
|
|
114 |
28,0 |
620,9 |
13 |
— |
— |
115,9 |
98,2 |
85,3 |
75,5 |
|
|
115 |
30,0 |
679,1 |
14 |
— |
— |
126,6 |
107,2 |
93,1 |
82,3 |
|
|
116 |
32,0 |
738,5 |
15 |
— |
— |
127,6 |
108,1 |
94,2 |
83,8 |
|
|
117 |
34,0 |
799,0 |
16 |
— |
— |
137,8 |
116,7 |
101,7 |
90,4 |
|
|
118 |
36,0 |
860,6 |
18 |
— |
— |
148,8 |
126,1 |
109,9 |
97,8 |
|
|
119 |
38,0 |
923,2 |
19 |
— |
— |
159,4 |
135,0 |
117,6 |
104,6 |
|
|
120 |
40,0 |
986,8 |
20 |
— |
— |
170,1 |
144,1 |
125,5 |
111,5 |
|
|
121 |
42,0 |
1051,4 |
21 |
— |
— |
181,0 |
153,2 |
133,4 |
118,5 |
|
|
122 |
44,0 |
1116,9 |
23 |
— |
— |
192,6 |
163,1 |
142,1 |
126,3 |
|
|
123 |
46,0 |
1183,3 |
24 |
— |
203,7 |
172,5 |
150,2 |
133,5 |
||
|
124 |
48,0 |
1250,5 |
25 |
— |
— |
215,0 |
182,0 |
158,5 |
140,8 |
|
|
125 |
50,0 |
1318,6 |
27 |
— |
— |
227,1 |
192,3 |
167,4 |
148,8 |
|
|
126 |
52,0 |
1387,6 |
28 |
— |
— |
238,6 |
202,0 |
175,9 |
156,3 |
|
|
127 |
54,0 |
1457,3 |
30 |
— |
— |
250,9 |
212,5 |
185,0 |
164,4 |
|
|
128 |
56,0 |
1527,8 |
31 |
— |
— |
262,7 |
222,4 |
193,6 |
172,0 |
|
|
129 |
58,0 |
1599,0 |
32 |
— |
— |
274,6 |
232,5 |
202,3 |
179,7 |
|
|
130 |
60,0 |
1671,0 |
34 |
— |
— |
287,3 |
243,2 |
211,7 |
188,1 |
|
|
131 |
С53
|
16,0 |
296,2 |
6 |
— |
— |
60,3 |
51,0 |
44,3 |
39,4 |
|
132 |
18,0 |
346,1 |
7 |
— |
— |
70,3 |
59,4 |
51,6 |
45,9 |
|
|
133 |
20,0 |
397,9 |
8 |
— |
— |
80,7 |
68,2 |
59,2 |
52,7 |
|
|
134 |
22,0 |
451,3 |
9 |
— |
— |
84,2 |
71,3 |
62,0 |
54,8 |
|
|
135 |
24,0 |
506,3 |
11 |
— |
— |
94,9 |
80,5 |
70,0 |
61,9 |
|
|
136 |
26,0 |
562,9 |
12 |
— |
— |
105,3 |
89,3 |
77,6 |
68,6 |
|
|
137 |
28,0 |
620,8 |
13 |
— |
— |
115,9 |
98,2 |
85,3 |
75,5 |
|
|
138 |
30,0 |
680,1 |
14 |
— |
— |
126,7 |
107,4 |
93,2 |
82,4 |
|
|
139 |
32,0 |
740,7 |
15 |
— |
— |
128,0 |
108,4 |
94,5 |
84,0 |
|
|
140 |
34,0 |
802,5 |
17 |
— |
— |
139,0 |
117,8 |
102,7 |
91,4 |
|
|
141 |
36,0 |
865,5 |
18 |
— |
— |
149,6 |
126,8 |
110,5 |
98,2 |
|
|
142 |
38,0 |
929,6 |
19 |
— |
— |
160,4 |
135,9 |
118,4 |
105,2 |
|
|
143 |
40,0 |
994,8 |
20 |
— |
— |
171,4 |
145,1 |
126,4 |
112,3 |
|
|
144 |
42,0 |
1061,1 |
22 |
— |
— |
183,1 |
155,1 |
135,1 |
120,1 |
|
|
145 |
44,0 |
1128,4 |
23 |
— |
— |
194,4 |
164,6 |
143,4 |
127,4 |
|
|
146 |
46,0 |
1196,7 |
24 |
— |
— |
205,9 |
174,3 |
151,7 |
134,8 |
|
|
147 |
48,0 |
1266,0 |
26 |
— |
— |
218,1 |
184,7 |
160,8 |
142,9 |
|
|
148 |
50,0 |
1336,2 |
27 |
— |
— |
229,8 |
194,6 |
169,4 |
150,5 |
|
|
149 |
52,0 |
1407,3 |
29 |
— |
— |
242,4 |
205,2 |
176,7 |
158,8 |
|
|
150 |
54,0 |
1479,3 |
30 |
— |
— |
254,4 |
215,4 |
187,5 |
166,6 |
|
|
151 |
56,0 |
1552,1 |
31 |
— |
— |
266,6 |
225,6 |
196,4 |
174,4 |
|
|
152 |
58,0 |
1625,9 |
33 |
— |
— |
279,5 |
236,6 |
206,0 |
183,0 |
|
|
153 |
60,0 |
1700,4 |
34 |
— |
— |
292,0 |
247,1 |
215,1 |
191,0 |
|
|
154 |
С54
|
3,0 |
22,2 |
1 |
8,8 |
7,9 |
6,7 |
5,7 |
— |
— |
|
155 |
4,0 |
31,4 |
2 |
12,6 |
11,4 |
9,6 |
8,3 |
— |
— |
|
|
156 |
5,0 |
41,1 |
2 |
— |
11,8 |
10,1 |
8,9 |
7,9 |
7,2 |
|
|
157 |
6,0 |
51,2 |
2 |
— |
13,7 |
12,1 |
10,7 |
9,4 |
8,5 |
|
|
158 |
7,0 |
61,7 |
2 |
— |
16,1 |
14,2 |
12,5 |
11,0 |
9,8 |
|
|
159 |
8,0 |
72,5 |
3 |
— |
19,2 |
17,0 |
15,0 |
13,2 |
11,9 |
|
|
160 |
9,0 |
96,5 |
3 |
— |
24,8 |
21,9 |
19,2 |
16,8 |
15,0 |
|
|
161 |
10,0 |
114,4 |
4 |
— |
29,5 |
26,1 |
23,0 |
20,1 |
18,0 |
|
|
162 |
12,0 |
153,6 |
4 |
— |
— |
32,2 |
27,3 |
23,9 |
21,3 |
|
|
163 |
14,0 |
197,1 |
4 |
— |
— |
40,4 |
34,1 |
29,7 |
26,5 |
|
|
164 |
16,0 |
244,6 |
5 |
— |
— |
46,9 |
42,2 |
36,7 |
32,7 |
|
|
165 |
18,0 |
295,9 |
6 |
— |
— |
60,2 |
50,9 |
44,3 |
39,4 |
|
|
166 |
20,0 |
350,8 |
7 |
— |
— |
71,2 |
60,2 |
52,3 |
46,5 |
|
|
167 |
22,0 |
409,2 |
9 |
— |
— |
76,9 |
65,3 |
56,8 |
50,3 |
|
|
168 |
24,0 |
471,0 |
10 |
— |
— |
88,2 |
74,8 |
65,0 |
57,5 |
|
|
169 |
25,0 |
503,1 |
11 |
— |
— |
94,4 |
80,0 |
69,6 |
61,6 |
|
|
170 |
С55
|
3,0 |
23,3 |
1 |
9,1 |
8,3 |
6,9 |
6,0 |
— |
— |
|
171 |
4,0 |
33,8 |
2 |
13,4 |
12,1 |
10,2 |
8,8 |
— |
— |
|
|
172 |
5,0 |
45,2 |
2 |
— |
12,3 |
10,9 |
9,7 |
8,6 |
7,7 |
|
|
173 |
6,0 |
57,4 |
2 |
— |
15,1 |
13,4 |
11,8 |
10,4 |
9,3 |
|
|
174 |
7,0 |
70,1 |
3 |
— |
18,7 |
16,6 |
14,6 |
12,9 |
11,6 |
|
|
175 |
8,0 |
83,4 |
3 |
— |
21,7 |
19,2 |
16,9 |
14,9 |
13,3 |
|
|
176 |
9,0 |
107,3 |
3 |
— |
27,3 |
24,0 |
21,1 |
18,4 |
16,4 |
|
|
177 |
10,0 |
128,3 |
4 |
— |
32,8 |
28,9 |
25,4 |
22,2 |
19,8 |
|
|
178 |
12,0 |
174,9 |
4 |
— |
— |
36,2 |
30,7 |
26,7 |
23,8 |
|
|
179 |
14,0 |
227,3 |
5 |
— |
— |
46,7 |
39,5 |
34,4 |
30,7 |
|
|
180 |
16,0 |
285,2 |
6 |
— |
— |
58,2 |
49,2 |
42,8 |
38,1 |
|
|
181 |
18,0 |
348,4 |
7 |
— |
— |
70,8 |
59,8 |
51,9 |
46,2 |
|
|
182 |
20,0 |
416,7 |
9 |
— |
— |
84,9 |
71,8 |
62,4 |
55,5 |
|
|
183 |
22,0 |
490,0 |
10 |
— |
— |
91,5 |
77,5 |
67,3 |
59,6 |
|
|
184 |
24,0 |
568,0 |
12 |
— |
— |
106,2 |
90,0 |
78,2 |
69,2 |
|
|
185 |
25,0 |
608,8 |
13 |
— |
— |
113,8 |
96,5 |
83,8 |
74,2 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |








Швы стыковых соединений С54 |
Полуавтоматическая дуговая сварка труб в среде
|
|||||||||
Карта 8 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С54
|
3 — 25 |
4,5 |
1 |
2,7 |
2,4 |
2,2 |
2,0 |
1,9 |
1,8 |
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы угловых соединений У17, У19, У20 |
Полуавтоматическая дуговая сварка труб в среде
|
|||||||||
Карта 9 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У17
|
2,0 |
8,5 |
1 |
4,1 |
3,8 |
3,3 |
3,0 |
— |
— |
|
2 |
2,5 |
12,0 |
1 |
5,3 |
4,9 |
4,2 |
3,7 |
— |
— |
|
|
3 |
3,0 |
15,9 |
1 |
6,7 |
6,1 |
5,2 |
4,5 |
— |
— |
|
|
4 |
4,0 |
24,9 |
1 |
9,8 |
8,8 |
7,4 |
6,4 |
— |
— |
|
|
5 |
5,0 |
35,2 |
2 |
— |
10,1 |
9,0 |
8,0 |
7,2 |
6,5 |
|
|
6 |
6,0 |
46,8 |
2 |
— |
12,7 |
11,3 |
10,1 |
8,9 |
8,0 |
|
|
7 |
7,0 |
59,4 |
2 |
— |
15,7 |
13,9 |
12,3 |
10,8 |
9,6 |
|
|
8 |
8,0 |
73,1 |
3 |
— |
19,5 |
17,3 |
15,3 |
13,5 |
12,1 |
|
|
9 |
9,0 |
87,8 |
3 |
— |
22,9 |
20,3 |
17,9 |
15,7 |
14,0 |
|
|
10 |
10,0 |
103,4 |
3 |
— |
26,5 |
23,4 |
20,6 |
18,0 |
16,1 |
|
|
11 |
12,0 |
137,2 |
3 |
— |
— |
28,6 |
24,3 |
21,2 |
18,9 |
|
|
12 |
14,0 |
174,2 |
4 |
— |
— |
36,3 |
30,8 |
26,9 |
24,0 |
|
|
13 |
16,0 |
214,3 |
5 |
— |
— |
44,5 |
37,8 |
33,0 |
29,4 |
|
|
14 |
18,0 |
257,3 |
6 |
— |
— |
53,3 |
45,2 |
39,4 |
35,2 |
|
|
15 |
20,0 |
303,0 |
7 |
— |
— |
62,7 |
53,1 |
46,3 |
41,3 |
|
|
16 |
22,0 |
390,9 |
8 |
— |
— |
73,6 |
62,5 |
54,4 |
48,2 |
|
|
17 |
24,0 |
457,8 |
10 |
— |
— |
86,6 |
73,5 |
64,0 |
56,7 |
|
|
18 |
25,0 |
493,1 |
10 |
— |
— |
92,6 |
78,6 |
68,3 |
60,5 |
|
|
19 |
У19
|
4,0 |
48,3 |
2 |
18,7 |
16,9 |
14,1 |
12,1 |
— |
— |
|
20 |
5,0 |
63,8 |
2 |
— |
16,9 |
15,0 |
13,2 |
11,6 |
10,4 |
|
|
21 |
6,0 |
80,1 |
3 |
— |
21,4 |
19,0 |
16,8 |
14,8 |
13,3 |
|
|
22 |
7,0 |
97,0 |
3 |
— |
25,3 |
22,4 |
19,8 |
17,4 |
15,5 |
|
|
23 |
8,0 |
114,6 |
4 |
— |
30,2 |
26,7 |
23,6 |
20,7 |
18,6 |
|
|
24 |
9,0 |
132,6 |
4 |
— |
34,4 |
30,4 |
26,7 |
23,4 |
20,9 |
|
|
25 |
10,0 |
151,2 |
5 |
— |
39,4 |
34,9 |
30,7 |
27,0 |
24,1 |
|
|
26 |
12,0 |
236,9 |
5 |
— |
— |
49,2 |
41,8 |
36,4 |
32,5 |
|
|
27 |
14,0 |
297,2 |
6 |
— |
— |
61,4 |
52,0 |
45,3 |
40,4 |
|
|
28 |
16,0 |
361,8 |
8 |
— |
— |
75,1 |
63,7 |
55,5 |
49,6 |
|
|
29 |
18,0 |
430,3 |
9 |
— |
— |
88,8 |
75,2 |
65,5 |
58,4 |
|
|
30 |
20,0 |
502,5 |
11 |
— |
— |
103,9 |
88,1 |
76,8 |
68,5 |
|
|
31 |
22,0 |
578,2 |
12 |
— |
— |
109,6 |
93,2 |
81,2 |
72,0 |
|
|
32 |
24,0 |
657,2 |
14 |
— |
— |
124,8 |
106,1 |
92,4 |
82,0 |
|
|
33 |
25,0 |
697,9 |
14 |
— |
— |
131,8 |
111,9 |
97,4 |
86,3 |
|
|
34 |
У20
|
4,0 |
52,4 |
2 |
20,1 |
18,1 |
15,1 |
12,9 |
— |
— |
|
35 |
5,0 |
61,1 |
2 |
— |
16,3 |
14,4 |
12,7 |
11,2 |
10,1 |
|
|
36 |
6,0 |
117,1 |
4 |
— |
30,8 |
27,2 |
24,0 |
21,1 |
18,9 |
|
|
37 |
7,0 |
149,2 |
5 |
— |
39,0 |
34,5 |
30,4 |
26,7 |
23,8 |
|
|
38 |
8,0 |
184,1 |
5 |
— |
47,0 |
41,5 |
36,4 |
31,9 |
28,4 |
|
|
39 |
9,0 |
232,6 |
7 |
— |
59,8 |
52,8 |
46,4 |
40,6 |
36,2 |
|
|
40 |
10,0 |
270,9 |
8 |
— |
69,4 |
61,3 |
53,8 |
47,1 |
42,0 |
|
|
41 |
12,0 |
352,9 |
8 |
— |
— |
73,4 |
62,3 |
54,3 |
48,5 |
|
|
42 |
14,0 |
441,2 |
9 |
— |
— |
90,8 |
76,9 |
67,0 |
59,7 |
|
|
43 |
16,0 |
535,4 |
11 |
— |
— |
110,1 |
93,2 |
81,2 |
72,4 |
|
|
44 |
18,0 |
635,0 |
13 |
— |
— |
130,4 |
110,4 |
96,1 |
85,7 |
|
|
45 |
20,0 |
739,8 |
15 |
— |
— |
151,7 |
128,4 |
111,7 |
99,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |



Швы нахлесточных и угловых соединений Н1, Н3, Н4,
|
Полуавтоматическая дуговая сварка труб в среде
|
|||||||||
Карта 10 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
2,0 |
4,5 |
1 |
2,7 |
2,5 |
2,2 |
2,0 |
— |
— |
|
2 |
2,5 |
6,6 |
1 |
3,4 |
3,1 |
2,8 |
2,5 |
— |
— |
|
|
3 |
Н3
|
3,0 |
9,1 |
1 |
4,2 |
3,9 |
3,3 |
3,0 |
— |
— |
|
4 |
4,0 |
14,8 |
1 |
6,2 |
5,6 |
4,8 |
4,2 |
— |
— |
|
|
5 |
5,0 |
21,6 |
1 |
— |
6,1 |
5,4 |
4,9 |
4,3 |
3,9 |
|
|
6 |
Н4
|
6,0 |
29,4 |
2 |
— |
8,5 |
7,6 |
6,8 |
6,1 |
5,5 |
|
7 |
7,0 |
38,1 |
2 |
— |
10,5 |
9,4 |
8,4 |
7,4 |
6,7 |
|
|
8 |
У5
|
8,0 |
47,8 |
2 |
— |
12,8 |
11,4 |
10,0 |
8,8 |
7,9 |
|
9 |
9,0 |
58,4 |
2 |
— |
15,5 |
13,5 |
11,9 |
10,4 |
9,3 |
|
|
10 |
У7
|
10,0 |
69,8 |
3 |
— |
18,5 |
16,4 |
14,5 |
12,7 |
11,4 |
|
11 |
12,0 |
95,0 |
2 |
— |
— |
19,8 |
16,8 |
14,6 |
13,1 |
|
|
12 |
14,0 |
123,3 |
3 |
— |
— |
25,7 |
21,8 |
19,1 |
17,0 |
|
|
13 |
У8
|
16,0 |
154,6 |
4 |
— |
— |
32,2 |
27,4 |
23,9 |
21,3 |
|
14 |
18,0 |
188,7 |
4 |
— |
— |
38,7 |
32,7 |
28,5 |
25,4 |
|
|
15 |
У15
У16
|
20,0 |
225,5 |
5 |
— |
— |
46,2 |
39,1 |
34,0 |
30,3 |
|
16 |
22,0 |
287,6 |
6 |
— |
— |
53,9 |
45,7 |
39,7 |
35,2 |
|
|
17 |
|
24,0 |
337,9 |
7 |
— |
— |
63,2 |
53,5 |
46,5 |
41,2 |
|
18 |
У17
У18
|
26,0 |
391,8 |
8 |
— |
— |
73,1 |
61,9 |
53,8 |
47,5 |
|
Индекс |
а |
б |
в |
г |
д |
е |







Швы стыковых соединений С1, С2, С3, С4, С6, С7,
|
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 11 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С1
|
0,5 |
5,4 |
1 |
3,3 |
3,1 |
2,9 |
— |
— |
— |
|
2 |
0,8 |
5,5 |
1 |
3,4 |
3,1 |
2,9 |
— |
— |
— |
|
|
3 |
1,0 |
5,5 |
1 |
3,4 |
3,1 |
2,9 |
— |
— |
— |
|
|
4 |
1,5 |
7,3 |
1 |
3,6 |
3,3 |
2,9 |
2,6 |
— |
— |
|
|
5 |
2,0 |
9,4 |
1 |
4,4 |
4,0 |
3,4 |
3,0 |
— |
— |
|
|
6 |
2,5 |
11,4 |
1 |
5,1 |
4,6 |
3,9 |
3,4 |
— |
— |
|
|
7 |
3,0 |
13,3 |
1 |
5,8 |
5,3 |
4,4 |
3,9 |
— |
— |
|
|
8 |
4,0 |
17,1 |
1 |
7,2 |
6,5 |
5,4 |
4,7 |
— |
— |
|
|
9 |
С2
|
0,8 |
5,6 |
1 |
3,4 |
3,1 |
2,9 |
— |
— |
— |
|
10 |
1,0 |
5,8 |
1 |
3,5 |
3,2 |
3,0 |
— |
— |
— |
|
|
11 |
1,5 |
7,0 |
1 |
3,6 |
3,4 |
3,1 |
2,1 |
— |
— |
|
|
12 |
2,0 |
8,0 |
1 |
4,0 |
3,6 |
3,2 |
2,3 |
— |
— |
|
|
13 |
2,5 |
11,0 |
1 |
4,9 |
4,5 |
3,8 |
3,4 |
— |
— |
|
|
14 |
3,0 |
11,4 |
1 |
5,1 |
4,6 |
3,9 |
3,4 |
— |
— |
|
|
15 |
4,0 |
12,1 |
1 |
5,4 |
4,9 |
4,1 |
3,6 |
— |
— |
|
|
16 |
5,0 |
18,7 |
1 |
— |
5,5 |
5,1 |
4,4 |
3,9 |
3,5 |
|
|
17 |
6,0 |
19,7 |
1 |
— |
5,8 |
5,3 |
4,6 |
4,1 |
3,7 |
|
|
18 |
С3
|
0,5 |
5,4 |
1 |
3,3 |
3,1 |
2,8 |
— |
— |
— |
|
19 |
0,8 |
10,0 |
1 |
5,3 |
4,8 |
4,4 |
— |
— |
— |
|
|
20 |
1,0 |
10,0 |
1 |
5,3 |
4,8 |
4,4 |
— |
— |
— |
|
|
21 |
1,5 |
12,3 |
1 |
5,4 |
4,9 |
4,6 |
3,7 |
— |
— |
|
|
22 |
2,0 |
17,9 |
1 |
7,5 |
6,7 |
5,6 |
4,9 |
— |
— |
|
|
23 |
2,5 |
23,9 |
1 |
9,6 |
8,6 |
7,2 |
6,2 |
— |
— |
|
|
24 |
3,0 |
30,3 |
2 |
12,5 |
11,2 |
9,4 |
8,1 |
— |
— |
|
|
25 |
4,0 |
43,9 |
2 |
17,4 |
15,6 |
12,9 |
11,0 |
— |
— |
|
|
26 |
С4
|
0,8 |
8,0 |
1 |
4,7 |
4,2 |
4,0 |
— |
— |
— |
|
27 |
1,0 |
9,0 |
1 |
5,2 |
4,6 |
4,3 |
— |
— |
— |
|
|
28 |
1,5 |
13,1 |
1 |
5,7 |
5,2 |
4,4 |
3,8 |
— |
— |
|
|
29 |
2,0 |
13,8 |
1 |
6,0 |
5,4 |
4,6 |
4,0 |
— |
— |
|
|
30 |
2,5 |
14,3 |
1 |
6,2 |
5,6 |
4,7 |
4,1 |
— |
— |
|
|
31 |
3,0 |
20,5 |
1 |
8,4 |
7,5 |
6,3 |
5,4 |
— |
— |
|
|
32 |
4,0 |
21,5 |
1 |
8,8 |
7,9 |
6,6 |
5,6 |
— |
— |
|
|
33 |
5,0 |
33,2 |
2 |
— |
9,6 |
8,8 |
7,6 |
6,7 |
6,1 |
|
|
34 |
6,0 |
38,8 |
2 |
— |
11,0 |
10,0 |
8,6 |
7,6 |
6,8 |
|
|
35 |
7,0 |
44,3 |
2 |
— |
12,3 |
11,2 |
9,6 |
8,4 |
7,6 |
|
|
36 |
8,0 |
49,7 |
2 |
— |
13,6 |
12,4 |
10,6 |
9,3 |
8,3 |
|
|
37 |
С5
|
0,8 |
6,2 |
1 |
3,7 |
3,4 |
3,1 |
— |
— |
— |
|
38 |
1,0 |
6,4 |
1 |
3,8 |
3,5 |
3,2 |
— |
— |
— |
|
|
39 |
1,5 |
8,1 |
1 |
3,9 |
3,6 |
3,3 |
2,7 |
— |
— |
|
|
40 |
2,0 |
8,7 |
1 |
4,1 |
3,8 |
3,5 |
2,9 |
— |
— |
|
|
41 |
2,5 |
9,1 |
1 |
4,3 |
3,9 |
3,6 |
3,0 |
— |
— |
|
|
42 |
3,0 |
13,6 |
1 |
5,9 |
5,3 |
4,5 |
3,9 |
— |
— |
|
|
43 |
4,0 |
14,6 |
1 |
6,3 |
5,7 |
4,8 |
4,1 |
— |
— |
|
|
44 |
5,0 |
27,0 |
1 |
— |
7,6 |
6,9 |
5,9 |
5,2 |
4,7 |
|
|
45 |
6,0 |
30,1 |
2 |
— |
8,8 |
8,1 |
7,0 |
6,2 |
5,6 |
|
|
46 |
7,0 |
39,4 |
2 |
— |
11,1 |
10,1 |
8,7 |
7,7 |
6,9 |
|
|
47 |
8,0 |
42,4 |
2 |
— |
11,8 |
10,8 |
9,3 |
8,1 |
7,3 |
|
|
48 |
С6
|
0,8 |
5,0 |
1 |
3,2 |
2,9 |
2,7 |
— |
— |
— |
|
49 |
1,0 |
5,6 |
1 |
3,5 |
3,1 |
2,9 |
— |
— |
— |
|
|
50 |
1,5 |
7,6 |
1 |
3,7 |
3,4 |
3,0 |
2,6 |
— |
— |
|
|
51 |
2,0 |
8,3 |
1 |
4,0 |
3,6 |
3,1 |
2,8 |
— |
— |
|
|
52 |
2,5 |
8,8 |
1 |
4,2 |
3,8 |
3,3 |
2,9 |
— |
— |
|
|
53 |
3,0 |
12,4 |
1 |
5,5 |
4,9 |
4,2 |
3,7 |
— |
— |
|
|
54 |
4,0 |
13,4 |
1 |
5,8 |
5,3 |
4,5 |
3,9 |
— |
— |
|
|
55 |
5,0 |
26,1 |
1 |
— |
7,3 |
6,7 |
5,7 |
5,1 |
4,6 |
|
|
56 |
6,0 |
29,1 |
2 |
— |
8,6 |
7,9 |
6,8 |
6,1 |
5,5 |
|
|
57 |
7,0 |
40,2 |
2 |
— |
11,3 |
10,3 |
8,8 |
7,8 |
7,0 |
|
|
58 |
8,0 |
43,2 |
2 |
— |
12,0 |
11,0 |
9,4 |
8,3 |
7,4 |
|
|
59 |
С7
|
3,0 |
9,0 |
1 |
4,3 |
3,9 |
3,3 |
2,9 |
— |
— |
|
60 |
4,0 |
9,0 |
1 |
4,3 |
3,9 |
3,3 |
2,9 |
— |
— |
|
|
61 |
5,0 |
13,6 |
1 |
— |
4,3 |
4,0 |
3,5 |
3,1 |
2,8 |
|
|
62 |
6,0 |
13,6 |
1 |
— |
4,3 |
4,0 |
3,5 |
3,1 |
2,8 |
|
|
63 |
7,0 |
20,1 |
1 |
— |
5,9 |
5,4 |
4,6 |
4,1 |
3,7 |
|
|
64 |
8,0 |
22,1 |
1 |
— |
6,3 |
5,8 |
5,0 |
4,4 |
4,0 |
|
|
65 |
9,0 |
24,0 |
1 |
— |
6,8 |
6,2 |
5,4 |
4,7 |
4,3 |
|
|
66 |
10,0 |
25,9 |
1 |
— |
7,3 |
6,7 |
5,7 |
5,0 |
4,5 |
|
|
67 |
12,0 |
33,0 |
1 |
— |
— |
7,6 |
6,5 |
5,8 |
5,2 |
|
|
68 |
С8
|
3,0 |
8,3 |
1 |
4,1 |
3,7 |
3,2 |
2,9 |
— |
— |
|
69 |
4,0 |
12,9 |
1 |
5,8 |
5,2 |
4,4 |
3,9 |
— |
— |
|
|
70 |
5,0 |
18,2 |
1 |
— |
5,5 |
5,1 |
4,4 |
3,9 |
3,5 |
|
|
71 |
6,0 |
24,0 |
1 |
— |
6,9 |
6,3 |
5,4 |
4,8 |
4,4 |
|
|
72 |
7,0 |
30,4 |
2 |
— |
9,0 |
8,3 |
7,2 |
6,4 |
5,8 |
|
|
73 |
8,0 |
37,2 |
2 |
— |
10,7 |
9,8 |
8,4 |
7,5 |
6,7 |
|
|
74 |
9,0 |
44,6 |
2 |
— |
12,5 |
11,4 |
9,8 |
8,6 |
7,7 |
|
|
75 |
10,0 |
52,3 |
2 |
— |
14,4 |
13,1 |
11,2 |
9,8 |
8,8 |
|
|
76 |
12,0 |
77,0 |
2 |
— |
— |
17,0 |
14,5 |
12,7 |
11,3 |
|
|
77 |
14,0 |
102,8 |
3 |
— |
— |
22,7 |
19,3 |
16,9 |
15,1 |
|
|
78 |
16,0 |
132,1 |
3 |
— |
— |
28,5 |
24,2 |
21,0 |
18,7 |
|
|
79 |
18,0 |
164,7 |
4 |
— |
— |
35,6 |
30,1 |
26,2 |
23,3 |
|
|
80 |
20,0 |
200,6 |
4 |
— |
— |
42,7 |
36,1 |
31,3 |
27,8 |
|
|
81 |
22,0 |
239,9 |
5 |
— |
— |
47,0 |
39,8 |
34,6 |
30,6 |
|
|
82 |
24,0 |
282,3 |
6 |
— |
— |
55,3 |
46,8 |
40,7 |
36,0 |
|
|
83 |
26,0 |
328,0 |
7 |
— |
— |
64,1 |
54,2 |
47,2 |
41,7 |
|
|
84 |
28,0 |
376,9 |
8 |
— |
— |
73,6 |
62,2 |
54,1 |
47,8 |
|
|
85 |
30,0 |
428,8 |
9 |
— |
— |
83,5 |
70,6 |
61,4 |
54,2 |
|
|
86 |
32,0 |
484,0 |
10 |
— |
— |
87,2 |
73,8 |
64,2 |
57,0 |
|
|
87 |
34,0 |
542,2 |
11 |
— |
— |
97,5 |
82,4 |
71,7 |
63,6 |
|
|
88 |
36,0 |
603,4 |
13 |
— |
— |
108,8 |
92,1 |
80,1 |
71,2 |
|
|
89 |
38,0 |
667,7 |
14 |
— |
— |
120,1 |
101,6 |
88,4 |
78,4 |
|
|
90 |
40,0 |
735,1 |
15 |
— |
— |
131,9 |
111,5 |
97,0 |
86,0 |
|
|
91 |
42,0 |
805,4 |
17 |
— |
— |
144,8 |
122,4 |
106,5 |
94,5 |
|
|
92 |
44,0 |
878,7 |
19 |
— |
— |
157,6 |
133,2 |
115,8 |
102,7 |
|
|
93 |
46,0 |
955,0 |
20 |
— |
— |
171,4 |
144,9 |
126,0 |
111,8 |
|
|
94 |
48,0 |
1034,3 |
21 |
— |
— |
185,2 |
156,5 |
136,0 |
120,6 |
|
|
95 |
50,0 |
1116,5 |
23 |
— |
— |
200,0 |
169,1 |
147,0 |
130,4 |
|
|
96 |
52,0 |
1201,6 |
24 |
— |
— |
214,8 |
181,5 |
157,7 |
139,8 |
|
|
97 |
54,0 |
1289,6 |
26 |
— |
— |
230,6 |
194,8 |
169,3 |
150,1 |
|
|
98 |
56,0 |
1380,5 |
28 |
— |
— |
246,9 |
208,6 |
181,3 |
160,7 |
|
|
99 |
58,0 |
1474,3 |
30 |
— |
— |
263,7 |
222,8 |
193,6 |
171,7 |
|
|
100 |
60,0 |
1570,9 |
32 |
— |
— |
280,9 |
237,4 |
206,2 |
182,9 |
|
|
101 |
С9
|
3,0 |
12,2 |
1 |
5,5 |
5,0 |
4,2 |
3,7 |
— |
— |
|
102 |
4,0 |
15,4 |
1 |
6,6 |
6,0 |
5,1 |
4,4 |
— |
— |
|
|
103 |
5,0 |
20,7 |
1 |
— |
6,1 |
5,6 |
4,8 |
4,3 |
3,9 |
|
|
104 |
6,0 |
27,5 |
1 |
— |
7,8 |
7,1 |
6,1 |
5,4 |
4,8 |
|
|
105 |
7,0 |
35,0 |
2 |
— |
10,2 |
9,3 |
8,0 |
7,1 |
6,4 |
|
|
106 |
8,0 |
43,1 |
2 |
— |
12,1 |
11,1 |
9,5 |
8,4 |
7,5 |
|
|
107 |
9,0 |
51,8 |
2 |
— |
14,5 |
13,0 |
11,1 |
9,7 |
8,7 |
|
|
108 |
10,0 |
61,1 |
2 |
— |
16,5, |
15,0 |
12,8 |
11,2 |
10,0 |
|
|
109 |
12,0 |
81,2 |
2 |
— |
— |
17,9 |
15,2 |
13,3 |
11,8 |
|
|
110 |
14,0 |
103,3 |
3 |
— |
— |
22,8 |
19,4 |
17,0 |
15,1 |
|
|
111 |
16,0 |
140,4 |
3 |
— |
— |
30,2 |
25,5 |
22,2 |
19,7 |
|
|
112 |
18,0 |
174,1 |
4 |
— |
— |
37,4 |
31,7 |
27,6 |
24,5 |
|
|
113 |
20,0 |
211,1 |
5 |
— |
— |
45,3 |
38,4 |
33,4 |
29,7 |
|
|
114 |
22,0 |
251,2 |
5 |
— |
— |
49,1 |
41,5 |
36,1 |
31,9 |
|
|
115 |
24,0 |
294,5 |
6 |
— |
— |
57,5 |
48,6 |
42,3 |
37,3 |
|
|
116 |
26,0 |
340,9 |
7 |
— |
— |
66,5 |
56,2 |
48,8 |
43,1 |
|
|
117 |
28,0 |
390,3 |
8 |
— |
— |
76,0 |
64,2 |
55,8 |
49,3 |
|
|
118 |
30,0 |
442,7 |
9 |
— |
— |
86,0 |
72,7 |
63,2 |
55,7 |
|
|
119 |
32,0 |
498,0 |
10 |
— |
— |
89,5 |
75,7 |
65,9 |
58,5 |
|
|
120 |
34,0 |
556,3 |
12 |
— |
— |
100,4 |
85,0 |
74,0 |
65,7 |
|
|
121 |
36,0 |
617,6 |
13 |
— |
— |
111,2 |
94,1 |
81,8 |
72,6 |
|
|
122 |
38,0 |
681,6 |
14 |
— |
— |
122,4 |
103,5 |
90,0 |
79,9 |
|
|
123 |
40,0 |
748,6 |
15 |
— |
— |
134,2 |
113,4 |
98,6 |
87,4 |
|
|
124 |
42,0 |
818,3 |
17 |
— |
— |
146,9 |
124,2 |
108,0 |
95,9 |
|
|
125 |
44,0 |
890,9 |
18 |
— |
— |
159,6 |
134,9 |
117,2 |
104,0 |
|
|
126 |
46,0 |
966,2 |
20 |
— |
— |
173,3 |
146,5 |
127,3 |
113,0 |
|
|
127 |
48,0 |
1044,3 |
21 |
— |
— |
186,9 |
157,9 |
137,2 |
121,7 |
|
|
128 |
50,0 |
1125,1 |
23 |
— |
— |
201,5 |
170,3 |
148,0 |
131,3 |
|
|
129 |
52,0 |
1208,7 |
25 |
— |
— |
216,6 |
183,0 |
159,1 |
141,1 |
|
|
130 |
54,0 |
1294,9 |
26 |
— |
— |
231,5 |
195,6 |
169,9 |
150,7 |
|
|
131 |
56,0 |
1383,8 |
28 |
— |
— |
247,5 |
209,1 |
181,6 |
161,1 |
|
|
132 |
58,0 |
1475,4 |
30 |
— |
— |
263,9 |
222,9 |
193,7 |
171,8 |
|
|
133 |
60,0 |
1569,6 |
32 |
— |
— |
280,7 |
237,2 |
206,1 |
182,7 |
|
|
134 |
С10
|
3,0 |
8,8 |
1 |
4,3 |
3,9 |
3,4 |
3,0 |
— |
— |
|
135 |
4,0 |
13,4 |
1 |
5,9 |
5,4 |
4,5 |
4,0 |
— |
— |
|
|
136 |
5,0 |
18,4 |
1 |
— |
5,5 |
5,1 |
4,4 |
3,9 |
3,6 |
|
|
137 |
6,0 |
23,8 |
1 |
— |
6,9 |
6,3 |
5,4 |
4,8 |
4,3 |
|
|
138 |
7,0 |
29,7 |
2 |
— |
8,9 |
8,1 |
7,1 |
6,3 |
5,7 |
|
|
139 |
8,0 |
38,1 |
2 |
— |
10,9 |
10,1 |
8,6 |
7,6 |
6,9 |
|
|
140 |
9,0 |
47,4 |
2 |
— |
13,2 |
12,0 |
10,3 |
9,1 |
8,1 |
|
|
141 |
10,0 |
57,7 |
2 |
— |
15,7 |
14,3 |
12,2 |
10,7 |
9,5 |
|
|
142 |
12,0 |
81,0 |
2 |
— |
— |
17,8 |
15,1 |
13,2 |
11,8 |
|
|
143 |
14,0 |
107,9 |
3 |
— |
— |
23,7 |
20,2 |
17,6 |
15,7 |
|
|
144 |
16,0 |
138,3 |
3 |
— |
— |
29,8 |
25,2 |
21,9 |
19,5 |
|
|
145 |
18,0 |
172,2 |
4 |
— |
— |
37,0 |
31,4 |
27,3 |
24,3 |
|
|
146 |
20,0 |
209,4 |
5 |
— |
— |
45,0 |
38,1 |
33,2 |
29,4 |
|
|
147 |
22,0 |
250,1 |
5 |
— |
— |
48,9 |
41,3 |
35,9 |
31,7 |
|
|
148 |
24,0 |
294,0 |
6 |
— |
— |
57,4 |
48,5 |
42,2 |
37,3 |
|
|
149 |
26,0 |
341,1 |
7 |
— |
— |
66,5 |
56,2 |
48,9 |
43,2 |
|
|
150 |
28,0 |
391,5 |
8 |
— |
— |
76,2 |
64,4 |
56,0 |
49,4 |
|
|
151 |
30,0 |
445,1 |
9 |
— |
— |
86,5 |
73,1 |
63,5 |
56,0 |
|
|
152 |
32,0 |
501,9 |
10 |
— |
— |
90,2 |
76,3 |
66,3 |
58,9 |
|
|
153 |
34,0 |
561,7 |
12 |
— |
— |
101,3 |
85,7 |
74,6 |
66,2 |
|
|
154 |
36,0 |
624,7 |
13 |
— |
— |
112,4 |
95,0 |
82,7 |
73,4 |
|
|
155 |
38,0 |
690,8 |
14 |
— |
— |
124,0 |
104,8 |
91,1 |
80,8 |
|
|
156 |
40,0 |
759,9 |
16 |
— |
— |
136,6 |
115,5 |
100,5 |
89,2 |
|
|
157 |
42,0 |
832,0 |
17 |
— |
— |
149,2 |
126,1 |
109,6 |
97,3 |
|
|
158 |
44,0 |
907,2 |
19 |
— |
— |
162,9 |
137,7 |
119,7 |
106,3 |
|
|
159 |
46,0 |
985,4 |
20 |
— |
— |
176,5 |
149,1 |
129,6 |
115,0 |
|
|
160 |
48,0 |
1066,5 |
22 |
— |
— |
191,1 |
161,6 |
140,4 |
124,6 |
|
|
161 |
50,0 |
1150,6 |
23 |
— |
— |
205,7 |
173,8 |
151,0 |
133,9 |
|
|
162 |
52,0 |
1237,6 |
25 |
— |
— |
221,4 |
187,0 |
162,5 |
144,1 |
|
|
163 |
54,0 |
1327,6 |
27 |
— |
— |
237,5 |
200,7 |
174,4 |
154,7 |
|
|
164 |
56,0 |
1420,4 |
29 |
— |
— |
254,1 |
214,7 |
186,6 |
165,5 |
|
|
165 |
58,0 |
1516,2 |
31 |
— |
— |
271,2 |
229,2 |
199,1 |
176,6 |
|
|
166 |
60,0 |
1614,8 |
33 |
— |
— |
288,8 |
244,0 |
212,0 |
188,0 |
|
|
167 |
С11
|
3,0 |
13,5 |
1 |
6,0 |
5,4 |
4,6 |
4,0 |
— |
— |
|
168 |
4,0 |
19,6 |
1 |
8,2 |
7,4 |
6,2 |
5,3 |
— |
— |
|
|
169 |
5,0 |
26,3 |
1 |
— |
7,5 |
6,8 |
5,9 |
5,2 |
4,7 |
|
|
170 |
6,0 |
33,3 |
2 |
— |
9,7 |
8,9 |
7,7 |
6,9 |
6,2 |
|
|
171 |
7,0 |
40,7 |
2 |
— |
11,6 |
10,6 |
9,1 |
8,0 |
7,2 |
|
|
172 |
8,0 |
51,7 |
2 |
— |
14,2 |
13,0 |
11,1 |
9,7 |
8,7 |
|
|
173 |
9,0 |
63,2 |
2 |
— |
17,0 |
15,5 |
13,2 |
11,5 |
10,3 |
|
|
174 |
10,0 |
75,6 |
3 |
— |
20,6 |
18,8 |
16,0 |
14,1 |
12,6 |
|
|
175 |
12,0 |
103,2 |
3 |
— |
— |
22,8 |
19,4 |
16,9 |
15,1 |
|
|
176 |
14,0 |
134,2 |
3 |
— |
— |
28,9 |
24,5 |
21,3 |
19,0 |
|
|
177 |
16,0 |
168,5 |
4 |
— |
— |
36,3 |
30,7 |
26,8 |
23,8 |
|
|
178 |
18,0 |
206,0 |
5 |
— |
— |
44,3 |
37,5 |
32,7 |
29,0 |
|
|
179 |
20,0 |
246,5 |
5 |
— |
— |
52,4 |
44,2 |
38,4 |
34,0 |
|
|
180 |
22,0 |
290,0 |
6 |
— |
— |
56,7 |
47,9 |
41,7 |
36,8 |
|
|
181 |
24,0 |
336,3 |
7 |
— |
— |
65,6 |
55,5 |
48,2 |
42,6 |
|
|
182 |
26,0 |
385,5 |
8 |
— |
— |
75,1 |
63,5 |
55,2 |
48,7 |
|
|
183 |
28,0 |
437,4 |
9 |
— |
— |
85,1 |
71,9 |
62,5 |
55,1 |
|
|
184 |
30,0 |
491,9 |
10 |
— |
— |
95,5 |
80,7 |
70,1 |
61,9 |
|
|
185 |
32,0 |
549,1 |
11 |
— |
— |
98,6 |
83,4 |
72,5 |
64,4 |
|
|
186 |
34,0 |
608,9 |
13 |
— |
— |
109,7 |
92,9 |
80,8 |
71,7 |
|
|
187 |
36,0 |
671,2 |
14 |
— |
— |
120,7 |
102,1 |
88,8 |
78,8 |
|
|
188 |
38,0 |
736,0 |
15 |
— |
— |
132,1 |
111,6 |
97,1 |
86,1 |
|
|
189 |
40,0 |
803,2 |
17 |
— |
— |
144,4 |
122,1 |
106,2 |
94,3 |
|
|
190 |
С12
|
3,0 |
8,8 |
1 |
4,3 |
3,9 |
3,4 |
3,0 |
— |
— |
|
191 |
4,0 |
13,0 |
1 |
5,8 |
5,2 |
4,5 |
3,9 |
— |
— |
|
|
192 |
5,0 |
17,6 |
1 |
— |
5,4 |
4,9 |
4,3 |
3,8 |
3,5 |
|
|
193 |
6,0 |
22,5 |
1 |
— |
6,5 |
6,0 |
5,2 |
4,6 |
4,1 |
|
|
194 |
7,0 |
27,7 |
1 |
— |
7,8 |
7,1 |
6,1 |
5,4 |
4,9 |
|
|
195 |
8,0 |
37,5 |
2 |
— |
10,8 |
9,9 |
8,5 |
7,5 |
6,8 |
|
|
196 |
9,0 |
46,7 |
2 |
— |
13,0 |
11,9 |
10,2 |
8,9 |
8,0 |
|
|
197 |
10,0 |
56,7 |
2 |
— |
15,4 |
14,1 |
12,0 |
10,5 |
9,4 |
|
|
198 |
12,0 |
79,4 |
2 |
— |
— |
17,5 |
14,9 |
13,0 |
11,6 |
|
|
199 |
14,0, |
105,6 |
3 |
— |
— |
23,3 |
19,8 |
17,3 |
15,4 |
|
|
200 |
16,0 |
135,1 |
3 |
— |
— |
29,1 |
24,7 |
21,5 |
19,1 |
|
|
201 |
18,0 |
168,0 |
4 |
— |
— |
36,2 |
30,7 |
26,7 |
23,7 |
|
|
202 |
20,0 |
204,1 |
5 |
— |
— |
43,9 |
37,2 |
32,4 |
28,8 |
|
|
203 |
22,0 |
243,4 |
5 |
— |
— |
47,7 |
40,3 |
35,1 |
31,0 |
|
|
204 |
24,0 |
285,8 |
6 |
— |
— |
55,9 |
47,3 |
41,1 |
36,3 |
|
|
205 |
26,0 |
331,3 |
7 |
— |
— |
64,7 |
54,7 |
47,6 |
42,0 |
|
|
206 |
28,0 |
379,9 |
8 |
— |
— |
74,1 |
62,7 |
54,5 |
48,1 |
|
|
207 |
30,0 |
431,6 |
9 |
— |
— |
84,0 |
71,0 |
61,7 |
54,5 |
|
|
208 |
32,0 |
486,2 |
10 |
— |
— |
87,6 |
74,1 |
64,5 |
57,2 |
|
|
209 |
34,0 |
543,9 |
11 |
— |
— |
97,8 |
82,7 |
71,9 |
63,8 |
|
|
210 |
36,0 |
604,4 |
13 |
— |
— |
109,0 |
92,2 |
80,3 |
71,3 |
|
|
211 |
38,0 |
667,9 |
14 |
— |
— |
120,1 |
101,6 |
88,4 |
78,5 |
|
|
212 |
40,0 |
734,3 |
15 |
— |
— |
131,8 |
111,4 |
96,9 |
85,9 |
|
|
213 |
42,0 |
803,5 |
17 |
— |
— |
144,5 |
122,2 |
106,3 |
94,3 |
|
|
214 |
44,0 |
875,6 |
18 |
— |
— |
157,0 |
132,8 |
115,4 |
102,4 |
|
|
215 |
46,0 |
950,5 |
19 |
— |
— |
170,1 |
143,7 |
124,9 |
110,8 |
|
|
216 |
48,0 |
1028,3 |
21 |
— |
— |
184,2 |
155,7 |
135,3 |
120,0 |
|
|
217 |
50,0 |
1108,8 |
23 |
— |
— |
198,8 |
168,0 |
146,0 |
129,6 |
|
|
218 |
52,0 |
1192,1 |
24 |
— |
— |
213,2 |
180,1 |
156,5 |
138,8 |
|
|
219 |
54,0 |
1278,2 |
26 |
— |
— |
228,7 |
193,2 |
167,9 |
148,9 |
|
|
220 |
56,0 |
1367,0 |
28 |
— |
— |
244,6 |
206,7 |
179,6 |
159,3 |
|
|
221 |
58,0 |
1458,5 |
30 |
— |
— |
261,0 |
220,6 |
191,7 |
170,0 |
|
|
222 |
60,0 |
1552,8 |
32 |
— |
— |
277,9 |
234,8 |
204,1 |
181,0 |
|
|
223 |
С13
|
18,0 |
160,7 |
4 |
— |
— |
34,8 |
29,5 |
25,7 |
22,8 |
|
224 |
20,0 |
190,2 |
4 |
— |
— |
40,6 |
34,3 |
29,8 |
26,5 |
|
|
225 |
22,0 |
221,5 |
5 |
— |
— |
43,7 |
37,0 |
32,3 |
28,5 |
|
|
226 |
24,0 |
254,6 |
6 |
— |
— |
50,3 |
42,6 |
37,1 |
32,8 |
|
|
227 |
26,0 |
289,3 |
6 |
— |
— |
56,5 |
47,8 |
41,6 |
36,7 |
|
|
228 |
28,0 |
325,7 |
7 |
— |
— |
63,7 |
53,9 |
46,9 |
41,4 |
|
|
229 |
30,0 |
363,7 |
8 |
— |
— |
71,2 |
60,2 |
52,4 |
46,3 |
|
|
230 |
32,0 |
403,3 |
9 |
— |
— |
73,2 |
62,0 |
54,0 |
48,0 |
|
|
231 |
34,0 |
444,3 |
9 |
— |
— |
80,0 |
67,7 |
58,9 |
52,3 |
|
|
232 |
36,0 |
486,9 |
10 |
— |
— |
87,7 |
74,2 |
64,5 |
57,3 |
|
|
233 |
38,0 |
530,8 |
11 |
— |
— |
95,6 |
80,9 |
70,3 |
62,5 |
|
|
234 |
40,0 |
576,2 |
12 |
— |
— |
103,7 |
87,7 |
76,3 |
67,8 |
|
|
235 |
42,0 |
623,0 |
13 |
— |
— |
112,1 |
94,8 |
82,5 |
73,2 |
|
|
236 |
44,0 |
671,1 |
14 |
— |
— |
120,7 |
102,1 |
88,8 |
78,8 |
|
|
237 |
46,0 |
720,5 |
15 |
— |
— |
129,5 |
109,5 |
95,2 |
84,5 |
|
|
238 |
48,0 |
771,3 |
16 |
— |
— |
138,5 |
117,1 |
101,8 |
90,4 |
|
|
239 |
50,0 |
823,3 |
17 |
— |
— |
147,8 |
124,9 |
108,6 |
96,4 |
|
|
240 |
52,0 |
876,6 |
18 |
— |
— |
157,2 |
132,9 |
115,5 |
102,5 |
|
|
241 |
54,0 |
931,1 |
19 |
— |
— |
166,9 |
141,0 |
122,6 |
108,8 |
|
|
242 |
56,0 |
986,9 |
20 |
— |
— |
176,7 |
149,4 |
129,8 |
115,1 |
|
|
243 |
58,0 |
1043,8 |
21 |
— |
— |
186,8 |
157,8 |
137,2 |
121,6 |
|
|
244 |
60,0 |
1102,0 |
22 |
— |
— |
197,1 |
166,5 |
144,7 |
128,3 |
|
|
245 |
64,0 |
1221,8 |
25 |
— |
— |
— |
166,7 |
145,1 |
128,9 |
|
|
246 |
68,0 |
1346,2 |
27 |
— |
— |
— |
183,3 |
159,4 |
141,6 |
|
|
247 |
72,0 |
1475,0 |
30 |
— |
— |
— |
201,0 |
174,9 |
155,3 |
|
|
248 |
76,0 |
1608,2 |
33 |
— |
— |
— |
219,2 |
190,8 |
169,4 |
|
|
249 |
80,0 |
1745,7 |
35 |
— |
— |
— |
237,4 |
206,5 |
183,3 |
|
|
250 |
84,0 |
1887,3 |
38 |
— |
— |
— |
241,1 |
209,9 |
186,6 |
|
|
251 |
88,0 |
2033,1 |
41 |
— |
— |
— |
259,7 |
226,1 |
201,0 |
|
|
252 |
92,0 |
2182,8 |
44 |
— |
— |
— |
278,7 |
242,7 |
215,7 |
|
|
253 |
96,0 |
2336,6 |
47 |
— |
— |
— |
298,3 |
259,7 |
230,8 |
|
|
254 |
100,0 |
2494,2 |
50 |
— |
— |
— |
318,2 |
277,0 |
246,2 |
|
|
255 |
С14
|
18,0 |
133,1 |
3 |
— |
— |
28,7 |
24,3 |
21,2 |
18,8 |
|
256 |
20,0 |
158,8 |
4 |
— |
— |
34,4 |
29,2 |
25,4 |
22,6 |
|
|
257 |
22,0 |
186,4 |
4 |
— |
— |
36,8 |
31,2 |
27,1 |
24,0 |
|
|
258 |
24,0 |
215,8 |
5 |
— |
— |
42,7 |
36,2 |
31,5 |
27,9 |
|
|
259 |
26,0 |
246,9 |
5 |
— |
— |
48,3 |
40,8 |
35,5 |
31,4 |
|
|
260 |
28,0 |
279,6 |
6 |
— |
— |
54,8 |
46,4 |
40,3 |
35,6 |
|
|
261 |
30,0 |
314,0 |
7 |
— |
— |
61,6 |
52,1 |
45,4 |
40,1 |
|
|
262 |
32,0 |
349,9 |
7 |
— |
— |
63,1 |
53,4 |
46,5 |
41,3 |
|
|
263 |
34,0 |
387,4 |
8 |
— |
— |
70,0 |
59,2 |
51,5 |
45,8 |
|
|
264 |
36,0 |
426,5 |
9 |
— |
— |
77,1 |
65,2 |
56,8 |
50,4 |
|
|
265 |
38,0 |
467,0 |
10 |
— |
— |
84,4 |
71,4 |
62,2 |
55,2 |
|
|
266 |
40,0 |
509,1 |
11 |
— |
— |
92,0 |
77,8 |
67,8 |
60,2 |
|
|
267 |
42,0 |
552,6 |
12 |
— |
— |
99,8 |
84,5 |
73,5 |
65,3 |
|
|
268 |
44,0 |
597,5 |
12 |
— |
— |
107,3 |
90,7 |
78,9 |
70,0 |
|
|
269 |
46,0 |
643,8 |
13 |
— |
— |
115,6 |
97,7 |
84,9 |
75,4 |
|
|
270 |
48,0 |
691,5 |
14 |
— |
— |
124,1 |
104,9 |
91,2 |
80,9 |
|
|
271 |
50,0 |
740,6 |
15 |
— |
— |
132,8 |
112,3 |
97,6 |
86,6 |
|
|
272 |
52,0 |
791,1 |
16 |
— |
— |
141,8 |
119,9 |
104,2 |
92,4 |
|
|
273 |
54,0 |
842,9 |
17 |
— |
— |
151,0 |
127,6 |
110,9 |
98,4 |
|
|
274 |
56,0 |
896,0 |
18 |
— |
— |
160,4 |
135,6 |
117,8 |
104,5 |
|
|
275 |
58,0 |
950,4 |
19 |
— |
— |
170,1 |
143,7 |
124,9 |
110,8 |
|
|
276 |
60,0 |
1006,1 |
21 |
— |
— |
180,5 |
152,6 |
132,7 |
117,7 |
|
|
277 |
64,0 |
1121,3 |
23 |
— |
— |
— |
153,1 |
133,3 |
118,4 |
|
|
278 |
68,0 |
1241,5 |
25 |
— |
— |
— |
169,1 |
147,2 |
130,7 |
|
|
279 |
72,0 |
1366,7 |
28 |
— |
— |
— |
186,4 |
162,2 |
144,1 |
|
|
280 |
76,0 |
1496,6 |
30 |
— |
— |
— |
203,6 |
177,2 |
157,3 |
|
|
281 |
80,0 |
1631,3 |
33 |
— |
— |
— |
222,1 |
193,2 |
171,6 |
|
|
282 |
84,0 |
1770,7 |
36 |
— |
— |
— |
226,5 |
197,2 |
175,3 |
|
|
283 |
88,0 |
1914,6 |
39 |
— |
— |
— |
244,8 |
213,2 |
189,5 |
|
|
284 |
92,0 |
2063,1 |
42 |
— |
— |
— |
263,7 |
229,7 |
204,1 |
|
|
285 |
96,0 |
2216,0 |
45 |
— |
— |
— |
283,2 |
246,6 |
219,1 |
|
|
286 |
100,0 |
2373,3 |
48 |
— |
— |
— |
303,1 |
263,9 |
234,5 |
|
|
287 |
С15
|
8,0 |
15,0 |
1 |
— |
4,7 |
4,4 |
3,8 |
3,4 |
3,1 |
|
288 |
9,0 |
17,0 |
1 |
— |
5,3 |
4,8 |
4,2 |
3,8 |
3,4 |
|
|
289 |
10,0 |
19,4 |
1 |
— |
5,8 |
5,3 |
4,6 |
4,1 |
3,7 |
|
|
290 |
12,0 |
25,8 |
1 |
— |
— |
6,3 |
5,4 |
4,8 |
4,4 |
|
|
291 |
14,0 |
32,7 |
1 |
— |
— |
7,7 |
6,6 |
5,8 |
5,2 |
|
|
292 |
16,0 |
40,2 |
1 |
— |
— |
9,1 |
7,8 |
6,9 |
6,2 |
|
|
293 |
18,0 |
48,1 |
1 |
— |
— |
10,7 |
9,1 |
8,0 |
7,1 |
|
|
294 |
20,0 |
56,6 |
2 |
— |
— |
13,0 |
11,1 |
9,8 |
8,8 |
|
|
295 |
22,0 |
71,2 |
2 |
— |
— |
14,8 |
12,6 |
11,1 |
9,9 |
|
|
296 |
24,0 |
83,5 |
2 |
— |
— |
17,0 |
14,5 |
12,7 |
11,3 |
|
|
297 |
26,0 |
96,7 |
2 |
— |
— |
19,4 |
16,5 |
14,4 |
12,7 |
|
|
298 |
28,0 |
110,7 |
3 |
— |
— |
22,5 |
19,2 |
16,8 |
14,9 |
|
|
299 |
30,0 |
125,7 |
3 |
— |
— |
25,2 |
21,4 |
18,7 |
16,6 |
|
|
300 |
32,0 |
141,4 |
3 |
— |
— |
26,1 |
22,2 |
19,4 |
17,3 |
|
|
301 |
34,0 |
158,0 |
4 |
— |
— |
29,5 |
25,1 |
21,9 |
19,6 |
|
|
302 |
36,0 |
175,4 |
4 |
— |
— |
32,4 |
27,5 |
24,0 |
21,4 |
|
|
303 |
38,0 |
193,7 |
4 |
— |
— |
35,4 |
30,0 |
26,2 |
23,3 |
|
|
304 |
40,0 |
212,8 |
5 |
— |
— |
39,2 |
33,2 |
29,0 |
25,9 |
|
|
305 |
42,0 |
232,6 |
5 |
— |
— |
42,5 |
36,0 |
31,4 |
27,9 |
|
|
306 |
44,0 |
253,3 |
6 |
— |
— |
46,5 |
39,5 |
34,4 |
30,7 |
|
|
307 |
46,0 |
274,8 |
6 |
— |
— |
50,1 |
42,4 |
37,0 |
32,9 |
|
|
308 |
48,0 |
297,0 |
6 |
— |
— |
53,8 |
45,5 |
39,6 |
35,2 |
|
|
309 |
50,0 |
320,1 |
7 |
— |
— |
58,2 |
49,3 |
43,0 |
38,2 |
|
|
310 |
52,0 |
343,9 |
7 |
— |
— |
62,1 |
52,6 |
45,8 |
40,7 |
|
|
311 |
54,0 |
368,5 |
8 |
— |
— |
66,8 |
56,6 |
49,3 |
43,8 |
|
|
312 |
56,0 |
393,9 |
8 |
— |
— |
71,0 |
60,1 |
52,3 |
46,5 |
|
|
313 |
58,0 |
420,0 |
9 |
— |
— |
76,0 |
64,3 |
56,0 |
49,8 |
|
|
314 |
60,0 |
446,9 |
9 |
— |
— |
80,4 |
68,0 |
59,2 |
52,6 |
|
|
315 |
64,0 |
502,9 |
11 |
— |
— |
— |
69,5 |
60,6 |
53,9 |
|
|
316 |
68,0 |
561,9 |
12 |
— |
— |
— |
77,4 |
67,5 |
60,0 |
|
|
317 |
72,0 |
623,9 |
13 |
— |
— |
— |
85,6 |
74,6 |
66,3 |
|
|
318 |
76,0 |
688,7 |
14 |
— |
— |
— |
94,3 |
82,1 |
73,0 |
|
|
319 |
80,0 |
756,5 |
16 |
— |
— |
— |
103,8 |
90,4 |
80,4 |
|
|
320 |
84,0 |
827,2 |
17 |
— |
— |
— |
106,3 |
92,7 |
82,4 |
|
|
321 |
88,0 |
900,7 |
18 |
— |
— |
— |
115,4 |
100,5 |
89,4 |
|
|
322 |
92,0 |
977,0 |
20 |
— |
— |
— |
125,4 |
109,3 |
97,2 |
|
|
323 |
96,0 |
1056,2 |
22 |
— |
— |
— |
135,7 |
118,3 |
105,2 |
|
|
324 |
100,0 |
1138,1 |
23 |
— |
— |
— |
145,8 |
127,0 |
112,9 |
|
|
325 |
С16
|
30,0 |
139,8 |
3 |
— |
— |
27,7 |
23,5 |
20,5 |
18,2 |
|
326 |
32,0 |
154,1 |
4 |
— |
— |
28,8 |
24,5 |
21,5 |
19,2 |
|
|
327 |
34,0 |
168,9 |
4 |
— |
— |
31,3 |
26,6 |
23,2 |
20,7 |
|
|
328 |
36,0 |
184,2 |
4 |
— |
— |
33,8 |
28,7 |
25,1 |
22,3 |
|
|
329 |
38,0 |
199,9 |
4 |
— |
— |
36,4 |
30,9 |
26,9 |
24,0 |
|
|
330 |
40,0 |
216,0 |
5 |
— |
— |
39,7 |
33,7 |
29,4 |
26,4 |
|
|
331 |
42,0 |
232,5 |
5 |
— |
— |
42,5 |
36,0 |
31,4 |
27,9 |
|
|
332 |
44,0 |
249,5 |
5 |
— |
— |
45,3 |
38,3 |
33,4 |
29,7 |
|
|
333 |
46,0 |
266,8 |
6 |
— |
— |
48,7 |
41,3 |
36,0 |
32,1 |
|
|
334 |
48,0 |
284,6 |
6 |
— |
— |
51,7 |
43,8 |
38,2 |
33,9 |
|
|
335 |
50,0 |
302,7 |
7 |
— |
— |
55,3 |
46,9 |
40,9 |
36,4 |
|
|
336 |
52,0 |
321,2 |
7 |
— |
— |
58,4 |
49,5 |
43,1 |
38,3 |
|
|
337 |
54,0 |
340,1 |
7 |
— |
— |
61,5 |
52,1 |
45,3 |
40,3 |
|
|
338 |
56,0 |
359,3 |
8 |
— |
— |
65,3 |
55,3 |
48,2 |
42,9 |
|
|
339 |
58,0 |
378,9 |
8 |
— |
— |
68,5 |
58,0 |
50,5 |
44,9 |
|
|
340 |
60,0 |
398,8 |
8 |
— |
— |
71,9 |
60,8 |
52,9 |
47,0 |
|
|
341 |
64,0 |
439,7 |
9 |
— |
— |
— |
63,0 |
54,6 |
48,3 |
|
|
342 |
68,0 |
481,9 |
10 |
— |
— |
— |
66,3 |
57,8 |
51,4 |
|
|
343 |
72,0 |
525,4 |
11 |
— |
— |
— |
72,3 |
63,0 |
56,0 |
|
|
344 |
76,0 |
570,1 |
12 |
— |
— |
— |
78,4 |
68,3 |
60,8 |
|
|
345 |
80,0 |
616,1 |
13 |
— |
— |
— |
84,7 |
73,8 |
65,5 |
|
|
346 |
84,0 |
663,3 |
14 |
— |
— |
— |
85,6 |
74,7 |
66,5 |
|
|
347 |
88,0 |
711,6 |
15 |
— |
— |
— |
91,8 |
80,1 |
71,3 |
|
|
348 |
92,0 |
761,1 |
16 |
— |
— |
— |
98,1 |
85,6 |
76,1 |
|
|
349 |
96,0 |
811,7 |
17 |
— |
— |
— |
104,5 |
91,1 |
81,1 |
|
|
350 |
100,0 |
863,4 |
18 |
— |
— |
— |
111,1 |
96,8 |
86,2 |
|
|
351 |
110,0 |
997,2 |
20 |
— |
— |
— |
127,7 |
111,3 |
98,9 |
|
|
352 |
120,0 |
1137,4 |
23 |
— |
— |
— |
145,7 |
126,9 |
112,8 |
|
|
353 |
С17
|
3,0 |
8,3 |
1 |
4,1 |
3,7 |
3,2 |
2,9 |
— |
— |
|
354 |
4,0 |
12,5 |
1 |
5,6 |
5,1 |
4,3 |
3,8 |
— |
— |
|
|
355 |
5,0 |
17,0 |
1 |
— |
5,2 |
4,8 |
4,2 |
3,7 |
3,4 |
|
|
356 |
6,0 |
22,0 |
1 |
— |
6,4 |
5,9 |
5,1 |
4,5 |
4,1 |
|
|
357 |
7,0 |
27,3 |
1 |
— |
7,7 |
7,1 |
6,1 |
5,3 |
4,8 |
|
|
358 |
8,0 |
33,0 |
2 |
— |
9,7 |
8,9 |
7,7 |
6,8 |
6,2 |
|
|
359 |
9,0 |
38,9 |
2 |
— |
11,1 |
10,2 |
8,8 |
7,7 |
7,0 |
|
|
360 |
10,0 |
45,1 |
2 |
— |
12,6 |
11,5 |
9,9 |
8,7 |
7,8 |
|
|
361 |
12,0 |
66,0 |
2 |
— |
— |
14,8 |
12,7 |
11,1 |
9,9 |
|
|
362 |
14,0 |
88,4 |
2 |
— |
— |
19,3 |
16,4 |
14,3 |
12,7 |
|
|
363 |
16,0 |
113,7 |
3 |
— |
— |
24,9 |
21,1 |
18,4 |
16,4 |
|
|
364 |
18,0 |
142,1 |
3 |
— |
— |
30,5 |
25,8 |
22,5 |
19,9 |
|
|
365 |
20,0 |
173,4 |
4 |
— |
— |
37,3 |
31,6 |
27,5 |
24,4 |
|
|
366 |
22,0 |
207,7 |
5 |
— |
— |
41,2 |
34,9 |
30,5 |
27,0 |
|
|
367 |
24,0 |
244,8 |
5 |
— |
— |
47,9 |
40,5 |
35,3 |
31,2 |
|
|
368 |
26,0 |
284,8 |
6 |
— |
— |
55,7 |
47,1 |
41,0 |
36,2 |
|
|
369 |
28,0 |
327,6 |
7 |
— |
— |
64,1 |
54,2 |
47,1 |
41,6 |
|
|
370 |
30,0 |
373,3 |
8 |
— |
— |
72,9 |
61,6 |
53,6 |
47,3 |
|
|
371 |
32,0 |
421,7 |
9 |
— |
— |
76,3 |
64,6 |
56,2 |
49,9 |
|
|
372 |
34,0 |
472,9 |
10 |
— |
— |
85,4 |
72,2 |
62,9 |
55,8 |
|
|
373 |
36,0 |
526,9 |
11 |
— |
— |
94,9 |
80,3 |
69,9 |
62,0 |
|
|
374 |
38,0 |
583,5 |
12 |
— |
— |
104,9 |
88,8 |
77,2 |
68,5 |
|
|
375 |
40,0 |
643,0 |
13 |
— |
— |
115,4 |
97,6 |
84,8 |
75,3 |
|
|
376 |
42,0 |
705,1 |
15 |
— |
— |
126,9 |
107,4 |
93,4 |
82,9 |
|
|
377 |
44,0 |
769,9 |
16 |
— |
— |
138,3 |
116,9 |
101,7 |
90,2 |
|
|
378 |
46,0 |
837,3 |
16 |
— |
— |
150,1 |
126,9 |
110,3 |
97,8 |
|
|
379 |
48,0 |
907,5 |
19 |
— |
— |
162,9 |
137,8 |
119,8 |
106,3 |
|
|
380 |
50,0 |
980,3 |
20 |
— |
— |
175,6 |
148,4 |
129,0 |
114,4 |
|
|
381 |
52,0 |
1055,7 |
22 |
— |
— |
189,3 |
160,1 |
139,2 |
123,5 |
|
|
382 |
54,0 |
1133,8 |
23 |
— |
— |
202,9 |
171,5 |
149,0 |
132,2 |
|
|
383 |
56,0 |
1214,4 |
25 |
— |
— |
217,5 |
183,8 |
159,8 |
141,7 |
|
|
384 |
58,0 |
1297,7 |
26 |
— |
— |
232,0 |
196,0 |
170,3 |
151,0 |
|
|
385 |
60,0 |
1383,6 |
28 |
— |
— |
247,4 |
209,0 |
181,6 |
161,1 |
|
|
386 |
С18
|
3,0 |
12,3 |
1 |
5,5 |
5,0 |
4,3 |
3,7 |
— |
— |
|
387 |
4,0 |
17,1 |
1 |
7,3 |
6,6 |
5,5 |
4,8 |
— |
— |
|
|
388 |
5,0 |
22,1 |
1 |
— |
7,0 |
5,9 |
5,1 |
4,5 |
4,1 |
|
|
389 |
6,0 |
27,2 |
1 |
— |
7,7 |
7,0 |
6,0 |
5,3 |
4,8 |
|
|
390 |
7,0 |
32,4 |
2 |
— |
9,5 |
8,7 |
7,6 |
6,7 |
6,1 |
|
|
391 |
8,0 |
37,7 |
2 |
— |
10,8 |
9,9 |
8,5 |
7,5 |
6,8 |
|
|
392 |
9,0 |
43,1 |
2 |
— |
12,1 |
11,1 |
9,5 |
8,4 |
7,5 |
|
|
393 |
10,0 |
48,6 |
2 |
— |
13,5 |
12,3 |
10,5 |
9,3 |
8,3 |
|
|
394 |
12,0 |
73,9 |
2 |
— |
— |
16,4 |
14,0 |
12,2 |
10,9 |
|
|
395 |
14,0 |
97,7 |
2 |
— |
— |
21,1 |
17,9 |
15,6 |
13,9 |
|
|
396 |
16,0 |
124,4 |
3 |
— |
— |
27,0 |
22,9 |
19,9 |
17,8 |
|
|
397 |
18,0 |
154,0 |
4 |
— |
— |
33,4 |
28,4 |
24,7 |
22,0 |
|
|
398 |
20,0 |
186,4 |
4 |
— |
— |
39,9 |
33,7 |
29,3 |
26,0 |
|
|
399 |
22,0 |
221,5 |
5 |
— |
— |
43,7 |
37,0 |
32,3 |
28,5 |
|
|
400 |
24,0 |
259,3 |
6 |
— |
— |
51,1 |
43,3 |
37,7 |
33,4 |
|
|
401 |
26,0 |
299,8 |
6 |
— |
— |
58,4 |
49,4 |
42,9 |
37,9 |
|
|
402 |
28,0 |
342,8 |
7 |
— |
— |
66,8 |
56,5 |
49,1 |
43,3 |
|
|
403 |
30,0 |
388,5 |
8 |
— |
— |
75,6 |
63,9 |
55,6 |
49,1 |
|
|
404 |
32,0 |
436,6 |
9 |
— |
— |
78,7 |
66,6 |
58,0 |
51,5 |
|
|
405 |
34,0 |
487,3 |
10 |
— |
— |
87,8 |
74,2 |
64,6 |
57,3 |
|
|
406 |
36,0 |
540,5 |
11 |
— |
— |
97,2 |
82,2 |
71,5 |
63,5 |
|
|
407 |
38,0 |
596,1 |
12 |
— |
— |
107,0 |
90,5 |
78,7 |
69,8 |
|
|
408 |
40,0 |
654,1 |
14 |
— |
— |
117,8 |
99,7 |
86,7 |
77,0 |
|
|
409 |
42,0 |
714,5 |
15 |
— |
— |
128,5 |
108,7 |
94,5 |
83,9 |
|
|
410 |
44,0 |
777,3 |
16 |
— |
— |
139,5 |
118,0 |
102,6 |
91,0 |
|
|
411 |
46,0 |
842,5 |
17 |
— |
— |
151,0 |
127,6 |
110,9 |
98,4 |
|
|
412 |
48,0 |
910,0 |
19 |
— |
— |
163,4 |
138,1 |
120,1 |
106,6 |
|
|
413 |
50,0 |
979,8 |
20 |
— |
— |
175,6 |
148,4 |
129,0 |
114,4 |
|
|
414 |
52,0 |
1052,0 |
21 |
— |
— |
188,1 |
159,0 |
138,1 |
122,5 |
|
|
415 |
54,0 |
1126,4 |
23 |
— |
— |
201,7 |
170,5 |
148,1 |
131,4 |
|
|
416 |
56,0 |
1203,1 |
25 |
— |
— |
215,6 |
182,3 |
158,4 |
140,5 |
|
|
417 |
58,0 |
1282,0 |
26 |
— |
— |
229,3 |
193,8 |
168,4 |
149,3 |
|
|
418 |
60,0 |
1363,2 |
28 |
— |
— |
244,0 |
206,2 |
179,2 |
158,9 |
|
|
419 |
С19
|
3,0 |
9,6 |
1 |
4,6 |
4,2 |
3,6 |
3,2 |
— |
— |
|
420 |
4,0 |
14,0 |
1 |
6,1 |
5,6 |
4,7 |
4,1 |
— |
— |
|
|
421 |
5,0 |
18,8 |
1 |
— |
5,6 |
5,2 |
4,5 |
4,0 |
3,6 |
|
|
422 |
6,0 |
23,8 |
1 |
— |
6,8 |
6,3 |
5,4 |
4,8 |
4,3 |
|
|
423 |
7,0 |
29,0 |
2 |
— |
8,7 |
8,0 |
7,0 |
6,2 |
5,6 |
|
|
424 |
8,0 |
34,5 |
2 |
— |
10,1 |
9,2 |
7,9 |
7,0 |
6,4 |
|
|
425 |
9,0 |
40,3 |
2 |
— |
11,4 |
10,5 |
9,0 |
7,9 |
7,2 |
|
|
426 |
10,0 |
46,2 |
2 |
— |
12,9 |
11,8 |
10,1 |
8,9 |
8,0 |
|
|
427 |
12,0 |
71,3 |
2 |
— |
— |
15,9 |
13,5 |
11,9 |
10,6 |
|
|
428 |
14,0 |
94,9 |
2 |
— |
— |
20,6 |
17,4 |
15,2 |
13,5 |
|
|
429 |
16,0 |
121,6 |
3 |
— |
— |
26,4 |
22,4 |
19,5 |
17,4 |
|
|
430 |
18,0 |
151,2 |
3 |
— |
— |
32,3 |
27,3 |
23,7 |
21,1 |
|
|
431 |
20,0 |
183,8 |
4 |
— |
— |
39,4 |
33,3 |
28,9 |
25,7 |
|
|
432 |
22,0 |
219,3 |
5 |
— |
— |
43,3 |
16,7 |
32,0 |
28,3 |
|
|
433 |
24,0 |
257,7 |
6 |
— |
— |
50,8 |
43,1 |
37,5 |
33,2 |
|
|
434 |
26,0 |
298,9 |
6 |
— |
— |
58,3 |
49,3 |
42,8 |
37,8 |
|
|
435 |
28,0 |
342,9 |
7 |
— |
— |
66,8 |
56,5 |
49,1 |
43,4 |
|
|
436 |
30,0 |
389,7 |
8 |
— |
— |
75,9 |
64,1 |
55,7 |
49,2 |
|
|
437 |
32,0 |
439,2 |
9 |
— |
— |
79,2 |
67,0 |
58,3 |
51,8 |
|
|
438 |
34,0 |
491,5 |
10 |
— |
— |
88,5 |
74,8 |
65,1 |
57,8 |
|
|
439 |
36,0 |
546,4 |
11 |
— |
— |
98,2 |
83,0 |
72,2 |
64,1 |
|
|
440 |
38,0 |
604,0 |
13 |
— |
— |
108,9 |
92,2 |
80,2 |
71,2 |
|
|
441 |
40,0 |
664,2 |
14 |
— |
— |
119,5 |
101,1 |
87,9 |
78,1 |
|
|
442 |
42,0 |
727,0 |
15 |
— |
— |
130,6 |
110,4 |
96,0 |
85,2 |
|
|
443 |
44,0 |
792,5 |
16 |
— |
— |
142,0 |
120,1 |
104,4 |
92,6 |
|
|
444 |
46,0 |
860,5 |
18 |
— |
— |
154,5 |
130,7 |
113,6 |
100,8 |
|
|
445 |
48,0 |
931,1 |
19 |
— |
— |
166,9 |
141,0 |
122,6 |
108,8 |
|
|
446 |
50,0 |
1004,3 |
21 |
— |
— |
180,2 |
152,4 |
132,5 |
117,5 |
|
|
447 |
52,0 |
1080,0 |
22 |
— |
— |
193,4 |
163,4 |
142,0 |
126,0 |
|
|
448 |
54,0 |
1158,3 |
24 |
— |
— |
207,6 |
175,5 |
152,5 |
135,3 |
|
|
449 |
56,0 |
1239,0 |
25 |
— |
— |
221,6 |
187,2 |
162,7 |
144,3 |
|
|
450 |
58,0 |
1322,3 |
27 |
— |
— |
236,6 |
199,9 |
173,8 |
154,1 |
|
|
451 |
60,0 |
1408,0 |
29 |
— |
— |
252,1 |
213,0 |
185,1 |
164,2 |
|
|
452 |
С20
|
3,0 |
11,1 |
1 |
5,1 |
4,6 |
4,0 |
3,5 |
— |
— |
|
453 |
4,0 |
15,9 |
1 |
6,8 |
6,2 |
5,2 |
4,5 |
— |
— |
|
|
454 |
5,0 |
21,2 |
1 |
— |
6,2 |
5,7 |
4,9 |
4,4 |
4,0 |
|
|
455 |
6,0 |
26,7 |
1 |
— |
7,6 |
6,9 |
5,9 |
5,2 |
4,7 |
|
|
456 |
7,0 |
32,4 |
2 |
— |
9,5 |
8,8 |
7,6 |
6,7 |
6,1 |
|
|
457 |
8,0 |
38,4 |
2 |
— |
11,0 |
10,1 |
8,7 |
7,7 |
6,9 |
|
|
458 |
9,0 |
44,6 |
2 |
— |
12,5 |
11,4 |
9,8 |
8,6 |
7,7 |
|
|
459 |
10,0 |
51,0 |
2 |
— |
14,1 |
12,8 |
10,9 |
9,6 |
8,6 |
|
|
460 |
12,0 |
78,0 |
2 |
— |
— |
17,2 |
14,6 |
12,8 |
11,4 |
|
|
461 |
14,0 |
103,0 |
3 |
— |
— |
22,8 |
19,4 |
16,9 |
15,1 |
|
|
462 |
16,0 |
131,2 |
3 |
— |
— |
28,3 |
24,0 |
20,9 |
18,6 |
|
|
463 |
18,0 |
162,3 |
4 |
— |
— |
35,1 |
29,7 |
25,9 |
23,0 |
|
|
464 |
20,0 |
196,4 |
4 |
— |
— |
41,8 |
35,4 |
30,7 |
27,3 |
|
|
465 |
22,0 |
233,4 |
5 |
— |
— |
45,8 |
38,8 |
33,8 |
29,9 |
|
|
466 |
24,0 |
273,1 |
6 |
— |
— |
53,6 |
45,4 |
39,5 |
34,9 |
|
|
467 |
26,0 |
315,7 |
7 |
— |
— |
61,9 |
52,4 |
45,6 |
40,3 |
|
|
468 |
28,0 |
360,9 |
8 |
— |
— |
70,7 |
59,8 |
52,0 |
46,0 |
|
|
469 |
30,0 |
408,9 |
9 |
— |
— |
79,9 |
67,6 |
58,8 |
51,9 |
|
|
470 |
32,0 |
459,5 |
10 |
— |
— |
83,1 |
70,4 |
61,3 |
54,4 |
|
|
471 |
34,0 |
512,7 |
11 |
— |
— |
92,6 |
78,4 |
68,2 |
60,6 |
|
|
472 |
36,0 |
568,6 |
12 |
— |
— |
102,4 |
86,7 |
75,4 |
67,0 |
|
|
473 |
38,0 |
626,9 |
13 |
— |
— |
112,7 |
95,4 |
82,9 |
73,6 |
|
|
474 |
40,0 |
687,9 |
14 |
— |
— |
123,5 |
104,4 |
90,8 |
80,5 |
|
|
475 |
42,0 |
751,3 |
15 |
— |
— |
134,6 |
113,8 |
98,9 |
87,7 |
|
|
476 |
44,0 |
817,2 |
17 |
— |
— |
146,7 |
124,1 |
107,9 |
95,7 |
|
|
477 |
46,0 |
885,6 |
18 |
— |
— |
158,7 |
134,2 |
116,6 |
103,4 |
|
|
478 |
48,0 |
956,5 |
20 |
— |
— |
171,7 |
145,1 |
126,2 |
112,0 |
|
|
479 |
50,0 |
1029,8 |
21 |
— |
— |
184,4 |
155,9 |
135,5 |
120,2 |
|
|
480 |
52,0 |
1105,4 |
23 |
— |
— |
198,2 |
167,5 |
145,6 |
129,2 |
|
|
481 |
54,0 |
1183,5 |
24 |
— |
— |
211,8 |
179,0 |
155,5 |
137,9 |
|
|
482 |
56,0 |
1263,9 |
26 |
— |
— |
226,3 |
191,3 |
166,2 |
147,5 |
|
|
483 |
58,0 |
1346,7 |
27 |
— |
— |
240,7 |
203,3 |
176,7 |
156,6 |
|
|
484 |
60,0 |
1431,9 |
29 |
— |
— |
256,0 |
216,3 |
187,9 |
166,7 |
|
|
485 |
С21
|
3,0 |
9,1 |
1 |
4,4 |
4,0 |
3,4 |
3,0 |
— |
— |
|
486 |
4,0 |
13,5 |
1 |
5,9 |
5,4 |
4,6 |
4,0 |
— |
— |
|
|
487 |
5,0 |
18,2 |
1 |
— |
5,5 |
5,1 |
4,4 |
3,9 |
3,6 |
|
|
488 |
6,0 |
23,4 |
1 |
— |
6,8 |
6,2 |
5,3 |
4,7 |
4,3 |
|
|
489 |
7,0 |
28,8 |
2 |
— |
8,7 |
8,0 |
6,9 |
6,2 |
5,6 |
|
|
490 |
8,0 |
34,6 |
2 |
— |
10,1 |
9,2 |
8,0 |
7,1 |
6,4 |
|
|
491 |
9,0 |
40,6 |
2 |
— |
11,5 |
10,5 |
9,0 |
8,0 |
7,2 |
|
|
492 |
10,0 |
46,8 |
2 |
— |
13,0 |
11,9 |
10,2 |
9,0 |
8,1 |
|
|
493 |
12,0 |
69,0 |
2 |
— |
— |
15,4 |
13,2 |
11,5 |
10,3 |
|
|
494 |
14,0 |
91,8 |
2 |
— |
— |
20,0 |
16,9 |
14,8 |
13,1 |
|
|
495 |
16,0 |
117,6 |
3 |
— |
— |
25,6 |
21,8 |
19,0 |
16,9 |
|
|
496 |
18,0 |
146,3 |
3 |
— |
— |
31,3 |
26,5 |
23,1 |
20,5 |
|
|
497 |
20,0 |
177,9 |
4 |
— |
— |
38,2 |
32,3 |
28,1 |
25,0 |
|
|
498 |
22,0 |
212,4 |
5 |
— |
— |
42,0 |
35,6 |
31,1 |
27,5 |
|
|
499 |
24,0 |
249,6 |
5 |
— |
— |
48,8 |
41,3 |
35,9 |
31,7 |
|
|
500 |
26,0 |
289,5 |
6 |
— |
— |
56,6 |
47,9 |
41,6 |
36,8 |
|
|
501 |
28,0 |
332,2 |
7 |
— |
— |
64,9 |
54,9 |
47,7 |
42,1 |
|
|
502 |
30,0 |
377,5 |
8 |
— |
— |
73,7 |
62,3 |
54,2 |
47,8 |
|
|
503 |
32,0 |
425,6 |
9 |
— |
— |
76,9 |
65,1 |
56,7 |
50,3 |
|
|
504 |
34,0 |
476,2 |
10 |
— |
— |
85,9 |
72,7 |
63,3 |
56,2 |
|
|
505 |
36,0 |
529,5 |
11 |
— |
— |
95,4 |
80,7 |
70,2 |
62,3 |
|
|
506 |
38,0 |
585,4 |
12 |
— |
— |
105,2 |
89,0 |
77,4 |
68,7 |
|
|
507 |
40,0 |
643,8 |
13 |
— |
— |
115,5 |
97,7 |
84,9 |
75,4 |
|
|
508 |
42,0 |
704,8 |
15 |
— |
— |
126,9 |
107,3 |
93,4 |
82,9 |
|
|
509 |
44,0 |
768,3 |
16 |
— |
— |
138,0 |
116,7 |
101,5 |
90,1 |
|
|
510 |
46,0 |
834,4 |
17 |
— |
— |
149,6 |
126,5 |
109,9 |
97,5 |
|
|
511 |
48,0 |
902,9 |
19 |
— |
— |
162,2 |
137,1 |
119,2 |
105,8 |
|
|
512 |
50,0 |
973,9 |
20 |
— |
— |
174,6 |
147,6 |
128,3 |
113,8 |
|
|
513 |
52,0 |
1047,4 |
21 |
— |
— |
187,4 |
158,3 |
137,6 |
122,0 |
|
|
514 |
54,0 |
1123,4 |
23 |
— |
— |
201,2 |
170,0 |
147,8 |
131,1 |
|
|
515 |
56,0 |
1201,8 |
24 |
— |
— |
214,8 |
181,5 |
157,7 |
139,8 |
|
|
516 |
58,0 |
1282,6 |
26 |
— |
— |
229,4 |
193,9 |
168,5 |
149,4 |
|
|
517 |
60,0 |
1365,9 |
28 |
— |
— |
244,5 |
206,6 |
179,5 |
159,2 |
|
|
518 |
С23
|
24,0 |
417,3 |
9 |
— |
— |
81,4 |
68,9 |
59,9 |
52,9 |
|
519 |
26,0 |
469,4 |
10 |
— |
— |
91,5 |
77,3 |
67,2 |
59,3 |
|
|
520 |
28,0 |
523,3 |
11 |
— |
— |
101,8 |
86,0 |
74,7 |
66,0 |
|
|
521 |
30,0 |
579,2 |
12 |
— |
— |
112,5 |
95,0 |
82,5 |
72,8 |
|
|
522 |
32,0 |
636,8 |
13 |
— |
— |
114,4 |
96,7 |
84,1 |
74,6 |
|
|
523 |
34,0 |
696,1 |
14 |
— |
— |
124,8 |
105,5 |
91,7 |
81,4 |
|
|
524 |
36,0 |
757,1 |
16 |
— |
— |
136,2 |
115,2 |
100,2 |
88,9 |
|
|
525 |
38,0 |
819,7 |
17 |
— |
— |
147,1 |
124,4 |
108,2 |
96,0 |
|
|
526 |
40,0 |
883,8 |
18 |
— |
— |
158,4 |
133,9 |
116,4 |
103,3 |
|
|
527 |
42,0 |
949,5 |
19 |
— |
— |
169,9 |
143,6 |
124,8 |
110,7 |
|
|
528 |
44,0 |
1016,6 |
21 |
— |
— |
182,3 |
154,1 |
133,9 |
118,8 |
|
|
529 |
46,0 |
1085,2 |
22 |
— |
— |
194,3 |
164,2 |
142,7 |
126,5 |
|
|
530 |
48,0 |
1155,3 |
24 |
— |
— |
207,1 |
175,0 |
152,1 |
135,0 |
|
|
531 |
50,0 |
1226,7 |
25 |
— |
— |
219,5 |
185,5 |
161,2 |
143,0 |
|
|
532 |
52,0 |
1299,4 |
26 |
— |
— |
232,2 |
196,2 |
170,5 |
151,1 |
|
|
533 |
54,0 |
1373,5 |
28 |
— |
— |
245,7 |
207,6 |
180,4 |
160,0 |
|
|
534 |
56,0 |
1448,9 |
29 |
— |
— |
258,9 |
218,7 |
190,0 |
168,4 |
|
|
535 |
58,0 |
1525,5 |
31 |
— |
— |
272,8 |
230,5 |
200,2 |
177,6 |
|
|
536 |
60,0 |
1603,4 |
33 |
— |
— |
286,9 |
242,4 |
210,7 |
186,8 |
|
|
537 |
64,0 |
1762,9 |
36 |
— |
— |
— |
250,1 |
218,0 |
196,2 |
|
|
538 |
68,0 |
1927,1 |
39 |
— |
— |
— |
262,2 |
228,1 |
202,5 |
|
|
539 |
72,0 |
2095,9 |
42 |
— |
— |
— |
284,8 |
247,8 |
220,0 |
|
|
540 |
76,0 |
2269,1 |
46 |
— |
— |
— |
308,6 |
268,5 |
238,4 |
|
|
541 |
80,0 |
2446,7 |
49 |
— |
— |
— |
332,4 |
289,1 |
256,6 |
|
|
542 |
84,0 |
2628,5 |
53 |
— |
— |
— |
335,5 |
292,1 |
259,6 |
|
|
543 |
88,0 |
2814,4 |
57 |
— |
— |
— |
359,3 |
312,9 |
278,0 |
|
|
544 |
92,0 |
3004,4 |
61 |
— |
— |
— |
383,6 |
334,0 |
296,8 |
|
|
545 |
96,0 |
3198,2 |
64 |
— |
— |
— |
407,8 |
354,9 |
315,3 |
|
|
546 |
100,0 |
3395,8 |
68 |
— |
— |
— |
432,9 |
376,9 |
334,8 |
|
|
547 |
С24
|
24,0 |
279,9 |
6 |
— |
— |
54,8 |
46,4 |
40,4 |
35,7 |
|
548 |
26,0 |
318,9 |
7 |
— |
— |
62,5 |
52,9 |
46,0 |
40,7 |
|
|
549 |
28,0 |
360,0 |
8 |
— |
— |
70,5 |
59,6 |
51,9 |
45,9 |
|
|
550 |
30,0 |
402,9 |
9 |
— |
— |
78,9 |
66,7 |
58,0 |
51,3 |
|
|
551 |
32,0 |
447,7 |
9 |
— |
— |
80,6 |
68,2 |
59,3 |
52,6 |
|
|
552 |
34,0 |
494,3 |
10 |
— |
— |
88,9 |
75,2 |
65,4 |
58,1 |
|
|
553 |
36,0 |
542,7 |
11 |
— |
— |
97,6 |
82,5 |
71,7 |
63,7 |
|
|
554 |
38,0 |
592,8 |
12 |
— |
— |
106,5 |
90,0 |
78,3 |
69,5 |
|
|
555 |
40,0 |
644,6 |
13 |
— |
— |
115,7 |
97,8 |
85,0 |
75,4 |
|
|
556 |
42,0 |
698,0 |
14 |
— |
— |
125,2 |
105,8 |
92,0 |
81,6 |
|
|
557 |
44,0 |
753,1 |
16 |
— |
— |
135,5 |
114,6 |
99,7 |
88,5 |
|
|
558 |
46,0 |
809,8 |
17 |
— |
— |
145,5 |
123,1 |
107,0 |
95,0 |
|
|
559 |
48,0 |
868,1 |
18 |
— |
— |
155,8 |
131,7 |
114,5 |
101,6 |
|
|
560 |
50,0 |
927,9 |
19 |
— |
— |
166,3 |
140,6 |
122,2 |
108,4 |
|
|
561 |
52,0 |
989,3 |
20 |
— |
— |
177,1 |
149,7 |
130,1 |
115,4 |
|
|
562 |
54,0 |
1052,2 |
21 |
— |
— |
188,2 |
159,0 |
138,1 |
122,5 |
|
|
563 |
56,0 |
1116,6 |
23 |
— |
— |
200,1 |
169,1 |
147,0 |
130,4 |
|
|
564 |
58,0 |
1182,5 |
24 |
— |
— |
211,6 |
178,8 |
155,4 |
137,8 |
|
|
565 |
60,0 |
1249,8 |
25 |
— |
— |
223,4 |
188,7 |
164,0 |
145,4 |
|
|
566 |
64,0 |
1388,7 |
28 |
— |
— |
— |
189,1 |
164,5 |
146,1 |
|
|
567 |
68,0 |
1533,2 |
31 |
— |
— |
— |
208,8 |
181,6 |
161,3 |
|
|
568 |
72,0 |
1683,2 |
34 |
— |
— |
— |
229,1 |
199,3 |
177,0 |
|
|
569 |
76,0 |
1838,6 |
37 |
— |
— |
— |
250,1 |
217,5 |
193,2 |
|
|
570 |
80,0 |
1999,2 |
40 |
— |
— |
— |
271,7 |
236,3 |
209,8 |
|
|
571 |
84,0 |
2165,0 |
44 |
— |
— |
— |
276,7 |
240,9 |
214,1 |
|
|
572 |
88,0 |
2335,9 |
47 |
— |
— |
— |
298,2 |
259,6 |
230,7 |
|
|
573 |
92,0 |
2511,8 |
51 |
— |
— |
— |
320,8 |
279,4 |
248,3 |
|
|
574 |
96,0 |
2692,6 |
54 |
— |
— |
— |
343,5 |
299,0 |
265,7 |
|
|
575 |
100,0 |
2878,2 |
58 |
— |
— |
— |
367,3 |
319,8 |
284,1 |
|
|
576 |
С25
|
6,0 |
9,2 |
1 |
— |
3,3 |
3,1 |
2,7 |
2,5 |
2,3 |
|
577 |
7,0 |
11,3 |
1 |
— |
3,8 |
3,5 |
3,1 |
2,8 |
2,6 |
|
|
578 |
8,0 |
13,5 |
1 |
— |
4,3 |
4,0 |
3,5 |
3,2 |
2,9 |
|
|
579 |
9,0 |
15,8 |
1 |
— |
4,9 |
4,5 |
3,9 |
3,5 |
3,2 |
|
|
580 |
10,0 |
18,1 |
1 |
— |
5,5 |
5,0 |
4,4 |
3,9 |
3,5 |
|
|
581 |
12,0 |
23,1 |
1 |
— |
— |
5,8 |
5,0 |
4,5 |
4,0 |
|
|
582 |
14,0 |
28,4 |
1 |
— |
— |
6,8 |
5,9 |
5,2 |
4,7 |
|
|
583 |
16,0 |
36,3 |
1 |
— |
— |
8,4 |
7,2 |
6,3 |
5,7 |
|
|
584 |
18,0 |
44,9 |
1 |
— |
— |
10,1 |
8,6 |
7,5 |
6,7 |
|
|
585 |
20,0 |
54,3 |
2 |
— |
— |
12,5 |
10,7 |
9,4 |
8,5 |
|
|
586 |
22,0 |
64,4 |
2 |
— |
— |
13,5 |
11,6 |
10,2 |
9,1 |
|
|
587 |
24,0 |
75,4 |
2 |
— |
— |
15,5 |
13,2 |
11,6 |
10,4 |
|
|
588 |
26,0 |
87,0 |
2 |
— |
— |
17,6 |
15,0 |
13,1 |
11,7 |
|
|
589 |
28,0 |
99,5 |
2 |
— |
— |
19,9 |
16,9 |
14,7 |
13,1 |
|
|
590 |
30,0 |
112,6 |
3 |
— |
— |
22,8 |
19,4 |
17,0 |
15,1 |
|
|
591 |
32,0 |
126,5 |
3 |
— |
— |
23,6 |
20,1 |
17,6 |
15,7 |
|
|
592 |
34,0 |
141,1 |
3 |
— |
— |
26,1 |
22,1 |
19,4 |
17,3 |
|
|
593 |
36,0 |
156,4 |
4 |
— |
— |
29,2 |
24,8 |
21,7 |
19,4 |
|
|
594 |
38,0 |
172,3 |
4 |
— |
— |
31,8 |
27,1 |
23,6 |
21,1 |
|
|
595 |
40,0 |
189,0 |
4 |
— |
— |
34,6 |
29,4 |
25,6 |
22,8 |
|
|
596 |
42,0 |
206,3 |
5 |
— |
— |
38,1 |
32,4 |
28,3 |
25,2 |
|
|
597 |
44,0 |
224,4 |
5 |
— |
— |
41,1 |
34,9 |
30,4 |
27,1 |
|
|
598 |
46,0 |
243,0 |
5 |
— |
— |
44,2 |
37,4 |
32,6 |
29,0 |
|
|
599 |
48,0 |
262,4 |
6 |
— |
— |
48,0 |
40,7 |
35,5 |
31,6 |
|
|
600 |
50,0 |
282,4 |
6 |
— |
— |
51,3 |
43,5 |
37,9 |
33,7 |
|
|
601 |
52,0 |
303,0 |
7 |
— |
— |
55,3 |
46,9 |
40,9 |
36,4 |
|
|
602 |
54,0 |
324,3 |
7 |
— |
— |
58,9 |
49,9 |
43,5 |
38,6 |
|
|
603 |
56,0 |
346,2 |
7 |
— |
— |
62,5 |
52,9 |
46,1 |
40,9 |
|
|
604 |
58,0 |
368,8 |
8 |
— |
— |
66,9 |
56,6 |
49,3 |
43,8 |
|
|
605 |
60,0 |
392,0 |
8 |
— |
— |
70,7 |
59,9 |
52,1 |
46,3 |
|
|
606 |
64,0 |
440,3 |
9 |
— |
— |
— |
60,6 |
52,8 |
47,0 |
|
|
607 |
68,0 |
491,0 |
10 |
— |
— |
— |
67,5 |
58,8 |
52,3 |
|
|
608 |
72,0 |
544,2 |
11 |
— |
— |
— |
74,6 |
65,0 |
57,8 |
|
|
609 |
76,0 |
599,8 |
12 |
— |
— |
— |
82,1 |
71,5 |
63,5 |
|
|
610 |
80,0 |
657,8 |
14 |
— |
— |
— |
90,4 |
78,8 |
70,1 |
|
|
611 |
84,0 |
718,1 |
15 |
— |
— |
— |
92,6 |
80,7 |
71,8 |
|
|
612 |
88,0 |
780,8 |
16 |
— |
— |
— |
100,4 |
87,5 |
77,8 |
|
|
613 |
92,0 |
845,8 |
17 |
— |
— |
— |
108,5 |
94,5 |
84,1 |
|
|
614 |
96,0 |
913,1 |
19 |
— |
— |
— |
117,4 |
102,4 |
91,1 |
|
|
615 |
100,0 |
982,7 |
20 |
— |
— |
— |
126,1 |
109,8 |
97,7 |
|
|
616 |
110,0 |
1166,5 |
24 |
— |
— |
— |
149,6 |
130,4 |
115,9 |
|
|
617 |
120,0 |
1364,2 |
28 |
— |
— |
— |
174,8 |
152,3 |
135,4 |
|
|
618 |
С26
|
26,0 |
178,1 |
4 |
— |
— |
35,3 |
29,9 |
26,1 |
23,1 |
|
619 |
28,0 |
197,2 |
4 |
— |
— |
38,7 |
32,8 |
28,5 |
25,2 |
|
|
620 |
30,0 |
216,8 |
5 |
— |
— |
42,9 |
36,3 |
31,6 |
28,0 |
|
|
621 |
32,0 |
236,9 |
5 |
— |
— |
43,2 |
36,6 |
31,9 |
28,4 |
|
|
622 |
34,0 |
257,5 |
6 |
— |
— |
47,2 |
40,6 |
34,9 |
31,1 |
|
|
623 |
36,0 |
278,6 |
6 |
— |
— |
50,7 |
43,0 |
37,4 |
33,3 |
|
|
624 |
38,0 |
300,1 |
6 |
— |
— |
54,3 |
45,9 |
40,0 |
35,5 |
|
|
625 |
40,0 |
322,0 |
7 |
— |
— |
58,5 |
49,6 |
43,2 |
38,4 |
|
|
626 |
42,0 |
344,3 |
7 |
— |
— |
62,2 |
52,7 |
45,8 |
40,7 |
|
|
627 |
44,0 |
367,0 |
8 |
— |
— |
66,6 |
56,4 |
49,1 |
43,7 |
|
|
628 |
46,0 |
390,1 |
8 |
— |
— |
70,4 |
59,6 |
51,9 |
46,1 |
|
|
629 |
48,0 |
413,6 |
9 |
— |
— |
74,9 |
63,4 |
55,2 |
49,1 |
|
|
630 |
50,0 |
437,5 |
9 |
— |
— |
78,9 |
66,8 |
58,1 |
51,6 |
|
|
631 |
52,0 |
461,7 |
10 |
— |
— |
83,5 |
70,7 |
61,5 |
54,7 |
|
|
632 |
54,0 |
486,3 |
10 |
— |
— |
87,6 |
74,1 |
64,5 |
57,2 |
|
|
633 |
56,0 |
511,2 |
11 |
— |
— |
92,3 |
78,1 |
68,0 |
60,4 |
|
|
634 |
58,0 |
536,5 |
11 |
— |
— |
96,5 |
81,6 |
71,0 |
63,0 |
|
|
635 |
60,0 |
562,1 |
12 |
— |
— |
101,4 |
85,8 |
74,6 |
663 |
|
|
636 |
64,0 |
614,2 |
13 |
— |
— |
— |
88,5 |
76,6 |
68,4 |
|
|
637 |
68,0 |
667,5 |
14 |
— |
— |
— |
91,6 |
79,8 |
71,0 |
|
|
638 |
72,0 |
722,1 |
15 |
— |
— |
— |
99,0 |
86,2 |
76,6 |
|
|
639 |
76,0 |
777,8 |
16 |
— |
— |
— |
106,5 |
92,7 |
82,4 |
|
|
640 |
80,0 |
834,6 |
17 |
— |
— |
— |
114,1 |
99,3 |
88,2 |
|
|
641 |
84,0 |
892,4 |
18 |
— |
— |
— |
114,5 |
99,7 |
88,7 |
|
|
642 |
88,0 |
951,3 |
19 |
— |
— |
— |
121,9 |
106,1 |
94,4 |
|
|
643 |
92,0 |
1011,3 |
21 |
— |
— |
— |
129,9 |
113,2 |
100,7 |
|
|
644 |
96,0 |
1072,2 |
22 |
— |
— |
— |
137,6 |
119,9 |
106,6 |
|
|
645 |
100,0 |
1134,0 |
23 |
— |
— |
— |
1453 |
126,6 |
112,5 |
|
|
646 |
110,0 |
1292,7 |
26 |
— |
— |
— |
165,4 |
144,0 |
128,0 |
|
|
647 |
120,0 |
1456,9 |
30 |
— |
— |
— |
186,7 |
162,6 |
144,6 |
|
|
648 |
С27
|
26,0 |
86,2 |
2 |
— |
— |
17,5 |
14,9 |
13,0 |
11,6 |
|
649 |
28,0 |
100,7 |
2 |
— |
— |
20,1 |
17,1 |
14,9 |
13,2 |
|
|
650 |
30,0 |
116,5 |
3 |
— |
— |
23,5 |
20,0 |
17,5 |
15,6 |
|
|
651 |
32,0 |
133,5 |
3 |
— |
— |
24,8 |
21,1 |
18,4 |
16,5 |
|
|
652 |
34,0 |
151,7 |
3 |
— |
— |
27,8 |
23,6 |
20,6 |
18,4 |
|
|
653 |
36,0 |
171,1 |
4 |
— |
— |
31,6 |
26,9 |
23,5 |
21,0 |
|
|
654 |
38,0 |
191,8 |
4 |
— |
— |
35,1 |
29,8 |
26,0 |
23,1 |
|
|
655 |
40,0 |
213,6 |
5 |
— |
— |
39,3 |
33,4 |
29,1 |
26,0 |
|
|
656 |
42,0 |
236,8 |
5 |
— |
— |
43,2 |
36,6 |
31,9 |
28,4 |
|
|
657 |
44,0 |
261,2 |
6 |
— |
— |
47,8 |
40,6 |
35,4 |
31,5 |
|
|
658 |
46,0 |
286,8 |
6 |
— |
— |
52,1 |
44,1 |
38,4 |
34,2 |
|
|
659 |
48,0 |
313,7 |
7 |
— |
— |
57,1 |
48,4 |
42,4 |
37,5 |
|
|
660 |
50,0 |
341,9 |
7 |
— |
— |
61,8 |
52,3 |
45,6 |
40,5 |
|
|
661 |
52,0 |
371,4 |
8 |
— |
— |
67,3 |
57,0 |
49,6 |
44,1 |
|
|
662 |
54,0 |
402,1 |
8 |
— |
— |
72,4 |
61,3 |
53,3 |
47,3 |
|
|
663 |
56,0 |
434,1 |
9 |
— |
— |
78,3 |
66,3 |
57,7 |
51,2 |
|
|
664 |
58,0 |
467,5 |
10 |
— |
— |
84,5 |
71,5 |
62,2 |
55,8 |
|
|
665 |
60,0 |
502,1 |
10 |
— |
— |
90,2 |
76,3 |
66,3 |
58,9 |
|
|
666 |
64,0 |
575,2 |
12 |
— |
— |
— |
79,1 |
68,9 |
61,2 |
|
|
667 |
68,0 |
653,6 |
14 |
— |
— |
— |
89,9 |
78,4 |
69,7 |
|
|
668 |
72,0 |
737,3 |
15 |
— |
— |
— |
100,9 |
87,8 |
78,0 |
|
|
669 |
76,0 |
826,2 |
17 |
— |
— |
— |
113,0 |
98,4 |
87,5 |
|
|
670 |
80,0 |
920,5 |
19 |
— |
— |
— |
125,9 |
109,6 |
97,4 |
|
|
671 |
84,0 |
1020,2 |
21 |
— |
— |
— |
131,0 |
114,1 |
101,5 |
|
|
672 |
88,0 |
1125,3 |
23 |
— |
— |
— |
144,3 |
125,7 |
111,8 |
|
|
673 |
92,0 |
1235,7 |
25 |
— |
— |
— |
158,2 |
137,8 |
122,5 |
|
|
674 |
96,0 |
1351,7 |
27 |
— |
— |
— |
172,8 |
150,5 |
133,7 |
|
|
675 |
100,0 |
1473,1 |
30 |
— |
— |
— |
188,6 |
164,2 |
146,0 |
|
|
676 |
110,0 |
1800,7 |
36 |
— |
— |
— |
229,9 |
200,2 |
177,9 |
|
|
677 |
120,0 |
2163,1 |
44 |
— |
— |
— |
276,5 |
240,8 |
214,0 |
|
|
678 |
С28
|
1,5 |
6,5 |
1 |
3,3 |
3,1 |
2,7 |
2,4 |
— |
— |
|
679 |
2,0 |
9,2 |
1 |
4,3 |
3,9 |
3,4 |
3,0 |
— |
— |
|
|
680 |
2,5 |
12,1 |
1 |
5,4 |
4,9 |
4,1 |
3,6 |
— |
— |
|
|
681 |
3,0 |
15,0 |
1 |
6,4 |
5,8 |
4,9 |
4,2 |
— |
— |
|
|
682 |
4,0 |
23,7 |
1 |
9,6 |
8,6 |
7,1 |
6,1 |
— |
— |
|
|
683 |
5,0 |
36,2 |
2 |
— |
10,3 |
9,4 |
8,1 |
7,2 |
6,2 |
|
|
684 |
6,0 |
51,1 |
2 |
— |
14,0 |
12,7 |
10,8 |
9,5 |
8,5 |
|
|
685 |
7,0 |
68,5 |
3 |
— |
18,7 |
17,0 |
14,5 |
12,8 |
11,4 |
|
|
686 |
8,0 |
88,3 |
3 |
— |
23,5 |
21,4 |
18,1 |
15,8 |
14,1 |
|
|
687 |
9,0 |
110,4 |
4 |
— |
29,4 |
26,7 |
22,7 |
19,8 |
17,7 |
|
|
688 |
10,0 |
134,8 |
4 |
— |
35,4 |
32,1 |
27,2 |
23,6 |
21,0 |
|
|
689 |
12,0 |
190,5 |
4 |
— |
— |
40,4 |
34,1 |
29,6 |
26,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |










Швы стыковых соединений С12, С13, С14, С21, С23,
|
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 12 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С12
|
3 — 18 |
12,1 |
1 |
5,4 |
4,5 |
4,0 |
3,5 |
3,0 |
2,7 |
|
2 |
20 — 60 |
15,1 |
1 |
— |
— |
4,0 |
3,5 |
3,3 |
3,0 |
|
|
3 |
С13
|
18 — 28 |
15,1 |
1 |
— |
— |
4,0 |
3,6 |
3,3 |
3,0 |
|
4 |
30 — 60 |
22,8 |
1 |
— |
— |
5,3 |
4,6 |
4,1 |
3,8 |
|
|
5 |
64 — 100 |
27,3 |
1 |
2,0 |
— |
— |
4,7 |
4,2 |
3,9 |
|
|
6 |
С14
|
18 — 54 |
15,1 |
1 |
— |
— |
4,0 |
3,6 |
3,3 |
3,0 |
|
7 |
56 — 100 |
18,2 |
1 |
— |
— |
4,4 |
3,7 |
3,3 |
3,2 |
|
|
8 |
С21
|
3 — 10 |
9,0 |
1 |
4,3 |
3,6 |
3,3 |
2,9 |
2,5 |
2,3 |
|
9 |
12 — 18 |
12,1 |
1 |
— |
— |
3,6 |
3,2 |
2,9 |
2,7 |
|
|
10 |
20 — 130 |
15,1 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
|
11 |
С23
|
24 — 52 |
15,1 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
12 |
54 — 72 |
18,2 |
1 |
— |
— |
4,4 |
3,8 |
3,5 |
3,2 |
|
|
13 |
76 — 100 |
27,3 |
1 |
— |
— |
— |
4,7 |
4,2 |
3,9 |
|
|
14 |
С24
|
24 — 52 |
15,1 |
1 |
— |
— |
4,0 |
3,6 |
3,3 |
3,0 |
|
15 |
54 — 72 |
18,2 |
1 |
— |
— |
4,4 |
3,8 |
3,5 |
3,2 |
|
|
16 |
76 — 100 |
27,3 |
1 |
— |
— |
— |
4,7 |
4,2 |
3,9 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |




Швы угловых соединений У1, У2, У4, У5, У6, У7,
|
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 13 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У1
|
0,5 |
3,1 |
1 |
2,5 |
2,3 |
2,2 |
— |
— |
— |
|
2 |
0,8 |
4,0 |
1 |
2,9 |
2,7 |
2,5 |
— |
— |
— |
|
|
3 |
1,0 |
4,0 |
1 |
2,9 |
2,7 |
2,5 |
— |
— |
— |
|
|
4 |
1,5 |
5,2 |
1 |
3,0 |
2,8 |
2,5 |
2,3 |
— |
— |
|
|
5 |
2,0 |
6,3 |
1 |
3,4 |
3,1 |
2,8 |
2,5 |
— |
— |
|
|
6 |
2,5 |
7,3 |
1 |
3,8 |
3,5 |
3,0 |
2,7 |
— |
— |
|
|
7 |
3,0 |
8,3 |
1 |
4,1 |
3,8 |
3,3 |
2,9 |
— |
— |
|
|
8 |
4,0 |
10,3 |
1 |
4,8 |
4,4 |
3,8 |
3,3 |
— |
— |
|
|
9 |
У2
|
1,0 |
3,6 |
1 |
2,7 |
2,5 |
2,4 |
— |
— |
— |
|
10 |
1,5 |
4,7 |
1 |
2,8 |
2,6 |
2,3 |
2,1 |
— |
— |
|
|
11 |
2,0 |
10,6 |
1 |
5,0 |
4,5 |
3,9 |
3,4 |
— |
— |
|
|
12 |
2,5 |
12,4 |
1 |
5,6 |
5,1 |
4,3 |
3,8 |
— |
— |
|
|
13 |
3,0 |
14,0 |
1 |
6,2 |
5,6 |
4,8 |
4,2 |
— |
— |
|
|
14 |
4,0 |
17,1 |
1 |
7,3 |
6,6 |
5,6 |
4,8 |
— |
— |
|
|
15 |
5,0 |
36,8 |
2 |
— |
10,7 |
9,8 |
8,5 |
7,5 |
6,8 |
|
|
16 |
6,0 |
42,9 |
2 |
— |
12,2 |
11,1 |
9,6 |
8,5 |
7,6 |
|
|
17 |
7,0 |
48,7 |
2 |
— |
13,6 |
12,4 |
10,7 |
9,4 |
8,4 |
|
|
18 |
8,0 |
54,4 |
2 |
— |
15,0 |
13,7 |
11,7 |
10,3 |
9,2 |
|
|
19 |
9,0 |
60,0 |
2 |
— |
16,4 |
14,9 |
12,7 |
11,1 |
10,0 |
|
|
20 |
10,0 |
89,3 |
3 |
— |
24,1 |
21,9 |
18,7 |
16,4 |
14,6 |
|
|
21 |
12,0 |
104,9 |
3 |
— |
— |
23,3 |
19,8 |
17,3 |
15,5 |
|
|
22 |
У4
|
0,8 |
4,9 |
1 |
3,3 |
3,0 |
2,8 |
— |
— |
— |
|
23 |
1,0 |
5,0 |
1 |
3,3 |
3,1 |
2,9 |
— |
— |
— |
|
|
24 |
1,5 |
7,5 |
1 |
3,8 |
3,5 |
3,1 |
2,8 |
— |
— |
|
|
25 |
2,0 |
7,8 |
1 |
4,0 |
3,6 |
3,2 |
2,8 |
— |
— |
|
|
26 |
2,5 |
8,0 |
1 |
4,0 |
3,7 |
3,2 |
2,9 |
— |
— |
|
|
27 |
3,0 |
9,0 |
1 |
5,5 |
3,8 |
3,3 |
3,0 |
— |
— |
|
|
28 |
4,0 |
10,0 |
1 |
5,7 |
4,2 |
3,5 |
3,3 |
— |
— |
|
|
29 |
5,0 |
13,1 |
1 |
— |
4,3 |
4,0 |
3,5 |
3,2 |
2,9 |
|
|
30 |
6,0 |
21,2 |
1 |
— |
6,3 |
5,8 |
5,0 |
4,4 |
4,0 |
|
|
31 |
7,0 |
21,7 |
1 |
— |
6,4 |
5,9 |
5,1 |
4,5 |
4,1 |
|
|
32 |
8,0 |
22,2 |
1 |
— |
6,5 |
6,0 |
5,2 |
4,6 |
4,2 |
|
|
33 |
У5
|
0,8 |
1,9 |
1 |
1,9 |
1,8 |
1,8 |
— |
— |
— |
|
34 |
1,0 |
2,0 |
1 |
2,0 |
1,9 |
1,8 |
— |
— |
— |
|
|
35 |
1,5 |
3,0 |
1 |
2,2 |
2,1 |
1,9 |
1,8 |
— |
— |
|
|
36 |
2,0 |
3,3 |
1 |
2,3 |
2,2 |
2,0 |
1,8 |
— |
— |
|
|
37 |
2,5 |
3,5 |
1 |
2,4 |
2,2 |
2,0 |
1,9 |
— |
— |
|
|
38 |
3,0 |
6,0 |
1 |
3,3 |
3,0 |
2,7 |
2,4 |
— |
— |
|
|
39 |
4,0 |
6,5 |
1 |
3,5 |
3,1 |
2,8 |
2,5 |
— |
— |
|
|
40 |
5,0 |
7,0 |
1 |
— |
3,3 |
2,9 |
2,6 |
2,2 |
2,1 |
|
|
41 |
6,0 |
9,8 |
1 |
— |
3,5 |
3,3 |
2,9 |
2,6 |
2,5 |
|
|
42 |
7,0 |
10,3 |
1 |
— |
3,6 |
3,4 |
3,0 |
2,7 |
2,5 |
|
|
43 |
8,0 |
10,8 |
1 |
— |
3,7 |
3,5 |
3,1 |
2,8 |
2,6 |
|
|
44 |
9,0 |
15,9 |
1 |
— |
5,0 |
4,6 |
4,0 |
3,6 |
3,3 |
|
|
45 |
10,0 |
16,4 |
1 |
— |
5,1 |
4,7 |
4,1 |
3,7 |
3,4 |
|
|
46 |
12,0 |
17,4 |
1 |
— |
— |
4,7 |
4,1 |
3,7 |
3,4 |
|
|
47 |
У6
|
3,0 |
8,8 |
1 |
4,4 |
4,1 |
3,5 |
3,1 |
— |
— |
|
48 |
4,0 |
13,0 |
1 |
5,9 |
5,4 |
4,6 |
4,0 |
— |
— |
|
|
49 |
5,0 |
17,6 |
1 |
— |
5,5 |
5,1 |
4,4 |
4,0 |
3,6 |
|
|
50 |
6,0 |
22,5 |
1 |
— |
6,7 |
6,2 |
5,3 |
4,7 |
4,3 |
|
|
51 |
7,0 |
27,7 |
1 |
— |
8,0 |
7,3 |
6,3 |
5,6 |
5,0 |
|
|
52 |
8,0 |
36,7 |
2 |
— |
10,9 |
10,0 |
8,6 |
7,7 |
7,0 |
|
|
53 |
9,0 |
45,7 |
2 |
— |
13,1 |
11,9 |
10,3 |
9,1 |
8,2 |
|
|
54 |
10,0 |
55,6 |
2 |
— |
15,5 |
14,1 |
12,1 |
10,6 |
9,5 |
|
|
55 |
12,0 |
78,1 |
2 |
— |
— |
17,5 |
14,9 |
13,1 |
11,7 |
|
|
56 |
14,0 |
104,0 |
3 |
— |
— |
23,3 |
19,9 |
17,5 |
15,6 |
|
|
57 |
16,0 |
133,3 |
3 |
— |
— |
29,2 |
24,7 |
21,6 |
19,2 |
|
|
58 |
18,0 |
165,9 |
4 |
— |
— |
36,3 |
30,8 |
26,9 |
24,0 |
|
|
59 |
20,0 |
201,8 |
4 |
— |
— |
43,4 |
36,8 |
32,0 |
28,4 |
|
|
60 |
22,0 |
240,9 |
5 |
— |
— |
47,9 |
40,6 |
35,4 |
31,4 |
|
|
61 |
24,0 |
283,1 |
6 |
— |
— |
56,2 |
47,7 |
41,6 |
36,8 |
|
|
62 |
26,0 |
328,5 |
7 |
— |
— |
65,1 |
55,2 |
48,1 |
42,6 |
|
|
63 |
28,0 |
377,0 |
8 |
— |
— |
74,6 |
63,2 |
55,1 |
48,8 |
|
|
64 |
30,0 |
428,6 |
9 |
— |
— |
84,6 |
71,7 |
62,5 |
55,3 |
|
|
65 |
32,0 |
483,2 |
10 |
— |
— |
88,3 |
74,9 |
65,3 |
58,2 |
|
|
66 |
34,0 |
540,8 |
11 |
— |
— |
98,6 |
83,6 |
72,9 |
64,8 |
|
|
67 |
36,0 |
601,4 |
12 |
— |
— |
109,4 |
92,7 |
80,8 |
71,9 |
|
|
68 |
38,0 |
665,0 |
14 |
— |
— |
121,4 |
102,9 |
89,7 |
79,9 |
|
|
69 |
40,0 |
731,5 |
15 |
— |
— |
133,1 |
112,8 |
98,4 |
87,5 |
|
|
70 |
42,0 |
800,9 |
16 |
— |
— |
145,4 |
123,2 |
107,3 |
95,4 |
|
|
71 |
44,0 |
873,2 |
18 |
— |
— |
158,8 |
134,6 |
117,3 |
104,3 |
|
|
72 |
46,0 |
948,4 |
19 |
— |
— |
172,0 |
145,7 |
126,9 |
112,8 |
|
|
73 |
48,0 |
1026,5 |
21 |
— |
— |
186,4 |
157,9 |
137,6 |
122,4 |
|
|
74 |
50,0 |
1107,4 |
23 |
— |
— |
201,3 |
170,6 |
148,6 |
132,2 |
|
|
75 |
52,0 |
1191,1 |
24 |
— |
— |
215,9 |
182,9 |
159,3 |
141,6 |
|
|
76 |
54,0 |
1277,6 |
26 |
— |
— |
231,7 |
196,3 |
171,0 |
152,0 |
|
|
77 |
56,0 |
1366,9 |
28 |
— |
— |
248,0 |
210,1 |
183,0 |
162,7 |
|
|
78 |
58,0 |
1459,0 |
30 |
— |
— |
264,7 |
224,2 |
195,3 |
173,6 |
|
|
79 |
60,0 |
1553,9 |
32 |
— |
— |
281,9 |
238,8 |
208,0 |
184,9 |
|
|
80 |
У7
|
3,0 |
8,4 |
1 |
4,3 |
3,9 |
3,4 |
3,1 |
— |
— |
|
81 |
4,0 |
13,0 |
1 |
5,9 |
5,4 |
4,6 |
4,0 |
— |
— |
|
|
82 |
5,0 |
18,2 |
1 |
— |
5,6 |
5,2 |
4,5 |
4,1 |
3,7 |
|
|
83 |
6,0 |
23,9 |
1 |
— |
7,0 |
6,5 |
5,6 |
5,0 |
4,5 |
|
|
84 |
7,0 |
30,1 |
2 |
— |
9,2 |
8,5 |
7,4 |
6,6 |
6,0 |
|
|
85 |
8,0 |
36,7 |
2 |
— |
10,9 |
10,0 |
8,6 |
7,7 |
7,0 |
|
|
86 |
9,0 |
43,8 |
2 |
— |
12,6 |
11,5 |
9,9 |
8,8 |
7,9 |
|
|
87 |
10,0 |
56,3 |
2 |
— |
15,6 |
14,2 |
12,2 |
10,7 |
9,6 |
|
|
88 |
12,0 |
78,9 |
2 |
— |
— |
17,7 |
15,1 |
13,2 |
11,8 |
|
|
89 |
14,0 |
105,0 |
3 |
— |
— |
23,6 |
20,1 |
17,6 |
15,7 |
|
|
90 |
16,0 |
134,5 |
3 |
— |
— |
29,4 |
25,0 |
21,8 |
19,4 |
|
|
91 |
18,0 |
167,4 |
4 |
— |
— |
36,6 |
31,1 |
27,1 |
24,2 |
|
|
92 |
20,0 |
203,5 |
5 |
— |
— |
44,5 |
37,7 |
32,9 |
29,3 |
|
|
93 |
22,0 |
242,8 |
5 |
— |
— |
48,2 |
40,9 |
35,7 |
31,6 |
|
|
94 |
24,0 |
285,3 |
6 |
— |
— |
56,6 |
48,0 |
41,9 |
37,1 |
|
|
95 |
26,0 |
331,0 |
7 |
— |
— |
65,6 |
55,6 |
48,5 |
42,9 |
|
|
96 |
28,0 |
397,8 |
8 |
— |
— |
75,1 |
63,6 |
55,5 |
49,1 |
|
|
97 |
30,0 |
431,6 |
9 |
— |
— |
85,2 |
72,1 |
62,8 |
55,6 |
|
|
98 |
32,0 |
486,4 |
10 |
— |
— |
88,9 |
75,4 |
65,7 |
58,5 |
|
|
99 |
34,0 |
544,3 |
11 |
— |
— |
99,2 |
84,1 |
73,3 |
65,2 |
|
|
100 |
36,0 |
605,2 |
13 |
— |
— |
110,7 |
93,9 |
81,9 |
72,9 |
|
|
101 |
38,0 |
669,0 |
14 |
— |
— |
122,0 |
103,5 |
90,2 |
80,3 |
|
|
102 |
40,0 |
735,7 |
15 |
— |
— |
133,8 |
113,4 |
98,9 |
87,9 |
|
|
103 |
42,0 |
805,4 |
17 |
— |
— |
146,8 |
124,5 |
108,5 |
96,6 |
|
|
104 |
44,0 |
877,9 |
18 |
— |
— |
159,6 |
135,3 |
117,9 |
104,8 |
|
|
105 |
46,0 |
953,4 |
20 |
— |
— |
173,6 |
147,1 |
128,2 |
114,1 |
|
|
106 |
48,0 |
1031,6 |
21 |
— |
— |
187,3 |
158,7 |
138,2 |
122,9 |
|
|
107 |
50,0 |
1112,8 |
23 |
— |
— |
202,2 |
171,7 |
149,3 |
132,7 |
|
|
108 |
52,0 |
1196,7 |
24 |
— |
— |
216,9 |
183,7 |
159,9 |
142,2 |
|
|
109 |
54,0 |
1283,4 |
26 |
— |
— |
232,7 |
197,1 |
171,7 |
152,6 |
|
|
110 |
56,0 |
1372,9 |
28 |
— |
— |
249,0 |
210,9 |
183,7 |
163,3 |
|
|
111 |
58,0 |
1465,2 |
30 |
— |
— |
265,7 |
225,1 |
196,1 |
174,3 |
|
|
112 |
60,0 |
1560,3 |
32 |
— |
— |
283,0 |
239,7 |
208,8 |
185,6 |
|
|
113 |
У8
|
6,0 |
10,3 |
1 |
— |
3,7 |
3,5 |
3,1 |
2,8 |
2,6 |
|
114 |
7,0 |
12,5 |
1 |
— |
4,3 |
4,0 |
3,5 |
3,2 |
2,9 |
|
|
115 |
8,0 |
14,9 |
1 |
— |
4,8 |
4,5 |
3,9 |
3,5 |
3,3 |
|
|
116 |
9,0 |
17,3 |
1 |
— |
5,4 |
5,0 |
4,4 |
3,9 |
3,6 |
|
|
117 |
10,0 |
19,8 |
1 |
— |
6,0 |
5,6 |
4,8 |
4,3 |
3,9 |
|
|
118 |
12,0 |
24,9 |
1 |
— |
— |
6,3 |
5,5 |
4,9 |
4,4 |
|
|
119 |
14,0 |
30,3 |
1 |
— |
— |
7,4 |
6,4 |
5,6 |
5,1 |
|
|
120 |
16,0 |
36,0 |
1 |
— |
— |
8,5 |
7,3 |
6,4 |
5,8 |
|
|
121 |
18,0 |
45,1 |
1 |
— |
— |
10,3 |
8,8 |
7,7 |
6,9 |
|
|
122 |
20,0 |
55,0 |
2 |
— |
— |
12,9 |
11,1 |
9,8 |
8,9 |
|
|
123 |
22,0 |
65,7 |
2 |
— |
— |
14,1 |
12,1 |
10,7 |
9,6 |
|
|
124 |
24,0 |
77,3 |
2 |
— |
— |
16,2 |
13,8 |
12,2 |
10,9 |
|
|
125 |
26,0 |
89,8 |
2 |
— |
— |
18,4 |
15,7 |
13,8 |
12,3 |
|
|
126 |
28,0 |
103,2 |
3 |
— |
— |
21,5 |
18,4 |
16,2 |
14,5 |
|
|
127 |
30,0 |
117,4 |
3 |
— |
— |
24,1 |
20,6 |
18,0 |
16,1 |
|
|
128 |
32,0 |
132,4 |
3 |
— |
— |
25,0 |
21,4 |
18,7 |
16,8 |
|
|
129 |
34,0 |
148,3 |
3 |
— |
— |
27,7 |
23,6 |
20,6 |
18,4 |
|
|
130 |
36,0 |
165,1 |
4 |
— |
— |
31,2 |
26,6 |
23,3 |
20,9 |
|
|
131 |
38,0 |
182,6 |
4 |
— |
— |
34,1 |
29,0 |
25,4 |
22,7 |
|
|
132 |
40,0 |
201,0 |
4 |
— |
— |
37,2 |
31,6 |
27,6 |
24,6 |
|
|
133 |
42,0 |
220,2 |
5 |
— |
— |
41,1 |
34,9 |
30,6 |
27,3 |
|
|
134 |
44,0 |
240,3 |
5 |
— |
— |
44,4 |
37,7 |
33,0 |
29,4 |
|
|
135 |
46,0 |
261,1 |
6 |
— |
— |
48,6 |
41,3 |
36,1 |
32,3 |
|
|
136 |
48,0 |
282,7 |
6 |
— |
— |
52,1 |
44,3 |
38,7 |
34,5 |
|
|
137 |
50,0 |
305,1 |
7 |
— |
— |
56,6 |
48,1 |
42,1 |
37,5 |
|
|
138 |
52,0 |
328,4 |
7 |
— |
— |
60,4 |
51,3 |
44,8 |
40,0 |
|
|
139 |
54,0 |
352,4 |
7 |
— |
— |
64,4 |
54,7 |
47,7 |
42,5 |
|
|
140 |
56,0 |
377,2 |
8 |
— |
— |
69,3 |
58,8 |
51,3 |
45,7 |
|
|
141 |
58,0 |
402,8 |
9 |
— |
— |
74,2 |
63,1 |
55,1 |
49,1 |
|
|
142 |
60,0 |
429,2 |
9 |
— |
— |
78,6 |
66,7 |
58,2 |
51,8 |
|
|
143 |
64,0 |
484,2 |
10 |
— |
— |
— |
67,9 |
59,3 |
52,9 |
|
|
144 |
68,0 |
542,3 |
11 |
— |
— |
— |
75,8 |
66,2 |
59,0 |
|
|
145 |
72,0 |
603,5 |
13 |
— |
— |
— |
84,7 |
74,0 |
66,0 |
|
|
146 |
76,0 |
667,7 |
14 |
— |
— |
— |
93,4 |
81,6 |
72,7 |
|
|
147 |
80,0 |
734,9 |
15 |
— |
— |
— |
102,4 |
89,4 |
79,6 |
|
|
148 |
84,0 |
805,1 |
17 |
— |
— |
— |
105,8 |
92,6 |
82,6 |
|
|
149 |
88,0 |
878,3 |
18 |
— |
— |
— |
115,0 |
100,5 |
89,6 |
|
|
150 |
92,0 |
954,5 |
20 |
— |
— |
— |
125,2 |
109,4 |
97,6 |
|
|
151 |
96,0 |
1033,5 |
21 |
— |
— |
— |
135,0 |
118,0 |
105,2 |
|
|
152 |
100,0 |
1115,5 |
23 |
— |
— |
— |
145,9, |
127,5 |
113,7 |
|
|
153 |
У9
|
3,0 |
8,6 |
1 |
4,4 |
4,0 |
3,5 |
3,1 |
— |
— |
|
154 |
4,0 |
12,9 |
1 |
5,9 |
5,3 |
4,6 |
4,0 |
— |
— |
|
|
155 |
5,0 |
17,5 |
1 |
— |
5,5 |
5,1 |
4,4 |
4,0 |
3,6 |
|
|
156 |
6,0 |
22,5 |
1 |
— |
6,7 |
6,1 |
5,3 |
4,7 |
4,3 |
|
|
157 |
7,0 |
27,8 |
1 |
— |
8,0 |
7,3 |
6,3 |
5,6 |
5,0 |
|
|
158 |
8,0 |
33,4 |
2 |
— |
10,0 |
9,2 |
8,0 |
7,1 |
6,5 |
|
|
159 |
9,0 |
40,3 |
2 |
— |
11,7 |
10,7 |
9,3 |
8,2 |
7,4 |
|
|
160 |
10,0 |
49,0 |
2 |
— |
13,8 |
12,7 |
10,9 |
9,6 |
8,6 |
|
|
161 |
12,0 |
68,7 |
2 |
— |
— |
15,7 |
13,4 |
11,8 |
10,6 |
|
|
162 |
14,0 |
91,5 |
2 |
— |
— |
20,2 |
17,2 |
15,0 |
13,4 |
|
|
163 |
16,0 |
117,2 |
3 |
— |
— |
26,0 |
22,1 |
19,3 |
17,3 |
|
|
164 |
18,0 |
145,9 |
3 |
— |
— |
31,7 |
26,8 |
23,4 |
20,8 |
|
|
165 |
20,0 |
177,4 |
4 |
— |
— |
38,6 |
32,7 |
28,6 |
25,4 |
|
|
166 |
22,0 |
211,8 |
5 |
— |
— |
42,6 |
36,2 |
31,6 |
28,1 |
|
|
167 |
24,0 |
248,9 |
5 |
— |
— |
49,3 |
41,8 |
36,4 |
32,3 |
|
|
168 |
26,0 |
288,8 |
6 |
— |
— |
57,2 |
48,5 |
42,3 |
37,5 |
|
|
169 |
28,0 |
331,4 |
7 |
— |
— |
65,6 |
55,6 |
48,5 |
42,9 |
|
|
170 |
30,0 |
376,6 |
8 |
— |
— |
74,5 |
63,2 |
55,0 |
48,7 |
|
|
171 |
32,0 |
424,6 |
9 |
— |
— |
77,9 |
66,1 |
57,7 |
51,4 |
|
|
172 |
34,0 |
475,1 |
10 |
— |
— |
87,0 |
73,8 |
64,4 |
57,3 |
|
|
173 |
36,0 |
528,3 |
11 |
— |
— |
96,5 |
81,9 |
71,4 |
63,5 |
|
|
174 |
38,0 |
584,1 |
12 |
— |
— |
106,5 |
90,3 |
78,7 |
70,1 |
|
|
175 |
40,0 |
642,4 |
13 |
— |
— |
116,9 |
99,1 |
86,4 |
76,8 |
|
|
176 |
42,0 |
703,3 |
15 |
— |
— |
128,4 |
108,9 |
95,0 |
84,6 |
|
|
177 |
44,0 |
766,7 |
16 |
— |
— |
139,7 |
118,4 |
103,2 |
91,8 |
|
|
178 |
46,0 |
832,7 |
17 |
— |
— |
151,4 |
128,3 |
111,8 |
99,4 |
|
|
179 |
48,0 |
901,1 |
18 |
— |
— |
163,5 |
138,5 |
120,6 |
107,2 |
|
|
180 |
50,0 |
972,1 |
20 |
— |
— |
176,7 |
149,7 |
130,4 |
116,0 |
|
|
181 |
52,0 |
1045,5 |
21 |
— |
— |
189,6 |
160,6 |
139,9 |
124,3 |
|
|
182 |
54,0 |
1121,3 |
23 |
— |
— |
203,6 |
172,5 |
150,3 |
133,6 |
|
|
183 |
56,0 |
1199,6 |
24 |
— |
— |
217,3 |
184,1 |
160,3 |
142,5 |
|
|
184 |
58,0 |
1280,3 |
26 |
— |
— |
232,2 |
196,7 |
171,3 |
152,3 |
|
|
185 |
60,0 |
1363,5 |
28 |
— |
— |
247,4 |
209,6 |
182,6 |
162,3 |
|
|
186 |
У10
|
3,0 |
8,4 |
1 |
4,3 |
3,9 |
3,4 |
3,0 |
— |
— |
|
187 |
4,0 |
12,8 |
1 |
5,8 |
5,3 |
4,5 |
4,0 |
— |
— |
|
|
188 |
5,0 |
17,7 |
1 |
— |
5,5 |
5,1 |
4,4 |
4,0 |
3,6 |
|
|
189 |
6,0 |
23,1 |
1 |
— |
6,8 |
6,3 |
5,4 |
4,8 |
4,4 |
|
|
190 |
7,0 |
28,9 |
2 |
— |
9,0 |
8,3 |
7,2 |
6,4 |
5,9 |
|
|
191 |
8,0 |
35,1 |
2 |
— |
10,5 |
9,6 |
8,3 |
7,4 |
6,7 |
|
|
192 |
9,0 |
41,7 |
2 |
— |
12,1 |
11,1 |
9,5 |
8,4 |
7,6 |
|
|
193 |
10,0 |
48,7 |
2 |
— |
13,8 |
12,6 |
10,8 |
9,5 |
8,6 |
|
|
194 |
12,0 |
66,0 |
2 |
— |
— |
15,1 |
13,0 |
11,4 |
10,2 |
|
|
195 |
14,0 |
88,3 |
2 |
— |
— |
19,5 |
16,6 |
14,6 |
13,0 |
|
|
196 |
16,0 |
113,6 |
3 |
— |
— |
25,3 |
21,5 |
18,8 |
16,8 |
|
|
197 |
18,0 |
141,9 |
3 |
— |
— |
30,9 |
26,2 |
22,8 |
20,3 |
|
|
198 |
20,0 |
173,1 |
4 |
— |
— |
37,7 |
32,0 |
27,9 |
24,9 |
|
|
199 |
22,0 |
207,2 |
5 |
— |
— |
41,8 |
35,5 |
31,1 |
27,6 |
|
|
200 |
24,0 |
244,1 |
5 |
— |
— |
48,5 |
41,1 |
35,8 |
31,7 |
|
|
201 |
26,0 |
283,9 |
6 |
— |
— |
56,3 |
47,8 |
41,7 |
36,9 |
|
|
202 |
28,0 |
326,5 |
7 |
— |
— |
64,8 |
54,9 |
47,9 |
42,4 |
|
|
203 |
30,0 |
371,9 |
8 |
— |
— |
73,7 |
62,4 |
54,4 |
48,2 |
|
|
204 |
32,0 |
420,0 |
9 |
— |
— |
77,1 |
65,5 |
57,1 |
50,9 |
|
|
205 |
34,0 |
470,9 |
10 |
— |
— |
86,3 |
73,2 |
63,9 |
56,9 |
|
|
206 |
36,0 |
524,5 |
11 |
— |
— |
95,9 |
81,3 |
71,0 |
63,2 |
|
|
207 |
38,0 |
580,8 |
12 |
— |
— |
106,0 |
89,9 |
78,3 |
69,7 |
|
|
208 |
40,0 |
639,8 |
13 |
— |
— |
116,5 |
98,7 |
86,1 |
76,6 |
|
|
209 |
42,0 |
701,5 |
14 |
— |
— |
127,4 |
108,0 |
94,1 |
83,7 |
|
|
210 |
44,0 |
765,8 |
16 |
— |
— |
139,5 |
118,3 |
103,1 |
91,8 |
|
|
211 |
46,0 |
832,8 |
17 |
— |
— |
151,4 |
128,3 |
111,8 |
99,4 |
|
|
212 |
48,0 |
902,4 |
18 |
— |
— |
163,7 |
138,6 |
120,8 |
107,4 |
|
|
213 |
50,0 |
974,7 |
20 |
— |
— |
177,1 |
150,1 |
130,8 |
116,3 |
|
|
214 |
52,0 |
1049,5 |
21 |
— |
— |
190,3 |
161,1 |
140,4 |
124,8 |
|
|
215 |
54,0 |
1126,9 |
23 |
— |
— |
204,5 |
173,3 |
151,0 |
134,2 |
|
|
216 |
56,0 |
1206,9 |
25 |
— |
— |
219,3 |
185,8 |
161,9 |
143,9 |
|
|
217 |
58,0 |
1289,5 |
26 |
— |
— |
233,7 |
197,9 |
172,4 |
153,2 |
|
|
218 |
60,0 |
1374,7 |
28 |
— |
— |
249,3 |
211,1 |
183,9 |
163,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |






Швы угловых соединений У8 |
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 14 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У8
|
6,0 |
8,9 |
1 |
— |
3,4 |
3,2 |
2,0 |
2,6 |
2,4 |
|
2 |
7,0 |
11,0 |
1 |
— |
3,9 |
3,6 |
3,2 |
2,9 |
2,7 |
|
|
3 |
8,0 |
13,3 |
1 |
— |
4,5 |
4,1 |
3,6 |
3,3 |
3,0 |
|
|
4 |
9,0 |
15,6 |
1 |
— |
5,0 |
4,7 |
4,1 |
3,7 |
3,4 |
|
|
5 |
10,0 |
18,1 |
1 |
— |
5,6 |
5,2 |
4,5 |
4,1 |
3,7 |
|
|
6 |
12,0 |
23,3 |
1 |
— |
— |
6,0 |
5,2 |
4,7 |
4,2 |
|
|
7 |
14,0 |
28,8 |
1 |
— |
— |
7,1 |
6,1 |
5,4 |
4,9 |
|
|
8 |
16,0 |
34,7 |
1 |
— |
— |
8,2 |
7,1 |
6,3 |
5,6 |
|
|
9 |
18,0 |
44,0 |
1 |
— |
— |
10,1 |
8,6 |
7,6 |
6,8 |
|
|
10 |
20,0 |
53,7 |
2 |
— |
— |
12,7 |
10,9 |
9,6 |
8,7 |
|
|
11 |
22,0 |
64,3 |
2 |
— |
— |
13,8 |
11,9 |
10,5 |
9,4 |
|
|
12 |
24,0 |
75,6 |
2 |
— |
— |
15,9 |
13,6 |
12,0 |
10,7 |
|
|
13 |
26,0 |
88,1 |
2 |
— |
— |
18,1 |
15,5 |
13,6 |
12,1 |
|
|
14 |
28,0 |
101,3 |
2 |
— |
— |
20,5 |
17,5 |
15,3 |
13,6 |
|
|
15 |
30,0 |
115,4 |
3 |
— |
— |
23,8 |
20,3 |
17,8 |
15,0 |
|
|
16 |
32,0 |
130,3 |
3 |
— |
— |
24,7 |
21,1 |
18,5 |
16,6 |
|
|
17 |
34,0 |
146,1 |
3 |
— |
— |
27,3 |
23,3 |
20,4 |
18,2 |
|
|
18 |
36,0 |
162,8 |
4 |
— |
— |
30,8 |
26,3 |
23,1 |
20,6 |
|
|
19 |
38,0 |
180,2 |
4 |
— |
— |
33,7 |
28,7 |
25,1 |
22,4 |
|
|
20 |
40,0 |
198,5 |
4 |
— |
— |
36,7 |
31,2 |
27,3 |
24,4 |
|
|
21 |
42,0 |
217,7 |
5 |
— |
— |
40,6 |
34,6 |
30,3 |
27,0 |
|
|
22 |
44,0 |
237,6 |
5 |
— |
— |
44,0 |
37,4 |
32,7 |
29,1 |
|
|
23 |
46,0 |
258,4 |
6 |
— |
— |
48,1 |
40,9 |
35,8 |
32,0 |
|
|
24 |
48,0 |
280,0 |
6 |
— |
— |
51,7 |
43,9 |
38,4 |
34,2 |
|
|
25 |
50,0 |
302,5 |
7 |
— |
— |
56,1 |
47,8 |
41,8 |
37,3 |
|
|
26 |
52,0 |
325,7 |
7 |
— |
— |
60,0 |
51,0 |
44,5 |
39,7 |
|
|
27 |
54,0 |
349,7 |
7 |
— |
— |
64,0 |
54,3 |
47,4 |
42,2 |
|
|
28 |
56,0 |
374,5 |
8 |
— |
— |
68,8 |
58,4 |
51,0 |
45,5 |
|
|
29 |
58,0 |
400,2 |
8 |
— |
— |
73,1 |
62,0 |
54,1 |
48,1 |
|
|
30 |
60,0 |
426,6 |
9 |
— |
— |
78,2 |
66,4 |
57,9 |
51,6 |
|
|
31 |
64,0 |
481,8 |
10 |
— |
— |
— |
67,6 |
59,0 |
52,6 |
|
|
32 |
68,0 |
540,2 |
11 |
— |
— |
— |
75,5 |
65,9 |
58,8 |
|
|
33 |
72,0 |
601,7 |
12 |
— |
— |
— |
83,8 |
73,2 |
65,2 |
|
|
34 |
76,0 |
666,3 |
14 |
— |
— |
— |
93,2 |
81,4 |
72,6 |
|
|
35 |
80,0 |
733,9 |
15 |
— |
— |
— |
102,3 |
89,3 |
79,6 |
|
|
36 |
84,0 |
804,7 |
17 |
— |
— |
— |
105,8 |
92,5 |
82,5 |
|
|
37 |
88,0 |
878,5 |
18 |
— |
— |
— |
115,0 |
100,5 |
89,6 |
|
|
38 |
92,0 |
955,3 |
20 |
— |
— |
— |
125,3 |
109,5 |
97,7 |
|
|
39 |
96,0 |
1035,2 |
21 |
— |
— |
— |
135,2 |
118,1 |
105,3 |
|
|
40 |
108,0 |
1118,0 |
23 |
— |
— |
— |
146,2 |
127,7 |
113,9 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы тавровых соединений Т6, Т7, Т8, Т9 |
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 15 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Т6
|
3,0 |
7,5 |
1 |
4,0 |
3,7 |
3,2 |
2,9 |
— |
— |
|
2 |
4,0 |
13,2 |
1 |
6,1 |
5,5 |
4,7 |
4,1 |
— |
— |
|
|
3 |
5,0 |
20,6 |
1 |
— |
6,3 |
5,8 |
5,0 |
4,5 |
4,1 |
|
|
4 |
6,0 |
29,5 |
2 |
— |
9,1 |
8,4 |
73 |
64 |
5,9 |
|
|
5 |
7,0 |
39,9 |
2 |
— |
11,6 |
10,6 |
9,2 |
8,1 |
7,4 |
|
|
6 |
8,0 |
51,8 |
2 |
— |
14,5 |
13,3 |
11,4 |
10,0 |
9,0 |
|
|
7 |
9,0 |
65,3 |
2 |
— |
17,8 |
16,2 |
13,8 |
12,1 |
10,8 |
|
|
8 |
10,0 |
80,3 |
3 |
— |
22,1 |
20,1 |
17,2 |
15,1 |
13,5 |
|
|
9 |
12,0 |
114,8 |
3 |
— |
— |
25,4 |
21,6 |
18,9 |
16,9 |
|
|
10 |
14,0 |
155,3 |
4 |
— |
— |
34,1 |
29,0 |
25,3 |
22,6 |
|
|
11 |
16,0 |
201,8 |
4 |
— |
— |
43,3 |
36,7 |
31,9 |
28,3 |
|
|
12 |
18,0 |
254,2 |
6 |
— |
— |
55,0 |
46,6 |
40,6 |
36,1 |
|
|
13 |
20,0 |
312,6 |
7 |
— |
— |
67,2 |
56,9 |
494 |
44,0 |
|
|
14 |
22,0 |
376,8 |
8 |
— |
— |
74,2 |
62,9 |
54,7 |
48,4 |
|
|
15 |
24,0 |
446,8 |
9 |
— |
— |
87,5 |
74,1 |
64,4 |
57,0 |
|
|
16 |
26,0 |
522,7 |
11 |
— |
— |
102,6 |
86,8 |
75,5 |
66,8 |
|
|
17 |
28,0 |
604,5 |
13 |
— |
— |
118,6 |
100,4 |
87,4 |
77,3 |
|
|
18 |
30,0 |
692,0 |
14 |
— |
— |
135,1 |
114,3 |
99,4 |
87,7 |
|
|
19 |
32,0 |
785,3 |
16 |
— |
— |
142,1 |
120,3 |
104,7 |
93,1 |
|
|
20 |
34,0 |
884,4 |
18 |
— |
— |
159,9 |
135,3 |
117,8 |
104,7 |
|
|
21 |
36,0 |
989,3 |
20 |
— |
— |
178,6 |
151,2 |
131,6 |
116,9 |
|
|
22 |
38,0 |
1099,0 |
22 |
— |
— |
198,3 |
167,8 |
146,0 |
129,7 |
|
|
23 |
40,0 |
1216,2 |
25 |
— |
— |
219,6 |
185,9 |
161,8 |
143,7 |
|
|
24 |
42,0 |
1338,2 |
27 |
— |
— |
241,2 |
204,1 |
177,6 |
157,7 |
|
|
25 |
44,0 |
1466,0 |
30 |
— |
— |
264,4 |
223,7 |
194,7 |
172,9 |
|
|
26 |
46,0 |
1599,4 |
32 |
— |
— |
287,9 |
243,5 |
211,0 |
188,1 |
|
|
27 |
48,0 |
1738,6 |
35 |
— |
— |
313,0 |
264,8 |
230,3 |
204,5 |
|
|
28 |
50,0 |
1883,4 |
38 |
— |
— |
339,0 |
286,8 |
249,5 |
221,5 |
|
|
29 |
52,0 |
2033,9 |
41 |
— |
— |
366,0 |
309,6 |
269,3 |
239,1 |
|
|
30 |
54,0 |
2190,1 |
44 |
— |
— |
394,0 |
333,2 |
289,8 |
2573 |
|
|
31 |
56,0 |
2351,9 |
47 |
— |
— |
422,8 |
357,6 |
311,0 |
276,0 |
|
|
32 |
58,0 |
2519,3 |
51 |
— |
— |
453,3 |
383,4 |
333,5 |
296,0 |
|
|
33 |
60,0 |
2692,4 |
54 |
— |
— |
484,0 |
409,3 |
356,0 |
316,0 |
|
|
34 |
Т7
|
3,0 |
7,5 |
1 |
4,0 |
3,7 |
3,2 |
2,9 |
— |
— |
|
35 |
4,0 |
13,2 |
1 |
6,1 |
5,5 |
4,7 |
4,1 |
— |
— |
|
|
36 |
5,0 |
204 |
1 |
— |
63 |
5,8 |
5,0 |
4,5 |
4,1 |
|
|
37 |
6,0 |
29,4 |
2 |
— |
9,1 |
8,4 |
73 |
6,5 |
5,9 |
|
|
38 |
7,0 |
39,9 |
2 |
— |
11,6 |
10,6 |
9,2 |
8,1 |
7,4 |
|
|
39 |
8,0 |
51,8 |
2 |
— |
14,5 |
133 |
11,4 |
10,0 |
9,0 |
|
|
40 |
9,0 |
65,4 |
2 |
— |
17,8 |
16,2 |
13,8 |
12,1 |
10,8 |
|
|
41 |
10,0 |
80,4 |
3 |
— |
22,1 |
20,2 |
17,2 |
15,1 |
13,6 |
|
|
42 |
12,0 |
115,1 |
3 |
— |
— |
25,5 |
21,7 |
19,0 |
16,9 |
|
|
43 |
14,0 |
155,8 |
4 |
— |
— |
34,2 |
29,1 |
25,4 |
22,6 |
|
|
44 |
16,0 |
202,6 |
5 |
— |
— |
44,1 |
37,4 |
32,7 |
29,1 |
|
|
45 |
18,0 |
255,5 |
6 |
— |
— |
55,2 |
46,8 |
40,8 |
36,3 |
|
|
46 |
20,0 |
314,3 |
7 |
— |
— |
67,5 |
57,2 |
49,7 |
44,2 |
|
|
47 |
22,0 |
379,0 |
8 |
— |
— |
74,6 |
63,2 |
55,0 |
48,7 |
|
|
48 |
24,0 |
449,7 |
9 |
— |
— |
88,1 |
74,5 |
64,8 |
57,3 |
|
|
49 |
26,0 |
526,4 |
11 |
— |
— |
1032 |
87,4 |
76,0 |
67,2 |
|
|
50 |
28,0 |
609,0 |
13 |
— |
— |
119,4 |
101,1 |
88,0 |
77,8 |
|
|
51 |
30,0 |
697,4 |
14 |
— |
— |
136,1 |
115,1 |
100,1 |
88,4 |
|
|
52 |
32,0 |
791,8 |
16 |
— |
— |
143,2 |
121,2 |
105,5 |
93,7 |
|
|
53 |
34,0 |
892,0 |
18 |
— |
— |
161,1 |
136,4 |
118,7 |
105,5 |
|
|
54 |
36,0 |
998,1 |
20 |
— |
— |
180,1 |
152,4 |
132,6 |
117,8 |
|
|
55 |
38,0 |
1110,1 |
23 |
— |
— |
200,6 |
169,9 |
147,9 |
131,4 |
|
|
56 |
40,0 |
1227,9 |
25 |
— |
— |
221,5 |
187,5 |
163,2 |
144,9 |
|
|
57 |
42,0 |
1351,5 |
27 |
— |
— |
243,4 |
205,9 |
179,1 |
159,1 |
|
|
58 |
44,0 |
1480,9 |
30 |
— |
— |
266,9 |
225,8 |
196,5 |
174,5 |
|
|
59 |
46,0 |
1616,2 |
33 |
— |
— |
291,3 |
246,5 |
214,5 |
190,5 |
|
|
60 |
48,0 |
1757,2 |
36 |
— |
— |
316,7 |
268,0 |
233,2 |
207,1 |
|
|
61 |
50,0 |
1904,1 |
39 |
— |
— |
343,1 |
290,3 |
252,6 |
224,3 |
|
|
62 |
52,0 |
1956,7 |
42 |
— |
— |
370,5 |
313,4 |
272,7 |
242,1 |
|
|
63 |
54,0 |
2215,1 |
45 |
— |
— |
398,8 |
337,3 |
293,4 |
260,5 |
|
|
64 |
56,0 |
2379,3 |
48 |
— |
— |
428,0 |
362,0 |
314,9 |
279,5 |
|
|
65 |
58,0 |
2549,2 |
51 |
— |
— |
458,3 |
387,5 |
337,0 |
299,2 |
|
|
66 |
60,0 |
2724,9 |
55 |
— |
— |
490,1 |
414,5 |
360,5 |
320,0 |
|
|
67 |
Т8
|
6,0 |
12,2 |
1 |
— |
4,2 |
3,9 |
3,5 |
3,2 |
2,9 |
|
68 |
7,0 |
15,2 |
1 |
4,9 |
4,9 |
4,6 |
4,0 |
3,6 |
3,3 |
|
|
69 |
8,0 |
18,3 |
1 |
— |
5,7 |
5,3 |
4,6 |
4,1 |
3,8 |
|
|
70 |
9,0 |
21,6 |
1 |
— |
6,5 |
6,0 |
5,2 |
4,6 |
4,2 |
|
|
71 |
10,0 |
28,5 |
2 |
— |
8,8 |
8,1 |
7,1 |
6,4 |
5,8 |
|
|
72 |
12,0 |
38,9 |
1 |
— |
— |
9,1 |
7,8 |
6,9 |
6,2 |
|
|
73 |
14,0 |
50,7 |
1 |
— |
— |
11,4 |
9,8 |
8,6 |
7,7 |
|
|
74 |
16,0 |
58,5 |
2 |
— |
— |
13,6 |
11,7 |
10,3 |
9,3 |
|
|
75 |
18,0 |
73,4 |
2 |
— |
— |
16,6 |
14,2 |
12,4 |
11,1 |
|
|
76 |
20,0 |
90,0 |
2 |
— |
— |
19,9 |
16,9 |
14,8 |
13,2 |
|
|
77 |
22,0 |
108,1 |
3 |
— |
— |
22,4 |
19,1 |
16,8 |
15,0 |
|
|
78 |
24,0 |
127,8 |
3 |
— |
— |
25,9 |
22,1 |
19,3 |
17,2 |
|
|
79 |
26,0 |
149,2 |
3 |
— |
— |
29,8 |
25,3 |
22,1 |
19,6 |
|
|
80 |
28,0 |
172,1 |
4 |
— |
— |
34,6 |
29,4 |
25,7 |
22,8 |
|
|
81 |
30,0 |
196,5 |
4 |
— |
— |
39,0 |
33,1 |
28,9 |
25,6 |
|
|
82 |
32,0 |
222,6 |
5 |
— |
— |
41,3 |
35,1 |
30,7 |
27,4 |
|
|
83 |
34,0 |
250,2 |
5 |
— |
— |
45,9 |
39,0 |
34,0 |
30,3 |
|
|
84 |
36,0 |
279,3 |
6 |
— |
— |
51,4 |
43,6 |
38,1 |
34,0 |
|
|
85 |
38,0 |
310,0 |
7 |
— |
— |
57,1 |
48,5 |
42,4 |
37,8 |
|
|
86 |
40,0 |
342,2 |
7 |
— |
— |
62,5 |
53,0 |
46,2 |
41,1 |
|
|
87 |
42,0 |
375,9 |
8 |
— |
— |
68,8 |
58,3 |
50,9 |
45,3 |
|
|
88 |
44,0 |
411,2 |
9 |
— |
— |
75,3 |
63,9 |
55,7 |
49,6 |
|
|
89 |
46,0 |
448,0 |
9 |
— |
— |
81,4 |
69,0 |
60,1 |
53,4 |
|
|
90 |
48,0 |
486,3 |
10 |
— |
— |
88,4 |
74,9 |
65,3 |
58,1 |
|
|
91 |
50,0 |
526,1 |
11 |
— |
— |
95,7 |
81,1 |
70,7 |
62,9 |
|
|
92 |
52,0 |
567,4 |
12 |
— |
— |
103,2 |
87,5 |
76,2 |
67,8 |
|
|
93 |
54,0 |
610,2 |
13 |
— |
— |
111,0 |
94,1 |
82,0 |
72,9 |
|
|
94 |
56,0 |
654,5 |
14 |
— |
— |
119,0 |
100,8 |
87,9 |
78,2 |
|
|
95 |
58,0 |
700,3 |
14 |
— |
— |
126,6 |
107,2 |
93,3 |
82,9 |
|
|
96 |
60,0 |
747,5 |
15 |
— |
— |
135,1 |
114,4 |
99,6 |
88,5 |
|
|
97 |
64,0 |
846,5 |
17 |
— |
— |
— |
116,8 |
101,9 |
90,6 |
|
|
98 |
68,0 |
951,4 |
19 |
— |
— |
— |
131,1 |
114,3 |
101,7 |
|
|
99 |
72,0 |
1062,2 |
22 |
— |
— |
— |
146,8 |
128,0 |
113,9 |
|
|
100 |
76,0 |
1178,9 |
24 |
— |
— |
— |
162,5 |
141,7 |
126,0 |
|
|
101 |
80,0 |
1301,4 |
26 |
— |
— |
— |
179,0 |
156,0 |
138,7 |
|
|
102 |
Т9
|
12,0 |
20,9 |
1 |
— |
— |
5,5 |
4,9 |
4,4 |
4,0 |
|
103 |
14,0 |
26,1 |
1 |
— |
— |
6,6 |
5,7 |
5,1 |
4,6 |
|
|
104 |
16,0 |
31,7 |
1 |
— |
— |
7,7 |
6,6 |
5,9 |
5,3 |
|
|
105 |
18,0 |
37,6 |
1 |
— |
— |
8,8 |
7,6 |
6,7 |
6,1 |
|
|
106 |
20,0 |
45,7 |
1 |
— |
— |
10,4 |
8,9 |
7,9 |
7,0 |
|
|
107 |
22,0 |
54,4 |
2 |
— |
— |
12,0 |
10,4 |
9,2 |
8,3 |
|
|
108 |
24,0 |
63,9 |
2 |
— |
— |
13,7 |
11,8 |
10,4 |
9,4 |
|
|
109 |
26,0 |
74,0 |
2 |
— |
— |
15,6 |
13,3 |
11,7 |
10,5 |
|
|
110 |
28,0 |
84,9 |
2 |
— |
— |
17,5 |
15,0 |
13,1 |
11,7 |
|
|
111 |
30,0 |
96,4 |
2 |
— |
— |
19,6 |
16,7 |
14,6 |
13,0 |
|
|
112 |
32,0 |
108,5 |
3 |
— |
— |
21,0 |
18,0 |
15,9 |
14,3 |
|
|
113 |
34,0 |
121,4 |
3 |
— |
— |
23,2 |
19,8 |
17,4 |
15,6 |
|
|
114 |
36,0 |
134,8 |
3 |
— |
— |
25,4 |
21,7 |
19,0 |
17,0 |
|
|
115 |
38,0 |
149,0 |
3 |
— |
— |
27,8 |
23,6 |
20,7 |
18,5 |
|
|
116 |
40,0 |
163,7 |
4 |
— |
— |
30,9 |
26,3 |
23,1 |
20,6 |
|
|
117 |
42,0 |
179,1 |
4 |
— |
— |
33,4 |
28,5 |
24,9 |
22,2 |
|
|
118 |
44,0 |
195,1 |
4 |
— |
— |
36,1 |
30,7 |
26,8 |
23,9 |
|
|
119 |
46,0 |
211,8 |
5 |
— |
— |
39,5 |
33,6 |
29,4 |
26,3 |
|
|
120 |
48,0 |
229,0 |
5 |
— |
— |
42,4 |
36,0 |
31,5 |
28,1 |
|
|
121 |
50,0 |
246,9 |
5 |
— |
— |
45,4 |
38,5 |
33,6 |
29,9 |
|
|
122 |
52,0 |
265,4 |
6 |
— |
— |
49,1 |
41,7 |
36,5 |
32,5 |
|
|
123 |
54,0 |
284,5 |
6 |
— |
— |
52,3 |
44,4 |
38,7 |
34,5 |
|
|
124 |
56,0 |
304,2 |
7 |
— |
— |
56,2 |
47,8 |
41,7 |
37,2 |
|
|
125 |
58,0 |
324,5 |
7 |
— |
— |
59,6 |
50,6 |
44,1 |
39,3 |
|
|
126 |
60,0 |
345,4 |
7 |
— |
— |
63,0 |
53,5 |
46,6 |
41,5 |
|
|
127 |
64,0 |
389,0 |
8 |
— |
— |
— |
54,4 |
47,5 |
42,3 |
|
|
128 |
68,0 |
434,9 |
9 |
— |
— |
— |
60,7 |
53,0 |
47,2 |
|
|
129 |
72,0 |
483,2 |
10 |
— |
— |
— |
67,3 |
58,8 |
52,4 |
|
|
130 |
76,0 |
533,8 |
11 |
— |
— |
— |
74,2 |
64,8 |
57,7 |
|
|
131 |
80,0 |
586,6 |
12 |
— |
— |
— |
81,4 |
71,0 |
63,3 |
|
|
132 |
84,0 |
641,8 |
13 |
— |
— |
— |
83,6 |
73,0 |
65,3 |
|
|
133 |
88,0 |
699,2 |
14 |
— |
— |
— |
90,9 |
79,3 |
70,7 |
|
|
134 |
92,0 |
758,8 |
16 |
— |
— |
— |
99,1 |
86,5 |
77,1 |
|
|
135 |
96,0 |
820,6 |
17 |
— |
— |
— |
106,9 |
93,3 |
83,2 |
|
|
136 |
100,0 |
884,7 |
18 |
— |
— |
— |
114,9 |
100,3 |
89,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |


Швы нахлесточных, угловых и тавровых соединений
|
Полуавтоматическая дуговая сварка в среде
|
|||||||||
Карта 16 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
1,0 |
1,4 |
1 |
1,6 |
1,6 |
1,5 |
— |
— |
— |
|
2 |
1,5 |
2,7 |
1 |
2,0 |
1,9 |
1,7 |
1,6 |
— |
— |
|
|
3 |
Н2
|
2,0 |
4,2 |
1 |
2,5 |
2,3 |
2,1 |
1,9 |
— |
— |
|
4 |
У4
|
2,5 |
5,9 |
1 |
3,1 |
2,9 |
2,5 |
2,3 |
— |
— |
|
5 |
У5
|
3,0 |
7,8 |
1 |
3,8 |
3,5 |
3,0 |
2,7 |
— |
— |
|
6 |
4,0 |
12,1 |
1 |
5,4 |
4,9 |
4,2 |
3,6 |
— |
— |
|
|
7 |
У7
|
5,0 |
17,1 |
1 |
— |
5,2 |
4,7 |
4,1 |
3,7 |
3,3 |
|
8 |
6,0 |
30,7 |
2 |
— |
9,0 |
8,3 |
7,2 |
6,4 |
5,8 |
|
|
9 |
7,0 |
40,6 |
2 |
— |
11,4 |
10,5 |
9,0 |
7,9 |
7,1 |
|
|
10 |
У10
|
8,0 |
51,7 |
2 |
— |
14,1 |
12,9 |
11,0 |
9,7 |
8,6 |
|
11 |
9,0 |
64,0 |
2 |
— |
17,1 |
15,6 |
13,2 |
11,6 |
10,3 |
|
|
12 |
Т1
|
10,0 |
77,5 |
3 |
— |
21,0 |
19,1 |
16,3 |
14,2 |
12,7 |
|
13 |
12,0 |
107,8 |
3 |
— |
— |
23,6 |
20,0 |
17,5 |
15,6 |
|
|
14 |
Т3
|
14,0 |
142,5 |
3 |
— |
— |
30,5 |
25,8 |
22,4 |
19,9 |
|
15 |
16,0 |
181,5 |
4 |
— |
— |
38,8 |
32,8 |
28,5 |
25,3 |
|
|
16 |
18,0 |
224,6 |
5 |
— |
— |
47,9 |
40,4 |
35,1 |
31,2 |
|
|
17 |
20,0 |
266,0 |
5 |
— |
— |
53,9 |
44,4 |
40,2 |
34,8 |
|
|
18 |
22,0 |
314,0 |
6 |
— |
— |
62,0 |
52,0 |
44,6 |
40,2 |
|
|
19 |
24,0 |
364,0 |
7 |
— |
— |
69,5 |
56,8 |
49,8 |
44,2 |
|
|
20 |
26,0 |
418,0 |
8 |
— |
— |
74,8 |
60,9 |
55,1 |
48,1 |
|
|
21 |
28,0 |
475,3 |
9 |
— |
— |
83,8 |
68,6 |
62,4 |
53,4 |
|
|
22 |
30,0 |
535,4 |
10 |
— |
— |
90,3 |
74,7 |
66,7 |
61,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |




Швы стыковых соединений С2, С4, С7, С8, С9, С10,
|
Полуавтоматическая аргонодуговая сварка
|
|||||||||
Карта 17 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С2
|
0,8 |
4,6 |
1 |
3,0 |
2,7 |
2,5 |
— |
— |
— |
|
2 |
1,0 |
5,0 |
1 |
3,1 |
2,8 |
2,6 |
— |
— |
— |
|
|
3 |
1,5 |
6,1 |
1 |
3,2 |
2,9 |
2,7 |
2,3 |
— |
— |
|
|
4 |
2,0 |
6,3 |
1 |
3,3 |
3,0 |
2,8 |
2,3 |
— |
— |
|
|
5 |
2,5 |
11,0 |
1 |
4,9 |
4,5 |
3,8 |
3,4 |
— |
||
|
6 |
3,0 |
11,4 |
1 |
5,1 |
4,6 |
3,9 |
3,4 |
— |
— |
|
|
7 |
4,0 |
12,1 |
1 |
5,4 |
4,9 |
4,1 |
3,6, |
— |
— |
|
|
8 |
5,0 |
18,7 |
1 |
— |
5,5 |
5,1 |
4,4 |
3,9 |
3,5 |
|
|
9 |
6,0 |
19,7 |
1 |
— |
5,8 |
5,3 |
4,6 |
4,1 |
3,7 |
|
|
10 |
С4
|
0,8 |
4,6 |
1 |
3,0 |
2,8 |
2,6 |
— |
— |
— |
|
11 |
1,0 |
4,7 |
1 |
3,0 |
2,8 |
2,6 |
— |
— |
— |
|
|
12 |
1,5 |
10,1 |
1 |
4,7 |
4,2 |
3,6 |
3,2 |
— |
— |
|
|
13 |
2,0 |
10,6 |
1 |
4,8 |
4,4 |
3,7 |
3,3 |
— |
— |
|
|
14 |
2,5 |
10,9 |
1 |
4,9 |
4,5 |
3,8 |
3,4 |
— |
— |
|
|
15 |
3,0 |
24,6 |
1 |
9,9 |
7,5 |
6,8 |
5,9 |
— |
— |
|
|
16 |
4,0 |
25,8 |
1 |
10,3 |
7,7 |
7,0 |
6,0 |
— |
— |
|
|
17 |
5,0 |
26,8 |
1 |
— |
8,9 |
7,4 |
6,3 |
5,2 |
4,6 |
|
|
18 |
6,0 |
27,6 |
1 |
— |
9,2 |
7,7 |
6,6 |
5,3 |
4,8 |
|
|
19 |
С7
|
3,0 |
7,2 |
1 |
3,6 |
3,2 |
2,9 |
2,6 |
— |
— |
|
20 |
4,0 |
8,5 |
1 |
4,0 |
3,3 |
3,0 |
2,7 |
— |
— |
|
|
21 |
5,0 |
9,5 |
1 |
— |
3,5 |
3,1 |
2,8 |
2,5 |
2,3 |
|
|
22 |
6,0 |
10,5 |
1 |
— |
3,6 |
3,3 |
2,9 |
2,6 |
2,4 |
|
|
23 |
С8
|
3,0 |
9,3 |
1 |
4,4 |
4,0 |
3,5 |
3,1 |
— |
— |
|
24 |
4,0 |
15,3 |
1 |
6,6 |
6,0 |
5,0 |
4,4 |
— |
— |
|
|
25 |
5,0 |
22,4 |
1 |
— |
6,5 |
6,0 |
5,2 |
4,6 |
4,1 |
|
|
26 |
6,0 |
30,7 |
2 |
— |
9,1 |
8,4 |
7,2 |
6,4 |
5,8 |
|
|
27 |
7,0 |
40,0 |
2 |
— |
11,4 |
10,4 |
8,9 |
7,9 |
7,1 |
|
|
28 |
8,0 |
50,3 |
2 |
— |
13,9 |
12,7 |
10,8 |
9,5 |
8,5 |
|
|
29 |
9,0 |
61,6 |
2 |
— |
16,7 |
15,1 |
12,9 |
11,3 |
10,1 |
|
|
30 |
10,0 |
73,9 |
3 |
— |
20,2 |
18,4 |
15,7 |
13,8 |
12,3 |
|
|
31 |
С9
|
3,0 |
11,1 |
1 |
5,1 |
4,6 |
4,0 |
3,5 |
— |
— |
|
32 |
4,0 |
16,8 |
1 |
7,2 |
6,5 |
5,4 |
4,7 |
— |
— |
|
|
33 |
5,0 |
23,2 |
1 |
— |
6,7 |
6,2 |
5,3 |
4,7 |
4,2 |
|
|
34 |
6,0 |
30,2 |
2 |
— |
9,0 |
8,3 |
7,2 |
6,4 |
5,8 |
|
|
35 |
7,0 |
42,7 |
2 |
— |
12,0 |
11,0 |
9,4 |
8,3 |
7,5 |
|
|
36 |
8,0 |
53,2 |
2 |
— |
14,6 |
13,3 |
11,4 |
10,0 |
8,9 |
|
|
37 |
9,0 |
64,7 |
2 |
— |
17,4 |
15,8 |
13,4 |
11,8 |
10,5 |
|
|
38 |
10,0 |
77,0 |
3 |
— |
21,0 |
19,1 |
16,3 |
14,3 |
12,8 |
|
|
39 |
С10
|
3,0 |
8,4 |
1 |
4,1 |
3,7 |
3,2 |
2,9 |
— |
— |
|
40 |
4,0 |
14,1 |
1 |
6,2 |
5,6 |
4,7 |
4,1 |
— |
— |
|
|
41 |
5,0 |
21,0 |
1 |
— |
6,2 |
5,7 |
4,9 |
4,4 |
3,9 |
|
|
42 |
6,0 |
29,2 |
2 |
— |
8,8 |
8,0 |
7,0 |
6,2 |
5,6 |
|
|
43 |
7,0 |
38,6 |
2 |
— |
11,0 |
10,0 |
8,7 |
7,7 |
6,9 |
|
|
44 |
8,0 |
49,0 |
2 |
— |
13,6 |
12,4 |
10,6 |
9,3 |
8,4 |
|
|
45 |
9,0 |
60,6 |
2 |
— |
16,4 |
14,9 |
12,7 |
11,1 |
9,9 |
|
|
46 |
10,0 |
73,2 |
3 |
— |
20,1 |
18,3 |
15,6 |
13,7 |
12,3 |
|
|
47 |
С12
|
3,0 |
8,3 |
1 |
4,1 |
3,7 |
3,2 |
2,9 |
— |
— |
|
48 |
4,0 |
14,0 |
1 |
6,1 |
5,5 |
4,7 |
4,1 |
— |
— |
|
|
49 |
5,0 |
20,9 |
1 |
— |
6,2 |
5,6 |
4,9 |
4,3 |
3,9 |
|
|
50 |
6,0 |
29,1 |
2 |
— |
8,7 |
8,0 |
7,0 |
6,2 |
5,6 |
|
|
51 |
7,0 |
38,4 |
2 |
— |
11,0 |
10,1 |
8,7 |
7,7 |
6,9 |
|
|
52 |
8,0 |
48,9 |
2 |
— |
13,6 |
12,4 |
10,6 |
9,3 |
8,3 |
|
|
53 |
9,0 |
60,5 |
2 |
— |
16,4 |
14,9 |
117 |
11,1 |
9,9 |
|
|
54 |
10,0 |
73,2 |
3 |
— |
20,1 |
18,3 |
15,6 |
13,7 |
12,3 |
|
|
55 |
С13
|
18,0 |
160,9 |
4 |
— |
— |
34,8 |
29,5 |
25,7 |
22,9 |
|
56 |
20,0 |
190,4 |
4 |
— |
— |
40,6 |
34,4 |
29,9 |
26,5 |
|
|
57 |
22,0 |
221,8 |
5 |
— |
— |
43,7 |
37,1 |
32,3 |
28,6 |
|
|
58 |
24,0 |
254,9 |
6 |
— |
— |
50,3 |
42,6 |
37,2 |
32,9 |
|
|
59 |
26,0 |
289,7 |
6 |
— |
— |
56,6 |
47,9 |
41,6 |
36,8 |
|
|
60 |
28,0 |
326,2 |
7 |
— |
— |
63,8 |
54,0 |
46,9 |
41,5 |
|
|
61 |
30,0 |
364,3 |
8 |
— |
— |
71,3 |
60,3 |
52,4 |
46,3 |
|
|
62 |
32,0 |
403,9 |
9 |
— |
— |
73,3 |
62,1 |
54,1 |
48,1 |
|
|
63 |
34,0 |
445,1 |
9 |
— |
— |
80,1 |
67,0 |
59,0 |
52,4 |
|
|
64 |
36,0 |
487,7 |
10 |
— |
— |
87,8 |
74,3 |
64,6 |
57,4 |
|
|
65 |
38,0 |
531,8 |
11 |
— |
— |
95,7 |
81,0 |
70,5 |
62,5 |
|
|
66 |
40,0 |
577,3 |
12 |
— |
— |
103,9 |
87,9 |
76,4 |
67,9 |
|
|
67 |
42,0 |
624,1 |
13 |
— |
— |
112,3 |
95,0 |
82,6 |
73,3 |
|
|
68 |
44,0 |
672,4 |
14 |
— |
— |
120,9 |
102,2 |
88,9 |
78,9 |
|
|
69 |
46,0 |
721,9 |
15 |
— |
— |
129,7 |
109,7 |
95,4 |
84,7 |
|
|
70 |
48,0 |
772,8 |
16 |
— |
— |
138,8 |
117,3 |
102,0 |
90,5 |
|
|
71 |
50,0 |
825,0 |
17 |
— |
— |
148,0 |
125,2 |
108,8 |
96,5 |
|
|
72 |
52,0 |
878,4 |
18 |
— |
— |
157,5 |
133,1 |
115,7 |
102,7 |
|
|
73 |
54,0 |
933,1 |
19 |
— |
— |
167,2 |
141,3 |
122,8 |
109,0 |
|
|
74 |
56,0 |
989,0 |
20 |
— |
— |
177,1 |
149,6 |
130,0 |
115,4 |
|
|
75 |
58,0 |
1046,1 |
21 |
— |
— |
187,2 |
158,1 |
137,4 |
121,9 |
|
|
76 |
60,0 |
1104,4 |
23 |
— |
— |
198,0 |
167,4 |
145,5 |
129,1 |
|
|
77 |
64,0 |
1224,6 |
25 |
— |
— |
— |
168,0 |
148,5 |
131,3 |
|
|
78 |
68,0 |
1349,3 |
27 |
— |
— |
— |
183,6 |
159,8 |
141,9 |
|
|
79 |
72,0 |
1478,5 |
30 |
— |
— |
— |
201,4 |
175,2 |
155,6 |
|
|
80 |
76,0 |
1612,1 |
33 |
— |
— |
— |
219,7 |
191,2 |
169,8 |
|
|
81 |
80,0 |
1750,0 |
35 |
— |
— |
— |
237,9 |
207,0 |
183,7 |
|
|
82 |
84,0 |
1892,1 |
38 |
— |
— |
— |
241,7 |
210,4 |
187,0 |
|
|
83 |
88,0 |
2038,3 |
41 |
— |
— |
— |
260,3 |
226,6 |
201,4 |
|
|
84 |
92,0 |
2188,6 |
44 |
— |
— |
— |
279,4 |
243,3 |
216,2 |
|
|
85 |
96,0 |
2342,8 |
47 |
— |
— |
— |
299,6 |
260,3 |
231,3 |
|
|
86 |
100,0 |
2500,9 |
50 |
— |
— |
— |
519,0 |
277,7 |
246,8 |
|
|
87 |
С14
|
18,0 |
133,2 |
3 |
— |
— |
28,7 |
24,3 |
21,2 |
18,8 |
|
88 |
20,0 |
159,0 |
4 |
— |
— |
34,4 |
29,2 |
25,4 |
22,6 |
|
|
89 |
22,0 |
186,7 |
4 |
— |
— |
36,8 |
31,2 |
27,2 |
24,0 |
|
|
90 |
24,0 |
216,1 |
5 |
— |
— |
42,7 |
36,2 |
31,5 |
27,9 |
|
|
91 |
26,0 |
247,2 |
5 |
— |
— |
48,3 |
40,9 |
35,6 |
31,4 |
|
|
92 |
28,0 |
280,0 |
6 |
— |
— |
54,9 |
46,4 |
40,4 |
35,7 |
|
|
93 |
30,0 |
314,4 |
7 |
— |
— |
61,7 |
52,2 |
45,4 |
40,2 |
|
|
94 |
32,0 |
350,4 |
7 |
— |
— |
63,2 |
53,5 |
46,6 |
41,4 |
|
|
95 |
34,0 |
388,0 |
8 |
— |
— |
70,1 |
59,3 |
51,6 |
45,9 |
|
|
96 |
36,0 |
427,2 |
9 |
— |
— |
77,2 |
65,3 |
56,9 |
50,5 |
|
|
97 |
38,0 |
467,8 |
10 |
— |
— |
84,5 |
71,5 |
62,3 |
55,3 |
|
|
98 |
40,0 |
510,0 |
11 |
— |
— |
92,1 |
78,0 |
67,9 |
60,3 |
|
|
99 |
42,0 |
553,6 |
12 |
— |
— |
100,0 |
84,6 |
73,6 |
65,4 |
|
|
100 |
44,0 |
598,6 |
12 |
— |
— |
107,4 |
90,8 |
79,0 |
70,1 |
|
|
101 |
46,0 |
645,0 |
13 |
— |
— |
115,8 |
97,9 |
85,1 |
75,5 |
|
|
102 |
48,0 |
692,9 |
14 |
— |
— |
124,3 |
105,1 |
91,4 |
81,1 |
|
|
103 |
50,0 |
742,1 |
15 |
— |
— |
133,1 |
112,5 |
97,8 |
86,8 |
|
|
104 |
52,0 |
792,7 |
16 |
— |
— |
142,1 |
120,1 |
104,4 |
92,6 |
|
|
105 |
54,0 |
844,6 |
17 |
— |
— |
151,3 |
127,9 |
111,1 |
98,6 |
|
|
106 |
56,0 |
897,8 |
18 |
— |
— |
160,7 |
135,8 |
118,0 |
104,7 |
|
|
107 |
58,0 |
952,4 |
19 |
— |
— |
170,4 |
144,0 |
125,1 |
111,0 |
|
|
108 |
60,0 |
1008,3 |
21 |
— |
— |
180,9 |
152,9 |
132,9 |
117,9 |
|
|
109 |
64,0 |
1123,8 |
23 |
— |
— |
— |
153,4 |
133,5 |
118,6 |
|
|
110 |
68,0 |
1244,4 |
25 |
— |
— |
— |
169,5 |
147,5 |
131,0 |
|
|
111 |
72,0 |
1369,9 |
28 |
— |
— |
— |
186,8 |
162,5 |
144,4 |
|
|
112 |
76,0 |
1500,2 |
30 |
— |
— |
— |
204,1 |
177,5 |
157,6 |
|
|
113 |
80,0 |
1635,3 |
33 |
— |
— |
— |
222,6 |
193,6 |
171,9 |
|
|
114 |
84,0 |
1775,1 |
36 |
— |
— |
— |
227,0 |
197,7 |
175,7 |
|
|
115 |
88,0 |
1919,5 |
39 |
— |
— |
— |
245,4 |
213,7 |
189,9 |
|
|
116 |
92,0 |
2068,4 |
42 |
— |
— |
— |
264,4 |
230,2 |
204,6 |
|
|
117 |
96,0 |
2221,8 |
45 |
— |
— |
— |
283,8 |
247,2 |
219,6 |
|
|
118 |
100,0 |
2379,6 |
48 |
— |
— |
— |
303,8 |
264,5 |
235,1 |
|
|
119 |
С15
|
8,0 |
13,6 |
1 |
— |
4,4 |
4,0 |
3,5 |
3,2 |
2,9 |
|
120 |
9,0 |
16,5 |
1 |
— |
5,1 |
4,7 |
4,1 |
3,6 |
3,3 |
|
|
121 |
10,0 |
19,6 |
1 |
— |
5,8 |
5,4 |
4,6 |
4,1 |
3,7 |
|
|
122 |
12,0 |
26,5 |
1 |
— |
— |
6,4 |
5,6 |
4,9 |
4,5 |
|
|
123 |
14,0 |
34,2 |
1 |
— |
— |
8,0 |
6,8 |
6,0 |
5,4 |
|
|
124 |
16,0 |
42,7 |
1 |
— |
— |
9,6 |
8,2 |
7,2 |
6,5 |
|
|
125 |
18,0 |
51,8 |
1 |
— |
— |
11,4 |
9,7 |
8,5 |
7,6 |
|
|
126 |
20,0 |
61,7 |
2 |
— |
— |
14,0 |
11,9 |
10,5 |
9,4 |
|
|
127 |
22,0 |
72,2 |
2 |
— |
— |
14,9 |
12,8 |
11,2 |
10,0 |
|
|
128 |
24,0 |
83,4 |
2 |
— |
— |
17,0 |
14,4 |
12,7 |
11,3 |
|
|
129 |
26,0 |
95,1 |
2 |
— |
— |
19,1 |
16,2 |
14,2 |
12,6 |
|
|
130 |
28,0 |
107,5 |
3 |
— |
— |
21,9 |
18,7 |
16,4 |
14,6 |
|
|
131 |
30,0 |
120,5 |
3 |
— |
— |
24,3 |
20,6 |
18,0 |
16,0 |
|
|
132 |
32,0 |
134,1 |
3 |
— |
— |
24,9 |
21,2 |
18,5 |
16,5 |
|
|
133 |
34,0 |
157,5 |
4 |
— |
— |
29,4 |
25,0 |
21,9 |
19,5 |
|
|
134 |
36,0 |
174,9 |
4 |
— |
— |
32,3 |
27,4 |
24,0 |
21,4 |
|
|
135 |
38,0 |
193,2 |
4 |
— |
— |
35,3 |
30,0 |
26,1 |
23,3 |
|
|
136 |
40,0 |
212,3 |
5 |
— |
— |
39,1 |
33,2 |
29,0 |
25,8 |
|
|
137 |
42,0 |
232,2 |
5 |
— |
— |
42,4 |
35,9 |
31,3 |
27,9 |
|
|
138 |
44,0 |
252,9 |
6 |
— |
— |
46,4 |
39,4 |
34,4 |
30,6 |
|
|
139 |
46,0 |
274,4 |
6 |
— |
— |
50,0 |
42,4 |
36,9 |
32,9 |
|
|
140 |
48,0 |
296,7 |
6 |
— |
— |
53,7 |
45,5 |
39,6 |
35,2 |
|
|
141 |
50,0 |
319,8 |
7 |
— |
— |
58,1 |
49,3 |
42,9 |
38,2 |
|
|
142 |
52,0 |
343,7 |
7 |
— |
— |
62,1 |
52,6 |
45,8 |
40,7 |
|
|
143 |
54,0 |
368,3 |
8 |
— |
— |
66,8 |
56,6 |
49,3 |
43,8 |
|
|
144 |
56,0 |
393,8 |
8 |
— |
— |
71,0 |
60,1 |
52,3 |
46,4 |
|
|
145 |
58,0 |
420,0 |
9 |
— |
— |
76,0 |
64,0 |
56,0 |
49,8 |
|
|
146 |
60,0 |
446,9 |
9 |
— |
— |
80,5 |
68,1 |
59,2 |
52,6 |
|
|
147 |
64,0 |
503,2 |
11 |
— |
— |
— |
69,5 |
60,6 |
54,0 |
|
|
148 |
68,0 |
562,4 |
12 |
— |
— |
— |
77,5 |
67,5 |
60,1 |
|
|
149 |
72,0 |
624,7 |
13 |
— |
— |
— |
85,8 |
74,7 |
66,4 |
|
|
150 |
76,0 |
689,8 |
14 |
— |
— |
— |
94,4 |
82,2 |
73,1 |
|
|
151 |
80,0 |
758,0 |
16 |
— |
— |
— |
104,0 |
90,6 |
80,5 |
|
|
152 |
84,0 |
829,0 |
17 |
— |
— |
— |
106,5 |
92,9 |
82,6 |
|
|
153 |
88,0 |
902,9 |
19 |
— |
— |
— |
116,3 |
101,4 |
90,2 |
|
|
154 |
92,0 |
979,7 |
20 |
— |
— |
— |
125,7 |
109,5 |
97,4 |
|
|
155 |
96,0 |
1059,3 |
22 |
— |
— |
— |
136,1 |
118,6 |
105,5 |
|
|
156 |
100,0 |
1141,8 |
23 |
— |
— |
— |
146,2 |
127,3 |
113,2 |
|
|
157 |
С16
|
30,0 |
140,3 |
3 |
— |
— |
27,8 |
23,6 |
20,6 |
18,2 |
|
158 |
32,0 |
154,5 |
4 |
— |
— |
28,9 |
24,6 |
21,5 |
19,2 |
|
|
159 |
34,0 |
169,3 |
4 |
— |
— |
31,3 |
26,6 |
23,3 |
20,8 |
|
|
160 |
36,0 |
184,4 |
4 |
— |
— |
33,9 |
28,7 |
25,1 |
22,3 |
|
|
161 |
38,0 |
200,0 |
4 |
— |
— |
36,5 |
30,9 |
26,9 |
24,0 |
|
|
162 |
40,0 |
216,0 |
5 |
— |
— |
39,7 |
33,7 |
29,4 |
26,2 |
|
|
163 |
42,0 |
232,4 |
5 |
— |
— |
42,4 |
36,0 |
31,4 |
27,9 |
|
|
164 |
44,0 |
249,2 |
5 |
— |
— |
45,2 |
38,3 |
33,4 |
29,7 |
|
|
165 |
46,0 |
266,4 |
6 |
— |
48,7 |
41,3 |
36,0 |
32,0 |
||
|
166 |
48,0 |
284,0 |
6 |
— |
— |
51,6 |
43,7 |
38,1 |
33,9 |
|
|
167 |
50,0 |
301,9 |
6 |
— |
— |
54,6 |
46,2 |
40,2 |
35,7 |
|
|
168 |
52,0 |
320,2 |
7 |
— |
— |
58,2 |
49,3 |
43,0 |
18,2 |
|
|
169 |
54,0 |
338,8 |
7 |
— |
— |
61,3 |
51,9 |
45,2 |
40,2 |
|
|
170 |
56,0 |
357,8 |
8 |
— |
— |
65,0 |
55,1 |
48,0 |
42,7 |
|
|
171 |
58,0 |
377,2 |
8 |
— |
— |
68,3 |
57,8 |
50,3 |
44,7 |
|
|
172 |
60,0 |
396,9 |
8 |
— |
— |
71,5 |
60,5 |
52,7 |
46,8 |
|
|
173 |
64,0 |
437,2 |
9 |
— |
— |
— |
61,5 |
53,8 |
48,8 |
|
|
174 |
68,0 |
478,8 |
10 |
— |
— |
— |
66,0 |
57,5 |
51,1 |
|
|
175 |
72,0 |
521,7 |
11 |
— |
— |
— |
71,8 |
62,6 |
55,7 |
|
|
176 |
76,0 |
565,8 |
12 |
— |
— |
77,9 |
67,9 |
60,4 |
||
|
177 |
80,0 |
611,0 |
13 |
— |
— |
— |
84,1 |
73,3 |
65,2 |
|
|
178 |
84,0 |
657,1 |
14 |
— |
— |
— |
85,0 |
74,1 |
66,0 |
|
|
179 |
88,0 |
704,9 |
15 |
— |
— |
— |
91,0 |
79,4 |
70,7 |
|
|
180 |
92,0 |
753,6 |
16 |
— |
— |
— |
97,2 |
84,8 |
75,5 |
|
|
181 |
96,0 |
803,2 |
17 |
— |
— |
— |
103,6 |
90,3 |
90,4 |
|
|
182 |
100,0 |
854,0 |
18 |
— |
— |
— |
110,0 |
95,9 |
85,3 |
|
|
183 |
110,0 |
985,2 |
20 |
— |
— |
— |
126,3 |
110,1 |
97,7 |
|
|
184 |
120,0 |
1122,6 |
23 |
— |
— |
— |
144,0 |
125,4 |
111,5 |
|
|
185 |
С17
|
3,0 |
8,9 |
1 |
4,3 |
3,9 |
3,4 |
3,0 |
— |
— |
|
186 |
4,0 |
14,3 |
1 |
6,3 |
5,7 |
4,8 |
4,2 |
— |
— |
|
|
187 |
5,0 |
20,7 |
1 |
— |
6,1 |
5,6 |
4,8 |
4,3 |
3,9 |
|
|
188 |
6,0 |
27,9 |
1 |
— |
7,9 |
7,2 |
6,2 |
5,4 |
4,9 |
|
|
189 |
7,0 |
36,0 |
2 |
— |
10,4 |
9,5 |
8,2 |
7,3 |
6,6 |
|
|
190 |
8,0 |
44,9 |
2 |
— |
12,6 |
11,6 |
9,8 |
8,7 |
7,8 |
|
|
191 |
9,0 |
54,5 |
2 |
— |
14,9 |
13,6 |
11,6 |
10,2 |
9,1 |
|
|
192 |
10,0 |
64,8 |
2 |
— |
17,4 |
15,8 |
13,5 |
11,8 |
10,5 |
|
|
193 |
С18
|
3,0 |
11,0 |
1 |
5,0 |
4,6 |
3,9 |
3,4 |
— |
— |
|
194 |
4,0 |
17,0 |
1 |
7,2 |
6,5 |
5,5 |
4,7 |
— |
— |
|
|
195 |
5,0 |
23,9 |
1 |
— |
6,9 |
6,3 |
5,4 |
4,8 |
4,3 |
|
|
196 |
6,0 |
31,5 |
2 |
— |
9,3 |
8,6 |
7,4 |
6,6 |
6,0 |
|
|
197 |
7,0 |
39,9 |
2 |
— |
11,4 |
10,4 |
8,9 |
7,9 |
7,1 |
|
|
198 |
8,0 |
48,9 |
2 |
— |
13,5 |
12,4 |
10,6 |
9,3 |
8,3 |
|
|
199 |
9,0 |
58,5 |
2 |
— |
15,9 |
14,5 |
12,3 |
10,8 |
9,7 |
|
|
200 |
10,0 |
68,7 |
3 |
— |
19,0 |
17,3 |
14,8 |
13,0 |
11,6 |
|
|
201 |
С19
|
3,0 |
8,4 |
1 |
4,1 |
3,8 |
3,3 |
2,9 |
— |
— |
|
202 |
4,0 |
13,8 |
1 |
6,1 |
5,5 |
4,7 |
4,1 |
— |
— |
|
|
203 |
5,0 |
20,4 |
1 |
— |
6,0 |
5,5 |
4,8 |
4,2 |
3,8 |
|
|
204 |
6,0 |
27,9 |
1 |
— |
7,9 |
7,2 |
6,2 |
5,4 |
4,9 |
|
|
205 |
7,0 |
36,5 |
2 |
— |
10,5 |
9,6 |
8,3 |
7,4 |
6,6 |
|
|
206 |
8,0 |
45,9 |
2 |
— |
12,8 |
11,7 |
10,0 |
8,8 |
7,9 |
|
|
207 |
9,0 |
56,3 |
2 |
— |
15,4 |
14,0 |
11,9 |
10,5 |
9,4 |
|
|
208 |
10,0 |
67,6 |
2 |
— |
18,1 |
16,4 |
14,0 |
12,2 |
10,9 |
|
|
209 |
С21
|
3,0 |
8,4 |
1 |
4,1 |
3,7 |
3,2 |
2,9 |
— |
— |
|
210 |
4,0 |
13,8 |
1 |
6,1 |
5,5 |
4,7 |
4,0 |
— |
— |
|
|
211 |
5,0 |
20,3 |
1 |
— |
6,0 |
5,5 |
4,8 |
4,2 |
3,8 |
|
|
212 |
6,0 |
27,8 |
1 |
— |
7,8 |
7,2 |
6,1 |
5,4 |
4,9 |
|
|
213 |
7,0 |
36,3 |
2 |
— |
10,5 |
9,6 |
8,3 |
7,3 |
6,6 |
|
|
214 |
8,0 |
45,7 |
2 |
— |
12,8 |
11,7 |
10,0 |
8,8 |
7,9 |
|
|
215 |
9,0 |
56,1 |
2 |
— |
15,3 |
13,9 |
11,9 |
10,4 |
9,3 |
|
|
216 |
10,0 |
67,3 |
2 |
— |
18,0 |
16,4 |
13,9 |
12,2 |
10,9 |
|
|
217 |
С25
|
6,0 |
8,9 |
1 |
— |
3,2 |
3,0 |
2,7 |
2,5 |
2,3 |
|
218 |
7,0 |
11,1 |
1 |
— |
3,8 |
3,5 |
3,1 |
2,8 |
2,6 |
|
|
219 |
8,0 |
13,4 |
1 |
— |
4,3 |
4,0 |
3,5 |
3,2 |
2,9 |
|
|
220 |
9,0 |
15,9 |
1 |
— |
4,9 |
4,5 |
4,0 |
3,5 |
3,2 |
|
|
221 |
10,0 |
18,5 |
1 |
— |
5,6 |
5,1 |
4,4 |
4,0 |
3,6 |
|
|
222 |
12,0 |
24,0 |
1 |
— |
— |
5,9 |
5,1 |
4,6 |
4,1 |
|
|
223 |
14,0 |
29,9 |
1 |
— |
— |
7,1 |
6,1, |
5,4 |
4,9 |
|
|
224 |
16,0 |
36,1 |
1 |
— |
— |
8,3 |
7,2 |
6,3 |
5,7 |
|
|
225 |
18,0 |
42,7 |
1 |
— |
— |
9,7 |
8,2 |
7,2 |
6,5 |
|
|
226 |
20,0 |
49,7 |
1 |
— |
— |
11,0 |
9,4 |
8,2 |
7,3 |
|
|
227 |
22,0 |
65,4 |
2 |
— |
— |
13,7 |
11,7 |
10,3 |
9,2 |
|
|
228 |
24,0 |
76,4 |
2 |
— |
— |
15,7 |
13,4 |
11,8 |
10,5 |
|
|
229 |
26,0 |
88,2 |
2 |
— |
— |
17,8 |
15,2 |
13,3 |
11,8 |
|
|
230 |
28,0 |
100,7 |
2 |
— |
— |
20,1 |
17,1 |
14,9 |
13,2 |
|
|
231 |
30,0 |
113,9 |
3 |
— |
— |
23,1 |
19,6 |
17,2 |
15,3 |
|
|
232 |
32,0 |
127,8 |
3 |
— |
— |
23,8 |
20,3 |
17,8 |
15,9 |
|
|
233 |
34,0 |
143,4 |
3 |
— |
— |
26,3 |
22,3 |
19,5 |
17,4 |
|
|
234 |
36,0 |
157,7 |
4 |
— |
— |
29,4 |
25,0 |
21,9 |
19,6 |
|
|
235 |
38,0 |
173,7 |
4 |
— |
— |
32,1 |
27,3 |
23,8 |
21,2 |
|
|
236 |
40,0 |
190,3 |
4 |
— |
— |
34,8 |
29,6 |
25,8 |
23,0 |
|
|
237 |
42,0 |
207,7 |
5 |
— |
— |
38,3 |
32,6 |
28,4 |
25,3 |
|
|
238 |
44,0 |
225,6 |
5 |
— |
— |
41,3 |
35,0 |
30,6 |
27,2 |
|
|
239 |
46,0 |
244,3 |
5 |
— |
— |
44,4 |
37,6 |
32,8 |
29,1 |
|
|
240 |
48,0 |
263,6 |
6 |
— |
— |
48,2 |
40,9 |
35,7 |
31,7 |
|
|
241 |
50,0 |
283,5 |
6 |
— |
— |
51,5 |
43,6 |
38,0 |
33,8 |
|
|
242 |
52,0 |
304,1 |
7 |
— |
— |
55,5 |
47,1 |
41,1 |
36,5 |
|
|
243 |
54,0 |
325,3 |
7 |
— |
— |
59,0 |
50,0 |
43,6 |
38,7 |
|
|
244 |
56,0 |
347,1 |
7 |
— |
— |
62,7 |
53,0 |
46,2 |
41,0 |
|
|
245 |
58,0 |
369,5 |
8 |
— |
— |
67,0 |
56,7 |
49,4 |
43,9 |
|
|
246 |
60,0 |
392,6 |
8 |
— |
— |
70,8 |
59,9 |
52,2 |
46,3 |
|
|
247 |
64,0 |
440,5 |
9 |
— |
— |
— |
60,6 |
52,8 |
47,0 |
|
|
248 |
68,0 |
490,8 |
10 |
— |
— |
— |
67,4 |
58,8 |
52,2 |
|
|
249 |
72,0 |
543,6 |
11 |
— |
— |
— |
74,5 |
64,9 |
57,7 |
|
|
250 |
76,0 |
598,7 |
12 |
— |
— |
— |
82,0 |
71,4 |
63,4 |
|
|
251 |
80,0 |
656,1 |
14 |
— |
— |
— |
90,2 |
78,6 |
69,9 |
|
|
252 |
84,0 |
715,8 |
15 |
— |
— |
— |
92,3 |
80,5 |
71,6 |
|
|
253 |
88,0 |
777,7 |
16 |
— |
— |
— |
100,0 |
87,2 |
77,6 |
|
|
254 |
92,0 |
842,0 |
17 |
— |
— |
— |
108,0 |
94,1 |
83,7 |
|
|
255 |
96,0 |
908,4 |
19 |
— |
— |
— |
116,9 |
101,9 |
90,6 |
|
|
256 |
100,0 |
977,1 |
20 |
— |
— |
— |
125,4 |
109,3 |
97,2 |
|
|
257 |
110,0 |
1158,3 |
24 |
— |
— |
— |
148,7 |
129,6 |
115,2 |
|
|
258 |
120,0 |
1352,9 |
28 |
— |
— |
— |
173,5 |
151,2 |
134,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |




Швы стыковых соединений С12, С13, С14, С21 |
Полуавтоматическая аргонодуговая сварка
|
|||||||||
Карта 18 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С12
|
3,0 |
3,4 |
1 |
2,3 |
2,1 |
1,9 |
1,8 |
— |
— |
|
2 |
4,0 |
3,4 |
1 |
2,3 |
2,1 |
1,9 |
1,8 |
— |
— |
|
|
3 |
5,0 |
9,0 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
4 |
6,0 |
9,0 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
5 |
7,0 |
9,0 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
6 |
8,0 |
9,0 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
7 |
9,0 |
9,0 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
8 |
10,0 |
9,0 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
9 |
С13
|
18,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
10 |
20,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
11 |
22,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
12 |
24,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
13 |
26,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
14 |
28,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
15 |
30,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
16 |
32,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
17 |
34,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
18 |
36,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
19 |
38,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
20 |
40,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
21 |
42,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
22 |
44,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
23 |
46,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
24 |
48,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
25 |
50,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
26 |
52,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
27 |
54,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
28 |
56,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
29 |
58,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
30 |
60,0 |
22,5 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
|
31 |
64,0 |
27,0 |
1 |
— |
— |
— |
4,7 |
4,3 |
3,9 |
|
|
32 |
68,0 |
27,0 |
1 |
— |
— |
— |
4,7 |
4,3 |
3,9 |
|
|
33 |
72,0 |
27,0 |
1 |
— |
— |
— |
4,7 |
4,3 |
3,9 |
|
|
34 |
76,0 |
27,0 |
1 |
— |
— |
— |
4,7 |
4,3 |
3,9 |
|
|
35 |
80,0 |
27,0 |
1 |
— |
— |
— |
4,7 |
4,3 |
3,9 |
|
|
36 |
84,0 |
27,0 |
1 |
— |
— |
— |
4,7 |
4,3 |
3,9 |
|
|
37 |
88,0 |
27,0 |
1 |
— |
— |
— |
4,7 |
4,3 |
3,9 |
|
|
38 |
92,0 |
27,0 |
1 |
— |
— |
— |
4,7 |
4,3 |
3,9 |
|
|
39 |
96,0 |
27,0 |
1 |
— |
— |
— |
4,7 |
4,3 |
3,9 |
|
|
40 |
100,0 |
27,0 |
1 |
— |
— |
— |
4,7 |
4,3 |
3,9 |
|
|
41 |
С14
|
18,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
42 |
20,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
43 |
22,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
44 |
24,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
45 |
26,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
46 |
28,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
47 |
30,0 |
15,0 |
1 |
— |
— |
4,0 |
3,5 |
3,2 |
3,0 |
|
|
48 |
32,0 |
15,0 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
|
49 |
34,0 |
15,0 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
|
50 |
36,0 |
15,0 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
|
51 |
38,0 |
15,0 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
|
52 |
40,0 |
15,0 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
|
53 |
42,0 |
15,0 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
|
54 |
44,0 |
15,0 |
1 |
— |
— |
3,9 |
3,5 |
2,2 |
3,0 |
|
|
55 |
46,0 |
15,0 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
|
56 |
48,0 |
15,0 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
|
57 |
50,0 |
15,0 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
|
58 |
52,0 |
15,0 |
1 |
— |
— |
3,9 |
3,5 |
3,2 |
3,0 |
|
|
59 |
54,0 |
18,0 |
1 |
— |
— |
4,4 |
3,5 |
3,2 |
3,0 |
|
|
60 |
56,0 |
18,0 |
1 |
— |
— |
4,4 |
3,5 |
3,2 |
3,0 |
|
|
61 |
58,0 |
18,0 |
1 |
— |
— |
4,4 |
3,5 |
3,2 |
3,0 |
|
|
62 |
60,0 |
18,0 |
1 |
— |
— |
4,4 |
3,5 |
3,2 |
3,0 |
|
|
63 |
64,0 |
18,0 |
1 |
— |
— |
— |
3,5 |
3,2 |
3,0 |
|
|
64 |
68,0 |
18,0 |
1 |
— |
— |
— |
3,6 |
3,3 |
3,1 |
|
|
65 |
72,0 |
18,0 |
1 |
— |
— |
— |
3,6 |
3,3 |
3,1 |
|
|
66 |
76,0 |
18,0 |
1 |
— |
— |
— |
3,6 |
3,3 |
3,1 |
|
|
67 |
80,0 |
18,0 |
1 |
— |
— |
— |
3,6 |
3,3 |
3,1 |
|
|
68 |
84,0 |
18,0 |
1 |
— |
— |
— |
3,6 |
3,3 |
3,1 |
|
|
69 |
88,0 |
18,0 |
1 |
— |
— |
— |
3,9 |
3,5 |
3,3 |
|
|
70 |
92,0 |
18,0 |
1 |
— |
— |
— |
3,9 |
3,5 |
3,3 |
|
|
71 |
96,0 |
18,0 |
1 |
— |
— |
— |
3,9 |
3,5 |
3,3 |
|
|
72 |
100,0 |
18,0 |
1 |
— |
— |
— |
3,9 |
3,5 |
3,3 |
|
|
73 |
С21
|
3,0 |
3,4 |
1 |
2,3 |
2,1 |
1,9 |
1,8 |
— |
— |
|
74 |
4,0 |
3,4 |
1 |
2,3 |
2,1 |
1,9 |
1,8 |
— |
— |
|
|
75 |
5,0 |
9,0 |
1 |
— |
2,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
76 |
6,0 |
9,0 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
77 |
7,0 |
9,0 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
78 |
8,0 |
9,0 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
79 |
9,0 |
9,0 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
80 |
10,0 |
9,0 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,5 |
2,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы тавровых соединений Т6, Т7, Т8, Т9 |
Полуавтоматическая аргонодуговая сварка
|
|||||||||
Карта 19 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Т6
|
3,0 |
7,5 |
1 |
4,0 |
3,7 |
33 |
2,9 |
— |
— |
|
2 |
4,0 |
13,3 |
1 |
6,1 |
5,5 |
4,7 |
4,1 |
— |
— |
|
|
3 |
5,0 |
20,6 |
1 |
— |
6,3 |
5,8 |
5,0 |
4,5 |
4,1 |
|
|
4 |
6,0 |
29,4 |
2 |
— |
9,1 |
8,4 |
73 |
6,5 |
5,9 |
|
|
5 |
7,0 |
39,9 |
2 |
— |
11,6 |
10,6 |
93 |
8,1 |
7,4 |
|
|
6 |
8,0 |
51,8 |
2 |
— |
14,5 |
133 |
11,4 |
10,0 |
9,0 |
|
|
7 |
9,0 |
65,3 |
2 |
— |
17,8 |
163 |
13,8 |
12,1 |
10,8 |
|
|
8 |
10,0 |
80,3 |
3 |
— |
22,1 |
20,1 |
17,2 |
15,1 |
13,5 |
|
|
9 |
12,0 |
114,9 |
3 |
— |
— |
25,4 |
21,7 |
18,9 |
16,9 |
|
|
10 |
14,0 |
155,4 |
4 |
— |
— |
34,1 |
29,0 |
25,3 |
22,6 |
|
|
11 |
16,0 |
202,0 |
4 |
— |
— |
43,4 |
36,7 |
31,9 |
28,3 |
|
|
12 |
18,0 |
254,5 |
6 |
— |
— |
55,1 |
46,6 |
40,6 |
36,1 |
|
|
13 |
20,0 |
313,0 |
7 |
— |
— |
67,3 |
57,0 |
49,6 |
44,0 |
|
|
14 |
22,0 |
377,4 |
8 |
— |
— |
74,3 |
62,9 |
54,8 |
48,5 |
|
|
15 |
24,0 |
447,6 |
9 |
— |
— |
87,7 |
74,2 |
64,5 |
57,0 |
|
|
16 |
26,0 |
523,8 |
11 |
— |
— |
102,7 |
86,9 |
75,7 |
66,9 |
|
|
17 |
28,0 |
605,7 |
13 |
— |
— |
118,9 |
100,6 |
87,6 |
77,4 |
|
|
18 |
30,0 |
693,6 |
14 |
— |
— |
135,4 |
114,5 |
99,6 |
87,9 |
|
|
19 |
32,0 |
787,2 |
16 |
— |
— |
142,4 |
120,6 |
104,9 |
933 |
|
|
20 |
34,0 |
886,6 |
18 |
— |
— |
160,2 |
135,6 |
118,1 |
104,9 |
|
|
21 |
36,0 |
991,8 |
20 |
— |
— |
179,0 |
151,5 |
131,9 |
117,1 |
|
|
22 |
38,0 |
1102,9 |
23 |
— |
— |
199,4 |
168,9 |
147,0 |
130,6 |
|
|
23 |
40,0 |
1219,6 |
25 |
— |
— |
2203 |
186,3 |
162,2 |
144,1 |
|
|
24 |
42,0 |
1342,1 |
27 |
— |
— |
241,8 |
204,6 |
178,0 |
158,1 |
|
|
25 |
44,0 |
1470,4 |
30 |
— |
— |
265,1 |
224,4 |
195,2 |
173,4 |
|
|
26 |
46,0 |
1604,4 |
33 |
— |
— |
289,4 |
244,9 |
213,1 |
189,2 |
|
|
27 |
48,0 |
1744,1 |
35 |
— |
— |
313,9 |
265,5 |
231,0 |
205,1 |
|
|
28 |
50,0 |
1889,6 |
38 |
— |
— |
340,1 |
287,7 |
2503 |
222,1 |
|
|
29 |
52,0 |
2040,7 |
41 |
— |
— |
367,2 |
310,6 |
260,1 |
239,8 |
|
|
30 |
54,0 |
2198,6 |
44 |
— |
— |
3953 |
334,2 |
290,7 |
258,1 |
|
|
31 |
56,0 |
2360,1 |
48 |
— |
— |
424,8 |
359,4 |
312,6 |
277,5 |
|
|
32 |
58,0 |
2528,4 |
51 |
— |
— |
454,8 |
384,7 |
334,6 |
297,0 |
|
|
33 |
60,0 |
2702,2 |
54 |
— |
— |
485,7 |
410,7 |
357,2 |
317,0 |
|
|
34 |
Т7
|
3,0 |
7,5 |
1 |
4,0 |
3,7 |
33 |
2,9 |
— |
— |
|
35 |
4,0 |
13,2 |
1 |
6,1 |
5,5 |
4,7 |
4,1 |
— |
— |
|
|
36 |
5,0 |
20,5 |
1 |
— |
63 |
5,8 |
5,0 |
4,5 |
4,1 |
|
|
37 |
6,0 |
29,4 |
2 |
— |
9,1 |
8,3 |
73 |
6,5 |
5,9 |
|
|
38 |
7,0 |
39,8 |
2 |
— |
11,6 |
10,6 |
9,2 |
8,1 |
7,4 |
|
|
39 |
8,0 |
51,8 |
2 |
— |
14,5 |
13,3 |
11,4 |
10,0 |
9,0 |
|
|
40 |
9,0 |
65,3 |
2 |
— |
17,8 |
163 |
13,8 |
12,1 |
10,8 |
|
|
41 |
10,0 |
80,4 |
3 |
— |
22,1 |
20,2 |
17,2 |
15,1 |
13,6 |
|
|
42 |
12,0 |
115,1 |
3 |
— |
— |
25,5 |
21,7 |
19,0 |
16,9 |
|
|
43 |
14,0 |
155,9 |
4 |
— |
— |
34,2 |
29,1 |
25,4 |
22,6 |
|
|
44 |
16,0 |
202,7 |
5 |
— |
— |
44,1 |
37,4 |
32,7 |
29,1 |
|
|
45 |
18,0 |
255,6 |
6 |
— |
— |
553 |
46,8 |
40,8 |
36,3 |
|
|
46 |
20,0 |
314,5 |
7 |
— |
— |
67,6 |
57,2 |
49,8 |
44,2 |
|
|
47 |
22,0 |
379,3 |
8 |
— |
— |
74,7 |
63,2 |
55,1 |
48,7 |
|
|
48 |
24,0 |
450,1 |
9 |
— |
— |
88,1 |
74,6 |
64,9 |
57,3 |
|
|
49 |
26,0 |
526,9 |
11 |
— |
— |
103,3 |
87,4 |
76,1 |
67,2 |
|
|
50 |
28,0 |
609,6 |
13 |
— |
— |
119,6 |
101,2 |
88,1 |
77,8 |
|
|
51 |
30,0 |
698,2 |
14 |
— |
— |
136,2 |
115,2 |
100,1 |
88,4 |
|
|
52 |
32,0 |
792,7 |
16 |
— |
— |
143,3 |
121,3 |
105,6 |
93,8 |
|
|
53 |
34,0 |
893,1 |
18 |
— |
— |
161,3 |
136,5 |
118,8 |
105,6 |
|
|
54 |
36,0 |
999,4 |
20 |
— |
— |
180,3 |
152,6 |
132,8 |
117,9 |
|
|
55 |
38,0 |
1111,6 |
23 |
— |
— |
200,9 |
170,1 |
148,0 |
131,5 |
|
|
56 |
40,0 |
1229,6 |
25 |
— |
— |
221,8 |
187,7 |
163,4 |
145,1 |
|
|
57 |
42,0 |
1353,4 |
28 |
— |
— |
244,4 |
206,8 |
180,0 |
159,9 |
|
|
58 |
44,0 |
1483,1 |
30 |
— |
— |
267,3 |
226,1 |
196,7 |
174,7 |
|
|
59 |
46,0 |
1618,6 |
33 |
— |
— |
291,7 |
246,9 |
214,8 |
190,7 |
|
|
60 |
48,0 |
1760,0 |
36 |
— |
— |
317,2 |
268,4 |
233,5 |
207,4 |
|
|
61 |
50,0 |
1907,1 |
39 |
— |
— |
343,6 |
290,7 |
253,0 |
224,6 |
|
|
62 |
52,0 |
2060,1 |
42 |
— |
— |
371,0 |
313,9 |
273,1 |
242,5 |
|
|
63 |
54,0 |
2218,9 |
45 |
— |
— |
399,4 |
337,9 |
293,9 |
260,9 |
|
|
64 |
56,0 |
2383,4 |
48 |
— |
— |
428,7 |
362,6 |
315,4 |
280,0 |
|
|
65 |
58,0 |
2553,7 |
52 |
— |
— |
459,6 |
388,8 |
338,2 |
300,3 |
|
|
66 |
60,0 |
2729,8 |
55 |
— |
— |
490,9 |
415,2 |
361,1 |
320,5 |
|
|
67 |
Т8
|
6,0 |
10,9 |
1 |
— |
3,9 |
3,7 |
3,3 |
3,0 |
2,8 |
|
68 |
7,0 |
14,4 |
1 |
— |
4,8 |
4,4 |
3,9 |
3,5 |
3,2 |
|
|
69 |
8,0 |
18,4 |
1 |
— |
5,7 |
5,3 |
4,6 |
4,1 |
3,8 |
|
|
70 |
9,0 |
22,8 |
1 |
— |
6,8 |
6,2 |
5,4 |
4,8 |
4,4 |
|
|
71 |
10,0 |
27,5 |
1 |
— |
8,0 |
7,3 |
6,3 |
5,6 |
5,0 |
|
|
72 |
12,0 |
38,3 |
1 |
— |
— |
9,0 |
7,7 |
6,8 |
6,1 |
|
|
73 |
14,0 |
50,5 |
1 |
— |
— |
11,4 |
9,7 |
8,5 |
7,7 |
|
|
74 |
16,0 |
64,3 |
2 |
— |
— |
14,8 |
12,7 |
11,1 |
10,0 |
|
|
75 |
18,0 |
79,6 |
2 |
— |
— |
17,8 |
15,2 |
13,3 |
11,9 |
|
|
76 |
20,0 |
96,2 |
2 |
— |
— |
21,1 |
17,9 |
15,7 |
14,0 |
|
|
77 |
22,0 |
114,3 |
3 |
— |
— |
23,5 |
20,1 |
17,6 |
15,7 |
|
|
78 |
24,0 |
133,7 |
3 |
— |
— |
27,0 |
23,0 |
20,1 |
17,9 |
|
|
79 |
26,0 |
154,5 |
4 |
— |
— |
31,4 |
26,0 |
23,4 |
20,8 |
|
|
80 |
28,0 |
176,6 |
4 |
— |
— |
35,4 |
30,1 |
26,3 |
23,3 |
|
|
81 |
30,0 |
200,0 |
4 |
— |
— |
39,7 |
33,6 |
29,3 |
26,0 |
|
|
82 |
32,0 |
224,7 |
5 |
— |
— |
41,7 |
35,4 |
31,0 |
27,6 |
|
|
83 |
34,0 |
250,7 |
5 |
— |
— |
46,0 |
39,0 |
34,1 |
30,3 |
|
|
84 |
36,0 |
278,0 |
6 |
— |
— |
51,2 |
43,5 |
38,0 |
33,8 |
|
|
85 |
38,0 |
306,4 |
7 |
— |
— |
56,6 |
48,1 |
42,0 |
37,4 |
|
|
86 |
40,0 |
336,2 |
7 |
— |
— |
61,5 |
52,2 |
45,5 |
40,5 |
|
|
87 |
42,0 |
367,1 |
8 |
— |
— |
67,3 |
57,1 |
49,8 |
44,4 |
|
|
88 |
44,0 |
399,2 |
8 |
— |
— |
72,6 |
61,6 |
53,7 |
47,7 |
|
|
89 |
46,0 |
432,6 |
9 |
— |
— |
78,8 |
66,8 |
58,3 |
51,8 |
|
|
90 |
48,0 |
467,1 |
10 |
— |
— |
85,2 |
72,3 |
63,0 |
56,1 |
|
|
91 |
50,0 |
502,8 |
11 |
— |
— |
91,8 |
77,9 |
67,9 |
60,4 |
|
|
92 |
52,0 |
539,7 |
11 |
— |
— |
98,0 |
83,0 |
72,3 |
64,3 |
|
|
93 |
54,0 |
577,7 |
12 |
— |
— |
104,9 |
88,9 |
77,5 |
68,9 |
|
|
94 |
56,0 |
664,7 |
14 |
— |
— |
120,7 |
102,3 |
89,1 |
79,2 |
|
|
95 |
58,0 |
710,8 |
15 |
— |
— |
129,0 |
109,3 |
95,2 |
84,7 |
|
|
96 |
60,0 |
758,3 |
16 |
— |
— |
137,6 |
116,5 |
101,5 |
90,2 |
|
|
97 |
64,0 |
857,6 |
18 |
— |
— |
— |
118,9 |
103,7 |
923 |
|
|
98 |
68,0 |
962,8 |
20 |
— |
— |
— |
133,2 |
116,2 |
103,4 |
|
|
99 |
72,0 |
1073,8 |
22 |
— |
— |
— |
148,2 |
129,2 |
115,0 |
|
|
100 |
76,0 |
1190,5 |
24 |
— |
— |
— |
154,0 |
142,9 |
127,1 |
|
|
101 |
80,0 |
1312,9 |
27 |
— |
— |
— |
181,1 |
157,8 |
140,4 |
|
|
102 |
Т9
|
12,0 |
19,0 |
1 |
— |
— |
5,1 |
4,5 |
4,1 |
3,7 |
|
103 |
14,0 |
25,0 |
1 |
— |
— |
63 |
5,5 |
4,9 |
4,5 |
|
|
104 |
16,0 |
31,7 |
1 |
— |
— |
7,7 |
6,6 |
5,9 |
53 |
|
|
105 |
18,0 |
39,2 |
1 |
— |
— |
9,2 |
7,9 |
6,9 |
6,2 |
|
|
106 |
20,0 |
47,3 |
1 |
— |
— |
10,8 |
9,2 |
8,1 |
7,2 |
|
|
107 |
22,0 |
56,1 |
2 |
— |
— |
12,3 |
10,6 |
9,4 |
8,5 |
|
|
108 |
24,0 |
65,5 |
2 |
— |
— |
14,0 |
12,0 |
10,6 |
9,5 |
|
|
109 |
26,0 |
75,6 |
2 |
— |
— |
15,9 |
13,6 |
11,9 |
10,7 |
|
|
110 |
28,0 |
86,3 |
2 |
— |
— |
17,8 |
15,2 |
13,3 |
11,9 |
|
|
111 |
30,0 |
97,6 |
2 |
— |
— |
19,8 |
16,9 |
14,8 |
13,2 |
|
|
112 |
32,0 |
109,6 |
3 |
— |
— |
21,2 |
18,2 |
16,0 |
14,4 |
|
|
113 |
34,0 |
122,1 |
3 |
— |
— |
23,3 |
19,9 |
17,5 |
15,7 |
|
|
114 |
36,0 |
135,3 |
3 |
— |
— |
25,5 |
21,7 |
19,0 |
17,0 |
|
|
115 |
38,0 |
149,0 |
3 |
— |
— |
27,8 |
23,6 |
20,7 |
18,5 |
|
|
116 |
40,0 |
163,3 |
4 |
— |
— |
30,8 |
26,3 |
23,0 |
20,6 |
|
|
117 |
42,0 |
178,2 |
4 |
— |
— |
33,3 |
28,3 |
24,8 |
22,2 |
|
|
118 |
44,0 |
193,6 |
4 |
— |
— |
35,8 |
30,5 |
26,6 |
23,8 |
|
|
119 |
46,0 |
209,7 |
5 |
— |
— |
39,2 |
33,8 |
29,2 |
26,1 |
|
|
120 |
48,0 |
226,2 |
5 |
— |
— |
41,9 |
35,6 |
31,2 |
27,8 |
|
|
121 |
50,0 |
243,3 |
5 |
— |
— |
44,8 |
38,0 |
33,2 |
29,6 |
|
|
122 |
52,0 |
261,0 |
6 |
— |
— |
48,4 |
41,1 |
35,9 |
32,1 |
|
|
123 |
54,0 |
279,2 |
6 |
— |
— |
51,4 |
43,6 |
38,1 |
33,9 |
|
|
124 |
56,0 |
298,0 |
6 |
— |
— |
54,5 |
46,2 |
40,3 |
35,9 |
|
|
125 |
58,0 |
317,3 |
7 |
— |
— |
58,4 |
49,6 |
43,3 |
38,6 |
|
|
126 |
60,0 |
337,1 |
7 |
— |
— |
61,7 |
52,3 |
45,6 |
40,6 |
|
|
127 |
64,0 |
378,3 |
8 |
— |
— |
— |
53,1 |
46,4 |
41,3 |
|
|
128 |
68,0 |
421,6 |
9 |
— |
— |
— |
59,1 |
51,6 |
46,0 |
|
|
129 |
72,0 |
466,9 |
10 |
— |
— |
— |
65,3 |
57,1 |
50,9 |
|
|
130 |
76,0 |
514,3 |
11 |
— |
— |
— |
71,8 |
62,7 |
55,9 |
|
|
131 |
80,0 |
593,7 |
12 |
— |
— |
— |
82,3 |
71,8 |
63,9 |
|
|
132 |
84,0 |
650,5 |
13 |
— |
— |
— |
84,6 |
73,9 |
65,8 |
|
|
133 |
88,0 |
709,6 |
15 |
— |
— |
— |
92,7 |
81,0 |
72,2 |
|
|
134 |
92,0 |
771,1 |
16 |
— |
— |
— |
100,5 |
87,8 |
78,2 |
|
|
135 |
96,0 |
835,0 |
17 |
— |
— |
— |
108,5 |
94,7 |
84,4 |
|
|
136 |
100,0 |
901,2 |
18 |
— |
— |
— |
116,8 |
101,9 |
90,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы угловых соединений У4, У5, У6, У7, У8, У9,
|
Полуавтоматическая аргонодуговая сварка
|
|||||||||
Карта 20 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У4
|
0,8 |
4,9 |
1 |
3,3 |
3,0 |
2,8 |
— |
— |
— |
|
2 |
1,0 |
5,0 |
1 |
3,3 |
3,1 |
2,9 |
— |
— |
— |
|
|
3 |
1,5 |
7,5 |
1 |
3,8 |
3,5 |
3,1 |
2,8 |
— |
— |
|
|
4 |
2,0 |
7,8 |
1 |
4,0 |
3,6 |
3,2 |
2,8 |
— |
— |
|
|
5 |
2,5 |
8,0 |
1 |
4,0 |
3,7 |
3,2 |
2,9 |
— |
— |
|
|
6 |
3,0 |
12,1 |
1 |
5,5 |
5,0 |
4,3 |
3,7 |
— |
— |
|
|
7 |
4,0 |
12,6 |
1 |
5,7 |
5,2 |
4,4 |
3,9 |
— |
— |
|
|
8 |
5,0 |
13,1 |
1 |
— |
5,4 |
5,0 |
4,3 |
3,2 |
2,9 |
|
|
9 |
6,0 |
21,2 |
1 |
— |
6,3 |
5,8 |
5,0 |
4,4 |
4,0 |
|
|
10 |
7,0 |
21,7 |
1 |
— |
6,4 |
5,9 |
5,1 |
4,5 |
4,1 |
|
|
11 |
8,0 |
22,2 |
1 |
— |
6,5 |
6,0 |
5,2 |
4,6 |
4,2 |
|
|
12 |
У5
|
0,8 |
1,9 |
1 |
1,9 |
1,8 |
1,8 |
— |
— |
— |
|
13 |
1,0 |
2,0 |
1 |
2,0 |
1,9 |
1,8 |
— |
— |
— |
|
|
14 |
1,5 |
3,0 |
1 |
2,2 |
2,1 |
1,9 |
1,8 |
— |
— |
|
|
15 |
2,0 |
3,3 |
1 |
2,3 |
2,2 |
2,0 |
1,8 |
— |
— |
|
|
16 |
2,5 |
3,5 |
1 |
2,4 |
2,2 |
2,0 |
1,9 |
— |
— |
|
|
17 |
3,0 |
5,9 |
1 |
3,3 |
2,6 |
2,5 |
2,3 |
— |
— |
|
|
18 |
4,0 |
6,5 |
1 |
3,5 |
2,8 |
2,7 |
2,4 |
— |
— |
|
|
19 |
5,0 |
7,1 |
1 |
— |
3,0 |
2,8 |
2,5 |
2,2 |
2,1 |
|
|
20 |
6,0 |
7,6 |
1 |
— |
3,1 |
2,8 |
2,5 |
2,3 |
2,1 |
|
|
21 |
7,0 |
8,0 |
1 |
— |
3,2 |
2,9 |
2,6 |
2,4 |
2,2 |
|
|
22 |
8,0 |
8,4 |
1 |
— |
3,2 |
3,0 |
2,6 |
2,4 |
2,3 |
|
|
23 |
9,0 |
15,9 |
1 |
— |
5,0 |
4,6 |
4,0 |
3,6 |
3,3 |
|
|
24 |
10,0 |
16,4 |
1 |
— |
5,1 |
4,7 |
4,1 |
3,7 |
3,4 |
|
|
25 |
12,0 |
17,4 |
1 |
— |
— |
4,7 |
4,1 |
3,7 |
3,4 |
|
|
26 |
У6
|
3,0 |
8,3 |
1 |
4,2 |
3,9 |
3,4 |
3,0 |
— |
— |
|
27 |
4,0 |
14,0 |
1 |
6,3 |
5,7 |
4,9 |
4,2 |
— |
— |
|
|
28 |
5,0 |
20,9 |
1 |
— |
6,3 |
5,8 |
5,0 |
4,5 |
4,1 |
|
|
29 |
6,0 |
29,0 |
2 |
— |
9,0 |
8,3 |
7,2 |
6,5 |
5,9 |
|
|
30 |
7,0 |
38,3 |
2 |
— |
11,2 |
10,3 |
8,9 |
7,9 |
7,2 |
|
|
31 |
8,0 |
48,6 |
2 |
— |
13,8 |
12,6 |
10,8 |
9,5 |
8,6 |
|
|
32 |
9,0 |
60,1 |
2 |
— |
16,6 |
15,1 |
12,9 |
11,3 |
10,2 |
|
|
33 |
10,0 |
72,7 |
3 |
— |
20,3 |
18,5 |
15,9 |
14,0 |
12,6 |
|
|
34 |
У7
|
3,0 |
8,3 |
1 |
4,2 |
3,9 |
3,4 |
3,0 |
— |
— |
|
35 |
4,0 |
14,0 |
1 |
6,3 |
5,7 |
4,9 |
4,3 |
— |
— |
|
|
36 |
5,0 |
20,9 |
1 |
— |
6,3 |
5,8 |
5,0 |
4,5 |
4,1 |
|
|
37 |
6,0 |
29,1 |
2 |
— |
9,0 |
8,3 |
7,2 |
6,5 |
5,9 |
|
|
38 |
7,0 |
38,4 |
2 |
— |
11,3 |
10,3 |
8,9 |
7,9 |
7,2 |
|
|
39 |
8,0 |
48,9 |
2 |
— |
13,8 |
12,6 |
10,9 |
9,6 |
8,6 |
|
|
40 |
9,0 |
60,5 |
2 |
— |
16,7 |
15,2 |
13,0 |
11,4 |
10,2 |
|
|
41 |
10,0 |
73,2 |
3 |
— |
20,4 |
18,7 |
16,0 |
14,1 |
12,6 |
|
|
42 |
У8
|
6,0 |
10,1 |
1 |
— |
3,7 |
3,4 |
3,1 |
2,8 |
2,6 |
|
43 |
7,0 |
13,0 |
1 |
— |
4,4 |
4,1 |
3,6 |
33 |
3,0 |
|
|
44 |
8,0 |
16,1 |
1 |
— |
5,1 |
4,8 |
4,2 |
3,7 |
3,4 |
|
|
45 |
9,0 |
19,5 |
1 |
— |
6,0 |
5,5 |
4,8 |
4,3 |
3,9 |
|
|
46 |
10,0 |
23,1 |
1 |
— |
6,8 |
6,3 |
5,4 |
4,8 |
4,4 |
|
|
47 |
12,0 |
31,0 |
1 |
— |
— |
7,5 |
6,5 |
5,7 |
5,2 |
|
|
48 |
14,0 |
39,7 |
1 |
— |
— |
9,2 |
7,9 |
7,0 |
6,3 |
|
|
49 |
16,0 |
49,3 |
1 |
— |
— |
11,1 |
9,5 |
8,3 |
7,4 |
|
|
50 |
18,0 |
59,6 |
2 |
— |
— |
13,9 |
11,9 |
10,5 |
9,4 |
|
|
51 |
20,0 |
70,6 |
2 |
— |
— |
16,0 |
13,7 |
12,0 |
10,8 |
|
|
52 |
У9
|
3,0 |
10,2 |
1 |
4,9 |
4,5 |
3,9 |
3,4 |
— |
— |
|
53 |
4,0 |
16,1 |
1 |
7,0 |
6,4 |
5,4 |
4,7 |
— |
— |
|
|
54 |
5,0 |
22,9 |
1 |
— |
6,8 |
6,2 |
5,4 |
4,8 |
4,4 |
|
|
55 |
6,0 |
30,6 |
2 |
— |
9,4 |
8,6 |
73 |
6,7 |
6,1 |
|
|
56 |
7,0 |
39,1 |
2 |
— |
11,4 |
10,5 |
9,1 |
8,0 |
7,3 |
|
|
57 |
8,0 |
48,4 |
2 |
— |
13,7 |
123 |
10,7 |
9,5 |
8,5 |
|
|
58 |
9,0 |
58,3 |
2 |
— |
16,1 |
14,7 |
12,6 |
11,0 |
9,9 |
|
|
59 |
10,0 |
68,9 |
3 |
— |
19,4 |
17,7 |
15,2 |
13,4 |
12,0 |
|
|
60 |
12,0 |
92,1 |
2 |
— |
— |
203 |
17,3 |
15,1 |
13,4 |
|
|
61 |
14,0 |
117,6 |
3 |
— |
— |
26,1 |
22,2 |
19,4 |
17,3 |
|
|
62 |
16,0 |
161,0 |
4 |
— |
— |
353 |
30,0 |
26,2 |
23,4 |
|
|
63 |
18,0 |
201,6 |
4 |
— |
— |
43,4 |
36,7 |
32,0 |
28,4 |
|
|
64 |
20,0 |
246,6 |
5 |
— |
— |
53,0 |
44,9 |
39,0 |
34,7 |
|
|
65 |
У10
|
3,0 |
9,5 |
1 |
4,7 |
43 |
3,7 |
33 |
— |
— |
|
66 |
4,0 |
15,4 |
1 |
6,8 |
6,1 |
53 |
4,6 |
— |
— |
|
|
67 |
5,0 |
22,2 |
1 |
— |
6,6 |
6,1 |
53 |
4,7 |
4,3 |
|
|
68 |
6,0 |
30,1 |
2 |
— |
93 |
83 |
7,4 |
6,6 |
6,0 |
|
|
69 |
7,0 |
38,8 |
2 |
— |
11,4 |
10,4 |
9,0 |
8,0 |
7,2 |
|
|
70 |
8,0 |
48,5 |
2 |
— |
13,7 |
12,5 |
10,8 |
9,5 |
8,6 |
|
|
71 |
9,0 |
58,9 |
2 |
— |
16,3 |
14,8 |
12,7 |
11,1 |
10,0 |
|
|
72 |
10,0 |
70,1 |
3 |
— |
19,7 |
18,0 |
15,4 |
13,6 |
12,2 |
|
|
73 |
12,0 |
94,8 |
2 |
— |
— |
20,8 |
17,7 |
15,5 |
13,8 |
|
|
74 |
14,0 |
122,3 |
3 |
— |
— |
27,0 |
22,9 |
20,1 |
17,9 |
|
|
75 |
16,0 |
152,6 |
4 |
— |
— |
33,7 |
28,6 |
25,0 |
223 |
|
|
76 |
18,0 |
205,8 |
5 |
— |
— |
44,9 |
38,1 |
33,3 |
29,6 |
|
|
77 |
20,0 |
249,3 |
5 |
— |
— |
53,5 |
453 |
39,4 |
35,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |






Швы угловых соединений У8 |
Полуавтоматическая аргонодуговая сварка
|
|||||||||
Карта 21 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У8
|
6,0 |
8,8 |
1 |
— |
3,4 |
3,2 |
2,8 |
2,6 |
2,4 |
|
2 |
7,0 |
11,5 |
1 |
— |
4,0 |
3,7 |
3,3 |
3,0 |
2,8 |
|
|
3 |
8,0 |
14,5 |
1 |
— |
4,8 |
4,4 |
3,9 |
3,5 |
3,2 |
|
|
4 |
9,0 |
17,7 |
1 |
— |
5,5 |
5,1 |
4,5 |
4,0 |
3,6 |
|
|
5 |
10,0 |
21,2 |
1 |
— |
6,4 |
5,9 |
5,1 |
4,5 |
4,1 |
|
|
6 |
12,0 |
29,0 |
1 |
— |
— |
7,1 |
6,1 |
5,5 |
4,9 |
|
|
7 |
14,0 |
37,8 |
1 |
— |
— |
8,8 |
7,6 |
6,7 |
6,0 |
|
|
8 |
16,0 |
47,5 |
1 |
— |
— |
10,8 |
9,2 |
8,1 |
7,2 |
|
|
9 |
18,0 |
58,1 |
1 |
— |
— |
13,6 |
11,6 |
10,3 |
9,3 |
|
|
10 |
20,0 |
69,6 |
1 |
— |
— |
15,8 |
13,5 |
11,9 |
10,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы нахлесточных, угловых и тавровых соединений Н1, Н2, У4,
|
Полуавтоматическая аргонодуговая сварка
|
|||||||||
Карта 22 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
1,0 |
1,4 |
1 |
1,7 |
1,6 |
1,5 |
— |
— |
— |
|
2 |
1,5 |
2,7 |
1 |
2,0 |
1,9 |
1,7 |
1,6 |
— |
— |
|
|
3 |
Н2
|
2,0 |
4,2 |
1 |
2,5 |
2,3 |
2,1 |
1,9 |
— |
— |
|
4 |
2,5 |
5,9 |
1 |
3,1 |
2,9 |
2,5 |
2,3 |
— |
— |
|
|
5 |
У4
|
3,0 |
7,8 |
1 |
3,8 |
3,5 |
3,0 |
2,7 |
— |
— |
|
6 |
4,0 |
12,1 |
1 |
5,4 |
4,9 |
4,2 |
3,6 |
— |
— |
|
|
7 |
У5
|
5,0 |
17,1 |
1 |
— |
5,2 |
4,7 |
4,1 |
3,7 |
3,3 |
|
8 |
6,0 |
31,1 |
2 |
— |
9,1 |
8,4 |
7,2 |
6,4 |
5,8 |
|
|
9 |
7,0 |
40,9 |
2 |
— |
11,5 |
10,5 |
9,0 |
8,0 |
7,2 |
|
|
10 |
8,0 |
51,9 |
2 |
— |
14,2 |
12,9 |
11,0 |
9,7 |
8,7 |
|
|
11 |
У7
|
9,0 |
64,0 |
2 |
— |
17,1 |
15,6 |
13,2 |
11,6 |
10,3 |
|
12 |
10,0 |
77,2 |
3 |
— |
20,9 |
19,0 |
16,2 |
14,2 |
12,7 |
|
|
13 |
У10
|
12,0 |
106,8 |
3 |
— |
— |
23,4 |
19,9 |
17,3 |
15,5 |
|
14 |
14,0 |
140,6 |
3 |
— |
— |
30,1 |
25,4 |
22,1 |
19,6 |
|
|
15 |
Т1
|
16,0 |
178,3 |
4 |
— |
— |
38,1 |
32,2 |
23,0 |
24,9 |
|
16 |
18,0 |
210,9 |
5 |
— |
— |
46,9 |
39,7 |
34,5 |
30,6 |
|
|
17 |
Т3
|
20,0 |
265,2 |
6 |
— |
— |
56,5 |
47,7 |
41,5 |
36,8 |
|
18 |
22,0 |
314,3 |
7 |
— |
— |
61,4 |
52,0 |
45,2 |
39,9 |
|
|
19 |
24,0 |
367,0 |
8 |
— |
— |
71,5 |
60,5 |
52,6 |
46,4 |
|
|
20 |
26,0 |
423,0 |
9 |
— |
— |
82,3 |
69,5 |
60,4 |
53,3 |
|
|
21 |
28,0 |
482,8 |
10 |
— |
— |
93,6 |
79,1 |
68,7 |
60,2 |
|
|
22 |
30,0 |
545,9 |
11 |
— |
— |
105,6 |
89,1 |
77,4 |
60,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |





Швы стыковых соединений С2, С4, С5, С7, С8, С9,
|
Полуавтоматическая аргонодуговая сварка алюминия
|
|||||||||
Карта 23 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С2
|
4,0 |
16,0 |
1 |
4,2 |
3,1 |
2,9 |
2,4 |
— |
— |
|
2 |
5,0 |
17,1 |
1 |
— |
3,2 |
3,0 |
2,6 |
2,4 |
2,2 |
|
|
3 |
6,0 |
18,2 |
1 |
— |
3,3 |
3,0 |
2,7 |
2,4 |
2,3 |
|
|
4 |
7,0 |
35,3 |
2 |
— |
5,9 |
5,5 |
4,8 |
4,4 |
4,0 |
|
|
5 |
8,0 |
38,3 |
2 |
— |
6,3 |
5,8 |
5,1 |
4,6 |
4,2 |
|
|
6 |
9,0 |
41,2 |
2 |
— |
6,7 |
6,2 |
5,4 |
4,8 |
4,4 |
|
|
7 |
10,0 |
43,9 |
2 |
— |
7,0 |
6,5 |
5,6 |
5,0 |
4,6 |
|
|
8 |
12,0 |
49,1 |
2 |
— |
— |
6,6 |
5,8 |
5,2 |
4,7 |
|
|
9 |
С4
|
3,0 |
25,8 |
2 |
6,3 |
5,8 |
5,0 |
4,4 |
— |
— |
|
10 |
4,0 |
27,9 |
2 |
6,7 |
6,1 |
5,2 |
4,6 |
— |
— |
|
|
11 |
5,0 |
29,6 |
2 |
— |
5,2 |
4,9 |
4,3 |
3,9 |
3,6 |
|
|
12 |
6,0 |
31,1 |
2 |
— |
5,4 |
5,0 |
4,4 |
4,0 |
3,7 |
|
|
13 |
7,0 |
32,4 |
2 |
— |
5,6 |
5,2 |
4,6 |
4,1 |
3,8 |
|
|
14 |
8,0 |
33,6 |
2 |
— |
5,7 |
5,3 |
4,7 |
4,2 |
3,9 |
|
|
15 |
9,0 |
34,7 |
2 |
— |
5,9 |
5,4 |
4,8 |
4,3 |
4,0 |
|
|
16 |
10,0 |
35,7 |
2 |
— |
6,0 |
5,5 |
4,9 |
4,4 |
4,0 |
|
|
17 |
12,0 |
49,5 |
2 |
— |
— |
6,7 |
5,8 |
5,2 |
4,8 |
|
|
18 |
С5
|
3,0 |
24,2 |
2 |
6,0 |
5,5 |
4,7 |
4,2 |
— |
— |
|
19 |
4,0 |
27,4 |
2 |
6,6 |
5,6 |
4,8 |
4,3 |
— |
— |
|
|
20 |
5,0 |
30,2 |
2 |
— |
5,7 |
4,9 |
4,4 |
3,9 |
3,6 |
|
|
21 |
6,0 |
32,7 |
2 |
— |
5,8 |
5,2 |
4,6 |
4,1 |
3,8 |
|
|
22 |
7,0 |
35,0 |
2 |
— |
5,9 |
5,5 |
4,8 |
4,3 |
4,0 |
|
|
23 |
8,0 |
37,1 |
2 |
— |
6,2 |
5,7 |
5,0 |
4,5 |
4,1 |
|
|
24 |
9,0 |
39,0 |
2 |
— |
6,4 |
5,9 |
5,2 |
4,7 |
4,3 |
|
|
25 |
10,0 |
40,8 |
2 |
— |
6,6 |
6,1 |
5,4 |
4,8 |
4,4 |
|
|
26 |
12,0 |
48,0 |
2 |
— |
— |
6,5 |
5,7 |
5,1 |
4,7 |
|
|
27 |
С7
|
4,0 |
9,2 |
1 |
2,9 |
2,2 |
2,0 |
1,7 |
— |
— |
|
28 |
5,0 |
10,3 |
1 |
— |
2,3 |
2,1 |
1,9 |
1,8 |
1,7 |
|
|
29 |
6,0 |
10,6 |
1 |
— |
2,3 |
2,2 |
2,0 |
1,8 |
1,7 |
|
|
30 |
7,0 |
23,0 |
1 |
— |
3,9 |
3,6 |
3,1 |
2,8 |
2,6 |
|
|
31 |
8,0 |
23,2 |
1 |
— |
3,9 |
3,6 |
3,2 |
2,8 |
2,6 |
|
|
32 |
С8
|
6,0 |
31,8 |
2 |
— |
5,6 |
5,2 |
4,6 |
4,2 |
3,9 |
|
33 |
7,0 |
40,2 |
2 |
— |
6,7 |
6,2 |
5,4 |
4,9 |
4,5 |
|
|
34 |
8,0 |
49,2 |
2 |
— |
7,8 |
7,2 |
6,3 |
5,6 |
5,1 |
|
|
35 |
9,0 |
58,8 |
3 |
— |
9,6 |
8,9 |
7,8 |
7,0 |
6,4 |
|
|
36 |
10,0 |
74,4 |
3 |
— |
11,6 |
10,6 |
9,2 |
8,2 |
7,5 |
|
|
37 |
12,0 |
99,7 |
3 |
— |
— |
12,5 |
10,8 |
9,6 |
8,7 |
|
|
38 |
14,0 |
185,9 |
5 |
— |
— |
22,5 |
19,3 |
17,1 |
15,4 |
|
|
39 |
16,0 |
236,2 |
6 |
— |
— |
28,2 |
24,2 |
21,3 |
19,2 |
|
|
40 |
18,0 |
291,8 |
8 |
— |
— |
35,1 |
30,1 |
26,6 |
23,9 |
|
|
41 |
20,0 |
352,6 |
9 |
— |
— |
41,9 |
35,9 |
31,6 |
28,4 |
|
|
42 |
С9
|
6,0 |
31,8 |
2 |
— |
5,6 |
5,2 |
4,6 |
4,2 |
3,9 |
|
43 |
7,0 |
40,2 |
2 |
— |
6,7 |
6,2 |
5,4 |
4,9 |
4,5 |
|
|
44 |
8,0 |
49,2 |
2 |
— |
7,8 |
7,2 |
6,3 |
5,6 |
5,1 |
|
|
45 |
9,0 |
58,8 |
3 |
— |
9,6 |
8,9 |
7,8 |
7,0 |
6,4 |
|
|
46 |
10,0 |
73,6 |
3 |
— |
11,5 |
10,5 |
9,2 |
8,2 |
7,4 |
|
|
47 |
12,0 |
101,7 |
3 |
— |
— |
12,7 |
11,0 |
9,8 |
8,6 |
|
|
48 |
14,0 |
133,0 |
4 |
— |
— |
16,6 |
14,3 |
12,7 |
11,5 |
|
|
49 |
16,0 |
235,3 |
6 |
— |
— |
28,1 |
24,1 |
21,3 |
19,1 |
|
|
50 |
18,0 |
291,7 |
8 |
— |
— |
35,1 |
30,1 |
26,6 |
23,9 |
|
|
51 |
20,0 |
353,6 |
9 |
— |
— |
42,0 |
36,0 |
31,7 |
28,4 |
|
|
52 |
С10
|
6,0 |
47,7 |
2 |
— |
7,6 |
7,0 |
6,1 |
5,5 |
5,0 |
|
53 |
7,0 |
58,6 |
3 |
— |
9,6 |
8,9 |
7,7 |
7,0 |
6,4 |
|
|
54 |
8,0 |
70,2 |
3 |
— |
11,0 |
10,2 |
8,8 |
7,9 |
7,2 |
|
|
55 |
9,0 |
82,2 |
3 |
— |
12,5 |
11,5 |
10,0 |
8,9 |
8,0 |
|
|
56 |
10,0 |
94,7 |
4 |
— |
14,7 |
13,5 |
11,7 |
10,5 |
9,5 |
|
|
57 |
12,0 |
121,1 |
4 |
— |
— |
15,3 |
13,2 |
11,8 |
10,7 |
|
|
58 |
14,0 |
148,9 |
4 |
— |
— |
18,2 |
15,6 |
13,8 |
12,4 |
|
|
59 |
16,0 |
252,1 |
7 |
— |
— |
30,5 |
26,1 |
23,1 |
20,8 |
|
|
60 |
18,0 |
312,4 |
8 |
— |
— |
37,2 |
31,9 |
28,1 |
25,2 |
|
|
61 |
20,0 |
378,4 |
10 |
— |
— |
45,1 |
38,7 |
34,0 |
30,6 |
|
|
62 |
С12
|
6,0 |
30,4 |
2 |
— |
5,5 |
5,1 |
4,5 |
4,1 |
3,8 |
|
63 |
7,0 |
36,1 |
2 |
— |
6,2 |
5,7 |
5,0 |
4,6 |
4,2 |
|
|
64 |
8,0 |
41,8 |
2 |
— |
6,9 |
6,4 |
5,6 |
5,0 |
4,6 |
|
|
65 |
9,0 |
61,2 |
3 |
— |
9,9 |
9,1 |
8,0 |
7,2 |
6,5 |
|
|
66 |
10,0 |
70,8 |
3 |
— |
11,1 |
10,2 |
8,9 |
7,9 |
7,2 |
|
|
67 |
12,0 |
91,0 |
3 |
— |
— |
11,6 |
10,1 |
9,0 |
8,2 |
|
|
68 |
14,0 |
167,7 |
5 |
— |
— |
20,6 |
17,8 |
15,7 |
14,2 |
|
|
69 |
16,0 |
217,1 |
6 |
— |
— |
26,3 |
22,6 |
19,9 |
18,0 |
|
|
70 |
18,0 |
272,5 |
7 |
— |
— |
32,5 |
27,9 |
24,6 |
22,1 |
|
|
71 |
20,0 |
334,1 |
9 |
— |
— |
40,0 |
34,3 |
30,2 |
27,2 |
|
|
72 |
С15
|
12,0 |
55,8 |
2 |
— |
— |
7,5 |
6,5 |
5,8 |
5,3 |
|
73 |
14,0 |
72,1 |
2 |
— |
— |
9,1 |
7,9 |
7,0 |
6,4 |
|
|
74 |
16,0 |
90,1 |
3 |
— |
— |
11,6 |
10,0 |
8,9 |
8,1 |
|
|
75 |
18,0 |
109,7 |
3 |
— |
— |
13,6 |
11,7 |
10,4 |
9,4 |
|
|
76 |
20,0 |
130,8 |
4 |
— |
— |
16,3 |
14,1 |
12,5 |
11,3 |
|
|
77 |
22,0 |
153,4 |
4 |
— |
— |
17,4 |
15,0 |
13,3 |
11,9 |
|
|
78 |
24,0 |
177,4 |
5 |
— |
— |
20,2 |
17,4 |
15,5 |
13,9 |
|
|
79 |
26,0 |
202,8 |
6 |
— |
— |
23,1 |
20,0 |
17,7 |
16,0 |
|
|
80 |
28,0 |
229,5 |
6 |
— |
— |
25,6 |
22,1 |
19,5 |
17,5 |
|
|
81 |
30,0 |
269,8 |
7 |
— |
— |
30,0 |
25,8 |
22,8 |
20,4 |
|
|
82 |
32,0 |
300,3 |
8 |
— |
— |
31,3 |
27,0 |
23,9 |
21,6 |
|
|
83 |
34,0 |
332,1 |
9 |
— |
— |
34,6 |
29,8 |
26,4 |
23,9 |
|
|
84 |
35,0 |
348,5 |
9 |
— |
— |
36,0 |
31,0 |
27,5 |
24,8 |
|
|
85 |
С17
|
10,0 |
87,5 |
4 |
— |
13,8 |
12,7 |
11,1 |
9,9 |
9,0 |
|
86 |
12,0 |
120,1 |
4 |
— |
— |
15,2 |
13,2 |
11,7 |
10,6 |
|
|
87 |
14,0 |
157,0 |
4 |
— |
— |
19,0 |
16,3 |
14,4 |
13,0 |
|
|
88 |
16,0 |
197,9 |
5 |
— |
— |
23,7 |
20,4 |
18,0 |
16,2 |
|
|
89 |
18,0 |
242,9 |
7 |
— |
— |
29,5 |
25,4 |
22,4 |
20,2 |
|
|
90 |
20,0 |
291,6 |
8 |
— |
— |
35,1 |
30,1 |
26,6 |
23,9 |
|
|
91 |
22,0 |
344,1 |
9 |
— |
— |
38,1 |
32,7 |
28,9 |
25,9 |
|
|
92 |
24,0 |
400,2 |
11 |
— |
— |
44,5 |
38,3 |
33,8 |
30,3 |
|
|
93 |
26,0 |
459,9 |
12 |
— |
— |
50,6 |
43,5 |
38,4 |
34,4 |
|
|
94 |
28,0 |
575,6 |
15 |
— |
— |
63,2 |
54,2 |
47,8 |
42,9 |
|
|
95 |
30,0 |
657,7 |
17 |
— |
— |
72,0 |
61,8 |
54,5 |
48,8 |
|
|
96 |
С18
|
10,0 |
86,5 |
4 |
— |
13,7 |
12,6 |
11,0 |
9,8 |
8,9 |
|
97 |
12,0 |
119,3 |
4 |
— |
— |
15,1 |
13,1 |
11,6 |
10,5 |
|
|
98 |
14,0 |
156,4 |
4 |
— |
— |
18,9 |
16,2 |
14,3 |
12,9 |
|
|
99 |
16,0 |
197,9 |
5 |
— |
— |
23,7 |
20,4 |
18,0 |
16,2 |
|
|
100 |
18,0 |
243,4 |
7 |
— |
— |
29,6 |
25,4 |
22,4 |
20,2 |
|
|
101 |
20,0 |
293,0 |
8 |
— |
— |
35,2 |
30,2 |
26,6 |
24,0 |
|
|
102 |
22,0 |
346,5 |
9 |
— |
— |
38,3 |
32,9 |
29,1 |
26,1 |
|
|
103 |
24,0 |
403,8 |
11 |
— |
— |
44,8 |
38,5 |
34,0 |
30,5 |
|
|
104 |
26,0 |
464,8 |
12 |
— |
— |
51,1 |
43,9 |
38,7 |
34,7 |
|
|
105 |
28,0 |
529,6 |
14 |
— |
— |
58,3 |
50,1 |
44,2 |
39,6 |
|
|
106 |
30,0 |
597,9 |
15 |
— |
— |
65,3 |
56,0 |
49,3 |
44,1 |
|
|
107 |
С19
|
10,0 |
97,5 |
4 |
— |
15,0 |
13,8 |
12,0 |
10,7 |
9,7 |
|
108 |
12,0 |
134,8 |
4 |
— |
— |
16,7 |
14,4 |
12,8 |
11,5 |
|
|
109 |
14,0 |
177,3 |
5 |
— |
— |
21,6 |
18,6 |
16,4 |
14,8 |
|
|
110 |
16,0 |
224,7 |
6 |
— |
— |
27,1 |
23,2 |
20,5 |
18,5 |
|
|
111 |
18,0 |
277,0 |
7 |
— |
— |
33,0 |
28,3 |
24,9 |
22,4 |
|
|
112 |
20,0 |
334,1 |
9 |
— |
— |
40,0 |
34,3 |
30,2 |
27,2 |
|
|
113 |
22,0 |
395,7 |
10 |
— |
— |
43,5 |
37,3 |
32,9 |
29,5 |
|
|
114 |
24,0 |
461,8 |
12 |
— |
— |
50,8 |
43,6 |
38,5 |
34,5 |
|
|
115 |
26,0 |
532,4 |
14 |
— |
— |
58,6 |
50,3 |
44,4 |
39,8 |
|
|
116 |
28,0 |
607,3 |
16 |
— |
— |
66,7 |
57,3 |
50,5 |
45,3 |
|
|
117 |
30,0 |
686,4 |
18 |
— |
— |
75,3 |
64,6 |
57,0 |
51,0 |
|
|
118 |
С21
|
10,0 |
67,5 |
3 |
— |
10,7 |
9,9 |
8,6 |
7,7 |
7,0 |
|
119 |
12,0 |
96,3 |
3 |
— |
— |
12,2 |
10,5 |
9,4 |
8,5 |
|
|
120 |
14,0 |
130,0 |
4 |
— |
— |
16,2 |
14,0 |
12,4 |
11,2 |
|
|
121 |
16,0 |
168,6 |
5 |
— |
— |
20,7 |
17,9 |
15,8 |
14,3 |
|
|
122 |
18,0 |
212,0 |
6 |
— |
— |
25,8 |
22,2 |
19,6 |
17,6 |
|
|
123 |
20,0 |
260,2 |
7 |
— |
— |
31,3 |
26,8 |
23,7 |
21,3 |
|
|
124 |
22,0 |
313,3 |
8 |
— |
— |
34,6 |
29,7 |
26,3 |
23,6 |
|
|
125 |
24,0 |
371,1 |
10 |
— |
— |
41,2 |
35,4 |
31,3 |
28,1 |
|
|
126 |
26,0 |
433,7 |
11 |
— |
— |
47,6 |
40,8 |
36,0 |
32,3 |
|
|
127 |
28,0 |
541,2 |
14 |
— |
— |
59,4 |
51,0 |
45,0 |
40,3 |
|
|
128 |
30,0 |
610,5 |
16 |
— |
— |
67,0 |
57,5 |
50,7 |
45,5 |
|
|
129 |
С25
|
12,0 |
51,9 |
2 |
— |
— |
7,1 |
6,2 |
5,6 |
5,1 |
|
130 |
14,0 |
60,6 |
2 |
— |
— |
8,0 |
6,9 |
6,2 |
5,6 |
|
|
131 |
16,0 |
69,3 |
2 |
— |
— |
8,8 |
7,7 |
6,8 |
6,2 |
|
|
132 |
18,0 |
77,9 |
2 |
— |
— |
9,7 |
8,4 |
7,4 |
6,7 |
|
|
133 |
20,0 |
86,6 |
3 |
— |
— |
11,2 |
9,7 |
8,7 |
7,9 |
|
|
134 |
22,0 |
95,3 |
3 |
— |
— |
11,4 |
9,9 |
8,8 |
8,0 |
|
|
135 |
24,0 |
133,4 |
4 |
— |
— |
15,5 |
13,4 |
11,9 |
10,8 |
|
|
136 |
26,0 |
149,8 |
4 |
— |
— |
17,0 |
14,7 |
13,0 |
11,7 |
|
|
137 |
28,0 |
166,8 |
5 |
— |
— |
19,2 |
16,6 |
14,7 |
13,3 |
|
|
138 |
30,0 |
184,3 |
5 |
— |
— |
20,8 |
18,0 |
15,9 |
14,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |





Швы стыковых соединений С12, С21 |
Полуавтоматическая аргонодуговая сварка алюминия
|
|||||||||
Карта 24 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С12
|
6 — 12 |
15,0 |
1 |
— |
2,9 |
2,8 |
2,5 |
2,3 |
2,1 |
|
2 |
14 — 20 |
19,5 |
1 |
— |
— |
3,2 |
2,8 |
2,6 |
2,4 |
|
|
3 |
С21
|
10 — 30 |
22,8 |
1 |
— |
3,9 |
3,5 |
3,1 |
2,8 |
2,6 |
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы угловых соединений У4, У5, У6, У7, У8, У9 |
Полуавтоматическая аргонодуговая сварка алюминия
|
|||||||||
Карта 25 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У4
|
5,0 |
26,0 |
2 |
— |
5,0 |
4,7 |
4,2 |
3,8 |
3,6 |
|
2 |
6,0 |
27,4 |
2 |
— |
5,2 |
4,8 |
4,3 |
4,0 |
3,7 |
|
|
3 |
7,0 |
28,6 |
2 |
— |
5,4 |
5,0 |
4,4 |
4,1 |
3,8 |
|
|
4 |
8,0 |
29,7 |
2 |
— |
5,5 |
5,1 |
4,5 |
4,2 |
3,8 |
|
|
5 |
9,0 |
30,7 |
2 |
— |
5,6 |
5,2 |
4,6 |
4,3 |
3,9 |
|
|
6 |
10,0 |
31,7 |
2 |
— |
5,7 |
5,3 |
4,7 |
4,5 |
4,0 |
|
|
7 |
12,0 |
45,0 |
2 |
— |
— |
6,5 |
5,7 |
5,1 |
4,7 |
|
|
8 |
У5
|
5,0 |
23,0 |
1 |
— |
4,0 |
3,7 |
3,3 |
3,0 |
2,7 |
|
9 |
6,0 |
24,3 |
2 |
— |
4,8 |
4,5 |
4,0 |
3,7 |
3,4 |
|
|
10 |
7,0 |
25,6 |
2 |
— |
5,0 |
4,6 |
4,2 |
3,8 |
3,5 |
|
|
11 |
8,0 |
26,7 |
2 |
— |
5,1 |
4,8 |
4,3 |
3,9 |
3,6 |
|
|
12 |
9,0 |
27,7 |
2 |
— |
5,2 |
4,9 |
4,4 |
4,0 |
3,7 |
|
|
13 |
10,0 |
28,6 |
2 |
— |
5,4 |
5,0 |
4,5 |
4,1 |
3,8 |
|
|
14 |
12,0 |
42,0 |
2 |
— |
— |
6,2 |
5,4 |
4,9 |
4,5 |
|
|
15 |
У6
|
4,0 |
91,6 |
4 |
20,4 |
15,0 |
14,0 |
12,0 |
— |
— |
|
16 |
5,0 |
96,8 |
4 |
— |
15,5 |
14,3 |
12,4 |
11,1 |
10,2 |
|
|
17 |
6,0 |
101,1 |
4 |
— |
16,0 |
14,8 |
12,9 |
11,5 |
10,5 |
|
|
18 |
7,0 |
105,2 |
4 |
— |
16,5 |
15,2 |
13,2 |
11,8 |
10,7 |
|
|
19 |
8,0 |
108,7 |
4 |
— |
17,0 |
15,6 |
13,6 |
12,1 |
11,0 |
|
|
20 |
9,0 |
111,9 |
4 |
— |
17,4 |
16,0 |
13,9 |
12,3 |
11,2 |
|
|
21 |
10,0 |
114,8 |
5 |
— |
18,0 |
17,0 |
14,8 |
13,3 |
12,1 |
|
|
22 |
12,0 |
120,1 |
6 |
— |
18,4 |
23,7 |
22,2 |
21,1 |
19,1 |
|
|
23 |
14,0 |
240,0 |
7 |
— |
— |
30,2 |
26,1 |
23,1 |
20,9 |
|
|
24 |
16,0 |
261,5 |
7 |
— |
— |
32,3 |
27,8 |
24,6 |
22,2 |
|
|
25 |
18,0 |
281,3 |
8 |
— |
— |
35,0 |
30,2 |
26,8 |
24,2 |
|
|
26 |
20,0 |
300,2 |
8 |
— |
— |
36,9 |
31,8 |
28,2 |
25,4 |
|
|
27 |
У7
|
4,0 |
24,4 |
2 |
6,5 |
6,0 |
5,2 |
4,7 |
— |
— |
|
28 |
5,0 |
34,1 |
2 |
— |
6,2 |
5,8 |
5,1 |
4,7 |
4,3 |
|
|
29 |
6,0 |
44,8 |
2 |
— |
7,5 |
7,0 |
6,1 |
5,5 |
5,1 |
|
|
30 |
7,0 |
56,4 |
3 |
— |
9,7 |
9,0 |
7,9 |
7,2 |
6,6 |
|
|
31 |
8,0 |
68,8 |
3 |
— |
11,3 |
10,4 |
9,1 |
8,2 |
7,5 |
|
|
32 |
9,0 |
102,4 |
4 |
— |
16,2 |
14,9 |
13,0 |
11,6 |
10,5 |
|
|
33 |
10,0 |
126,7 |
5 |
— |
19,9 |
18,3 |
16,0 |
14,2 |
13,0 |
|
|
34 |
12,0 |
183,4 |
5 |
— |
— |
22,9 |
19,8 |
17,5 |
15,9 |
|
|
35 |
14,0 |
250,6 |
7 |
— |
— |
31,2 |
26,9 |
23,8 |
21,5 |
|
|
36 |
16,0 |
328,4 |
9 |
— |
— |
40,5 |
34,9 |
30,9 |
27,9 |
|
|
37 |
18,0 |
416,8 |
11 |
— |
— |
51,0 |
43,8 |
38,8 |
35,0 |
|
|
38 |
20,0 |
516,0 |
13 |
— |
— |
62,5 |
53,7 |
47,4 |
42,7 |
|
|
39 |
У8
|
12,0 |
56,1 |
2 |
— |
— |
7,8 |
6,8 |
6,1 |
5,6 |
|
40 |
14,0 |
71,9 |
2 |
— |
— |
9,4 |
8,2 |
7,3 |
6,6 |
|
|
41 |
16,0 |
89,0 |
3 |
— |
— |
11,8 |
10,3 |
9,2 |
8,4 |
|
|
42 |
18,0 |
107,4 |
3 |
— |
— |
13,7 |
11,9 |
10,6 |
9,6 |
|
|
43 |
20,0 |
127,1 |
4 |
— |
— |
16,4 |
14,3 |
12,7 |
11,6 |
|
|
44 |
22,0 |
148,1 |
4 |
— |
— |
17,4 |
15,1 |
13,5 |
12,2 |
|
|
45 |
24,0 |
170,2 |
5 |
— |
— |
20,2 |
17,5 |
15,6 |
14,2 |
|
|
46 |
26,0 |
193,4 |
5 |
— |
— |
22,3 |
19,3 |
17,2 |
15,5 |
|
|
47 |
28,0 |
217,8 |
6 |
— |
— |
25,3 |
21,9 |
19,5 |
17,6 |
|
|
48 |
30,0 |
243,2 |
7 |
— |
— |
28,4 |
24,6 |
21,9 |
19,8 |
|
|
49 |
32,0 |
269,6 |
7 |
— |
— |
28,9 |
25,1 |
22,3 |
20,3 |
|
|
50 |
34,0 |
297,1 |
8 |
— |
— |
32,0 |
27,7 |
24,7 |
22,4 |
|
|
51 |
35,0 |
311,2 |
8 |
— |
— |
33,2 |
28,8 |
25,6 |
23,2 |
|
|
52 |
У9
|
12,0 |
147,0 |
4 |
— |
— |
18,5 |
16,8 |
14,2 |
12,8 |
|
53 |
14,0 |
192,3 |
5 |
— |
— |
23,8 |
20,5 |
18,2 |
16,4 |
|
|
54 |
16,0 |
242,6 |
7 |
— |
— |
30,3 |
26,2 |
23,3 |
21,0 |
|
|
55 |
18,0 |
297,8 |
8 |
— |
— |
36,7 |
31,6 |
28,0 |
25,3 |
|
|
56 |
20,0 |
357,7 |
9 |
— |
— |
43,5 |
37,4 |
33,1 |
29,8 |
|
|
57 |
22,0 |
422,3 |
11 |
— |
— |
47,9 |
41,3 |
36,6 |
33,0 |
|
|
58 |
24,0 |
491,3 |
13 |
— |
— |
55,7 |
48,1 |
42,6 |
38,4 |
|
|
59 |
26,0 |
564,7 |
15 |
— |
— |
64,0 |
55,2 |
48,9 |
44,0 |
|
|
60 |
28,0 |
642,4 |
17 |
— |
— |
72,6 |
62,6 |
55,5 |
49,9 |
|
|
61 |
30,0 |
724,4 |
19 |
— |
— |
81,7 |
70,4 |
62,4 |
56,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |




Швы угловых соединений У8 |
Полуавтоматическая аргонодуговая сварка алюминия
|
|||||||||
Карта 26 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У8
|
12,0 |
91,1 |
3 |
— |
— |
12,1 |
10,5 |
9,4 |
8,6 |
|
2 |
14,0 |
110,2 |
3 |
— |
— |
14,0 |
12,1 |
10,8 |
9,8 |
|
|
3 |
16,0 |
129,9 |
4 |
— |
— |
16,7 |
14,5 |
12,9 |
11,7 |
|
|
4 |
18,0 |
150,3 |
4 |
— |
— |
18,8 |
16,2 |
14,4 |
13,0 |
|
|
5 |
20,0 |
171,1 |
5 |
— |
— |
21,6 |
18,7 |
16,6 |
15,1 |
|
|
6 |
22,0 |
192,5 |
5 |
— |
— |
22,2 |
19,3 |
17,1 |
15,5 |
|
|
7 |
24,0 |
2143 |
6 |
— |
— |
25,0 |
21,7 |
19,3 |
17,4 |
|
|
8 |
26,0 |
336,8 |
9 |
— |
— |
38,5 |
33,3 |
29,5 |
26,6 |
|
|
9 |
28,0 |
373,3 |
10 |
— |
— |
42,6 |
36,8 |
32,7 |
29,4 |
|
|
10 |
30,0 |
410,7 |
11 |
— |
— |
46,8 |
40,4 |
35,9 |
32,3 |
|
|
11 |
32,0 |
449,2 |
12 |
— |
— |
47,9 |
41,4 |
36,8 |
33,4 |
|
|
12 |
34,0 |
488,6 |
13 |
— |
— |
51,9 |
45,0 |
40,0 |
36,2 |
|
|
13 |
35,0 |
508,6 |
13 |
— |
— |
53,7 |
46,4 |
41,2 |
37,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы тавровых соединений Т6, Т7, Т8 |
Полуавтоматическая аргонодуговая сварка алюминия
|
|||||||||
Карта 27 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Т6
|
4,0 |
35,1 |
2 |
8,8 |
7,0 |
6,1 |
5,0 |
— |
— |
|
2 |
5,0 |
42,8 |
2 |
— |
7,3 |
6,7 |
5,9 |
5,4 |
4,9 |
|
|
3 |
6,0 |
48,5 |
2 |
— |
8,0 |
7,4 |
6,5 |
5,8 |
5,3 |
|
|
4 |
7,0 |
54,0 |
3 |
— |
9,3 |
8,6 |
7,6 |
6,9 |
6,4 |
|
|
5 |
8,0 |
64,1 |
3 |
— |
10,6 |
9,8 |
8,6 |
7,7 |
7,1 |
|
|
6 |
9,0 |
80,4 |
3 |
— |
12,6 |
11,6 |
10,1 |
9,0 |
8,2 |
|
|
7 |
10,0 |
98,6 |
4 |
— |
15,6 |
14,3 |
12,5 |
11,1 |
10,2 |
|
|
8 |
12,0 |
140,1 |
4 |
— |
— |
17,7 |
15,3 |
13,6 |
12,3 |
|
|
9 |
14,0 |
188,6 |
5 |
— |
— |
23,3 |
20,0 |
17,7 |
16,0 |
|
|
10 |
16,0 |
197,0 |
5 |
— |
— |
24,1 |
20,8 |
18,4 |
16,6 |
|
|
11 |
18,0 |
249,2 |
7 |
— |
— |
30,7 |
26,5 |
23,5 |
21,2 |
|
|
12 |
20,0 |
307,6 |
8 |
— |
— |
37,4 |
32,1 |
28,4 |
25,6 |
|
|
13 |
Т7
|
4,0 |
45,3 |
2 |
10,9 |
7,3 |
7,5 |
6,0 |
— |
— |
|
14 |
5,0 |
52,4 |
2 |
— |
8,5 |
7,8 |
6,8 |
6,1 |
5,6 |
|
|
15 |
6,0 |
56,1 |
3 |
— |
9,6 |
8,9 |
7,8 |
7,1 |
6,5 |
|
|
16 |
7,0 |
71,5 |
3 |
— |
11,5 |
10,6 |
9,3 |
8,3 |
7,6 |
|
|
17 |
8,0 |
86,8 |
4 |
— |
14,1 |
13,0 |
11,4 |
10,2 |
9,3 |
|
|
18 |
9,0 |
103,0 |
4 |
— |
16,1 |
14,8 |
12,9 |
11,5 |
10,5 |
|
|
19 |
10,0 |
120,0 |
5 |
— |
18,9 |
17,4 |
15,1 |
13,5 |
12,3 |
|
|
20 |
12,0 |
156,4 |
4 |
— |
— |
19,3 |
16,7 |
14,8 |
13,3 |
|
|
21 |
14,0 |
195,7 |
5 |
— |
— |
24,0 |
20,6 |
18,3 |
16,5 |
|
|
22 |
16,0 |
237,6 |
6 |
— |
— |
28,9 |
24,9 |
22,0 |
19,8 |
|
|
23 |
18,0 |
245,4 |
7 |
— |
— |
30,4 |
26,2 |
23,2 |
20,9 |
|
|
24 |
20,0 |
361,5 |
10 |
— |
— |
44,2 |
38,0 |
33,6 |
30,3 |
|
|
25 |
Т8
|
12,0 |
73,9 |
2 |
— |
— |
9,6 |
8,3 |
7,4 |
6,8 |
|
26 |
14,0 |
92,0 |
3 |
— |
— |
12,1 |
10,5 |
9,4 |
8,6 |
|
|
27 |
16,0 |
111,2 |
3 |
— |
— |
14,0 |
12,2 |
10,8 |
9,8 |
|
|
28 |
18,0 |
131,3 |
4 |
— |
— |
16,8 |
14,5 |
12,9 |
11,7 |
|
|
29 |
20,0 |
152,5 |
4 |
— |
— |
18,9 |
16,3 |
14,5 |
13,1 |
|
|
30 |
22,0 |
174,6 |
5 |
— |
— |
20,4 |
17,7 |
15,7 |
14,2 |
|
|
31 |
24,0 |
197,5 |
5 |
— |
— |
22,5 |
19,5 |
17,3 |
15,6 |
|
|
32 |
26,0 |
221,2 |
6 |
— |
— |
25,4 |
22,0 |
19,5 |
17,6 |
|
|
33 |
28,0 |
245,7 |
7 |
— |
— |
28,3 |
24,5 |
21,8 |
19,7 |
|
|
34 |
30,0 |
270,9 |
7 |
— |
— |
30,7 |
26,5 |
23,5 |
21,1 |
|
|
35 |
32,0 |
296,9 |
8 |
— |
— |
31,7 |
27,4 |
24,4 |
22,1 |
|
|
36 |
34,0 |
323,5 |
9 |
— |
— |
34,6 |
30,0 |
26,7 |
24,2 |
|
|
37 |
35,0 |
337,1 |
9 |
— |
— |
35,8 |
31,0 |
27,5 |
24,9 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
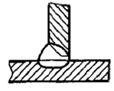


Швы нахлесточных, угловых и тавровых соединений
|
Полуавтоматическая аргонодуговая сварка алюминия
|
|||||||||
Карта 28 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
4,0 |
13,4 |
1 |
3,5 |
3,2 |
2,8 |
2,5 |
— |
— |
|
2 |
Н2
|
5,0 |
20,0 |
1 |
— |
3,5 |
3,3 |
2,9 |
2,6 |
2,4 |
|
3 |
У4
|
6,0 |
27,7 |
2 |
— |
5,0 |
4,7 |
4,2 |
3,8 |
3,5 |
|
4 |
7,0 |
36,4 |
2 |
— |
6,1 |
5,7 |
5,0 |
4,5 |
4,1 |
|
|
5 |
У5
|
8,0 |
46,2 |
2 |
— |
7,4 |
6,8 |
5,9 |
5,3 |
4,8 |
|
6 |
9,0 |
57,1 |
3 |
— |
9,3 |
8,6 |
7,5 |
6,7 |
6,1 |
|
|
7 |
У7
|
10,0 |
68,8 |
3 |
— |
10,8 |
9,9 |
8,6 |
7,7 |
7,0 |
|
8 |
12,0 |
95,3 |
3 |
— |
— |
12,0 |
10,3 |
9,2 |
8,3 |
|
|
9 |
Т1
|
14,0 |
125,4 |
4 |
— |
— |
15,6 |
13,5 |
11,9 |
10,8 |
|
10 |
Т3
|
16,0 |
159,1 |
5 |
— |
— |
19,6 |
16,9 |
15,0 |
13,5 |
|
11 |
18,0 |
196,3 |
5 |
— |
— |
23,4 |
20,1 |
17,7 |
15,9 |
|
|
12 |
20,0 |
236,9 |
6 |
— |
— |
28,1 |
24,1 |
21,2 |
19,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |




Швы стыковых соединений С2, С5, С18, С19, С55,
|
Полуавтоматическая аргонодуговая сварка стыков
|
|||||||||
Карта 29 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С2
|
2,0 |
4,7 |
1 |
3,4 |
3,1 |
2,9 |
2,7 |
— |
— |
|
2 |
2,5 |
10,2 |
1 |
5,5 |
5,0 |
4,7 |
4,0 |
3,7 |
— |
|
|
3 |
3,0 |
11,1 |
1 |
5,8 |
5,3 |
5,0 |
4,3 |
3,9 |
— |
|
|
4 |
4,0 |
21,7 |
2 |
— |
— |
8,8 |
7,3 |
7,0 |
6,2 |
|
|
5 |
5,0 |
24,3 |
2 |
— |
— |
9,1 |
7,6 |
7,2 |
6,4 |
|
|
6 |
С5
|
2,0 |
5,6 |
1 |
3,8 |
3,5 |
3,3 |
3,0 |
— |
— |
|
7 |
2,5 |
13,7 |
1 |
6,9 |
6,3 |
5,9 |
5,0 |
4,6 |
— |
|
|
8 |
3,0 |
15,0 |
1 |
7,5 |
6,8 |
6,3 |
5,4 |
4,9 |
— |
|
|
9 |
4,0 |
27,1 |
2 |
— |
— |
10,6 |
8,7 |
8,3 |
7,2 |
|
|
10 |
5,0 |
30,6 |
2 |
— |
— |
11,0 |
9,1 |
8,6 |
7,6 |
|
|
11 |
С18
|
4,0 |
31,8 |
2 |
— |
— |
12,2 |
10,0 |
9,5 |
8,3 |
|
12 |
5,0 |
39,6 |
2 |
— |
— |
13,8 |
11,4 |
10,8 |
9,5 |
|
|
13 |
6,0 |
62,1 |
3 |
— |
— |
20,1 |
16,6 |
15,8 |
13,9 |
|
|
14 |
7,0 |
79,7 |
4 |
— |
— |
24,4 |
20,3 |
18,6 |
16,6 |
|
|
15 |
8,0 |
99,0 |
5 |
— |
— |
30,1 |
25,1 |
22,9 |
20,5 |
|
|
16 |
9,0 |
119,8 |
5 |
— |
— |
33,0 |
28,2 |
24,8 |
22,4 |
|
|
17 |
10,0 |
142,1 |
6 |
— |
— |
39,0 |
33,4 |
29,4 |
26,4 |
|
|
18 |
12,0 |
191,0 |
6 |
— |
— |
47,5 |
39,6 |
35,1 |
29,9 |
|
|
19 |
14,0 |
218,9 |
7 |
— |
— |
54,5 |
45,3 |
40,2 |
34,2 |
|
|
20 |
15,0 |
239,2 |
7 |
— |
— |
59,0 |
49,0 |
43,4 |
36,9 |
|
|
21 |
С19
|
4,0 |
31,8 |
2 |
— |
— |
12,2 |
10,0 |
9,5 |
8,3 |
|
22 |
5,0 |
39,6 |
2 |
— |
— |
13,8 |
11,4 |
10,8 |
9,5 |
|
|
23 |
6,0 |
67,5 |
3 |
— |
— |
21,6 |
17,8 |
16,9 |
14,9 |
|
|
24 |
7,0 |
84,5 |
4 |
— |
— |
25,5 |
21,4 |
19,5 |
17,4 |
|
|
25 |
8,0 |
102,7 |
5 |
— |
— |
31,0 |
25,9 |
23,6 |
21,1 |
|
|
26 |
9,0 |
121,9 |
6 |
— |
— |
34,2 |
29,3 |
25,9 |
23,4 |
|
|
27 |
10,0 |
142,2 |
6 |
— |
— |
39,0 |
33,4 |
29,4 |
26,4 |
|
|
28 |
12,0 |
185,5 |
6 |
— |
— |
46,3 |
38,6 |
34,2 |
29,1 |
|
|
29 |
14,0 |
232,3 |
7 |
— |
— |
57,5 |
47,8 |
42,3 |
36,0 |
|
|
30 |
15,0 |
256,9 |
8 |
— |
— |
63,7 |
52,9 |
46,9 |
39,9 |
|
|
31 |
С55
|
4,0 |
31,2 |
2 |
— |
— |
12,0 |
9,9 |
9,4 |
8,2 |
|
32 |
5,0 |
37,8 |
2 |
— |
— |
13,3 |
11,0 |
10,4 |
9,2 |
|
|
33 |
6,0 |
64,0 |
3 |
— |
— |
20,8 |
17,1 |
16,2 |
14,3 |
|
|
34 |
7,0 |
80,2 |
4 |
— |
— |
24,5 |
20,4 |
18,7 |
16,7 |
|
|
35 |
8,0 |
97,4 |
5 |
— |
— |
29,7 |
24,8 |
22,6 |
20,2 |
|
|
36 |
9,0 |
115,6 |
5 |
— |
— |
31,9 |
27,4 |
24,1 |
21,7 |
|
|
37 |
10,0 |
134,9 |
6 |
— |
— |
37,3 |
31,9 |
28,1 |
25,3 |
|
|
38 |
12,0 |
175,9 |
6 |
— |
— |
44,2 |
36,8 |
32,7 |
27,9 |
|
|
39 |
14,0 |
220,3 |
7 |
— |
— |
54,8 |
45,6 |
40,4 |
34,4 |
|
|
40 |
15,0 |
243,6 |
8 |
— |
— |
60,7 |
50,5 |
44,8 |
38,1 |
|
|
41 |
С57
|
2,0 |
5,6 |
1 |
3,8 |
3,5 |
3,3 |
3,0 |
— |
— |
|
42 |
2,5 |
13,7 |
1 |
6,9 |
6,3 |
5,9 |
5,0 |
4,6 |
— |
|
|
43 |
3,0 |
15,0 |
1 |
7,5 |
6,8 |
6,3 |
5,4 |
4,9 |
— |
|
|
44 |
4,0 |
27,1 |
2 |
— |
— |
10,6 |
8,7 |
8,3 |
7,2 |
|
|
45 |
5,0 |
30,6 |
2 |
— |
— |
11,0 |
9,1 |
8,6 |
7,6 |
|
|
46 |
С58
|
4,0 |
34,3 |
2 |
— |
— |
13,0 |
10,7 |
10,1 |
8,8 |
|
47 |
5,0 |
48,0 |
3 |
— |
— |
17,0 |
14,1 |
13,4 |
11,8 |
|
|
48 |
6,0 |
63,1 |
3 |
— |
— |
20,5 |
16,8 |
16,0 |
14,1 |
|
|
49 |
7,0 |
79,4 |
4 |
— |
— |
24,3 |
20,3 |
18,5 |
16,6 |
|
|
50 |
8,0 |
97,0 |
5 |
— |
— |
29,5 |
26,8 |
22,6 |
20,2 |
|
|
51 |
9,0 |
115,7 |
5 |
— |
— |
32,0 |
27,4 |
24,1 |
21,7 |
|
|
52 |
10,0 |
135,5 |
6 |
— |
— |
37,4 |
32,1 |
28,2 |
25,4 |
|
|
53 |
12,0 |
178,1 |
6 |
— |
— |
44,6 |
37,2 |
33,0 |
28,2 |
|
|
54 |
14,0 |
224,3 |
7 |
— |
— |
55,7 |
46,3 |
41,0 |
34,9 |
|
|
55 |
15,0 |
248,7 |
8 |
— |
— |
61,8 |
51,4 |
45,6 |
38,8 |
|
|
56 |
С60
|
2,0 |
8,0 |
1 |
5,0 |
4,8 |
4,5 |
3,9 |
— |
— |
|
57 |
2,5 |
10,4 |
1 |
5,5 |
5,1 |
4,7 |
4,1 |
3,8 |
— |
|
|
58 |
3,0 |
11,1 |
1 |
5,8 |
5,4 |
5,0 |
4,3 |
3,9 |
— |
|
|
59 |
4,0 |
18,5 |
1 |
— |
— |
7,2 |
5,9 |
5,6 |
4,9 |
|
|
60 |
5,0 |
21,0 |
1 |
— |
— |
7,5 |
6,2 |
5,9 |
5,2 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |



Швы нахлесточных и угловых соединений Н1, У5 |
Полуавтоматическая аргонодуговая сварка стыков
|
|||||||||
Карта 30 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
2,0 |
4,5 |
1 |
3,4 |
3,1 |
2,9 |
2,7 |
— |
— |
|
2 |
2,5 |
6,6 |
1 |
4,0 |
3,7 |
3,5 |
3,1 |
2,9 |
— |
|
|
3 |
У5
|
3,0 |
9,1 |
1 |
5,0 |
4,6 |
4,3 |
3,8 |
3,5 |
— |
|
4 |
4,0 |
14,8 |
1 |
— |
— |
6,0 |
5,0 |
4,8 |
4,2 |
|
|
5 |
5,0 |
21,5 |
2 |
— |
— |
8,4 |
7,1 |
6,7 |
6,0 |
|
|
6 |
6,0 |
29,3 |
2 |
— |
— |
10,2 |
8,5 |
8,1 |
7,2 |
|
|
7 |
7,0 |
38,1 |
2 |
— |
— |
12,0 |
10,1 |
9,2 |
8,2 |
|
|
8 |
8,0 |
47,7 |
3 |
— |
— |
15,1 |
12,7 |
11,7 |
10,5 |
|
|
9 |
9,0 |
58,2 |
3 |
— |
— |
16,6 |
14,3 |
12,7 |
11,5 |
|
|
10 |
10,0 |
69,6 |
3 |
— |
— |
19,4 |
16,6 |
14,6 |
13,2 |
|
|
11 |
12,0 |
94,7 |
3 |
— |
— |
23,8 |
19,8 |
17,6 |
15,0 |
|
|
12 |
14,0 |
122,9 |
4 |
— |
— |
30,8 |
25,6 |
22,8 |
19,4 |
|
|
13 |
16,0 |
154,1 |
5 |
— |
— |
38,4 |
32,0 |
28,4 |
24,1 |
|
|
14 |
18,0 |
188,0 |
6 |
— |
— |
46,6 |
38,8 |
34,4 |
29,3 |
|
|
15 |
19,0 |
206,0 |
7 |
— |
— |
51,3 |
42,7 |
37,9 |
32,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы стыковых соединений С2, С4, С5, С7, С8, С9,
|
Автоматическая дуговая сварка в среде двуокиси
|
|||||||||
Карта 31 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С2
|
0,8 |
5,6 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
2 |
1,0 |
5,8 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
|
3 |
1,5 |
6,1 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
|
4 |
2,0 |
6,3 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
|
5 |
2,5 |
11,0 |
1 |
2,7 |
2,9 |
3,3 |
— |
— |
— |
|
|
6 |
3,0 |
11,4 |
1 |
2,7 |
2,9 |
3,3 |
— |
— |
— |
|
|
7 |
4,0 |
12,1 |
1 |
2,9 |
3,1 |
3,4 |
3,6 |
3,8 |
— |
|
|
8 |
5,0 |
18,7 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
9 |
6,0 |
19,7 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
10 |
С4
|
0,8 |
11,8 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
11 |
1,0 |
12,3 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
|
12 |
1,5 |
13,1 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
|
13 |
2,0 |
13,8 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
|
14 |
2,5 |
14,3 |
1 |
2,7 |
2,9 |
3,3 |
— |
— |
— |
|
|
15 |
3,0 |
20,5 |
1 |
2,7 |
2,9 |
3,3 |
— |
— |
— |
|
|
16 |
4,0 |
21,5 |
1 |
2,9 |
3,1 |
3,4 |
3,6 |
3,8 |
— |
|
|
17 |
5,0 |
33,2 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
18 |
6,0 |
38,8 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
19 |
7,0 |
44,3 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
20 |
8,0 |
49,7 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
21 |
С5
|
0,8 |
6,2 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
22 |
1,0 |
6,4 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
|
23 |
1,5 |
8,1 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
|
24 |
2,0 |
8,7 |
1 |
2,6 |
2,7 |
— |
— |
— |
— |
|
|
25 |
2,5 |
9,1 |
1 |
2,7 |
2,9 |
3,3 |
— |
— |
— |
|
|
26 |
3,0 |
13,6 |
1 |
2,7 |
2,9 |
3,3 |
— |
— |
— |
|
|
27 |
4,0 |
14,6 |
1 |
2,9 |
3,1 |
3,4 |
3,6 |
3,8 |
— |
|
|
28 |
5,0 |
27,0 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
29 |
6,0 |
30,1 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
30 |
7,0 |
39,4 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
31 |
8,0 |
42,4 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
32 |
С7
|
3,0 |
9,0 |
1 |
2,7 |
2,9 |
3,3 |
— |
— |
— |
|
33 |
4,0 |
9,0 |
1 |
2,9 |
3,1 |
3,4 |
3,6 |
3,8 |
— |
|
|
34 |
5,0 |
13,6 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
35 |
6,0 |
13,6 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
36 |
7,0 |
20,1 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
37 |
8,0 |
22,1 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
38 |
9,0 |
24,0 |
1 |
— |
4,3 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
39 |
10,0 |
25,9 |
1 |
— |
4,3 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
40 |
12,0 |
33,0 |
1 |
— |
— |
5,2 |
5,5 |
5,8 |
6,1 |
|
|
41 |
С8
|
3,0 |
8,3 |
1 |
2,8 |
3,0 |
3,3 |
— |
— |
— |
|
42 |
4,0 |
12,9 |
1 |
3,0 |
3,2 |
3,5 |
3,7 |
3,9 |
— |
|
|
43 |
5,0 |
18,2 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
44 |
6,0 |
24,0 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
45 |
7,0 |
30,4 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
46 |
8,0 |
37,2 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
47 |
9,0 |
44,6 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
48 |
10,0 |
52,3 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
49 |
12,0 |
77,0 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
50 |
14,0 |
102,8 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
51 |
16,0 |
132,1 |
3 |
— |
— |
14,7 |
15,5 |
16,4 |
17,5 |
|
|
52 |
18,0 |
164,7 |
3 |
— |
— |
— |
17,5 |
18,7 |
20,2 |
|
|
53 |
20,0 |
200,6 |
4 |
— |
— |
— |
23,1 |
24,8 |
26,7 |
|
|
54 |
22,0 |
239,9 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
55 |
24,0 |
282,3 |
6 |
— |
— |
— |
39,9 |
43,3 |
47,6 |
|
|
56 |
26,0 |
328,0 |
7 |
— |
— |
— |
46,4 |
50,4 |
55,4 |
|
|
57 |
28,0 |
376,9 |
8 |
— |
— |
— |
52,9 |
57,5 |
63,2 |
|
|
58 |
30,0 |
428,8 |
9 |
— |
— |
— |
59,4 |
64,6 |
71,0 |
|
|
59 |
32,0 |
484,0 |
10 |
— |
— |
— |
66,1 |
71,8 |
78,9 |
|
|
60 |
34,0 |
542,2 |
11 |
— |
— |
— |
72,6 |
78,9 |
86,7 |
|
|
61 |
36,0 |
603,4 |
12 |
— |
— |
— |
79,1 |
86,0 |
94,5 |
|
|
62 |
38,0 |
667,7 |
13 |
— |
— |
— |
85,6 |
93,2 |
102,3 |
|
|
63 |
40,0 |
735,1 |
15 |
— |
— |
— |
98,7 |
107,4 |
118,0 |
|
|
64 |
42,0 |
805,4 |
16 |
— |
— |
— |
105,2 |
114,5 |
125,8 |
|
|
65 |
44,0 |
878,7 |
18 |
— |
— |
— |
118,3 |
128,7 |
141,4 |
|
|
66 |
46,0 |
955,0 |
19 |
— |
— |
— |
124,8 |
135,8 |
149,2 |
|
|
67 |
48,0 |
1034,3 |
21 |
— |
— |
— |
137,8 |
150,0 |
164,8 |
|
|
68 |
50,0 |
1116,5 |
22 |
— |
— |
— |
144,3 |
157,1 |
172,6 |
|
|
69 |
52,0 |
1201,6 |
24 |
— |
— |
— |
157,4 |
171,3 |
188,2 |
|
|
70 |
54,0 |
1289,6 |
26 |
— |
— |
— |
170,4 |
185,5 |
203,8 |
|
|
71 |
56,0 |
1380,5 |
28 |
— |
— |
— |
183,5 |
199,7 |
219,5 |
|
|
72 |
58,0 |
1474,3 |
30 |
— |
— |
— |
196,5 |
213,9 |
235,1 |
|
|
73 |
60,0 |
1570,9 |
31 |
— |
— |
— |
203,1 |
221,0 |
242,9 |
|
|
74 |
С9
|
3,0 |
12,2 |
1 |
2,8 |
3,0 |
3,3 |
— |
— |
— |
|
75 |
4,0 |
15,4 |
1 |
3,0 |
3,2 |
3,5 |
3,7 |
3,9 |
— |
|
|
76 |
5,0 |
20,7 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
77 |
6,0 |
27,5 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
78 |
7,0 |
35,0 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
79 |
8,0 |
45,1 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
80 |
9,0 |
51,8 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
81 |
10,0 |
61,1 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
82 |
12,0 |
81,2 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
83 |
14,0 |
103,3 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
84 |
16,0 |
140,4 |
3 |
— |
— |
14,7 |
15,5 |
16,4 |
17,5 |
|
|
85 |
18,0 |
174,1 |
4 |
— |
— |
— |
23,1 |
24,8 |
26,7 |
|
|
86 |
20,0 |
211,1 |
4 |
— |
— |
— |
23,1 |
24,8 |
26,7 |
|
|
87 |
22,0 |
251,2 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
88 |
24,0 |
294,5 |
6 |
— |
— |
— |
39,9 |
43,3 |
47,6 |
|
|
89 |
26,0 |
340,9 |
7 |
— |
— |
— |
46,4 |
50,4 |
55,4 |
|
|
90 |
28,0 |
390,3 |
8 |
— |
— |
— |
52,9 |
57,5 |
63,2 |
|
|
91 |
30,0 |
442,7 |
9 |
— |
— |
— |
59,4 |
64,6 |
71,0 |
|
|
92 |
32,0 |
498,0 |
10 |
— |
— |
— |
66,1 |
71,8 |
78,9 |
|
|
93 |
34,0 |
556,3 |
11 |
— |
— |
— |
72,6 |
78,9 |
86,7 |
|
|
94 |
36,0 |
617,6 |
12 |
— |
— |
— |
79,1 |
86,0 |
94,5 |
|
|
95 |
38,0 |
681,6 |
14 |
— |
— |
— |
92,2 |
100,3 |
110,1 |
|
|
96 |
40,0 |
748,6 |
15 |
— |
— |
— |
98,7 |
107,4 |
118,0 |
|
|
97 |
42,0 |
818,3 |
16 |
— |
— |
— |
105,2 |
114,5 |
125,8 |
|
|
98 |
44,0 |
890,9 |
18 |
— |
— |
— |
118,3 |
128,7 |
141,4 |
|
|
99 |
46,0 |
966,2 |
19 |
— |
— |
— |
124,8 |
135,8 |
149,2 |
|
|
100 |
48,0 |
1044,3 |
21 |
— |
— |
— |
137,8 |
150,0 |
164,8 |
|
|
101 |
50,0 |
1125,1 |
23 |
— |
— |
— |
150,9 |
164,2 |
180,4 |
|
|
102 |
52,0 |
1208,7 |
24 |
— |
— |
— |
157,4 |
171,3 |
188,2 |
|
|
103 |
54,0 |
1294,9 |
26 |
— |
— |
— |
170,4 |
185,5 |
203,8 |
|
|
104 |
56,0 |
1383,8 |
28 |
— |
— |
— |
183,5 |
199,7 |
219,5 |
|
|
105 |
58,0 |
1475,4 |
30 |
— |
— |
— |
196,5 |
213,9 |
235,1 |
|
|
106 |
60,0 |
1569,6 |
31 |
— |
— |
— |
203,1 |
221,0 |
242,9 |
|
|
107 |
С12
|
3,0 |
8,8 |
1 |
2,8 |
3,0 |
3,3 |
— |
— |
— |
|
108 |
4,0 |
13,0 |
1 |
3,0 |
3,2 |
3,5 |
3,7 |
3,9 |
— |
|
|
109 |
5,0 |
17,6 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
110 |
6,0 |
22,5 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
111 |
7,0 |
27,7 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
112 |
8,0 |
37,5 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
113 |
9,0 |
46,7 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
114 |
10,0 |
56,7 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
115 |
12,0 |
79,4 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
116 |
14,0 |
105,6 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
117 |
16,0 |
135,1 |
3 |
— |
— |
14,7 |
15,5 |
16,4 |
17,5 |
|
|
118 |
18,0 |
168,0 |
3 |
— |
— |
— |
17,5 |
18,7 |
20,2 |
|
|
119 |
20,0 |
204,1 |
4 |
— |
— |
— |
23,1 |
24,8 |
26,7 |
|
|
120 |
22,0 |
243,4 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
121 |
24,0 |
285,8 |
6 |
— |
— |
— |
39,9 |
43,3 |
47,6 |
|
|
122 |
26,0 |
331,3 |
7 |
— |
— |
— |
46,4 |
50,4 |
55,4 |
|
|
123 |
28,0 |
379,9 |
8 |
— |
— |
— |
52,9 |
57,5 |
63,2 |
|
|
124 |
30,0 |
431,6 |
9 |
— |
— |
— |
59,4 |
64,6 |
71,0 |
|
|
125 |
32,0 |
486,2 |
10 |
— |
— |
— |
66,1 |
71,8 |
78,9 |
|
|
126 |
34,0 |
543,9 |
11 |
— |
— |
— |
72,6 |
78,9 |
86,7 |
|
|
127 |
36,0 |
604,4 |
12 |
— |
— |
— |
79,1 |
86,0 |
94,5 |
|
|
128 |
38,0 |
667,9 |
13 |
— |
— |
— |
85,6 |
93,2 |
102,3 |
|
|
129 |
40,0 |
734,3 |
15 |
— |
— |
— |
98,7 |
107,4 |
118,0 |
|
|
130 |
42,0 |
803,5 |
16 |
— |
— |
— |
105,2 |
114,5 |
125,8 |
|
|
131 |
44,0 |
875,6 |
18 |
— |
— |
— |
118,3 |
128,7 |
141,4 |
|
|
132 |
46,0 |
950,5 |
19 |
— |
— |
— |
124,8 |
135,8 |
149,2 |
|
|
133 |
48,0 |
1028,3 |
21 |
— |
— |
— |
137,8 |
150,0 |
164,8 |
|
|
134 |
50,0 |
1108,8 |
22 |
— |
— |
— |
144,3 |
157,1 |
172,6 |
|
|
135 |
52,0 |
1192,1 |
24 |
— |
— |
— |
157,4 |
171,3 |
188,2 |
|
|
136 |
54,0 |
1278,2 |
26 |
— |
— |
— |
170,4 |
185,5 |
203,8 |
|
|
137 |
56,0 |
1367,0 |
27 |
— |
— |
— |
177,0 |
192,6 |
211,7 |
|
|
138 |
58,0 |
1458,5 |
29 |
— |
— |
— |
190,0 |
206,8 |
227,3 |
|
|
139 |
60,0 |
1552,8 |
31 |
— |
— |
— |
203,1 |
221,0 |
242,9 |
|
|
140 |
С17
|
3,0 |
8,3 |
1 |
2,8 |
3,0 |
3,3 |
— |
— |
— |
|
141 |
4,0 |
12,5 |
1 |
3,0 |
3,2 |
3,5 |
3,7 |
3,9 |
— |
|
|
142 |
5,0 |
17,0 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
143 |
6,0 |
22,0 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
144 |
7,0 |
27,3 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
145 |
8,0 |
33,0 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
146 |
9,0 |
38,9 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
147 |
10,0 |
45,1 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
148 |
12,0 |
66,0 |
1 |
— |
— |
5,3 |
5,6 |
5,9 |
6,2 |
|
|
149 |
14,0 |
88,4 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
150 |
16,0 |
113,7 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
151 |
18,0 |
142,1 |
3 |
— |
— |
— |
17,5 |
18,7 |
20,2 |
|
|
152 |
20,0 |
173,4 |
4 |
— |
— |
— |
23,1 |
24,8 |
26,7 |
|
|
153 |
22,0 |
207,7 |
4 |
— |
— |
— |
26,8 |
29,1 |
31,9 |
|
|
154 |
24,0 |
244,8 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
155 |
26,0 |
284,8 |
6 |
— |
— |
— |
39,9 |
43,3 |
47,6 |
|
|
156 |
28,0 |
327,6 |
7 |
— |
— |
— |
46,4 |
50,4 |
55,4 |
|
|
157 |
30,0 |
373,3 |
8 |
— |
— |
— |
52,9 |
57,5 |
63,2 |
|
|
158 |
32,0 |
421,7 |
8 |
— |
— |
— |
53,0 |
57,6 |
63,3 |
|
|
159 |
34,0 |
472,9 |
10 |
— |
— |
— |
66,1 |
71,8 |
78,9 |
|
|
160 |
36,0 |
526,9 |
11 |
— |
— |
— |
72,6 |
78,9 |
86,7 |
|
|
161 |
38,0 |
583,5 |
12 |
— |
— |
— |
79,1 |
86,0 |
94,5 |
|
|
162 |
40,0 |
643,0 |
13 |
— |
— |
— |
85,6 |
93,2 |
102,3 |
|
|
163 |
42,0 |
705,1 |
14 |
— |
— |
— |
92,2 |
100,3 |
110,1 |
|
|
164 |
44,0 |
769,9 |
15 |
— |
— |
— |
98,7 |
107,4 |
118,0 |
|
|
165 |
46,0 |
837,3 |
17 |
— |
— |
— |
111,7 |
121,6 |
133,6 |
|
|
166 |
48,0 |
907,5 |
18 |
— |
— |
— |
118,3 |
128,7 |
141,4 |
|
|
167 |
50,0 |
980,3 |
20 |
— |
— |
— |
131,3 |
142,9 |
157,0 |
|
|
168 |
52,0 |
1055,7 |
21 |
— |
— |
— |
137,8 |
150,0 |
164,8 |
|
|
169 |
54,0 |
1133,8 |
23 |
— |
— |
— |
150,9 |
164,2 |
180,4 |
|
|
170 |
56,0 |
1214,4 |
24 |
— |
— |
— |
157,4 |
171,3 |
188,2 |
|
|
171 |
58,0 |
1297,7 |
26 |
— |
— |
— |
170,4 |
185,5 |
203,8 |
|
|
172 |
60,0 |
1383,6 |
28 |
— |
— |
— |
183,5 |
199,7 |
219,5 |
|
|
173 |
С18
|
3,0 |
12,3 |
1 |
2,8 |
3,0 |
3,3 |
— |
— |
— |
|
174 |
4,0 |
17,1 |
1 |
3,0 |
3,2 |
3,5 |
3,7 |
3,9 |
— |
|
|
175 |
5,0 |
22,1 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
176 |
6,0 |
27,2 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
177 |
7,0 |
32,4 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
178 |
8,0 |
37,7 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
179 |
9,0 |
43,1 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
180 |
10,0 |
48,6 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
181 |
12,0 |
73,9 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
182 |
14,0 |
97,7 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
183 |
16,0 |
124,4 |
3 |
— |
— |
14,7 |
15,5 |
16,4 |
17,5 |
|
|
184 |
18,0 |
154,0 |
3 |
— |
— |
— |
17,5 |
18,7 |
20,2 |
|
|
185 |
20,0 |
186,4 |
4 |
— |
— |
— |
23,1 |
24,8 |
26,7 |
|
|
186 |
22,0 |
221,5 |
4 |
— |
— |
— |
26,8 |
29,1 |
31,9 |
|
|
187 |
24,0 |
259,3 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
188 |
26,0 |
299,8 |
6 |
— |
— |
— |
39,9 |
43,3 |
47,6 |
|
|
189 |
28,0 |
342,8 |
7 |
— |
— |
— |
46,4 |
50,4 |
55,4 |
|
|
190 |
30,0 |
388,5 |
8 |
— |
— |
— |
52,9 |
57,5 |
63,2 |
|
|
191 |
32,0 |
436,6 |
9 |
— |
— |
— |
59,5 |
64,7 |
71,1 |
|
|
192 |
34,0 |
487,3 |
10 |
— |
— |
— |
66,1 |
71,8 |
78,9 |
|
|
193 |
36,0 |
540,5 |
11 |
— |
— |
— |
72,6 |
78,9 |
86,7 |
|
|
194 |
38,0 |
596,1 |
12 |
— |
— |
— |
79,1 |
86,0 |
94,5 |
|
|
195 |
40,0 |
654,1 |
13 |
— |
— |
— |
85,6 |
93,2 |
102,3 |
|
|
196 |
42,0 |
714,5 |
14 |
— |
— |
— |
92,2 |
100,3 |
110,1 |
|
|
197 |
44,0 |
777,3 |
16 |
— |
— |
— |
105,2 |
114,5 |
125,8 |
|
|
198 |
46,0 |
842,5 |
17 |
— |
— |
— |
111,7 |
121,6 |
133,6 |
|
|
199 |
48,0 |
910,0 |
18 |
— |
— |
— |
118,3 |
128,7 |
141,4 |
|
|
200 |
50,0 |
979,8 |
20 |
— |
— |
— |
131,3 |
142,9 |
157,0 |
|
|
201 |
52,0 |
1052,0 |
21 |
— |
— |
— |
137,8 |
150,0 |
164,8 |
|
|
202 |
54,0 |
1126,4 |
23 |
— |
— |
— |
150,9 |
164,2 |
180,4 |
|
|
203 |
56,0 |
1203,1 |
24 |
— |
— |
— |
157,4 |
171,3 |
188,2 |
|
|
204 |
58,0 |
1282,0 |
26 |
— |
— |
— |
170,4 |
185,5 |
203,8 |
|
|
205 |
60,0 |
1363,2 |
27 |
— |
— |
— |
177,0 |
192,6 |
211,7 |
|
|
206 |
С21
|
3,0 |
9,1 |
1 |
2,8 |
3,0 |
3,3 |
— |
— |
— |
|
207 |
4,0 |
13,5 |
1 |
3,0 |
3,2 |
3,5 |
3,7 |
3,9 |
— |
|
|
208 |
5,0 |
18,2 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
209 |
6,0 |
23,4 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
|
210 |
7,0 |
28,8 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
211 |
8,0 |
34,6 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
212 |
9,0 |
40,6 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
213 |
10,0 |
46,8 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
214 |
12,0 |
69,0 |
1 |
— |
— |
5,3 |
5,6 |
5,9 |
6,2 |
|
|
215 |
14,0 |
91,8 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
216 |
16,0 |
117,6 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
217 |
18,0 |
146,3 |
3 |
— |
— |
— |
17,5 |
18,7 |
20,2 |
|
|
218 |
20,0 |
177,9 |
4 |
— |
— |
— |
23,1 |
24,8 |
26,7 |
|
|
219 |
22,0 |
212,4 |
4 |
— |
— |
— |
26,8 |
29,1 |
31,9 |
|
|
220 |
24,0 |
249,6 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
221 |
26,0 |
289,5 |
6 |
— |
— |
— |
39,9 |
43,3 |
47,6 |
|
|
222 |
28,0 |
332,2 |
7 |
— |
— |
— |
46,4 |
50,4 |
55,4 |
|
|
223 |
30,0 |
377,5 |
8 |
— |
— |
— |
52,9 |
57,5 |
63,2 |
|
|
224 |
32,0 |
425,6 |
9 |
— |
— |
— |
59,5 |
64,7 |
71,1 |
|
|
225 |
34,0 |
476,2 |
10 |
— |
— |
— |
66,1 |
71,8 |
78,9 |
|
|
226 |
36,0 |
529,5 |
11 |
— |
— |
— |
72,6 |
78,9 |
86,7 |
|
|
227 |
38,0 |
585,4 |
12 |
— |
— |
— |
79,1 |
86,0 |
94,5 |
|
|
228 |
40,0 |
643,8 |
13 |
— |
— |
— |
85,6 |
93,2 |
102,3 |
|
|
229 |
42,0 |
704,8 |
14 |
— |
— |
— |
92,2 |
100,3 |
110,1 |
|
|
230 |
44,0 |
768,3 |
15 |
— |
— |
— |
98,7 |
107,4 |
118,0 |
|
|
231 |
46,0 |
834,4 |
17 |
— |
— |
— |
111,7 |
121,6 |
133,6 |
|
|
232 |
48,0 |
902,9 |
18 |
— |
— |
— |
118,3 |
128,7 |
141,4 |
|
|
233 |
50,0 |
973,9 |
20 |
— |
— |
— |
131,3 |
142,9 |
157,0 |
|
|
234 |
52,0 |
1047,4 |
21 |
— |
— |
— |
137,8 |
150,0 |
164,8 |
|
|
235 |
54,0 |
1123,4 |
23 |
— |
— |
— |
150,9 |
164,2 |
180,4 |
|
|
236 |
56,0 |
1201,8 |
24 |
— |
— |
— |
157,4 |
171,3 |
188,2 |
|
|
237 |
58,0 |
1282,6 |
26 |
— |
— |
— |
170,4 |
185,5 |
203,8 |
|
|
238 |
60,0 |
1365,9 |
27 |
— |
— |
— |
177,0 |
192,6 |
211,7 |
|
|
239 |
С25
|
6,0 |
9,2 |
1 |
3,2 |
3,5 |
3,9 |
4,0 |
4,2 |
4,6 |
|
240 |
7,0 |
11,3 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
241 |
8,0 |
13,5 |
1 |
3,8 |
4,0 |
4,1 |
4,4 |
4,6 |
4,7 |
|
|
242 |
9,0 |
15,8 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
243 |
10,0 |
18,1 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
|
244 |
12,0 |
23,1 |
1 |
— |
— |
5,3 |
5,6 |
5,9 |
6,2 |
|
|
245 |
14,0 |
28,4 |
1 |
— |
— |
5,3 |
5,6 |
5,9 |
6,2 |
|
|
246 |
16,0 |
36,3 |
1 |
— |
— |
5,3 |
5,6 |
5,9 |
6,2 |
|
|
247 |
18,0 |
44,9 |
1 |
— |
— |
— |
6,2 |
6,6 |
7,1 |
|
|
248 |
20,0 |
54,3 |
1 |
— |
— |
— |
6,2 |
6,6 |
7,1 |
|
|
249 |
22,0 |
64,4 |
1 |
— |
— |
— |
7,2 |
7,8 |
8,5 |
|
|
250 |
24,0 |
75,4 |
2 |
— |
— |
— |
13,8 |
14,9 |
16,3 |
|
|
251 |
26,0 |
87,0 |
2 |
— |
— |
— |
13,8 |
14,9 |
16,3 |
|
|
252 |
28,0 |
99,5 |
2 |
— |
— |
— |
13,8 |
14,9 |
16,3 |
|
|
253 |
30,0 |
112,6 |
2 |
— |
— |
— |
13,8 |
14,9 |
16,3 |
|
|
254 |
32,0 |
126,5 |
3 |
— |
— |
— |
20,4 |
22,1 |
24,3 |
|
|
255 |
34,0 |
141,1 |
3 |
— |
— |
— |
20,4 |
22,1 |
24,3 |
|
|
256 |
36,0 |
156,4 |
3 |
— |
— |
— |
20,4 |
22,1 |
24,3 |
|
|
257 |
38,0 |
172,3 |
3 |
— |
— |
— |
20,4 |
22,1 |
24,3 |
|
|
253 |
40,0 |
189,0 |
4 |
— |
— |
— |
26,9 |
29,2 |
32,1 |
|
|
259 |
42,0 |
206,3 |
4 |
— |
— |
— |
26,9 |
29,2 |
32,1 |
|
|
260 |
44,0 |
224,4 |
5 |
— |
— |
— |
33,4 |
36,3 |
39,9 |
|
|
261 |
46,0 |
243,0 |
5 |
— |
— |
— |
33,4 |
36,3 |
39,9 |
|
|
262 |
48,0 |
262,4 |
5 |
— |
— |
— |
33,4 |
36,3 |
39,9 |
|
|
263 |
50,0 |
282,4 |
6 |
— |
— |
— |
40,0 |
43,4 |
47,7 |
|
|
264 |
52,0 |
303,0 |
6 |
— |
— |
— |
40,0 |
43,4 |
47,7 |
|
|
265 |
54,0 |
324,3 |
7 |
— |
— |
— |
46,5 |
50,5 |
55,5 |
|
|
266 |
56,0 |
346,2 |
7 |
— |
— |
— |
46,5 |
50,5 |
55,5 |
|
|
267 |
58,0 |
368,8 |
7 |
— |
— |
— |
46,5 |
50,5 |
55,5 |
|
|
263 |
60,0 |
392,0 |
8 |
— |
— |
— |
53,0 |
57,6 |
63,3 |
|
|
269 |
64,0 |
440,3 |
9 |
— |
— |
— |
59,5 |
64,7 |
71,1 |
|
|
270 |
68,0 |
491,0 |
10 |
— |
— |
— |
66,1 |
71,8 |
78,9 |
|
|
271 |
72,0 |
544,2 |
11 |
— |
— |
— |
72,6 |
78,9 |
86,7 |
|
|
272 |
76,0 |
599,8 |
12 |
— |
— |
— |
79,1 |
86,0 |
94,5 |
|
|
273 |
80,0 |
657,8 |
13 |
— |
— |
— |
85,6 |
93,2 |
102,3 |
|
|
274 |
84,0 |
718,1 |
14 |
— |
— |
— |
92,2 |
100,3 |
110,1 |
|
|
275 |
88,0 |
780,8 |
16 |
— |
— |
— |
105,2 |
114,5 |
125,8 |
|
|
276 |
92,0 |
845,8 |
17 |
— |
— |
— |
111,7 |
121,6 |
133,6 |
|
|
277 |
96,0 |
913,1 |
18 |
— |
— |
— |
118,3 |
128,7 |
141,4 |
|
|
278 |
100,0 |
982,7 |
20 |
— |
— |
— |
131,3 |
142,9 |
157,0 |
|
|
279 |
110,0 |
1166,5 |
23 |
— |
— |
— |
150,9 |
164,2 |
180,4 |
|
|
280 |
120,0 |
1364,2 |
27 |
— |
— |
— |
177,0 |
192,6 |
211,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы стыковых соединений С12, С21 |
Автоматическая дуговая сварка в среде двуокиси
|
|||||||||
Карта 32 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С12
|
3 — 18 |
12,1 |
1 |
3,2 |
4,0 |
4,3 |
5,0 |
5,2 |
5,9 |
|
2 |
20 — 60 |
15,1 |
1 |
— |
— |
— |
7,3 |
7,9 |
8,6 |
|
|
3 |
С21
|
3 — 10 |
9,0 |
1 |
3,3 |
3,7 |
4,0 |
4,4 |
4,6 |
5,0 |
|
4 |
12 — 18 |
12,1 |
1 |
— |
— |
5,3 |
5,6 |
5,9 |
6,2 |
|
|
5 |
20 — 60 |
15,1 |
1 |
— |
— |
— |
7,2 |
7,8 |
8,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы тавровых соединений Т6 |
Автоматическая дуговая сварка в среде двуокиси
|
|||||||||
Карта 33 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Т6
|
3,0 |
7,5 |
1 |
3,0 |
3,2 |
3,5 |
— |
— |
— |
|
2 |
4,0 |
13,3 |
1 |
3,2 |
3,4 |
3,7 |
3,9 |
4,1 |
— |
|
|
3 |
5,0 |
20,6 |
1 |
3,4 |
3,7 |
4,1 |
4,2 |
4,4 |
4,8 |
|
|
4 |
6,0 |
29,5 |
1 |
3,4 |
3,7 |
4,1 |
4,2 |
4,4 |
4,8 |
|
|
5 |
7,0 |
39,9 |
1 |
4,0 |
4,2 |
4,3 |
4,6 |
4,8 |
4,9 |
|
|
6 |
8,0 |
51,8 |
1 |
4,0 |
4,2 |
4,3 |
4,6 |
4,8 |
4,9 |
|
|
7 |
9,0 |
65,3 |
1 |
— |
4,6 |
4,9 |
5,1 |
5,4 |
5,6 |
|
|
8 |
10,0 |
80,3 |
2 |
— |
8,6 |
9,3 |
9,7 |
10,2 |
10,7 |
|
|
9 |
12,0 |
114,8 |
2 |
— |
— |
10,3 |
10,8 |
11,4 |
12,1 |
|
|
10 |
14,0 |
155,3 |
3 |
— |
— |
15,1 |
15,9 |
16,8 |
17,8 |
|
|
11 |
16,0 |
201,8 |
4 |
— |
— |
19,9 |
20,9 |
22,1 |
23,5 |
|
|
12 |
18,0 |
254,2 |
5 |
— |
— |
— |
29,2 |
31,3 |
33,7 |
|
|
13 |
20,0 |
312,6 |
6 |
— |
— |
— |
34,9 |
37,4 |
40,3 |
|
|
14 |
22,0 |
376,8 |
8 |
— |
— |
— |
53,6 |
58,2 |
63,9 |
|
|
15 |
24,0 |
446,8 |
9 |
— |
— |
— |
60,2 |
65,4 |
71,7 |
|
|
16 |
26,0 |
522,7 |
11 |
— |
— |
— |
73,3 |
79,7 |
87,5 |
|
|
17 |
28,0 |
604,5 |
12 |
— |
— |
— |
79,9 |
86,9 |
95,3 |
|
|
18 |
30,0 |
692,0 |
14 |
— |
— |
— |
93,1 |
101,2 |
111,1 |
|
|
19 |
32,0 |
785,3 |
16 |
— |
— |
— |
106,4 |
115,7 |
127,0 |
|
|
20 |
34,0 |
884,4 |
18 |
— |
— |
— |
119,6 |
130,0 |
142,7 |
|
|
21 |
36,0 |
989,3 |
20 |
— |
— |
— |
132,8 |
144,3 |
158,5 |
|
|
22 |
38,0 |
1099,9 |
22 |
— |
— |
— |
145,9 |
158,7 |
174,2 |
|
|
23 |
40,0 |
1216,2 |
24 |
— |
— |
— |
159,1 |
173,0 |
190,0 |
|
|
24 |
42,0 |
1338,2 |
27 |
— |
— |
— |
178,9 |
194,5 |
213,6 |
|
|
25 |
44,0 |
1466,0 |
29 |
— |
— |
— |
192,1 |
208,8 |
229,3 |
|
|
26 |
46,0 |
1599,4 |
32 |
— |
— |
— |
211,8 |
230,3 |
252,9 |
|
|
27 |
48,0 |
1738,6 |
35 |
— |
— |
— |
231,6 |
251,8 |
276,6 |
|
|
28 |
50,0 |
1883,4 |
38 |
— |
— |
— |
251,3 |
273,3 |
300,2 |
|
|
29 |
52,0 |
2033,9 |
41 |
— |
— |
— |
271,1 |
294,8 |
323,8 |
|
|
30 |
54,0 |
2190,1 |
44 |
— |
— |
— |
290,9 |
316,3 |
347,4 |
|
|
31 |
56,0 |
2351,9 |
47 |
— |
— |
— |
310,6 |
337,8 |
371,0 |
|
|
32 |
58,0 |
2519,3 |
50 |
— |
— |
— |
330,4 |
359,3 |
394,6 |
|
|
33 |
60,0 |
2692,4 |
54 |
— |
— |
— |
356,8 |
388,0 |
426,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы угловых соединений У6, У8, У9 |
Автоматическая дуговая сварка в среде двуокиси
|
|||||||||
Карта 34 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У6
|
3,0 |
8,8 |
1 |
3,0 |
3,2 |
3,5 |
— |
— |
— |
|
2 |
4,0 |
13,0 |
1 |
3,2 |
3,4 |
3,6 |
3,8 |
4,0 |
— |
|
|
3 |
5,0 |
17,6 |
1 |
3,4 |
3,6 |
4,0 |
4,1 |
4,4 |
4,7 |
|
|
4 |
6,0 |
22,5 |
1 |
3,4 |
3,6 |
4,0 |
4,1 |
4,4 |
4,7 |
|
|
5 |
7,0 |
27,7 |
1 |
3,9 |
4,1 |
4,3 |
4,6 |
4,7 |
4,9 |
|
|
6 |
8,0 |
36,7 |
1 |
3,9 |
4,1 |
4,3 |
4,6 |
4,7 |
4,9 |
|
|
7 |
9,0 |
45,7 |
1 |
— |
4,6 |
4,9 |
5,1 |
5,4 |
5,6 |
|
|
8 |
10,0 |
55,6 |
1 |
— |
4,6 |
4,9 |
5,1 |
5,4 |
5,6 |
|
|
9 |
12,0 |
78,1 |
2 |
— |
— |
10,3 |
10,8 |
11,4 |
12,1 |
|
|
10 |
14,0 |
104,0 |
2 |
— |
— |
10,3 |
10,8 |
11,4 |
12,1 |
|
|
11 |
16,0 |
133,3 |
3 |
— |
— |
15,1 |
15,9 |
16,9 |
17,9 |
|
|
12 |
18,0 |
165,9 |
3 |
— |
— |
— |
17,9 |
19,1 |
20,6 |
|
|
13 |
20,0 |
201,8 |
4 |
— |
— |
— |
23,6 |
25,3 |
27,2 |
|
|
14 |
22,0 |
240,9 |
5 |
— |
— |
— |
34,0 |
36,9 |
40,4 |
|
|
15 |
24,0 |
283,1 |
6 |
— |
— |
— |
40,6 |
44,1 |
48,3 |
|
|
16 |
26,0 |
328,5 |
7 |
— |
— |
— |
47,3 |
51,3 |
56,3 |
|
|
17 |
28,0 |
377,0 |
8 |
— |
— |
— |
53,9 |
58,5 |
64,2 |
|
|
18 |
30,0 |
428,6 |
9 |
— |
— |
— |
60,5 |
65,7 |
72,1 |
|
|
19 |
32,0 |
483,2 |
10 |
— |
— |
— |
67,3 |
73,1 |
80,2 |
|
|
20 |
34,0 |
540,8 |
11 |
— |
— |
— |
73,9 |
80,3 |
88,1 |
|
|
21 |
36,0 |
601,4 |
12 |
— |
— |
— |
80,6 |
87,5 |
96,0 |
|
|
22 |
38,0 |
665,0 |
13 |
— |
— |
— |
87,2 |
94,7 |
103,9 |
|
|
23 |
40,0 |
731,0 |
15 |
— |
— |
— |
100,5 |
109,2 |
119,8 |
|
|
24 |
42,0 |
800,9 |
16 |
— |
— |
— |
107,1 |
116,4 |
127,7 |
|
|
25 |
44,0 |
873,2 |
18 |
— |
— |
— |
120,4 |
130,8 |
143,6 |
|
|
26 |
46,0 |
948,4 |
19 |
— |
— |
— |
127,1 |
138,1 |
151,5 |
|
|
27 |
48,0 |
1026,5 |
21 |
— |
— |
— |
140,4 |
152,5 |
167,3 |
|
|
28 |
50,0 |
1107,4 |
22 |
— |
— |
— |
147,0 |
159,7 |
175,3 |
|
|
29 |
52,0 |
1191,1 |
24 |
— |
— |
— |
160,3 |
174,1 |
191,1 |
|
|
30 |
54,0 |
1277,6 |
26 |
— |
— |
— |
173,6 |
188,6 |
207,0 |
|
|
31 |
56,0 |
1366,9 |
27 |
— |
— |
— |
180,2 |
195,8 |
214,9 |
|
|
32 |
58,0 |
1459,0 |
29 |
— |
— |
— |
193,5 |
210,2 |
230,7 |
|
|
33 |
60,0 |
1553,9 |
31 |
— |
— |
— |
206,8 |
224,7 |
246,6 |
|
|
34 |
У8
|
6,0 |
10,3 |
1 |
3,4 |
3,6 |
3,8 |
4,1 |
4,4 |
4,7 |
|
35 |
7,0 |
12,5 |
1 |
3,9 |
4,1 |
4,3 |
4,6 |
4,7 |
4,9 |
|
|
36 |
8,0 |
14,9 |
1 |
3,9 |
4,1 |
4,3 |
4,6 |
4,7 |
4,9 |
|
|
37 |
9,0 |
17,3 |
1 |
— |
4,6 |
4,9 |
5,1 |
5,4 |
5,6 |
|
|
38 |
10,0 |
19,8 |
1 |
— |
4,6 |
4,9 |
5,1 |
5,4 |
5,6 |
|
|
39 |
12,0 |
24,9 |
1 |
— |
— |
5,5 |
5,7 |
6,1 |
6,4 |
|
|
40 |
14,0 |
30,3 |
1 |
— |
— |
5,5 |
5,7 |
6,1 |
6,4 |
|
|
41 |
16,0 |
36,0 |
1 |
— |
— |
5,5 |
5,7 |
6,1 |
6,4 |
|
|
42 |
18,0 |
45,1 |
1 |
— |
— |
— |
6,4 |
6,8 |
7,3 |
|
|
43 |
20,0 |
55,0 |
1 |
— |
— |
— |
6,4 |
6,8 |
7,3 |
|
|
44 |
22,0 |
65,7 |
1 |
— |
— |
— |
7,4 |
8,0 |
8,7 |
|
|
45 |
24,0 |
77,3 |
2 |
— |
— |
— |
14,1 |
15,2 |
16,6 |
|
|
46 |
26,0 |
89,8 |
2 |
— |
— |
— |
14,1 |
15,2 |
16,6 |
|
|
47 |
28,0 |
103,2 |
2 |
— |
— |
— |
14,1 |
15,2 |
16,6 |
|
|
48 |
30,0 |
117,4 |
2 |
— |
— |
— |
14,1 |
15,2 |
16,6 |
|
|
49 |
32,0 |
132,4 |
3 |
— |
— |
— |
20,8 |
22,6 |
24,7 |
|
|
50 |
34,0 |
148,3 |
3 |
— |
— |
— |
20,8 |
22,6 |
24,7 |
|
|
51 |
36,0 |
165,1 |
3 |
— |
— |
— |
20,8 |
22,6 |
24,7 |
|
|
52 |
38,0 |
182,6 |
4 |
— |
— |
— |
27,5 |
29,8 |
32,6 |
|
|
53 |
40,0 |
201,0 |
4 |
— |
— |
— |
27,5 |
29,8 |
32,6 |
|
|
54 |
42,0 |
220,2 |
4 |
— |
— |
— |
27,5 |
29,8 |
32,6 |
|
|
55 |
44,0 |
240,0 |
5 |
— |
— |
— |
34,1 |
37,0 |
40,5 |
|
|
56 |
46,0 |
261,1 |
5 |
— |
— |
— |
34,1 |
37,0 |
40,5 |
|
|
57 |
48,0 |
282,7 |
6 |
— |
— |
— |
40,7 |
44,2 |
48,5 |
|
|
58 |
50,0 |
305,1 |
6 |
— |
— |
— |
40,7 |
44,2 |
48,5 |
|
|
59 |
52,0 |
328,4 |
7 |
— |
— |
— |
47,4 |
51,4 |
56,4 |
|
|
60 |
54,0 |
352,4 |
7 |
— |
— |
— |
47,4 |
51,4 |
56,4 |
|
|
61 |
56,0 |
377,2 |
8 |
— |
— |
— |
54,0 |
58,6 |
64,3 |
|
|
62 |
58,0 |
402,8 |
8 |
— |
— |
— |
54,0 |
58,6 |
64,3 |
|
|
62 |
60,0 |
429,1 |
9 |
— |
— |
— |
60,7 |
65,9 |
72,2 |
|
|
64 |
64,0 |
484,2 |
10 |
— |
— |
— |
67,3 |
73,1 |
80,2 |
|
|
65 |
68,0 |
542,3 |
11 |
— |
— |
— |
73,9 |
80,3 |
88,1 |
|
|
66 |
72,0 |
603,5 |
12 |
— |
— |
— |
80,6 |
87,5 |
96,0 |
|
|
67 |
76,0 |
667,7 |
13 |
— |
— |
— |
87,2 |
94,7 |
103,9 |
|
|
68 |
80,0 |
734,9 |
15 |
— |
— |
— |
100,5 |
109,2 |
119,8 |
|
|
69 |
84,0 |
805,1 |
16 |
— |
— |
— |
107,1 |
116,4 |
127,7 |
|
|
70 |
88,0 |
878,3 |
18 |
— |
— |
— |
120,4 |
130,8 |
143,6 |
|
|
71 |
92,0 |
954,5 |
19 |
— |
— |
— |
127,1 |
138,1 |
151,5 |
|
|
72 |
96,0 |
1033,5 |
21 |
— |
— |
— |
140,4 |
152,5 |
167,3 |
|
|
73 |
100,0 |
1115,5 |
22 |
— |
— |
— |
147,0 |
159,7 |
175,3 |
|
|
74 |
У9
|
3,0 |
8,6 |
1 |
3,0 |
3,2 |
3,5 |
— |
— |
— |
|
75 |
4,0 |
12,9 |
1 |
3,2 |
3,4 |
3,6 |
3,8 |
4,0 |
— |
|
|
76 |
5,0 |
17,5 |
1 |
3,4 |
3,6 |
4,0 |
4,1 |
4,4 |
4,7 |
|
|
77 |
6,0 |
22,5 |
1 |
3,4 |
3,6 |
4,0 |
4,1 |
4,4 |
4,7 |
|
|
78 |
7,0 |
27,8 |
1 |
3,9 |
4,1 |
4,3 |
4,6 |
4,7 |
4,9 |
|
|
79 |
8,0 |
33,4 |
1 |
3,9 |
4,1 |
4,3 |
4,6 |
4,7 |
4,9 |
|
|
80 |
9,0 |
40,3 |
1 |
— |
4,6 |
4,9 |
5,1 |
5,4 |
5,6 |
|
|
81 |
10,0 |
49,0 |
1 |
— |
4,6 |
4,9 |
5,1 |
5,4 |
5,6 |
|
|
82 |
12,0 |
68,7 |
1 |
— |
— |
5,5 |
5,7 |
6,1 |
6,4 |
|
|
83 |
14,0 |
91,5 |
2 |
— |
— |
10,3 |
10,8 |
11,4 |
12,1 |
|
|
84 |
16,0 |
117,2 |
2 |
— |
— |
10,3 |
10,8 |
11,4 |
12,1 |
|
|
85 |
18,0 |
145,9 |
3 |
— |
— |
— |
17,9 |
19,1 |
20,6 |
|
|
86 |
20,0 |
177,4 |
4 |
— |
— |
— |
23,6 |
25,3 |
27,2 |
|
|
87 |
22,0 |
211,8 |
4 |
— |
— |
— |
27,3 |
29,7 |
32,5 |
|
|
88 |
24,0 |
248,9 |
5 |
— |
— |
— |
34,0 |
36,9 |
40,4 |
|
|
89 |
26,0 |
288,8 |
6 |
— |
— |
— |
40,6 |
44,1 |
48,3 |
|
|
90 |
28,0 |
331,4 |
7 |
— |
— |
— |
47,3 |
51,3 |
56,3 |
|
|
91 |
30,0 |
376,6 |
8 |
— |
— |
— |
53,9 |
58,5 |
64,2 |
|
|
92 |
32,0 |
424,6 |
9 |
— |
— |
— |
60,7 |
65,9 |
72,2 |
|
|
93 |
34,0 |
475,1 |
10 |
— |
— |
— |
67,3 |
73,1 |
80,2 |
|
|
94 |
36,0 |
528,3 |
11 |
— |
— |
— |
73,9 |
80,3 |
88,1 |
|
|
95 |
38,0 |
584,1 |
12 |
— |
— |
— |
80,6 |
87,5 |
96,0 |
|
|
96 |
40,0 |
642,4 |
13 |
— |
— |
— |
87,2 |
94,7 |
103,9 |
|
|
97 |
42,0 |
703,3 |
14 |
— |
— |
— |
93,9 |
102,0 |
111,8 |
|
|
98 |
44,0 |
766,7 |
15 |
— |
— |
— |
100,5 |
109,2 |
119,8 |
|
|
99 |
46,0 |
832,7 |
17 |
— |
— |
— |
113,8 |
123,6 |
135,6 |
|
|
100 |
48,0 |
901,1 |
18 |
— |
— |
— |
120,4 |
130,8 |
143,6 |
|
|
101 |
50,0 |
972,1 |
19 |
— |
— |
— |
127,1 |
138,1 |
151,5 |
|
|
102 |
52,0 |
1045,5 |
21 |
— |
— |
— |
140,4 |
152,5 |
167,3 |
|
|
103 |
54,0 |
1121,3 |
22 |
— |
— |
— |
147,0 |
159,7 |
175,3 |
|
|
104 |
56,0 |
1199,6 |
24 |
— |
— |
— |
160,3 |
174,1 |
191,0 |
|
|
105 |
58,0 |
1280,3 |
26 |
— |
— |
— |
173,6 |
188,6 |
207,0 |
|
|
106 |
60,0 |
1363,5 |
27 |
— |
— |
— |
180,2 |
195,8 |
214,9 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы нахлесточных, угловых и тавровых соединений
|
Автоматическая дуговая сварка в среде двуокиси
|
|||||||||
Карта 35 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
1,0 |
1,4 |
1 |
3,0 |
3,1 |
3,1 |
— |
— |
— |
|
2 |
Н2
|
1,5 |
2,7 |
1 |
3,0 |
3,1 |
3,1 |
— |
— |
— |
|
3 |
2,0 |
4,2 |
1 |
3,0 |
3,1 |
3,1 |
— |
— |
— |
|
|
4 |
У4
|
2,5 |
5,9 |
1 |
3,1 |
3,2 |
3,3 |
3,3 |
— |
— |
|
5 |
3,0 |
7,8 |
1 |
3,1 |
3,2 |
3,3 |
3,3 |
— |
— |
|
|
6 |
4,0 |
12,1 |
1 |
3,3 |
3,3 |
3,4 |
3,5 |
3,6 |
3,7 |
|
|
7 |
5,0 |
17,1 |
1 |
3,4 |
3,5 |
3,6 |
3,7 |
1,8 |
3,9 |
|
|
8 |
У5
|
6,0 |
30,7 |
1 |
— |
3,7 |
3,8 |
3,9 |
4,0 |
4,2 |
|
9 |
7,0 |
40,6 |
1 |
— |
3,9 |
4,0 |
4,2 |
4,3 |
4,5 |
|
|
10 |
8,0 |
51,7 |
1 |
— |
3,9 |
4,0 |
4,2 |
4,3 |
4,5 |
|
|
11 |
Т1
|
9,0 |
64,0 |
1 |
— |
— |
4,3 |
4,5 |
4,7 |
4,9 |
|
12 |
10,0 |
77,5 |
2 |
— |
— |
8,2 |
8,6 |
8,9 |
9,4 |
|
|
13 |
12,0 |
107,8 |
2 |
— |
— |
— |
9,5 |
9,9 |
10,5 |
|
|
14 |
Т3
|
14,0 |
142,5 |
3 |
— |
— |
— |
15,4 |
16,3 |
17,4 |
|
15 |
16,0 |
181,5 |
4 |
— |
— |
— |
20,4 |
21,6 |
23,0 |
|
|
16 |
18,0 |
224,6 |
5 |
— |
— |
— |
25,3 |
26,9 |
28,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |




Швы угловых соединений У8 |
Автоматическая дуговая сварка в среде двуокиси
|
|||||||||
Карта 36 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У8
|
6,0 |
8,9 |
1 |
3,4 |
3,6 |
4,0 |
4,1 |
4,4 |
4,7 |
|
2 |
7,0 |
11,0 |
1 |
3,9 |
4,1 |
4,3 |
4,6 |
4,7 |
4,9 |
|
|
3 |
8,0 |
13,3 |
1 |
3,9 |
4,1 |
4,3 |
4,6 |
4,7 |
4,9 |
|
|
4 |
9,0 |
15,6 |
1 |
— |
4,6 |
4,9 |
5,1 |
5,4 |
5,6 |
|
|
5 |
10,0 |
18,1 |
1 |
— |
4,6 |
4,9 |
5,1 |
5,4 |
5,6 |
|
|
6 |
12,0 |
23,3 |
1 |
— |
— |
5,5 |
5,7 |
6,1 |
6,4 |
|
|
7 |
14,0 |
28,8 |
1 |
— |
— |
5,5 |
5,7 |
6,1 |
6,4 |
|
|
8 |
16,0 |
34,7 |
1 |
— |
— |
5,5 |
5,7 |
6,1 |
6,4 |
|
|
9 |
18,0 |
44,0 |
1 |
— |
— |
— |
6,4 |
6,8 |
7,3 |
|
|
10 |
22,0 |
53,7 |
1 |
— |
— |
— |
6,4 |
6,8 |
7,3 |
|
|
11 |
22,0 |
64,3 |
— |
— |
— |
7,4 |
8,0 |
8,7 |
||
|
12 |
24,0 |
75,7 |
2 |
— |
— |
— |
14,1 |
15,2 |
16,6 |
|
|
13 |
26,0 |
88,1 |
2 |
— |
— |
— |
14,1 |
15,2 |
16,6 |
|
|
14 |
28,0 |
101,3 |
2 |
— |
— |
— |
14,1 |
15,2 |
16,6 |
|
|
15 |
30,0 |
115,4 |
2 |
— |
— |
— |
14,1 |
15,2 |
16,6 |
|
|
16 |
32,0 |
130,3 |
3 |
— |
— |
— |
20,8 |
22,6 |
24,7 |
|
|
17 |
34,0 |
146,1 |
3 |
— |
— |
— |
20,8 |
22,6 |
24,7 |
|
|
18 |
36,0 |
162,8 |
3 |
— |
— |
— |
20,8 |
22,6 |
24,7 |
|
|
19 |
38,0 |
180,2 |
4 |
— |
— |
— |
27,5 |
29,8 |
32,6 |
|
|
20 |
40,0 |
198,5 |
4 |
— |
— |
— |
27,5 |
29,8 |
32,6 |
|
|
21 |
42,0 |
217,7 |
4 |
— |
— |
— |
27,5 |
29,8 |
32,6 |
|
|
22 |
44,0 |
237,6 |
5 |
— |
— |
— |
34,1 |
37,0 |
40,5 |
|
|
23 |
46,0 |
258,4 |
5 |
— |
— |
— |
34,1 |
37,0 |
40,5 |
|
|
24 |
48,9 |
280,0 |
6 |
— |
— |
— |
40,7 |
44,2 |
48,5 |
|
|
25 |
50,0 |
302,5 |
6 |
— |
— |
— |
40,7 |
44,2 |
48,5 |
|
|
26 |
52,0 |
325,7 |
7 |
— |
— |
— |
47,4 |
51,4 |
56,4 |
|
|
27 |
54,0 |
349,7 |
7 |
— |
— |
— |
47,4 |
51,4 |
56,4 |
|
|
28 |
56,0 |
374,5 |
8 |
— |
— |
— |
54,0 |
58,6 |
64,3 |
|
|
29 |
58,0 |
400,2 |
8 |
— |
— |
— |
54,0 |
58,6 |
64,3 |
|
|
30 |
60,0 |
426,6 |
9 |
— |
— |
— |
60,7 |
65,9 |
72,2 |
|
|
31 |
64,0 |
481,8 |
10 |
— |
— |
— |
67,3 |
73,1 |
80,2 |
|
|
32 |
68,0 |
540,2 |
11 |
— |
— |
— |
73,9 |
80,3 |
88,1 |
|
|
33 |
72,0 |
601,7 |
12 |
— |
— |
— |
80,6 |
87,5 |
96,0 |
|
|
34 |
76,0 |
666,3 |
13 |
— |
— |
— |
87,2 |
94,7 |
103,9 |
|
|
35 |
80,0 |
733,9 |
15 |
— |
— |
— |
100,5 |
109,2 |
119,8 |
|
|
36 |
84,0 |
804,7 |
16 |
— |
— |
— |
107,1 |
116,4 |
127,7 |
|
|
37 |
88,0 |
878,5 |
18 |
— |
— |
— |
120,4 |
130,8 |
143,6 |
|
|
38 |
92,0 |
955,3 |
19 |
— |
— |
— |
127,1 |
138,1 |
151,5 |
|
|
39 |
96,0 |
1035,2 |
21 |
— |
— |
— |
140,4 |
152,5 |
165,3 |
|
|
40 |
100,0 |
1118,0 |
22 |
— |
— |
— |
147,0 |
159,7 |
175,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы стыковых соединений С2, С4, С5, С7, С17, С18,
|
Автоматическая аргонодуговая сварка плавящимся
|
|||||||||
Карта 37 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С2
|
4,0 |
17,1 |
1 |
2,9 |
3,1 |
3,4 |
3,6 |
3,8 |
— |
|
2 |
5,0 |
17,7 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
3 |
6,0 |
18,2 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
4 |
7,0 |
35,3 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
5 |
8,0 |
38,3 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
6 |
9,0 |
41,2 |
1 |
— |
4,3 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
7 |
10,0 |
43,9 |
1 |
— |
4,3 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
8 |
12,0 |
49,1 |
1 |
— |
— |
5,2 |
5,5 |
5,8 |
6,1 |
|
|
9 |
С4
|
3,0 |
25,3 |
1 |
2,7 |
2,9 |
3,3 |
— |
— |
— |
|
10 |
4,0 |
27,7 |
1 |
2,9 |
3,1 |
3,4 |
3,6 |
3,8 |
— |
|
|
11 |
5,0 |
29,6 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
12 |
6,0 |
31,3 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
13 |
7,0 |
32,8 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
14 |
8,0 |
34,1 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
15 |
9,0 |
35,4 |
1 |
— |
4,3 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
16 |
10,0 |
36,5 |
1 |
— |
4,3 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
17 |
12,0 |
38,6 |
1 |
— |
— |
5,2 |
5,5 |
5,8 |
6,1 |
|
|
18 |
С5
|
3,0 |
24,2 |
1 |
2,7 |
2,9 |
3,3 |
— |
— |
— |
|
19 |
4,0 |
27,4 |
1 |
2,9 |
3,1 |
3,4 |
3,6 |
3,8 |
— |
|
|
20 |
5,0 |
30,2 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
21 |
6,0 |
32,7 |
1 |
3,1 |
3,4 |
3,8 |
3,9 |
4,2 |
4,5 |
|
|
22 |
7,0 |
35,0 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
23 |
8,0 |
37,1 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
|
24 |
9,0 |
39,0 |
1 |
— |
4,3 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
25 |
10,0 |
49,8 |
1 |
— |
4,3 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
26 |
12,0 |
48,0 |
1 |
— |
— |
5,2 |
5,5 |
5,8 |
6,1 |
|
|
27 |
С7
|
8,0 |
25,7 |
1 |
3,7 |
3,9 |
4,0 |
4,3 |
4,5 |
4,7 |
|
28 |
9,0 |
26,8 |
1 |
— |
4,3 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
29 |
10,0 |
27,8 |
1 |
— |
4,3 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
30 |
12,0 |
29,6 |
1 |
— |
5,2 |
5,2 |
5,5 |
5,8 |
6,1 |
|
|
31 |
С17
|
10,0 |
87,5 |
2 |
— |
8,3 |
9,0 |
9,4 |
9,9 |
10,4 |
|
32 |
12,0 |
120,1 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
33 |
14,0 |
157,0 |
3 |
— |
— |
14,7 |
15,6 |
16,4 |
17,5 |
|
|
34 |
16,0 |
197,9 |
4 |
— |
— |
19,5 |
20,5 |
21,7 |
23,1 |
|
|
35 |
18,0 |
242,9 |
5 |
— |
— |
— |
28,8 |
30,8 |
33,2 |
|
|
36 |
20,0 |
291,6 |
6 |
— |
— |
— |
34,4 |
36,8 |
39,7 |
|
|
37 |
22,0 |
344,1 |
7 |
— |
— |
— |
46,4 |
50,4 |
55,4 |
|
|
38 |
24,0 |
400,2 |
8 |
— |
— |
— |
52,9 |
57,5 |
63,2 |
|
|
39 |
26,0 |
459,9 |
9 |
— |
— |
— |
59,4 |
64,6 |
71,0 |
|
|
40 |
28,0 |
575,6 |
12 |
— |
— |
— |
79,0 |
85,9 |
94,4 |
|
|
41 |
30,0 |
657,7 |
13 |
— |
— |
— |
85,5 |
93,0 |
102,2 |
|
|
42 |
С18
|
10,0 |
91,4 |
2 |
— |
8,3 |
9,0 |
9,4 |
9,9 |
10,4 |
|
43 |
12,0 |
124,6 |
3 |
— |
— |
14,7 |
15,5 |
16,4 |
17,5 |
|
|
44 |
14,0 |
161,9 |
3 |
— |
— |
14,7 |
15,5 |
16,4 |
17,5 |
|
|
45 |
16,0 |
203,2 |
4 |
— |
— |
19,5 |
20,5 |
21,7 |
23,1 |
|
|
46 |
18,0 |
248,3 |
5 |
— |
— |
— |
28,8 |
30,8 |
33,2 |
|
|
47 |
20,0 |
297,0 |
6 |
— |
— |
— |
34,4 |
36,8 |
39,7 |
|
|
48 |
22,0 |
349,2 |
7 |
— |
— |
— |
46,4 |
50,4 |
55,4 |
|
|
49 |
24,0 |
404,9 |
8 |
— |
— |
— |
52,9 |
57,5 |
63,2 |
|
|
50 |
26,0 |
463,9 |
9 |
— |
— |
— |
59,4 |
64,6 |
71,0 |
|
|
51 |
28,0 |
526,2 |
11 |
— |
— |
— |
72,5 |
78,8 |
86,6 |
|
|
52 |
30,0 |
631,6 |
13 |
— |
— |
— |
85,5 |
93,0 |
102,2 |
|
|
53 |
С19
|
10,0 |
97,5 |
2 |
— |
8,3 |
9,0 |
9,4 |
9,9 |
10,4 |
|
54 |
12,0 |
134,8 |
3 |
— |
— |
14,7 |
15,5 |
16,4 |
17,5 |
|
|
55 |
14,0 |
177,3 |
4 |
— |
— |
19,5 |
20,5 |
21,7 |
23,1 |
|
|
56 |
16,0 |
224,7 |
5 |
— |
— |
24,2 |
25,5 |
27,0 |
28,8 |
|
|
57 |
18,0 |
277,0 |
6 |
— |
— |
— |
34,4 |
36,8 |
39,7 |
|
|
58 |
20,0 |
334,1 |
7 |
— |
— |
— |
40,0 |
42,9 |
46,3 |
|
|
59 |
22,0 |
395,7 |
8 |
— |
— |
— |
52,9 |
57,5 |
63,2 |
|
|
60 |
24,0 |
461,8 |
9 |
— |
— |
— |
59,4 |
64,6 |
71,0 |
|
|
61 |
26,0 |
532,4 |
11 |
— |
— |
— |
72,5 |
78,8 |
86,6 |
|
|
62 |
28,0 |
607,3 |
12 |
— |
— |
— |
79,0 |
85,9 |
94,4 |
|
|
63 |
30,0 |
686,4 |
14 |
— |
— |
— |
92,0 |
100,1 |
110,0 |
|
|
64 |
С21
|
10,0 |
77,3 |
2 |
— |
8,3 |
9,0 |
9,4 |
9,9 |
10,4 |
|
65 |
12,0 |
94,8 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
66 |
14,0 |
112,6 |
2 |
— |
— |
10,0 |
10,6 |
11,2 |
11,9 |
|
|
67 |
16,0 |
130,8 |
3 |
— |
— |
14,7 |
15,5 |
16,4 |
17,5 |
|
|
68 |
18,0 |
153,8 |
3 |
— |
— |
— |
17,5 |
18,7 |
20,2 |
|
|
69 |
20,0 |
197,8 |
4 |
— |
— |
— |
23,1 |
24,8 |
26,7 |
|
|
70 |
22,0 |
248,2 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
71 |
24,0 |
305,4 |
6 |
— |
— |
— |
39,9 |
43,3 |
47,6 |
|
|
72 |
26,0 |
369,6 |
7 |
— |
— |
— |
46,4 |
50,4 |
55,4 |
|
|
73 |
28,0 |
441,0 |
9 |
— |
— |
— |
59,4 |
64,6 |
71,0 |
|
|
74 |
30,0 |
519,8 |
10 |
— |
— |
— |
66,0 |
71,7 |
78,8 |
|
|
75 |
С25
|
12,0 |
140,1 |
3 |
— |
— |
14,7 |
15,5 |
16,4 |
17,5 |
|
76 |
14,0 |
141,0 |
3 |
— |
— |
14,7 |
15,5 |
16,4 |
17,5 |
|
|
77 |
16,0 |
222,4 |
4 |
— |
— |
19,5 |
20,5 |
21,7 |
23,1 |
|
|
78 |
18,0 |
223,8 |
5 |
— |
— |
— |
28,8 |
30,8 |
33,2 |
|
|
79 |
20,0 |
225,1 |
5 |
— |
— |
— |
28,8 |
30,8 |
33,2 |
|
|
80 |
22,0 |
226,2 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
81 |
24,0 |
227,3 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
82 |
26,0 |
228,2 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
83 |
28,0 |
229,1 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
84 |
30,0 |
230,0 |
5 |
— |
— |
— |
33,3 |
36,2 |
39,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы стыковых соединений С21 |
Автоматическая аргонодуговая сварка плавящимся
|
|||||||||
Карта 38 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С21
|
10,0 |
22,8 |
1 |
— |
4,4 |
4,7 |
5,0 |
5,2 |
5,5 |
|
2 |
12,0 |
22,8 |
1 |
— |
— |
5,3 |
5,6 |
5,9 |
6,2 |
|
|
3 |
14,0 |
22,8 |
1 |
— |
— |
5,3 |
5,6 |
5,9 |
6,2 |
|
|
4 |
16,0 |
22,8 |
1 |
— |
— |
5,3 |
5,6 |
5,9 |
6,2 |
|
|
5 |
18,0 |
22,8 |
1 |
— |
— |
6,2 |
6,2 |
6,6 |
7,1 |
|
|
6 |
20,0 |
22,8 |
1 |
— |
— |
— |
6,2 |
6,6 |
7,1 |
|
|
7 |
22,0 |
22,8 |
1 |
— |
— |
— |
7,2 |
7,8 |
8,5 |
|
|
8 |
24,0 |
22,8 |
1 |
— |
— |
— |
7,2 |
7,8 |
8,5 |
|
|
9 |
26,0 |
22,8 |
1 |
— |
— |
— |
7,2 |
7,8 |
8,5 |
|
|
10 |
28,0 |
22,8 |
1 |
— |
— |
— |
7,2 |
7,8 |
8,5 |
|
|
11 |
30,0 |
22,8 |
1 |
— |
— |
— |
7,2 |
7,8 |
8,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы тавровых соединений Т6, Т8 |
Автоматическая аргонодуговая сварка плавящимся
|
|||||||||
Карта 39 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Т6
|
4,0 |
62,0 |
1 |
3,2 |
3,4 |
3,7 |
3,9 |
4,1 |
— |
|
2 |
5,0 |
66,3 |
1 |
3,4 |
3,7 |
4,1, |
4,2 |
4,4 |
4,8 |
|
|
3 |
6,0 |
70,0 |
1 |
3,4 |
3,7 |
4,1 |
4,2 |
4,4 |
4,8 |
|
|
4 |
7,0 |
87,7 |
2 |
7,3 |
7,7 |
8,0 |
8,6 |
8,9 |
9,3 |
|
|
5 |
8,0 |
107,0 |
2 |
7,3 |
7,7 |
8,0 |
8,6 |
8,9 |
9,3 |
|
|
6 |
9,0 |
127,5 |
3 |
— |
12,6 |
13,6 |
14,2 |
14,9 |
15,7 |
|
|
7 |
10,0 |
149,2 |
3 |
— |
12,6 |
13,6 |
14,2 |
14,9 |
15,7 |
|
|
8 |
12,0 |
195,8 |
4 |
— |
— |
19,9 |
20,9 |
22,1 |
23,5 |
|
|
9 |
14,0 |
246,5 |
5 |
— |
— |
24,6 |
25,0 |
27,5 |
29,2 |
|
|
10 |
16,0 |
300,8 |
6 |
— |
— |
29,4 |
31,0 |
32,8 |
34,9 |
|
|
11 |
18,0 |
358,5 |
7 |
— |
— |
— |
40,6 |
43,5 |
46,8 |
|
|
12 |
20,0 |
419,5 |
8 |
— |
— |
— |
46,3 |
49,5 |
53,4 |
|
|
13 |
Т8
|
12,0 |
73,9 |
2 |
— |
— |
10,3 |
10,8 |
11,4 |
12,1 |
|
14 |
14,0 |
92,0 |
2 |
— |
— |
10,3 |
10,8 |
11,4 |
12,1 |
|
|
15 |
16,0 |
111,2 |
2 |
— |
— |
10,3 |
10,8 |
11,4 |
12,1 |
|
|
16 |
18,0 |
131,3 |
3 |
— |
— |
— |
17,8 |
19,1 |
20,5 |
|
|
17 |
20,0 |
152,5 |
3 |
— |
— |
— |
17,8 |
19,1 |
20,5 |
|
|
18 |
22,0 |
174,6 |
4 |
— |
— |
— |
27,2 |
29,5 |
32,4 |
|
|
19 |
24,0 |
197,5 |
4 |
— |
— |
— |
27,2 |
29,5 |
32,4 |
|
|
20 |
26,0 |
221,2 |
4 |
— |
— |
— |
27,2 |
29,5 |
32,4 |
|
|
21 |
28,0 |
245,7 |
5 |
— |
— |
— |
33,8 |
36,7 |
40,2 |
|
|
22 |
30,0 |
270,9 |
6 |
— |
— |
— |
33,8 |
36,7 |
40,7 |
|
|
23 |
32,0 |
296,9 |
6 |
— |
— |
— |
40,6 |
44,0 |
48,3 |
|
|
24 |
34,0 |
323,5 |
7 |
— |
— |
— |
47,1 |
51,2 |
56,1 |
|
|
25 |
35,0 |
337,1 |
7 |
— |
— |
— |
47,1 |
51,2 |
56,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
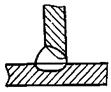
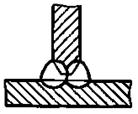
Швы угловых соединений У6, У9 |
Автоматическая аргонодуговая сварка плавящимся
|
|||||||||
Карта 40 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У6
|
4,0 |
26,9 |
1 |
3,2 |
3,4 |
3,6 |
3,8 |
4,0 |
— |
|
2 |
5,0 |
33,2 |
1 |
3,4 |
3,6 |
4,0 |
4,1 |
4,4 |
4,7 |
|
|
3 |
6,0 |
39,5 |
1 |
3,4 |
3,6 |
4,0 |
4,1 |
4,4 |
4,7 |
|
|
4 |
7,0 |
45,7 |
1 |
3,9 |
4,1 |
4,3 |
4,6 |
4,7 |
4,9 |
|
|
5 |
8,0 |
51,9 |
1 |
3,9 |
4,1 |
4,3 |
4,6 |
4,7 |
4,9 |
|
|
6 |
9,0 |
72,5 |
2 |
— |
8,6 |
9,3 |
9,7 |
10,2 |
10,7 |
|
|
7 |
10,0 |
86,9 |
2 |
— |
8,6 |
9,3 |
9,7 |
10,2 |
10,7 |
|
|
8 |
12,0 |
119,0 |
2 |
— |
— |
10,3 |
10,8 |
11,4 |
12,1 |
|
|
9 |
14,0 |
196,3 |
4 |
— |
— |
20,0 |
21,0 |
22,2 |
23,6 |
|
|
10 |
16,0 |
235,7 |
5 |
— |
— |
24,8 |
26,1 |
27,7 |
29,4 |
|
|
11 |
18,0 |
276,9 |
6 |
— |
— |
— |
35,1 |
37,6 |
40,5 |
|
|
12 |
20,0 |
319,9 |
6 |
— |
— |
— |
35,1 |
37,6 |
40,5 |
|
|
13 |
У9
|
12,0 |
121,5 |
2 |
— |
10,3 |
10,8 |
11,4 |
12,1 |
|
|
14 |
14,0 |
161,0 |
3 |
— |
— |
15,1 |
15,9 |
16,9 |
17,9 |
|
|
15 |
16,0 |
205,3 |
4 |
— |
— |
20,0 |
21,0 |
22,2 |
23,6 |
|
|
16 |
18,0 |
254,5 |
5 |
— |
— |
— |
29,4 |
31,4 |
33,8 |
|
|
17 |
20,0 |
308,3 |
6 |
— |
— |
— |
35,1 |
37,6 |
40,5 |
|
|
18 |
22,0 |
366,8 |
7 |
— |
— |
— |
473 |
513 |
56,3 |
|
|
19 |
24,0 |
429,8 |
9 |
— |
— |
— |
60,5 |
65,7 |
72,1 |
|
|
20 |
26,0 |
497,3 |
10 |
— |
— |
— |
67,2 |
73,0 |
80,0 |
|
|
21 |
28,0 |
569,2 |
11 |
— |
— |
— |
73,8 |
80,2 |
88,0 |
|
|
22 |
30,0 |
645,5 |
13 |
— |
— |
— |
87,1 |
94,6 |
103,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы нахлесточных, угловых и тавровых соединений
|
Автоматическая аргонодуговая сварка плавящимся
|
|||||||||
Карта 41 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
1,0 |
1,8 |
1 |
3,0 |
3,1 |
3,1 |
— |
— |
— |
|
2 |
1,5 |
3,4 |
1 |
3,0 |
3,1 |
3,1 |
— |
— |
— |
|
|
3 |
Н2
|
2,0 |
5,3 |
1 |
3,0 |
3,1 |
3,1 |
— |
— |
— |
|
4 |
2,5 |
7,4 |
1 |
3,2 |
3,2 |
3,3 |
3,3 |
— |
— |
|
|
5 |
У4
|
3,0 |
9,8 |
1 |
3,2 |
3,2 |
3,3 |
3,3 |
— |
— |
|
6 |
4,0 |
15,2 |
1 |
3,3 |
3,3 |
3,4 |
3,5 |
3,6 |
3,7 |
|
|
7 |
У5
|
5,0 |
21,4 |
1 |
3,4 |
3,5 |
3,6 |
3,7 |
3,8 |
3,9 |
|
8 |
6,0 |
28,2 |
1 |
— |
3,7 |
3,8 |
3,9 |
4,0 |
4,2 |
|
|
9 |
7,0 |
35,6 |
1 |
— |
3,9 |
4,0 |
4,2 |
4,3 |
4,5 |
|
|
10 11 |
У7
|
8,0 9,0 |
43,6 52,1 |
1 1 |
— — |
3,9 — |
4,0 4,3 |
4,2 4,5 |
4,3 4,7 |
4,5 4,9 |
|
12 |
10,0 |
61,1 |
1 |
— |
— |
4,3 |
4,5 |
4,7 |
4,9 |
|
|
13 |
Т1
|
12,0 |
96,1 |
2 |
— |
— |
— |
9,5 |
9,9 |
10,5 |
|
14 |
14,0 |
127,3 |
3 |
— |
— |
— |
15,4 |
16,3 |
17,4 |
|
|
15 |
Т3
|
16,0 |
162,2 |
3 |
— |
— |
— |
15,4 |
16,3 |
17,4 |
|
16 |
18,0 |
201,0 |
4 |
— |
— |
— |
20,4 |
21,6 |
23,0 |
|
|
17 |
20,0 |
243,4 |
5 |
— |
— |
— |
25,3 |
26,9 |
28,6 |
|
|
18 |
22,0 |
289,5 |
6 |
— |
— |
— |
30,4 |
32,2 |
34,3 |
|
|
19 |
24,0 |
339,1 |
7 |
— |
— |
— |
35,4 |
37,5 |
39,9 |
|
|
20 |
26,0 |
392,2 |
8 |
— |
— |
— |
40,3 |
42,8 |
45,5 |
|
|
21 |
28,0 |
448,8 |
9 |
— |
— |
— |
45,3 |
48,0 |
51,2 |
|
|
22 |
30,0 |
508,8 |
10 |
— |
— |
— |
50,3 |
53,3 |
56,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

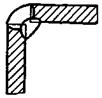
Швы стыковых соединений С2, С7, С17, С21, С25 |
Автоматическая аргонодуговая сварка неплавящимся
|
|||||||||
Карта 42 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С2
|
0,8 |
8,9 |
1 |
2,7 |
2,9 |
3,1 |
— |
— |
— |
|
2 |
1,0 |
8,9 |
1 |
2,7 |
2,9 |
3,1 |
— |
— |
— |
|
|
3 |
1,5 |
11,0 |
1 |
2,7 |
2,9 |
3,1 |
— |
— |
— |
|
|
4 |
2,0 |
11,1 |
1 |
2,7 |
2,9 |
3,1 |
— |
— |
— |
|
|
5 |
2,5 |
11,2 |
1 |
2,9 |
3,3 |
3,4 |
3,8 |
— |
— |
|
|
6 |
3,0 |
15,1 |
1 |
2,9 |
3,3 |
3,4 |
3,8 |
— |
— |
|
|
7 |
4,0 |
15,6 |
1 |
3,3 |
3,4 |
3,6 |
4,0 |
4,3 |
— |
|
|
8 |
С7
|
2,0 |
2,0 |
1 |
2,7 |
2,9 |
3,1 |
— |
— |
— |
|
9 |
2,5 |
8,3 |
1 |
2,9 |
3,3 |
3,4 |
3,8 |
— |
— |
|
|
10 |
3,0 |
8,8 |
1 |
2,9 |
3,3 |
3,4 |
3,8 |
— |
— |
|
|
11 |
4,0 |
9,5 |
1 |
3,3 |
3,4 |
3,6 |
4,0 |
4,3 |
— |
|
|
12 |
5,0 |
10,2 |
1 |
3,4 |
3,8 |
4,0 |
4,3 |
4,7 |
5,1 |
|
|
13 |
6,0 |
10,8 |
1 |
3,4 |
3,8 |
4,0 |
4,3 |
4,7 |
5,1 |
|
|
14 |
7,0 |
25,2 |
1 |
3,6 |
4,0 |
4,3 |
4,5 |
4,9 |
5,4 |
|
|
15 |
8,0 |
28,2 |
1 |
3,6 |
4,0 |
4,3 |
4,5 |
4,9 |
5,4 |
|
|
16 |
9,0 |
31,2 |
1 |
3,7 |
4,3 |
4,7 |
4,9 |
5,1 |
5,7 |
|
|
17 |
10,0 |
34,2 |
1 |
3,7 |
4,3 |
4,7 |
4,9 |
5,1 |
5,7 |
|
|
18 |
С17
|
8,0 |
67,5 |
1 |
3,7 |
4,1 |
4,4 |
4,6 |
5,0 |
5,5 |
|
19 |
9,0 |
82,6 |
2 |
7,0 |
8,3 |
9,0 |
9,4 |
9,9 |
11,0 |
|
|
20 |
10,0 |
99,0 |
2 |
7,0 |
8,3 |
9,0 |
9,4 |
9,9 |
11,0 |
|
|
21 |
12,0 |
135,5 |
3 |
13,4 |
16,4 |
17,5 |
18,7 |
20,2 |
21,9 |
|
|
22 |
14,0 |
176,6 |
4 |
17,7 |
21,7 |
23,1 |
24,8 |
26,7 |
29,0 |
|
|
23 |
16,0 |
222,2 |
4 |
17,7 |
21,7 |
23,1 |
24,8 |
26,7 |
29,0 |
|
|
24 |
18,0 |
272,1 |
5 |
30,8 |
33,2 |
36,1 |
39,6 |
44,1 |
49,7 |
|
|
25 |
20,0 |
326,1 |
7 |
42,9 |
46,3 |
50,3 |
55,3 |
61,4 |
69,4 |
|
|
26 |
С21
|
4,0 |
21,2 |
1 |
3,3 |
3,5 |
3,7 |
4,1 |
4,4 |
— |
|
27 |
5,0 |
28,0 |
1 |
3,5 |
3,9 |
4,1 |
4,4 |
4,7 |
5,2 |
|
|
28 |
6,0 |
35,1 |
1 |
3,5 |
3,9 |
4,1 |
4,4 |
4,7 |
5,2 |
|
|
29 |
7,0 |
42,4 |
1 |
3,7 |
4,1 |
4,4 |
4,6 |
5,0 |
5,5 |
|
|
30 |
8,0 |
50,1 |
1 |
3,7 |
4,1 |
4,4 |
4,6 |
5,0 |
5,5 |
|
|
31 |
9,0 |
58,0 |
1 |
3,8 |
4,4 |
4,7 |
5,0 |
5,2 |
5,8 |
|
|
32 |
10,0 |
66,0 |
1 |
3,8 |
4,4 |
4,7 |
5,0 |
5,2 |
5,8 |
|
|
33 |
12,0 |
111,1 |
2 |
9,1 |
11,2 |
11,9 |
12,7 |
13,6 |
14,8 |
|
|
34 |
14,0 |
148,7 |
3 |
13,4 |
16,4 |
17,5 |
18,7 |
20,2 |
21,9 |
|
|
35 |
16,0 |
191,2 |
4 |
17,7 |
21,7 |
23,1 |
24,8 |
26,7 |
29,0 |
|
|
36 |
18,0 |
238,6 |
5 |
30,8 |
33,2 |
36,1 |
39,6 |
44,1 |
49,7 |
|
|
37 |
20,0 |
253,4 |
6 |
36,8 |
39,7 |
43,2 |
47,4 |
52,7 |
59,6 |
|
|
38 |
22,0 |
273,0 |
4 |
— |
29,1 |
31,9 |
35,5 |
40,0 |
46,1 |
|
|
39 |
24,0 |
291,3 |
5 |
— |
36,2 |
39,7 |
44,2 |
49,8 |
57,4 |
|
|
40 |
26,0 |
302,1 |
6 |
— |
43,3 |
47,6 |
52,9 |
59,7 |
68,8 |
|
|
41 |
28,0 |
355,5 |
7 |
— |
50,4 |
55,4 |
61,6 |
69,5 |
80,1 |
|
|
42 |
30,0 |
413,6 |
8 |
— |
57,5 |
63,2 |
70,2 |
79,3 |
91,4 |
|
|
43 |
32,0 |
476,6 |
10 |
— |
71,8 |
78,9 |
87,7 |
99,1 |
114,2 |
|
|
44 |
34,0 |
544,5 |
11 |
— |
78,9 |
86,7 |
96,4 |
108,9 |
125,6 |
|
|
45 |
36,0 |
617,3 |
12 |
— |
86,0 |
94,5 |
105,1 |
118,8 |
136,9 |
|
|
46 |
38,0 |
695,2 |
14 |
— |
100,3 |
110,1 |
122,5 |
138,4 |
159,6 |
|
|
47 |
40,0 |
778,1 |
16 |
— |
114,5 |
125,8 |
139,9 |
158,1 |
182,3 |
|
|
48 |
С25
|
12,0 |
53,1 |
1 |
4,9 |
5,9 |
6,2 |
6,2 |
7,1 |
7,7 |
|
49 |
14,0 |
67,4 |
1 |
4,9 |
5,9 |
6,2 |
6,6 |
7,1 |
7,7 |
|
|
50 |
16,0 |
82,8 |
2 |
9,1 |
11,2 |
11,9 |
12,7 |
13,6 |
14,8 |
|
|
51 |
18,0 |
99,4 |
2 |
12,7 |
13,6 |
14,8 |
16,2 |
18,0 |
20,2 |
|
|
52 |
20,0 |
117,0 |
2 |
12,7 |
13,6 |
14,8 |
16,2 |
18,0 |
20,2 |
|
|
53 |
22,0 |
135,6 |
3 |
— |
22,0 |
24,1 |
26,8 |
30,2 |
34,7 |
|
|
54 |
24,0 |
155,1 |
3 |
— |
22,0 |
24,1 |
26,8 |
30,0 |
34,7 |
|
|
55 |
26,0 |
175,5 |
4 |
— |
29,1 |
31,9 |
35,5 |
40,0 |
46,1 |
|
|
56 |
28,0 |
196,8 |
4 |
— |
29,1 |
31,9 |
35,5 |
40,0 |
46,1 |
|
|
57 |
30,0 |
219,0 |
4 |
— |
29,1 |
31,9 |
35,5 |
40,0 |
46,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы стыковых соединений С21 |
Автоматическая аргонодуговая сварка неплавящимся
|
|||||||||
Карта 43 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С21
|
4 — 10 |
15,0 |
1 |
3,6 |
4,0 |
4,2 |
4,6 |
4,8 |
5,5 |
|
2 |
12 — 22 |
21,0 |
1 |
5,8 |
6,9 |
7,4 |
8,0 |
8,8 |
9,3 |
|
|
3 |
24 — 40 |
22,5 |
1 |
— |
7,8 |
8,6 |
9,5 |
10,7 |
12,2 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы тавровых соединений Т6, Т7, Т8 |
Автоматическая аргонодуговая сварка неплавящимся
|
|||||||||
Карта 44 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Т6
|
4,0 |
68,4 |
1 |
3,5 |
3,7 |
3,9 |
4,3 |
4,6 |
— |
|
2 |
5,0 |
81,0 |
2 |
6,8 |
7,5 |
8,0 |
8,6 |
9,3 |
10,2 |
|
|
3 |
6,0 |
93,1 |
2 |
6,8 |
7,5 |
8,0 |
8,6 |
9,3 |
10,2 |
|
|
4 |
7,0 |
104,7 |
2 |
7,1 |
8,0 |
8,6 |
8,9 |
9,7 |
10,7 |
|
|
5 |
8,0 |
121,8 |
2 |
7,1 |
8,0 |
8,6 |
8,9 |
9,7 |
10,7 |
|
|
6 |
9,0 |
146,3 |
3 |
10,7 |
12,6 |
13,6 |
14,2 |
14,9 |
16,7 |
|
|
7 |
10,0 |
172,4 |
3 |
10,7 |
12,6 |
13,6 |
14,2 |
14,9 |
16,7 |
|
|
8 |
12,0 |
229,1 |
5 |
22,4 |
27,5 |
29,2 |
31,3 |
33,7 |
36,6 |
|
|
9 |
14,0 |
291,3 |
6 |
26,8 |
32,8 |
34,9 |
37,4 |
40,3 |
43,7 |
|
|
10 |
16,0 |
358,6 |
7 |
31,1 |
38,2 |
40,6 |
43,5 |
46,8 |
50,9 |
|
|
11 |
18,0 |
430,9 |
9 |
55,7 |
60,0 |
65,2 |
71,6 |
79,5 |
89,8 |
|
|
12 |
20,0 |
507,8 |
10 |
61,8 |
66,6 |
72,4 |
79,5 |
88,3 |
99,6 |
|
|
13 |
Т7
|
4,0 |
52,4 |
1 |
3,5 |
3,7 |
3,9 |
4,3 |
4,6 |
— |
|
14 |
5,0 |
62,2 |
1 |
3,7 |
4,1 |
4,3 |
4,6 |
4,9 |
5,4 |
|
|
15 |
6,0 |
71,5 |
1 |
3,7 |
4,1 |
4,3 |
4,6 |
4,9 |
5,4 |
|
|
16 |
7,0 |
80,5 |
2 |
7,1 |
8,0 |
8,6 |
8,9 |
9,7 |
10,7 |
|
|
17 |
8,0 |
93,7 |
2 |
7,1 |
8,0 |
8,6 |
8,9 |
9,7 |
10,7 |
|
|
18 |
9,0 |
112,6 |
2 |
7,3 |
8,6 |
9,3 |
9,7 |
10,2 |
11,3 |
|
|
19 |
10,0 |
132,7 |
3 |
10,7 |
12,6 |
13,6 |
14,2 |
14,9 |
16,7 |
|
|
20 |
12,0 |
176,3 |
4 |
18,1 |
22,1 |
23,5 |
25,2 |
27,1 |
29,4 |
|
|
21 |
14,0 |
224,1 |
5 |
22,4 |
27,5 |
29,2 |
31,3 |
33,7 |
36,6 |
|
|
22 |
16,0 |
276,0 |
6 |
26,8 |
32,8 |
34,9 |
37,4 |
40,3 |
43,7 |
|
|
23 |
18,0 |
332,0 |
7 |
43,5 |
46,8 |
50,9 |
55,8 |
62,0 |
70,0 |
|
|
24 |
20,0 |
390,7 |
8 |
49,6 |
53,4 |
58,1 |
63,7 |
70,8 |
79,9 |
|
|
25 |
Т8
|
12,0 |
81,5 |
2 |
9,4 |
11,4 |
12,1 |
13,0 |
13,9 |
15,1 |
|
26 |
14,0 |
100,9 |
2 |
9,4 |
11,4 |
12,1 |
13,0 |
13,9 |
15,1 |
|
|
27 |
16,0 |
121,3 |
2 |
9,4 |
11,4 |
12,1 |
13,0 |
13,9 |
15,1 |
|
|
28 |
18,0 |
142,7 |
3 |
19,1 |
20,5 |
22,2 |
24,4 |
27,0 |
30,4 |
|
|
29 |
20,0 |
165,0 |
3 |
19,1 |
20,5 |
22,2 |
24,4 |
27,0 |
30,4 |
|
|
30 |
22,0 |
188,2 |
4 |
— |
29,5 |
32,4 |
35,9 |
40,4 |
46,5 |
|
|
31 |
24,0 |
212,1 |
4 |
— |
29,5 |
32,4 |
35,9 |
40,4 |
46,5 |
|
|
32 |
26,0 |
236,9 |
5 |
— |
36,7 |
40,2 |
44,7 |
50,3 |
57,9 |
|
|
33 |
28,0 |
262,4 |
5 |
— |
36,7 |
40,2 |
44,7 |
50,3 |
57,9 |
|
|
34 |
30,0 |
288,6 |
6 |
— |
43,9 |
48,1 |
53,4 |
60,2 |
69,3 |
|
|
35 |
32,0 |
315,5 |
6 |
— |
44,0 |
48,3 |
53,6 |
60,4 |
69,5 |
|
|
36 |
34,0 |
343,0 |
7 |
— |
51,2 |
56,1 |
62,3 |
70,3 |
80,0 |
|
|
37 |
35,0 |
357,0 |
7 |
— |
51,2 |
56,1 |
62,3 |
70,3 |
80,9 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
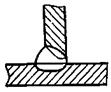
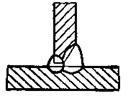
Швы угловых соединений У4, У5, У6, У7, У8 |
Автоматическая аргонодуговая сварка неплавящимся
|
|||||||||
Карта 45 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У4
|
1,5 |
11,4 |
1 |
2,9 |
3,1 |
3,2 |
— |
— |
— |
|
2 |
2,0 |
11,5 |
1 |
2,9 |
3,1 |
3,2 |
— |
— |
— |
|
|
3 |
2,5 |
11,6 |
1 |
3,1 |
3,4 |
3,5 |
3,9 |
— |
— |
|
|
4 |
3,0 |
11,7 |
1 |
3,1 |
3,4 |
3,5 |
3,9 |
— |
— |
|
|
5 |
4,0 |
18,0 |
1 |
3,4 |
3,5 |
3,7 |
4,2 |
4,4 |
— |
|
|
6 |
5,0 |
18,5 |
1 |
3,5 |
3,9 |
4,2 |
4,4 |
4,8 |
5,2 |
|
|
7 |
6,0 |
29,6 |
1 |
3,5 |
3,9 |
4,2 |
4,4 |
4,8 |
5,2 |
|
|
8 |
7,0 |
31,2 |
1 |
3,7 |
4,2 |
4,4 |
4,6 |
5,0 |
5,5 |
|
|
9 |
8,0 |
32,6 |
1 |
3,7 |
4,2 |
4,4 |
4,6 |
5,0 |
5,5 |
|
|
10 |
9,0 |
33,9 |
1 |
3,8 |
4,4 |
4,8 |
5,0 |
5,2 |
5,8 |
|
|
11 |
10,0 |
35,1 |
1 |
3,8 |
4,4 |
4,8 |
5,0 |
5,2 |
5,8 |
|
|
12 |
12,0 |
60,0 |
1 |
4,9 |
5,9 |
6,3 |
6,7 |
7,2 |
7,7 |
|
|
13 |
У5
|
1,5 |
8,3 |
1 |
2,9 |
3,1 |
3,2 |
— |
— |
— |
|
14 |
2,0 |
8,4 |
1 |
2,9 |
3,1 |
3,2 |
— |
— |
— |
|
|
15 |
2,5 |
8,5 |
1 |
3,1 |
3,4 |
3,5 |
3,9 |
— |
— |
|
|
16 |
3,0 |
8,6 |
1 |
3,1 |
3,4 |
3,5 |
3,9 |
— |
— |
|
|
17 |
4,0 |
13,4 |
1 |
3,4 |
3,5 |
3,7 |
4,2 |
4,4 |
— |
|
|
18 |
5,0 |
13,9 |
1 |
3,5 |
3,9 |
4,2 |
7,4 |
4,8 |
5,2 |
|
|
19 |
У6
|
4,0 |
29,0 |
1 |
3,5 |
3,6 |
3,8 |
4,3 |
4,6 |
— |
|
20 |
5,0 |
37,4 |
1 |
3,6 |
4,0 |
4,3 |
4,6 |
4,9 |
5,4 |
|
|
21 |
6,0 |
46,0 |
1 |
3,6 |
4,0 |
4,3 |
4,6 |
4,9 |
5,4 |
|
|
22 |
7,0 |
54,9 |
1 |
3,8 |
4,3 |
4,6 |
4,7 |
5,1 |
5,6 |
|
|
23 |
8,0 |
63,9 |
1 |
3,8 |
4,3 |
4,6 |
4,7 |
5,1 |
5,6 |
|
|
24 |
9,0 |
73,1 |
2 |
7,3 |
8,6 |
9,3 |
9,7 |
10,2 |
11,3 |
|
|
25 |
10,0 |
82,5 |
2 |
7,3 |
8,6 |
9,3 |
9,7 |
10,2 |
11,3 |
|
|
26 |
12,0 |
131,4 |
3 |
13,8 |
16,9 |
17,0 |
19,1 |
20,6 |
22,3 |
|
|
27 |
14,0 |
180,0 |
4 |
18,2 |
22,2 |
23,6 |
25,3 |
27,2 |
29,5 |
|
|
28 |
16,0 |
238,4 |
5 |
22,6 |
27,7 |
29,4 |
31,4 |
33,8 |
36,7 |
|
|
29 |
18,0 |
304,2 |
6 |
37,6 |
40,5 |
44,0 |
48,2 |
53,5 |
60,3 |
|
|
30 |
20,0 |
378,3 |
8 |
49,9 |
53,8 |
58,4 |
64,0 |
71,1 |
80,2 |
|
|
31 |
У7
|
4,0 |
29,3 |
1 |
3,5 |
3,6 |
3,8 |
4,3 |
4,6 |
— |
|
32 |
5,0 |
42,1 |
1 |
3,6 |
4,0 |
4,3 |
4,6 |
4,9 |
5,4 |
|
|
33 |
6,0 |
56,5 |
1 |
3,6 |
4,0 |
4,3 |
4,6 |
4,9 |
5,4 |
|
|
34 |
7,0 |
72,5 |
2 |
7,1 |
8,0 |
8,6 |
8,9 |
9,7 |
10,7 |
|
|
35 |
8,0 |
89,9 |
2 |
7,1 |
8,0 |
8,6 |
8,9 |
9,7 |
10,7 |
|
|
36 |
9,0 |
108,8 |
2 |
7,3 |
8,6 |
9,3 |
9,7 |
10,2 |
11,3 |
|
|
37 |
10,0 |
129,0 |
3 |
10,7 |
12,6 |
13,7 |
14,3 |
15,0 |
16,7 |
|
|
38 |
12,0 |
173,2 |
4 |
18,2 |
22,2 |
23,6 |
25,3 |
27,2 |
29,5 |
|
|
39 |
14,0 |
266,9 |
5 |
22,6 |
27,7 |
29,4 |
31,4 |
33,8 |
36,7 |
|
|
40 |
16,0 |
364,4 |
7 |
31,4 |
38,5 |
40,9 |
43,8 |
47,1 |
51,2 |
|
|
41 |
18,0 |
479,6 |
10 |
62,2 |
67,1 |
72,8 |
79,9 |
88,7 |
100,1 |
|
|
42 |
20,0 |
613,1 |
12 |
74,5 |
80,3 |
87,3 |
95,7 |
106,3 |
120,0 |
|
|
43 |
У9
|
12,0 |
130,6 |
3 |
13,8 |
16,9 |
17,9 |
19,1 |
20,6 |
22,3 |
|
44 |
14,0 |
174,7 |
4 |
18,2 |
22,2 |
23,6 |
25,3 |
27,2 |
29,5 |
|
|
45 |
16,0 |
224,8 |
5 |
22,6 |
27,7 |
29,4 |
31,4 |
33,8 |
36,7 |
|
|
46 |
18,0 |
280,8 |
6 |
37,6 |
40,5 |
44,0 |
48,2 |
53,5 |
60,3 |
|
|
47 |
20,0 |
342,6 |
7 |
43,8 |
47,1 |
51,2 |
56,1 |
62,3 |
70,3 |
|
|
48 |
22,0 |
410,1 |
8 |
— |
58,5 |
64,2 |
71,3 |
80,3 |
92,5 |
|
|
49 |
24,0 |
483,3 |
10 |
— |
73,0 |
80,0 |
88,9 |
100,2 |
115,4 |
|
|
50 |
26,0 |
562,2 |
11 |
— |
80,2 |
88,0 |
97,7 |
110,2 |
126,8 |
|
|
51 |
28,0 |
646,6 |
13 |
— |
94,6 |
103,8 |
115,3 |
130,1 |
149,7 |
|
|
52 |
30,0 |
736,6 |
15 |
— |
109,1 |
119,7 |
132,9 |
149,9 |
172,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
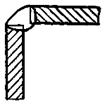

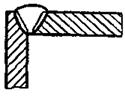
Швы нахлесточных, угловых и тавровых соединений
|
Автоматическая аргонодуговая сварка неплавящимся
|
|||||||||
Карта 46 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
1,0 |
1,8 |
1 |
3,3 |
3,3 |
3,4 |
— |
— |
— |
|
2 |
1,5 |
3,4 |
1 |
3,3 |
3,3 |
3,4 |
— |
— |
— |
|
|
3 |
Н2
|
2,0 |
5,3 |
1 |
3,3 |
3,3 |
3,4 |
— |
— |
— |
|
4 |
2,5 |
7,4 |
1 |
3,4 |
3,5 |
3,6 |
3,7 |
— |
— |
|
|
5 |
3,0 |
9,8 |
1 |
3,4 |
3,5 |
3,6 |
3,7 |
— |
— |
|
|
6 |
4,0 |
15,2 |
1 |
3,6 |
3,7 |
3,8 |
3,9 |
4,0 |
4,2 |
|
|
7 |
У4
|
5,0 |
21,4 |
1 |
3,8 |
3,9 |
4,0 |
4,2 |
4,3 |
4,5 |
|
8 |
6,0 |
28,2 |
1 |
— |
4,2 |
4,3 |
4,5 |
4,7 |
4,9 |
|
|
9 |
У5
|
7,0 |
35,6 |
1 |
— |
4,5 |
4,7 |
4,9 |
5,1 |
5,4 |
|
10 |
8,0 |
43,6 |
1 |
— |
4,5 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
11 |
9,0 |
52,1 |
1 |
— |
— |
5,1 |
5,4 |
5,7 |
6,1 |
|
|
12 |
У7
|
10,0 |
61,1 |
1 |
— |
— |
5,1 |
5,4 |
5,7 |
6,1 |
|
13 |
12,0 |
97,0 |
2 |
— |
— |
— |
11,8 |
12,6 |
13,5 |
|
|
14 |
14,0 |
127,8 |
3 |
— |
— |
— |
20,0 |
21,8 |
23,9 |
|
|
15 |
Т1
|
16,0 |
162,2 |
3 |
— |
— |
— |
20,0 |
21,8 |
23,9 |
|
16 |
18,0 |
200,2 |
4 |
— |
— |
— |
26,6 |
28,9 |
31,7 |
|
|
17 |
Т3
|
20,0 |
241,6 |
5 |
— |
— |
— |
33,0 |
35,9 |
39,5 |
|
Индекс |
а |
б |
в |
г |
д |
е |



Швы стыковых соединений С2, С7, С8, С17, С19,
|
Автоматическая аргонодуговая сварка плавящимся
|
|||||||||
Карта 47 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С2
|
0,8 |
5,6 |
1 |
4,2 |
3,7 |
33 |
— |
— |
— |
|
2 |
1,0 |
5,8 |
1 |
4,2 |
3,9 |
3,3 |
— |
— |
— |
|
|
3 |
1,5 |
6,1 |
1 |
4,7 |
3,9 |
3,4 |
— |
— |
— |
|
|
4 |
2,0 |
6,3 |
1 |
4,7 |
4,3 |
3,7 |
— |
— |
— |
|
|
5 |
2,5 |
10,3 |
1 |
4,7 |
4,3 |
3,7 |
3,0 |
— |
— |
|
|
6 |
3,0 |
10,6 |
1 |
4,7 |
4,3 |
4,0 |
3,0 |
— |
— |
|
|
7 |
4,0 |
11,0 |
1 |
— |
4,3 |
4,0 |
3,1 |
2,8 |
— |
|
|
8 |
5,0 |
16,1 |
1 |
— |
— |
4,0 |
3,4 |
2,8 |
2,8 |
|
|
9 |
6,0 |
16,6 |
1 |
— |
— |
4,0 |
3,4 |
3,0 |
2,8 |
|
|
10 |
С7
|
3,0 |
7,2 |
1 |
4,2 |
3,7 |
3,3 |
3,0 |
— |
— |
|
11 |
4,0 |
8,5 |
1 |
— |
3,9 |
3,3 |
3,0 |
2,8 |
— |
|
|
12 |
5,0 |
9,5 |
1 |
— |
— |
3,4 |
3,1 |
2,8 |
2,8 |
|
|
13 |
6,0 |
10,5 |
1 |
— |
— |
3,7 |
3,4 |
3,0 |
2,8 |
|
|
14 |
С8
|
3,0 |
11,1 |
1 |
4,2 |
3,8 |
3,3 |
2,9 |
— |
— |
|
15 |
4,0 |
16,8 |
1 |
— |
4,0 |
3,3 |
3,0 |
2,7 |
— |
|
|
16 |
5,0 |
23,2 |
1 |
— |
— |
3,5 |
3,0 |
2,8 |
2,6 |
|
|
17 |
6,0 |
30,2 |
1 |
— |
— |
3,8 |
3,1 |
2,8 |
2,7 |
|
|
18 |
7,0 |
42,7 |
1 |
— |
— |
— |
3,1 |
2,9 |
2,7 |
|
|
19 |
8,0 |
53,2 |
1 |
— |
— |
— |
3,2 |
2,9 |
2,8 |
|
|
20 |
9,0 |
64,7 |
1 |
— |
— |
— |
3,5 |
3,1 |
2,8 |
|
|
21 |
10,0 |
77,0 |
2 |
— |
— |
— |
5,3 |
5,0 |
4,8 |
|
|
22 |
С17
|
3,0 |
8,9 |
1 |
4,2 |
3,8 |
3,3 |
2,9 |
— |
— |
|
23 |
4,0 |
14,3 |
1 |
— |
4,0 |
3,3 |
2,9 |
2,7 |
— |
|
|
24 |
5,0 |
20,7 |
1 |
— |
— |
3,5 |
3,0 |
2,7 |
2,6 |
|
|
25 |
6,0 |
27,9 |
1 |
— |
— |
3,8 |
3,0 |
2,8 |
2,6 |
|
|
26 |
7,0 |
36,0 |
1 |
— |
— |
— |
3,1 |
2,8 |
2,7 |
|
|
27 |
8,0 |
44,9 |
1 |
— |
— |
— |
3,1 |
2,9 |
2,7 |
|
|
28 |
9,0 |
54,5 |
1 |
— |
— |
— |
3,2 |
2,9 |
2,8 |
|
|
29 |
10,0 |
64,8 |
1 |
— |
— |
— |
3,5 |
3,1 |
2,8 |
|
|
30 |
С19
|
3,0 |
8,4 |
1 |
4,2 |
3,8 |
33 |
2,9 |
— |
— |
|
31 |
4,0 |
13,8 |
1 |
— |
4,0 |
3,3 |
2,9 |
2,7 |
— |
|
|
32 |
5,0 |
20,4 |
1 |
— |
— |
3,5 |
3,0 |
2,7 |
2,6 |
|
|
33 |
6,0 |
27,9 |
1 |
— |
— |
3,8 |
3,0 |
2,8 |
2,6 |
|
|
34 |
7,0 |
36,5 |
1 |
— |
— |
— |
3,1 |
2,8 |
2,7 |
|
|
35 |
8,0 |
45,9 |
1 |
— |
— |
— |
3,1 |
2,9 |
2,7 |
|
|
36 |
9,0 |
56,3 |
1 |
— |
— |
— |
3,2 |
2,9 |
2,8 |
|
|
37 |
10,0 |
67,6 |
1 |
— |
— |
— |
3,5 |
3,1 |
2,8 |
|
|
38 |
С21
|
3,0 |
8,4 |
1 |
4,2 |
3,8 |
3,3 |
2,9 |
— |
— |
|
39 |
4,0 |
13,8 |
1 |
— |
4,0 |
3,3 |
2,9 |
2,7 |
— |
|
|
40 |
5,0 |
20,4 |
1 |
— |
— |
3,5 |
3,0 |
2,7 |
2,6 |
|
|
41 |
6,0 |
27,9 |
1 |
— |
— |
3,8 |
3,0 |
2,8 |
2,6 |
|
|
42 |
7,0 |
36,4 |
1 |
— |
— |
— |
3,1 |
2,8 |
2,7 |
|
|
43 |
8,0 |
45,9 |
1 |
— |
— |
— |
3,1 |
2,9 |
2,7 |
|
|
44 |
9,0 |
56,3 |
1 |
— |
— |
— |
3,2 |
2,9 |
2,8 |
|
|
45 |
10,0 |
67,5 |
1 |
— |
— |
— |
3,5 |
3,1 |
2,8 |
|
|
46 |
С25
|
6,0 |
8,9 |
1 |
— |
— |
3,3 |
2,8 |
2,7 |
2,6 |
|
47 |
7,0 |
11,1 |
1 |
— |
— |
— |
2,8 |
2,7 |
2,6 |
|
|
48 |
8,0 |
13,4 |
1 |
— |
— |
— |
2,8 |
2,7 |
2,6 |
|
|
49 |
9,0 |
15,9 |
1 |
— |
— |
— |
2,8 |
2,7 |
2,6 |
|
|
50 |
10,0 |
18,5 |
1 |
— |
— |
— |
2,8 |
2,7 |
2,6 |
|
|
51 |
12,0 |
24,0 |
1 |
— |
— |
— |
2,9 |
2,7 |
2,6 |
|
|
52 |
14,0 |
29,9 |
1 |
— |
— |
— |
2,9 |
2,7 |
2,6 |
|
|
53 |
16,0 |
36,1 |
1 |
— |
— |
— |
3,0 |
2,8 |
2,7 |
|
|
54 |
18,0 |
42,7 |
1 |
— |
— |
— |
3,0 |
2,8 |
2,7 |
|
|
55 |
20,0 |
49,7 |
1 |
— |
— |
— |
3,1 |
2,9 |
2,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы стыковых соединений С21 |
Автоматическая аргонодуговая сварка плавящимся электродом
|
|||||||||
Карта 48 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С21
|
3 — 4 |
3,4 |
1 |
4,2 |
3,9 |
3,6 |
3,3 |
3,1 |
— |
|
2 |
5 — 10 |
9,0 |
1 |
— |
— |
3,3 |
3,0 |
2,8 |
2,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы нахлесточных, угловых и тавровых соединений
|
Автоматическая аргонодуговая сварка плавящимся
|
|||||||||
Карта 49 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
1,0 |
1,4 |
1 |
3,3 |
— |
— |
— |
— |
— |
|
2 |
1,5 |
2,7 |
1 |
3,3 |
— |
— |
— |
— |
— |
|
|
3 |
Н2
|
2,0 |
4,2 |
1 |
3,3 |
— |
— |
— |
— |
— |
|
4 |
У4
|
2,5 |
5,9 |
1 |
3,4 |
3,5 |
— |
— |
— |
— |
|
5 |
У5
|
3,0 |
7,8 |
1 |
3,4 |
3,5 |
— |
— |
— |
— |
|
6 |
Т1
|
4,0 |
12,1 |
1 |
3,6 |
3,7 |
3,8 |
3,9 |
— |
— |
|
7 |
5,0 |
17,1 |
1 |
3,8 |
3,9 |
4,0 |
4,2 |
4,3 |
4,5 |
|
|
8 |
Т3
|
6,0 |
29,6 |
1 |
— |
4,2 |
4,3 |
4,5 |
4,7 |
4,9 |
|
9 |
7,0 |
39,4 |
1 |
— |
4,5 |
4,7 |
4,9 |
5,1 |
5,4 |
|
|
10 |
8,0 |
50,5 |
1 |
— |
4,9 |
5,1 |
5,4 |
5,7 |
6,1 |
|
|
11 |
9,0 |
62,5 |
1 |
— |
— |
5,7 |
6,1 |
6,5 |
6,9 |
|
|
12 |
10,0 |
76,3 |
2 |
— |
— |
12,5 |
13,4 |
14,6 |
16,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |


Швы стыковых соединений С2, С3, С4, С5, С7, С8,
|
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 50 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С2
|
0,8 |
8,5 |
1 |
11,5 |
10,8 |
7,7 |
— |
— |
— |
|
2 |
1,0 |
8,6 |
1 |
11,5 |
10,8 |
7,7 |
— |
— |
— |
|
|
3 |
1,5 |
10,7 |
1 |
— |
12,5 |
8,6 |
— |
— |
— |
|
|
4 |
2,0 |
10,8 |
1 |
— |
12,6 |
8,7 |
— |
— |
— |
|
|
5 |
2,5 |
10,9 |
1 |
— |
11,4 |
7,7 |
5,6 |
— |
— |
|
|
6 |
3,0 |
14,7 |
1 |
— |
14,1 |
9,2 |
6,9 |
— |
— |
|
|
7 |
4,0 |
15,2 |
1 |
— |
15,0 |
10,0 |
7,3 |
— |
— |
|
|
8 |
С3
|
0,8 |
12,1 |
1 |
15,8 |
14,8 |
10,4 |
— |
— |
— |
|
9 |
1,0 |
12,1 |
1 |
15,8 |
14,8 |
10,4 |
— |
— |
— |
|
|
10 |
1,5 |
19,1 |
1 |
— |
21,5 |
14,7 |
— |
— |
— |
|
|
11 |
2,0 |
22,9 |
1 |
— |
25,6 |
17,4 |
— |
— |
— |
|
|
12 |
С4
|
0,8 |
8,9 |
1 |
11,9 |
11,2 |
7,9 |
— |
— |
— |
|
13 |
1,0 |
8,9 |
1 |
11,9 |
11,2 |
7,9 |
— |
— |
— |
|
|
14 |
1,5 |
11,0 |
1 |
12,8 |
12,8 |
8,8 |
— |
— |
— |
|
|
15 |
2,0 |
11,1 |
1 |
— |
12,9 |
8,9 |
— |
— |
— |
|
|
16 |
2,5 |
14,6 |
1 |
— |
15,0 |
9,2 |
6,6 |
— |
— |
|
|
17 |
3,0 |
15,3 |
1 |
— |
15,0 |
9,7 |
7,3 |
— |
— |
|
|
18 |
4,0 |
16,3 |
1 |
— |
15,6 |
10,0 |
7,3 |
— |
— |
|
|
19 |
5,0 |
17,1 |
1 |
— |
— |
10,4 |
7,5 |
6,4 |
— |
|
|
20 |
С5
|
0,8 |
4,8 |
1 |
6,9 |
6,5 |
4,7 |
— |
— |
— |
|
21 |
1,0 |
4,8 |
1 |
6,9 |
6,5 |
4,7 |
— |
— |
— |
|
|
22 |
1,5 |
6,0 |
1 |
— |
7,4 |
5,3 |
— |
— |
— |
|
|
23 |
2,0 |
6,0 |
1 |
— |
7,4 |
5,3 |
— |
— |
— |
|
|
24 |
2,5 |
11,3 |
1 |
— |
11,8 |
7,9 |
5,8 |
— |
— |
|
|
25 |
3,0 |
12,2 |
1 |
— |
12,6 |
8,2 |
6,0 |
— |
— |
|
|
26 |
4,0 |
13,7 |
1 |
— |
12,8 |
8,4 |
6,2 |
— |
— |
|
|
27 |
5,0 |
15,0 |
1 |
— |
— |
8,5 |
6,3 |
5,8 |
— |
|
|
28 |
С7
|
2,0 |
7,1 |
1 |
— |
8,2 |
5,5 |
— |
— |
— |
|
29 |
2,5 |
7,6 |
1 |
— |
8,6 |
5,6 |
4,0 |
— |
— |
|
|
30 |
3,0 |
8,0 |
1 |
— |
8,6 |
5,7 |
4,1 |
— |
— |
|
|
31 |
4,0 |
8,8 |
1 |
— |
8,7 |
5,9 |
4,2 |
— |
— |
|
|
32 |
5,0 |
9,4 |
1 |
— |
— |
6,1 |
4,4 |
3,9 |
— |
|
|
33 |
6,0 |
10,0 |
1 |
— |
— |
— |
4,4 |
4,0 |
— |
|
|
34 |
С8
|
4,0 |
26,4 |
2 |
— |
24,3 |
15,8 |
11,9 |
— |
— |
|
35 |
5,0 |
34,5 |
2 |
— |
— |
18,1 |
13,0 |
12,6 |
— |
|
|
36 |
6,0 |
42,9 |
2 |
— |
— |
— |
14,8 |
14,3 |
— |
|
|
37 |
7,0 |
51,6 |
2 |
— |
— |
— |
17,5 |
16,9 |
— |
|
|
38 |
8,0 |
60,6 |
3 |
— |
— |
— |
19,6 |
19,0 |
13,5 |
|
|
39 |
9,0 |
69,8 |
3 |
— |
— |
— |
22,2 |
21,6 |
15,3 |
|
|
40 |
10,0 |
79,2 |
3 |
— |
— |
— |
24,9 |
24,2 |
17,0 |
|
|
41 |
12,0 |
126,3 |
4 |
— |
— |
— |
33,1 |
31,5 |
25,5 |
|
|
42 |
14,0 |
176,4 |
5 |
— |
— |
— |
45,6 |
43,4 |
35,1 |
|
|
43 |
16,0 |
235,6 |
6 |
— |
— |
— |
60,3 |
57,3 |
46,2 |
|
|
44 |
18,0 |
304,1 |
8 |
— |
— |
— |
77,8 |
74,0 |
59,7 |
|
|
45 |
20,0 |
382,1 |
10 |
— |
— |
— |
97,6 |
92,8 |
74,8 |
|
|
46 |
С9
|
4,0 |
26,4 |
2 |
— |
24,3 |
15,8 |
11,9 |
— |
— |
|
47 |
5,0 |
34,5 |
2 |
— |
— |
18,1 |
13,0 |
12,6 |
— |
|
|
48 |
6,0 |
42,9 |
2 |
— |
— |
— |
14,8 |
14,3 |
— |
|
|
49 |
7,0 |
51,6 |
2 |
— |
— |
— |
17,5 |
16,9 |
— |
|
|
50 |
8,0 |
60,6 |
3 |
— |
— |
— |
19,6 |
19,0 |
13,5 |
|
|
51 |
9,0 |
69,8 |
3 |
— |
— |
— |
22,2 |
21,6 |
15,3 |
|
|
52 |
10,0 |
79,2 |
3 |
— |
— |
— |
24,9 |
24,2 |
17,0 |
|
|
53 |
12,0 |
153,7 |
4 |
— |
— |
— |
34,8 |
33,1 |
26,8 |
|
|
54 |
14,0 |
183,8 |
5 |
— |
— |
— |
47,3 |
45,0 |
36,4 |
|
|
55 |
16,0 |
242,1 |
7 |
— |
— |
— |
62,4 |
59,4 |
48,0 |
|
|
56 |
18,0 |
308,8 |
8 |
— |
— |
— |
78,9 |
75,0 |
60,5 |
|
|
57 |
20,0 |
383,9 |
10 |
— |
— |
— |
98,0 |
93,2 |
75,1 |
|
|
58 |
С10
|
4,0 |
36,0 |
2 |
— |
32,6 |
21,0 |
15,7 |
— |
— |
|
59 |
5,0 |
47,5 |
2 |
— |
— |
24,3 |
17,3 |
16,8 |
— |
|
|
60 |
6,0 |
59,7 |
3 |
— |
— |
— |
20,5 |
19,9 |
— |
|
|
61 |
7,0 |
72,3 |
3 |
— |
— |
— |
24,4 |
23,7 |
— |
|
|
62 |
8,0 |
85,4 |
4 |
— |
— |
— |
27,3 |
26,5 |
18,8 |
|
|
63 |
9,0 |
99,0 |
4 |
— |
— |
— |
31,1 |
30,2 |
21,3 |
|
|
64 |
10,0 |
112,9 |
4 |
— |
— |
— |
35,1 |
34,1 |
23,9 |
|
|
65 |
12,0 |
141,7 |
4 |
— |
— |
— |
36,7 |
34,9 |
28,3 |
|
|
66 |
14,0 |
171,7 |
5 |
— |
— |
— |
44,5 |
42,3 |
34,2 |
|
|
67 |
16,0 |
268,9 |
7 |
— |
— |
— |
68,8 |
65,4 |
52,8 |
|
|
68 |
18,0 |
332,8 |
9 |
— |
— |
— |
85,2 |
81,1 |
65,4 |
|
|
69 |
20,0 |
402,9 |
11 |
— |
— |
— |
103,1 |
98,0 |
79,1 |
|
|
70 |
С12
|
4,0 |
23,5 |
2 |
— |
21,9 |
14,3 |
10,8 |
— |
— |
|
71 |
5,0 |
31,3 |
2 |
— |
— |
16,6 |
12,0 |
11,6 |
— |
|
|
72 |
6,0 |
39,6 |
2 |
— |
— |
— |
13,8 |
13,4 |
— |
|
|
73 |
7,0 |
48,3 |
2 |
— |
— |
— |
16,5 |
16,0 |
— |
|
|
74 |
8,0 |
57,4 |
3 |
— |
— |
— |
18,7 |
18,1 |
12,9 |
|
|
75 |
9,0 |
66,8 |
3 |
— |
— |
— |
21,3 |
20,7 |
14,7 |
|
|
76 |
10,0 |
76,5 |
3 |
— |
— |
— |
24,1 |
23,4 |
16,5 |
|
|
77 |
12,0 |
117,9 |
3 |
— |
— |
— |
30,5 |
29,0 |
23,4 |
|
|
78 |
14,0 |
160,8 |
5 |
— |
— |
— |
41,9 |
39,9 |
32,3 |
|
|
79 |
16,0 |
210,5 |
6 |
— |
— |
— |
54,3 |
51,7 |
41,7 |
|
|
80 |
18,0 |
266,8 |
7 |
— |
— |
— |
68,3 |
65,0 |
52,4 |
|
|
81 |
20,0 |
329,9 |
9 |
— |
— |
— |
84,5 |
80,4 |
64,9 |
|
|
82 |
С15
|
12,0 |
48,6 |
2 |
— |
— |
— |
13,4 |
12,7 |
10,5 |
|
83 |
14,0 |
65,2 |
2 |
— |
— |
— |
17,3 |
16,5 |
13,4 |
|
|
84 |
16,0 |
84,0 |
3 |
— |
— |
— |
22,4 |
21,3 |
17,4 |
|
|
85 |
18,0 |
105,2 |
3 |
— |
— |
— |
27,4 |
26,1 |
21,2 |
|
|
86 |
20,0 |
125,5 |
4 |
— |
— |
— |
33,6 |
32,0 |
25,9 |
|
|
87 |
22,0 |
154,0 |
4 |
— |
— |
— |
34,5 |
32,4 |
29,5 |
|
|
88 |
24,0 |
181,8 |
5 |
— |
— |
— |
40,8 |
38,3 |
34,8 |
|
|
89 |
26,0 |
211,7 |
6 |
— |
— |
— |
47,5 |
44,6 |
40,6 |
|
|
90 |
28,0 |
243,7 |
7 |
— |
— |
— |
54,6 |
51,3 |
46,6 |
|
|
91 |
30,0 |
277,9 |
7 |
— |
— |
— |
61,6 |
57,8 |
52,5 |
|
|
92 |
32,0 |
314,2 |
8 |
— |
— |
— |
69,7 |
65,4 |
59,5 |
|
|
93 |
34,0 |
352,6 |
9 |
— |
— |
— |
78,2 |
73,4 |
66,6 |
|
|
94 |
35,0 |
372,6 |
10 |
— |
— |
— |
82,8 |
77,7 |
70,6 |
|
|
95 |
С17
|
4,0 |
23,2 |
1 |
— |
21,0 |
13,5 |
10,1 |
— |
— |
|
96 |
5,0 |
29,7 |
2 |
— |
— |
15,8 |
11,5 |
11,1 |
— |
|
|
97 |
6,0 |
36,3 |
2 |
— |
— |
— |
12,8 |
12,4 |
— |
|
|
98 |
7,0 |
43,1 |
2 |
— |
— |
— |
14,9 |
14,4 |
— |
|
|
99 |
8,0 |
50,0 |
2 |
— |
— |
— |
16,0 |
15,5 |
11,0 |
|
|
100 |
9,0 |
68,6 |
3 |
— |
— |
— |
21,9 |
21,2 |
15,0 |
|
|
101 |
10,0 |
84,3 |
4 |
— |
— |
— |
27,0 |
26,2 |
18,6 |
|
|
102 |
12,0 |
120,5 |
4 |
— |
— |
— |
31,7 |
30,2 |
24,5 |
|
|
103 |
14,0 |
162,9 |
5 |
— |
— |
— |
42,4 |
40,3 |
32,6 |
|
|
104 |
16,0 |
211,5 |
6 |
— |
— |
— |
54,5 |
51,9 |
41,9 |
|
|
105 |
18,0 |
266,2 |
7 |
— |
— |
— |
68,2 |
64,8 |
52,3 |
|
|
106 |
20,0 |
327,1 |
9 |
— |
— |
— |
83,9 |
79,8 |
64,4 |
|
|
107 |
С18
|
4,0 |
26,9 |
2 |
— |
24,7 |
16,1 |
12,1 |
— |
— |
|
108 |
5,0 |
35,0 |
2 |
— |
— |
18,4 |
13,2 |
12,8 |
— |
|
|
109 |
6,0 |
43,6 |
2 |
— |
— |
— |
15,0 |
14,6 |
— |
|
|
110 |
7,0 |
52,4 |
2 |
— |
— |
— |
17,7 |
17,2 |
— |
|
|
111 |
8,0 |
61,4 |
3 |
— |
— |
— |
19,8 |
19,2 |
13,7 |
|
|
112 |
9,0 |
70,7 |
3 |
— |
— |
— |
22,5 |
21,8 |
15,4 |
|
|
113 |
10,0 |
80,1 |
3 |
— |
— |
— |
25,2 |
24,4 |
17,2 |
|
|
114 |
12,0 |
130,1 |
4 |
— |
— |
— |
34,0 |
32,3 |
26,2 |
|
|
115 |
14,0 |
173,1 |
5 |
— |
— |
— |
44,8 |
42,6 |
34,5 |
|
|
116 |
16,0 |
221,8 |
6 |
— |
— |
— |
57,0 |
54,2 |
43,8 |
|
|
117 |
18,0 |
275,9 |
7 |
— |
— |
— |
70,5 |
67,0 |
54,0 |
|
|
118 |
20,0 |
335,5 |
9 |
— |
— |
— |
85,9 |
81,6 |
65,9 |
|
|
119 |
С19
|
5,0 |
34,3 |
2 |
— |
— |
18,0 |
13,0 |
12,6 |
— |
|
120 |
6,0 |
43,4 |
2 |
— |
— |
— |
15,0 |
14,5 |
— |
|
|
121 |
7,0 |
53,0 |
2 |
— |
— |
— |
17,9 |
17,3 |
— |
|
|
122 |
8,0 |
63,0 |
3 |
— |
— |
— |
20,3 |
19,7 |
14,0 |
|
|
123 |
9,0 |
73,4 |
3 |
— |
— |
— |
23,2 |
22,6 |
15,9 |
|
|
124 |
10,0 |
84,1 |
4 |
— |
— |
— |
26,9 |
26,1 |
18,5 |
|
|
125 |
12,0 |
106,5 |
3 |
— |
— |
— |
27,7 |
26,4 |
21,4 |
|
|
126 |
14,0 |
166,3 |
5 |
— |
— |
— |
43,2 |
41,1 |
33,3 |
|
|
127 |
16,0 |
213,7 |
7 |
— |
— |
— |
55,1 |
52,4 |
42,3 |
|
|
128 |
18,0 |
266,7 |
7 |
— |
— |
— |
68,3 |
64,9 |
52,4 |
|
|
129 |
20,0 |
325,1 |
9 |
— |
— |
— |
83,4 |
79,3 |
64,0 |
|
|
130 |
22,0 |
388,9 |
10 |
— |
— |
— |
86,0 |
80,7 |
73,3 |
|
|
131 |
24,0 |
457,9 |
12 |
— |
— |
— |
101,3 |
95,1 |
86,3 |
|
|
132 |
26,0 |
532,3 |
14 |
— |
— |
— |
117,7 |
110,4 |
100,3 |
|
|
133 |
28,0 |
611,8 |
16 |
— |
— |
— |
135,1 |
126,8 |
115,1 |
|
|
134 |
30,0 |
696,5 |
18 |
— |
— |
— |
153,6 |
144,1 |
130,8 |
|
|
135 |
С21
|
4,0 |
21,2 |
1 |
— |
19,3 |
12,5 |
9,3 |
— |
— |
|
136 |
5,0 |
26,0 |
2 |
— |
— |
15,0 |
10,9 |
10,5 |
— |
|
|
137 |
6,0 |
35,1 |
2 |
— |
— |
— |
12,4 |
12,0 |
— |
|
|
138 |
7,0 |
42,4 |
2 |
— |
— |
— |
14,7 |
14,2 |
— |
|
|
139 |
8,0 |
50,1 |
2 |
— |
— |
— |
16,0 |
15,5 |
11,0 |
|
|
140 |
9,0 |
58,0 |
3 |
— |
— |
— |
18,8 |
18,3 |
13,0 |
|
|
141 |
10,0 |
66,0 |
3 |
— |
— |
— |
21,1 |
20,5 |
14,6 |
|
|
142 |
12,0 |
111,1 |
3 |
— |
— |
— |
28,9 |
27,5 |
22,2 |
|
|
143 |
14,0 |
148,7 |
4 |
— |
— |
— |
38,4 |
36,5 |
29,5 |
|
|
144 |
16,0 |
191,2 |
5 |
— |
— |
— |
49,1 |
46,7 |
37,7 |
|
|
145 |
18,0 |
238,8 |
7 |
— |
— |
— |
61,6 |
58,6 |
47,4 |
|
|
146 |
20,0 |
291,3 |
8 |
— |
— |
— |
74,7 |
71,1 |
57,4 |
|
|
147 |
С25
|
12,0 |
53,1 |
2 |
— |
— |
— |
14,4 |
13,8 |
11,3 |
|
148 |
14,0 |
67,4 |
2 |
— |
— |
— |
17,8 |
17,0 |
13,8 |
|
|
149 |
16,0 |
82,8 |
3 |
— |
— |
— |
22,1 |
21,1 |
17,2 |
|
|
150 |
18,0 |
99,4 |
3 |
— |
— |
— |
26,1 |
24,8 |
20,1 |
|
|
151 |
20,0 |
117,0 |
3 |
— |
— |
— |
30,2 |
28,8 |
23,3 |
|
|
152 |
22,0 |
135,6 |
4 |
— |
— |
— |
30,8 |
28,9 |
26,3 |
|
|
153 |
24,0 |
155,1 |
4 |
— |
— |
— |
34,8 |
32,6 |
29,7 |
|
|
154 |
26,0 |
175,5 |
5 |
— |
— |
— |
39,5 |
37,1 |
33,8 |
|
|
155 |
28,0 |
196,8 |
5 |
— |
— |
— |
43,9 |
41,2 |
37,4 |
|
|
156 |
30,0 |
219,0 |
6 |
— |
— |
— |
49,0 |
46,0 |
41,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |




Швы стыковых соединений С12, С21 |
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 51 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С12
|
4 — 12 |
15,0 |
1 |
— |
13,9 |
8,7 |
5,7 |
5,2 |
3,9 |
|
2 |
14 — 20 |
19,5 |
1 |
— |
— |
— |
5,8 |
5,6 |
4,7 |
|
|
3 |
С21
|
4 — 10 |
15,0 |
1 |
— |
13,9 |
8,7 |
6,2 |
5,5 |
3,9 |
|
4 |
12 — 20 |
21,0 |
1 |
— |
— |
— |
6,2 |
5,9 |
4,9 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы угловых соединений У4, У5, У6, У7, У8, У9 |
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 52 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У4
|
1,5 |
9,8 |
1 |
— |
11,7 |
8,2 |
— |
— |
— |
|
2 |
2,0 |
10,0 |
1 |
— |
11,8 |
8,3 |
— |
— |
— |
|
|
3 |
2,5 |
10,1 |
1 |
— |
10,7 |
7,3 |
5,4 |
— |
— |
|
|
4 |
3,0 |
10,1 |
1 |
— |
10,8 |
7,4 |
5,5 |
— |
— |
|
|
5 |
4,0 |
15,6 |
1 |
— |
14,6 |
8,8 |
6,5 |
— |
— |
|
|
6 |
5,0 |
16,1 |
1 |
— |
— |
9,5 |
7,2 |
6,3 |
— |
|
|
7 |
6,0 |
26,6 |
2 |
— |
— |
— |
9,9 |
9,6 |
— |
|
|
8 |
7,0 |
28,2 |
2 |
— |
— |
— |
10,4 |
10,1 |
— |
|
|
9 |
8,0 |
29,6 |
2 |
— |
— |
— |
10,2 |
10,0 |
7,3 |
|
|
10 |
9,0 |
30,9 |
2 |
— |
— |
— |
10,6 |
10,3 |
7,5 |
|
|
11 |
10,0 |
32,1 |
2 |
— |
— |
— |
10,9 |
10,6 |
7,7 |
|
|
12 |
12,0 |
45,0 |
2 |
— |
— |
— |
12,6 |
12,0 |
9,9 |
|
|
13 |
У5
|
1,5 |
8,3 |
1 |
— |
10,1 |
7,1 |
— |
— |
— |
|
14 |
2,0 |
8,4 |
1 |
— |
10,2 |
7,2 |
— |
— |
— |
|
|
15 |
1,5 |
8,5 |
1 |
— |
9,3 |
6,4 |
4,8 |
— |
— |
|
|
16 |
3,0 |
8,6 |
1 |
— |
9,4 |
6,4 |
4,8 |
— |
— |
|
|
17 |
4,0 |
13,4 |
1 |
— |
12,6 |
7,8 |
5,7 |
— |
— |
|
|
18 |
5,0 |
13,9 |
1 |
— |
— |
8,3 |
6,3 |
5,5 |
— |
|
|
19 |
У6
|
4,0 |
91,7 |
4 |
— |
82,1 |
52,6 |
32,9 |
— |
— |
|
20 |
5,0 |
97,4 |
4 |
— |
— |
49,8 |
34,7 |
31,4 |
— |
|
|
21 |
6,0 |
102,4 |
4 |
— |
— |
— |
35,0 |
33,6 |
— |
|
|
22 |
7,0 |
106,7 |
4 |
— |
— |
— |
38,5 |
34,0 |
— |
|
|
23 |
8,0 |
110,7 |
4 |
— |
— |
— |
36,1 |
34,3 |
24,0 |
|
|
24 |
9,0 |
114,3 |
5 |
— |
— |
— |
36,7 |
34,9 |
25,4 |
|
|
25 |
10,0 |
117,7 |
5 |
— |
— |
— |
37,7 |
35,7 |
25,5 |
|
|
26 |
12,0 |
123,5 |
4 |
— |
— |
— |
39,1 |
36,6 |
26,0 |
|
|
27 |
14,0 |
195,9 |
5 |
— |
— |
— |
50,9 |
48,4 |
39,2 |
|
|
28 |
16,0 |
227,5 |
6 |
— |
— |
— |
59,1 |
56,2 |
45,5 |
|
|
29 |
18,0 |
259,5 |
7 |
— |
— |
— |
67,4 |
64,2 |
52,0 |
|
|
30 |
20,0 |
291,9 |
8 |
— |
— |
— |
75,9 |
72,2 |
58,5 |
|
|
31 |
У7
|
4,0 |
29,3 |
2 |
— |
27,1 |
17,7 |
13,4 |
— |
— |
|
32 |
5,0 |
42,1 |
2 |
— |
— |
22,0 |
15,8 |
15,3 |
— |
|
|
33 |
6,0 |
56,5 |
3 |
— |
— |
— |
20,0 |
19,4 |
— |
|
|
34 |
7,0 |
72,5 |
3 |
— |
— |
— |
24,9 |
24,1 |
— |
|
|
35 |
8,0 |
89,9 |
4 |
— |
— |
— |
29,1 |
28,2 |
20,1 |
|
|
36 |
9,0 |
108,8 |
4 |
— |
— |
— |
34,5 |
33,5 |
23,6 |
|
|
37 |
10,0 |
129,0 |
5 |
— |
— |
— |
40,9 |
39,7 |
28,1 |
|
|
38 |
12,0 |
173,2 |
5 |
— |
— |
— |
45,5 |
43,3 |
35,1 |
|
|
39 |
14,0 |
266,9 |
7 |
— |
— |
— |
69,2 |
65,8 |
53,3 |
|
|
40 |
16,0 |
364,4 |
10 |
— |
— |
— |
94,5 |
90,0 |
72,8 |
|
|
41 |
18,0 |
479,6 |
13 |
— |
— |
— |
124,1 |
118,1 |
95,5 |
|
|
42 |
20,0 |
613,1 |
16 |
— |
— |
— |
158,1 |
150,4 |
121,5 |
|
|
43 |
У8
|
12,0 |
54,8 |
2 |
— |
— |
— |
15,1 |
14,4 |
11,9 |
|
44 |
14,0 |
72,5 |
2 |
— |
— |
— |
19,3 |
18,4 |
15,0 |
|
|
45 |
16,0 |
92,3 |
3 |
— |
— |
— |
24,8 |
23,6 |
19,3 |
|
|
46 |
18,0 |
114,2 |
3 |
— |
— |
— |
30,0 |
28,5 |
23,2 |
|
|
47 |
20,0 |
138,1 |
4 |
— |
— |
— |
36,4 |
34,7 |
28,2 |
|
|
48 |
22,0 |
164,1 |
5 |
— |
— |
— |
37,8 |
35,6 |
32,5 |
|
|
49 |
24,0 |
192,1 |
5 |
— |
— |
— |
43,6 |
40,9 |
37,3 |
|
|
50 |
26,0 |
222,0 |
6 |
— |
— |
— |
50,4 |
47,3 |
43,1 |
|
|
51 |
28,0 |
253,8 |
7 |
— |
— |
— |
57,6 |
54,1 |
49,3 |
|
|
52 |
30,0 |
287,6 |
8 |
— |
— |
— |
65,2 |
61,3 |
55,8 |
|
|
52 |
32,0 |
323,2 |
9 |
— |
— |
— |
73,3 |
68,9 |
62,7 |
|
|
54 |
34,0 |
360,6 |
10 |
— |
— |
— |
81,6 |
76,7 |
69,8 |
|
|
55 |
35,0 |
380,0 |
10 |
— |
— |
— |
85,6 |
80,4 |
73,2 |
|
|
56 |
У9
|
12,0 |
130,6 |
4 |
— |
— |
— |
34,6 |
33,0 |
26,8 |
|
57 |
14,0 |
174,7 |
5 |
— |
— |
— |
45,8 |
43,6 |
35,4 |
|
|
58 |
16,0 |
224,8 |
6 |
— |
— |
— |
58,5 |
55,6 |
45,1 |
|
|
59 |
18,0 |
280,8 |
8 |
— |
— |
— |
73,2 |
69,7 |
56,5 |
|
|
60 |
20,0 |
342,6 |
9 |
— |
— |
— |
88,7 |
84,4 |
68,2 |
|
|
61 |
22,0 |
410,1 |
11 |
— |
— |
— |
92,3 |
86,7 |
78,9 |
|
|
62 |
24,0 |
483,3 |
13 |
— |
— |
— |
108,7 |
102,1 |
92,9 |
|
|
63 |
26,0 |
562,2 |
15 |
— |
— |
— |
126,2 |
118,5 |
107,8 |
|
|
64 |
28,0 |
646,6 |
17 |
— |
— |
— |
144,9 |
136,1 |
123,7 |
|
|
65 |
30,0 |
736,6 |
19 |
— |
— |
— |
164,7 |
154,6 |
140,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |



Швы угловых соединений У8 |
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 53 |
||||||||||
Шов спротивоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У8
|
12,0 |
86,9 |
3 |
— |
— |
— |
23,5 |
22,4 |
18,3 |
|
2 |
14,0 |
106,1 |
3 |
— |
— |
— |
28,0 |
26,7 |
21,7 |
|
|
3 |
16,0 |
126,0 |
4 |
— |
— |
— |
33,8 |
31,9 |
26,0 |
|
|
4 |
18,0 |
146,8 |
4 |
— |
— |
— |
38,5 |
36,6 |
29,7 |
|
|
5 |
20,0 |
168,2 |
5 |
— |
— |
— |
43,2 |
40,6 |
34,2 |
|
|
6 |
22,0 |
190,2 |
5 |
— |
— |
— |
44,3 |
42,2 |
36,9 |
|
|
7 |
24,0 |
212,9 |
6 |
— |
— |
— |
48,5 |
45,6 |
41,5 |
|
|
8 |
26,0 |
356,9 |
9 |
— |
— |
— |
80,0 |
75,2 |
68,4 |
|
|
9 |
28,0 |
395,1 |
10 |
— |
— |
— |
88,5 |
83,2 |
75,6 |
|
|
10 |
30,0 |
434,3 |
11 |
— |
— |
— |
97,3 |
91,3 |
83,1 |
|
|
11 |
32,0 |
474,5 |
12 |
— |
— |
— |
106,3 |
99,8 |
90,8 |
|
|
12 |
34,0 |
515,6 |
13 |
— |
— |
— |
115,4 |
108,4 |
98,5 |
|
|
13 |
35,0 |
536,5 |
14 |
— |
— |
— |
120,4 |
113,1 |
102,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы тавровых соединений Т6, Т7, Т8 |
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 54 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Т6
|
4,0 |
41,1 |
2 |
— |
37,0 |
23,8 |
17,8 |
— |
— |
|
2 |
5,0 |
48,9 |
2 |
— |
— |
25,1 |
17,9 |
17,3 |
— |
|
|
3 |
6,0 |
56,3 |
3 |
— |
— |
— |
19,6 |
19,0 |
— |
|
|
4 |
7,0 |
63,5 |
3 |
— |
— |
— |
21,8 |
21,1 |
— |
|
|
5 |
8,0 |
75,2 |
3 |
— |
— |
— |
23,8 |
23,2 |
16,4 |
|
|
6 |
9,0 |
91,3 |
4 |
— |
— |
— |
29,2 |
28,4 |
20,1 |
|
|
7 |
10,0 |
109,9 |
4 |
— |
— |
— |
34,4 |
33,4 |
23,4 |
|
|
8 |
12,0 |
149,9 |
4 |
— |
— |
— |
38,8 |
36,9 |
29,8 |
|
|
9 |
14,0 |
194,9 |
5 |
— |
— |
— |
50,1 |
47,6 |
38,5 |
|
|
10 |
16,0 |
244,6 |
7 |
— |
— |
— |
63,1 |
60,0 |
48,5 |
|
|
11 |
18,0 |
298,8 |
8 |
— |
— |
— |
76,6 |
72,9 |
58,8 |
|
|
12 |
20,0 |
357,5 |
9 |
— |
— |
— |
91,2 |
86,7 |
69,9 |
|
|
13 |
Т7
|
4,0 |
52,4 |
2 |
— |
47,0 |
30,1 |
22,4 |
— |
— |
|
14 |
5,0 |
62,2 |
3 |
— |
— |
32,2 |
23,1 |
22,3 |
— |
|
|
15 |
6,0 |
71,5 |
3 |
— |
— |
— |
24,5 |
23,7 |
— |
|
|
16 |
7,0 |
80,5 |
3 |
— |
— |
— |
27,2 |
26,4 |
— |
|
|
17 |
8,0 |
93,7 |
4 |
— |
— |
— |
30,0 |
29,1 |
20,7 |
|
|
18 |
9,0 |
112,6 |
4 |
— |
— |
— |
35,4 |
34,4 |
24,2 |
|
|
19 |
10,0 |
132,7 |
5 |
— |
— |
— |
41,8 |
40,6 |
28,6 |
|
|
20 |
12,0 |
176,3 |
5 |
— |
— |
— |
46,0 |
43,8 |
35,5 |
|
|
21 |
14,0 |
224,1 |
6 |
— |
— |
— |
58,1 |
55,3 |
44,7 |
|
|
22 |
16,0 |
276,0 |
7 |
— |
— |
— |
71,1 |
67,6 |
54,6 |
|
|
23 |
18,0 |
331,6 |
9 |
— |
— |
— |
85,6 |
81,5 |
65,9 |
|
|
24 |
20,0 |
390,7 |
10 |
— |
— |
— |
100,4 |
95,5 |
77,1 |
|
|
25 |
Т8
|
12,0 |
81,5 |
3 |
— |
— |
— |
22,1 |
21,1 |
17,3 |
|
26 |
14,0 |
100,9 |
3 |
— |
— |
— |
26,7 |
25,5 |
20,7 |
|
|
27 |
16,0 |
121,3 |
4 |
— |
— |
— |
32,3 |
30,7 |
25,0 |
|
|
28 |
18,0 |
142,7 |
4 |
— |
— |
— |
37,4 |
35,6 |
28,9 |
|
|
29 |
20,0 |
165,0 |
5 |
— |
— |
— |
43,3 |
41,3 |
33,5 |
|
|
30 |
22,0 |
188,2 |
5 |
— |
— |
— |
42,6 |
40,0 |
36,4 |
|
|
31 |
24,0 |
212,1 |
6 |
— |
— |
— |
48,1 |
45,2 |
41,2 |
|
|
32 |
26,0 |
236,9 |
6 |
— |
— |
— |
53,2 |
50,0 |
45,5 |
|
|
33 |
28,0 |
262,4 |
7 |
— |
— |
— |
59,1 |
55,5 |
50,5 |
|
|
34 |
30,0 |
288,6 |
8 |
— |
— |
— |
65,1 |
61,1 |
55,6 |
|
|
35 |
32,0 |
315,5 |
8 |
— |
— |
— |
70,7 |
66,4 |
60,4 |
|
|
36 |
34,0 |
343,0 |
9 |
— |
— |
— |
77,0 |
72,3 |
65,7 |
|
|
37 |
35,0 |
357,0 |
9 |
— |
— |
— |
79,8 |
75,0 |
68,2 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |


Швы нахлесточных, угловых и тавровых соединений
|
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 55 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1 |
2,0 |
4,5 |
1 |
— |
5,9 |
4,3 |
— |
— |
— |
|
2 |
|
2,5 |
6,6 |
1 |
— |
7,4 |
5,1 |
3,9 |
— |
— |
|
3 |
Н2
|
3,0 |
9,1 |
1 |
— |
9,7 |
6,6 |
4,9 |
— |
— |
|
4 |
4,0 |
14,8 |
1 |
— |
13,7 |
8,9 |
6,8 |
— |
— |
|
|
5 |
У4
|
5,0 |
21,6 |
1 |
— |
— |
11,3 |
8,1 |
7,9 |
— |
|
6 |
6,0 |
29,4 |
2 |
— |
— |
— |
10,6 |
10,3 |
— |
|
|
7 |
7,0 |
38,1 |
2 |
— |
— |
— |
13,3 |
12,9 |
— |
|
|
8 |
У5
|
8,0 |
47,8 |
2 |
— |
— |
— |
15,3 |
14,8 |
10,5 |
|
9 |
9,0 |
58,4 |
3 |
— |
— |
— |
18,8 |
18,3 |
13,0 |
|
|
10 |
10,0 |
69,8 |
3 |
— |
— |
— |
22,1 |
21,5 |
15,1 |
|
|
11 |
У7
|
12,0 |
95,0 |
3 |
— |
— |
— |
24,9 |
23,7 |
19,2 |
|
12 |
14,0 |
123,3 |
4 |
— |
— |
— |
32,2 |
30,7 |
24,9 |
|
|
13 |
16,0 |
154,6 |
4 |
— |
— |
— |
39,7 |
37,7 |
30,5 |
|
|
14 |
Т1
|
18,0 |
188,7 |
5 |
— |
— |
— |
48,4 |
46,0 |
37,1 |
|
15 |
20,0 |
225,5 |
6 |
— |
— |
— |
57,7 |
54,9 |
44,3 |
|
|
16 |
22,0 |
287,6 |
8 |
— |
— |
— |
63,9 |
60,0 |
54,5 |
|
|
17 |
Т3
|
24,0 |
337,9 |
9 |
— |
— |
— |
74,8 |
70,2 |
63,7 |
|
18 |
26,0 |
391,8 |
10 |
— |
— |
— |
86,4 |
81,0 |
73,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы стыковых соединений С2, С4, С5, С7, С8, С9,
|
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 56 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С2
|
1,0 |
7,6 |
1 |
21,0 |
16,7 |
13,3 |
11,1 |
— |
— |
|
2 |
1,5 |
7,9 |
1 |
18,6 |
13,7 |
11,4 |
9,8 |
— |
— |
|
|
3 |
2,0 |
8,1 |
1 |
19,0 |
14,1 |
11,7 |
10,1 |
— |
— |
|
|
4 |
2,5 |
13,2 |
1 |
28,0 |
18,2 |
15,6 |
13,7 |
12,2 |
— |
|
|
5 |
3,0 |
13,6 |
1 |
29,0 |
18,8 |
16,1 |
14,1 |
12,6 |
— |
|
|
6 |
4,0 |
14,4 |
1 |
— |
17,0 |
14,9 |
13,3 |
12,0 |
11,0 |
|
|
7 |
5,0 |
21,0 |
1 |
— |
21,2 |
18,8 |
17,0 |
15,5 |
14,2 |
|
|
8 |
6,0 |
22,0 |
1 |
— |
20,3 |
18,4 |
16,8 |
15,5 |
24,4 |
|
|
9 |
С4
|
1,0 |
5,2 |
1 |
12,8 |
9,6 |
8,1 |
7,0 |
— |
— |
|
10 |
1,5 |
5,3 |
1 |
13,0 |
9,7 |
8,1 |
7,1 |
— |
— |
|
|
11 |
2,0 |
5,4 |
1 |
14,7 |
11,8 |
9,4 |
7,9 |
— |
— |
|
|
12 |
2,5 |
8,8 |
1 |
19,1 |
12,6 |
10,8 |
9,5 |
8,5 |
— |
|
|
13 |
3,0 |
9,1 |
1 |
19,7 |
12,9 |
11,1 |
9,8 |
8,8 |
— |
|
|
14 |
4,0 |
9,5 |
1 |
— |
11,6 |
10,3 |
9,2 |
8,3 |
7,7 |
|
|
15 |
5,0 |
13,1 |
1 |
— |
13,6 |
12,2 |
11,0 |
10,1 |
9,3 |
|
|
16 |
6,0 |
13,6 |
1 |
— |
12,6 |
11,4 |
10,4 |
9,6 |
8,9 |
|
|
17 |
С5
|
1,0 |
3,7 |
1 |
9,5 |
7,2 |
6,1 |
3,3 |
— |
— |
|
18 |
1,5 |
3,8 |
1 |
9,7 |
7,3 |
6,2 |
5,4 |
— |
— |
|
|
19 |
2,0 |
3,9 |
1 |
10,8 |
8,7 |
7,8 |
5,9 |
— |
— |
|
|
20 |
2,5 |
7,3 |
1 |
16,0 |
10,6 |
9,2 |
8,1 |
7,3 |
— |
|
|
21 |
3,0 |
7,6 |
1 |
16,6 |
11,0 |
9,5 |
8,3 |
7,5 |
— |
|
|
22 |
4,0 |
8,0 |
1 |
— |
10,0 |
8,8 |
7,9 |
7,2 |
6,6 |
|
|
23 |
5,0 |
11,5 |
1 |
— |
12,2 |
10,9 |
9,9 |
9,0 |
8,4 |
|
|
24 |
6,0 |
12,1 |
1 |
— |
11,3 |
10,2 |
9,4 |
8,7 |
8,1 |
|
|
25 |
С7
|
3,0 |
5,6 |
1 |
12,5 |
8,4 |
7,3 |
6,4 |
5,8 |
— |
|
26 |
4,0 |
6,7 |
1 |
— |
8,5 |
7,5 |
6,8 |
6,2 |
5,7 |
|
|
27 |
5,0 |
7,7 |
1 |
— |
8,5 |
7,6 |
7,0 |
6,4 |
6,0 |
|
|
28 |
6,0 |
8,6 |
1 |
— |
8,4 |
7,7 |
7,0 |
6,5 |
6,1 |
|
|
29 |
С8
|
3,0 |
9,2 |
1 |
20,0 |
13,1 |
11,3 |
10,0 |
8,9 |
— |
|
30 |
4,0 |
15,2 |
1 |
— |
17,9 |
15,7 |
14,0 |
12,6 |
11,6 |
|
|
31 |
5,0 |
22,3 |
1 |
— |
23,1 |
20,7 |
18,7 |
17,1 |
15,8 |
|
|
32 |
6,0 |
30,5 |
2 |
— |
27,6 |
24,9 |
22,7 |
20,9 |
19,4 |
|
|
33 |
7,0 |
39,9 |
2 |
— |
— |
29,1 |
26,8 |
24,8 |
23,1 |
|
|
34 |
8,0 |
50,3 |
3 |
— |
— |
36,9 |
38,9 |
31,4 |
29,3 |
|
|
35 |
9,0 |
61,6 |
3 |
— |
— |
40,9 |
37,9 |
35,3 |
33,0 |
|
|
36 |
10,0 |
74,0 |
4 |
— |
— |
49,3 |
45,6 |
42,5 |
39,8 |
|
|
37 |
С9
|
3,0 |
11,7 |
1 |
25,1 |
16,4 |
14,1 |
12,4 |
11,1 |
— |
|
38 |
4,0 |
18,0 |
1 |
— |
21,1 |
18,4 |
16,4 |
14,8 |
13,5 |
|
|
39 |
5,0 |
25,2 |
2 |
— |
25,9 |
23,1 |
20,9 |
19,1 |
17,6 |
|
|
40 |
6,0 |
33,1 |
2 |
— |
29,7 |
26,8 |
25,5 |
22,5 |
20,9 |
|
|
41 |
7,0 |
41,7 |
2 |
— |
— |
30,3 |
27,9 |
25,8 |
24,0 |
|
|
42 |
8,0 |
50,9 |
3 |
— |
— |
37,3 |
34,3 |
31,8 |
29,6 |
|
|
43 |
9,0 |
60,7 |
3 |
— |
— |
40,4 |
37,4 |
34,8 |
32,6 |
|
|
44 |
10,0 |
76,3 |
4 |
— |
— |
50,7 |
46,9 |
43,7 |
40,9 |
|
|
45 |
С17
|
3,0 |
10,5 |
1 |
22,7 |
14,9 |
12,8 |
11,2 |
10,1 |
— |
|
46 |
4,0 |
16,0 |
1 |
— |
18,9 |
16,5 |
14,7 |
13,3 |
12,2 |
|
|
47 |
5,0 |
20,2 |
2 |
— |
23,1 |
20,6 |
18,7 |
17,1 |
15,8 |
|
|
48 |
6,0 |
29,0 |
2 |
— |
26,3 |
23,0 |
21,7 |
20,0 |
18,5 |
|
|
49 |
7,0 |
36,4 |
2 |
— |
— |
26,7 |
24,6 |
22,8 |
21,3 |
|
|
50 |
8,0 |
44,2 |
2 |
— |
— |
32,1 |
29,5 |
27,3 |
25,4 |
|
|
51 |
С25
|
6,0 |
10,7 |
1 |
— |
10,3 |
9,4 |
8,6 |
7,9 |
7,4 |
|
52 |
7,0 |
13,7 |
1 |
— |
— |
10,6 |
9,8 |
9,2 |
8,6 |
|
|
53 |
8,0 |
16,8 |
1 |
— |
— |
12,8 |
11,8 |
11,0 |
10,2 |
|
|
54 |
9,0 |
20,2 |
1 |
— |
— |
13,9 |
12,9 |
12,0 |
11,3 |
|
|
55 |
10,0 |
23,9 |
2 |
— |
— |
16,8 |
15,7 |
14,6 |
13,8 |
|
|
56 |
12,0 |
31,7 |
2 |
— |
— |
20,1 |
18,8 |
17,6 |
16,6 |
|
|
57 |
14,0 |
40,3 |
2 |
— |
— |
25,0 |
23,3 |
21,9 |
20,6 |
|
|
58 |
16,0 |
49,7 |
2 |
— |
— |
30,4 |
28,3 |
26,4 |
24,9 |
|
|
59 |
18,0 |
59,7 |
2 |
— |
— |
36,0 |
33,5 |
31,4 |
29,5 |
|
|
60 |
20,0 |
70,3 |
3 |
— |
— |
42,8 |
39,8 |
37,3 |
35,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |


Швы угловых соединений У4, У6, У9 |
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 57 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У4
|
1,0 |
2,1 |
1 |
6,8 |
5,6 |
4,7 |
4,1 |
— |
— |
|
2 |
1,5 |
2,2 |
1 |
6,4 |
5,0, |
4,3 |
3,9 |
— |
— |
|
|
3 |
2,0 |
2,4 |
1 |
6,6 |
5,2 |
4,5 |
4,0 |
— |
— |
|
|
4 |
2,5 |
4,5 |
1 |
10,6 |
7,2 |
6,3 |
5,6 |
5,1 |
— |
|
|
5 |
3,0 |
4,8 |
1 |
11,3 |
7,7 |
6,7 |
6,0 |
5,4 |
— |
|
|
6 |
4,0 |
5,4 |
1 |
— |
7,4 |
6,6 |
6,0 |
5,5 |
5,1 |
|
|
7 |
У6
|
3,0 |
9,0 |
1 |
19,9 |
13,2 |
11,4 |
10,0 |
9,0 |
— |
|
8 |
4,0 |
14,8 |
1 |
— |
17,8 |
15,6 |
13,9 |
12,6 |
11,6 |
|
|
9 |
5,0 |
21,7 |
2 |
— |
23,0 |
20,5 |
18,6 |
17,1 |
15,8 |
|
|
10 |
6,0 |
29,7 |
2 |
— |
27,2 |
24,6 |
22,5 |
20,7 |
19,2 |
|
|
11 |
7,0 |
38,6 |
2 |
— |
— |
28,6 |
26,3 |
24,4 |
22,8 |
|
|
12 |
8,0 |
48,6 |
3 |
— |
— |
36,2 |
33,3 |
30,9 |
28,9 |
|
|
13 |
9,0 |
59,5 |
3 |
— |
— |
40,1 |
37,1 |
34,6 |
32,4 |
|
|
14 |
10,0 |
71,3 |
4 |
— |
— |
48,2 |
44,6 |
41,6 |
39,0 |
|
|
15 |
У9
|
3,0 |
10,1 |
1 |
22,1 |
14,6 |
12,6 |
11,1 |
10,0 |
— |
|
16 |
4,0 |
16,3 |
1 |
— |
19,4 |
17,0 |
15,2 |
13,7 |
12,6 |
|
|
17 |
5,0 |
23,5 |
2 |
— |
24,7 |
22,0 |
20,0 |
18,3 |
16,9 |
|
|
18 |
6,0 |
31,7 |
2 |
— |
28,9 |
26,1 |
23,9 |
22,0 |
20,4 |
|
|
19 |
7,0 |
40,9 |
2 |
— |
— |
30,1 |
27,7 |
25,7 |
24,0 |
|
|
20 |
8,0 |
50,9 |
3 |
— |
— |
37,8 |
34,8 |
32,2 |
30,1 |
|
|
21 |
9,0 |
61,9 |
3 |
— |
— |
41,5 |
38,5 |
35,8 |
33,6 |
|
|
22 |
10,0 |
73,6 |
4 |
— |
— |
49,6 |
45,9 |
42,8 |
40,1 |
|
|
23 |
12,0 |
99,3 |
3 |
— |
— |
59,8 |
55,6 |
52,0 |
48,8 |
|
|
24 |
14,0 |
128,0 |
4 |
— |
— |
76,9 |
71,5 |
66,9 |
62,8 |
|
|
25 |
16,0 |
159,4 |
5 |
— |
— |
95,7 |
88,9 |
83,1 |
78,1 |
|
|
26 |
18,0 |
193,5 |
6 |
— |
— |
115,9 |
107,7 |
100,7 |
94,6 |
|
|
27 |
20,0 |
247,9 |
8 |
— |
— |
148,5 |
138,0 |
129,0 |
121,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |



Швы нахлесточных и угловых соединений Н1, Н3, Н4,
|
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 58 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
2,0 |
4,5 |
1 |
11,2 |
8,4 |
7,1 |
6,2 |
— |
— |
|
2 |
2,5 |
6,6 |
1 |
14,8 |
9,8 |
8,5 |
7,5 |
6,8 |
— |
|
|
3 |
Н3
|
3,0 |
9,1 |
1 |
19,7 |
13,0 |
11,2 |
9,8 |
8,8 |
— |
|
4 |
4,0 |
14,8 |
1 |
— |
17,5 |
15,3 |
13,7 |
12,3 |
11,3 |
|
|
5 |
5,0 |
21,6 |
2 |
— |
22,4 |
20,0 |
18,1 |
16,6 |
15,3 |
|
|
6 |
Н4
|
6,0 |
29,4 |
2 |
— |
26,6 |
24,0 |
21,9 |
20,1 |
18,7 |
|
7 |
7,0 |
38,1 |
2 |
— |
— |
27,8 |
25,6 |
23,7 |
22,1 |
|
|
8 |
8,0 |
47,8 |
3 |
— |
— |
35,1 |
32,3 |
29,9 |
27,9 |
|
|
9 |
9,0 |
58,4 |
3 |
— |
— |
38,8 |
35,9 |
33,4 |
31,3 |
|
|
10 |
У7 |
10,0 |
69,8 |
3 |
— |
— |
45,9 |
42,4 |
39,5 |
36,9 |
|
11 |
|
12,0 |
95,0 |
3 |
— |
— |
56,8 |
52,8 |
49,3 |
46,3 |
|
12 |
14,0 |
123,3 |
4 |
— |
— |
73,6 |
68,4 |
63,9 |
60,0 |
|
|
13 |
У23
|
16,0 |
154,6 |
5 |
— |
— |
92,1 |
85,6 |
79,9 |
75,0 |
|
14 |
18,0 |
188,7 |
6 |
— |
— |
112,2 |
104,2 |
97,3 |
91,4 |
|
|
15 |
20,0 |
225,5 |
7 |
— |
— |
133,8 |
124,3 |
116,1 |
109,0 |
|
|
16 |
22,0 |
287,6 |
9 |
— |
— |
170,6 |
158,4 |
147,9 |
138,8 |
|
|
17 |
24,0 |
337,9 |
10 |
— |
— |
199,9 |
185,6 |
173,3 |
162,6 |
|
|
18 |
26,0 |
391,8 |
12 |
— |
— |
231,9 |
215,4 |
201,1 |
188,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |


Швы стыковых соединений С4, С18, С19, С57, С60 |
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 59 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С4
|
2,0 |
4,7 |
1 |
11,6 |
8,7 |
7,3 |
6,4 |
— |
— |
|
2 |
2,5 |
10,2 |
1 |
22,0 |
14,4 |
12,4 |
10,9 |
9,7 |
— |
|
|
3 |
3,0 |
11,1 |
1 |
23,7 |
15,5 |
13,3 |
11,7 |
10,4 |
— |
|
|
4 |
4,0 |
21,7 |
2 |
— |
24,9 |
22,2 |
20,0 |
18,1 |
16,6 |
|
|
5 |
5,0 |
24,3 |
2 |
— |
25,7 |
22,5 |
20,1 |
18,3 |
16,9 |
|
|
6 |
С18
|
4,0 |
29,6 |
2 |
— |
34,4 |
30,1 |
26,8 |
24,2 |
22,1 |
|
7 |
5,0 |
37,3 |
2 |
— |
37,5 |
33,3 |
30,0 |
27,3 |
25,1 |
|
|
8 |
С19
|
4,0 |
37,6 |
2 |
— |
43,3 |
37,6 |
33,6 |
30,2 |
27,5 |
|
9 |
5,0 |
46,7 |
3 |
— |
47,1 |
41,9 |
37,7 |
34,4 |
31,6 |
|
|
10 |
С57
|
2,0 |
5,6 |
1 |
13,6 |
10,2 |
8,6 |
7,4 |
— |
— |
|
11 |
2,5 |
13,7 |
1 |
29,2 |
19,0 |
16,3 |
14,3 |
12,7 |
— |
|
|
12 |
3,0 |
15,0 |
1 |
31,8 |
20,7 |
17,7 |
15,5 |
13,8 |
— |
|
|
13 |
4,0 |
27,1 |
2 |
— |
31,0 |
27,6 |
24,7 |
22,3 |
20,4 |
|
|
14 |
5,0 |
30,6 |
2 |
— |
31,7 |
27,8 |
24,9 |
22,7 |
20,9 |
|
|
15 |
С60
|
2,0 |
9,6 |
1 |
22,4 |
14,8 |
12,7 |
11,1 |
— |
— |
|
16 |
2,5 |
10,4 |
1 |
22,5 |
15,7 |
13,4 |
11,8 |
10,0 |
— |
|
|
17 |
3,0 |
11,1 |
1 |
23,9 |
16,5 |
13,7 |
11,8 |
10,6 |
— |
|
|
18 |
4,0 |
18,5 |
1 |
— |
21,6 |
18,9 |
16,8 |
15,2 |
13,9 |
|
|
19 |
5,0 |
21,0 |
1 |
— |
21,3 |
18,9 |
17,1 |
15,6 |
14,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы угловых соединений У7, У16, У17, У18 |
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 60 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У7
|
2,0 |
8,3 |
1 |
19,8 |
14,7 |
12,3 |
10,6 |
— |
— |
|
2 |
2,5 |
12,3 |
1 |
26,7 |
17,5 |
15,0 |
13,2 |
11,8 |
— |
|
|
3 |
3,0 |
17,1 |
1 |
36,3 |
23,6 |
20,2 |
17,7 |
15,8 |
— |
|
|
4 |
4,0 |
28,4 |
2 |
— |
33,5 |
29,3 |
26,1 |
23,6 |
21,6 |
|
|
5 |
5,0 |
42,1 |
2 |
— |
42,4 |
37,7 |
33,9 |
30,9 |
28,4 |
|
|
6 |
6,0 |
58,2 |
3 |
— |
51,9 |
46,8 |
42,6 |
39,2 |
36,3 |
|
|
7 |
7,0 |
76,4 |
4 |
— |
— |
55,8 |
51,3 |
47,5 |
44,3 |
|
|
8 |
У16
|
2,0 |
7,0 |
1 |
16,9 |
12,5 |
10,5 |
9,1 |
— |
— |
|
9 |
2,5 |
9,7 |
1 |
21,1 |
13,9 |
12,0 |
10,6 |
9,5 |
— |
|
|
10 |
3,0 |
12,6 |
1 |
27,0 |
17,7 |
15,2 |
13,3 |
11,9 |
— |
|
|
11 |
4,0 |
18,9 |
1 |
— |
22,2 |
19,4 |
17,3 |
15,6 |
14,3 |
|
|
12 |
5,0 |
26,0 |
2 |
— |
26,9 |
24,0 |
21,7 |
19,8 |
18,3 |
|
|
13 |
6,0 |
33,7 |
2 |
— |
30,4 |
27,5 |
25,1 |
23,1 |
21,4 |
|
|
14 |
7,0 |
42,0 |
2 |
— |
— |
30,7 |
28,2 |
26,2 |
24,4 |
|
|
15 |
У17
|
2,5 |
11,7 |
1 |
25,3 |
16,6 |
14,3 |
12,5 |
11,2 |
— |
|
16 |
3,0 |
16,9 |
1 |
35,8 |
23,3 |
19,9 |
17,4 |
15,5 |
— |
|
|
17 |
4,0 |
20,9 |
2 |
— |
34,9 |
30,6 |
27,2 |
24,6 |
22,4 |
|
|
18 |
5,0 |
46,6 |
3 |
— |
47,1 |
41,9 |
37,8 |
34,5 |
31,7 |
|
|
19 |
У18
|
2,0 |
9,2 |
1 |
21,6 |
16,0 |
13,3 |
11,5 |
— |
— |
|
20 |
2,5 |
12,6 |
1 |
27,1 |
17,8 |
15,2 |
13,4 |
12,0 |
— |
|
|
21 |
3,0 |
16,4 |
1 |
34,7 |
22,6 |
19,3 |
16,9 |
15,1 |
— |
|
|
22 |
4,0 |
24,7 |
2 |
— |
29,2 |
25,6 |
22,8 |
20,6 |
18,9 |
|
|
23 |
5,0 |
33,9 |
2 |
— |
34,3 |
30,5 |
27,5 |
25,1 |
23,1 |
|
|
24 |
6,0 |
43,9 |
2 |
— |
38,9 |
35,1 |
31,9 |
29,3 |
27,2 |
|
|
25 |
7,0 |
54,6 |
3 |
— |
— |
40,0 |
36,8 |
34,1 |
31,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

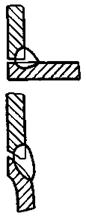
Швы нахлесточных и угловых соединений Н1, Н3, Н4,
|
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 61 |
||||||||||
|
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Н1
|
2,0 |
5,0 |
1 |
12,2 |
9,1 |
7,7 |
6,7 |
— |
— |
|
2 |
Н3
|
2,5 |
7,0 |
1 |
15,6 |
10,4 |
8,9 |
7,9 |
7,1 |
— |
|
3 |
Н4
|
3,0 |
9,3 |
1 |
20,3 |
13,3 |
11,5 |
10,1 |
9,0 |
— |
|
У7
|
4,0 |
14,6 |
1 |
— |
17,3 |
15,1 |
13,5 |
12,2 |
11,2 |
|
|
5 |
У23
|
5,0 |
20,6 |
1 |
— |
20,9 |
18,5 |
16,7 |
15,3 |
14,0 |
|
6 |
6,0 |
27,3 |
2 |
— |
24,9 |
22,4 |
20,5 |
18,9 |
17,5 |
|
|
7 |
7,0 |
34,7 |
2 |
— |
— |
25,5 |
23,5 |
21,8 |
20,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |


Швы стыковых соединений С2, С4, С5, С6, С7, С8,
|
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 62 |
||||||||||
|
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,6 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С2
|
1,0 |
5,0 |
1 |
11,3 |
9,3 |
7,3 |
— |
— |
— |
|
2 |
1,5 |
10,1 |
1 |
18,1 |
14,7 |
11,5 |
9,5 |
— |
— |
|
|
3 |
2,0 |
10,5 |
1 |
18,7 |
15,3 |
11,9 |
9,8 |
— |
— |
|
|
4 |
2,5 |
11,0 |
1 |
18,6 |
15,1 |
11,8 |
9,7 |
8,3 |
— |
|
|
5 |
3,0 |
11,4 |
1 |
19,3 |
15,6 |
12,2 |
10,0 |
8,6 |
— |
|
|
6 |
4,0 |
12,0 |
1 |
20,3 |
16,4 |
12,8 |
10,5 |
9,0 |
— |
|
|
7 |
5,0 |
18,7 |
1 |
— |
23,7 |
18,4 |
15,1 |
12,8 |
11,2 |
|
|
8 |
6,0 |
19,7 |
1 |
— |
24,9 |
19,4 |
15,9 |
13,5 |
11,8 |
|
|
9 |
С4
|
1,0 |
4,5 |
1 |
9,0 |
7,4 |
5,9 |
— |
— |
— |
|
10 |
1,5 |
5,7 |
1 |
10,6 |
8,7 |
6,9 |
5,8 |
— |
— |
|
|
11 |
2,0 |
6,7 |
1 |
12,2 |
10,0 |
7,9 |
6,6 |
— |
— |
|
|
12 |
2,5 |
11,8 |
1 |
19,9 |
16,1 |
12,5 |
10,3 |
8,8 |
— |
|
|
13 |
3,0 |
12,1 |
1 |
20,4 |
16,5 |
12,9 |
10,6 |
9,1 |
— |
|
|
14 |
4,0 |
12,7 |
1 |
21,3 |
17,0 |
13,4 |
11,0 |
9,4 |
— |
|
|
15 |
5,0 |
13,1 |
1 |
— |
16,9 |
13,3 |
10,9 |
9,3 |
8,2 |
|
|
16 |
6,0 |
13,5 |
1 |
— |
17,4 |
13,6 |
11,2 |
9,6 |
8,4 |
|
|
17 |
С5
|
1,0 |
3,7 |
1 |
7,7 |
7,3 |
5,1 |
— |
— |
— |
|
18 |
1,5 |
4,4 |
1 |
8,5 |
7,0 |
5,6 |
4,7 |
— |
— |
|
|
19 |
2,0 |
5,0 |
1 |
9,4 |
7,8 |
6,2 |
5,2 |
— |
— |
|
|
20 |
2,5 |
10,3 |
1 |
17,4 |
14,1 |
11,1 |
9,1 |
7,8 |
— |
|
|
21 |
3,0 |
10,6 |
1 |
18,0 |
14,6 |
11,4 |
9,4 |
8,1 |
— |
|
|
22 |
4,0 |
11,2 |
1 |
18,9 |
15,3 |
11,9 |
9,8 |
8,4 |
— |
|
|
23 |
5,0 |
11,6 |
1 |
— |
15,1 |
11,8 |
9,8 |
8,4 |
7,3 |
|
|
24 |
6,0 |
12,0 |
1 |
— |
15,6 |
12,2 |
10,1 |
8,6 |
7,5 |
|
|
25 |
С6
|
1,0 |
3,8 |
1 |
7,7 |
6,4 |
5,1 |
— |
— |
— |
|
26 |
1,5 |
4,5 |
1 |
8,6 |
7,2 |
5,7 |
4,8 |
— |
— |
|
|
27 |
2,0 |
5,1 |
1 |
9,7 |
8,0 |
6,3 |
5,3 |
— |
— |
|
|
28 |
2,5 |
10,4 |
1 |
17,6 |
14,3 |
11,1 |
9,2 |
7,9 |
— |
|
|
29 |
3,0 |
10,7 |
1 |
18,1 |
14,7 |
11,5 |
9,5 |
8,1 |
— |
|
|
30 |
4,0 |
11,2 |
1 |
19,0 |
15,4 |
12,0 |
9,9 |
8,5 |
— |
|
|
31 |
5,0 |
11,7 |
1 |
— |
15,2 |
11,9 |
9,8 |
8,4 |
7,4 |
|
|
32 |
6,0 |
12,1 |
1 |
— |
15,7 |
12,3 |
10,1 |
8,7 |
7,6 |
|
|
33 |
С7
|
3,0 |
5,6 |
1 |
9,9 |
8,1 |
6,5 |
5,4 |
4,7 |
— |
|
34 |
4,0 |
6,7 |
1 |
11,7 |
9,5 |
7,5 |
6,3 |
5,4 |
— |
|
|
35 |
5,0 |
7,7 |
1 |
— |
10,3 |
8,2 |
6,8 |
5,9 |
5,2 |
|
|
36 |
6,0 |
8,6 |
1 |
— |
11,5 |
9,0 |
7,5 |
6,5 |
5,7 |
|
|
37 |
С8
|
3,0 |
8,3 |
1 |
14,4 |
11,7 |
9,2 |
7,7 |
6,6 |
— |
|
38 |
4,0 |
14,0 |
1 |
23,4 |
19,0 |
14,7 |
12,1 |
10,4 |
— |
|
|
39 |
5,0 |
20,9 |
1 |
— |
26,4 |
20,6 |
16,9 |
14,3 |
12,5 |
|
|
40 |
6,0 |
29,0 |
2 |
— |
36,9 |
28,7 |
23,6 |
20,1 |
17,5 |
|
|
41 |
7,0 |
38,3 |
2 |
— |
46,2 |
35,7 |
29,2 |
24,8 |
21,6 |
|
|
42 |
8,0 |
48,6 |
2 |
— |
58,2 |
44,9 |
36,7 |
31,1 |
27,0 |
|
|
43 |
9,0 |
60,1 |
2 |
— |
— |
52,9 |
43,1 |
36,5 |
31,7 |
|
|
44 |
10,0 |
72,7 |
3 |
— |
— |
64,2 |
52,4 |
44,3 |
38,5 |
|
|
45 |
С9
|
3,0 |
10,3 |
1 |
17,6 |
14,3 |
11,2 |
9,3 |
7,9 |
— |
|
46 |
4,0 |
16,3 |
1 |
27,2 |
22,0 |
17,1 |
14,0 |
11,9 |
— |
|
|
47 |
5,0 |
23,3 |
1 |
— |
29,3 |
22,8 |
18,7 |
15,8 |
13,8 |
|
|
48 |
6,0 |
31,1 |
2 |
— |
39,4 |
30,7 |
25,2 |
21,4 |
18,7 |
|
|
49 |
7,0 |
39,7 |
2 |
— |
47,8 |
37,0 |
30,2 |
25,7 |
22,3 |
|
|
50 |
8,0 |
52,2 |
2 |
— |
62,4 |
48,1 |
39,2 |
33,2 |
28,9 |
|
|
51 |
9,0 |
63,8 |
2 |
— |
— |
56,1 |
45,7 |
38,6 |
33,5 |
|
|
52 |
10,0 |
76,4 |
3 |
— |
— |
67,3 |
54,9 |
46,5 |
40,4 |
|
|
53 |
С10
|
3,0 |
8,3 |
1 |
14,4 |
11,7 |
9,2 |
7,7 |
6,6 |
— |
|
54 |
4,0 |
14,0 |
1 |
23,4 |
19,0 |
14,7 |
12,1 |
10,4 |
— |
|
|
55 |
5,0 |
20,9 |
1 |
— |
26,4 |
20,6 |
16,9 |
14,3 |
12,5 |
|
|
56 |
6,0 |
29,0 |
2 |
— |
36,9 |
28,7 |
23,6 |
20,1 |
17,5 |
|
|
57 |
7,0 |
38,3 |
2 |
— |
46,2 |
35,7 |
29,2 |
24,8 |
21,6 |
|
|
58 |
8,0 |
48,6 |
2 |
— |
58,2 |
44,9 |
36,7 |
31,1 |
27,0 |
|
|
59 |
9,0 |
60,1 |
2 |
— |
— |
52,9 |
43,1 |
36,5 |
31,7 |
|
|
60 |
10,0 |
72,7 |
3 |
— |
— |
64,2 |
52,4 |
44,3 |
38,5 |
|
|
61 |
С11
|
3,0 |
14,5 |
1 |
24,3 |
19,6 |
15,3 |
12,5 |
10,7 |
— |
|
62 |
4,0 |
22,5 |
1 |
37,1 |
29,9 |
23,1 |
18,9 |
16,1 |
— |
|
|
63 |
5,0 |
31,7 |
2 |
— |
40,2 |
31,3 |
25,6 |
21,8 |
19,0 |
|
|
64 |
6,0 |
41,9 |
2 |
— |
52,6 |
40,8 |
33,4 |
28,3 |
24,6 |
|
|
65 |
7,0 |
53,1 |
2 |
— |
63,4 |
48,9 |
39,9 |
33,8 |
29,3 |
|
|
66 |
8,0 |
65,2 |
2 |
— |
77,5 |
59,6 |
48,6 |
41,1 |
35,6 |
|
|
67 |
9,0 |
78,1 |
3 |
— |
— |
68,8 |
56,1 |
47,5 |
41,2 |
|
|
68 |
10,0 |
91,8 |
3 |
— |
— |
80,5 |
65,6 |
55,4 |
48,1 |
|
|
69 |
С12
|
3,0 |
8,3 |
1 |
14,4 |
11,7 |
9,2 |
7,7 |
6,6 |
— |
|
70 |
4,0 |
14,0 |
1 |
23,5 |
19,0 |
14,8 |
12,2 |
10,2 |
— |
|
|
71 |
5,0 |
20,9 |
1 |
— |
26,5 |
20,6 |
16,9 |
14,4 |
12,5 |
|
|
72 |
6,0 |
29,1 |
2 |
— |
37,0 |
28,9 |
23,7 |
20,1 |
17,6 |
|
|
73 |
7,0 |
38,4 |
2 |
— |
46,4 |
35,8 |
29,3 |
24,9 |
21,7 |
|
|
74 |
8,0 |
48,9 |
2 |
— |
58,6 |
45,2 |
36,9 |
31,2 |
27,2 |
|
|
75 |
9,0 |
60,5 |
2 |
— |
— |
53,3 |
43,4 |
36,7 |
31,9 |
|
|
76 |
10,0 |
73,2 |
3 |
— |
— |
64,7 |
52,8 |
44,7 |
38,8 |
|
|
77 |
С15
|
6,0 |
10,8 |
1 |
— |
14,2 |
11,2 |
9,3 |
7,9 |
7,0 |
|
78 |
7,0 |
13,8 |
1 |
— |
17,2 |
13,4 |
11,0 |
9,4 |
8,3 |
|
|
79 |
8,0 |
17,1 |
1 |
— |
21,0 |
16,3 |
13,4 |
11,4 |
10,0 |
|
|
80 |
9,0 |
20,0 |
1 |
— |
— |
18,7 |
15,3 |
13,0 |
11,4 |
|
|
81 |
10,0 |
24,4 |
1 |
— |
— |
21,9 |
17,9 |
15,2 |
13,3 |
|
|
82 |
12,0 |
32,6 |
1 |
— |
— |
— |
21,0 |
17,9 |
15,6 |
|
|
83 |
14,0 |
41,6 |
1 |
— |
— |
— |
26,6 |
22,5 |
19,6 |
|
|
84 |
16,0 |
51,5 |
1 |
— |
— |
— |
32,6 |
27,5 |
23,9 |
|
|
85 |
18,0 |
62,1 |
2 |
— |
— |
— |
39,6 |
33,5 |
29,1 |
|
|
86 |
20,0 |
73,4 |
2 |
— |
— |
— |
46,5 |
39,3 |
34,1 |
|
|
87 |
С17
|
3,0 |
8,9 |
1 |
15,4 |
12,5 |
9,8 |
8,1 |
7,0 |
— |
|
88 |
4,0 |
14,3 |
1 |
24,0 |
19,4 |
15,1 |
12,4 |
10,6 |
— |
|
|
89 |
5,0 |
20,7 |
1 |
— |
26,2 |
20,4 |
16,7 |
14,2 |
12,4 |
|
|
90 |
6,0 |
27,9 |
1 |
— |
35,0 |
27,2 |
22,2 |
18,8 |
16,4 |
|
|
91 |
7,0 |
36,0 |
2 |
— |
43,5 |
33,7 |
27,6 |
23,4 |
20,4 |
|
|
92 |
8,0 |
44,9 |
2 |
— |
53,8 |
41,6 |
33,9 |
28,8 |
25,0 |
|
|
93 |
9,0 |
54,5 |
2 |
— |
— |
48,1 |
39,2 |
33,2 |
28,9 |
|
|
94 |
10,0 |
64,8 |
2 |
— |
— |
56,9 |
46,3 |
39,2 |
34,0 |
|
|
95 |
С18
|
3,0 |
11,0 |
1 |
18,6 |
15,1 |
11,8 |
9,8 |
8,4 |
— |
|
96 |
4,0 |
17,0 |
1 |
28,3 |
22,8 |
17,7 |
14,5 |
12,4 |
— |
|
|
97 |
5,0 |
23,9 |
1 |
— |
30,1 |
23,4 |
19,1 |
16,2 |
14,1 |
|
|
98 |
6,0 |
31,5 |
2 |
— |
39,9 |
31,1 |
25,5 |
21,7 |
18,9 |
|
|
99 |
7,0 |
39,9 |
2 |
— |
48,1 |
37,1 |
30,4 |
25,8 |
22,4 |
|
|
100 |
8,0 |
48,9 |
2 |
— |
58,5 |
45,1 |
36,9 |
31,2 |
27,1 |
|
|
101 |
9,0 |
58,5 |
2 |
— |
— |
51,5 |
42,0 |
35,5 |
30,9 |
|
|
102 |
10,0 |
68,7 |
3 |
— |
— |
60,8 |
49,6 |
42,0 |
36,5 |
|
|
103 |
С19
|
3,0 |
8,4 |
1 |
14,5 |
11,8 |
9,3 |
7,7 |
6,7 |
— |
|
104 |
4,0 |
13,8 |
1 |
23,2 |
18,0 |
14,6 |
12,0 |
10,3 |
— |
|
|
105 |
5,0 |
20,4 |
1 |
— |
25,8 |
20,1 |
16,5 |
14,0 |
12,2 |
|
|
106 |
6,0 |
27,9 |
1 |
— |
35,0 |
27,2 |
22,2 |
18,8 |
16,3 |
|
|
107 |
7,0 |
36,5 |
2 |
— |
44,1 |
34,1 |
27,9 |
23,7 |
20,7 |
|
|
108 |
8,0 |
45,9 |
2 |
— |
55,1 |
42,5 |
34,7 |
29,4 |
25,6 |
|
|
109 |
9,0 |
56,3 |
2 |
— |
— |
49,7 |
40,5 |
34,3 |
29,8 |
|
|
110 |
10,0 |
67,6 |
2 |
— |
— |
59,3 |
48,3 |
40,8 |
35,4 |
|
|
111 |
С20
|
3,0 |
10,0 |
1 |
17,1 |
13,9 |
10,9 |
9,0 |
7,7 |
— |
|
112 |
4,0 |
16,1 |
1 |
26,9 |
21,7 |
16,9 |
13,9 |
11,8 |
— |
|
|
113 |
5,0 |
23,3 |
1 |
— |
29,4 |
22,9 |
18,7 |
15,9 |
13,8 |
|
|
114 |
6,0 |
31,5 |
2 |
— |
39,9 |
31,1 |
25,5 |
21,7 |
18,9 |
|
|
115 |
7,0 |
40,7 |
2 |
— |
49,0 |
37,8 |
30,9 |
26,3 |
22,9 |
|
|
116 |
8,0 |
50,7 |
2 |
— |
60,7 |
46,8 |
38,2 |
32,3 |
28,1 |
|
|
117 |
9,0 |
61,6 |
2 |
— |
— |
54,2 |
44,2 |
37,4 |
32,4 |
|
|
118 |
10,0 |
73,4 |
3 |
— |
— |
64,8 |
52,8 |
44,7 |
38,9 |
|
|
119 |
С21
|
3,0 |
8,4 |
1 |
14,6 |
11,9 |
9,3 |
7,7 |
6,7 |
— |
|
120 |
4,0 |
13,8 |
1 |
23,3 |
18,8 |
14,6 |
12,0 |
10,3 |
— |
|
|
121 |
5,0 |
20,4 |
1 |
— |
25,8 |
20,1 |
16,5 |
14,0 |
12,2 |
|
|
122 |
6,0 |
27,9 |
1 |
— |
35,0 |
27,2 |
22,2 |
18,8 |
16,3 |
|
|
123 |
7,0 |
36,4 |
2 |
— |
44,0 |
34,1 |
27,9 |
23,7 |
20,6 |
|
|
124 |
8,0 |
45,9 |
2 |
— |
55,0 |
42,5 |
34,7 |
29,4 |
25,6 |
|
|
125 |
9,0 |
56,3 |
2 |
— |
— |
49,6 |
40,5 |
34,2 |
29,7 |
|
|
126 |
10,0 |
67,5 |
2 |
— |
— |
59,2 |
48,2 |
40,7 |
35,3 |
|
|
127 |
С22
|
4,0 |
13,0 |
1 |
22,0 |
17,8 |
13,8 |
11,4 |
9,7 |
— |
|
128 |
5,0 |
18,8 |
1 |
— |
23,9 |
18,6 |
15,3 |
13,0 |
11,4 |
|
|
129 |
6,0 |
25,3 |
1 |
— |
31,8 |
24,7 |
20,2 |
17,1 |
14,9 |
|
|
130 |
7,0 |
32,6 |
2 |
— |
39,6 |
30,7 |
25,1 |
21,4 |
18,7 |
|
|
131 |
8,0 |
40,6 |
2 |
— |
48,9 |
37,7 |
30,9 |
26,2 |
22,8 |
|
|
132 |
9,0 |
49,2 |
2 |
— |
— |
43,6 |
35,6 |
30,2 |
26,2 |
|
|
133 |
10,0 |
58,5 |
2 |
— |
— |
51,5 |
42,0 |
35,5 |
30,8 |
|
|
134 |
12,0 |
78,8 |
2 |
— |
— |
— |
49,8 |
42,1 |
36,5 |
|
|
135 |
14,0 |
101,4 |
2 |
— |
— |
— |
63,5 |
53,7 |
46,5 |
|
|
136 |
16,0 |
126,2 |
3 |
— |
— |
— |
79,2 |
66,9 |
58,0 |
|
|
137 |
18,0 |
153,0 |
4 |
— |
— |
— |
96,1 |
81,2 |
70,4 |
|
|
138 |
20,0 |
181,8 |
4 |
— |
— |
— |
113,7 |
95,9 |
83,1 |
|
|
139 |
С25
|
6,0 |
10,7 |
1 |
— |
14,1 |
11,1 |
9,2 |
7,9 |
7,8 |
|
140 |
7,0 |
13,7 |
1 |
— |
17,0 |
13,2 |
10,9 |
9,3 |
8,2 |
|
|
141 |
8,0 |
16,8 |
1 |
— |
20,7 |
16,1 |
13,2 |
11,3 |
9,9 |
|
|
142 |
9,0 |
20,2 |
1 |
— |
— |
18,4 |
15,0 |
12,8 |
11,2 |
|
|
143 |
10,0 |
23,9 |
1 |
— |
— |
21,4 |
17,6 |
14,9 |
13,0 |
|
|
144 |
12,0 |
31,7 |
1 |
— |
— |
— |
20,5 |
17,4 |
15,2 |
|
|
145 |
14,0 |
40,3 |
1 |
— |
— |
— |
25,8 |
21,8 |
19,0 |
|
|
146 |
16,0 |
49,7 |
1 |
— |
— |
— |
31,4 |
26,6 |
23,1 |
|
|
147 |
18,0 |
59,7 |
2 |
— |
— |
— |
38,1 |
32,3 |
28,1 |
|
|
148 |
20,0 |
70,3 |
2 |
— |
— |
— |
44,6 |
37,7 |
32,8 |
|
|
149 |
С28
|
1,0 |
6,6 |
1 |
12,7 |
10,4 |
8,2 |
— |
— |
— |
|
150 |
1,5 |
8,7 |
1 |
15,6 |
12,8 |
10,0 |
8,3 |
— |
— |
|
|
151 |
2,0 |
10,6 |
1 |
18,8 |
15,3 |
12,0 |
9,9 |
— |
— |
|
|
152 |
2,5 |
17,7 |
1 |
29,3 |
23,6 |
18,3 |
15,0 |
12,8 |
— |
|
|
153 |
3,0 |
20,3 |
1 |
33,5 |
27,0 |
20,9 |
17,1 |
14,5 |
— |
|
|
154 |
4,0 |
25,3 |
1 |
41,4 |
33,3 |
25,7 |
21,0 |
17,8 |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |




Швы стыковых соединений С12, С21 |
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 63 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,6 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
С12
|
3,0 |
3,4 |
1 |
6,5 |
5,4 |
4,4 |
3,7 |
3,3 |
— |
|
2 |
4,0 |
3,4 |
1 |
6,5 |
5,4 |
4,4 |
3,7 |
3,3 |
— |
|
|
3 |
5,0 |
9,0 |
1 |
— |
11,5 |
8,7 |
7,3 |
6,3 |
5,6 |
|
|
4 |
6,0 |
9,0 |
1 |
— |
11,5 |
8,7 |
7,3 |
6,3 |
5,6 |
|
|
5 |
7,0 |
9,0 |
1 |
— |
12,0 |
9,1 |
7,5 |
6,5 |
5,7 |
|
|
6 |
8,0 |
9,0 |
1 |
— |
12,0 |
9,1 |
7,5 |
6,5 |
5,7 |
|
|
7 |
9,0 |
9,0 |
1 |
— |
— |
9,5 |
7,9 |
6,8 |
6,0 |
|
|
8 |
10,0 |
9,0 |
1 |
— |
— |
9,5 |
7,9 |
6,8 |
6,0 |
|
|
9 |
С21
|
3,0 |
3,4 |
1 |
6,5 |
5,4 |
4,4 |
3,7 |
3,3 |
— |
|
10 |
4,0 |
3,4 |
1 |
6,5 |
5,4 |
4,4 |
3,7 |
3,3 |
— |
|
|
11 |
5,0 |
9,0 |
1 |
— |
11,5 |
8,7 |
7,3 |
6,3 |
5,6 |
|
|
12 |
6,0 |
9,0 |
1 |
— |
11,5 |
8,7 |
7,3 |
6,3 |
5,6 |
|
|
13 |
7,0 |
9,0 |
1 |
— |
12,0 |
9,1 |
7,5 |
6,5 |
5,7 |
|
|
14 |
8,0 |
9,0 |
1 |
— |
12,0 |
9,1 |
7,5 |
6,5 |
5,7 |
|
|
15 |
9,0 |
9,0 |
1 |
— |
— |
9,5 |
7,9 |
6,8 |
6,0 |
|
|
16 |
10,0 |
9,0 |
1 |
— |
— |
9,5 |
7,9 |
6,8 |
6,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы тавровых соединений Т6, Т7, Т8 |
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 64 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,6 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
Т6
|
3,0 |
8,1 |
1 |
14,2 |
11,6 |
9,2 |
7,7 |
6,6 |
— |
|
2 |
4,0 |
11,7 |
1 |
20,0 |
16,2 |
12,7 |
10,5 |
9,0 |
— |
|
|
3 |
5,0 |
22,7 |
1 |
— |
28,9 |
22,5 |
18,5 |
15,7 |
13,7 |
|
|
4 |
6,0 |
29,2 |
2 |
— |
37,3 |
29,2 |
24,0 |
20,4 |
17,9 |
|
|
5 |
7,0 |
49,6 |
2 |
— |
59,6 |
46,0 |
37,6 |
31,9 |
27,7 |
|
|
6 |
8,0 |
59,7 |
2 |
— |
71,4 |
55,0 |
44,9 |
38,0 |
33,0 |
|
|
7 |
9,0 |
70,4 |
3 |
— |
— |
62,6 |
51,1 |
43,4 |
37,7 |
|
|
8 |
10,0 |
81,6 |
3 |
— |
— |
72,1 |
58,8 |
49,8 |
43,3 |
|
|
9 |
Т7
|
3,0 |
8,1 |
1 |
14,2 |
11,6 |
9,2 |
7,7 |
6,6 |
— |
|
10 |
4,0 |
11,7 |
1 |
20,0 |
16,2 |
12,7 |
10,5 |
9,0 |
— |
|
|
11 |
5,0 |
22,7 |
1 |
— |
28,9 |
22,5 |
18,5 |
15,7 |
13,7 |
|
|
12 |
6,0 |
29,2 |
2 |
— |
37,3 |
29,2 |
24,0 |
20,4 |
17,9 |
|
|
13 |
7,0 |
49,6 |
2 |
— |
59,6 |
46,0 |
37,6 |
31,9 |
27,7 |
|
|
14 |
8,0 |
59,7 |
2 |
— |
71,4 |
55,0 |
44,9 |
38,0 |
33,0 |
|
|
15 |
9,0 |
70,4 |
3 |
— |
— |
62,6 |
51,1 |
43,4 |
37,7 |
|
|
16 |
10,0 |
81,6 |
3 |
— |
— |
72,1 |
58,8 |
49,8 |
43,3 |
|
|
17 |
Т8
|
6,0 |
14,5 |
1 |
— |
18,9 |
14,8 |
12,2 |
10,5 |
9,2 |
|
18 |
7,0 |
18,0 |
1 |
— |
22,2 |
17,3 |
14,2 |
12,2 |
10,7 |
|
|
19 |
8,0 |
21,8 |
1 |
— |
26,6 |
20,6 |
16,9 |
14,4 |
12,6 |
|
|
20 |
9,0 |
25,7 |
1 |
— |
— |
23,2 |
19,0 |
16,2 |
14,1 |
|
|
21 |
10,0 |
29,8 |
2 |
— |
— |
27,4 |
22,5 |
19,2 |
16,8 |
|
|
22 |
12,0 |
43,7 |
1 |
— |
— |
— |
28,0 |
23,7 |
20,7 |
|
|
23 |
14,0 |
58,5 |
2 |
— |
— |
— |
37,6 |
31,9 |
27,8 |
|
|
24 |
16,0 |
75,2 |
2 |
— |
— |
— |
47,9 |
40,5 |
35,2 |
|
|
25 |
18,0 |
94,0 |
2 |
— |
— |
— |
59,3 |
50,1 |
43,5 |
|
|
26 |
20,0 |
114,7 |
3 |
— |
— |
— |
72,6 |
61,4 |
53,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Швы угловых соединений У1, У2, У4, У5, У6, У7,
|
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 65 |
||||||||||
Основной шов |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,6 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У1
|
1,0 |
4,0 |
1 |
8,2 |
6,8 |
5,5 |
— |
— |
— |
|
2 |
1,5 |
11,2 |
1 |
20,0 |
16,3 |
12,7 |
10,5 |
— |
— |
|
|
3 |
2,0 |
11,3 |
1 |
20,1 |
16,4 |
12,8 |
10,6 |
— |
— |
|
|
4 |
2,5 |
21,6 |
1 |
35,7 |
28,8 |
22,3 |
18,2 |
15,5 |
— |
|
|
5 |
3,0 |
21,8 |
1 |
36,0 |
29,0 |
22,4 |
18,4 |
15,6 |
— |
|
|
6 |
У2
|
1,0 |
3,6 |
1 |
7,5 |
6,2 |
5,8 |
— |
— |
— |
|
7 |
1,5 |
4,7 |
1 |
9,1 |
7,6 |
6,0 |
5,1 |
— |
— |
|
|
8 |
2,0 |
5,8 |
1 |
10,9 |
8,9 |
7,1 |
6,0 |
— |
— |
|
|
9 |
2,5 |
10,2 |
1 |
17,5 |
14,2 |
11,1 |
9,2 |
7,9 |
— |
|
|
10 |
3,0 |
11,9 |
1 |
27,2 |
16,4 |
12,8 |
10,6 |
9,0 |
— |
|
|
11 |
4,0 |
15,1 |
1 |
25,4 |
20,5 |
16,0 |
13,1 |
11,2 |
— |
|
|
12 |
У4
|
1,0 |
1,4 |
1 |
3,6 |
3,1 |
2,6 |
— |
— |
— |
|
13 |
1,5 |
2,3 |
1 |
5,0 |
4,2 |
3,5 |
3,0 |
— |
— |
|
|
14 |
2,0 |
2,3 |
1 |
5,1 |
4,3 |
3,6 |
3,1 |
— |
— |
|
|
15 |
2,5 |
4,5 |
1 |
8,4 |
7,0 |
5,6 |
4,7 |
4,2 |
— |
|
|
16 |
3,0 |
4,7 |
1 |
8,7 |
7,1 |
5,7 |
4,8 |
4,2 |
— |
|
|
17 |
4,0 |
5,5 |
1 |
9,9 |
8,2 |
6,5 |
5,5 |
4,5 |
— |
|
|
18 |
У5
|
1,0 |
1,4 |
1 |
3,6 |
3,1 |
2,6 |
— |
— |
— |
|
19 |
1,5 |
2,3 |
1 |
5,0 |
4,2 |
3,5 |
3,0 |
— |
— |
|
|
20 |
2,0 |
2,3 |
1 |
5,1 |
4,3 |
3,6 |
3,1 |
— |
— |
|
|
21 |
2,5 |
4,5 |
1 |
5,4 |
7,0 |
5,6 |
4,7 |
4,2 |
— |
|
|
22 |
3,0 |
4,7 |
1 |
8,7 |
7,1 |
5,7 |
4,8 |
4,2 |
— |
|
|
23 |
4,0 |
5,5 |
1 |
9,9 |
8,2 |
6,5 |
5,5 |
4,8 |
— |
|
|
24 |
У6
|
3,0 |
8,3 |
1 |
14,5 |
11,9 |
9,4 |
7,8 |
6,8 |
— |
|
25 |
4,0 |
14,0 |
1 |
23,6 |
19,1 |
14,0 |
12,3 |
18,5 |
— |
|
|
26 |
5,0 |
20,9 |
1 |
— |
26,7 |
20,8 |
17,1 |
14,5 |
12,7 |
|
|
27 |
6,0 |
29,1 |
2 |
— |
37,3 |
29,1 |
23,9 |
20,4 |
17,8 |
|
|
28 |
7,0 |
38,4 |
2 |
— |
46,6 |
36,1 |
29,6 |
25,2 |
22,0 |
|
|
29 |
8,0 |
48,9 |
2 |
— |
58,8 |
45,5 |
37,2 |
31,5 |
27,4 |
|
|
30 |
9,0 |
60,5 |
2 |
— |
— |
53,5 |
43,7 |
37,0 |
32,2 |
|
|
31 |
10,0 |
73,2 |
3 |
— |
— |
65,1 |
53,1 |
45,0 |
39,2 |
|
|
32 |
У7
|
3,0 |
8,3 |
1 |
14,5 |
11,9 |
9,4 |
7,8 |
6,8 |
— |
|
33 |
4,0 |
14,0 |
1 |
23,6 |
19,1 |
14,9 |
12,3 |
10,5 |
— |
|
|
34 |
5,0 |
20,9 |
1 |
— |
26,7 |
20,8 |
17,1 |
14,5 |
12,7 |
|
|
35 |
6,0 |
29,1 |
2 |
— |
37,3 |
29,1 |
23,9 |
20,4 |
17,8 |
|
|
36 |
7,0 |
38,4 |
2 |
— |
46,6 |
36,1 |
29,6 |
25,2 |
22,0 |
|
|
37 |
8,0 |
48,9 |
2 |
— |
58,8 |
45,5 |
37,2 |
31,5 |
27,4 |
|
|
38 |
9,0 |
60,5 |
2 |
— |
— |
53,5 |
43,7 |
37,0 |
32,2 |
|
|
39 |
10,0 |
73,2 |
3 |
— |
— |
65,1 |
53,1 |
45,0 |
39,2 |
|
|
40 |
У8
|
6,0 |
10,1 |
1 |
— |
13,6 |
10,7 |
8,9 |
7,7 |
6,8 |
|
41 |
7,0 |
13,0 |
1 |
— |
16,4 |
12,8 |
10,6 |
9,1 |
8,0 |
|
|
42 |
8,0 |
16,1 |
1 |
— |
20,0 |
15,6 |
12,8 |
11,0 |
9,6 |
|
|
43 |
9,0 |
19,5 |
1 |
— |
— |
17,9 |
14,7 |
12,5 |
11,0 |
|
|
44 |
10,0 |
23,1 |
1 |
— |
— |
20,9 |
17,2 |
14,6 |
12,8 |
|
|
45 |
12,0 |
31,0 |
1 |
— |
— |
— |
20,2 |
17,2 |
15,0 |
|
|
46 |
14,0 |
39,7 |
1 |
— |
— |
— |
25,6 |
21,7 |
18,9 |
|
|
47 |
16,0 |
49,3 |
1 |
— |
— |
— |
31,4 |
26,6 |
23,1 |
|
|
48 |
18,0 |
59,6 |
2 |
— |
— |
— |
38,3 |
32,5 |
28,3 |
|
|
49 |
20,0 |
70,6 |
2 |
— |
— |
— |
45,0 |
38,2 |
33,2 |
|
|
50 |
У9
|
3,0 |
10,2 |
1 |
17,5 |
14,3 |
11,2 |
9,3 |
8,0 |
— |
|
51 |
4,0 |
16,1 |
1 |
27,0 |
21,8 |
17,0 |
14,0 |
11,9 |
— |
|
|
52 |
5,0 |
22,9 |
1 |
— |
29,1 |
22,6 |
18,6 |
15,8 |
13,8 |
|
|
53 |
6,0 |
30,6 |
2 |
— |
39,1 |
30,5 |
25,1 |
21,4 |
18,7 |
|
|
54 |
7,0 |
39,1 |
2 |
— |
47,4 |
36,7 |
30,1 |
25,6 |
22,3 |
|
|
55 |
8,0 |
48,4 |
2 |
— |
58,2 |
44,9 |
36,7 |
31,2 |
27,1 |
|
|
56 |
9,0 |
58,3 |
2 |
— |
— |
51,7 |
42,2 |
35,7 |
31,0 |
|
|
57 |
10,0 |
68,9 |
3 |
— |
— |
61,4 |
50,2 |
42,6 |
37,0 |
|
|
58 |
12,0 |
92,1 |
2 |
— |
— |
— |
58,1 |
49,1 |
42,7 |
|
|
59 |
14,0 |
117,6 |
3 |
— |
— |
— |
74,4 |
62,9 |
54,6 |
|
|
60 |
16,0 |
161,0 |
4 |
— |
— |
— |
101,5 |
85,8 |
74,4 |
|
|
61 |
18,0 |
201,6 |
4 |
— |
— |
— |
126,2 |
106,6 |
92,3 |
|
|
62 |
20,0 |
244,6 |
5 |
— |
— |
— |
154,3 |
130,3 |
112,9 |
|
|
63 |
У10
|
3,0 |
9,5 |
1 |
16,5 |
13,5 |
10,6 |
8,8 |
7,6 |
— |
|
64 |
4,0 |
15,4 |
1 |
25,8 |
20,9 |
16,3 |
13,4 |
11,5 |
— |
|
|
65 |
5,0 |
22,2 |
1 |
— |
28,3 |
22,0 |
18,1 |
15,4 |
13,4 |
|
|
66 |
6,0 |
30,1 |
2 |
— |
38,5 |
30,1 |
24,7 |
21,0 |
18,4 |
|
|
67 |
7,0 |
38,8 |
2 |
— |
47,1 |
36,5 |
29,9 |
25,4 |
22,2 |
|
|
68 |
8,0 |
48,5 |
2 |
— |
58,3 |
45,0 |
36,8 |
31,2 |
27,2 |
|
|
69 |
9,0 |
58,9 |
2 |
— |
— |
52,1 |
42,6 |
36,0 |
31,3 |
|
|
70 |
10,0 |
70,1 |
3 |
— |
— |
62,4 |
51,0 |
43,2 |
37,6 |
|
|
71 |
12,0 |
94,5 |
2 |
— |
— |
— |
59,8 |
50,5 |
43,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
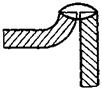

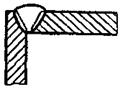

Швы угловых соединений У8 |
Ручная аргонодуговая сварка неплавящимся
|
|||||||||
Карта 66 |
||||||||||
Шов с противоположной стороны |
||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||
|
1,6 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||
|
Неполное штучное время на 1 м |
||||||||||
|
1 |
У8
|
6,0 |
8,8 |
1 |
— |
12,0 |
9,5 |
7,9 |
6,8 |
6,1 |
|
2 |
7,0 |
11,5 |
1 |
— |
14,6 |
11,5 |
9,5 |
8,2 |
7,2 |
|
|
3 |
8,0 |
14,5 |
1 |
— |
18,1 |
14,1 |
11,7 |
10,0 |
8,8 |
|
|
4 |
9,0 |
17,7 |
1 |
— |
— |
16,4 |
13,5 |
11,5 |
10,1 |
|
|
5 |
10,0 |
21,2 |
1 |
— |
— |
19,4 |
15,9 |
13,5 |
11,8 |
|
|
6 |
12,0 |
29,0 |
1 |
— |
— |
— |
19,0 |
16,2 |
14,2 |
|
|
7 |
14,0 |
37,8 |
1 |
— |
— |
— |
24,4 |
20,7 |
18,0 |
|
|
8 |
16,0 |
47,5 |
1 |
— |
— |
— |
30,3 |
25,7 |
22,3 |
|
|
9 |
18,0 |
58,1 |
2 |
— |
— |
— |
37,5 |
31,8 |
27,7 |
|
|
10 |
20,0 |
69,6 |
2 |
— |
— |
— |
44,5 |
37,7 |
32,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |

Швы
|
Ручная
|
|||||||||||
Карта
|
||||||||||||
Основной шов |
||||||||||||
|
Номер позиции |
Тип шва |
Катет шва, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||||
|
1,6 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||||
|
Неполное штучное время на 1 м |
||||||||||||
|
1 |
Н1
|
1,0 |
1,4 |
1 |
3,5 |
3,0 |
2,5 |
— |
— |
— |
||
|
2 |
1,5 |
2,7 |
1 |
5,5 |
4,7 |
3,8 |
3,3 |
— |
— |
|||
|
3 |
Н2
|
2,0 |
4,2 |
1 |
8,2 |
6,8 |
5,4 |
4,6 |
— |
— |
||
|
4 |
2,5 |
6,1 |
1 |
10,7 |
8,8 |
7,0 |
5,8 |
5,1 |
— |
|||
|
5 |
У4
|
3,0 |
8,1 |
1 |
14,0 |
11,4 |
9,0 |
7,4 |
6,4 |
— |
||
|
6 |
4,0 |
12,8 |
1 |
21,5 |
17,4 |
13,6 |
11,2 |
9,5 |
— |
|||
|
7 |
У5
|
5,0 |
21,2 |
1 |
— |
26,8 |
20,9 |
17,1 |
14,5 |
12,? |
||
|
8 |
6,0 |
29,3 |
2 |
— |
37,1 |
28,9 |
23,7 |
20,2 |
17,6 |
|||
|
9 |
У7
|
7,0 |
38,4 |
2 |
— |
46,3 |
35,8 |
29,2 |
24,8 |
21,6 |
||
|
10 |
8,0 |
48,6 |
2 |
— |
58,1 |
44,8 |
36,6 |
31,0 |
26,9 |
|||
|
11 |
У10
Т1
Т3
|
9,0 |
59,9 |
2 |
— |
— |
52,6 |
42,9 |
36,3 |
31,5 |
||
|
12 |
10,0 |
72,1 |
3 |
63,6 |
51,9 |
43,9 |
38,1 |
|||||
|
Индекс |
а |
б |
в |
г |
д |
е |
||||||





Швы
|
Ручная
|
|||||||||||
Карта
|
||||||||||||
Основной шов |
||||||||||||
|
Номер позиции |
Тип шва |
Толщина металла, мм |
Площадь сечения, мм2 |
Количество проходов |
Диаметр проволоки, мм |
|||||||
|
1,6 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||||||
|
Неполное штучное время на 1 м |
||||||||||||
|
1 |
С2
|
1,0 |
5,8 |
1 |
12,4 |
10,2 |
8,0 |
6,7 |
— |
— |
||
|
2 |
1,5 |
10,1 |
1 |
20,0 |
16,2 |
12,6 |
10,4 |
8,9 |
— |
|||
|
3 |
2,0 |
10,5 |
1 |
20,7 |
16,8 |
13,1 |
10,8 |
9,2 |
— |
|||
|
4 |
2,5 |
11,0 |
1 |
20,9 |
17,1 |
13,2 |
11,1 |
9,3 |
8,1 |
|||
|
5 |
3,0 |
11,4 |
1 |
21,6 |
17,6 |
13,7 |
11,4 |
9,6 |
8,3 |
|||
|
6 |
4,0 |
12,0 |
1 |
22,4 |
18,1 |
14,1 |
11,6 |
9,9 |
8,7 |
|||
|
7 |
5,0 |
18,7 |
1 |
33,3 |
26,9 |
20,9 |
17,1 |
14,5 |
12,6 |
|||
|
8 |
6,0 |
19,7 |
1 |
— |
27,6 |
21,5 |
17,5 |
14,9 |
13,0 |
|||
|
9 |
С4
|
1,0 |
4,5 |
1 |
9,9 |
8,2 |
6,5 |
5,4 |
— |
— |
||
|
10 |
1,5 |
5,7 |
1 |
11,7 |
9,5 |
7,5 |
6,3 |
5,4 |
— |
|||
|
11 |
2,0 |
6,7 |
1 |
13,5 |
11,0 |
8,7 |
7,2 |
6,2 |
— |
|||
|
12 |
2,5 |
11,8 |
1 |
22,3 |
18,2 |
14,1 |
11,8 |
9,9 |
8,6 |
|||
|
13 |
3,0 |
12,1 |
1 |
23,0 |
18,7 |
14,5 |
12,1 |
10,2 |
8,8 |
|||
|
14 |
4,0 |
12,7 |
1 |
23,5 |
19,0 |
14,8 |
12,2 |
10,4 |
9,1 |
|||
|
15 |
5,0 |
13,1 |
1 |
23,8 |
19,2 |
15,0 |
12,3 |
10,5 |
9,2 |
|||
|
16 |
6,0 |
13,5 |
1 |
— |
19,3 |
15,0 |
12,3 |
10,5 |
9,2 |
|||
|
17 |
С5
|
1,0 |
3,7 |
1 |
8,4 |
7,0 |
5,5 |
4,7 |
— |
— |
||
|
18 |
1,5 |
4,4 |
1 |
9,3 |
7,7 |
6,1 |
5,1 |
4,5 |
— |
|||
|
19 |
2,0 |
5,0 |
1 |
10,4 |
8,5 |
6,7 |
5,6 |
4,9 |
— |
|||
|
20 |
2,5 |
10,3 |
1 |
19,6 |
16,0 |
12,4 |
10,4 |
8,8 |
7,6 |
|||
|
21 |
3,0 |
10,6 |
1 |
20,2 |
16,5 |
12,8 |
10,7 |
9,0 |
7,8 |
|||
|
22 |
4,0 |
11,2 |
1 |
20,8 |
16,9 |
13,1 |
10,8 |
9,2 |
8,1 |
|||
|
23 |
5,0 |
11,6 |
1 |
21,1 |
17,1 |
13,4 |
11,0 |
9,4 |
8,2 |
|||
|
24 |
6,0 |
12,0 |
1 |
— |
17,2 |
13,5 |
11,1 |
9,5 |
8,3 |
|||
|
25 |
С6
|
1,0 |
3,8 |
1 |
8,4 |
7,0 |
5,6 |
4,7 |
— |
— |
||
|
26 |
1,5 |
4,5 |
1 |
9,5 |
7,8 |
6,2 |
5,2 |
4,5 |
— |
|||
|
27 |
2,0 |
5,7 |
1 |
10,7 |
8,7 |
6,9 |
5,8 |
5,0 |
— |
|||
|
28 |
2,5 |
10,4 |
1 |
19,8 |
16,2 |
12,5 |
10,5 |
8,8 |
7,7 |
|||
|
29 |
3,0 |
10,7 |
1 |
20,4 |
16,6 |
12,9 |
10,8 |
9,1 |
7,9 |
|||
|
30 |
4,0 |
11,2 |
1 |
20,9 |
17,0 |
13,2 |
10,9 |
9,3 |
8,2 |
|||
|
31 |
5,0 |
11,7 |
1 |
21,3 |
17,2 |
13,5 |
11,1 |
9,5 |
8,3 |
|||
|
32 |
6,0 |
12,1 |
1 |
— |
17,3 |
13,6 |
11,1 |
9,5 |
8,3 |
|||
|
33 |
С28
|
1,0 |
6,6 |
1 |
13,9 |
11,5 |
9,0 |
7,5 |
— |
— |
||
|
34 |
1,5 |
8,7 |
1 |
17,3 |
14,1 |
11,0 |
9,1 |
7,8 |
— |
|||
|
35 |
2,0 |
10,6 |
1 |
20,8 |
16,9 |
13,2 |
10,9 |
9,3 |
— |
|||
|
36 |
2,5 |
17,7 |
1 |
33,0 |
26,8 |
20,6 |
17,2 |
14,4 |
12,4 |
|||
|
37 |
3,0 |
20,3 |
1 |
37,8 |
30,7 |
23,5 |
19,6 |
16,4 |
14,1 |
|||
|
38 |
4,0 |
25,3 |
1 |
45,7 |
36,9 |
28,5 |
23,2 |
19,7 |
17,1 |
|||
|
Индекс |
а |
б |
в |
г |
д |
е |
||||||

4.2. ВСПОМОГАТЕЛЬНОЕ
ВРЕМЯ, СВЯЗАННОЕ СО СВАРКОЙ ШВА. АВТОМАТИЧЕСКАЯ, ПОЛУАВТОМАТИЧЕСКАЯ И РУЧНАЯ
ДУГОВАЯ СВАРКА
Зачистка сварного шва от окисной пленки после
|
Карта 69 |
||||||||
|
Номер позиции |
Тип шва |
Тип материала |
|||||||
|
сталь, АМГ и алюминиевые |
медь и медно-никелевые сплавы |
||||||||
|
Вид разделки кромок |
|||||||||
|
без скоса |
со скосом |
без скоса |
со скосом |
||||||
|
Количество проходов, шт. |
|||||||||
|
1 |
2 и более |
1 |
2 и более |
1 |
2 и более |
1 |
2 и более |
||
|
Время на 1 м шва за один |
|||||||||
|
1 |
Стыковой |
0,30 |
0,50 |
0,33 |
0,55 |
0,40 |
0,60 |
0,44 |
0,66 |
|
2 |
Тавровый |
0,33 |
0,55 |
0,36 |
0,61 |
— |
— |
— |
— |
|
3 |
Угловой |
0,36 |
0,60 |
0,40 |
0,66 |
0,46 |
0,69 |
0,51 |
0,76 |
|
4 |
Нахлесточный |
0,32 |
0,53 |
0,35 |
0,58 |
0,42 |
0,63 |
0,46 |
0,69 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
Примечания. 1. Время, приведенное в карте, учитывает совмещенную (ручную и механизированную) зачистку.
2. Время, приведенное в карте, учтено при расчете неполного штучного времени (карты 1 — 6).
Осмотр и промер шва |
Карта 70 |
|||
|
Номер позиции |
Тип шва |
|||
|
стыковой |
тавровый |
угловой |
нахлесточный |
|
|
Время на 1 м шва, мин |
||||
|
1 |
0,20 |
0,30 |
0,25 |
0,22 |
|
Индекс |
а |
б |
в |
г |
Примечание. См. карту 69, примечание 2.
Подтягивание проводов, откусывание и удаление
|
Карта 71 |
|||||
|
Номер позиции |
Диаметр сварочной проволоки, |
|||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
|
|
Время на 1 м за один проход, |
||||||
|
1 |
0,20 |
0,20 |
0,20 |
0,25 |
0,25 |
0,25 |
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечание. См. карту 69, примечание 2.
Смена присадочных прутков |
Карта 72 |
|||||
|
Номер позиции |
Диаметр присадочных прутков, |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|
|
Время на 1 м шва при площади |
||||||
|
1 |
0,31 |
0,08 |
0,06 |
0,04 |
0,02 |
0,01 |
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечание. См. карту 69, примечание 2.
Примечание. См. карту 69, примечание 2.
Обмазка раствором поверхности металла околошовной
|
Карта 74 |
|||||
|
Номер позиции |
Тип шва |
Положение шва в пространстве |
||||
|
нижнее |
вертикальное или |
потолочное |
наклонное |
|||
|
нижнее |
потолочное |
|||||
|
Время на 1 м шва, мин |
||||||
|
1 |
Стыковой или нахлесточный |
0,35 |
0,38 |
0,41 |
0,57 |
0,62 |
|
2 |
Тавровый или угловой |
0,43 |
0,46 |
0,51 |
0,63 |
0,65 |
|
Индекс |
а |
б |
в |
г |
д |
Примечания:
1. При обмазке поверхности металла околошовной зоны стыков труб время определять по графе «вертикальное или горизонтальное».
2. Фактор
«наклонное» следует считать, когда изделие установлено под острым углом к горизонтальной плоскости.
3. Фактор
«нижнее» в графе «наклонное» следует считать, когда сварка изделия ведется со стороны вертикальной плоскости.
4. Фактор
«потолочное» в
графе «наклонное» следует считать, когда сварка изделия ведется со стороны горизонтальной плоскости.
Зачистка околошовной зоны от брызг наплавленного
|
Карта 75 |
||||||||
|
Номер позиции |
Способ зачистки |
Тип шва |
Толщина металла, мм, до |
Способ подготовки околошовной |
|||||
|
без обмазки |
с обмазкой |
||||||||
|
Положение шва в пространстве |
|||||||||
|
нижнее |
вертикальное или |
потолочное |
нижнее |
вертикальное или |
потолочное |
||||
|
Время на 1 м шва, мин |
|||||||||
|
1 |
Ручным инструментом (зубилом и стальной щеткой) |
Стыковой |
5 |
0,38 |
0,34 |
0,36 |
0,30 |
0,27 |
0,29 |
|
2 |
10 |
0,57 |
0,51 |
0,54 |
0,46 |
0,40 |
0,43 |
||
|
3 |
20 |
0,70 |
0,63 |
0,66 |
0,56 |
0,49 |
0,52 |
||
|
4 |
30 и более |
0,83 |
0,75 |
0,79 |
0,66 |
0,58 |
0,62 |
||
|
5 |
Тавровый, угловой или нахлесточный |
5 |
0,51 |
0,46 |
0,48 |
0,41 |
0,36 |
0,38 |
|
|
6 |
10 |
0,76 |
0,68 |
0,72 |
0,61 |
0,53 |
0,57 |
||
|
7 |
20 |
0,89 |
0,80 |
0,84 |
0,71 |
0,62 |
0,66 |
||
|
8 |
30 и более |
0,95 |
0,91 |
0,90 |
0,76 |
0,63 |
0,71 |
||
|
9 |
Механизированным инструментом (пневмоинструментом) |
Стыковой |
5 |
0,26 |
0,23 |
0,24 |
0,21 |
0,18 |
0,20 |
|
10 |
10 |
0,34 |
0,31 |
0,32 |
0,27 |
0,24 |
0,25 |
||
|
11 |
20 |
0,49 |
0,44 |
0,46 |
0,39 |
0,34 |
0,36 |
||
|
12 |
30 и более |
0,64 |
0,58 |
0,61 |
0,51 |
0,45 |
0,48 |
||
|
13 |
Тавровый, угловой или нахлесточный |
5 |
0,38 |
0,34 |
0,36 |
0,30 |
0,26 |
0,28 |
|
|
14 |
10 |
0,51 |
0,46 |
0,48 |
0,41 |
0,36 |
0,38 |
||
|
15 |
20 |
0,64 |
0,58 |
0,61 |
0,51 |
0,45 |
0,48 |
||
|
16 |
30 и более |
0,76 |
0,68 |
0,72 |
0,61 |
0,53 |
0,57 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечание. При зачистке околошовной зоны стыков труб и стыков, расположенных в наклонно-нижнем положении, время следует определять по графе «вертикальное или горизонтальное», а при расположении в наклонно-потолочном положении — по графе «потолочное».
Зачистка кромок перед сваркой от налета ржавчины
|
Карта 76 |
||||||||
|
Номер позиции |
Способ зачистки |
Тип материала |
Толщина материала, мм, до |
Вид разделки кромок |
|||||
|
без скоса |
со скосом |
||||||||
|
Тип шва |
|||||||||
|
стыковой |
тавровый |
угловой или нахлестанный |
стыковой |
тавровый |
угловой или нахлесточный |
||||
|
Время на 1 м шва, мин |
|||||||||
|
1 |
Ручным инструментом (зубилом и стальной щеткой) |
Сталь, АМГ |
10 |
0,54 |
0,64 |
0,59 |
0,59 |
0,70 |
0,65 |
|
2 |
20 |
0,64 |
0,75 |
0,70 |
0,70 |
0,83 |
0,77 |
||
|
3 |
30 |
0,75 |
0,89 |
0,82 |
0,82 |
0,97 |
0,90 |
||
|
4 |
40 и более |
0,86 |
1,02 |
0,94 |
0,94 |
1,22 |
1,03 |
||
|
5 |
Медь и медно-никелевые сплавы |
3 |
0,54 |
— |
0,59 |
0,59 |
0,70 |
0,65 |
|
|
6 |
6 |
0,59 |
— |
0,65 |
0,65 |
0,77 |
0,71 |
||
|
7 |
10 |
0,64 |
— |
0,70 |
0,70 |
0,83 |
0,77 |
||
|
8 |
Механизированным инструментом (пневмоинструментом) |
Сталь, АМГ и алюминиевые сплавы |
10 |
0,43 |
0,51 |
0,47 |
0,47 |
0,56 |
0,52 |
|
9 |
20 |
0,51 |
0,60 |
0,56 |
0,56 |
0,66 |
0,61 |
||
|
10 |
30 |
0,60 |
0,71 |
0,66 |
0,66 |
0,77 |
0,72 |
||
|
11 |
40 и более |
0,69 |
0,81 |
0,75 |
0,75 |
0,97 |
0,82 |
||
|
12 |
Медь и медно-никелевые сплавы |
3 |
0,43 |
— |
0,47 |
0,47 |
0,56 |
0,52 |
|
|
13 |
6 |
0,47 |
— |
0,52 |
0,52 |
0,61 |
0,57 |
||
|
14 |
10 |
0,51 |
— |
0,56 |
0,56 |
0,66 |
0,61 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечание. При зачистке кромок перед сваркой ко времени по карте следует применять коэффициенты:
в нижнем положении — 1,0,
в горизонтальном, вертикальном или наклонно-нижнем положении — 1,3,
в потолочном или наклонно-потолочном положении — 1,5.
Зачистка и обезжиривание присадочных прутков
|
Карта 77 |
|||||
|
Номер позиции |
Диаметр присадочных прутков, |
|||||
|
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|
|
Время на 1 м прутка, мин |
||||||
|
1 |
0,16 |
0,18 |
0,19 |
0,20 |
0,21 |
0,22 |
|
Индекс |
а |
б |
в |
г |
д |
е |
4.3. ВСПОМОГАТЕЛЬНОЕ
ВРЕМЯ, СВЯЗАННОЕ С ИЗДЕЛИЕМ И ТИПОМ ОБОРУДОВАНИЯ. АВТОМАТИЧЕСКАЯ,
ПОЛУАВТОМАТИЧЕСКАЯ И РУЧНАЯ ДУГОВАЯ СВАРКА
Клеймение шва |
Карта 78 |
|||||
|
Номер позиции |
Положение шва в пространстве |
|||||
|
нижнее |
вертикальное или |
потолочное |
наклонное |
труба |
||
|
нижнее |
потолочное |
|||||
|
Время на одно клеймение, мин |
||||||
|
1 |
0,21 |
0,23 |
0,32 |
0,22 |
0,29 |
0,26 |
|
Индекс |
а |
б |
в |
г |
д |
е |
Крепление изделия на столе, стенде,
|
Карта 80 |
|||||
|
Номер позиции |
Способ крепления |
Длина завертывания, мм, до |
||||
|
20 |
30 |
40 |
50 |
60 |
||
|
Время на одно крепление и |
||||||
|
1 |
Стационарным винтовым прижимом |
0,30 |
0,40 |
0,50 |
0,60 |
0,70 |
|
2 |
Пневмоприжимом |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
|
3 |
Струбциной съемной |
0,40 |
0,50 |
0,60 |
0,70 |
0,80 |
|
4 |
Струбциной откидной (односторонняя) |
0,30 |
0,40 |
0,50 |
0,60 |
0,70 |
|
5 |
Струбциной откидной (двусторонняя) |
0,41 |
0,55 |
0,67 |
0,78 |
0,90 |
|
6 |
Барашком |
0,15 |
0,18 |
0,23 |
— |
— |
|
7 |
Ручными тисками |
0,27 |
0,36 |
0,45 |
0,54 |
0,63 |
|
Индекс |
а |
б |
в |
г |
д |
Перемещение изделия грузоподъемными механизмами |
Карта 81 |
|||||||||
|
Содержание работы 1. 2. |
||||||||||
|
Номер позиции |
Вид установки |
Способ застропливания |
Грузоподъемные механизмы |
|||||||
|
кран |
электротельфер |
|||||||||
|
Количество точек крепления, |
||||||||||
|
1 |
2 |
3 |
4 |
1 |
2 |
3 |
4 |
|||
|
Время на изделие, мин |
||||||||||
|
1 |
Горизонтально на стенд |
Струбцинами |
3,23 |
5,43 |
7,56 |
9,72 |
1,94 |
3,26 |
4,54 |
5,83 |
|
2 |
Крюками |
2,23 |
3,43 |
4,56 |
5,69 |
1,34 |
2,06 |
2,74 |
3,41 |
|
|
3 |
Лапами |
2,43 |
3,83 |
5,16 |
6,49 |
1,46 |
2,30 |
3,10 |
3,89 |
|
|
4 |
Тросами |
2,63 |
4,23 |
5,76 |
7,29 |
1,58 |
2,54 |
3,46 |
4,37 |
|
|
5 |
Вертикально на стенд |
Струбцинами |
5,49 |
9,23 |
12,85 |
16,52 |
3,29 |
5,54 |
7,71 |
9,91 |
|
6 |
Крюками |
3,79 |
5,83 |
7,75 |
9,67 |
2,27 |
3,50 |
4,65 |
5,80 |
|
|
7 |
Лапами |
4,13 |
6,51 |
8,77 |
11,03 |
2,48 |
3,91 |
5,26 |
6,62 |
|
|
8 |
Тросами |
4,47 |
7,19 |
9,79 |
12,39 |
2,68 |
4,31 |
5,87 |
7,43 |
|
|
9 |
Наклонно на стенд |
Струбцинами |
6,14 |
10,32 |
14,36 |
18,47 |
3,68 |
6,19 |
8,62 |
11,08 |
|
10 |
Крюками |
4,24 |
6,52 |
8,66 |
10,81 |
2,54 |
3,91 |
5,20 |
6,49 |
|
|
11 |
Лапами |
4,62 |
7,28 |
9,80 |
12,33 |
2,77 |
4,37 |
5,88 |
7,40 |
|
|
12 |
Тросами |
5,00 |
8,04 |
10,94 |
13,85 |
3,00 |
4,82 |
6,56 |
8,31 |
|
|
13 |
Горизонтально на подставки |
Струбцинами |
4,20 |
7,06 |
9,83 |
12,64 |
2,52 |
4,24 |
5,90 |
7,58 |
|
14 |
Крюками |
2,90 |
4,46 |
5,93 |
7,40 |
1,74 |
2,68 |
3,56 |
4,44 |
|
|
15 |
Лапами |
3,16 |
4,98 |
6,71 |
8,44 |
1,90 |
2,99 |
4,03 |
5,06 |
|
|
16 |
Тросами |
3,42 |
5,50 |
7,49 |
9,48 |
2,05 |
3,30 |
4,49 |
5,69 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
Примечания:
1. Время в карте учтено на перемещение изделия краном на расстояние до 30 м, электротельфером — 8 м. На каждые последующие 5 м добавлять 0,2 мин.
2. При установке изделия на медные или флюсовые подушки ко времени по карте добавлять 2 мин.
3. При кантовании изделий ко времени по карте применять коэффициент 0,3.
Установка, снятие и поворот изделий вручную |
Карта 82 |
||||
|
Номер позиции |
Масса изделия, кг, до |
Наименование операции |
|||
|
установка и снятие |
поворот |
||||
|
на стол |
в приспособление |
||||
|
Время на изделие, мин |
|||||
|
1 |
0,3 |
0,12 |
0,17 |
0,06 |
|
|
2 |
0,5 |
0,15 |
0,20 |
0,07 |
|
|
3 |
0,8 |
0,17 |
0,24 |
0,08 |
|
|
4 |
1,0 |
0,18 |
0,26 |
0,09 |
|
|
5 |
1,5 |
0,22 |
0,31 |
0,11 |
|
|
6 |
2,0 |
0,23 |
0,34 |
0,12 |
|
|
7 |
3,0 |
0,28 |
0,40 |
0,13 |
|
|
8 |
5,0 |
0,32 |
0,47 |
0,15 |
|
|
9 |
8,0 |
0,38 |
0,56 |
0,18 |
|
|
10 |
10,0 |
0,41 |
0,60 |
0,20 |
|
|
11 |
15,0 |
0,49 |
0,71 |
0,24 |
|
|
12 |
20,0 |
0,53 |
0,78 |
0,26 |
|
|
13 |
30,0 |
0,58 |
0,86 |
0,28 |
|
|
Индекс |
а |
б |
в |
||
Поворот деталей и изделий в механизированных
|
Карта 83 |
|||||||||
|
Номер позиции |
Угол поворота, град. |
Скорость вращения, м/ч |
Диаметр, изделия, м, до |
|||||||
|
0,5 |
0,75 |
1,0 |
1,5 |
2,0 |
2,5 |
3,0 |
4,0 |
|||
|
Время одного поворота, мин |
||||||||||
|
1 |
90 |
45 |
0,6 |
0,9 |
1,2 |
1,75 |
2,3 |
2,9 |
3,5 |
4,66 |
|
2 |
30 |
0,9 |
1,31 |
1,8 |
2,7 |
3,4 |
4,4 |
5,2 |
6,1 |
|
|
3 |
180 |
45 |
1,15 |
1,8 |
2,3 |
3,5 |
4,7 |
5,9 |
7,1 |
9,4 |
|
4 |
30 |
1,7 |
2,6 |
3,4 |
5,3 |
7,1 |
8,8 |
10,6 |
14,1 |
|
|
5 |
270 |
45 |
1,7 |
2,6 |
3,4 |
5,0 |
6,6 |
8,2 |
9,8 |
13,0 |
|
6 |
30 |
2,6 |
3,9 |
5,3 |
7,9 |
10,6 |
13,2 |
15,8 |
21,1 |
|
|
7 |
360 |
45 |
2,3 |
3,5 |
4,7 |
7,0 |
9,4 |
11,7 |
14,1 |
18,7 |
|
8 |
30 |
3,5 |
5,3 |
7,0 |
10,6 |
14,1 |
17,6 |
21,1 |
28,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
Перемещение электросварщика в процессе сварки
|
Карта 84 |
|||||||||
|
Номер позиции |
Вид сварки |
Расстояние перемещения, м, до |
||||||||
|
0,5 |
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
||
|
Время на одно перемещение, мин |
||||||||||
|
1 |
Автоматическая |
0,13 |
0,17 |
0,25 |
0,33 |
0,40 |
0,46 |
0,51 |
0,56 |
0,61 |
|
2 |
Полуавтоматическая |
0,11 |
0,14 |
0,21 |
0,28 |
0,34 |
0,40 |
0,45 |
0,50 |
0,55 |
|
3 |
Ручная |
0,10 |
0,13 |
0,20 |
0,27 |
0,33 |
0,39 |
0,44 |
0,49 |
0,54 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
Примечание. При перемещении электросварщика на расстояние более чем на 8 м на каждый последующий метр добавлять 0,05 мин.
Намотка сварочной проволоки в кассеты |
Карта 85 |
||||||||
|
Номер позиции |
Диаметр кассеты D, мм |
Скорость намотки, об/мин |
Диаметр проволоки, мм |
||||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
||||
|
Время на одну кассету, мин |
|||||||||
|
1 |
200 |
70 |
23,4 |
18,8 |
15,6 |
13,4 |
11,7 |
9,4 |
|
|
2 |
80 |
20,5 |
16,4 |
13,4 |
11,7 |
10,3 |
8,2 |
||
|
3 |
90 |
18,2 |
14,5 |
12,1 |
10,4 |
9,1 |
7,3 |
||
|
4 |
100 |
16,4 |
13,1 |
10,9 |
9,4 |
8,2 |
6,6 |
||
|
5 |
300 |
70 |
39,2 |
31,2 |
26,0 |
22,3 |
19,5 |
15,6 |
|
|
6 |
80 |
34,2 |
27,3 |
22,8 |
19,5 |
17,1 |
13,6 |
||
|
7 |
90 |
30,4 |
24,3 |
20,3 |
17,4 |
15,2 |
12,15 |
||
|
8 |
100 |
27,3 |
21,9 |
18,2 |
15,6 |
13,7 |
10,9 |
||
|
9 |
400 |
70 |
54,7 |
43,7 |
36,4 |
31,2 |
27,3 |
21,9 |
|
|
10 |
80 |
47,8 |
38,3 |
31,9 |
27,3 |
23,9 |
19,1 |
||
|
11 |
90 |
42,5 |
34,0 |
28,4 |
24,3 |
21,3 |
17,0 |
||
|
12 |
100 |
38,3 |
30,6 |
25,5 |
21,9 |
19,1 |
15,3 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
|||
Подготовительно-заключительное время |
Карта 86 |
||||
|
Номер позиции |
Наименование работы |
Способ подачи защитного газа |
|||
|
от баллона |
от магистрали |
||||
|
Категория сложности работы |
|||||
|
простая |
сложная |
простая |
сложная |
||
|
Время, мин |
|||||
|
1 |
Получение задания, документации, инструктажа от мастера, получение инструмента и его сдача |
3 |
6 |
3 |
6 |
|
2 |
Ознакомление с работой |
2 |
6 |
2 |
6 |
|
3 |
Установка, настройка и проверка режимов |
3 |
3 |
3 |
3 |
|
4 |
Подготовка рабочего места в начале и в конце смены |
8 |
10 |
5 |
7 |
|
5 |
Сдача работы |
1 |
3 |
1 |
3 |
|
6 |
Итого |
17 |
28 |
14 |
24 |
|
Индекс |
а |
б |
в |
г |
Примечания:
1. Простой считается сварка изделий, не требующая изучения технологической документации,
подготовки приспособлений и инструктажа.
2. Сложной
считается сварка изделий, требующая изучения технологической документации, подготовки приспособлений и инструктажа в начале и в процессе сварки.
4.4.
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К КАРТАМ НЕПОЛНОГО ШТУЧНОГО ВРЕМЕНИ НА ИЗМЕНЕННЫЕ
УСЛОВИЯ РАБОТЫ. АВТОМАТИЧЕСКАЯ, ПОЛУАВТОМАТИЧЕСКАЯ И РУЧНАЯ ДУГОВАЯ СВАРКА
Коэффициенты, учитывающие условия выполнения
|
Карта 87 |
||||||
|
Номер позиции |
Условия и место выполнения |
Вид сварки |
|||||
|
автоматическая |
полуавтоматическая |
ручная |
|||||
|
Значение коэффициента К |
|||||||
|
1 |
Стационарное рабочее место в цехе |
1,00 |
1,00 |
1,00 |
|||
|
2 |
В цехе на рабочих площадках |
1,04 |
1,03 |
1,02 |
|||
|
3 |
На открытой площадке вне цеха |
1,06 |
1,05 |
1,04 |
|||
|
4 |
Лежа |
на спине |
— |
1,12 |
1,10 |
||
|
5 |
на боку |
— |
1,10 |
1,08 |
|||
|
6 |
на груди |
— |
1,08 |
1,06 |
|||
|
7 |
Движение ограничено дополнительными конструктивными элементами |
1,05 |
1,04 |
1,03 |
|||
|
8 |
В закрытых помещениях объемом, м3 |
1 |
— |
— |
1,08 |
||
|
9 |
2 |
— |
1,06 |
1,04 |
|||
|
10 |
В закрытых помещениях объемом более 2 м3 |
1,07 |
1,04 |
1,03 |
|||
|
11 |
С помощью |
зеркала |
— |
1,07 |
1,05 |
||
|
12 |
лестниц |
— |
1,06 |
1,04 |
|||
|
13 |
подмостей |
— |
1,05 |
1,03 |
|||
|
14 |
лесов |
1,04 |
1,03 |
1,02 |
|||
|
15 |
подвесных устройств |
— |
1,04 |
1,03 |
|||
|
Индекс |
а |
б |
в |
||||
Примечание. В карте для вертикального, горизонтального, потолочного и наклонного положения швов учтено время на разбрызгивание металла в размере 6 — 7 %.
Коэффициенты, учитывающие время на
|
Карта 89 |
||||||
|
Номер позиции |
Толщина металла, мм, до |
Вид разделки кромок |
|||||
|
без скоса |
со скосом |
||||||
|
Шаг электроприхваток, мм, до |
|||||||
|
100 |
200 |
300 |
100 |
200 |
300 |
||
|
Значение коэффициента К2 |
|||||||
|
1 |
1 |
0,270 |
0,180 |
— |
— |
— |
— |
|
2 |
2 |
0,220 |
0,150 |
— |
— |
— |
— |
|
3 |
4 |
0,150 |
0,100 |
0,080 |
0,180 |
0,120 |
0,096 |
|
4 |
8 |
0,100 |
0,080 |
0,060 |
0,120 |
0,096 |
0,072 |
|
5 |
12 |
0,080 |
0,060 |
0,040 |
0,096 |
0,072 |
0,048 |
|
6 |
16 |
0,060 |
0,040 |
0,030 |
0,072 |
0,048 |
0,036 |
|
7 |
20 |
— |
— |
— |
0,048 |
0,024 |
0,012 |
|
8 |
40 |
— |
— |
— |
0,024 |
0,011 |
0,008 |
|
9 |
60 |
— |
— |
— |
0,011 |
0,008 |
0,006 |
|
10 |
80 |
— |
— |
— |
0,008 |
0,006 |
0,004 |
|
11 |
100 и более |
— |
— |
— |
0,006 |
0,004 |
0,002 |
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечание. Время на электроприхватку определяется по картам 1 — 68 с коэффициентом,
приведенном в карте 89.
Коэффициенты, учитывающие вид сварки, шва и его
|
Карта 90 |
||||||
|
Номер позиции |
Вид сварки |
Вид шва |
Длина шва, м, до |
||||
|
0,05 |
0,10 |
0,25 |
0,50 |
свыше 0,50 |
|||
|
Значение коэффициента К3 |
|||||||
|
1 |
Без подогрева или охлаждения |
Прямолинейный |
1,30 |
1,25 |
1,20 |
1,10 |
1,00 |
|
2 |
Криволинейный |
1,37 |
1,31 |
1,25 |
1,16 |
1,05 |
|
|
3 |
Кольцевой |
поворотный |
1,33 |
1,28 |
1,22 |
1,12 |
1,00 |
|
4 |
неповоротный |
1,43 |
1,38 |
1,32 |
1,21 |
1,10 |
|
|
5 |
Прерывистый |
вразброс |
1,43 |
1,38 |
1,32 |
1,21 |
1,10 |
|
6 |
обратноступенчатый |
1,37 |
1,31 |
1,24 |
1,16 |
1,05 |
|
|
7 |
последовательный |
1,17 |
1,13 |
1,08 |
0,99 |
0,90 |
|
|
8 |
С охлаждением |
Прямолинейный |
1,56 |
1,50 |
1,44 |
1,32 |
1,20 |
|
9 |
Криволинейный |
1,64 |
1,57 |
1,5 |
1,39 |
1,26 |
|
|
10 |
Кольцевой |
поворотный |
1,60 |
1,54 |
1,46 |
1,34 |
1,22 |
|
11 |
неповоротный |
1,72 |
1,66 |
1,58 |
1,45 |
1,32 |
|
|
12 |
Прерывистый |
вразброс |
1,72 |
1,66 |
1,58 |
1,45 |
1,32 |
|
13 |
обратноступенчатый |
1,64 |
1,57 |
1,50 |
1,39 |
1,26 |
|
|
14 |
последовательный |
1,40 |
1,36 |
1,30 |
1,19 |
1,08 |
|
|
15 |
С подогревом до 200 °С |
Прямолинейный |
1,63 |
1,56 |
1,5 |
1,38 |
1,25 |
|
16 |
Криволинейный |
1,71 |
1,69 |
1,56 |
1,45 |
1,31 |
|
|
17 |
Кольцевой |
поворотный |
1,66 |
1,6 |
1,53 |
1,4 |
1,28 |
|
18 |
неповоротный |
1,79 |
1,73 |
1,65 |
1,51 |
1,38 |
|
|
19 |
Прерывистый |
вразброс |
1,79 |
1,73 |
1,65 |
1,51 |
1,38 |
|
20 |
обратноступенчатый |
1,71 |
1,69 |
1,56 |
1,45 |
1,31 |
|
|
21 |
последовательный |
1,46 |
1,41 |
1,35 |
1,24 |
1,13 |
|
|
22 |
С подогревом свыше 200 °С |
Прямолинейный |
1,76 |
1,69 |
1,62 |
1,49 |
1,35 |
|
23 |
Криволинейный |
1,85 |
1,77 |
1,69 |
1,57 |
1,42 |
|
|
24 |
Кольцевой |
поворотный |
1,8 |
1,73 |
1,65 |
1,51 |
1,38 |
|
25 |
неповоротный |
1,93 |
1,86 |
1,78 |
1,63 |
1,49 |
|
|
26 |
Прерывистый |
вразброс |
1,93 |
1,86 |
1,78 |
1,63 |
1,49 |
|
27 |
обратноступенчатый |
1,85 |
1,77 |
1,69 |
1,57 |
1,42 |
|
|
28 |
последовательный |
1,58 |
1,53 |
1,46 |
1,34 |
1,22 |
|
|
Индекс |
а |
б |
в |
г |
д |
4.5. ПРИЛОЖЕНИЯ
Площадь поперечного сечения шва для расчета
|
Приложение 1 |
|||||
|
№ позиции |
Свариваемый материал |
Толщина металла, мм, до |
||||
|
10 |
100 |
10 |
100 |
|||
|
Площадь поперечного сечения, |
||||||
|
первого прохода |
второго и последующих проходов |
|||||
|
1 |
Углеродистые и низколегированные стали |
10 |
30 |
40 |
50 |
|
|
2 |
Высоколегированные и легированные стали |
10 |
30 |
40 |
50 |
|
|
3 |
Алюминий и алюминиевые сплавы |
10 |
20 |
30 |
40 |
|
|
4 |
Медь и медно-никелевые сплавы |
10 |
15 |
25 |
35 |
|
|
Индекс |
а |
б |
в |
г |
||
Значение коэффициента наплавки металла |
Приложение 2 |
|||||||
|
№ позиции |
Тип металла |
|||||||
|
углеродистые и |
легированные и |
алюминий и его сплавы |
медь и ее сплавы |
|||||
|
Вид сварки |
||||||||
|
плавящимся электродом |
неплавящимся электродом |
плавящимся электродом |
неплавящимся электродом |
плавящимся электродом |
неплавящимся электродом |
|||
|
Значение коэффициента αн, г/А · ч |
||||||||
|
1 |
14 |
12 |
4 |
9 |
2 |
15 |
4 |
|
|
Индекс |
a |
б |
в |
г |
д |
е |
ж |
|
Расчетное значение силы тока в зависимости от
|
Приложение 4 |
||||||||
|
Номер позиции |
Положение шва в пространстве |
Толщина металла, мм, до |
Диаметр сварочной проволоки, |
||||||
|
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
||||
|
Расчетное значение силы тока, |
|||||||||
|
1 |
Нижнее |
0,8 |
86 |
98 |
106 |
— |
— |
— |
|
|
2 |
1,0 |
86 |
98 |
106 |
— |
— |
— |
||
|
3 |
2,0 |
105 |
116 |
143 |
171 |
— |
— |
||
|
4 |
3,0 |
108 |
122 |
148 |
179 |
— |
— |
||
|
5 |
4,0 |
109 |
122 |
150 |
179 |
— |
— |
||
|
6 |
5,0 |
— |
164 |
178 |
218 |
252 |
290 |
||
|
7 |
6,0 |
— |
164 |
180 |
218 |
252 |
290 |
||
|
8 |
8,0 |
— |
170 |
185 |
220 |
258 |
300 |
||
|
9 |
10,0 |
— |
170 |
185 |
220 |
260 |
300 |
||
|
10 |
20,0 |
— |
— |
200 |
245 |
285 |
326 |
||
|
11 |
30,0 |
— |
— |
230 |
270 |
320 |
360 |
||
|
12 |
60,0 |
— |
— |
250 |
295 |
345 |
395 |
||
|
13 |
80,0 |
— |
— |
— |
330 |
385 |
440 |
||
|
14 |
160,0 |
— |
— |
— |
358 |
418 |
4?? |
||
|
15 |
Вертикальное |
0,8 |
77 |
88 |
95 |
— |
— |
— |
|
|
16 |
1,0 |
77 |
88 |
95 |
— |
— |
— |
||
|
17 |
2,0 |
95 |
104 |
129 |
154 |
— |
— |
||
|
18 |
3,0 |
97 |
110 |
133 |
261 |
— |
— |
||
|
19 |
4,0 |
98 |
110 |
135 |
??? |
— |
— |
||
|
20 |
5,0 |
— |
148 |
160 |
??? |
??? |
— |
||
|
21 |
6,0 |
— |
148 |
162 |
196 |
227 |
261 |
||
|
22 |
8,0 |
— |
159 |
167 |
198 |
232 |
270 |
||
|
23 |
10,0 |
— |
159 |
167 |
198 |
234 |
270 |
||
|
24 |
20,0 |
— |
— |
180 |
221 |
257 |
293 |
||
|
25 |
30,0 |
— |
— |
207 |
243 |
288 |
324 |
||
|
26 |
60,0 |
— |
— |
225 |
253 |
311 |
356 |
||
|
27 |
80,0 |
— |
— |
— |
297 |
347 |
396 |
||
|
28 |
160,0 |
— |
— |
— |
322 |
376 |
432 |
||
|
29 |
Горизонтальное, наклонно-нижнее, наклонно-потолочное, совмещенное (трубы) |
0,8 |
69 |
78 |
85 |
— |
— |
— |
|
|
30 |
1,0 |
69 |
78 |
85 |
— |
— |
— |
||
|
31 |
2,0 |
84 |
93 |
114 |
137 |
— |
— |
||
|
32 |
3,0 |
86 |
98 |
118 |
143 |
— |
— |
||
|
33 |
4,0 |
87 |
98 |
120 |
143 |
— |
— |
||
|
34 |
5,0 |
— |
131 |
142 |
174 |
202 |
232 |
||
|
35 |
6,0 |
— |
131 |
142 |
174 |
202 |
232 |
||
|
36 |
8,0 |
— |
136 |
148 |
176 |
206 |
240 |
||
|
37 |
10,0 |
— |
136 |
148 |
176 |
208 |
240 |
||
|
38 |
20,0 |
— |
— |
160 |
196 |
228 |
261 |
||
|
39 |
30,0 |
— |
— |
184 |
216 |
256 |
288 |
||
|
40 |
60,0 |
— |
— |
200 |
236 |
276 |
316 |
||
|
41 |
80,0 |
— |
— |
— |
264 |
308 |
352 |
||
|
42 |
160,0 |
— |
— |
— |
286 |
334 |
384 |
||
|
43 |
Потолочное |
0,8 |
52 |
59 |
64 |
— |
— |
— |
|
|
44 |
1,0 |
52 |
59 |
64 |
— |
— |
— |
||
|
45 |
2,0 |
63 |
70 |
86 |
103 |
— |
— |
||
|
46 |
3,0 |
65 |
73 |
89 |
107 |
— |
— |
||
|
47 |
4,0 |
65 |
73 |
90 |
107 |
— |
— |
||
|
48 |
5,0 |
— |
98 |
107 |
131 |
151 |
174 |
||
|
49 |
6,0 |
— |
98 |
108 |
131 |
151 |
174 |
||
|
50 |
8,0 |
— |
102 |
111 |
132 |
155 |
180 |
||
|
51 |
10,0 |
— |
102 |
111 |
132 |
156 |
180 |
||
|
52 |
20,0 |
— |
— |
120 |
147 |
171 |
196 |
||
|
53 |
30,0 |
— |
— |
138 |
162 |
192 |
216 |
||
|
54 |
60,0 |
— |
— |
150 |
177 |
207 |
237 |
||
|
55 |
80,0 |
— |
— |
— |
198 |
231 |
264 |
||
|
56 |
160,0 |
— |
— |
— |
215 |
251 |
288 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
|||
Расчетное значение силы тока в зависимости от
|
Приложение 5 |
|||||||||
|
№ позиции |
Диаметр сварочной проволоки, |
Толщина металла, мм, до |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
8 |
10 |
15 |
||
|
Сила сварочного тока I, A |
||||||||||
|
1 |
0,8 |
65 |
70 |
80 |
— |
— |
— |
— |
— |
— |
|
2 |
1,0 |
75 |
80 |
90 |
— |
— |
— |
— |
— |
— |
|
3 |
1,2 |
80 |
87 |
100 |
118 |
127 |
135 |
145 |
158 |
180 |
|
4 |
1,4 |
90 |
100 |
120 |
150 |
160 |
170 |
180 |
190 |
209 |
|
5 |
1,6 |
— |
— |
135 |
160 |
170 |
180 |
200 |
220 |
250 |
|
6 |
2,0 |
— |
— |
— |
190 |
200 |
210 |
230 |
250 |
300 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
Расчетное значение скорости сварки в зависимости
|
Приложение 6 |
||||||||||
|
№ позиции |
Диаметр сварочной проволоки, |
Катет шва, мм, до |
|||||||||
|
2 |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 и более |
|||
|
Скорость сварки V, м/ч |
|||||||||||
|
1 |
1,0 |
34 |
32 |
30 |
28 |
— |
— |
— |
— |
— |
|
|
2 |
1,2 |
33 |
31 |
29 |
27 |
25 |
23 |
— |
— |
— |
|
|
3 |
1,6 |
32 |
30 |
28 |
26 |
24 |
22 |
20 |
— |
— |
|
|
4 |
2,0 |
— |
29 |
27 |
25 |
23 |
21 |
19 |
17 |
15 |
|
|
5 |
2,5 |
— |
— |
26 |
24 |
22 |
20 |
18 |
16 |
14 |
|
|
6 |
3,0 |
— |
— |
25 |
23 |
21 |
19 |
17 |
15 |
13 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
Расчетное значение скорости сварки в зависимости
|
Приложение 7 |
||||||||||
|
№ позиции |
Диаметр сварочной проволоки, |
Толщина металла, мм, до |
|||||||||
|
2 |
3 |
4 |
6 |
8 |
10 |
16 |
20 |
30 и более |
|||
|
Скорость сварки V, м/ч |
|||||||||||
|
1 |
1,0 |
44 |
40 |
35 |
32 |
— |
— |
— |
— |
— |
|
|
2 |
1,2 |
40 |
35 |
32 |
28 |
23 |
20 |
— |
— |
— |
|
|
3 |
1,6 |
— |
30 |
28 |
24 |
22 |
18 |
16 |
— |
— |
|
|
4 |
2,0 |
— |
— |
26 |
23 |
20 |
17 |
15 |
13 |
11 |
|
|
5 |
2,5 |
— |
— |
24 |
21 |
19 |
16 |
14 |
12 |
10 |
|
|
6 |
3,0 |
— |
— |
— |
19 |
18 |
15 |
13 |
11 |
9 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
Расчетное значение силы тока в зависимости от
|
Приложение 10 |
||||||||||
|
№ позиции |
Диаметр присадочной проволоки, |
Толщина металла, мм, до |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
7 |
10 |
20 |
30 и более |
|||
|
Сила тока, А |
|||||||||||
|
1 |
1,0 |
70 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
2 |
2,0 |
75 |
80 |
90 |
100 |
— |
— |
— |
— |
— |
|
|
3 |
3,0 |
110 |
120 |
140 |
160 |
180 |
— |
— |
— |
— |
|
|
4 |
4,0 |
— |
— |
200 |
220 |
260 |
280 |
300 |
360 |
420 |
|
|
5 |
5,0 |
— |
— |
— |
— |
270 |
290 |
310 |
380 |
450 |
|
|
6 |
6,0 |
— |
— |
— |
— |
— |
460 |
480 |
500 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
Расчетное значение силы тока в зависимости от
|
Приложение 11 |
||||||||||
|
№ позиции |
Диаметр присадочной проволоки, |
Толщина металла, мм, до |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
8 |
10 |
12 и более |
|||
|
Сила тока, А |
|||||||||||
|
1 |
1,0 |
55 |
65 |
70 |
— |
— |
— |
— |
— |
— |
|
|
2 |
2,0 |
70 |
90 |
110 |
130 |
150 |
170 |
— |
— |
— |
|
|
3 |
3,0 |
90 |
110 |
130 |
150 |
170 |
190 |
210 |
230 |
250 |
|
|
4 |
4,0 |
110 |
130 |
150 |
170 |
190 |
210 |
230 |
250 |
270 |
|
|
5 |
5,0 |
— |
— |
170 |
190 |
210 |
230 |
250 |
270 |
290 |
|
|
6 |
6,0 |
— |
— |
— |
210 |
230 |
250 |
270 |
290 |
310 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
Расчетное значение силы тока в зависимости от
|
Приложение 12 |
||||||||||
|
№ позиции |
Положение шва в пространстве |
Диаметр присадочной проволоки, |
Толщина металла, мм, до |
||||||||
|
1 |
2 |
4 |
6 |
8 |
10 |
20 |
30 и более |
||||
|
Расчетное значение силы тока, |
|||||||||||
|
1 |
Нижнее |
1,6 |
94 |
99 |
104 |
109 |
114 |
120 |
135 |
156 |
|
|
2 |
2,0 |
117 |
123 |
130 |
137 |
143 |
149 |
169 |
195 |
||
|
3 |
3,0 |
153 |
161 |
170 |
178 |
187 |
195 |
221 |
255 |
||
|
4 |
4,0 |
189 |
199 |
210 |
220 |
231 |
241 |
273 |
315 |
||
|
5 |
5,0 |
225 |
237 |
250 |
262 |
275 |
287 |
325 |
375 |
||
|
6 |
6,0 |
261 |
275 |
290 |
304 |
319 |
333 |
377 |
435 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||
Примечание. При сварке неплавящимся электродом расчетное значение силы тока следует определять с коэффициентом 0,9.
Значение длины кольцевого стыка в зависимости от
|
Приложение 13 |
||||||||||
|
№ позиции |
Диаметр кольцевого стыка, мм, |
Диаметр кольцевого стыка, мм, |
|||||||||
|
— |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
|||
|
Значение длины кольцевого |
|||||||||||
|
1 |
— |
— |
0,031 |
0,063 |
0,094 |
0,120 |
0,160 |
0,190 |
0,220 |
0,250 |
|
|
2 |
90 |
0,280 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
3 |
100 |
0,314 |
0,340 |
0,370 |
0,410 |
0,440 |
0,470 |
0,503 |
0,530 |
0,560 |
|
|
4 |
200 |
0,638 |
0,66 |
0,69 |
0,73 |
0,75 |
0,79 |
0,81 |
0,85 |
0,88 |
|
|
5 |
300 |
0,94 |
0,97 |
1,00 |
1,03 |
1,07 |
1,10 |
1,13 |
1,16 |
1,19 |
|
|
6 |
400 |
1,26 |
1,29 |
1,32 |
1,35 |
1,38 |
1,42 |
1,44 |
1,48 |
1,50 |
|
|
7 |
500 |
1,57 |
1,60 |
1,63 |
1,66 |
1,69 |
1,73 |
1,76 |
1,79 |
1,82 |
|
|
8 |
600 |
1,88 |
1,91 |
1,95 |
1,97 |
2,00 |
2,04 |
2,10 |
2,12 |
2,14 |
|
|
9 |
700 |
2,20 |
2,23 |
2,26 |
2,29 |
2,32 |
2,35 |
2,39 |
2,42 |
2,45 |
|
|
10 |
800 |
2,51 |
2,54 |
2,57 |
2,60 |
2,63 |
2,67 |
2,70 |
2,73 |
2,76 |
|
|
11 |
900 |
2,83 |
2,86 |
2,89 |
2,92 |
2,95 |
2,98 |
3,02 |
3,05 |
3,08 |
|
|
12 |
1000 |
3,14 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
Наименование, индекс, вид шва и формулы расчета
|
Приложение 14 |
||
|
Индексы швов |
Швы |
Эскиз |
Формула расчета площади |
|
С1 |
Стыковых соединений с отбортовкой кромок односторонние |
|
F = b · iспр + |
|
С2 |
Стыковых соединений без скоса кромок односторонние |
|
F = S |
|
С3 |
Стыковых соединений с отбортовкой одной кромки односторонние |
|
F = S |
|
С4 |
Стыковых соединений без скоса односторонние на съемной подкладке |
|
F = S×b |
|
С5 |
Стыковых соединений без скоса кромок односторонние на остающейся подкладке |
|
F = |
|
С6 |
Стыковых соединений без скоса кромок односторонние замковые |
|
F = |
|
С7 |
Стыковых соединений без скоса кромок двусторонние |
|
F = |
|
С8 |
Стыковых соединений со скосом одной кромки односторонние |
|
|
|
С9 |
Стыковых соединений со скосом одной кромки односторонние на съемной подкладке |
|
|
|
С10 |
Стыковых соединений со скосом одной кромки односторонние на остающейся подкладке |
|
|
|
С11 |
Стыковых соединений со скосом одной кромки односторонние замковые |
|
|
|
С12 |
Стыковых соединений со скосом одной кромки двусторонние |
|
F = 0,75l1q1 — подварочный шов |
|
С13 |
Стыковых соединений с криволинейным скосом одной кромки двусторонние |
|
F = 0,75l1q1 — подварочный шов |
|
С14 |
Стыковых соединений с ломаным скосом одной кромки двусторонние |
|
F = 0,75l1q1 — с |
|
С15 |
Стыковых соединений с двумя симметричными скосами одной кромки |
|
|
|
С16 |
Стыковых соединений с двумя симметричными криволинейными скосами одной кромки |
|
|
|
С17 |
Стыковых соединений со скосом двух кромок односторонние |
|
F = S · b + (S — С)2tgα |
|
С18 |
Стыковых соединений со скосом двух кромок односторонние на съемной подкладке |
|
F1 = S · b + (S |
|
С19 |
Стыковых соединений со скосом двух кромок односторонние на остающейся подкладке |
|
F1 = S · b + (S |
|
С20 |
Стыковых соединений со скосом двух кромок односторонние |
|
F1 = S · b + S2tgα |
|
С21 |
Стыковых соединений со скосом двух кромок двусторонние |
|
F1 = S · b + (S — С)2tgα + 0,75lq — основной шов F2 = 0,75l1q1 — подварочный шов |
|
С22 |
Стыковых соединений со ступенчатым скосом двух кромок односторонние |
|
F = S · b + 2(S — С)b1 |
|
С23 |
Стыковых соединений с криволинейным скосом двух кромок двусторонние |
|
F2 = 0,75l1q1 — подварочный шов |
|
С24 |
Стыковых соединений с ломаным скосом двух кромок двусторонние |
|
F1 = S · b + (h F2 = 0,75l1q1 — подварочный шов |
|
С25 |
Стыковых соединений с двумя симметричными скосами двух кромок, двусторонние |
|
|
|
С26 |
Стыковых соединений с двумя симметричными криволинейными скосами двух кромок двусторонние |
|
|
|
С27 |
Швы соединений с двумя симметричными ломаными скосами двух кромок |
|
|
|
С28 |
Стыковых соединений с отбортовкой двух кромок односторонние |
|
|
|
С49 |
Стыковых соединений со скосом кромок и расточкой односторонние на остающемся цилиндрическом подкладном кольце |
|
F = S · b + (S — С)2tgα |
|
С50 |
Стыковых соединений со скосом кромок и расточкой односторонние на остающемся коническом подкладном кольце |
|
F = S · b + (S — С)2tgα |
|
С51 |
Стыковых соединений со скосом и раздачей кромок односторонние на остающейся конической подкладке |
|
F = S · b + (S — С)2tgα |
|
С52 |
Односторонний на остающейся цилиндрической подкладке с криволинейным скосом кромок с расточкой |
|
|
|
С53 |
|
F02 = (S — S1)b |
|
|
С54 |
Стыковых соединений со скосом кромок двусторонние |
|
F = S · b + (S — С)2tgα + 0,75lq |
|
С55 |
Стыковых соединений со скосом кромок односторонние на съемной подкладке |
|
F = S |
|
С57 |
Стыковых соединений без скоса кромок с раздачей односторонние на остающейся цилиндрической подкладке |
|
F = S |
|
С58 |
Стыковых соединений со скосом и раздачей кромок односторонние на остающейся цилиндрической подкладке |
|
F = S |
|
С60 |
Швы стыковых соединений без скоса кромок односторонние на съемной подкладке |
|
F = S |
|
У1 |
Угловых соединений с отбортовкой одной кромки односторонние |
|
F = b · iспр + |
|
У2 |
Угловых соединений с отбортовкой одной кромки односторонние |
|
|
|
У4 |
Угловых соединений без скоса кромок односторонние |
|
F = K2/2 F = S |
|
У5 |
Угловых соединений без скоса кромок двусторонние |
|
F = S · b + 0,75lq — основной шов F = K12/2 + 1,05K1h — подварочный шов F = K2/2 + 1,05Kh — основной шов F = K12/2 + 1,05K1h — подварочный шов |
|
У6 |
Угловых соединений со скосом одной кромки односторонние |
|
|
|
У7 |
Угловых соединений со скосом одной кромки двусторонние |
|
F2 = K2/2 + 1,05Kh — подварочный шов |
|
У8 |
Угловых соединений с двумя симметричными скосами одной кромки двусторонние |
|
|
|
У9 |
Угловых соединений со скосом двух кромок односторонние |
|
F1 = S · b +(S |
|
У10 |
Угловых соединений со скосом двух кромок двусторонние |
|
F1 = S · b +(S — С)2tgα + 0,75lq — основной шов F2 = K12/2 + 1,05K1h — подварочный шов |
|
У15 У23 |
Угловое соединение фланца или кольца с трубой |
|
F = K2/2 |
|
У16 |
Угловое соединение отростка с трубой равных размеров |
|
F = K2/2 |
|
У17 У18 |
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой |
|
F = K2/2 + 1,05Kh
|
|
У19 |
Угловых соединений со скосом одной кромки односторонние |
|
|
|
У20 |
Угловых соединений со скосом одной кромки односторонние на цилиндрическом усе, удаляемом расточкой |
|
|
|
Т1 Н1 Н3 |
Тавровых, нахлесточных соединений без скоса кромок односторонние |
|
F = K2/2 |
|
Т3 Н2 Н4 |
Тавровых и нахлестанных соединений без скоса кромок двусторонние |
|
F = K2/2 |
|
Т6 |
Тавровых соединений со скосом одной кромки односторонние |
|
|
|
Т7 |
Тавровых соединений со скосом одной кромки двусторонние |
|
F2 = K12/2 + 1,05K1h |
|
Т8 |
Тавровых соединений с двумя симметричными скосами одной кромки |
|
|



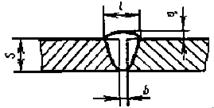









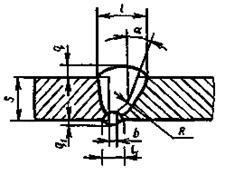
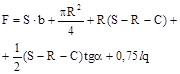






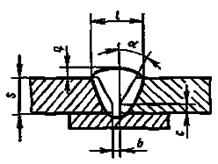
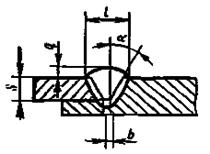

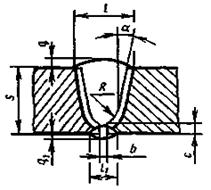








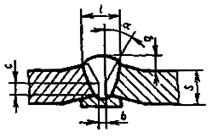







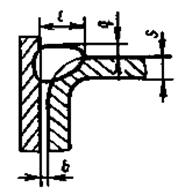



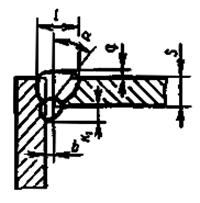











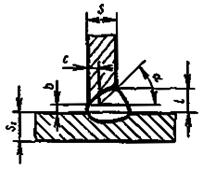

СОДЕРЖАНИЕ
1. Общая часть. 1
2. Наименование оборудования и
технология работы.. 6
3. Организация труда. 7
4. Нормативная часть. 8
4.1. Неполное штучное время на
дуговую сварку. 8
Карта 1.
Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и
низколегированных сталей. Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7,
С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24,
С25, С26, С27 и С28. Основной шов. 8
Карта 2. Полуавтоматическая
дуговая сварка в среде двуокиси углерода углеродистых и низколегированных
сталей. Швы стыковых соединений С12, С13, С14, С21, С23, С24. Шов с противоположной стороны.. 21
Карта 3.
Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и
низколегированных сталей. Швы угловых соединений У1, У2, У4, У5, У6, У7, У8, У9,
У10. Основной шов. 22
Карта 4.
Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и
низколегированных сталей. Швы тавровых соединений Т6, Т7, Т8, Т9. Основной шов. 26
Карта 5.
Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и
низколегированных сталей. Швы угловых соединений У8. Шов с противоположной стороны.. 29
Карта 6.
Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и
низколегированных сталей. Швы нахлесточных, угловых и тавровых соединений Н1,
Н2, У4, У5, У7, У10, Т1, Т3. Основной шов. 30
Карта 7.
Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из
углеродистых и низколегированных сталей. Швы стыковых соединений С2, С4, С8,
С10, С17, С18, С49, С50, С51, С52, С53, С54, С55. Основной
шов. 31
Карта 8.
Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из
углеродистых и низколегированных сталей. Швы стыковых соединений С54. Шов с противоположной стороны.. 35
Карта 9.
Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из углеродистых
и низколегированных сталей. Швы угловых соединений У17, У19, У20. Основной шов. 35
Карта 10.
Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из
углеродистых низколегированных сталей. Швы нахлесточных и угловых соединений
Н1, Н3, Н4, У5, У7, У8, У15, У16, У17, У18. Основной
шов. 37
Карта 11.
Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и
высоколегированных сталей. Швы стыковых соединений С1, С2, С3, С4, С6, С7,
С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24,
С25, С26, С27, С28. Основной шов. 38
Карта 12.
Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и
высоколегированных сталей. Швы стыковых соединений С12, С13, С14, С21, С23,
С24. Шов с противоположной стороны.. 51
Карта 13.
Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и
высоколегированных сталей. Швы угловых соединений У1, У2, У4, У5, У6, У7, У8,
У9, У10. Основной шов. 52
Карта 14.
Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и
высоколегированных сталей. Швы угловых соединений У8. Шов с противоположной стороны.. 57
Карта 15.
Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и
высоколегированных сталей. Швы тавровых соединений Т6, Т7, Т8, Т9. Основной шов. 58
Карта 16.
Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных
сталей. Швы нахлесточных, угловых и тавровых соединений Н1, Н2, У4, У5, У7,
У10, Т1, Т3. Основной шов. 60
Карта 17.
Полуавтоматическая аргонодуговая сварка легированных и высоколегированных
сталей. Швы стыковых соединений С2, С4, С7, С8, С9, С10, С12, С13, С14, С15,
С16, С17, С18, С19, С21, С25. Основной шов. 62
Карта 18.
Полуавтоматическая аргонодуговая сварка легированных и высоколегированных
сталей. Швы стыковых соединений С12, С13, С14, С21.
Шов с
противоположной стороны.. 67
Карта 19.
Полуавтоматическая аргонодуговая сварка легированных и высоколегированных
сталей. Швы тавровых соединений Т6, Т7, Т8, Т9. Основной
шов. 68
Карта 20.
Полуавтоматическая аргонодуговая сварка легированных и высоколегированных
сталей. Швы угловых соединений У4, У5, У6, У7, У8, У9, У19. Основной шов. 71
Карта 21.
Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей.
Швы угловых соединений У8. Шов с противоположной
стороны.. 73
Карта 22.
Полуавтоматическая аргонодуговая сварка легированных и высоколегированных
сталей. Швы нахлесточных, угловых и тавровых соединений Н1, Н2, У4, У5, У7,
У10, Т1, Т3. Основной шов. 73
Карта 23.
Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов. Швы
стыковых соединений С2, С4, С5, С7, С8, С9, С10, С12, С15, С17, С18, С19,
С21, С25. Основной шов. 74
Карта 24.
Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов. Швы
стыковых соединений С12, С21. Шов с
противоположной стороны.. 77
Карта 25.
Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов. Швы
угловых соединений У4, У5, У6, У7, У8, У9. Основной
шов. 77
Карта 26.
Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов. Швы
угловых соединений У8. Шов с противоположной
стороны.. 79
Карта 27.
Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов. Швы
тавровых соединений Т6, Т7, Т8. Основной шов. 79
Карта 28.
Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов. Швы
нахлесточных, угловых и тавровых соединений Н1, Н2, У4, У5, У7, Т1, Т3. Основной шов. 80
Карта 29.
Полуавтоматическая аргонодуговая сварка стыков труб из меди и медно-никелевых
сплавов. Швы стыковых соединений С2, С5, С18, С19, С55, С57, С58, С60. Основной шов. 81
Карта 30.
Полуавтоматическая аргонодуговая сварка стыков труб из меди и медно-никелевых
сплавов. Швы нахлесточных и угловых соединений Н1, У5. Основной шов. 83
Карта 31.
Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и
низколегированных сталей. Швы стыковых соединений С2, С4, С5, С7, С8, С9,
С12, С17, С18, С21, С25. Основной шов. 83
Карта 32.
Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и
низколегированных сталей. Швы стыковых соединений С12, С21. Шов с противоположной стороны.. 88
Карта 33.
Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и
низколегированных сталей. Швы тавровых соединений Т6. Основной шов. 89
Карта 34.
Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и
низколегированных сталей. Швы угловых соединений У6, У8, У9. Основной шов. 90
Карта 35.
Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и
низколегированных сталей. Швы нахлесточных, угловых и тавровых соединений Н1,
Н2, У4, У5, Т1, Т3. Основной шов. 92
Карта 36.
Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и
низколегированных сталей. Швы угловых соединений У8. Шов с противоположной стороны.. 93
Карта 37.
Автоматическая аргонодуговая сварка плавящимся электродом алюминия и алюминиевых
сплавов. Швы стыковых соединений С2, С4, С5, С7, С17, С18, С19, С21, С25. Основной шов. 94
Карта 38.
Автоматическая аргонодуговая сварка плавящимся электродом алюминия и
алюминиевых сплавов. Швы стыковых соединений С21. Шов
с противоположной стороны.. 96
Карта 39.
Автоматическая аргонодуговая сварка плавящимся электродом алюминия и
алюминиевых сплавов. Швы тавровых соединений Т6, Т8. Основной шов. 96
Карта 40.
Автоматическая аргонодуговая сварка плавящимся электродом алюминия и
алюминиевых сплавов. Швы угловых соединений У6, У9. Основной шов. 97
Карта 41.
Автоматическая аргонодуговая сварка плавящимся электродом алюминия и
алюминиевых сплавов. Швы нахлесточных, угловых и тавровых соединений Н1, Н2,
У4, У5, У7, Т1, Т3. Основной шов. 97
Карта 42.
Автоматическая аргонодуговая сварка неплавящимся электродом алюминия и
алюминиевых сплавов. Швы стыковых соединений С2, С7, С17, С21, С25. Основной шов. 98
Карта 43.
Автоматическая аргонодуговая сварка неплавящимся электродом алюминия и
алюминиевых сплавов. Швы стыковых соединений С21. Шов
с противоположной стороны.. 100
Карта 44.
Автоматическая аргонодуговая сварка неплавящимся электродом алюминия и
алюминиевых сплавов. Швы тавровых соединений Т6, Т7, Т8. Основной шов. 100
Карта 45.
Автоматическая аргонодуговая сварка неплавящимся электродом алюминия и
алюминиевых сплавов. Швы угловых соединений У4, У5, У6, У7, У8. Основной шов. 101
Карта 46.
Автоматическая аргонодуговая сварка неплавящимся электродом алюминия и
алюминиевых сплавов. Швы нахлесточных, угловых и тавровых соединений Н1, Н2,
У4, У5, У7, Т1, Т3. Основной шов. 102
Карта 47.
Автоматическая аргонодуговая сварка плавящимся электродом легированных и
высоколегированных сталей. Швы стыковых соединений С2, С7, С8, С17, С19, С21,
С25. Основной шов. 103
Карта 48.
Автоматическая аргонодуговая сварка плавящимся электродом легированных и
высоколегированных сталей. Швы стыковых соединений С21. Шов с противоположной стороны.. 104
Карта 49.
Автоматическая аргонодуговая сварка плавящимся электродом легированных и
высоколегированных сталей. Швы нахлесточных, угловых и тавровых соединений
Н1, Н2, У4, У5, Т1, Т3. Основной шов. 105
Карта 50.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и
алюминиевых сплавов. Швы стыковых соединений С2, С3, С4, С5, С7, С8, С9, С10,
С12, С15, С17, С18, С19, С21, С25. Основной шов. 106
Карта 51.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых
сплавов. Швы стыковых соединений С12, С21. Шов с
противоположной стороны.. 109
Карта 52.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и
алюминиевых сплавов. Швы угловых соединений У4, У5, У6, У7, У8, У9. Основной шов. 109
Карта 53.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и
алюминиевых сплавов. Швы угловых соединений У8. Шов
спротивоположной стороны.. 111
Карта 54.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и
алюминиевых сплавов. Швы тавровых соединений Т6, Т7, Т8. Основной шов. 111
Карта 55.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых
сплавов. Швы нахлесточных, угловых и тавровых соединений Н1, Н2, У4, У5, У7,
Т1, Т3. Основной шов. 112
Карта 56.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой труб из меди
и медно-никелевых сплавов. Швы стыковых соединений С2, С4, С5, С7, С8, С9,
С17, С25. Основной шов. 113
Карта 57.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой труб из меди
и медно-никелевых сплавов. Швы угловых соединений У4, У6, У9. Основной шов. 115
Карта 58. Ручная
аргонодуговая сварка неплавящимся электродом с присадкой труб из меди и
медно-никелевых сплавов. Швы нахлесточных и угловых соединений Н1, Н3, Н4,
У7, У23. Основной шов. 115
Карта 59.
Ручная аргонодуговая сварка неплавящимся электродом без присадки труб из меди
и медно-никелевых сплавов. вы стыковых соединений С4, С18, С19, С57, С60. Основной шов. 116
Карта 60.
Ручная аргонодуговая сварка неплавящимся электродом без присадки труб из меди
и медно-никелевых сплавов. Швы угловых соединений У7, У16, У17, У18. Основной шов. 117
Карта 61.
Ручная аргонодуговая сварка неплавящимся электродом без присадки труб из меди
и медно-никелевых сплавов. Швы нахлесточных и угловых соединений Н1, Н3, Н4,
У7, У23. Основной шов. 118
Карта 62.
Ручная аргонодуговая сварка неплавящимся электродом без присадки труб из меди
и медно-никелевых сплавов. Швы стыковых соединений С2, С4, С5, С6, С7, С8,
С9, С10, С11, С12, С15, С17, С18, С19, С20, С21, С22, С25, С28. Основной шов. 119
Карта 63.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных
и высоколегированных сталей. Швы стыковых соединений С12, С21. Шов с противоположной стороны.. 122
Карта 64.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных
и высоколегированных сталей. Швы тавровых соединений Т6, Т7, Т8. Основной шов. 122
Карта 65.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных
и высоколегированных сталей. Швы угловых соединений У1, У2, У4, У5, У6, У7,
У8, У9, У10. Основной шов. 123
Карта 66.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных
и высоколегированных сталей. Швы угловых соединений У8. Шов с противоположной стороны.. 125
Карта 67.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных
и высоколегированных сталей. Швы нахлесточных, угловых и тавровых соединений
Н1, Н2, У4, У5, У7, У10, Т1, Т3. Основной шов. 125
Карта 68.
Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных
и высоколегированных сталей. Швы стыковых соединений С2, С4, С5, С6, С28. Основной шов. 127
4.2. Вспомогательное время,
связанное со сваркой шва. Автоматическая, полуавтоматическая и ручная дуговая
сварка. 127
Карта 69.
Зачистка сварного шва от окисной пленки после каждого прохода. 127
Карта 70.
Осмотр и промер шва. 128
Карта 71.
Подтягивание проводов, откусывание и удаление остатков проволоки, подача
проволоки в головку автомата или полуавтомата и смена кассет. 128
Карта 72.
Смена присадочных прутков. 128
Карта 73.
Проверка правильности установки головки автомата. 128
Карта 74.
Обмазка раствором поверхности металла околошовной зоны.. 128
Карта 75.
Зачистка околошовной зоны от брызг наплавленного металла. 129
Карта 76.
Зачистка кромок перед сваркой от налета ржавчины или окисной пленки. 129
Карта 77.
Зачистка и обезжиривание присадочных прутков перед сваркой. 130
4.3. Вспомогательное время,
связанное с изделием и типом оборудования. Автоматическая, полуавтоматическая
и ручная дуговая сварка. 130
Карта 78.
Клеймение шва. 130
Карта 79.
Установка и снятие щитов для защиты от сварочной дуги. 130
Карта 80.
Крепление изделия на столе, стенде, приспособлении. 130
Карта 81.
Перемещение изделия грузоподъемными механизмами. 131
Карта 82.
Установка, снятие и поворот изделий вручную.. 131
Карта 83.
Поворот деталей и изделий в механизированных приспособлениях. 132
Карта 84. Перемещение
электросварщика в процессе сварки многопроходных швов. 132
Карта 85.
Намотка сварочной проволоки в кассеты.. 132
Карта 86.
Подготовительно-заключительное время. 132
4.4. Поправочные коэффициенты к
картам неполного штучного времени на измененные условия работы.
Автоматическая, полуавтоматическая и ручная дуговая сварка. 133
Карта 87.
Коэффициенты, учитывающие условия выполнения работ и вид сварки. 133
Карта 88.
Коэффициенты, учитывающие положение шва в пространстве. 133
Карта 89.
Коэффициенты, учитывающие время на электроприхватку. 133
Карта 90.
Коэффициенты, учитывающие вид сварки, шва и его длину. 134
Карта 91.
Коэффициенты, учитывающие время на строжку корня шва и кромок стыков. 134
4.5. Приложения. 135
Приложение
1. Площадь поперечного сечения шва для расчета количества проходов сварки. 135
Приложение
2. Значение коэффициента наплавки металла. 135
Приложение
3. Значение коэффициента плотности наплавленного металла. 135
Приложение
4. Расчетное значение силы тока в зависимости от положения шва в
пространстве, диаметра сварочной проволоки и толщины металла. 135
Приложение
5. Расчетное значение силы тока в зависимости от толщины металла и диаметра
сварочной проволоки для полуавтоматической сварки стыков труб из меди и
медно-никелевых сплавов. 136
Приложение
6. Расчетное значение скорости сварки в зависимости от диаметра сварочной
проволоки и катета шва для автоматической дуговой сварки алюминия и
алюминиевых сплавов плавящимся электродом.. 137
Приложение
7. Расчетное значение скорости сварки в зависимости от диаметра сварочной
проволоки и толщины металла при автоматической сварке. 137
Приложение
8. Расчетное значение скорости сварки в зависимости от диаметра присадочной
проволоки и катета шва при автоматической аргонодуговой сварке алюминия и
алюминиевых сплавов неплавящимся электродом.. 137
Приложение
9. Расчетное значение скорости сварки в зависимости от диаметра присадочной
проволоки и толщины металла при автоматической дуговой сварке алюминия и
алюминиевых сплавов неплавящимся электродом.. 137
Приложение
10. Расчетное значение силы тока в зависимости от диаметра присадочной
проволоки и толщины металла при ручной аргонодуговой сварке алюминия и
алюминиевых сплавов неплавящимся электродом.. 138
Приложение
11. Расчетное значение силы тока в зависимости от диаметра присадочной
проволоки и толщины металла при ручной аргонодуговой сварке меди и
медно-никелевых сплавов неплавящимся электродом.. 138
Приложение
12. Расчетное значение силы тока в зависимости от диаметра присадочной
проволоки и толщины металла при ручной аргонодуговой сварке легированных и высоколегированных
сталей плавящимся электродом.. 138
Приложение
13. Значение длины кольцевого стыка в зависимости от его диаметра. 138
Приложение
14. Наименование, индекс, вид шва и формулы расчета площади поперечного
сечения швов. 139
СОДЕРЖАНИЕ
- Зачем нужны нормы времени на сварочные работы
- Основа расчета нормы времени для сварочных работ
- Оптимальная скорость производства сварочных работ
- Формулы для расчета нормы времени на сварочные работы
- Пример расчета нормы времени для сварочных работ
Нормы времени на сварочные работы необходимы для определения максимальной загрузки сварщика задачами, а также нормирования и стандартизации качества сварного шва. Зная табличные показатели, формулы, квалификацию специалиста, основные и дополнительные временные затраты, мастер или сам сварщик могут составить оптимальный график и норму производства работ.
При расчете нормы времени нет такого понятия, как мелочи, маловажные нюансы и проч. Учитывается буквально всё: от толщины свариваемой заготовки и типа металла до времени, необходимого для подготовки рабочего места, расходных материалов и смены использованного электрода. Подробнее о нормах времени сварочных работ читайте в нашем материале.
Зачем нужны нормы времени на сварочные работы
Каждый производственный процесс требует от мастера знаний и умений, а, кроме того, несет потенциальную опасность, поэтому при работе всегда нужно соблюдать установленные правила. Сварочные работы не исключение. Чтобы оптимально использовать рабочее время и получать качественные сварные швы, мастеру предварительно нужно изучить большое количество нормативных документов: государственные стандарты (ГОСТ), своды правил (СП), строительные нормы и правила (СНиП), единые нормы и расценки (ЕНиР) и т. д.

Однако очень часто при приеме на работу выясняется, что сварщику незнакомо содержание большинства нормативных документов. Это вполне объяснимо: документация пишется сухим деловым языком, читать ее сложно, на это требуется время.
Почему определение норм времени на сборочно-сварочные работы так важно? Каков смысл нормирования трудового процесса?
Суть нормирования трудовой деятельности — установление рационального порядка действий, при этом учитываются затраты сил и времени, материальные ресурсы и др.
Свариваемые изделия имеют разные характеристики. Нужно точно знать, сколько понадобится времени на сварочные работы в каждом индивидуальном случае. Полученные цифры используются при последующих расчетах, например, для определения комплексных норм времени или при организации коллективной формы труда.
Основа расчета нормы времени для сварочных работ
Во многих странах бывшего Советского Союза приняты и прописаны в стандартах единые временные нормы на сваривание одного метра шва. Однако любой сварщик обязан уметь сам определять необходимое время сварки — это один из показателей его квалификации. Общее время рассчитывается исходя из того, сколько минут затрачивается на подготовку к сварочным работам и сколько — непосредственно на сварку.

Поэтому при оценке времени, которое понадобится на сварку, в расчет берут все виды работ, выполняемых сварщиком. Исходя из этого принципа, сварочные работы делятся на несколько этапов:
- Основные операции — подготовка детали, предварительная ее обработка, сборка конструкции, сварочные работы, финишная зачистка швов. Все эти манипуляции необходимы для получения отличного результата.
- Вспомогательные операции — оценка состояния готового продукта, транспортировка его в место назначения.
- Дополнительное время на обслуживание сварки, предоставление условий для хранения расходных материалов и т. д.
Прежде чем начинать сварочные работы, нужно подготовить все материалы, инструменты, проверить работоспособность механизмов и т. д. На это тоже требуется время, которое учитывается при указании норм.
Также в расчет берется период, во течение которого, например, идет процесс горения дуги и т. п.
Читайте также: «Сварочный стол своими руками»
Итак, временные нормативы складываются из нескольких частей:
- Подготовительно-заключительная часть (выделяется на партию изделий). Сюда входит время на ознакомление с заданием и инструкциями, изучение фронта работ, наладку приспособлений, трансформатора, сварочной горелки, на сдачу проекта.
- Основная часть (выделяется время на работу с одной деталью или формирование одного метра шва (реза)). Включается время, затрачиваемое непосредственно на сварку или резку, а также период нагрева металла на начальном этапе работы.
- Вспомогательная часть. Здесь учитывается время: на осмотр и измерение сварного соединения; замену электродов; зачистку швов от брызг расплавленного металла и шлаков; клеймение соединений; установку и уборку детали; переходы мастера от одной точки сварки (резки) к другой; отдых и т. д.
- Дополнительная часть — время на обслуживание рабочего пространства, раскладку инструмента и его своевременную уборку, замену баллонов с газами, подсоединение шлангов, регулирование параметров сварки и т. п.
Затрачиваемое время может варьироваться в зависимости от квалификации мастера, характеристик металла, метода сварки, положения сварного соединения относительно окружающего пространства, мощности горелки и т. д. В случае резки основной учитываемый показатель — толщина металла, который нужно раскроить.
Читайте также: «Сварка арматуры»
Для того чтобы определить общее время сварки, требуется сначала рассчитать основную его часть, а затем прибавить дополнительные временные затраты по каждой позиции. Правильная организация рабочего процесса и хорошая подготовка рабочего места снижают эти дополнительные траты и повышают производительность.
При выполнении сварочных работ нельзя обойтись без вспомогательных процедур, таких как осмотр соединений, подготовка кромок, замена электрода и т. п.
Откладывать их нельзя, поскольку это заметно снизит качество работы. Поэтому базовые и вспомогательные процедуры вместе составляют оперативное время сварочных работ.
Важные факторы для расчетов — опыт и уровень образования сварщика. При вычислениях используют специальный коэффициент. В итоге получается числовое значение —квалификационный эквивалент. Иными словами, каждой классификации соответствует свое значение, применяемое затем при расчетах.
Разработаны различные схемы расчетов норм времени на сварочные работы, но самая распространенная — в рабочих единицах, когда одной единице соответствует одно готовое изделие. Количество этих единиц зависит от квалификации сварщика (чем она выше, тем больше их должно быть).
Читайте также: «Оборудование для сварочных работ»
В случаях масштабных работ удобнее делать вычисления в минутах, затрачиваемых на сваривание одного шва. Помимо этого, в расчет входит много других параметров. Расчетные формулы рассмотрены ниже.
Оптимальная скорость производства сварочных работ
Для получения качественных сварных соединений очень важно рассчитать норму временных затрат, поскольку они влияют на скорость сварки. В большинстве случаев этот показатель зависит от таких параметров, как толщина сварного шва и самого изделия. Показателем качественной работы будет стабильное состояние расплава в ванне, без ее переполнения, без наплывов, с плавным переходом на основную часть детали.

Если скорость сварки будет ниже или выше рассчитанной, то это изменит время сварки и повлияет на конечный результат (в худшую сторону). Если скорость подобрана оптимально, то и сварное соединение получится достаточной глубины и небольшой ширины.
Поддержание правильного скоростного режима при сварке гарантирует соблюдение норм качества. В случае ручной дуговой сварки оптимальной считается скорость работы 30-40 м/ч.
Поскольку при сварочных работах используются разные материалы, нормы могут несколько различаться. Например, для сварки полуавтоматом они немного выше, что объясняется характеристиками используемых приборов.
В зависимости от квалификации сварщику приходится работать с разными металлами, поэтому и нормы времени на сварочные работы могут отличаться.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Читайте также: «Стыковое сварное соединение»
Как правило, выделяется несколько базовых групп, объединяющих материалы по их конструкционному назначению и химическому составу. Так, конструкционные сплавы на основе низколегированных сталей с высоким содержанием углерода составляют группу М01. Эти материалы обладают пределом текучести не более 360 МП.
Чем больше цифра в маркировке, тем лучше характеристики сплавов, входящих в группу. Например, группу М07 представляют высококачественные арматурные стали, используемые для создания конструкций из железобетона. Качество материалов — решающий фактор при расчете времени сварки.
Формулы для расчета нормы времени на сварочные работы
Время сварки автоматом и полуавтоматом при штучном производстве определяют по специальным формулам.
Для производства отдельных единиц и мелких партий изделий:
Тш = [(То + Твш) lш + Тви] К1,
где:
- То – основное время, затрачиваемое на сварку одного погонного метра соединения, мин;
- Твш – вспомогательное время, затрачиваемое на сварку одного погонного метра соединения, в зависимости от длины соединения, мин;
- lш – длина сварного соединения, м;
- Тви – вспомогательное время, затрачиваемое на работы, связанные с изделием, мин;
- К1 – коэффициент, применяемый к оперативному времени, учитывающий время на обслуживание рабочего места, отдых мастера и его личные нужды, равный 1,15.
Время сварки одного погонного метра однопроходного шва рассчитывается с помощью других выражений.
Читайте также: «Сварка нержавейки аргоном»
Для сварных соединений в нижнем и горизонтальном положениях, мин:
То, гор. = Gн / αн • Iсв,
где:
- Gн – масса наплавляемого металла, кг;
- αн – коэффициент наплавки, г/А•ч;
- Iсв – сила сварочного тока, А.
Для сварного соединения в вертикальном положении, мин:
То, вер. = (Gн / αн • Iсв) Кп,
где:
- Gн – масса наплавляемого металла;
- αн – коэффициент наплавки, г/А•ч;
- Iсв – сила сварочного тока, А;
- Кп – поправочный коэффициент (Кп = 1,25).
Основное время при работе с плавящимся электродом можно узнать по выражению
Тo = (mн • 60 •103) / (αн •Iсв),
где:
- mн – масса наплавляемого металла сварного соединения данного типоразмера, кг/м;
- αн – коэффициент наплавки, г/А•ч;
- Iсв – сила сварочного тока, А.
Значение коэффициента наплавки берут из специальной таблицы. Оно зависит от силы тока, используемого при сварке, и диаметра сварочной проволоки.
Читайте также: «Сварка нержавейки электродом»
Основное время (Тос) при сварке электродами — как плавящимися, так и неплавящимися – вычисляется по формуле:
Тос = 60/Vсв,
где Vсв — скорость сварки, м/ч.
При ручной дуговой сварке эта скорость равняется 10-20 м/ч.
При полуавтоматической сварке Vсв имеет значения 20-50 м/ч.
При полностью автоматической сварке Vсв составляет 50-120 м/ч.
Пример расчета нормы времени для сварочных работ
Рассчитывая нормы времени на сварочные работы, берут во внимание такие параметры, как квалификация сварщика, особенности сварочного процесса, форма деталей и характеристики материалов, из которых они изготовлены. Если упростить расчетную формулу, то получится обыкновенная дробь.
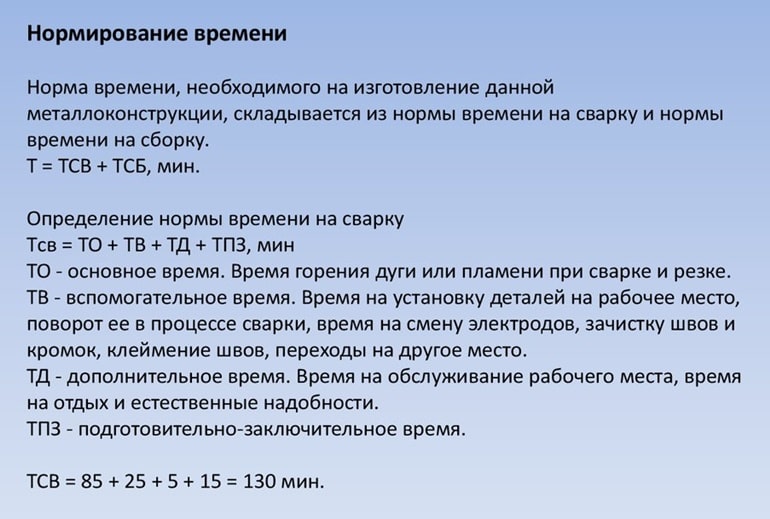
В числителе этой дроби находится длина сварного шва, а в знаменателе — рассчитанная норма скорости. Получившуюся разность умножают на коэффициент, равный 0,35. Тем самым получают норму времени, которое необходимо для визуальной оценки качества сварного соединения.
Чтобы определить время, необходимое на зачистку сварного соединения, требуется его длину умножить на коэффициент 0,6. Суммарный показатель равен времени, которое затрачивается на основную часть работ по сварке.
Примерно 5 % от суммарного показателя нужно на подготовку к сварочным работам. После вычисления этого показателя его приплюсовывают к суммарному. Далее нужно прибавить время, которое требуется мастеру на отдых: как правило, это не менее 10 % от времени на сварочные работы.
Число, которое в итоге получается, — это временная норма на осуществление определенных сварочных работ.
Читайте также: «Какая полуавтоматическая сварка лучше»
Нельзя забывать и про иные факторы, влияющие на суммарную норму времени: площадь сечения изделия, свойства электродов и расплава, сила тока и т. д.
Все подробные расчеты должны проводить высококвалифицированные специалисты в сфере нормирования труда, имеющие определенный опыт.
Нормы времени на сварочные работы
Оцените, пожалуйста, статью
Всего оценок: 23, Средняя: 2
Содержание
- 1 Нормы времени на сварочные работы. Классификация и расчеты
- 1.1 Факторы, влияющие на нормирование
- 1.2 Время сварки
- 1.3 Этапы сварки
- 1.4 Основной этап
- 1.5 Норма времени
- 1.6 Институт труда – работодателю
- 1.7 Плюсы
- 2 Нормы времени на сварочные работы
- 2.1 Как делают расчет
- 2.2 Норма времени сварочных работ как основа трудового процесса
- 2.3 Нормативы сварочных работ – правила определения и единицы измерения
- 2.4 Нормирование сварочной работы. В чем оно заключается
- 3 Как определить нормы времени на сварку
- 3.1 Основы расчета
- 3.2 Оптимальная скорость
- 3.3 Важность для расчета качества материала
- 3.4 Пример расчетных действий
Нормы времени на сварочные работы. Классификация и расчеты

06.01 Сборники норм времени
Нормирование сварочных работ имеет две чётких цели:
- снижение себестоимости продукции,
- повышение выработки сварщика.
Институт труда предлагает предприятиям актуальные типовые нормативы времени на сварочные работы (сварку труб, стыков, трубопроводов). Сборники нормативов позволят нормировщикам и руководству предприятия адекватно оценивать занятость сварщика и его перспективные трудовые возможности.
Факторы, влияющие на нормирование
Каждый специалист имеет собственную скорость сварки. Согласно этому показателю рассчитывается время сварки. В формуле также присутствует коэффициент опыта сварщика.
Среднее время сварки позволит спланировать выпуск определённого количества продукции в поставленный срок.
Расход электродов при расчёте нормативов также учитывается – экономная трата ресурса позволяет сделать цену на продукцию более низкой.
Время сварки
Количество времени, которое сварщик тратит на работу с трубами, стыками и трубопроводами, также зависит:
- от способа сварки,
- от возможностей сварочной техники,
- от технологий,
- от опыта сварщика и его личного темпа.
Этапы сварки
Время сварки условно делится на несколько отрезков, быстрое прохождение которых позволяет сварщику уложиться в установленные нормативы.
Основные операции – подготовка поверхности для сварки (заготовка, обработка, сборка), собственно сварка и отделка.
Вспомогательные операции – контроль качества и транспортировка к месту сварки и на следующий технологический этап.
Дополнительное время – организация и обслуживание процесса, хранение детали между моментами сварочной работы.
Основной этап
Сварочные операции, приходящиеся на основное время работы, также разграничены по задачам:
- подготовка деталей, проверка и наладка инструментов сварщика,
- время горения дуги,
- вспомогательные траты времени (замена электрода, оценка шва, работа со швом).
Основные и вспомогательные операции укладываются в оперативное время.
Норма времени
Для расчёта нормы времени обычно используется формула
Tосн = I/Vсв
Время сварки одного шва получается, если разделить длину шва на скорость сварки. Это постоянная общепринятая величина – 6 м/час. Часто делаются поправки на материал, подлежащий сварке. Скорость сварки отличается для разных металлов.
Сборник нормативов позволит обойтись без самостоятельного подбора формул и долгих расчётов индивидуальной норм времени каждого сварщика или общей нормы для коллектива предприятия.
Институт труда – работодателю
Работодатель и нормировщик вправе установить оптимальные нормы времени для сварщика или коллектива сварщиков. За основу берутся нормативы, которые присутствуют сейчас в базе Института труда. Сборники ориентированы:
- на полуавтоматическую сварку проволокой d 1,6 мм в смеси газов с разделением по показателю серийности,
- на полуавтоматическую сварку в тех же условиях для опытного производства.
Плюсы
Готовые утверждённые нормативы позволят вычеркнуть из материальных затрат и расхода рабочего времени персонала самостоятельный расчёт времени на сварочные работы. Предприятие, в технологический процесс которого входит сварка труб, стыков и трубопроводов, может воспользоваться нормативами Института труда для быстрого и точного определения норм времени для работы сварщиков.
Есть вопросы? Пишите: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Источник: http://niitruda.com/katalog/category/view/40
Нормы времени на сварочные работы
» Статьи » Нормы времени на сварочные работы
Сварочные работы не могут быть начаты, если не определены нормы времени. Нормы времени на сварочные работы необходимы, так как без них невозможно узнать, сколько минут или часов, требуется работнику на подготовку, а также сварку.
На предприятии расчет времени делают по специальной форме, она помогает определить, сколько минут необходимо затратить, на каждое изделие подвергаемое сварочным работам.
Затем все часы должны плюсовать, и получается общая сумма рабочего времени, которая будет оплачена, так как квалифицированный сварщик обычно работает по сдельной оплате.
Как делают расчет
Измеряется каждое изделие по месту будущего сварочного шва. Полученная сумма делится на скорость работы, то есть, с какой скоростью сварщик производит действия. Швов, конечно, получается много, поэтому каждый шов имеет свою длину и должен рассчитываться по отдельности. Приводим пример:
Формула для расчета нормы времени на сварочные работы: Tосн = l/Vсв
- Tосн — это время сварки одного шва
- l это длина шва
- V Это скорость сварки (имеется постоянная величина 6 метров в час), но каждый металл сваривается по-разному, один быстрей другой медленней. Например, углеродистая сталь варится легко.
Теперь измеряем швы, например:
- 1 шов 40 сантиметров
- 2 шов 35 сантиметров
- 3 шов 20 сантиметров
- 4 шов 10 сантиметров
Рассчитываем:
- Tосн1 = 40/6 = 6, 6 мин.
- Tосн2 = 35/6 = 5, 83 мин.
- Tосн3 = 20/6 = 3, 33 мин.
- Tосн4 = 10/6 = 1, 66 мин.
Tобщ = 17, 42 мин. Это время работы, а еще необходимо произвести расчет осмотра шва и его изменения. Формула Tизм = 0, 35 * Tобщ в нашем случае 6, 097 мин.
Затем необходимо зачистить шов, расчет времени Tзач = 0, 6 * 1, 05 = 0, 63; 0, 6 мин. на 1 метр шва. В нашем случае общее количество метров 1, 05. Получается, что на осмотр всех швов, и на их чистку необходимо затратить 0, 63 минуты.
На подготовительные работы выделяют время, 5% от общего, получается: 0, 87 мин.
Время на отдых после каждой работы рассчитывается по формуле Tотд = 0, 1 * 17 = 1, 7 мин. В общем, от общего количества времени выделяют 10% на отдых.
Итоговый вывод, нормы времени на сварочные работы.
У нас получилось, что на 1 м. 0, 5 см. рабочему необходимо времени 26 минут. В это время входит подготовка рабочего инструмента, сварочная работа, зачистка шва и отдых. Таким образом, на предприятии производится расчет полного рабочего дня квалифицированного сварщика, с точностью до минуты.
Необходимо обязательно учитывать скорость сварочных работ, для этого расчета взята постоянная величина, но она может быть и 3, 6 метров в час и 2 метра в час, так как есть металл трудно поддающийся сварке.
steelserie.ru
Норма времени сварочных работ как основа трудового процесса
Сварочные генераторы – инструмент, незаменимый для выполнения качественной ручной сварки штучными электродами.
Сварочный генератор устроен таким образом, чтобы в процессе работы сила сварочного тока сохранялась практически неизменной, то есть, не зависела от длины сварочной дуги, которая может изменяться довольно медленно, в зависимости от скорости движения руки сварщика. Только это условие позволит дуге находиться постоянно в состоянии горения.
Сварочные работы требуют хорошо оборудованного рабочего места. Деревянная столешница для таких работ явно не подойдет. В этой статье мы расскажем вам о том, как можно при небольших затратах времени и средств собрать стальной сварочный стол своими руками.
В этой статье речь пойдет об охране труда и безопасности во время сварочного процесса. Детально остановимся на травмоопасных ситуациях, которые можно избежать, соблюдая правила техники безопасности. А также расскажем о правилах охраны труда сварщиков.
stalevarim.ru
Нормативы сварочных работ – правила определения и единицы измерения
В статье рассказано об особенностях сварки алюминия. Упоминается об определенных сложностях, возникающих в ходе этого сложного процесса. Говорится и о составляющих, необходимых для осуществления сварки. Также в деталях описан непосредственно сам процесс сварки алюминия.
В нашей статье рассмотрим, что же собой представляет сварочная дуга, а также расскажем о ее ключевых особенностях и качествах. Кроме этого, познакомимся с видами дуг для сварки, отдельно рассмотрим и какие условия нужно создать, чтобы возникла сварочная дуга.
Сварочные полуавтоматы становятся сегодня очень популярными. Статья знакомит с основными принципами их работы, и возможностью применения их для сварки труб. В статье внимание уделяется также предварительной подготовке поверхность труб перед сварочными работами.
stalevarim.ru
Нормирование сварочной работы. В чем оно заключается
Сварка с применением аргона – основной метод сварки при работе с изделиями из нержавеющей стали. Защита газом сварной зоны и электрода помогает избежать многих сложностей, связанных с особенностями этого металла. А сам процесс работы имеет некоторые правила, несоблюдение которых способно привести к значительному снижению качества сварного шва.
Медь – это довольно распространенный металл, применяемый для изготовления самых разных изделий. Для соединения медных деталей в единое целое часто применяют газовую сварку. Но для того чтобы сварной шов получился действительно качественным и прочным, в процессе сварки необходимо учитывать некоторые особенности меди и правила ее сварки.
Алюминий — один из самых распространенных металлов для создания легких металлоконструкций. Но при сварке алюминия возникает целый ряд сложностей, справиться с которыми может только сварщик, имеющий достаточный опыт работы. А самым распространенным методом сварки алюминия является сварка в среде защитных газов, то есть с помощью аргона.
stalevarim.ru
Источник: http://www.samsvar.ru/stati/normy-vremeni-na-svarochnye-raboty.html
Как определить нормы времени на сварку
Оценка результативности производственной деятельности сварщика, расчет оплаты его труда проводится с учетом норм времени на сварочные работы.
Временной показатель зависит от нескольких факторов: квалификации исполнителя, группы свариваемого материала, вида шовного соединения, рабочих условий, оборудования.
Основы расчета
Оценивая норму временные затраты, следует учитывать все виды деятельности сварщика. Можно условно разделить работу на несколько этапов:
- к основным процедурам следует отнести заготовку, предварительную обработку, сборку, непосредственно сварку и заключительную отделку, необходимую для получения полноценной продукции;
- вспомогательные операции состоят из контроля состояния полученного изделия и доставка его на предназначенное место;
- на обслуживание сварки, организацию условий для правильного хранения материалов и устройств требуется дополнительное время.
Нормы времени на проведение основного комплекса сварочных работ учитывают временные затраты на подготовку всех необходимых материалов, деталей; приведение оборудования и вспомогательных средств в рабочее состояние.
Важный фактор для расчета норм времени – промежуток, в течение которого инициирована рабочая зона. Примером может служить время горения дуги.
Основные виды сварочных работ сопровождаются обязательной вспомогательной деятельностью. Нужно сменить электрод, осмотреть внимательно шов, при необходимости подготовить кромку.
Все основные и вспомогательные процедуры составляют оперативное время сварки. Откладывать их без ущерба для результата невозможно.
Оптимальная скорость
Количественный расчет нормы временных затрат определяет скорость сварки, которая должна обеспечивать получение качественного шва. В преобладающей мере она зависит от двух значений: толщины изделия и сварочного шва. Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.
Превышение или уменьшение скорости приводит к резкому ухудшению качества работы, изменяя время сварки. При оптимальной скорости шов получается достаточно глубоким, но не очень широким.
Это гарантирует соответствие нормам качества. Для ручной дуговой сварки лучший результат обычно дают сварочные работы, проводимые со скоростью 30-40 м/час.
Значения нормы могут меняться в зависимости от специфики материала. При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
Важность для расчета качества материала
Сварщику в соответствии с квалификационными возможностями приходится работать с разнохарактерными материалами. Это существенно сказывается на норме времени сварочных работ.
Принято выделять несколько основных групп, отличающихся содержанием химических компонентов и назначением. Например, к группе М01 относят конструкционные стальные сплавы с углеродистым и низколегированным составом. Предел текучести этих материалов не превышает 360 МП.
По мере увеличения значения цифры в маркировке улучшаются характеристики сплавов. Так в класс М07 внесены арматурные стали, предназначенные для изготовления железобетонных конструкций. При расчете норм времени на проведение сварочных работ качество материалов имеет принципиальное значение.
Пример расчетных действий
При проведении подсчета пользуются рядом нормативных показателей, учитывающих специфику сварки, квалификацию исполнителя, особенности химического состава и формы деталей. В упрощенном виде формула представляет собой дробь.
Числитель содержит длину шовного соединения, знаменатель – нормированную скорость для данной производственной ситуации. Полученное значение нужно умножить на коэффициент 0,35, получив, таким образом, норму времени для визуальной оценки качества шва.
Для учета продолжительности зачистки шва нужно его длину умножить на коэффициент 0,6. Суммарный показатель отображает общее количество времени на основную часть сварочных работ.
На проведение подготовки требуется 5% времени от полученного значения. Рассчитываем этот показатель и прибавляем к предыдущему числу. После чего следует учесть необходимость отдыха работника, которая должна быть не меньше 10% от затраченного на сварку времени.
Суммарный показатель – это и есть норма временных затрат на проведение конкретной сварочной работы с рассматриваемым объектом.
Следует принимать во внимание, что на нормативный показатель скорости проведения сварочных работ существенно влияет размер площади сечения детали, сила тока, количественные характеристики электродов и расплава в рабочей зоне.
Расчет норм времени на сварочные работы может быть проведен только опытными специалистами в области нормирования труда, имеющие знания в данной отрасли.
Источник: https://svaring.com/welding/teorija/normy-vremeni-na-svarku