Сборник типовых технически обоснованных норм времени на слесарные работы при техническом обслуживании и текущем ремонте тепловозов ЧМЭ2, ЧМЭ3 [Текст] : Технол.-нормировочные карты : Утв. Гл. упр. локомотивного хоз-ва МПС (М-во путей сообщ. СССР) 02.03.76
Карточка
Сборник типовых технически обоснованных норм времени на слесарные работы при техническом обслуживании и текущем ремонте тепловозов ЧМЭ2, ЧМЭ3 [Текст] : Технол.-нормировочные карты : Утв. Гл. упр. локомотивного хоз-ва МПС (М-во путей сообщ. СССР) 02.03.76. — Москва : Транспорт, 1977. — 672 с.; 22 см.
Тепловозы — Ремонт — Нормы времени
Слесарные работы — Нормы времени
Шифр хранения:
FB М 77-3/89
Описание
| Заглавие | Сборник типовых технически обоснованных норм времени на слесарные работы при техническом обслуживании и текущем ремонте тепловозов ЧМЭ2, ЧМЭ3 [Текст] : Технол.-нормировочные карты : Утв. Гл. упр. локомотивного хоз-ва МПС (М-во путей сообщ. СССР) 02.03.76 |
|---|---|
| Дата поступления в ЭК | 20.05.2011 |
| Каталоги | Книги (изданные с 1831 г. по настоящее время) |
| Выходные данные | Москва : Транспорт, 1977 |
| Физическое описание | 672 с.; 22 см |
| Тема | Тепловозы — Ремонт — Нормы времени |
| Слесарные работы — Нормы времени | |
| BBK-код | У9(2)372.0-645.708 |
| Язык | Русский |
| Места хранения | FB М 77-3/89 |
ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ
ПРИ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОМ ИНСТИТУТЕ ТРУДА
ГОСУДАРСТВЕННОГО КОМИТЕТА СССР
ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ
ВРЕМЕНИ НА СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ ПРИ СБОРКЕ
МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ
Общемашиностроительные нормативы времени на слесарно-сборочные работы при сборке металлоконструкций под сварку.
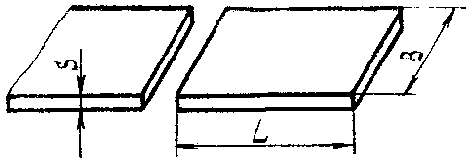
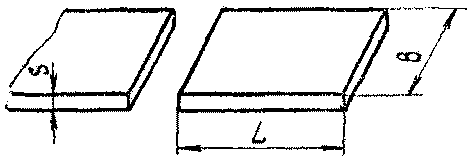
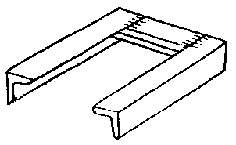
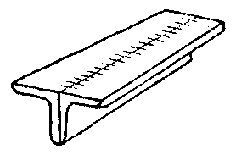
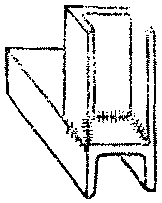
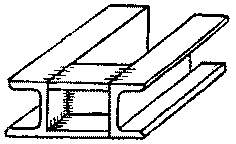
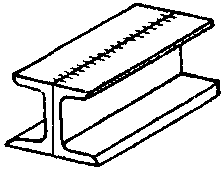
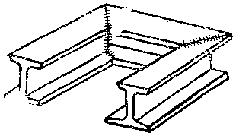
Сборник содержит укрупненные нормативы времени на слесарно-сборочные работы при сборке металлоконструкций под сварку: вычерчивание схемы сборки на плите; установка базовой и других деталей в зависимости от формы (лист, полоса, уголок, швеллер, двутавр, трубы и т.п.), прихватка деталей струбцинами, приспособлениями и сваркой; зачистка сварных швов; клеймение; перемещение и кантовка деталей и узлов.
В Приложениях даются справочные материалы для определения массы разных заготовок.
Нормативы разработаны Центральным бюро нормативов по труду при участии нормативно-исследовательских организаций предприятий машиностроения.
Издание рассчитано на технологов и нормировщиков, а также других инженерно-технических работников, занятых установлением технически обоснованных норм времени при сборке металлоконструкций под сварку, и рекомендовано ЭМС ЦБНТ для применения на предприятиях машиностроения.
Настоящий сборник является уточненным и дополненным изданием ранее выпущенных нормативов (1972 г.) того же наименования.
Замечания и предложения по сборнику просьба направлять по адресу: 105043, Москва, Е-43, 4-ая Парковая, д. 29, ЦБНТ.
1. Сборник нормативов времени предназначен для расчета технически обоснованных норм времени на слесарно-сборочные работы при сборке металлоконструкций под сварку, выполняемых на машиностроительных предприятиях в условиях среднесерийного, мелкосерийного и единичного типов производства.
2. В основу разработки указанного сборника нормативов положены хронометражные наблюдения и фотографии рабочего дня, результаты анализа организации труда.
3. Сборник содержит укрупненные нормативы штучного времени на выполнение комплекса организационно и технологически связанных между собой трудовых приемов. Нормативы штучного времени являются расчетными величинами для определения нормы времени на изделие и выражены в минутах на выполнение полного объема работы, указанного в содержании нормативных карт, с технологически необходимой численностью рабочих. Для упрощения расчета нормы времени на изделие в нормативных картах приведено время с учетом времени на организационно-техническое обслуживание рабочего места в размере 3% и на отдых и личные надобности в размере 7% от оперативного времени. Время организационно-технического обслуживания рабочего места предусматривает:
раскладку и уборку инструмента; подключение токопроводов к трансформатору, включение тока и регулировку силы тока; подключение пневмоинструмента к воздухопроводу; уборку рабочего места в процессе работы и по окончании смены.
4. Состав и продолжительность подготовительно-заключительного времени приведены в карте 1. Подготовительно-заключительное время дано в процентах от штучного времени в зависимости от сложности выполняемой работы и рассчитано на задание не менее чем на одну смену. Оно не входит в штучное время и нормируется на партию узлов, включаемых в сменное задание.
5. В нормативных картах наряду с числовыми значениями приведены эмпирические формулы, по которым рассчитаны нормативы времени в зависимости от принятых факторов. Эти формулы могут быть использованы при расчете норм времени на ЭВМ.
6. Приведенные в сборнике числовые значения факторов: параметры деталей и сопрягаемых кромок, масса деталей, узлов и другие, в которых указано «до», следует понимать включительно.
7. Нормативные карты рассчитаны для удобных условий выполнения работы. При неудобных условиях выполнения работы следует применять поправочный коэффициент K = 1,1.
Неудобным положением в работе следует считать такое, при котором темп передвижения рабочего ограничен наличием различных перегородок внутри металлоконструкций, доступ к месту установки узла требует передвижения на коленях, в согнутом положении и т.п., применения переносных лестниц.
8. Нормативы штучного времени рассчитаны для условий мелкосерийного производства при продолжительности обработки изделий до 1 смены. Для условий единичного и среднесерийного производства в зависимости от продолжительности обработки партии изделий ко времени по картам следует применять поправочные коэффициенты:
Таблица 1
|
Продолжительность обработки партии изделий в сменах, до: |
||
|
0,5 |
1 |
свыше 1 |
|
Коэффициент K |
||
|
1,1 |
1,0 |
0,9 |
9. При выполнении работ с помощью подъемного крана на его вызов добавляется время — 1,3 мин к норме штучного времени в каждом отдельном случае.
10. Прихватка деталей или узлов дуговой электросваркой производится электросварщиками, входящими в состав бригады сборщиков. Время прихватки включено в нормы штучного времени из расчета 2 — 3 прихватки на 1 м сопряжения при длине одной прихватки до 20 мм. Если прихватка выполняется электросварщиками, не входящими в состав бригады сборщиков, их работа нормируется отдельно по карте 18.
11. Нормативы предусматривают сборку узлов, изготавливаемых из малоуглеродистых и углеродистых сталей. В случае сборки узлов из легированных сталей нормативы времени необходимо применять с коэффициентом  = 1,2.
= 1,2.
12. При внедрении на предприятиях более совершенных, чем это предусмотрено в нормативах, организации производства труда, технологии работы, оборудования, оснастки и т.п., повышающих производительность труда рабочих, следует разрабатывать методом технического нормирования и вводить в установленном порядке местные нормы, соответствующие более высокой производительности труда.
13. С введением настоящего сборника ранее действующий сборник «Общемашиностроительные нормативы времени на слесарно-сборочные работы при сборке металлоконструкций под сварку», издания 1972 г. и дополнительное издание сборника в 1974 г. отменяются.
14. Расчет нормы времени на изделие при сборке металлоконструкций под сварку производится по следующей формуле:
 ,
,
где  ,
,  ,
,  ,…
,…  — штучное время, взятое из нормативных карт на выполнение отдельных переходов;
— штучное время, взятое из нормативных карт на выполнение отдельных переходов;
K — коэффициент, учитывающий продолжительность собираемых узлов партии;
 — коэффициент, учитывающий условия выполнения работы;
— коэффициент, учитывающий условия выполнения работы;
 — подготовительно-заключительное время, определяемое по карте 1.
— подготовительно-заключительное время, определяемое по карте 1.
Для пояснения метода расчета технически обоснованных норм времени по настоящим нормативам ниже приведен пример расчета нормы времени.
Пример расчета нормы времени
Операция: сборка щита с прихватом электросваркой.
Исходные данные: общая масса щита — 290 кг; количество деталей щита — 6 шт.; размер партии изделий — 10 шт.; сборка с разметкой и выверкой.
|
N п/п |
Содержание работы |
Факторы, влияющие на продолжительность приема сборочных работ |
Номер карты и позиции |
Время по нормативам, мин |
|
1 |
Застропить деталь, подать к месту сборки, провести внешний осмотр, установить на сборочную плиту и отстропить |
Масса 53 кг; деталь плоская |
3, позиция 1ж |
1,25 |
|
2 |
Подать деталь N 2 к месту сборки, провести внешний осмотр, разметить место установки, установить по одному торцу с разметкой, подогнать места сопряжений, выдержав размеры по чертежу, прихватить детали электросваркой |
Длина детали 1,16 м; профиль швеллера N 12 с разметкой и выверкой |
8, позиция 3а |
1,84 |
|
3 |
Подать деталь N 3 к месту сборки, провести внешний осмотр, разметить место установки, установить по одному торцу с разметкой и выверкой, подогнать места сопряжений, прихватить детали электросваркой |
Длина детали 1,645 м; профиль швеллера N 12, с разметкой и выверкой |
8, позиция 3а |
1,84 |
|
4 |
Подать деталь N 4 к месту сборки, провести внешний осмотр, разметить место установки, установить деталь по одному торцу, выверить, подогнать место сопряжения, выдержав размеры по чертежу, прихватить электросваркой |
Длина детали 1,16 м; профиль — двутавровая балка N 12 |
9, позиция 3д |
3,25 |
|
5 |
Застропить деталь N 5, подать к месту сборки, провести внешний осмотр, разметить места установки, установить деталь по четырем местам сопряжения, выверить места сопряжения, прихватить деталь электросваркой, отстропить деталь |
Длина детали 3,8 м; профиль швеллера N 12 |
8, позиция 16з |
4,86 |
|
6 |
Застропить деталь N 6, подать к месту сборки, провести внешний осмотр, разметить место установки, установить деталь по разметке, подогнать места сопряжений, выдержав размеры по чертежу, при хватить электросваркой, отстропить деталь |
Толщина сопрягаемых кромок 8 мм; масса листа 70 кг; материал — листовая сталь; сопряжение прямолинейное; длина сопрягаемых кромок 4,2 м |
6, позиция 13б |
7,77 |
|
Итого по сборнику ( |
20,81 |
|||
|
Подготовительно-заключительное время |
Сложность работы — средняя, партия — 10 шт. |
1, табл. 1 K = 1,1 |
4% |

Характеристика применяемого оборудования,
инструмента, приспособлений
Нормативы времени рассчитаны для нормирования сборочных работ, выполняемых ручным и механизированным инструментом, к числу которого относится:
ручной инструмент:
разметочный инструмент (разметочная и сборочная плита, линейки, циркули, шаблоны);
кувалды и молотки, зубила, кернеры, технологические планки, клинья;
механизированный инструмент:
пневматические отбойные молотки;
пневматические и электрические шлифовальные машинки, используемые для зачистки кромок под сварку и сварных швов;
приспособления:
сборка сварных конструкций может осуществляться путем простейших совмещений по разметке, контрольным отверстиям, шаблонам в универсальных приспособлениях (упорах, кондукторах) и других специальных сборочных приспособлениях, облегчающих и упрощающих сборку (струбцины, рамки, стяжки, распорки). Для сборки конструкций применяются стяжные, прижимные и распорные сборочные приспособления;
при сборке решетчатых конструкций применяются упрощенные кондукторы, базой для которых служат сборочные стеллажи. К упрощенным кондукторам относятся: упоры-фиксаторы, с помощью которых определяется общее очертание конструкций и взаимное положение ее элементов;
копирные приспособления, по которым детали собираемой конструкции совмещаются с такими же деталями готовой конструкции, служащей сборочным копиром;
сборка пространственных решетчатых конструкций (мачт, решетчатых колонн, стрел кранов и др.) производится или раздельно по элементам с последующей окончательной сборкой, или за один прием с применением объемных сборочных кондукторов;
плоские сплошные листовые конструкции двутаврового, коробчатого, корытного или крестового сечения, состоящие из листовых и полосовых деталей, собираются в кондукторах с винтовыми и пневматическими прижимами;
в единичном производстве сплошные сечения собираются при помощи рамочных и других сборочных приспособлений — направляющих упоров из коротких уголков.
ОРГАНИЗАЦИЯ ТРУДА И РАБОЧЕГО МЕСТА
Нормативы времени рассчитаны с учетом организации труда и рабочих мест, характерных для цехов сборки металлоконструкций на машиностроительных предприятиях, в условиях единичного, мелкосерийного и среднесерийного производства.
При расчете нормативных величин в картах приняты следующие организационно-технические условия:
работа производится в закрытом помещении и выполняется рабочими соответствующей квалификации согласно тарифно-квалификационному справочнику;
комплектование деталей для сборки производится вспомогательными рабочими;
транспортировка деталей и узлов к рабочему месту сборки производится основными рабочими только в пределах рабочей зоны (в радиусе до 10 м);
заготовки и узлы, поступающие на сборку, должны по конструкции соответствовать чертежам и техническим условиям на их изготовление и не требовать правки, подрубки и подрезки при установке на сборочном узле;
проводимые при сборке металлоконструкций газорезные работы, пневматическая рубка и подогревы нормируются самостоятельно по нормативам на соответствующие виды работ;
нормативы предусматривают сборку узлов на стеллажах, сборочной плите, роликовых опорах или на полу. При сборке узлов при других условиях к нормативам времени применяются поправочные коэффициенты, указанные в нормативных картах данного сборника;
помещение должно соответствовать санитарно-гигиеническим условиям труда и правилам санитарной гигиены по СН 245-71, СНИП-11-А-9-71.
Нормативы времени предусматривают наиболее рациональную организацию труда рабочих мест.
Планировка рабочих мест и система их обслуживания разработаны с использованием типовых проектов организации рабочих мест слесарей по сборке металлоконструкций.
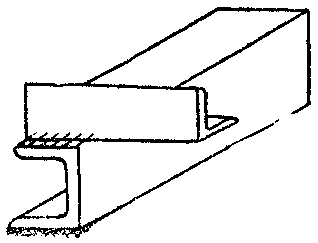
Ниже приводятся рисунки, на которых показана планировка рабочих мест слесарей-сборщиков.
Приведенная на рисунках планировка рабочих мест слесарей-сборщиков обеспечивает:
а) минимально необходимые расстояния для передвижения слесарей по сборке металлоконструкций в процессе работы (в пределах до 10 м);
б) обслуживание рабочих мест вспомогательными рабочими (доставка заготовок, оснастки, технический контроль и т.д.) с помощью кранов.
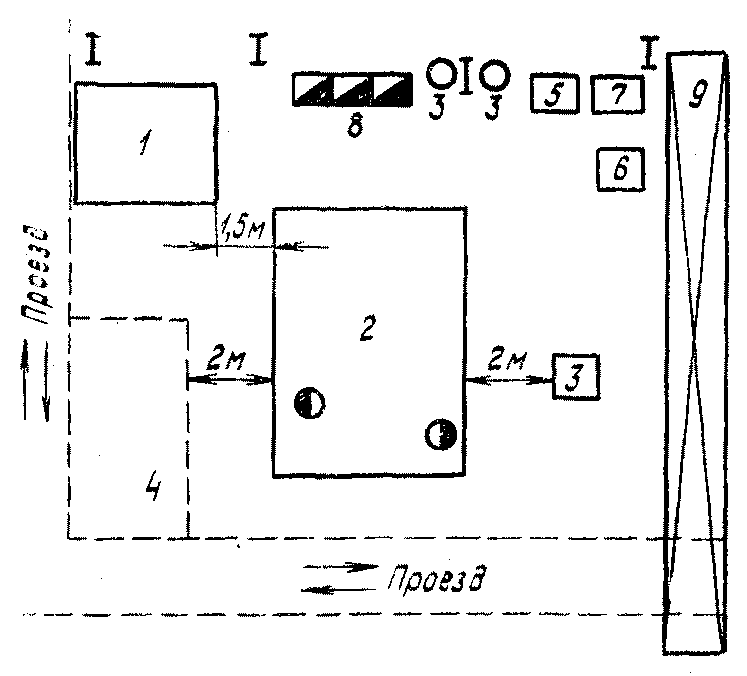
Рис. 1. Рабочее место слесарей-сборщиков
на участке сборки металлоконструкций малогабаритных узлов
для условий единичного и мелкосерийного производства:
1 — стеллажи для хранения мелких заготовок и узлов;
2 — сборочная плита; 3 — контейнер грузоподъемный;
4 — место для сборки узлов; 5 — шкаф для приспособлений;
6 — стол для хранения и чтения чертежей; 7 — бригадная
инструментальная тумбочка; 8 — электросварочный реостат;
9 — мостовой кран
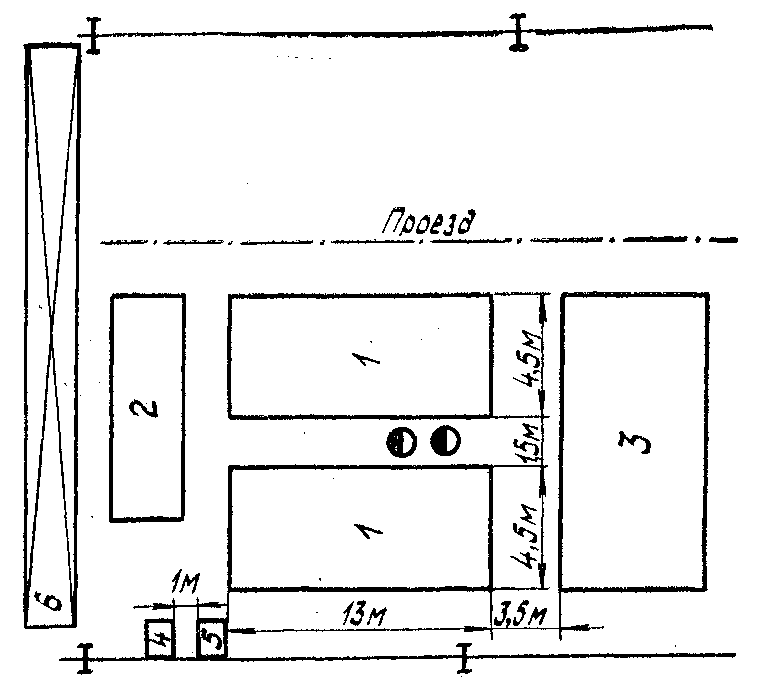
Рис. 2. Рабочее место слесарей-сборщиков
на участке сборки металлоконструкций крупногабаритных узлов
для условий единичного и мелкосерийного производства:
1 — рабочее место для сборки металлоконструкций; 2 — место
для заготовок; 3 — место для собранных узлов; 4 — шкаф
для инструмента и приспособлений; 5 — источник
электропитания; 6 — электромостовой кран

Рис. 3. Рабочее место бригады слесарей-сборщиков
на участке сборки металлоконструкций малогабаритных
узлов для условий среднесерийного производства:
1 — 2 — площадь для хранения заготовок; 3 — стеллаж
для хранения заготовок длиной более 1,5 м; 4 — верстак
для комплектации; 5 — кран-укосина грузоподъемностью 0,5 т;
6 — стенд для зачистки и правки заготовок; 7 — стенд
для сборки и прихватки узлов и контроля; 8 — сварочные
трансформаторы; 9 — инструментальная тумбочка; 10 — тара
для транспортировки; 11 — тара для транспортировки
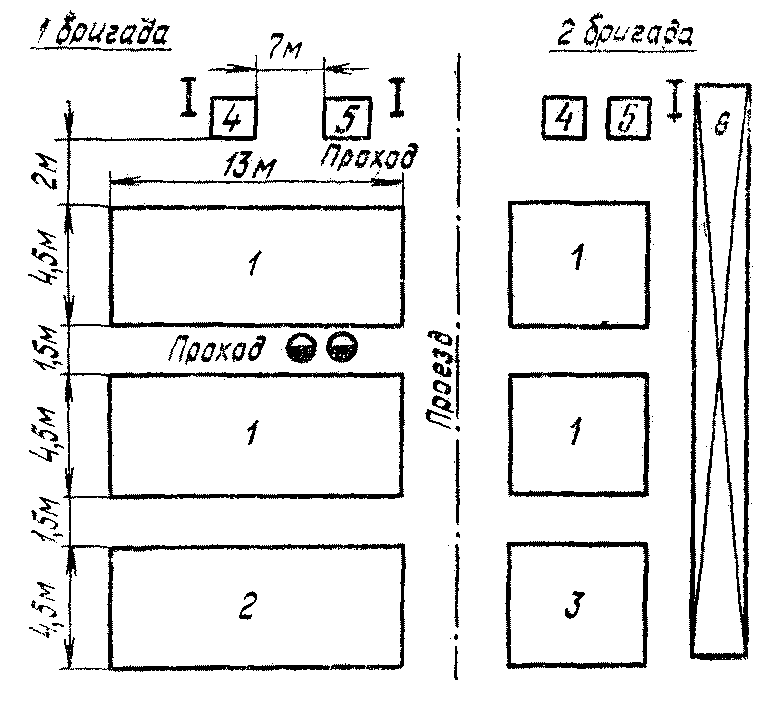
Рис. 4. Рабочее место бригады слесарей-сборщиков
на участке сборки металлоконструкций крупногабаритных узлов
для условий среднесерийного производства:
1 — рабочее место для сборки металлоконструкций; 2 — место
для заготовок; 3 — место для собранных узлов; 4 — шкаф
для инструмента и приспособлений; 5 — источник
электропитания; 6 — электромостовой кран
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ |
Карта 1 |
Состав подготовительно-заключительного времени
1. Получение сменного задания, наряда, чертежа
2. Получение инструмента, приспособлений
3. Ознакомление с чертежами, документацией, получение инструктажа и указаний от мастера
4. Подготовка рабочего места
5. Сдача технологической документации, инструмента, приспособлений после выполнения работы
6. Сдача работы ОТК
|
Наименование затрат рабочего времени |
Сложность выполняемой работы |
||
|
простая |
средняя |
сложная |
|
|
Подготовительно-заключительное время, % от нормы штучного времени |
3 |
4 |
5 |
Степень сложности работы
Простая: сборка кронштейнов, рычагов, тяг, рамок, коллекторов, труб и тому подобных узлов (при количестве деталей в конструкции до 15 шт.).
Средняя сложность: сборка кожухов, ограждений, лестниц, трапов, перил, поручней, баков, ящиков, балок, стоек и тому подобных узлов (при количестве деталей в конструкции до 50 шт.).
Сложная: сборка стрел, рам, траверс, бункеров, каркасов, барабанов, картеров и тому подобных узлов (при количестве деталей в конструкции свыше 50 шт.).
|
ВЫЧЕРЧИВАНИЕ СХЕМЫ СБОРКИ УЗЛА НА СБОРОЧНОЙ ПЛИТЕ |
Сборка под сварку |
|
Карта 2 |
Содержание работы
1. Очистить поверхность плиты щеткой
2. Покрыть используемую поверхность плиты мелом
3. Разметить и вычертить на плите схему сборки узла
|
N позиции |
Переходы |
Единицы измерения |
Время на переход, мин |
|
1 |
Очистка плиты щеткой и покрытие размечаемой поверхности мелом |
1 м2 поверхности |
1,00 |
|
2 |
Откладывание на плите длин отрезков и углов при построении схемы |
1 размер или угол |
0,90 |
|
3 |
Нанесение на плите рисок схемы с помощью чертилки |
1 пог. м риски |
0,40 |
|
4 |
Нанесение линий меловой ниткой |
1 пог. м длины |
0,40 |
Примечание.
1. Норма времени на вычерчивание схемы сборки узла определяется как сумма времени по переходам позиций 1, 2, 3 или 1, 2, 4, деленная на размер партии собираемых узлов.
2. При вычерчивании схемы на установку мелких узлов (при площади менее одного м2) время по карте принимать с коэффициентом K = 0,7.
|
УСТАНОВКА БАЗОВОЙ ДЕТАЛИ (УЗЛА) СОБИРАЕМОЙ КОНСТРУКЦИИ |
Сборка под сварку |
|
Карта 3, лист 1 |
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, провести внешний осмотр
3. Установить деталь (узел) на плиту, стеллаж или в приспособление
4. Остропить деталь (узел) (при установке подъемным краном)
|
N позиции |
Место установки |
Вручную |
Подъемным краном |
||||||||
|
Масса детали (узла), Q, кг, до: |
|||||||||||
|
1 |
3 |
5 |
8 |
15 |
50 |
100 |
150 |
200 |
300 |
||
|
Время на установку детали (узла), T, мин |
|||||||||||
|
1 |
Плита, стеллаж |
0,14 |
0,20 |
0,24 |
0,28 |
0,34 |
1,03 |
1,25 |
1,4 |
1,5 |
1,70 |
|
2 |
Приспособление |
0,18 |
0,26 |
0,31 |
0,36 |
0,44 |
1,4 |
1,7 |
1,85 |
2,0 |
2,25 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
УСТАНОВКА БАЗОВОЙ ДЕТАЛИ (УЗЛА) СОБИРАЕМОЙ КОНСТРУКЦИИ |
Сборка под сварку |
|||||
|
Карта 3, лист 2 |
||||||
|
При снятии деталей (узлов) |
При установке деталей (узлов) двумя кранами |
При установке деталей (узлов) тельфером |
При установке деталей (узлов) по предварительно размеченной схеме |
При установке деталей (узлов), имеющих габаритный размер более 4 м |
При перемещении деталей (узлов) на расстояние, м, до: |
|
|
10 |
15 |
|||||
|
Коэффициент K |
||||||
|
0,9 |
1,5 |
0,8 |
1,1 |
1,15 |
1,0 |
1,1 |
|
N позиции |
Место установки |
Подъемным краном |
|||||||||
|
Масса детали, (узла), Q, кг, до: |
|||||||||||
|
500 |
800 |
1250 |
2000 |
3000 |
5000 |
8000 |
12500 |
20000 |
25000 |
||
|
Время на установку детали (узла), T, мин |
|||||||||||
|
1 |
Плита, стеллаж |
1,90 |
2,20 |
2,45 |
2,75 |
3,10 |
3,5 |
4,0 |
4,5 |
5,2 |
5,5 |
|
2 |
Приспособление |
2,6 |
2,9 |
3,3 |
3,7 |
4,2 |
4,7 |
5,4 |
6,1 |
6,9 |
7,4 |
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
Примечание. Нормативы времени рассчитаны на установку базовых деталей на плиту, в приспособление, вручную или подъемным краном. При измененных условиях работы время по карте применять с коэффициентами:
|
T = |
T = |
|
T = |
T = |
 позиция 1 (вручную);
позиция 1 (вручную); позиция 1 (краном);
позиция 1 (краном); позиция 2 (вручную);
позиция 2 (вручную); позиция 2 (краном)
позиция 2 (краном)|
УСТАНОВКА МЕЛКИХ ДЕТАЛЕЙ ИЗ ЛИСТА, ПОЛОСЫ (КОСЫНОК, ПЛАТИКОВ, ПРИВАРЫШЕЙ, ПЛАНОК И ПОДОБНЫХ ДЕТАЛЕЙ) БЕЗ ПОДГОНКИ |
Сборка под сварку |
|
Карта 4, лист 1 |
Содержание работы
1. Разметить место установки детали
2. Поднести деталь к месту установки, провести внешний осмотр
3. Установить деталь по разметке
4. Прихватить электросваркой
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
На каждые 0,5 м добавлять последующие |
||||||
|
0,1 |
0,16 |
0,25 |
0,4 |
0,63 |
1,0 |
1,6 |
|||
|
Время на установку детали (узла), T, мин |
|||||||||
|
1 |
1 |
0,295 |
0,36 |
0,43 |
0,52 |
0,63 |
0,76 |
0,92 |
0,12 |
|
2 |
3 |
0,37 |
0,45 |
0,54 |
0,65 |
0,79 |
0,95 |
1,16 |
0,15 |
|
3 |
5 |
0,42 |
0,50 |
0,60 |
0,73 |
0,88 |
1,06 |
1,30 |
|
|
4 |
8 |
0,46 |
0,55 |
0,66 |
0,80 |
0,97 |
1,17 |
1,42 |
0,18 |
|
5 |
15 |
0,52 |
0,63 |
0,76 |
0,92 |
1,10 |
1,34 |
1,63 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
Примечание. Нормативы времени рассчитаны на установку деталей на плоскую поверхность втавр и встык с прямолинейным сопряжением кромок. При измененных условиях работы время по карте применять с коэффициентами:
|
УСТАНОВКА МЕЛКИХ ДЕТАЛЕЙ ИЗ ЛИСТА, ПОЛОСЫ (КОСЫНОК, ПЛАТИКОВ, ПРИВАРЫШЕЙ, ПЛАНОК И ПОДОБНЫХ ДЕТАЛЕЙ) БЕЗ ПОДГОНКИ |
Сборка под сварку |
|||
|
Карта 4, лист 2 |
||||
|
При установке деталей (узлов) внахлестку |
При установке деталей (узлов) на цилиндрическую поверхность |
При криволинейном сопряжении кромок |
При установке деталей (узлов) подгонкой мест сопряжения |
Установка деталей (узлов) без разметки |
|
Коэффициент K |
||||
|
0,8 |
1,1 |
1,3 |
1,2 |
0,6 |
T = 
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК ПО ПРЕДВАРИТЕЛЬНО РАЗМЕЧЕННОЙ СХЕМЕ С ВЫВЕРКОЙ |
Сборка под сварку |
|
Карта 5, лист 1 |
|
|
Содержание работы |
|
|
1. Закрепить деталь (узел) 2. Переместить деталь (узел) к месту установки, провести внешний осмотр 3. Установить деталь (узел), подогнать места сопряжений, выдержав величину зазоров и размеры по чертежу и техническим условиям 4. Прихватить деталь (узел) электросваркой 5. Отстропить деталь (узел) |
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Вид сопряжений |
|||||||||||
|
прямолинейный |
криволинейный |
|||||||||||||
|
Толщина сопрягаемых кромок, h, мм, до: |
||||||||||||||
|
7 |
11 |
16 |
22 |
28 |
40 и более |
7 |
11 |
16 |
22 |
28 |
40 и более |
|||
|
Время на установку детали (узла), T, мин |
||||||||||||||
|
1 |
50 |
0,5 |
1,86 |
2,02 |
2,27 |
2,31 |
2,42 |
2,58 |
2,41 |
2,63 |
2,82 |
3,0 |
3,14 |
3,36 |
|
2 |
0,8 |
2,35 |
2,56 |
2,75 |
2,92 |
3,05 |
3,27 |
3,05 |
3,32 |
3,57 |
3,79 |
3,97 |
4,25 |
|
|
3 |
1,3 |
2,99 |
3,26 |
3,5 |
3,72 |
3,99 |
4,17 |
3,89 |
4,24 |
4,55 |
4,84 |
5,06 |
5,42 |
|
|
4 |
1,8 |
3,52 |
3,84 |
4,12 |
4,38 |
4,58 |
4,9 |
4,58 |
4,99 |
5,36 |
5,69 |
5,96 |
6,37 |
|
|
5 |
2,5 |
4,15 |
4,52 |
4,86 |
5,16 |
5,4 |
— |
5,39 |
5,88 |
6,31 |
6,7 |
7,02 |
— |
|
|
6 |
3,5 |
4,91 |
5,35 |
5,75 |
6,10 |
— |
— |
6,38 |
6,95 |
7,47 |
7,93 |
8,3 |
— |
|
|
7 |
На каждый метр свыше 3,5 |
0,55 |
0,65 |
— |
— |
— |
— |
0,65 |
— |
— |
— |
— |
— |
|
|
8 |
100 |
0,3 |
2,02 |
2,2 |
2,36 |
2,51 |
2,62 |
2,81 |
— |
2,85 |
3,1 |
3,3 |
3,4 |
3,65 |
|
9 |
0,8 |
2,55 |
2,78 |
2,98 |
3,17 |
3,32 |
3,55 |
— |
3,61 |
3,88 |
4,12 |
4,32 |
4,62 |
|
|
10 |
1,3 |
3,25 |
3,54 |
3,8 |
4,04 |
4,23 |
4,53 |
4,23 |
4,61 |
4,95 |
5,25 |
5,5 |
5,89 |
|
|
11 |
1,8 |
3,83 |
4,17 |
4,48 |
4,76 |
4,98 |
5,33 |
4,97 |
5,42 |
5,82 |
6,18 |
6,47 |
6,93 |
|
|
12 |
2,5 |
4,51 |
4,91 |
5,28 |
5,61 |
5,87 |
6,28 |
5,86 |
6,39 |
6,86 |
7,29 |
7,63 |
8,16 |
|
|
13 |
3,5 |
5,33 |
5,81 |
6,24 |
6,63 |
6,94 |
7,43 |
6,94 |
7,56 |
8,11 |
8,62 |
9,02 |
9,66 |
|
|
14 |
На каждый метр свыше 3,5 |
0,55 |
0,65 |
— |
— |
— |
— |
0,65 |
— |
— |
— |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК ПО ПРЕДВАРИТЕЛЬНО РАЗМЕЧЕННОЙ СХЕМЕ С ВЫВЕРКОЙ |
Сборка под сварку |
|||||||||||||
|
Карта 5, лист 2 |
||||||||||||||
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Вид сопряжений |
|||||||||||
|
прямолинейный |
криволинейный |
|||||||||||||
|
Толщина сопрягаемых кромок h, мм, до: |
||||||||||||||
|
7 |
11 |
16 |
22 |
28 |
40 и более |
7 |
11 |
16 |
22 |
28 |
40 и более |
|||
|
Время на установку детали (узла), T, мин |
||||||||||||||
|
15 |
200 |
0,8 |
2,77 |
3,02 |
3,24 |
3,45 |
3,61 |
3,86 |
— |
3,93 |
4,22 |
4,48 |
4,69 |
5,02 |
|
16 |
1,3 |
3,53 |
3,85 |
4,14 |
4,39 |
4,6 |
4,92 |
— |
5,0 |
5,38 |
5,71 |
5,98 |
6,4 |
|
|
17 |
1,8 |
4,16 |
4,53 |
4,87 |
5,17 |
5,41 |
5,79 |
5,41 |
5,89 |
6,32 |
6,72 |
7,03 |
7,53 |
|
|
18 |
2,5 |
4,9 |
5,34 |
5,74 |
6,09 |
6,38 |
6,83 |
6,37 |
6,94 |
7,45 |
7,92 |
8,29 |
8,88 |
|
|
19 |
3,5 |
5,8 |
6,32 |
6,79 |
7,2 |
7,55 |
8,08 |
7,54 |
8,21 |
8,82 |
9,37 |
9,8 |
10,5 |
|
|
20 |
На каждый метр свыше 3,5 |
0,55 |
0,65 |
— |
— |
— |
— |
0,65 |
— |
— |
— |
— |
— |
|
|
21 |
400 |
1,3 |
3,84 |
4,19 |
4,49 |
4,77 |
5,0 |
5,35 |
— |
— |
5,84 |
6,21 |
6,5 |
6,95 |
|
22 |
1,8 |
4,52 |
4,93 |
5,29 |
5,62 |
5,88 |
6,29 |
— |
6,4 |
6,87 |
7,3 |
7,64 |
8,18 |
|
|
23 |
2,5 |
5,33 |
5,8 |
6,23 |
6,62 |
6,93 |
7,42 |
6,92 |
7,54 |
8,09 |
8,6 |
9,0 |
9,64 |
|
|
24 |
3,5 |
6,3 |
6,97 |
7,37 |
7,83 |
8,2 |
8,78 |
8,19 |
8,93 |
9,58 |
10,2 |
10,6 |
11,4 |
|
|
25 |
На каждый метр свыше 3,5 |
0,6 |
0,7 |
— |
— |
— |
— |
0,75 |
0,9 |
— |
— |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
26 |
630 |
1,3 |
4,06 |
4,42 |
4,75 |
5,04 |
5,28 |
5,65 |
— |
— |
6,17 |
6,55 |
6,86 |
7,34 |
|
27 |
1,8 |
4,77 |
5,2 |
5,58 |
5,93 |
6,21 |
6,65 |
— |
6,76 |
7,26 |
7,71 |
8,07 |
8,64 |
|
|
28 |
2,5 |
5,63 |
6,13 |
6,58 |
7,0 |
7,32 |
7,83 |
7,31 |
7,97 |
8,55 |
9,09 |
9,51 |
10,2 |
|
|
29 |
3,5 |
6,66 |
7,25 |
7,79 |
8,27 |
8,66 |
9,27 |
8,65 |
9,43 |
10,1 |
10,8 |
11,3 |
12,0 |
|
|
30 |
На каждый метр свыше 3,5 |
0,7 |
0,8 |
0,9 |
1,0 |
— |
— |
0,9 |
1,0 |
1,15 |
1,25 |
— |
— |
|
|
31 |
1000 |
1,8 |
— |
— |
— |
7,23 |
7,52 |
7,96 |
— |
— |
8,94 |
9,4 |
9,77 |
10,3 |
|
32 |
2,5 |
7,1 |
7,63 |
8,1 |
8,52 |
8,86 |
9,38 |
— |
9,92 |
10,5 |
11,0 |
11,5 |
12,2 |
|
|
33 |
3,5 |
8,4 |
9,03 |
9,58 |
10,1 |
10,5 |
11,1 |
10,9 |
11,7 |
12,5 |
13,1 |
13,6 |
14,4 |
|
|
34 |
5,0 |
10,0 |
10,8 |
11,5 |
12,0 |
12,5 |
13,3 |
13,0 |
14,0 |
15,0 |
15,6 |
16,3 |
17,3 |
|
|
35 |
На каждый метр свыше 5,0 |
0,7 |
0,8 |
0,9 |
1,0 |
— |
— |
0,9 |
1,0 |
1,15 |
1,25 |
— |
— |
|
|
36 |
2500 |
2,5 |
— |
— |
11,2 |
11,7 |
12,2 |
12,9 |
— |
— |
14,6 |
15,2 |
15,9 |
16,8 |
|
37 |
3,5 |
— |
12,4 |
13,2 |
13,9 |
14,4 |
15,3 |
— |
16,1 |
17,2 |
18,0 |
18,7 |
19,9 |
|
|
38 |
5,0 |
13,8 |
14,9 |
15,8 |
16,6 |
17,3 |
18,3 |
17,9 |
19,4 |
20,5 |
21,5 |
22,5 |
23,8 |
|
|
39 |
7,0 |
16,4 |
17,6 |
18,7 |
19,6 |
20,4 |
21,6 |
21,3 |
22,9 |
24,3 |
25,5 |
26,5 |
28,0 |
|
|
40 |
На каждый метр свыше 7,0 |
0,8 |
0,9 |
1,0 |
1,1 |
— |
— |
1,0 |
1,15 |
1,25 |
1,4 |
— |
— |
|
|
41 |
4000 |
3,5 |
— |
14,7 |
15,6 |
16,4 |
17,0 |
18,0 |
— |
19,1 |
20,2 |
21,3 |
22,1 |
23,4 |
|
42 |
5,0 |
— |
17,5 |
18,6 |
19,6 |
20,4 |
21,5 |
— |
22,8 |
24,2 |
25,5 |
26,5 |
27,9 |
|
|
43 |
7,0 |
— |
20,7 |
22,0 |
23,2 |
24,1 |
25,5 |
25,1 |
26,9 |
28,6 |
30,1 |
31,3 |
33,2 |
|
|
44 |
10,0 |
— |
24,8 |
26,3 |
27,7 |
28,8 |
30,5 |
30,0 |
32,2 |
34,2 |
36,0 |
37,4 |
39,6 |
|
|
45 |
На каждый метр свыше 10,0 |
— |
1,1 |
1,2 |
1,3 |
— |
— |
1,15 |
1,25 |
1,35 |
1,45 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК ПО ПРЕДВАРИТЕЛЬНО РАЗМЕЧЕННОЙ СХЕМЕ С ВЫВЕРКОЙ |
Сборка под сварку |
|||||||||||||
|
Карта 5, лист 3 |
||||||||||||||
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Вид сопряжений |
|||||||||||
|
прямолинейный |
криволинейный |
|||||||||||||
|
Толщина сопрягаемых кромок, h, мм, до: |
||||||||||||||
|
7 |
11 |
16 |
22 |
28 |
40 и более |
7 |
11 |
16 |
22 |
28 |
40 и более |
|||
|
Время на установку детали (узла), T, мин |
||||||||||||||
|
46 |
6300 |
3,5 |
— |
17,2 |
18,2 |
19,2 |
20,0 |
21,1 |
— |
22,4 |
23,7 |
25,0 |
26 |
27,4 |
|
47 |
5,0 |
— |
20,5 |
21,8 |
22,9 |
23,9 |
25,3 |
— |
26,6 |
28,3 |
29,8 |
31,1 |
32,9 |
|
|
48 |
7,0 |
— |
24,3 |
25,8 |
27,2 |
28,2 |
29,9 |
— |
31,6 |
33,5 |
35,4 |
36,7 |
38,9 |
|
|
49 |
10,0 |
— |
29,0 |
30,8 |
32,5 |
33,7 |
35,7 |
— |
37,7 |
40,0 |
42,2 |
43,8 |
46,4 |
|
|
50 |
На каждый метр свыше 10,0 |
— |
1,1 |
1,2 |
1,3 |
— |
— |
— |
1,4 |
1,5 |
1,6 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечание.
1. Нормативы времени рассчитаны на установку деталей по предварительно размеченной схеме, с выверкой, с сопряжением по одной стороне и сборку втавр и встык, вырезанных ножницами или газорезкой. При измененных условиях работы время по карте применять с коэффициентами:
|
Вид сопряжения |
Установка деталей с сопрягаемыми кромками, обработанными на станках |
Установка деталей по отверстиям, пазам, свободно |
Установка деталей, имеющих контрольные отверстия, вырезы и требующие точной координации и выверки их |
Сопряжение с другими деталями |
||||
|
встык, втавр |
в угол |
внахлестку |
||||||
|
при выверке деталей в трех плоскостях |
при стыковке листов, полос более 2-х стыков, а также на каждый последующий стык |
в жестком контуре, по трем сторонам |
||||||
|
Коэффициент K |
||||||||
|
1,0 |
1,1 |
0,9 |
0,7 |
0,7 |
1,2 |
1,2 |
0,75 |
1,8 |
2. При определении длины сопрягаемых кромок в расчет принимается длина устанавливаемой детали. При сборке деталей внахлестку учитывается длина прилегающих кромок детали.
 — позиции 1 … 30 (прямолинейный);
— позиции 1 … 30 (прямолинейный);
 — позиции 1 … 30 (криволинейный);
— позиции 1 … 30 (криволинейный);
 — позиции 31 … 50 (прямолинейный);
— позиции 31 … 50 (прямолинейный);
 — позиции 31 … 50 (криволинейный)
— позиции 31 … 50 (криволинейный)
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК С РАЗМЕТКОЙ И ВЫВЕРКОЙ |
Сборка под сварку |
|
Карта 6, лист 1 |
|
|
Содержание работы 1. Застропить деталь (узел) 2. Переместить деталь (узел) к месту установки, провести внешний осмотр 3. Разметить место установки детали на сборочном узле 4. Установить деталь (узел), подогнать места сопряжений, выдержав величину зазоров и размеры по чертежу и техническим условиям 5. Прихватить деталь (узел) электросваркой 6. Отстропить деталь (узел) |
|
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Вид сопряжений |
|||||||||||
|
прямолинейный |
криволинейный |
|||||||||||||
|
Толщина сопрягаемых кромок, h, мм, до: |
||||||||||||||
|
7 |
11 |
16 |
22 |
28 |
40 и более |
7 |
11 |
16 |
22 |
28 |
40 и более |
|||
|
Время на установку детали (узла), T, мин |
||||||||||||||
|
1 |
50 |
0,5 |
2,22 |
2,43 |
2,6 |
2,76 |
2,9 |
3,1 |
2,89 |
3,15 |
3,39 |
3,6 |
3,76 |
4,03 |
|
2 |
0,8 |
2,82 |
3,07 |
3,3 |
3,5 |
3,67 |
3,92 |
3,67 |
4,0 |
4,29 |
4,55 |
4,77 |
5,09 |
|
|
3 |
1,3 |
3,69 |
3,91 |
4,2 |
4,46 |
4,67 |
5,0 |
4,67 |
5,08 |
5,46 |
5,8 |
6,07 |
6,5 |
|
|
4 |
1,8 |
4,22 |
4,6 |
4,94 |
5,25 |
5,5 |
5,88 |
5,49 |
5,98 |
6,42 |
6,83 |
7,15 |
7,64 |
|
|
5 |
2,5 |
4,98 |
5,43 |
5,83 |
6,19 |
6,48 |
6,94 |
6,47 |
7,06 |
7,58 |
— |
— |
— |
|
|
6 |
3,5 |
5,89 |
6,42 |
6,9 |
7,32 |
7,67 |
8,21 |
7,66 |
8,35 |
8,97 |
— |
— |
— |
|
|
7 |
На каждый метр свыше 3,5 |
0,65 |
0,7 |
— |
— |
— |
— |
0,8 |
0,9 |
— |
— |
— |
— |
|
|
8 |
100 |
0,5 |
— |
— |
2,83 |
3,0 |
3,15 |
3,37 |
— |
— |
3,68 |
3,9 |
4,1 |
4,38 |
|
9 |
0,8 |
3,06 |
3,34 |
3,58 |
3,8 |
4,0 |
4,26 |
4,0 |
4,34 |
4,65 |
4,94 |
5,2 |
5,54 |
|
|
10 |
1,3 |
3,9 |
4,25 |
4,56 |
4,85 |
5,08 |
5,43 |
5,07 |
5,53 |
5,93 |
6,3 |
6,6 |
7,06 |
|
|
11 |
1,8 |
4,59 |
5,0 |
5,37 |
5,7 |
5,97 |
6,4 |
5,97 |
6,5 |
7,0 |
7,4 |
7,76 |
8,32 |
|
|
12 |
2,5 |
5,41 |
5,89 |
6,33 |
6,73 |
7,04 |
7,54 |
7,0 |
7,66 |
8,23 |
8,75 |
9,15 |
9,8 |
|
|
13 |
3,5 |
6,4 |
6,97 |
7,49 |
7,96 |
8,33 |
8,92 |
8,32 |
9,06 |
9,74 |
10,3 |
10,8 |
11,6 |
|
|
14 |
На каждый метр свыше 3,5 |
0,7 |
0,8 |
0,9 |
1,1 |
— |
— |
0,8 |
0,9 |
— |
— |
— |
— |
|
|
15 |
200 |
0,8 |
— |
— |
3,89 |
4,14 |
4,33 |
4,63 |
— |
— |
5,06 |
5,38 |
5,63 |
6,02 |
|
16 |
1,3 |
4,24 |
4,62 |
4,96 |
5,27 |
5,52 |
5,9 |
5,51 |
6,0 |
6,45 |
6,85 |
7,17 |
7,67 |
|
|
17 |
1,8 |
5,0 |
5,44 |
5,84 |
6,2 |
6,49 |
6,95 |
6,5 |
7,07 |
7,6 |
8,06 |
8,44 |
9,0 |
|
|
18 |
2,5 |
5,88 |
6,4 |
6,88 |
7,31 |
7,65 |
8,19 |
7,64 |
8,3 |
8,94 |
9,5 |
9,95 |
10,6 |
|
|
19 |
3,5 |
6,96 |
7,58 |
8,14 |
8,65 |
9,05 |
9,69 |
9,05 |
9,85 |
10,6 |
11,2 |
11,8 |
12,6 |
|
|
20 |
На каждый метр свыше 3,5 |
0,8 |
0,9 |
1,0 |
— |
— |
— |
0,8 |
0,9 |
— |
— |
— |
— |
|
|
21 |
400 |
1,3 |
— |
— |
5,39 |
5,73 |
6,0 |
6,42 |
— |
— |
7,0 |
7,45 |
7,8 |
8,35 |
|
22 |
1,8 |
5,42 |
5,9 |
6,35 |
6,74 |
7,06 |
7,55 |
7,05 |
7,67 |
8,26 |
8,76 |
9,18 |
9,8 |
|
|
23 |
2,5 |
6,39 |
6,96 |
7,48 |
7,95 |
8,32 |
8,9 |
8,3 |
9,0 |
9,7 |
10,3 |
10,8 |
11,6 |
|
|
24 |
3,5 |
7,56 |
8,24 |
8,85 |
9,4 |
9,84 |
10,5 |
9,8 |
10,7 |
11,5 |
12,2 |
12,8 |
13,7 |
|
|
25 |
На каждый метр свыше 3,5 |
0,7 |
0,80 |
0,9 |
1,0 |
— |
— |
0,8 |
0,9 |
— |
— |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК С РАЗМЕТКОЙ И ВЫВЕРКОЙ |
Сборка под сварку |
|||||||||||||
|
Карта 6, лист 2 |
||||||||||||||
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Вид сопряжений |
|||||||||||
|
прямолинейный |
криволинейный |
|||||||||||||
|
Толщина сопрягаемых кромок, h, мм, до: |
||||||||||||||
|
7 |
11 |
16 |
22 |
28 |
40 и более |
7 |
11 |
16 |
22 |
28 |
40 и более |
|||
|
Время на установку детали (узла), T, мин |
||||||||||||||
|
26 |
630 |
1,3 |
— |
— |
5,69 |
6,05 |
6,33 |
6,78 |
— |
— |
7,4 |
7,86 |
8,23 |
8,81 |
|
27 |
1,8 |
5,73 |
6,24 |
6,7 |
7,12 |
7,45 |
7,97 |
7,45 |
8,1 |
8,7 |
9,25 |
9,69 |
10,4 |
|
|
28 |
2,5 |
6,75 |
7,36 |
7,9 |
8,39 |
8,78 |
9,4 |
8,77 |
9,57 |
10,3 |
10,9 |
11,4 |
12,2 |
|
|
29 |
3,5 |
7,98 |
8,7 |
9,35 |
9,93 |
10,4 |
11,0 |
10,4 |
11,3 |
12,2 |
13,0 |
13,5 |
14,3 |
|
|
30 |
На каждый метр свыше 3,5 |
0,7 |
0,80 |
0,9 |
— |
— |
— |
0,8 |
0,9 |
— |
— |
— |
— |
|
|
31 |
1000 |
1,8 |
— |
— |
8,26 |
8,69 |
9,03 |
9,56 |
— |
— |
10,7 |
11,3 |
11,7 |
12,4 |
|
32 |
2,5 |
8,53 |
9,16 |
9,73 |
10,2 |
10,6 |
11,3 |
11,0 |
11,9 |
12,6 |
13,3 |
13,8 |
14,7 |
|
|
33 |
3,5 |
10,0 |
10,8 |
11,5 |
12,1 |
12,6 |
13,3 |
13 |
14 |
15,0 |
15,7 |
16,4 |
17,3 |
|
|
34 |
5,0 |
12,0 |
13,0 |
13,8 |
14,5 |
15,0 |
16,0 |
15,6 |
16,9 |
17,9 |
18,9 |
19,5 |
20,8 |
|
|
35 |
На каждый метр свыше 5,0 |
0,7 |
0,8 |
0,9 |
1,0 |
— |
— |
0,95 |
1,0 |
1,1 |
1,2 |
— |
— |
|
|
36 |
2500 |
2,5 |
— |
— |
13,4 |
14,1 |
14,7 |
15,5 |
— |
— |
17,4 |
18,3 |
19,1 |
20,2 |
|
37 |
3,5 |
13,9 |
14,9 |
15,8 |
16,7 |
17,4 |
18,4 |
18 |
19,4 |
20,5 |
21,7 |
22,6 |
23,9 |
|
|
38 |
5,0 |
16,6 |
17,8 |
19,0 |
20 |
20,7 |
22 |
21,6 |
23,1 |
24,7 |
26,0 |
25,9 |
28,6 |
|
|
39 |
7,0 |
19,7 |
21,1 |
22,4 |
23,6 |
24,5 |
26,0 |
25,6 |
27,4 |
29,1 |
30,6 |
31,8 |
33,8 |
|
|
40 |
На каждый метр свыше 7,0 |
0,8 |
0,9 |
1,0 |
1,2 |
— |
— |
1,2 |
1,3 |
1,4 |
1,55 |
— |
— |
|
|
41 |
4000 |
3,5 |
— |
— |
18,7 |
19,7 |
20,5 |
21,6 |
— |
— |
24,3 |
25,6 |
26,6 |
28,1 |
|
42 |
5,0 |
— |
— |
22,3 |
23,5 |
24,5 |
25,9 |
— |
— |
29,0 |
30,5 |
31,8 |
33,7 |
|
|
43 |
7,0 |
— |
— |
26,5 |
27,8 |
28,9 |
30,6 |
— |
— |
34,5 |
36,1 |
37,6 |
39,7 |
|
|
44 |
10,0 |
— |
— |
31,6 |
33,3 |
34,6 |
36,6 |
— |
— |
41 |
43,3 |
44,9 |
47,6 |
|
|
45 |
На каждый метр свыше 10,0 |
— |
— |
1,0 |
1,2 |
— |
— |
— |
— |
1,4 |
1,55 |
— |
— |
|
|
46 |
6300 |
3,5 |
— |
— |
21,9 |
23,0 |
24 |
25,4 |
28,5 |
29,9 |
31,2 |
33,0 |
||
|
47 |
5,0 |
— |
— |
26,2 |
27,6 |
28,7 |
30,3 |
— |
— |
34,0 |
35,8 |
37,3 |
39,4 |
|
|
48 |
7,0 |
— |
31,0 |
32,6 |
33,9 |
35,9 |
— |
— |
40,3 |
42,4 |
44,0 |
46,7 |
||
|
49 |
10,0 |
— |
37,0 |
39,0 |
40,5 |
42,9 |
— |
— |
48,1 |
50,7 |
52,6 |
55,8 |
||
|
50 |
На каждый метр свыше 10,0 |
— |
— |
1,0 |
1,2 |
— |
— |
— |
— |
1,75 |
1,8 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечания. См. примечание к карте 5.
 — позиции 1 … 30 (прямолинейный);
— позиции 1 … 30 (прямолинейный);
 — позиции 1 … 30 (криволинейный);
— позиции 1 … 30 (криволинейный);
 — позиции 31 … 50 (прямолинейный);
— позиции 31 … 50 (прямолинейный);
 — позиции 31 … 50 (криволинейный)
— позиции 31 … 50 (криволинейный)
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ УГЛОВОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 7, лист 1 |
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, провести внешний осмотр
3. Установить деталь по разметке, выверить и подогнать места сопряжений по чертежу и техническим условиям
4. Прихватить электросваркой
5. Отстропить деталь (узел)
|
N позиции |
Вид сопряжения детали |
Длина детали, L, м, до: |
Номер профиля угловой стали, N, до: |
||||||||
|
3,2 |
4 |
5 |
6,3 |
8 |
10 |
12,5 |
16 |
20 |
|||
|
Время на установку детали, T, мин |
|||||||||||
|
1 |
По одному торцу
|
0,25 |
0,358 |
0,378 |
0,40 |
0,424 |
0,45 |
0,584 |
0,622 |
0,76 |
0,862 |
|
2 |
0,5 |
0,506 |
0,535 |
0,566 |
0,599 |
0,636 |
0,827 |
0,937 |
1,08 |
1,22 |
|
|
3 |
1 |
0,716 |
0,757 |
0,80 |
0,848 |
0,90 |
1,17 |
1,32 |
1,52 |
1,72 |
|
|
4 |
2 |
1,01 |
1,07 |
1,13 |
1,2 |
1,27 |
1,65 |
1,87 |
2,15 |
2,44 |
|
|
5 |
4 |
1,43 |
1,51 |
1,60 |
1,70 |
1,80 |
2,34 |
2,65 |
3,04 |
3,45 |
|
|
6 |
8 |
2,02 |
2,14 |
2,26 |
2,40 |
2,54 |
3,31 |
3,75 |
4,30 |
4,87 |
|
|
7 |
12 |
2,48 |
2,62 |
2,77 |
2,94 |
3,12 |
4,05 |
4,59 |
5,27 |
5,97 |
|
|
8 |
По двум торцам
|
0,25 |
0,47 |
0,50 |
0,525 |
0,556 |
0,59 |
0,766 |
0,865 |
1,04 |
1,21 |
|
9 |
0,5 |
0,664 |
0,702 |
0,742 |
0,786 |
0,835 |
1,08 |
1,22 |
1,48 |
1,71 |
|
|
10 |
1 |
0,934 |
0,993 |
1,05 |
1,11 |
1,18 |
1,53 |
1,73 |
2,09 |
2,42 |
|
|
11 |
2 |
1,33 |
1,40 |
1,48 |
1,57 |
1,67 |
2,17 |
2,45 |
2,95 |
3,42 |
|
|
12 |
4 |
1,88 |
1,98 |
2,10 |
2,22 |
2,36 |
3,06 |
3,46 |
4,18 |
4,84 |
|
|
13 |
8 |
2,65 |
2,81 |
2,97 |
3,15 |
3,34 |
4,33 |
4,89 |
5,90 |
6,84 |
|
|
14 |
12 |
3,25 |
3,44 |
3,64 |
3,85 |
4,09 |
5,30 |
6,0 |
7,23 |
8,38 |
|
|
15 |
В трех-четырех местах по полке (замыкающий уголок) |
0,25 |
0,761 |
0,81 |
0,862 |
0,92 |
0,984 |
1,23 |
1,36 |
1,52 |
1,69 |
|
16 |
0,5 |
0,977 |
1,04 |
1,10 |
1,18 |
1,26 |
1,57 |
1,74 |
1,95 |
2,16 |
|
|
17 |
1 |
1,25 |
1,33 |
1,42 |
1,52 |
1,62 |
2,02 |
2,24 |
2,50 |
2,78 |
|
|
18 |
2 |
1,60 |
1,71 |
1,82 |
1,94 |
2,08 |
2,59 |
2,87 |
3,22 |
3,56 |
|
|
19 |
4 |
2,06 |
2,20 |
2,34 |
2,49 |
2,67 |
3,32 |
3,68 |
4,13 |
4,57 |
|
|
20 |
8 |
2,65 |
2,82 |
3,00 |
3,20 |
3,42 |
4,27 |
4,73 |
5,3 |
5,87 |
|
|
21 |
12 |
3,07 |
3,26 |
3,47 |
3,70 |
3,96 |
4,94 |
5,47 |
6,13 |
6,79 |
|
|
22 |
По всей длине полки
|
0,5 |
0,976 |
1,05 |
1,13 |
1,21 |
1,31 |
1,63 |
1,97 |
2,44 |
2,95 |
|
23 |
0,8 |
1,21 |
1,30 |
1,40 |
1,50 |
1,62 |
2,01 |
2,44 |
3,01 |
3,65 |
|
|
24 |
1,3 |
1,51 |
1,63 |
1,75 |
1,88 |
2,03 |
2,5 |
3,03 |
3,75 |
4,54 |
|
|
25 |
1,8 |
1,76 |
1,89 |
2,03 |
2,18 |
2,36 |
2,9 |
3,51 |
4,34 |
5,26 |
|
|
26 |
2,5 |
2,05 |
2,20 |
2,36 |
2,54 |
2,74 |
3,36 |
4,07 |
5,03 |
6,10 |
|
|
27 |
3,5 |
2,39 |
2,56 |
2,75 |
2,97 |
3,20 |
3,91 |
4,73 |
5,85 |
7,09 |
|
|
28 |
5,0 |
2,81 |
3,02 |
3,35 |
3,50 |
3,77 |
4,59 |
5,56 |
6,87 |
8,33 |
|
|
29 |
7,0 |
3,28 |
3,53 |
3,79 |
4,08 |
4,40 |
5,34 |
6,47 |
8,0 |
9,69 |
|
|
30 |
10,0 |
3,87 |
4,16 |
4,46 |
4,81 |
5,19 |
6,27 |
7,59 |
9,39 |
11,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |

Примечания.
1. Нормативы времени рассчитаны на установку деталей по заранее размеченной схеме. При измененных условиях работы время по карте применять с коэффициентами:
|
При установке деталей с разметкой |
При установке деталей с сопряжением по двум торцам в жестком контуре |
При установке деталей, имеющих контролируемые отверстия, вырезы, требующие точной координации и выверки |
При установке гнутых деталей (с подрезкой торцов газом) |
При установке деталей с фигурной обработкой сопрягаемых торцов |
|
Коэффициент K |
||||
|
1,2 |
1,4 |
1,2 |
1,5 |
1,2 |
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ УГЛОВОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 7, лист 2 |
2. Время на установку неравнобоких уголков устанавливать по большему размеру полок угловой стали.
|
Установка вручную |
Установка краном |
|
|
|
 — позиции 1 … 7;
— позиции 1 … 7; — позиции 8 … 14;
— позиции 8 … 14; — позиции 15 … 21;
— позиции 15 … 21; — позиции 22 … 30;
— позиции 22 … 30; — позиции 1 … 7;
— позиции 1 … 7; — позиции 8 … 14;
— позиции 8 … 14; — позиции 15 … 21;
— позиции 15 … 21; — позиции 22 … 30
— позиции 22 … 30|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ШВЕЛЛЕРНОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 8, лист 1 |
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, провести внешний осмотр
3. Разметить место установки детали на сборочном узле (при сборке по разметке)
4. Установить деталь (узел) по разметке, выверить и подогнать места сопряжений, выдержав размеры по чертежу и техническим условиям
5. Прихватить деталь электросваркой
6. Отстропить деталь (узел) (при установке подъемным краном)
|
N позиции |
Вид сопряжения |
Длина детали, L, м, до: |
Установка без разметки |
Установка с разметкой |
||||||||||
|
Номер профиля швеллерной стали, N, до: |
||||||||||||||
|
8 |
14 |
20 |
24 |
30 |
40 |
8 |
14 |
20 |
24 |
30 |
40 |
|||
|
Время на установку детали, T, мин |
||||||||||||||
|
1 |
По одному торцу
|
0,5 |
0,592 |
0,787 |
0,944 |
1,04 |
1,16 |
1,35 |
0,71 |
0,944 |
1,13 |
1,25 |
1,39 |
1,62 |
|
2 |
1,0 |
0,826 |
1,10 |
1,32 |
1,45 |
1,62 |
1,87 |
1,0 |
1,32 |
1,58 |
1,74 |
1,94 |
2,25 |
|
|
3 |
2,0 |
1,15 |
1,53 |
1,84 |
2,02 |
2,26 |
2,62 |
1,38 |
1,84 |
2,2 |
2,42 |
2,7 |
3,14 |
|
|
4 |
4,0 |
1,60 |
2,14 |
2,56 |
2,81 |
3,15 |
3,65 |
1,92 |
2,57 |
3,07 |
3,37 |
3,78 |
4,38 |
|
|
5 |
8,0 |
2,24 |
2,98 |
3,58 |
3,92 |
4,4 |
— |
2,69 |
3,58 |
4,3 |
4,7 |
5,28 |
— |
|
|
6 |
12 |
2,72 |
3,62 |
4,34 |
4,77 |
— |
— |
3,26 |
4,34 |
5,20 |
5,72 |
— |
— |
|
|
7 |
По двум торцам
|
0,5 |
0,838 |
1,06 |
1,23 |
1,33 |
1,46 |
1,65 |
1,0 |
1,27 |
1,48 |
1,6 |
1,75 |
2,0 |
|
8 |
1,0 |
1,22 |
1,54 |
1,79 |
1,93 |
2,12 |
2,4 |
1,46 |
1,85 |
2,15 |
2,3 |
2,54 |
2,9 |
|
|
9 |
2,0 |
1,77 |
2,24 |
2,60 |
2,81 |
3,09 |
3,48 |
2,12 |
2,69 |
3,12 |
3,37 |
3,71 |
4,18 |
|
|
10 |
4,0 |
2,58 |
3,26 |
3,78 |
4,08 |
4,49 |
5,07 |
3,1 |
3,91 |
4,54 |
4,9 |
5,39 |
6,08 |
|
|
11 |
8,0 |
3,75 |
4,74 |
5,5 |
5,94 |
6,53 |
— |
4,5 |
5,69 |
6,6 |
7,13 |
7,84 |
— |
|
|
12 |
12 |
4,66 |
5,9 |
6,85 |
7,4 |
— |
— |
5,59 |
7,08 |
8,22 |
8,88 |
— |
— |
|
|
13 |
В трех, четырех местах по стенке (замыкающий швеллер) |
0,5 |
1,06 |
1,32 |
1,51 |
1,62 |
1,77 |
1,98 |
1,27 |
1,58 |
1,81 |
1,94 |
2,12 |
2,38 |
|
14 |
1,0 |
1,54 |
1,91 |
2,20 |
2,36 |
2,58 |
2,88 |
1,85 |
2,29 |
2,64 |
2,83 |
3,09 |
3,46 |
|
|
15 |
2,0 |
2,24 |
2,78 |
3,2 |
3,43 |
3,75 |
4,19 |
2,67 |
3,34 |
3,84 |
4,12 |
4,5 |
5,03 |
|
|
16 |
4,0 |
3,25 |
4,05 |
4,65 |
4,99 |
5,45 |
6,09 |
3,9 |
4,86 |
5,58 |
6,0 |
6,54 |
7,3 |
|
|
17 |
8,0 |
4,73 |
5,88 |
6,76 |
7,26 |
7,92 |
— |
5,68 |
7,06 |
8,11 |
8,71 |
9,5 |
— |
|
|
18 |
12 |
5,89 |
7,32 |
8,42 |
9,04 |
— |
— |
7,07 |
8,78 |
10,1 |
10,8 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ШВЕЛЛЕРНОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|||||||||||||
|
Карта 8, лист 2 |
||||||||||||||
|
N позиции |
Вид сопряжения |
Длина детали, L, м, до: |
Установка без разметки |
Установка с разметкой |
||||||||||
|
Номер профиля швеллерной стали, N, до: |
||||||||||||||
|
8 |
14 |
20 |
24 |
30 |
40 |
8 |
14 |
20 |
24 |
30 |
40 |
|||
|
Время на установку детали, T, мин |
||||||||||||||
|
19 |
По всей длине швеллера
|
0,5 |
1,46 |
1,85 |
2,15 |
2,32 |
2,55 |
2,87 |
1,75 |
2,22 |
2,58 |
2,78 |
3,05 |
3,44 |
|
20 |
0,8 |
1,79 |
2,26 |
2,63 |
2,84 |
3,12 |
3,52 |
2,15 |
2,71 |
3,16 |
3,41 |
3,74 |
4,22 |
|
|
21 |
1,3 |
2,2 |
2,79 |
3,24 |
3,5 |
3,84 |
4,33 |
2,64 |
3,35 |
3,89 |
4,20 |
4,61 |
5,2 |
|
|
22 |
1,8 |
2,53 |
3,2 |
3,72 |
4,02 |
4,42 |
4,98 |
3,04 |
3,84 |
4,46 |
4,82 |
5,30 |
5,97 |
|
|
23 |
2,5 |
2,92 |
3,69 |
4,29 |
4,63 |
5,08 |
5,74 |
3,5 |
4,43 |
5,15 |
5,56 |
6,1 |
6,89 |
|
|
24 |
3,5 |
3,37 |
4,27 |
4,96 |
5,35 |
5,88 |
6,63 |
4,04 |
5,12 |
5,95 |
6,42 |
7,06 |
7,96 |
|
|
25 |
5,0 |
3,93 |
4,98 |
5,78 |
6,24 |
6,85 |
7,73 |
4,72 |
5,98 |
6,94 |
7,49 |
8,22 |
9,28 |
|
|
26 |
7,0 |
4,55 |
5,75 |
6,68 |
7,21 |
7,92 |
— |
5,46 |
6,90 |
8,02 |
8,65 |
9,50 |
— |
|
|
27 |
10 |
5,3 |
6,7 |
7,79 |
8,4 |
— |
— |
6,36 |
8,04 |
9,35 |
10,0 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечание. Нормативы времени рассчитаны на установку деталей на плоскую поверхность, встык с прямолинейным сопряжением кромок. При измененных условиях работы время по карте применять с коэффициентами:
|
При установке деталей с сопряжением по двум торцам в жестком контуре |
При установке деталей, имеющих контролируемые отверстия, вырезы, требующие точной координации и выверки |
При установке гнутых деталей (с подрезкой торцов газом) |
При установке деталей с фигурной обработкой сопрягаемых торцов |
|
Коэффициент K |
|||
|
1,4 |
1,2 |
1,5 |
1,2 |
|
Без разметки |
С разметкой |
|
|
|
 позиции 1 … 6
позиции 1 … 6 позиции 7 … 12
позиции 7 … 12 позиции 13 … 18
позиции 13 … 18 позиции 19 … 27
позиции 19 … 27 позиции 1 … 6
позиции 1 … 6 позиции 7 … 12
позиции 7 … 12 позиции 13 … 18
позиции 13 … 18 позиции 19 … 27
позиции 19 … 27|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ДВУТАВРОВОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 9, лист 1 |
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, провести внешний осмотр
3. Разметить место установки детали на сборочном узле (при сборке по разметке)
4. Установить деталь (узел) по разметке, выверить и подогнать места сопряжений, выдержав размеры и зазоры по чертежу и техническим условиям
5. Прихватить электросваркой
6. Отстропить деталь (узел)
|
N позиции |
Вид сопряжения |
Длина детали, L, м, до: |
Установка без разметки |
Установка с разметкой |
||||||
|
Номер профиля двутавровой стали, N, до: |
||||||||||
|
14 |
20 |
30 |
40 |
14 |
20 |
30 |
40 |
|||
|
Время на установку детали (узла), T, мин |
||||||||||
|
1 |
По одному торцу
|
0,5 |
1,06 |
1,23 |
1,48 |
1,68 |
1,27 |
1,48 |
1,77 |
2,01 |
|
2 |
1,0 |
1,69 |
1,98 |
2,37 |
2,69 |
2,03 |
2,38 |
2,84 |
3,22 |
|
|
3 |
2,0 |
2,71 |
3,17 |
3,79 |
4,30 |
3,25 |
3,81 |
4,55 |
5,16 |
|
|
4 |
4,0 |
4,34 |
5,08 |
6,08 |
6,89 |
5,21 |
6,10 |
7,29 |
8,27 |
|
|
5 |
8,0 |
6,96 |
8,14 |
9,73 |
11,0 |
8,35 |
9,77 |
11,7 |
13,3 |
|
|
6 |
12,0 |
9,17 |
10,7 |
12,8 |
14,6 |
11,0 |
12,9 |
15,4 |
17,5 |
|
|
7 |
По двум торцам
|
0,5 |
1,42 |
1,66 |
1,98 |
2,25 |
1,70 |
1,99 |
2,38 |
2,70 |
|
8 |
1,0 |
2,27 |
2,66 |
3,18 |
3,61 |
2,73 |
3,19 |
3,82 |
4,33 |
|
|
9 |
2,0 |
3,64 |
4,26 |
5,09 |
5,78 |
4,37 |
5,11 |
6,11 |
6,94 |
|
|
10 |
4,0 |
5,84 |
6,83 |
8,16 |
9,26 |
7,00 |
8,19 |
9,79 |
11,1 |
|
|
11 |
8,0 |
9,35 |
10,9 |
13,0 |
14,8 |
11,2 |
13,1 |
15,7 |
17,8 |
|
|
12 |
12,0 |
12,3 |
14,4 |
17,2 |
19,6 |
14,8 |
17,3 |
20,7 |
23,5 |
|
|
13 |
В трех-четырех местах по стенке (замыкающий двутавр) |
0,5 |
1,92 |
2,25 |
2,69 |
3,05 |
2,30 |
2,69 |
3,22 |
3,66 |
|
14 |
1,0 |
3,08 |
3,60 |
4,30 |
4,88 |
3,69 |
4,32 |
5,16 |
5,86 |
|
|
15 |
2,0 |
4,93 |
5,77 |
6,89 |
7,82 |
5,92 |
6,92 |
8,27 |
9,39 |
|
|
16 |
4,0 |
7,90 |
9,24 |
11,0 |
12,5 |
9,48 |
11,1 |
13,2 |
15,0 |
|
|
17 |
8,0 |
12,6 |
14,8 |
17,7 |
20,1 |
15,2 |
17,7 |
21,2 |
24,0 |
|
|
18 |
12,0 |
16,6 |
19,5 |
23,3 |
26,4 |
20,0 |
23,4 |
28,0 |
31,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |

Примечание. См. примечание к карте 8.
|
|
|
 позиции 1 … 6 — без разметки;
позиции 1 … 6 — без разметки; позиции 1 … 6 с разметкой;
позиции 1 … 6 с разметкой; позиции 7 … 12 — без разметки;
позиции 7 … 12 — без разметки; позиции 7 … 12 с разметкой;
позиции 7 … 12 с разметкой; позиции 13 … 18 — без разметки;
позиции 13 … 18 — без разметки; позиции 13 … 18 — с разметкой
позиции 13 … 18 — с разметкой|
УСТАНОВКА ДЕТАЛЕЙ ИЗ УГЛОВОЙ И ШВЕЛЛЕРНОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ (СОПРЯЖЕНИЕ ДЕТАЛЕЙ ПО ДВУМ КОНЦАМ ПОЛОК, ВНАХЛЕСТКУ) |
Сборка под сварку |
|
Карта 10 |
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, проверить внешним осмотром
3. Разметить место установки детали на сборочном узле (при сборке по разметке)
4. Установить деталь (узел) по разметке, выверить и подогнать места сопряжений, выдержав размеры и зазоры по чертежу и техническим условиям
5. Прихватить электросваркой
6. Отстропить деталь (узел)
|
N позиции |
Способ установки |
Масса детали, Q, кг, до: |
Установка без разметки |
Установка с разметкой |
||||
|
Длина детали, L, м, до: |
||||||||
|
2 |
4 |
свыше 4 |
2 |
4 |
свыше 4 |
|||
|
Время на установку детали T, мин. |
||||||||
|
1 |
Вручную |
1 |
0,410 |
0,530 |
— |
0,492 |
0,636 |
— |
|
2 |
3 |
0,522 |
0,675 |
— |
0,627 |
0,810 |
— |
|
|
3 |
5 |
0,585 |
0,755 |
— |
0,702 |
0,907 |
— |
|
|
4 |
10 |
0,681 |
0,880 |
1,02 |
0,817 |
1,06 |
1,23 |
|
|
5 |
15 |
0,744 |
0,962 |
1,12 |
0,893 |
1,15 |
1,34 |
|
|
6 |
Подъемным краном |
50 |
2,06 |
2,49 |
2,78 |
2,48 |
2,99 |
3,33 |
|
7 |
100 |
2,65 |
3,19 |
3,56 |
3,18 |
3,83 |
4,28 |
|
|
8 |
200 |
3,40 |
4,10 |
4,57 |
4,08 |
4,92 |
5,49 |
|
|
9 |
300 |
3,93 |
4,74 |
5,29 |
4,72 |
5,69 |
6,35 |
|
|
10 |
500 |
— |
5,70 |
6,36 |
— |
6,84 |
7,63 |
|
|
11 |
800 |
— |
— |
8,06 |
— |
— |
9,67 |
|
|
12 |
1250 |
— |
— |
8,85 |
— |
— |
10,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
|
|
|
 позиции 1 … 5 — без разметки;
позиции 1 … 5 — без разметки; позиции 1 … 5 — с разметкой;
позиции 1 … 5 — с разметкой; позиции 6 … 12 без разметки;
позиции 6 … 12 без разметки; позиции 6 … 12 — с разметкой
позиции 6 … 12 — с разметкой|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ТРУБ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 11, лист 1 |
|
|
Содержание работы 1. Застропить деталь (узел) 2. Переместить деталь (узел) к месту установки, провести внешний осмотр 3. Разметить место установки детали на сборочном узле (при сборке по разметке) 4. Установить деталь (узел) по разметке, выверить и подогнать места сопряжений, выдержав размеры и зазоры по чертежу и техническим условиям 5. Прихватить электросваркой 6. Отстропить деталь (узел) |
|

|
N позиции |
Вид сопряжения |
Наружный диаметр трубы, D, мм, до: |
Толщина стенки трубы, h, мм, до: |
Установка без разметки |
Установка с разметкой |
||||||||||
|
Длина трубы, L, м, до: |
|||||||||||||||
|
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
||||
|
Время на установку детали (узла), T, мин |
|||||||||||||||
|
1 |
По одному торцу |
32 |
6 |
0,870 |
1,18 |
1,60 |
2,17 |
2,95 |
4,0 |
1,04 |
1,42 |
1,92 |
2,61 |
3,54 |
4,80 |
|
2 |
4 |
0,947 |
1,28 |
1,74 |
2,36 |
3,21 |
4,35 |
1,14 |
1,54 |
2,09 |
2,83 |
3,85 |
5,22 |
||
|
3 |
50 |
4 |
1,07 |
1,46 |
1,97 |
2,68 |
3,63 |
4,93 |
1,29 |
1,75 |
2,37 |
3,22 |
4,37 |
5,93 |
|
|
4 |
6 |
1,17 |
1,58 |
2,15 |
2,92 |
3,96 |
5,37 |
1,40 |
1,91 |
2,59 |
3,51 |
4,76 |
6,45 |
||
|
5 |
10 |
1,30 |
1,76 |
2,39 |
3,25 |
4,40 |
5,98 |
1,56 |
2,12 |
2,88 |
3,90 |
5,30 |
7,18 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ТРУБ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
||||||||||||||
|
Карта 11, лист 2 |
|||||||||||||||
|
N позиции |
Вид сопряжения |
Наружный диаметр трубы, D, мм, до: |
Толщина стенки трубы, h, мм, до: |
Установка без разметки |
Установка с разметкой |
||||||||||
|
Длина трубы, L, м, до: |
|||||||||||||||
|
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
||||
|
Время на установку детали (узла), T, мин |
|||||||||||||||
|
6 |
По одному торцу |
83 |
6 |
1,48 |
2,01 |
2,73 |
3,70 |
5,02 |
6,81 |
1,78 |
2,42 |
3,28 |
4,45 |
6,04 |
8,19 |
|
7 |
10 |
1,65 |
2,23 |
3,04 |
4,12 |
5,59 |
7,58 |
1,98 |
2,69 |
3,65 |
4,95 |
6,72 |
9,12 |
||
|
8 |
14 |
1,77 |
2,40 |
3,26 |
4,42 |
6,0 |
8,14 |
2,12 |
2,89 |
3,92 |
5,32 |
7,21 |
9,78 |
||
|
9 |
18 |
1,97 |
2,53 |
3,44 |
4,66 |
6,32 |
8,58 |
2,24 |
3,05 |
4,13 |
5,60 |
7,60 |
10,3 |
||
|
10 |
127 |
10 |
2,02 |
2,73 |
3,71 |
5,03 |
6,83 |
9,26 |
2,42 |
3,29 |
4,46 |
6,05 |
8,21 |
11,1 |
|
|
11 |
14 |
2,16 |
2,93 |
3,98 |
5,40 |
7,33 |
9,24 |
2,60 |
3,53 |
4,79 |
6,49 |
8,81 |
11,9 |
||
|
12 |
18 |
2,28 |
3,09 |
4,20 |
5,69 |
7,72 |
10,5 |
2,82 |
3,82 |
5,18 |
7,03 |
9,54 |
12,9 |
||
|
13 |
24 |
2,42 |
3,29 |
4,46 |
6,05 |
8,20 |
11,1 |
2,91 |
3,95 |
5,36 |
7,27 |
9,86 |
13,4 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ДВУТАВРОВОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
||||||||||||||
|
Карта 11, лист 3 |
|||||||||||||||
|
N позиции |
Вид сопряжения |
Наружный диаметр трубы, D, мм, до: |
Толщина стенки трубы, h, мм, до: |
Установка без разметки |
Установка с разметкой |
||||||||||
|
Длина трубы, L, м, до: |
|||||||||||||||
|
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
||||
|
Время на установку детали (узла), T, мин |
|||||||||||||||
|
14 |
По одному торцу |
180 |
14 |
2,55 |
3,46 |
4,69 |
6,36 |
8,63 |
11,7 |
3,06 |
4,16 |
5,64 |
7,65 |
10,4 |
14,1 |
|
15 |
18 |
2,69 |
3,64 |
4,94 |
6,71 |
9,1 |
12,3 |
3,23 |
4,38 |
5,94 |
8,06 |
10,9 |
14,8 |
||
|
16 |
24 |
2,85 |
3,87 |
5,25 |
7,12 |
9,67 |
13,1 |
3,43 |
4,65 |
6,31 |
8,57 |
11,6 |
15,8 |
||
|
17 |
245 |
14 |
2,95 |
3,99 |
5,42 |
7,35 |
9,98 |
13,5 |
3,54 |
4,80 |
6,52 |
8,84 |
12,0 |
16,3 |
|
|
18 |
18 |
3,11 |
4,21 |
5,72 |
7,75 |
10,5 |
14,3 |
3,73 |
5,07 |
6,87 |
9,32 |
12,6 |
17,2 |
||
|
19 |
24 |
3,30 |
4,47 |
6,07 |
8,24 |
11,2 |
15,2 |
3,97 |
5,38 |
7,30 |
9,90 |
13,4 |
18,2 |
||
|
20 |
32 |
4 |
1,21 |
1,64 |
2,23 |
3,03 |
4,10 |
5,57 |
1,45 |
1,97 |
2,67 |
3,63 |
4,92 |
6,68 |
|
|
21 |
6 |
1,32 |
1,79 |
2,43 |
3,29 |
4,47 |
6,06 |
1,58 |
2,15 |
2,91 |
3,95 |
5,36 |
7,27 |
||
|
22 |
50 |
4 |
1,49 |
2,03 |
2,75 |
3,73 |
5,06 |
6,87 |
1,79 |
2,43 |
3,30 |
4,47 |
6,07 |
8,23 |
|
|
23 |
6 |
1,63 |
2,21 |
2,99 |
4,06 |
5,51 |
7,48 |
1,95 |
2,65 |
3,59 |
4,87 |
6,61 |
8,97 |
||
|
24 |
10 |
1,81 |
2,46 |
3,33 |
4,52 |
6,14 |
8,32 |
2,17 |
2,95 |
3,99 |
5,42 |
7,36 |
9,98 |
||
|
25 |
По двум торцам |
83 |
6 |
2,06 |
2,80 |
3,80 |
5,16 |
7,0 |
9,49 |
2,48 |
3,36 |
4,56 |
6,18 |
8,39 |
11,4 |
|
26 |
10 |
2,29 |
3,12 |
4,23 |
5,74 |
7,79 |
10,6 |
2,76 |
3,74 |
5,07 |
6,88 |
9,34 |
12,7 |
||
|
27 |
14 |
2,47 |
3,35 |
4,54 |
6,16 |
8,36 |
11,3 |
2,96 |
4,01 |
5,45 |
7,39 |
10,0 |
13,6 |
||
|
28 |
18 |
2,60 |
3,53 |
4,79 |
6,49 |
8,81 |
11,9 |
3,12 |
4,23 |
5,74 |
7,79 |
10,6 |
14,3 |
||
|
29 |
127 |
10 |
2,81 |
3,81 |
5,17 |
7,01 |
9,51 |
12,9 |
3,37 |
4,57 |
6,20 |
8,41 |
11,4 |
15,5 |
|
|
30 |
14 |
3,01 |
4,09 |
5,54 |
7,52 |
10,2 |
13,8 |
3,61 |
4,90 |
6,65 |
9,02 |
12,2 |
16,6 |
||
|
31 |
18 |
3,18 |
4,31 |
5,85 |
7,93 |
10,8 |
14,6 |
3,81 |
5,17 |
7,01 |
9,51 |
12,9 |
17,5 |
||
|
32 |
24 |
3,37 |
4,58 |
6,21 |
8,42 |
11,4 |
15,5 |
4,05 |
5,49 |
7,45 |
10,1 |
13,7 |
18,6 |
||
|
33 |
180 |
14 |
3,55 |
4,82 |
6,53 |
8,80 |
12,0 |
16,3 |
4,26 |
5,78 |
7,84 |
10,6 |
14,4 |
19,6 |
|
|
34 |
18 |
3,74 |
5,08 |
6,89 |
9,34 |
12,7 |
17,2 |
4,49 |
6,09 |
8,26 |
11,2 |
15,2 |
20,6 |
||
|
35 |
24 |
3,97 |
5,39 |
7,32 |
9,92 |
13,5 |
18,3 |
4,77 |
6,47 |
8,74 |
11,9 |
16,2 |
21,9 |
||
|
36 |
245 |
14 |
4,10 |
5,57 |
7,55 |
10,3 |
13,9 |
18,9 |
4,92 |
6,68 |
9,06 |
12,3 |
16,7 |
22,6 |
|
|
37 |
18 |
4,33 |
5,87 |
7,96 |
10,8 |
14,7 |
19,9 |
5,19 |
7,04 |
9,55 |
12,9 |
17,6 |
23,8 |
||
|
38 |
24 |
4,59 |
6,23 |
8,46 |
11,5 |
15,6 |
21,1 |
5,51 |
7,48 |
10,1 |
13,8 |
18,7 |
25,3 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечание. Нормативы времени рассчитаны на установку деталей из прямых труб с прямолинейным сопряжением кромок. При измененных условиях работы время по карте применять с коэффициентами:
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ТРУБ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 11, лист 3 |
|
При установке труб с сопряжением по двум торцам в жестком контуре |
При установке деталей, имеющих контролируемые отверстия, требующих точной координации и выверки их |
При установке гнутых труб (с подрезкой торцов газом) |
При установке деталей по отверстиям свободно, без разметки |
При сопряжении труб под углом |
При сопряжении торцов труб с плоскими поверхностями |
|
Коэффициент K |
|||||
|
1,5 |
1,2 |
1,5 |
0,6 |
1,1 |
0,7 |
|
|
|
 позиции 1 … 19 — без разметки;
позиции 1 … 19 — без разметки; позиции 1 … 19 — с разметкой;
позиции 1 … 19 — с разметкой; позиции 20 … 38 — без разметки;
позиции 20 … 38 — без разметки; позиции 20 … 38 — с разметкой
позиции 20 … 38 — с разметкой|
УСТАНОВКА ЛИТЫХ И КОВАНЫХ ДЕТАЛЕЙ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 12, лист 1 |
|
|
Содержание работы 1. Взять или застропить деталь 2. Переместить деталь к месту установки, провести внешний осмотр 3. Разметить место установки на сборочном узле (при сборке по разметке) 4. Установить деталь по разметке, выверить и подогнать места сопряжений, выдержав размеры и зазоры по чертежу и техническим условиям 5. Прихватить электросваркой 6. Отстропить деталь (при установке подъемным краном) |
|
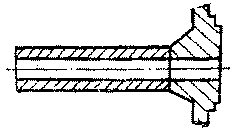
|
N позиции |
Способ установки |
Масса детали, Q, кг, до: |
Длина сопряжений, L, м, до: |
Установка без разметки |
|||
|
Поверхность обработанная |
Поверхность необработанная |
||||||
|
прямолинейная |
криволинейная |
прямолинейная |
криволинейная |
||||
|
Время на установку детали, T, мин |
|||||||
|
1 |
Вручную |
3 |
0,6 |
1,08 |
1,41 |
1,36 |
1,77 |
|
2 |
1,0 |
1,20 |
1,56 |
1,50 |
1,96 |
||
|
3 |
1,7 |
1,34 |
1,74 |
1,68 |
2,18 |
||
|
4 |
5 |
0,6 |
1,25 |
1,63 |
1,57 |
2,04 |
|
|
5 |
1,0 |
1,39 |
1,81 |
1,74 |
2,26 |
||
|
6 |
1,7 |
1,54 |
2,0 |
1,94 |
2,51 |
||
|
7 |
8 |
0,6 |
1,43 |
1,86 |
1,79 |
2,33 |
|
|
8 |
1,0 |
1,58 |
2,06 |
1,98 |
2,57 |
||
|
9 |
1,7 |
1,76 |
2,29 |
2,21 |
2,87 |
||
|
10 |
15 |
0,6 |
1,7 |
2,22 |
2,14 |
2,77 |
|
|
11 |
1,0 |
1,89 |
2,46 |
2,36 |
3,07 |
||
|
12 |
1,7 |
2,1 |
2,73 |
2,63 |
3,42 |
||
|
Индекс |
а |
б |
в |
г |
|
УСТАНОВКА ЛИТЫХ И КОВАНЫХ ДЕТАЛЕЙ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
||||||
|
Карта 12, лист 2 |
|||||||
|
N позиции |
Способ установки |
Масса детали, Q, кг, до: |
Длина сопряжений, L, м, до: |
Установка без разметки |
|||
|
Поверхность обработанная |
Поверхность необработанная |
||||||
|
прямолинейная |
криволинейная |
прямолинейная |
криволинейная |
||||
|
Время на установку детали, T, мин |
|||||||
|
13 |
Подъемным краном |
50 |
1,0 |
4,0 |
5,3 |
5,0 |
6,6 |
|
14 |
1,7 |
4,5 |
5,8 |
5,6 |
7,3 |
||
|
15 |
3,0 |
5,0 |
6,5 |
6,3 |
8,2 |
||
|
16 |
5,0 |
5,6 |
7,2 |
7,0 |
9,0 |
||
|
17 |
100 |
1,0 |
4,9 |
6,4 |
6,2 |
8,0 |
|
|
18 |
1,7 |
5,5 |
7,1 |
6,8 |
8,9 |
||
|
19 |
3,0 |
6,2 |
8,0 |
7,7 |
10,0 |
||
|
20 |
5,0 |
6,8 |
8,9 |
8,5 |
11,0 |
||
|
21 |
200 |
1,0 |
6,0 |
7,8 |
7,5 |
9,8 |
|
|
22 |
1,7 |
6,7 |
8,7 |
8,4 |
10,9 |
||
|
23 |
3,0 |
7,5 |
9,75 |
9,4 |
12,2 |
||
|
24 |
5,0 |
8,3 |
10,8 |
10,4 |
13,5 |
||
|
25 |
300 |
1,0 |
6,8 |
8,8 |
8,5 |
11,0 |
|
|
26 |
1,7 |
7,5 |
9,8 |
9,4 |
12,3 |
||
|
27 |
3,0 |
8,5 |
11,0 |
10,6 |
13,7 |
||
|
28 |
5,0 |
9,4 |
12,2 |
11,7 |
15,2 |
||
|
29 |
500 |
1,0 |
7,9 |
10,2 |
9,8 |
12,8 |
|
|
30 |
1,7 |
8,7 |
11,4 |
10,9 |
14,2 |
||
|
31 |
3,0 |
9,8 |
12,7 |
12,3 |
15,9 |
||
|
32 |
5,0 |
10,9 |
14,1 |
13,6 |
17,7 |
||
|
33 |
1000 |
1,0 |
9,6 |
12,5 |
12,0 |
15,6 |
|
|
34 |
1,7 |
10,7 |
13,9 |
13,4 |
17,4 |
||
|
35 |
3,0 |
12,0 |
15,6 |
15,0 |
19,5 |
||
|
36 |
5,0 |
13,3 |
17,3 |
16,6 |
21,6 |
||
|
37 |
2000 |
1,0 |
11,8 |
15,3 |
14,7 |
19,1 |
|
|
38 |
1,7 |
13,0 |
17,0 |
16,3 |
21,3 |
||
|
39 |
3,0 |
14,7 |
19,0 |
18,3 |
23,8 |
||
|
40 |
5,0 |
16,2 |
21,1 |
20,3 |
26,4 |
||
|
41 |
5000 |
1,0 |
15,3 |
20,0 |
19,2 |
24,9 |
|
|
42 |
1,7 |
17,0 |
22,2 |
21,3 |
27,7 |
||
|
43 |
3,0 |
19,1 |
24,8 |
23,9 |
31,0 |
||
|
44 |
5,0 |
21,2 |
27,5 |
26,5 |
34,4 |
||
|
Индекс |
а |
б |
в |
г |
Примечание. При установке деталей по разметке время по карте применять с коэффициентом K = 1,2.
|
|
|
 — позиции 1 … 12 (гр. а);
— позиции 1 … 12 (гр. а); — позиции 1 … 12 (гр. б);
— позиции 1 … 12 (гр. б); — позиции 1 … 12 (гр. в);
— позиции 1 … 12 (гр. в); — позиции 1 … 12 (гр. г);
— позиции 1 … 12 (гр. г); — позиции 13 … 44 (гр. а);
— позиции 13 … 44 (гр. а); — позиции 13 … 44 (гр. б);
— позиции 13 … 44 (гр. б); — позиции 13 … 44 (гр. в);
— позиции 13 … 44 (гр. в); — позиции 13 … 44 (гр. г).
— позиции 13 … 44 (гр. г).|
УСТАНОВКА БОБЫШЕК ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 13, лист 1 |
Содержание работы
1. Взять бобышку
2. Установить и подогнать по отверстию или по разметке
3. Прихватить электросваркой
|
N позиции |
Вид установки бобышек |
Диаметр или наибольший размер бобышки, D, мм, до: |
|||||||
|
30 |
40 |
55 |
75 |
100 |
130 |
180 |
250 |
||
|
Время на установку детали (узла), T, мин |
|||||||||
|
1 |
В отбортованное отверстие |
0,35 |
0,45 |
0,59 |
0,76 |
0,96 |
1,2 |
— |
— |
|
|
|||||||||
|
2 |
По внутреннему диаметру |
0,43 |
0,54 |
0,70 |
0,90 |
1,15 |
1,4 |
1,85 |
2,35 |
|
|
|||||||||
|
3 |
По наружному диаметру |
0,60 |
0,72 |
0,89 |
1,10 |
1,3 |
1,6 |
1,95 |
2,45 |
|
|
|||||||||
|
4 |
По разметке |
0,66 |
0,78 |
0,98 |
1,20 |
1,45 |
1,70 |
2,15 |
2,65 |
|
|
|||||||||
|
5 |
По отверстию в корпусе |
0,36 |
0,46 |
0,59 |
0,77 |
0,96 |
1,20 |
1,55 |
2,0 |
|
|
|||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
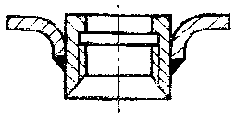
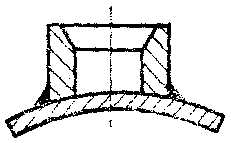
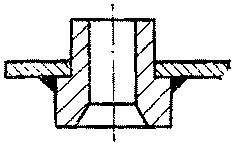
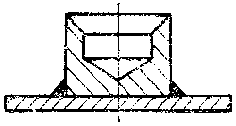
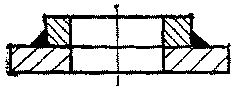
Примечание. При установке бобышек без подгонки время по карте применять с коэффициентом K = 0,6.
|
УСТАНОВКА СВАРНЫХ УЗЛОВ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 14, лист 1 |
|
|
Содержание работы |
|
|
1. Застропить узел 2. Переместить узел к месту установки, провести внешний осмотр 3. Разместить место установки узла 4. Установить узел, подогнать места сопряжений, выдержав величину зазоров и размеры по чертежу и техническим условиям 5. Прихватить электросваркой 6. Отстропить узел |
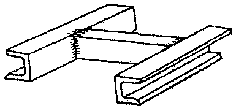
|
N позиции |
Масса узла, Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Толщина сопрягаемых кромок, h, мм, до: |
|||||
|
5 |
8 |
10 |
16 |
24 |
32 |
|||
|
Время на установку узла, T, мин |
||||||||
|
1 |
50 |
0,5 |
3,16 |
3,41 |
3,53 |
3,81 |
4,07 |
4,26 |
|
2 |
0,8 |
4,29 |
4,63 |
4,80 |
5,17 |
5,52 |
5,80 |
|
|
3 |
1,0 |
4,77 |
5,14 |
5,33 |
5,74 |
6,13 |
6,42 |
|
|
4 |
1,4 |
5,58 |
6,02 |
6,24 |
6,73 |
7,18 |
7,52 |
|
|
5 |
2,0 |
6,6 |
7,12 |
7,38 |
7,96 |
8,49 |
8,89 |
|
|
6 |
3,0 |
7,99 |
8,62 |
8,93 |
9,63 |
10,3 |
10,8 |
|
|
7 |
5,0 |
10,2 |
10,9 |
11,4 |
12,2 |
13,0 |
13,7 |
|
|
8 |
100 |
0,5 |
3,65 |
3,94 |
4,08 |
4,40 |
4,7 |
4,92 |
|
9 |
0,8 |
5,0 |
5,39 |
5,59 |
6,02 |
6,43 |
6,73 |
|
|
10 |
1,0 |
5,55 |
5,98 |
6,21 |
6,69 |
7,14 |
7,48 |
|
|
11 |
1,4 |
6,51 |
7,01 |
7,27 |
7,84 |
8,36 |
8,76 |
|
|
12 |
2,0 |
7,69 |
8,29 |
8,6 |
9,27 |
9,89 |
10,4 |
|
|
13 |
3,0 |
9,31 |
10,0 |
10,4 |
11,2 |
12,0 |
12,5 |
|
|
14 |
5,0 |
11,8 |
12,7 |
13,2 |
14,3 |
15,2 |
15,9 |
|
|
15 |
8,0 |
14,7 |
15,9 |
16,5 |
17,8 |
18,9 |
19,9 |
|
|
16 |
200 |
0,5 |
4,26 |
4,59 |
4,75 |
5,12 |
5,47 |
5,73 |
|
17 |
0,8 |
5,83 |
6,28 |
6,51 |
7,02 |
7,49 |
7,84 |
|
|
18 |
1,0 |
6,47 |
6,98 |
7,23 |
7,79 |
8,32 |
8,71 |
|
|
19 |
1,4 |
7,58 |
8,17 |
8,47 |
9,13 |
9,74 |
10,2 |
|
|
20 |
2,0 |
8,96 |
9,66 |
10,0 |
10,8 |
11,5 |
12,1 |
|
|
21 |
3,0 |
10,8 |
11,6 |
12,0 |
13,0 |
13,9 |
14,6 |
|
|
22 |
5,0 |
13,8 |
14,8 |
15,4 |
16,6 |
17,7 |
18,6 |
|
|
23 |
8,0 |
17,2 |
18,5 |
19,2 |
20,7 |
22,1 |
23,1 |
|
|
24 |
500 |
1,0 |
7,92 |
8,53 |
8,84 |
9,53 |
10,2 |
10,7 |
|
25 |
1,4 |
9,27 |
9,99 |
10,4 |
11,2 |
11,9 |
12,5 |
|
|
26 |
2,0 |
10,9 |
11,8 |
12,3 |
13,2 |
14,1 |
14,8 |
|
|
27 |
3,0 |
13,3 |
14,3 |
14,8 |
15,9 |
17,0 |
17,8 |
|
|
28 |
5,0 |
16,8 |
18,2 |
18,8 |
20,3 |
21,6 |
22,7 |
|
|
29 |
8,0 |
21,0 |
22,6 |
23,5 |
25,3 |
27,0 |
28,3 |
|
|
30 |
12,0 |
26,4 |
28,5 |
29,5 |
31,8 |
34,0 |
35,6 |
|
|
31 |
1000 |
1,0 |
9,22 |
9,94 |
10,3 |
11,1 |
11,8 |
12,4 |
|
32 |
1,4 |
10,8 |
11,6 |
12,0 |
13,0 |
13,8 |
14,5 |
|
|
33 |
2,0 |
12,8 |
13,7 |
14,3 |
15,4 |
16,4 |
17,2 |
|
|
34 |
3,3 |
15,5 |
16,6 |
17,2 |
18,6 |
19,8 |
20,8 |
|
|
35 |
5,0 |
19,6 |
21,2 |
21,9 |
23,6 |
25,3 |
26,4 |
|
|
36 |
8,0 |
24,5 |
26,4 |
27,4 |
29,5 |
31,5 |
33,0 |
|
|
37 |
12,0 |
30,7 |
33,2 |
34,4 |
37,0 |
39,5 |
41,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
|
УСТАНОВКА СВАРНЫХ УЗЛОВ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 14, лист 2 |
|
N позиции |
Масса узла, Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Толщина сопрягаемых кромок, h, мм, до: |
|||||
|
5 |
8 |
10 |
16 |
24 |
32 |
|||
|
Время на установку узла, T, мин |
||||||||
|
38 |
2000 |
1,0 |
10,7 |
11,6 |
12,0 |
12,9 |
13,8 |
14,5 |
|
39 |
1,4 |
12,6 |
13,6 |
14,0 |
15,1 |
16,2 |
16,9 |
|
|
40 |
2,0 |
14,8 |
16,0 |
16,6 |
17,9 |
19,1 |
20,0 |
|
|
41 |
3,0 |
17,9 |
19,4 |
20,1 |
21,6 |
23,1 |
24,2 |
|
|
42 |
5,0 |
22,8 |
24,6 |
25,5 |
27,5 |
29,4 |
30,8 |
|
|
43 |
8,0 |
28,5 |
30,7 |
31,8 |
34,4 |
36,7 |
38,4 |
|
|
44 |
12,0 |
35,8 |
38,6 |
40,0 |
43,2 |
46,0 |
40,2 |
|
|
45 |
5000 |
1,0 |
13,1 |
14,2 |
14,7 |
15,8 |
16,9 |
17,7 |
|
46 |
1,4 |
15,4 |
16,6 |
17,2 |
18,5 |
19,8 |
20,7 |
|
|
47 |
2,0 |
18,2 |
19,6 |
20,3 |
21,9 |
23,4 |
24,5 |
|
|
48 |
3,0 |
22,0 |
23,7 |
24,6 |
26,5 |
28,3 |
29,6 |
|
|
49 |
5,0 |
27,9 |
30,2 |
31,3 |
33,7 |
35,9 |
37,7 |
|
|
50 |
8,0 |
34,9 |
37,6 |
39,0 |
42,0 |
44,9 |
47,0 |
|
|
51 |
12,0 |
43,8 |
47,3 |
49,0 |
52,8 |
56,4 |
59,0 |
|
|
52 |
10000 |
1,0 |
15,3 |
16,5 |
17,0 |
18,4 |
19,7 |
20,6 |
|
53 |
1,4 |
17,9 |
19,3 |
20,0 |
21,6 |
23,0 |
24,1 |
|
|
54 |
2,0 |
21,2 |
22,8 |
23,6 |
25,5 |
27,2 |
28,5 |
|
|
55 |
3,0 |
25,6 |
27,6 |
28,6 |
30,8 |
32,9 |
34,5 |
|
|
56 |
5,0 |
32,6 |
35,1 |
36,4 |
39,3 |
41,9 |
43,9 |
|
|
57 |
8,0 |
40,6 |
43,8 |
45,4 |
48,9 |
52,3 |
54,7 |
|
|
58 |
12,0 |
51,0 |
55,0 |
57,0 |
61,5 |
65,6 |
68,7 |
|
|
59 |
20000 |
1,0 |
17,8 |
19,2 |
19,9 |
21,5 |
22,9 |
24,0 |
|
60 |
1,4 |
20,8 |
22,5 |
23,3 |
25,1 |
26,8 |
28,0 |
|
|
61 |
2,0 |
24,6 |
26,6 |
27,6 |
29,7 |
31,7 |
33,2 |
|
|
62 |
3,0 |
29,8 |
32,2 |
33,4 |
36,0 |
38,4 |
40,2 |
|
|
63 |
5,0 |
37,9 |
40,9 |
42,4 |
45,7 |
48,8 |
51,1 |
|
|
64 |
8,0 |
47,3 |
51,0 |
52,9 |
57,0 |
60,8 |
63,7 |
|
|
65 |
12,0 |
59,5 |
64,1 |
66,5 |
71,7 |
76,5 |
80,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечания:
1. Нормативы времени рассчитаны на установку узлов длиной до 3-х метров и со стыковым или тавровым сопряжением кромок. При измененных условиях работы время по карте применять с коэффициентами:
|
Длина узла, м, до: |
Установка в приспособлении |
Вид сопряжения |
Криволинейное сопряжение кромок узлов |
Установка без разметки |
При установке узлов с отверстиями или обработанными поверхностями, требующими координации и точной выверки их |
|||||
|
3 |
6 |
10 |
свыше 10 |
втавр |
внахлестку |
комбинированный (тавровое, стыковое, внахлестку) |
||||
|
Коэффициент K |
||||||||||
|
1,0 |
1,1 |
1,2 |
1,3 |
0,8 |
1,0 |
0,9 |
1,1 |
1,3 |
0,6 |
1,2 |
2. Время на закрепление и открепление узлов в приспособлении брать по карте 17.

|
УСТАНОВКА ДЕТАЛЕЙ НА БАЗОВУЮ ДЕТАЛЬ В СБОРОЧНОМ ПРИСПОСОБЛЕНИИ (СОПРЯЖЕНИЕ ЛИСТОВЫХ ДЕТАЛЕЙ ПО КРОМКАМ, ДЕТАЛЕЙ ИЗ ПРОФИЛЬНОЙ СТАЛИ ПО ТОРЦАМ) |
Сборка под сварку |
|
Карта 15, лист 1 |
Содержание работы
1. Взять или застропить деталь
2. Переместить деталь к месту установки, провести внешний осмотр
3. Установить деталь в приспособление на базовую деталь по упорам и фиксаторам
4. Подогнать места сопряжений, выдержав величину зазоров и размеры по чертежу и техническим условиям
5. Отстропить деталь (при перемещении подъемным краном)
|
N позиции |
Способ установки |
Масса детали, Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
|||||||||
|
0,5 |
0,8 |
1,3 |
1,8 |
2,5 |
3,5 |
5,0 |
7,0 |
10 |
на каждый метр свыше 10 |
|||
|
Время на установку детали, T, мин |
||||||||||||
|
1 |
Вручную |
5 |
0,60 |
0,685 |
0,784 |
0,859 |
0,942 |
1,04 |
1,14 |
1,26 |
1,39 |
— |
|
2 |
10 |
0,734 |
0,837 |
0,959 |
1,05 |
1,15 |
1,27 |
1,39 |
1,54 |
1,69 |
— |
|
|
3 |
15 |
0,825 |
0,942 |
1,08 |
1,18 |
1,29 |
1,42 |
1,57 |
1,73 |
1,91 |
0,30 |
|
|
4 |
Подъемным краном |
50 |
1,92 |
2,18 |
2,46 |
2,68 |
2,92 |
3,19 |
3,50 |
3,82 |
4,19 |
0,40 |
|
5 |
100 |
2,32 |
2,63 |
2,97 |
3,23 |
3,52 |
3,85 |
4,22 |
4,60 |
5,05 |
0,50 |
|
|
6 |
200 |
2,65 |
3,00 |
3,40 |
3,70 |
4,03 |
4,40 |
4,83 |
5,27 |
5,78 |
0,60 |
|
|
7 |
400 |
3,37 |
3,82 |
4,32 |
4,70 |
5,12 |
5,59 |
6,14 |
6,70 |
7,35 |
0,60 |
|
|
8 |
630 |
3,81 |
4,32 |
4,89 |
5,32 |
5,79 |
6,32 |
6,94 |
7,50 |
8,30 |
0,60 |
|
|
9 |
1000 |
4,32 |
4,89 |
5,54 |
6,02 |
6,56 |
7,16 |
7,86 |
8,57 |
9,41 |
0,60 |
|
|
10 |
2500 |
5,53 |
6,26 |
7,09 |
7,72 |
8,40 |
9,17 |
10,0 |
11,0 |
12,0 |
0,65 |
|
|
11 |
4000 |
6,28 |
7,11 |
8,05 |
8,76 |
9,54 |
10,4 |
11,4 |
12,5 |
13,7 |
0,65 |
|
|
12 |
6300 |
7,1 |
8,04 |
9,10 |
9,9 |
10,8 |
11,8 |
12,9 |
14,1 |
15,5 |
0,65 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
Примечания:
1. Нормативы времени рассчитаны на сопряжение листовых деталей по кромкам, деталей из профильного металла — по торцам. При измененных условиях работы время по карте применять с коэффициентами:
|
Установка деталей по штырю, отверстию |
Установка листовых деталей с криволинейным сопряжением кромок |
Установка деталей с сопрягаемыми кромками, обработанными на станке |
|
Коэффициент K |
||
|
0,9 |
1,3 |
0,7 |
2. Время на закрепление и открепление детали в приспособлении брать по карте 17.
|
|
|
 — позиции 1 … 3;
— позиции 1 … 3; — позиции 4 … 12
— позиции 4 … 12|
УСТАНОВКА ДЕТАЛЕЙ НА БАЗОВУЮ ДЕТАЛЬ В СБОРОЧНОМ ПРИСПОСОБЛЕНИИ ИЗ УГЛОВОЙ И ШВЕЛЛЕРНОЙ СТАЛИ (СОПРЯЖЕНИЕ ДЕТАЛЕЙ ПО ДВУМ КОНЦАМ ПОЛОК ВНАХЛЕСТКУ) |
Сборка под сварку |
|
Карта 16 |
Содержание работы
1. Взять или застропить деталь
2. Переместить деталь к месту установки, провести внешний осмотр
3. Установить деталь в приспособление на базовую деталь по упорам и фиксаторам
4. Подогнать места сопряжений, выдержав зазоры по техническим условиям
5. Отстропить деталь (при перемещении подъемным краном)
|
N позиции |
Способ установки |
Масса детали, Q, кг, до: |
Длина детали, L, м, до: |
||
|
2 |
4 |
свыше 4 |
|||
|
Время на установку детали, T, мин |
|||||
|
1 |
Вручную |
5 |
0,496 |
0,687 |
— |
|
2 |
10 |
0,614 |
0,85 |
1,18 |
|
|
3 |
15 |
0,713 |
0,987 |
1,37 |
|
|
4 |
Подъемным краном |
50 |
1,45 |
1,86 |
2,39 |
|
5 |
100 |
1,90 |
2,44 |
3,13 |
|
|
6 |
200 |
2,49 |
3,2 |
4,11 |
|
|
7 |
300 |
2,92 |
3,75 |
4,81 |
|
|
8 |
500 |
— |
4,57 |
5,87 |
|
|
9 |
800 |
— |
5,49 |
7,05 |
|
|
10 |
1250 |
— |
6,54 |
8,39 |
|
|
Индекс |
а |
б |
в |
Примечание. Время на закрепление и открепление детали в приспособлении брать по карте 17.
|
|
|
 — позиции 1 … 3;
— позиции 1 … 3; позиции 4 … 10
позиции 4 … 10|
КРЕПЛЕНИЕ И ОТКРЕПЛЕНИЕ ДЕТАЛЕЙ ПРИ СБОРКЕ УЗЛОВ В ПРИСПОСОБЛЕНИЯХ |
Сборка под сварку |
|
Карта 17, лист 1 |
Содержание работы
1. Подойти к месту крепления деталей (расстояние до 3 м), взять зажим, струбцину, скобу, стяжку и установить на зажимные детали
2. Зажать собираемые детали (длина завертывания до 10 мм)
3. Отжать и откинуть зажим, струбцину, снять и отложить скобу, струбцину
|
N позиции |
Рисунок |
Способ крепления |
Время на одно крепление и открепление, T, мин |
|
1 |
|
Винтовым зажимом (стационарным) |
0,35 |
|
2 |
|
Пневматическим зажимом |
0,15 |
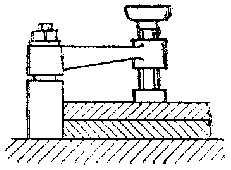
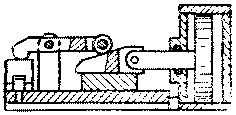
|
КРЕПЛЕНИЕ И ОТКРЕПЛЕНИЕ ДЕТАЛЕЙ ПРИ СБОРКЕ УЗЛОВ В ПРИСПОСОБЛЕНИЯХ |
Сборка под сварку |
||||
|
Карта 17, лист 2 |
|||||
|
N позиции |
Рисунок |
Способ крепления |
Время на одно крепление и открепление, T, мин |
||
|
3 |
|
Откидной (шарнирной) струбциной односторонней |
Размер зева, мм |
до 300 |
0,45 |
|
4 |
свыше 300 |
0,55 |
|||
|
5 |
Откидной (шарнирной) струбциной двухсторонней |
Размер зева, мм |
до 300 |
0,60 |
|
|
6 |
свыше 300 |
0,70 |
|||
|
7 |
|
Съемной струбциной |
Размер зева, мм |
до 300 |
0,65 |
|
8 |
свыше 300 |
0,75 |
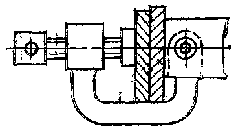
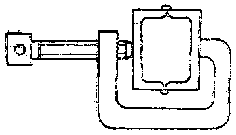
|
N позиции |
Рисунок |
Способ крепления |
Время на одно крепление и открепление, T, мин |
||
|
9 |
|
Скобой и клином |
Высота скобы, мм |
до 150 |
0,60 |
|
10 |
свыше 150 |
0,70 |
|||
|
|
Стяжкой винтовой или распоркой |
Длина стяжки, L, м, до: |
Диаметр стяжки, D, мм, до: |
||
|
20 |
30 |
50 |
|||
|
Время на одну стяжку, T, мин |
|||||
|
11 |
1 |
0,838 |
0,966 |
1,15 |
|
|
12 |
2 |
1,04 |
1,2 |
1,43 |
|
|
13 |
3 |
1,18 |
1,36 |
1,63 |
|
|
Индекс |
а |
б |
в |
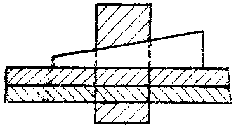
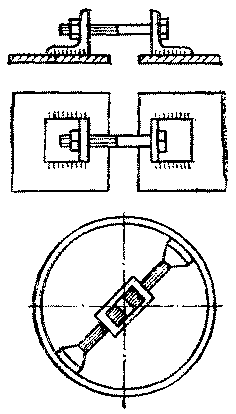

|
ПРИХВАТКА ДЕТАЛЕЙ, УЗЛОВ ЭЛЕКТРОСВАРКОЙ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ (ПОЛОЖЕНИЕ ШВА — НИЖНЕЕ, ГОРИЗОНТАЛЬНОЕ И ВЕРТИКАЛЬНОЕ) |
Сборка под сварку |
|
Карта 18 |
Содержание работы
1. Подвести электродержатель с электродом к месту прихватки (расстояние перехода до 1 м)
2. Возбудить дугу и прихватить детали
3. Отвести электродержатель
|
N позиции |
Толщина металла, h, мм, до: |
Длина одной прихватки, L, мм, до: |
Марка электрода |
||
|
УОНИ-13; ЦМ-7; ОММ-5; МЭЗ-4 |
ОЗС-6 ЦМ-7С; ОЗС-3 |
СВ-08ГгС; СВ-0,8ГС в среде |
|||
|
Время на одну прихватку, T, мин |
|||||
|
1 |
4 |
20 |
0,08 |
0,06 |
0,05 |
|
2 |
30 |
0,09 |
0,07 |
0,06 |
|
|
3 |
40 |
0,11 |
0,08 |
0,07 |
|
|
4 |
50 |
0,13 |
0,09 |
0,08 |
|
|
5 |
6 — 8 |
20 |
0,09 |
0,07 |
0,06 |
|
6 |
30 |
0,10 |
0,08 |
0,07 |
|
|
7 |
40 |
0,12 |
0,09 |
0,08 |
|
|
8 |
50 |
0,15 |
0,11 |
0,10 |
|
|
9 |
10 — 14 |
20 |
0,10 |
0,08 |
0,07 |
|
10 |
30 |
0,11 |
0,09 |
0,08 |
|
|
11 |
40 |
0,13 |
0,11 |
0,10 |
|
|
12 |
50 |
0,16 |
0,13 |
0,12 |
|
|
13 |
свыше 14 |
20 |
0,11 |
0,09 |
0,08 |
|
14 |
30 |
0,13 |
0,10 |
0,09 |
|
|
15 |
40 |
0,16 |
0,13 |
0,12 |
|
|
16 |
50 |
0,20 |
0,16 |
0,15 |
|
|
Индекс |
а |
б |
в |
Примечание. Нормативы времени рассчитаны на прихватку деталей узлов электросваркой без зачистки шлака и брызг. На зачистку одной прихватки от шлака и брызг ко времени по карте добавлять 0,03 мин.
|
УСТАНОВКА И СНЯТИЕ БОЛТОВ (ГАЕК) ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 19 |
Содержание работы
1. Взять болт, отвернуть гайку, снять шайбу и поставить болт в отверстие узла
2. Надеть шайбу на болт, завернуть гайку вручную и довернуть ключом
3. Отложить ключ
|
N позиции |
Длина завертывания болта гайки, L, мм, до: |
Диаметр резьбы, D, мм, до: |
||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
24 |
30 |
36 |
42 |
48 |
||
|
Время на болт или гайку, T, мин |
||||||||||||
|
1 |
1,5d |
0,481 |
0,539 |
0,590 |
0,635 |
0,712 |
0,778 |
0,837 |
0,916 |
0,985 |
1,05 |
1,10 |
|
2 |
2,5d |
0,560 |
0,629 |
0,687 |
0,739 |
0,830 |
0,907 |
0,976 |
1,07 |
1,15 |
1,22 |
1,29 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
Примечание. Нормативы времени рассчитаны на установку и снятие болтов с метрической резьбой. При измененных условиях работы время по карте применять с коэффициентами:
|
При одновременной установке и снятии более 30 болтов и гаек |
При завертывании и отвертывании болтов, гаек торцовым ключом |
При снятии |
|
Коэффициент K |
||
|
0,7 |
0,7 |
0,7 |

|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МЕТАЛЛА ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 20, лист 1 |
Содержание работы
1. Взять или застропить деталь
2. Переместить деталь к месту установки и провести внешний осмотр
3. Разметить место установки детали на сборочном узле
4. Установить деталь по разметке (или схеме), выверить и подогнать места сопряжений, выдержав величину зазоров по чертежу и техническим условиям
5. Прихватить деталь электросваркой
6. Отстропить деталь, узел (при установке подъемным краном)
|
N позиции |
Вид сопряжения |
Диаметр прутка, D, мм, до: |
Длина прутка, L, мм, до: |
|||||||||
|
0,5 |
0,7 |
1,0 |
1,4 |
2,0 |
2,8 |
4,0 |
5,6 |
8,0 |
11,0 |
|||
|
Время на установку детали, T, мин |
||||||||||||
|
1 |
По одному торцу |
8 |
0,849 |
1,04 |
1,29 |
1,58 |
1,95 |
— |
— |
— |
— |
— |
|
2 |
12 |
1,05 |
1,28 |
1,58 |
1,94 |
2,4 |
2,94 |
— |
— |
— |
— |
|
|
3 |
18 |
1,28 |
1,57 |
1,95 |
2,38 |
2,95 |
3,61 |
4,47 |
— |
— |
— |
|
|
4 |
27 |
1,58 |
1,93 |
2,39 |
2,93 |
3,63 |
4,44 |
5,50 |
— |
— |
— |
|
|
5 |
40 |
1,93 |
2,36 |
2,93 |
3,58 |
4,44 |
5,43 |
6,72 |
— |
— |
— |
|
|
6 |
60 |
2,37 |
2,90 |
3,60 |
4,40 |
5,46 |
6,67 |
8,27 |
— |
— |
— |
|
|
7 |
По двум торцам |
8 |
1,37 |
1,68 |
2,08 |
2,55 |
3,15 |
3,86 |
4,78 |
5,85 |
7,25 |
8,77 |
|
8 |
12 |
1,62 |
1,98 |
2,46 |
3,00 |
3,72 |
4,56 |
5,64 |
6,91 |
8,56 |
10,3 |
|
|
9 |
18 |
1,91 |
2,34 |
2,90 |
3,55 |
4,40 |
5,38 |
6,67 |
8,16 |
10,1 |
12,2 |
|
|
10 |
27 |
2,26 |
2,77 |
3,43 |
4,19 |
5,19 |
6,35 |
7,87 |
9,63 |
11,9 |
14,4 |
|
|
11 |
40 |
2,66 |
3,25 |
4,03 |
4,93 |
6,10 |
7,47 |
9,25 |
11,3 |
14,0 |
17,0 |
|
|
12 |
60 |
3,14 |
3,84 |
4,75 |
5,82 |
7,20 |
8,82 |
10,6 |
13,4 |
16,6 |
20,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МЕТАЛЛА ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 20, лист 2 |
Примечание. При измененных условиях работы время по карте применять с коэффициентами:
|
Вид установки |
В жестком контуре по двум торцам |
При сопряжении под углом 45° |
||
|
на плоскость |
на сферическую поверхность |
в отверстия |
||
|
Коэффициент K |
||||
|
0,7 |
1,0 |
0,7 |
1,5 |
1,1 |
 — позиции 1 … 6;
— позиции 1 … 6;
 — позиции 7 … 12
— позиции 7 … 12
|
УСТАНОВКА РЕБЕР ЖЕСТКОСТИ |
Сборка под сварку |
|
Карта 21, лист 1 |
Содержание работы
1. Подать ребро жесткости к месту сборки, провести внешний осмотр
2. Установить ребро по месту, подогнать места сопряжений
3. Прихватить ребро электросваркой
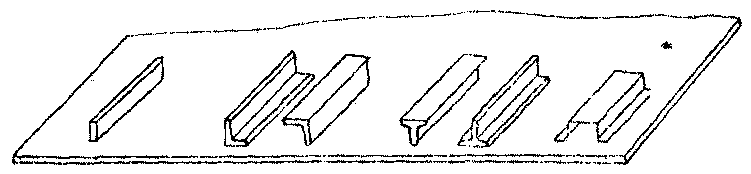
|
N позиции |
Вид профиля |
Способ установки |
Размер сечения, B, или номер профиля, N, мм, до: |
Длина жесткости, L, мм, до: |
||||||||
|
400 |
700 |
1100 |
1600 |
2200 |
3000 |
4000 |
5300 |
8000 |
||||
|
Время, T, мин |
||||||||||||
|
1 |
Полоса |
На ребро |
40 X 14 |
0,933 |
1,2 |
1,47 |
1,74 |
2,01 |
2,31 |
2,63 |
2,98 |
3,59 |
|
2 |
60 X 20 |
1,20 |
1,55 |
1,90 |
2,25 |
2,59 |
2,98 |
3,39 |
3,85 |
4,63 |
||
|
3 |
100 X 30 |
1,66 |
2,14 |
2,62 |
3,10 |
3,58 |
4,11 |
4,68 |
5,32 |
6,4 |
||
|
4 |
120 X 30 |
1,86 |
2,40 |
2,94 |
3,48 |
4,01 |
4,62 |
5,25 |
5,96 |
7,17 |
||
|
5 |
140 X 30 |
2,05 |
2,64 |
3,24 |
3,83 |
4,42 |
5,08 |
5,79 |
6,57 |
7,91 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
УСТАНОВКА РЕБЕР ЖЕСТКОСТИ |
Сборка под сварку |
|||||||||||
|
Карта 21, лист 1 |
||||||||||||
|
N позиции |
Вид профиля |
Способ установки |
Размер сечения, B, или номер профиля, N, мм, до: |
Длина жесткости, L, мм, до: |
||||||||
|
400 |
700 |
1100 |
1600 |
2200 |
3000 |
4000 |
5300 |
8000 |
||||
|
Время, T, мин |
||||||||||||
|
6 |
Сталь угловая |
На полку |
3,2 |
0,839 |
1,08 |
1,32 |
1,57 |
1,81 |
2,08 |
2,36 |
2,68 |
3,23 |
|
7 |
6,3 |
1,29 |
1,65 |
2,03 |
2,40 |
2,77 |
3,18 |
3,62 |
4,11 |
4,95 |
||
|
8 |
9 |
1,61 |
2,07 |
2,54 |
3,0 |
3,47 |
3,98 |
4,54 |
5,15 |
6,20 |
||
|
9 |
12,5 |
1,98 |
2,55 |
3,12 |
3,69 |
4,26 |
4,90 |
5,58 |
6,33 |
7,62 |
||
|
10 |
16 |
2,31 |
2,97 |
3,65 |
4,32 |
4,98 |
5,73 |
6,52 |
7,40 |
8,90 |
||
|
11 |
На ребро |
3,2 |
0,978 |
1,26 |
1,54 |
1,82 |
2,10 |
2,42 |
2,76 |
3,13 |
3,76 |
|
|
12 |
6,3 |
1,50 |
1,93 |
2,36 |
2,80 |
3,23 |
3,71 |
4,22 |
4,79 |
5,77 |
||
|
13 |
9 |
1,87 |
2,41 |
2,96 |
3,50 |
4,04 |
4,64 |
5,29 |
6,0 |
7,22 |
||
|
14 |
12,5 |
2,31 |
2,97 |
3,64 |
4,30 |
4,97 |
5,71 |
6,50 |
7,38 |
8,88 |
||
|
15 |
16 |
2,70 |
3,47 |
4,25 |
5,03 |
5,80 |
6,67 |
7,60 |
8,62 |
10,4 |
||
|
16 |
Тавровый |
На полку |
12 |
1,69 |
2,14 |
2,58 |
3,02 |
3,46 |
— |
— |
— |
— |
|
17 |
18 |
2,18 |
2,76 |
3,33 |
3,90 |
4,46 |
— |
— |
— |
— |
||
|
18 |
27 |
2,81 |
3,56 |
4,30 |
5,04 |
5,76 |
— |
— |
— |
— |
||
|
19 |
40 |
3,60 |
4,56 |
5,51 |
6,45 |
7,38 |
— |
— |
— |
— |
||
|
20 |
На ребро |
12 |
1,86 |
2,35 |
2,85 |
3,33 |
3,81 |
— |
— |
— |
— |
|
|
21 |
18 |
2,40 |
3,04 |
3,67 |
4,30 |
4,92 |
— |
— |
— |
— |
||
|
22 |
27 |
3,10 |
3,92 |
4,74 |
5,55 |
6,35 |
— |
— |
— |
— |
||
|
23 |
40 |
3,97 |
5,03 |
6,08 |
7,11 |
8,13 |
— |
— |
— |
— |
||
|
24 |
Швеллеры (гнутые из листа) |
На полку |
5 |
0,957 |
1,28 |
1,62 |
1,97 |
2,32 |
2,73 |
3,17 |
3,67 |
4,55 |
|
25 |
6,5 |
1,17 |
1,57 |
1,99 |
2,42 |
2,85 |
3,35 |
3,89 |
4,50 |
5,58 |
||
|
26 |
8 |
1,38 |
1,85 |
2,34 |
2,84 |
3,35 |
3,94 |
4,57 |
5,29 |
6,56 |
||
|
27 |
10 |
1,64 |
2,20 |
2,78 |
3,38 |
4,00 |
4,69 |
5,44 |
6,30 |
7,80 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
Примечание. Нормативы времени рассчитаны при установке ребер жесткости на плоскость. При измененных условиях работы время по карте применять с коэффициентами:
|
При установке в обечайку |
При установке гнутых профилей |
При установке ребер жесткости типа дуг |
|
Коэффициент K |
||
|
1,2 |
1,2 |
1,25 |
 — позиции 1 … 5;
— позиции 1 … 5;
 — позиции 6 … 10;
— позиции 6 … 10;
 — позиции 11 … 15;
— позиции 11 … 15;
 — позиции 16 … 19;
— позиции 16 … 19;
 — позиции 20 … 23;
— позиции 20 … 23;
 — позиции 24 … 27
— позиции 24 … 27
|
УСТАНОВКА ДЕТАЛЕЙ НА ВАЛ |
Сборка под сварку |
|
Карта 22 |
Содержание работы
1. Взять деталь
2. Переместить деталь к рабочему месту сборки, провести внешний осмотр
3. Установить деталь на вал, выверить установку, подогнать места сопряжений
4. Прихватить детали электросваркой
5. Снять узел, отложить
|
N позиции |
Диаметр вала, D, мм, до: |
Масса детали, Q, кг, до: |
|||||
|
0,5 |
1 |
3 |
5 |
8 |
15 |
||
|
Время, T, мин |
|||||||
|
1 |
20 |
0,847 |
1,03 |
1,40 |
— |
— |
— |
|
2 |
50 |
1,05 |
1,27 |
1,73 |
1,99 |
— |
— |
|
3 |
100 |
1,23 |
1,49 |
2,02 |
2,34 |
2,66 |
3,18 |
|
4 |
200 |
— |
1,75 |
2,37 |
2,74 |
3,12 |
3,73 |
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечание. При измененных условиях работы время по карте применять с коэффициентами:
|
Длина передвижения, мм, до: |
Толщина детали, мм |
Установка без подгонки |
Установка по разметке |
||||
|
300 |
500 |
800 |
свыше 800 |
до 6 |
свыше 6 |
||
|
Коэффициент K |
|||||||
|
0,70 |
0,85 |
1,0 |
1,1 |
1,0 |
1,05 |
0,6 |
1,2 |

|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ УГЛОВОЙ СТАЛИ |
Сборка под сварку |
|
Карта 23, лист 1 |
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать детали по торцам или по длине полок, выдержав размеры по чертежу и техническим условиям
4. Прихватить детали электросваркой, повернуть их в процессе сборки
5. Отстропить (при установке подъемным краном)
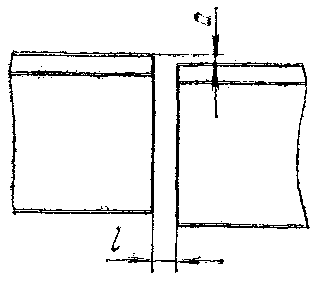
|
N позиции |
Вид сопряжения деталей |
Длина пристыковываемой детали, L, м, до: |
Номер профиля угловой стали, N, до: |
||||||||
|
3,2 |
4,0 |
5,0 |
6,3 |
8,0 |
10 |
12,5 |
16 |
20 |
|||
|
Время на стык, T, мин |
|||||||||||
|
1 |
Сборка деталей по торцам |
0,25 |
0,815 |
0,919 |
1,04 |
1,17 |
1,34 |
1,51 |
1,70 |
1,94 |
2,19 |
|
2 |
0,5 |
1,17 |
1,32 |
1,49 |
1,68 |
1,92 |
2,16 |
2,44 |
2,79 |
3,14 |
|
|
3 |
1,0 |
1,68 |
1,89 |
2,13 |
2,42 |
2,75 |
3,10 |
3,50 |
4,0 |
4,51 |
|
|
4 |
2,0 |
2,40 |
2,71 |
3,06 |
3,46 |
3,94 |
4,45 |
5,01 |
5,73 |
6,46 |
|
|
5 |
4,0 |
3,44 |
3,89 |
4,38 |
4,97 |
5,65 |
6,37 |
7,19 |
8,22 |
9,27 |
|
|
6 |
8,0 |
4,94 |
5,57 |
6,29 |
7,12 |
8,10 |
9,14 |
10,3 |
11,8 |
13,3 |
|
|
7 |
12,0 |
6,1 |
6,88 |
7,76 |
8,79 |
10,0 |
11,3 |
12,7 |
14,5 |
16,4 |
|
|
8 |
Сборка деталей по длине полок |
0,5 |
1,73 |
2,02 |
2,36 |
2,78 |
3,28 |
3,84 |
4,49 |
5,34 |
6,24 |
|
9 |
0,8 |
2,13 |
2,49 |
2,90 |
3,42 |
4,04 |
4,72 |
5,52 |
6,56 |
7,67 |
|
|
10 |
1,3 |
2,63 |
3,08 |
3,60 |
4,23 |
5,00 |
5,85 |
6,84 |
8,13 |
9,50 |
|
|
11 |
1,8 |
3,04 |
3,55 |
4,15 |
4,88 |
5,77 |
6,75 |
7,89 |
9,38 |
11,0 |
|
|
12 |
2,5 |
3,51 |
4,11 |
4,80 |
5,64 |
6,67 |
7,80 |
9,12 |
10,8 |
12,7 |
|
|
13 |
3,5 |
4,07 |
4,76 |
5,57 |
6,55 |
7,74 |
9,05 |
10,6 |
12,6 |
14,7 |
|
|
14 |
5,0 |
4,76 |
5,57 |
6,51 |
7,66 |
9,05 |
10,6 |
12,4 |
14,7 |
17,2 |
|
|
15 |
7,0 |
5,53 |
6,46 |
7,55 |
8,88 |
10,5 |
12,3 |
14,3 |
17,0 |
20,0 |
|
|
16 |
10,0 |
6,46 |
7,56 |
8,84 |
10,4 |
12,3 |
14,4 |
16,8 |
20,0 |
23,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ УГЛОВОЙ СТАЛИ |
Сборка под сварку |
|
Карта 23, лист 2 |
Примечания.
1. Пристыковываемой деталью считать меньшую по длине из двух стыкуемых деталей.
2. При установке на стык накладок время по карте применять с коэффициентами:
из листов K = 1,25;
из уголков K = 1,15.
 — позиции 1 … 7;
— позиции 1 … 7;
 — позиции 8 … 16
— позиции 8 … 16
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ ШВЕЛЛЕРНОЙ СТАЛИ |
Сборка под сварку |
|
Карта 24, лист 1 |
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать детали по торцам или по длине полок, выдержав размеры по чертежу и техническим условиям
4. Прихватить детали электросваркой, повернуть их в процессе сборки
5. Отстропить (при установке подъемным краном)
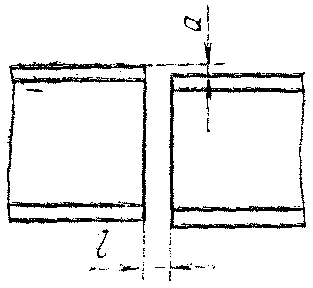
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ ШВЕЛЛЕРНОЙ СТАЛИ |
Сборка под сварку |
|||||||
|
Карта 24, лист 2 |
||||||||
|
N позиции |
Вид сопряжения деталей |
Длина пристыковываемой детали, L, м, до: |
Номер профиля швеллерной стали, N, до: |
|||||
|
8 |
14 |
20 |
24 |
30 |
40 |
|||
|
Время на стык, T, мин |
||||||||
|
1 |
Сборка деталей по торцам |
0,5 |
2,05 |
2,34 |
2,55 |
2,67 |
2,81 |
3,02 |
|
2 |
1,0 |
2,65 |
3,03 |
3,30 |
3,45 |
3,64 |
3,90 |
|
|
3 |
2,0 |
3,42 |
3,92 |
4,27 |
4,46 |
4,70 |
5,04 |
|
|
4 |
4,0 |
4,42 |
5,06 |
5,51 |
5,76 |
6,08 |
6,51 |
|
|
5 |
8,0 |
5,72 |
6,54 |
7,12 |
7,44 |
7,85 |
8,41 |
|
|
6 |
12,0 |
6,64 |
7,60 |
8,28 |
8,65 |
9,12 |
9,77 |
|
|
7 |
Сборка деталей по длине полок |
0,5 |
2,42 |
2,90 |
3,25 |
3,44 |
3,70 |
4,06 |
|
8 |
0,8 |
2,88 |
3,45 |
3,87 |
4,10 |
4,40 |
4,83 |
|
|
9 |
1,3 |
3,45 |
4,13 |
4,63 |
4,90 |
5,27 |
5,78 |
|
|
10 |
1,8 |
3,89 |
4,66 |
5,22 |
5,53 |
5,94 |
6,52 |
|
|
11 |
2,5 |
4,40 |
5,26 |
5,89 |
6,25 |
6,71 |
7,36 |
|
|
12 |
3,5 |
4,98 |
5,96 |
6,68 |
7,08 |
7,60 |
8,33 |
|
|
13 |
5,0 |
5,68 |
6,80 |
7,62 |
8,07 |
8,67 |
9,51 |
|
|
14 |
7,0 |
6,43 |
7,70 |
8,63 |
9,14 |
9,82 |
10,8 |
|
|
15 |
10,0 |
7,34 |
8,78 |
9,84 |
10,4 |
11,2 |
12,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечания.
1. Пристыковываемой деталью считать меньшую по длине из двух стыкуемых деталей.
2. При дополнительной установке подъемным краном необходимо учитывать время на его перемещение (карты 33 — 34).
3. При установке на стык накладок из листа время по карте применять с коэффициентами:
для швеллеров до N 20 — K = 1,2;
для швеллеров до N 40 — K = 1,3.
 — позиции 1 … 6;
— позиции 1 … 6;
 — позиции 7 … 15
— позиции 7 … 15
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ ДВУТАВРОВОЙ СТАЛИ |
Сборка под сварку |
|
Карта 25 |
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать детали по торцам, выдержав размеры по чертежу и техническим условиям
4. Прихватить детали электросваркой, повернуть их в процессе сборки
5. Отстропить (при установке подъемным краном)
|
N позиции |
Вид сопряжения деталей |
Длина пристыковываемой детали, L, м, до: |
Номер профиля двутавровой стали, N, до: |
|||||
|
10 |
14 |
20 |
30 |
40 |
55 |
|||
|
Время на стык, T, мин |
||||||||
|
1 |
Сборка деталей по торцам |
0,5 |
2,16 |
2,38 |
2,63 |
2,94 |
3,19 |
3,49 |
|
2 |
1,0 |
3,19 |
3,51 |
3,88 |
4,34 |
4,71 |
5,14 |
|
|
3 |
2,0 |
4,71 |
5,17 |
5,71 |
6,40 |
6,94 |
7,58 |
|
|
4 |
4,0 |
6,94 |
7,62 |
8,42 |
9,44 |
10,2 |
11,2 |
|
|
5 |
8,0 |
10,2 |
11,2 |
12,4 |
13,9 |
15,1 |
16,5 |
|
|
6 |
12,0 |
12,8 |
14,1 |
15,6 |
17,5 |
18,9 |
20,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечания.
1. Пристыковываемой деталью считать меньшую по длине из двух стыкуемых деталей.
2. При дополнительной установке детали подъемным краном необходимо учитывать время на его перемещение (карты 33 — 34).
3. При установке на стык накладок из листа время по карте применять с коэффициентами:
для профиля двутавра до N 20 — K = 1,2;
для профиля двутавра до N 55 — K = 1,3.

|
СБОРКА (СТЫКОВКА) ПЛОСКИХ ЛИСТОВ И ПОЛОС ПОД СВАРКУ |
Сборка под сварку |
|
|
Карта 26, лист 1 |
||
|
Содержание работы |
||
|
1. |
Взять или застропить детали |
|
|
2. |
Переместить их к рабочему месту сборки, провести внешний осмотр |
|
|
3. |
Уложить стыкуемые детали на плиту или стеллаж |
|
|
4. |
Выверить и подогнать детали по стыку, выдержав размеры по чертежу и техническим условиям |
|
|
5. |
Прихватить электросваркой |
|
|
6. |
Отстропить (при установке подъемным краном) |
|
N позиции |
Длина стыка, L, м, до: |
Наибольший размер листа или полосы, B, м, до: |
Толщина листа, полосы, h, мм, до: |
|||||||||||
|
2 |
3 |
5 |
7 |
11 |
16 |
22 |
28 |
36 |
50 |
70 |
90 |
|||
|
Время на стык, T, мин |
||||||||||||||
|
1 |
0,15 |
1,0 |
— |
0,986 |
1,29 |
1,54 |
1,96 |
2,39 |
2,83 |
3,22 |
3,68 |
— |
— |
— |
|
2 |
2,0 |
— |
1,32 |
1,72 |
2,06 |
2,62 |
3,20 |
3,78 |
4,30 |
4,91 |
— |
— |
— |
|
|
3 |
3,0 |
— |
1,55 |
2,03 |
2,43 |
3,08 |
3,76 |
4,45 |
5,06 |
5,78 |
— |
— |
— |
|
|
4 |
4,0 |
— |
1,74 |
2,28 |
2,72 |
3,46 |
4,22 |
5,00 |
5,67 |
6,48 |
— |
— |
— |
|
|
5 |
0,25 |
1,0 |
— |
1,26 |
1,65 |
1,98 |
2,51 |
3,06 |
3,63 |
4,12 |
4,71 |
— |
— |
— |
|
6 |
2,0 |
— |
1,67 |
2,18 |
2,61 |
3,32 |
4,04 |
4,79 |
5,44 |
6,22 |
— |
— |
— |
|
|
7 |
3,0 |
— |
1,96 |
2,57 |
3,07 |
3,90 |
4,76 |
5,64 |
6,40 |
7,31 |
— |
— |
— |
|
|
8 |
4,0 |
— |
2,20 |
2,88 |
3,44 |
4,37 |
5,34 |
6,32 |
7,18 |
8,20 |
— |
— |
— |
|
|
9 |
0,45 |
1,0 |
— |
1,65 |
2,17 |
2,59 |
3,29 |
4,02 |
4,75 |
5,40 |
6,17 |
— |
— |
— |
|
10 |
2,0 |
— |
2,18 |
2,86 |
3,42 |
4,35 |
5,30 |
6,27 |
7,13 |
8,15 |
— |
— |
— |
|
|
11 |
3,0 |
— |
2,57 |
3,36 |
4,02 |
5,11 |
6,23 |
7,38 |
8,38 |
9,58 |
— |
— |
— |
|
|
12 |
4,0 |
— |
3,15 |
4,13 |
4,93 |
6,27 |
5,36 |
9,05 |
10,3 |
11,8 |
— |
— |
— |
|
|
13 |
0,7 |
2,0 |
2,16 |
2,67 |
3,51 |
4,19 |
5,32 |
6,49 |
7,69 |
8,74 |
9,98 |
11,9 |
14,2 |
16,2 |
|
14 |
3,0 |
2,54 |
3,15 |
4,12 |
4,93 |
6,26 |
7,64 |
9,04 |
10,3 |
11,7 |
14,0 |
16,7 |
19,1 |
|
|
15 |
5,0 |
3,11 |
3,86 |
5,06 |
6,05 |
7,68 |
9,37 |
11,1 |
12,6 |
14,4 |
17,1 |
20,5 |
23,4 |
|
|
16 |
1,0 |
2,0 |
2,54 |
3,15 |
4,13 |
4,94 |
6,27 |
7,65 |
9,06 |
10,3 |
11,8 |
14,0 |
16,7 |
19,1 |
|
17 |
3,0 |
2,99 |
3,71 |
4,86 |
5,81 |
7,38 |
9,0 |
10,7 |
12,1 |
13,8 |
16,5 |
19,7 |
22,5 |
|
|
18 |
5,0 |
3,67 |
4,55 |
5,96 |
7,12 |
9,05 |
11,0 |
13,1 |
14,9 |
17,0 |
20,2 |
24,1 |
27,6 |
|
|
19 |
1,4 |
2,0 |
2,97 |
3,68 |
4,82 |
5,76 |
7,32 |
8,93 |
10,6 |
12,0 |
13,7 |
16,3 |
19,5 |
22,3 |
|
20 |
3,0 |
3,49 |
4,33 |
5,67 |
6,78 |
8,61 |
10,5 |
12,4 |
14,1 |
16,1 |
19,2 |
23,0 |
26,2 |
|
|
21 |
5,0 |
4,28 |
5,31 |
6,96 |
8,32 |
10,6 |
12,9 |
15,3 |
17,3 |
19,8 |
23,6 |
28,2 |
32,2 |
|
|
22 |
8,0 |
5,17 |
6,40 |
8,40 |
10,0 |
12,8 |
15,6 |
18,4 |
20,9 |
23,9 |
28,4 |
34,0 |
38,8 |
|
|
23 |
2,0 |
2,0 |
3,50 |
4,33 |
5,68 |
6,79 |
8,63 |
10,5 |
12,5 |
14,2 |
16,2 |
19,3 |
23,0 |
26,3 |
|
24 |
3,0 |
4,11 |
5,10 |
6,68 |
7,99 |
10,1 |
12,4 |
14,7 |
16,7 |
19,0 |
22,6 |
27,1 |
30,9 |
|
|
25 |
5,0 |
5,04 |
6,25 |
8,20 |
9,80 |
12,4 |
15,2 |
18,0 |
20,4 |
23,3 |
27,8 |
33,2 |
37,9 |
|
|
26 |
8,0 |
6,09 |
7,54 |
9,89 |
11,8 |
15,0 |
18,3 |
21,7 |
24,7 |
28,2 |
33,5 |
40,1 |
45,8 |
|
|
27 |
2,8 |
2,0 |
4,08 |
5,06 |
6,63 |
7,93 |
10,1 |
12,3 |
14,5 |
16,5 |
18,9 |
22,5 |
26,9 |
30,7 |
|
28 |
3,0 |
4,80 |
5,95 |
7,80 |
9,32 |
11,8 |
14,4 |
17,1 |
19,4 |
22,2 |
26,4 |
31,6 |
36,1 |
|
|
29 |
5,0 |
5,89 |
7,30 |
9,57 |
11,4 |
14,5 |
17,7 |
20,9 |
23,8 |
27,2 |
32,4 |
38,8 |
44,3 |
|
|
30 |
8,0 |
7,10 |
8,81 |
11,5 |
13,8 |
17,5 |
21,4 |
25,3 |
28,8 |
32,9 |
39,1 |
46,8 |
53,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
СБОРКА (СТЫКОВКА) ПЛОСКИХ ЛИСТОВ И ПОЛОС ПОД СВАРКУ |
Сборка под сварку |
|||||||||||||
|
Карта 26, лист 2 |
||||||||||||||
|
N позиции |
Длина стыка, L, м, до: |
Наибольший размер листа или полосы, B, м, до: |
Толщина листа, полосы, h, мм, до: |
|||||||||||
|
2 |
3 |
5 |
7 |
11 |
16 |
22 |
28 |
36 |
50 |
70 |
90 |
|||
|
Время на стык, T, мин |
||||||||||||||
|
31 |
4,0 |
2,0 |
— |
5,96 |
7,82 |
9,34 |
11,9 |
14,5 |
17,1 |
19,5 |
22,3 |
26,5 |
31,7 |
36,2 |
|
32 |
3,0 |
— |
7,01 |
9,19 |
10,9 |
13,9 |
17,0 |
20,2 |
22,9 |
26,2 |
31,1 |
37,2 |
42,5 |
|
|
33 |
5,6 |
2,0 |
— |
6,96 |
9,12 |
10,9 |
13,9 |
16,9 |
20,0 |
22,7 |
25,9 |
30,9 |
36,9 |
42,2 |
|
34 |
3,0 |
— |
8,19 |
10,7 |
12,8 |
16,3 |
19,9 |
23,5 |
26,7 |
30,6 |
36,4 |
43,5 |
49,6 |
|
|
35 |
8,0 |
2,0 |
— |
— |
10,8 |
12,8 |
16,3 |
19,9 |
23,6 |
26,8 |
30,6 |
36,4 |
43,5 |
49,7 |
|
36 |
3,0 |
— |
— |
12,6 |
15,1 |
19,2 |
23,4 |
27,7 |
31,5 |
36,0 |
36,8 |
44,0 |
58,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечание. Нормативы времени рассчитаны на сборку (стыковку) плоских листов и полос под электродуговую сварку. При измененных условиях работы время по карте применять с коэффициентами:
|
При электрошлаковой сварке |
При сборке листов по двум сторонам (суммарная длина) |
При сборке (стыковке) без подгонки |
|
Коэффициент K |
||
|
2,0 |
0,9 |
0,6 |

|
СБОРКА ПЛОСКИХ КОЛЕЦ (ФЛАНЦЕВ) ИЗ СЕГМЕНТОВ (СЕКТОРОВ) |
Сборка под сварку |
|
Карта 27, лист 1 |
Содержание работы
1. Подать секторы фланца к месту сборки, провести их внешний осмотр
2. Собрать фланец из секторов по разметке, выдержав размеры по чертежу и техническим условиям
3. Прихватить электросваркой
4. Снять фланец и отложить в сторону
|
N позиции |
Наружный диаметр кольца (фланца), D, м, до: |
Количество сегментов (секторов), n, шт. |
Толщина металла, h, мм, до: |
||||||||
|
5 |
7 |
10 |
18 |
26 |
35 |
50 |
80 |
110 |
|||
|
Время на кольцо (фланец), T, мин |
|||||||||||
|
1 |
0,5 |
2 |
4,52 |
4,91 |
5,37 |
6,22 |
6,82 |
7,35 |
8,03 |
9,04 |
9,79 |
|
2 |
3 |
5,95 |
6,48 |
7,09 |
8,20 |
9,0 |
9,68 |
10,6 |
11,9 |
12,9 |
|
|
3 |
4 |
7,24 |
7,87 |
8,61 |
9,97 |
10,9 |
11,8 |
12,9 |
14,5 |
15,7 |
|
|
4 |
1,0 |
2 |
5,30 |
5,76 |
6,30 |
7,30 |
8,00 |
8,62 |
9,42 |
10,6 |
11,5 |
|
5 |
3 |
6,98 |
7,59 |
8,30 |
9,62 |
10,5 |
11,4 |
12,4 |
14,0 |
15,1 |
|
|
6 |
4 |
8,50 |
9,24 |
10,1 |
11,7 |
12,8 |
13,8 |
15,1 |
17,0 |
18,4 |
|
|
7 |
5 |
9,88 |
10,7 |
11,8 |
13,6 |
14,9 |
16,1 |
17,6 |
19,8 |
21,4 |
|
|
8 |
6 |
11,2 |
12,2 |
13,3 |
15,4 |
16,9 |
18,2 |
19,9 |
22,4 |
24,2 |
|
|
9 |
1,5 |
2 |
5,82 |
6,33 |
6,92 |
8,01 |
8,78 |
9,46 |
10,3 |
11,6 |
12,6 |
|
10 |
3 |
7,66 |
8,34 |
9,11 |
10,6 |
11,6 |
12,5 |
13,6 |
15,3 |
16,6 |
|
|
11 |
4 |
9,32 |
10,1 |
11,1 |
12,8 |
14,1 |
15,2 |
16,6 |
18,6 |
20,2 |
|
|
12 |
5 |
10,8 |
11,8 |
12,9 |
16,4 |
17,6 |
19,3 |
20,3 |
21,7 |
23,5 |
|
|
13 |
6 |
12,3 |
13,4 |
14,6 |
16,9 |
18,5 |
20,0 |
22,6 |
24,6 |
26,6 |
|
|
14 |
2,0 |
2 |
6,22 |
6,76 |
7,39 |
8,56 |
9,39 |
10,1 |
11,1 |
12,4 |
13,5 |
|
15 |
3 |
8,19 |
8,91 |
9,74 |
11,3 |
12,4 |
13,3 |
14,6 |
16,4 |
17,7 |
|
|
16 |
4 |
9,96 |
10,8 |
11,8 |
13,7 |
15,0 |
16,2 |
17,7 |
20,0 |
21,6 |
|
|
17 |
5 |
11,6 |
12,6 |
13,8 |
16,0 |
17,5 |
18,9 |
20,6 |
23,2 |
25,1 |
|
|
18 |
6 |
13,1 |
14,3 |
15,6 |
18,1 |
19,8 |
21,3 |
23,3 |
26,2 |
28,4 |
|
|
19 |
2,5 |
2 |
6,54 |
7,12 |
7,78 |
9,01 |
9,88 |
10,6 |
11,6 |
13,1 |
14,2 |
|
20 |
3 |
8,62 |
9,38 |
10,3 |
11,9 |
13,0 |
14,0 |
15,3 |
17,2 |
18,7 |
|
|
21 |
4 |
10,5 |
11,4 |
12,5 |
14,4 |
15,8 |
17,1 |
18,6 |
21,0 |
22,7 |
|
|
22 |
5 |
12,2 |
13,3 |
14,5 |
16,8 |
18,4 |
19,8 |
21,7 |
24,4 |
26,4 |
|
|
23 |
6 |
13,8 |
15,0 |
16,4 |
19,0 |
20,9 |
22,5 |
24,6 |
27,6 |
30,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
СБОРКА ПЛОСКИХ КОЛЕЦ (ФЛАНЦЕВ) ИЗ СЕГМЕНТОВ (СЕКТОРОВ) |
Сборка под сварку |
|
Карта 27, лист 2 |
|
N позиции |
Наружный диаметр кольца (фланца), D, м, до: |
Количество сегментов (секторов), n, шт. |
Толщина металла, h, мм, до: |
||||||||
|
5 |
7 |
10 |
18 |
26 |
35 |
50 |
80 |
110 |
|||
|
Время на кольцо (фланец), T, мин |
|||||||||||
|
24 |
3,0 |
2 |
6,82 |
7,42 |
8,11 |
9,40 |
10,3 |
11,1 |
12,1 |
13,6 |
14,8 |
|
25 |
3 |
9,00 |
9,78 |
10,7 |
12,4 |
13,6 |
14,6 |
16,0 |
18,0 |
19,5 |
|
|
26 |
4 |
10,9 |
11,9 |
13,0 |
15,1 |
16,5 |
17,8 |
19,4 |
21,9 |
23,6 |
|
|
27 |
5 |
12,7 |
13,8 |
15,1 |
17,5 |
19,2 |
20,7 |
22,6 |
25,4 |
27,6 |
|
|
28 |
6 |
14,4 |
15,7 |
17,1 |
19,8 |
21,7 |
23,4 |
25,6 |
28,8 |
31,2 |
|
|
29 |
7 |
16,0 |
17,4 |
19,0 |
22,0 |
24,2 |
26,0 |
28,4 |
32,0 |
34,6 |
|
|
30 |
8 |
17,5 |
19,1 |
20,8 |
24,1 |
26,4 |
28,5 |
31,1 |
35,0 |
37,9 |
|
|
31 |
4,0 |
2 |
7,29 |
7,93 |
8,67 |
10,0 |
11,0 |
11,9 |
13,0 |
14,6 |
15,6 |
|
32 |
3 |
9,60 |
10,4 |
11,4 |
13,2 |
14,5 |
15,6 |
17,1 |
19,2 |
20,8 |
|
|
33 |
4 |
11,7 |
12,7 |
13,9 |
16,1 |
17,6 |
19,0 |
20,8 |
23,4 |
25,3 |
|
|
34 |
5 |
13,6 |
14,8 |
16,2 |
18,7 |
20,5 |
22,1 |
24,2 |
27,2 |
29,4 |
|
|
35 |
6 |
15,4 |
16,7 |
18,3 |
21,2 |
23,2 |
25,0 |
27,4 |
30,8 |
33,3 |
|
|
36 |
7 |
17,1 |
18,6 |
20,3 |
23,5 |
25,8 |
27,8 |
30,4 |
34,2 |
37,0 |
|
|
37 |
8 |
18,7 |
20,4 |
22,3 |
25,8 |
28,3 |
30,4 |
33,3 |
37,4 |
40,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
Примечание. Нормативы времени рассчитаны на сборку и подгонку фланцев с длиной стыка до 200 мм. При измененных условиях работы время по карте применять с коэффициентами:
|
При длине стыка, мм, свыше 200 |
При ширине собираемых фланцев более 0,2 м |
Сборка без подгонки |
|
Коэффициент K |
||
|
1,2 |
1,2 |
0,6 |

|
СБОРКА (СТЫКОВКА) ПРЯМЫХ ТРУБ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 28, лист 1 |
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать трубы, выдержав размеры по чертежу и техническим условиям
4. Прихватить электросваркой
5. Отстропить (при установке подъемным краном)
|
N позиции |
Наружный диаметр трубы, D, мм, до: |
Толщина стенки трубы, h, мм, до: |
|||||||
|
3,5 |
5,0 |
8,0 |
12 |
16 |
20 |
24 |
30 |
||
|
Время на стык, T, мин |
|||||||||
|
1 |
25 |
1,39 |
1,60 |
— |
— |
— |
— |
— |
— |
|
2 |
38 |
1,88 |
2,16 |
— |
— |
— |
— |
— |
— |
|
3 |
50 |
2,29 |
2,63 |
3,14 |
— |
— |
— |
— |
— |
|
4 |
60 |
2,62 |
3,0 |
3,58 |
4,18 |
— |
— |
— |
— |
|
5 |
68 |
2,86 |
3,28 |
3,92 |
4,57 |
— |
— |
— |
— |
|
6 |
73 |
3,01 |
3,45 |
4,13 |
4,82 |
— |
— |
— |
— |
|
7 |
83 |
3,30 |
3,79 |
4,53 |
5,28 |
5,89 |
— |
— |
— |
|
8 |
95 |
3,64 |
4,17 |
5,0 |
5,82 |
6,49 |
7,07 |
— |
— |
|
9 |
114 |
— |
4,76 |
5,69 |
6,64 |
7,40 |
8,06 |
8,64 |
— |
|
10 |
127 |
— |
5,14 |
6,15 |
7,17 |
8,0 |
8,71 |
9,34 |
10,2 |
|
11 |
140 |
— |
— |
6,60 |
7,69 |
8,58 |
9,34 |
10,0 |
10,9 |
|
12 |
152 |
— |
— |
7,0 |
8,17 |
9,10 |
9,91 |
10,6 |
11,6 |
|
13 |
168 |
— |
— |
7,52 |
8,77 |
9,79 |
10,7 |
11,4 |
12,4 |
|
14 |
194 |
— |
— |
8,34 |
9,73 |
10,8 |
11,8 |
12,7 |
13,8 |
|
15 |
245 |
— |
— |
9,87 |
11,5 |
12,8 |
14,0 |
15,0 |
16,3 |
|
16 |
350 |
— |
— |
— |
14,9 |
16,6 |
18,1 |
19,4 |
21,1 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|
СБОРКА (СТЫКОВКА) ПРЯМЫХ ТРУБ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 28, лист 2 |
Примечание. Нормативы времени рассчитаны на сборку (стыковку) труб при суммарной длине их до 6 м. При измененных условиях работы время по карте применять с коэффициентами:
|
На каждый последующий стык |
При сборке труб под углом |
При суммарной длине труб в м |
Без подгонки |
||
|
до 10 |
11 — 15 |
свыше 15 |
|||
|
Коэффициент K |
|||||
|
0,8 |
1,3 |
1,05 |
1,1 |
1,15 |
0,6 |

|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
|
Карта 29, лист 1 |
Содержание работы
1. Застропить обечайку и переместить на сборочный стенд, провести внешний осмотр
2. Подогнать продольный стык обечайки под сварку, выдержав размеры по чертежу и техническим условиям
3. Прихватить электросваркой
4. Снять обечайку, отложить
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
|||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
60 |
|||
|
Время на стык, T, мин |
||||||||||||
|
1 |
300 |
0,5 |
1,50 |
1,94 |
2,67 |
3,30 |
4,13 |
5,11 |
6,39 |
7,90 |
— |
— |
|
2 |
0,7 |
1,77 |
2,29 |
3,16 |
3,90 |
4,89 |
6,04 |
7,57 |
9,35 |
— |
— |
|
|
3 |
1,0 |
2,12 |
2,74 |
3,78 |
4,67 |
5,84 |
7,22 |
9,04 |
11,2 |
— |
— |
|
|
4 |
1,5 |
2,60 |
3,35 |
4,62 |
5,72 |
7,16 |
8,85 |
11,1 |
13,7 |
— |
— |
|
|
5 |
2,0 |
3,0 |
3,87 |
5,34 |
6,60 |
8,26 |
10,2 |
12,8 |
15,8 |
— |
— |
|
|
6 |
2,8 |
3,55 |
4,58 |
6,32 |
7,81 |
9,78 |
12,1 |
15,1 |
18,7 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
|||||||||||
|
Карта 29, лист 2 |
||||||||||||
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
|||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
60 |
|||
|
Время на стык, T, мин |
||||||||||||
|
7 |
400 |
0,5 |
1,67 |
2,15 |
2,97 |
3,67 |
4,60 |
5,68 |
7,11 |
8,79 |
— |
— |
|
8 |
0,7 |
1,97 |
2,55 |
3,51 |
4,34 |
5,44 |
6,72 |
8,42 |
10,4 |
— |
— |
|
|
9 |
1,0 |
2,36 |
3,04 |
4,20 |
5,19 |
6,50 |
8,03 |
10,1 |
12,4 |
— |
— |
|
|
10 |
1,5 |
2,89 |
3,73 |
5,14 |
6,36 |
7,96 |
9,84 |
12,3 |
15,2 |
— |
— |
|
|
11 |
2,0 |
3,33 |
4,31 |
5,94 |
7,34 |
9,19 |
11,4 |
14,2 |
17,6 |
— |
— |
|
|
12 |
2,8 |
3,95 |
5,09 |
7,03 |
8,69 |
10,9 |
13,4 |
16,8 |
20,8 |
— |
— |
|
|
13 |
600 |
0,5 |
1,94 |
2,50 |
3,45 |
4,26 |
5,34 |
6,60 |
8,26 |
10,2 |
— |
— |
|
14 |
0,7 |
2,29 |
2,96 |
4,08 |
5,05 |
6,32 |
7,81 |
9,78 |
12,1 |
— |
— |
|
|
15 |
1,0 |
2,74 |
3,54 |
4,88 |
6,03 |
7,55 |
9,33 |
11,7 |
14,4 |
— |
— |
|
|
16 |
1,5 |
3,36 |
4,33 |
5,98 |
7,39 |
9,25 |
11,4 |
14,3 |
17,7 |
— |
— |
|
|
17 |
2,0 |
3,87 |
5,00 |
6,90 |
8,53 |
10,7 |
13,2 |
16,5 |
20,4 |
— |
— |
|
|
18 |
2,8 |
4,58 |
5,92 |
8,17 |
10,1 |
12,6 |
15,6 |
19,6 |
24,2 |
— |
— |
|
|
19 |
800 |
0,5 |
2,15 |
2,78 |
3,83 |
4,73 |
5,93 |
7,32 |
9,17 |
11,3 |
14,2 |
— |
|
20 |
0,7 |
2,54 |
3,28 |
4,53 |
5,60 |
7,00 |
8,67 |
10,9 |
13,4 |
16,8 |
— |
|
|
21 |
1,0 |
3,0 |
3,92 |
5,41 |
6,69 |
8,38 |
10,4 |
13,0 |
16,0 |
20,1 |
— |
|
|
22 |
1,5 |
3,72 |
4,81 |
6,63 |
8,20 |
10,3 |
12,7 |
15,9 |
19,6 |
24,6 |
— |
|
|
23 |
2,0 |
4,30 |
5,55 |
7,66 |
9,47 |
11,9 |
14,6 |
18,3 |
22,7 |
28,4 |
— |
|
|
24 |
2,8 |
5,09 |
6,57 |
9,06 |
11,2 |
14,0 |
17,3 |
21,7 |
26,8 |
33,6 |
— |
|
|
25 |
1000 |
0,5 |
2,34 |
3,02 |
4,17 |
5,15 |
6,45 |
7,97 |
9,98 |
12,3 |
15,4 |
19,9 |
|
26 |
0,7 |
2,77 |
3,58 |
4,93 |
6,10 |
7,63 |
9,43 |
11,8 |
14,6 |
18,3 |
23,6 |
|
|
27 |
1,0 |
3,31 |
4,27 |
5,90 |
7,29 |
9,12 |
11,3 |
14,1 |
17,5 |
21,8 |
28,2 |
|
|
28 |
1,5 |
4,05 |
5,23 |
7,22 |
8,92 |
11,2 |
13,8 |
17,3 |
21,4 |
26,8 |
34,5 |
|
|
29 |
2,0 |
4,68 |
6,04 |
8,34 |
10,3 |
12,9 |
15,9 |
20,0 |
24,7 |
30,9 |
40,0 |
|
|
30 |
2,8 |
5,54 |
7,15 |
9,86 |
12,2 |
15,3 |
18,9 |
23,6 |
29,2 |
36,6 |
47,2 |
|
|
31 |
4,0 |
6,70 |
8,65 |
11,9 |
14,8 |
18,5 |
22,8 |
28,6 |
35,3 |
44,2 |
57,1 |
|
|
32 |
1200 |
0,5 |
2,50 |
3,23 |
4,46 |
5,51 |
6,90 |
8,53 |
10,7 |
13,2 |
16,5 |
21,3 |
|
33 |
0,7 |
2,96 |
3,83 |
5,28 |
6,52 |
8,82 |
10,1 |
12,6 |
15,6 |
19,6 |
25,2 |
|
|
34 |
1,0 |
3,94 |
5,08 |
6,31 |
7,80 |
9,76 |
12,1 |
15,1 |
18,7 |
23,4 |
30,2 |
|
|
35 |
1,5 |
4,34 |
5,60 |
7,72 |
9,55 |
12,0 |
14,8 |
18,5 |
22,9 |
28,6 |
36,9 |
|
|
36 |
2,0 |
5,0 |
6,47 |
8,92 |
11,0 |
13,8 |
17,1 |
21,4 |
26,4 |
33,1 |
42,6 |
|
|
37 |
2,8 |
5,92 |
7,65 |
10,6 |
13,0 |
16,3 |
20,2 |
25,3 |
31,2 |
39,1 |
50,5 |
|
|
38 |
4,0 |
7,17 |
9,26 |
12,8 |
15,8 |
19,8 |
24,4 |
30,6 |
37,8 |
47,3 |
61,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
|||||||||||
|
Карта 29, лист 3 |
||||||||||||
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
|||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
60 |
|||
|
Время на стык, T, мин |
||||||||||||
|
39 |
1400 |
0,5 |
— |
3,42 |
4,72 |
5,83 |
7,31 |
9,03 |
11,3 |
14,0 |
17,5 |
22,6 |
|
40 |
0,7 |
— |
4,05 |
5,59 |
6,91 |
8,64 |
10,7 |
13,4 |
16,5 |
20,7 |
26,7 |
|
|
41 |
1,0 |
— |
4,84 |
6,68 |
8,25 |
10,3 |
12,8 |
16,0 |
19,8 |
24,7 |
31,9 |
|
|
42 |
1,5 |
— |
5,92 |
8,18 |
10,1 |
13,7 |
15,6 |
19,6 |
24,2 |
30,3 |
39,1 |
|
|
43 |
2,0 |
— |
6,81 |
9,44 |
11,7 |
14,6 |
18,1 |
22,6 |
28,0 |
35,0 |
45,2 |
|
|
44 |
2,8 |
— |
8,1 |
11,2 |
13,8 |
17,3 |
21,4 |
26,8 |
33,1 |
41,4 |
53,4 |
|
|
45 |
4,0 |
— |
9,8 |
13,5 |
16,7 |
20,9 |
25,9 |
32,4 |
40,0 |
50,1 |
64,6 |
|
|
46 |
1800 |
0,5 |
— |
3,76 |
5,18 |
6,40 |
8,02 |
9,91 |
12,4 |
15,3 |
19,2 |
24,8 |
|
47 |
0,7 |
— |
4,44 |
6,13 |
7,58 |
9,49 |
11,7 |
14,7 |
18,1 |
22,7 |
29,3 |
|
|
48 |
1,0 |
— |
5,31 |
7,33 |
9,06 |
11,3 |
14,0 |
17,5 |
21,7 |
27,2 |
39,0 |
|
|
49 |
1,5 |
— |
6,50 |
8,97 |
11,1 |
13,9 |
17,2 |
21,5 |
26,6 |
33,3 |
42,9 |
|
|
50 |
2,0 |
— |
7,51 |
10,4 |
12,8 |
16,0 |
19,8 |
24,8 |
30,7 |
38,4 |
49,6 |
|
|
51 |
2,8 |
— |
8,89 |
12,3 |
15,2 |
19,0 |
23,5 |
29,4 |
36,3 |
45,4 |
58,6 |
|
|
52 |
4,0 |
— |
10,8 |
14,8 |
18,3 |
23,0 |
28,4 |
35,5 |
43,9 |
55,0 |
70,9 |
|
|
53 |
2200 |
0,5 |
— |
— |
5,58 |
7,0 |
8,64 |
10,7 |
13,4 |
16,5 |
20,7 |
26,7 |
|
54 |
0,7 |
— |
— |
6,60 |
8,16 |
10,2 |
12,6 |
15,8 |
19,5 |
24,5 |
31,6 |
|
|
55 |
1,0 |
— |
— |
7,89 |
9,75 |
12,2 |
15,1 |
18,9 |
23,4 |
29,2 |
37,7 |
|
|
56 |
1,5 |
— |
— |
9,67 |
11,9 |
15,0 |
18,5 |
23,1 |
28,6 |
35,8 |
46,2 |
|
|
57 |
2,0 |
— |
— |
11,2 |
9,75 |
17,3 |
21,3 |
26,7 |
33,0 |
41,4 |
53,4 |
|
|
58 |
2,8 |
— |
— |
13,2 |
16,3 |
20,4 |
25,3 |
31,6 |
39,1 |
48,9 |
63,1 |
|
|
59 |
4,0 |
— |
— |
16,0 |
19,8 |
25,9 |
30,6 |
38,3 |
47,3 |
59,2 |
76,4 |
|
|
60 |
2600 |
0,5 |
— |
— |
5,94 |
7,34 |
9,19 |
11,4 |
14,2 |
17,6 |
22,0 |
28,4 |
|
61 |
0,7 |
— |
— |
7,02 |
8,68 |
10,9 |
13,4 |
16,8 |
20,8 |
26,0 |
33,6 |
|
|
62 |
1,0 |
— |
— |
8,40 |
10,4 |
13,0 |
16,1 |
20,1 |
24,9 |
31,1 |
40,1 |
|
|
63 |
1,5 |
— |
— |
10,3 |
12,7 |
15,9 |
19,7 |
24,6 |
30,4 |
38,1 |
49,1 |
|
|
64 |
2,0 |
— |
— |
11,9 |
14,7 |
18,4 |
22,7 |
28,4 |
35,1 |
44,0 |
56,8 |
|
|
65 |
2,8 |
— |
— |
14,0 |
17,4 |
21,7 |
26,9 |
33,6 |
41,6 |
52,1 |
67,2 |
|
|
66 |
4,0 |
— |
— |
17,0 |
21,0 |
26,3 |
32,5 |
40,7 |
50,3 |
63,0 |
81,3 |
|
|
67 |
5,5 |
— |
— |
19,7 |
24,3 |
30,5 |
37,7 |
47,2 |
58,3 |
73,0 |
94,1 |
|
|
68 |
3000 |
0,5 |
— |
— |
6,26 |
7,74 |
9,69 |
12,0 |
15,0 |
18,5 |
23,2 |
30,0 |
|
69 |
0,7 |
— |
— |
7,4 |
9,15 |
11,5 |
14,2 |
17,7 |
21,9 |
27,4 |
35,4 |
|
|
70 |
1,0 |
— |
— |
8,85 |
10,9 |
13,7 |
16,9 |
21,2 |
26,2 |
32,8 |
42,3 |
|
|
71 |
1,5 |
— |
— |
10,8 |
13,4 |
16,8 |
20,7 |
26,0 |
32,1 |
40,2 |
51,8 |
|
|
72 |
2,0 |
— |
— |
12,5 |
15,5 |
19,4 |
23,9 |
30,0 |
37,1 |
46,4 |
59,9 |
|
|
73 |
2,8 |
— |
— |
14,8 |
18,3 |
22,9 |
28,3 |
35,5 |
43,8 |
54,9 |
79,8 |
|
|
74 |
4,0 |
— |
— |
17,9 |
22,2 |
27,7 |
34,3 |
42,9 |
53,1 |
66,4 |
85,7 |
|
|
75 |
5,5 |
— |
— |
20,8 |
25,7 |
32,1 |
39,7 |
49,7 |
61,4 |
76,9 |
99,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
|
Карта 29, лист 4 |
Примечание. Нормативы времени рассчитаны на сборку обечаек, кромки которых обработаны машинной газовой резкой. При измененных условиях работы время по карте применять с коэффициентами:
|
При сборке после ручной газовой резки |
При сборке стыков обечаек, обработанных на станке |
При сборке обечаек из двух частей |
|
Коэффициент K |
||
|
1,2 |
0,7 |
1,8 |

|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ КОНИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
|
Карта 30, лист 1 |
Содержание работы
1. Застропить коническую обечайку и переместить на сборочный стенд, провести внешний осмотр
2. Подогнать продольный стык конической обечайки под сварку, выдержав размеры по чертежу и техническим условиям
3. Прихватить электросваркой
4. Снять обечайку, отложить
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
|||
|
Время на стык, T, мин |
|||||||||||
|
1 |
600 |
0,5 |
2,90 |
3,70 |
5,03 |
6,16 |
7,62 |
9,33 |
11,6 |
— |
— |
|
2 |
0,7 |
3,44 |
4,38 |
5,95 |
7,28 |
9,02 |
11,0 |
13,7 |
— |
— |
|
|
3 |
1,0 |
4,11 |
5,24 |
7,11 |
8,71 |
10,8 |
13,2 |
16,3 |
— |
— |
|
|
4 |
1,5 |
5,03 |
6,41 |
8,71 |
10,7 |
13,2 |
16,2 |
20,0 |
— |
— |
|
|
5 |
2,0 |
5,81 |
7,40 |
10,1 |
12,3 |
15,2 |
18,7 |
23,1 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ КОНИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
||||||||||
|
Карта 30, лист 2 |
|||||||||||
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
|||
|
Время на стык, T, мин |
|||||||||||
|
6 |
800 |
0,5 |
3,23 |
4,12 |
5,60 |
6,85 |
8,48 |
10,4 |
12,9 |
15,7 |
— |
|
7 |
0,7 |
3,82 |
4,87 |
6,62 |
8,10 |
10,0 |
12,3 |
15,2 |
18,6 |
— |
|
|
8 |
1,0 |
4,57 |
5,82 |
7,91 |
9,68 |
12,0 |
14,7 |
18,2 |
22,2 |
— |
|
|
9 |
1,5 |
5,59 |
7,13 |
9,69 |
11,9 |
14,7 |
18,0 |
22,3 |
27,2 |
— |
|
|
10 |
2,0 |
6,46 |
8,24 |
11,2 |
13,7 |
17,0 |
20,8 |
25,7 |
31,5 |
— |
|
|
11 |
2,8 |
7,64 |
9,75 |
13,2 |
16,2 |
20,1 |
24,6 |
30,4 |
37,2 |
— |
|
|
12 |
1000 |
0,5 |
3,51 |
4,47 |
6,08 |
7,44 |
9,21 |
11,3 |
14,0 |
17,1 |
21,2 |
|
13 |
0,7 |
4,15 |
5,29 |
7,19 |
8,80 |
10,9 |
13,3 |
16,5 |
20,2 |
25,0 |
|
|
14 |
1,0 |
4,96 |
6,33 |
8,59 |
10,5 |
13,0 |
16,6 |
19,7 |
24,2 |
30,0 |
|
|
15 |
1,5 |
6,07 |
7,75 |
10,5 |
12,9 |
16,0 |
19,5 |
24,2 |
29,6 |
36,7 |
|
|
16 |
2,0 |
7,01 |
8,95 |
12,2 |
14,9 |
18,4 |
22,5 |
27,9 |
34,2 |
42,3 |
|
|
17 |
2,8 |
8,3 |
10,6 |
14,4 |
17,6 |
21,8 |
26,7 |
33,0 |
40,4 |
50,1 |
|
|
18 |
1200 |
0,5 |
3,75 |
4,78 |
6,50 |
7,96 |
9,85 |
12,1 |
14,9 |
18,3 |
22,6 |
|
19 |
0,7 |
4,44 |
5,66 |
7,69 |
9,41 |
11,7 |
14,3 |
17,7 |
21,6 |
26,8 |
|
|
20 |
1,0 |
5,31 |
6,77 |
9,19 |
11,3 |
13,9 |
17,1 |
21,1 |
25,8 |
32,0 |
|
|
21 |
1,5 |
6,50 |
8,29 |
11,3 |
13,8 |
17,1 |
20,9 |
25,9 |
31,7 |
39,2 |
|
|
22 |
2,0 |
7,50 |
9,60 |
13,0 |
15,9 |
19,7 |
24,1 |
30,0 |
36,6 |
45,3 |
|
|
23 |
2,8 |
8,88 |
11,3 |
15,4 |
18,8 |
23,3 |
28,5 |
35,3 |
43,3 |
53,6 |
|
|
24 |
1400 |
0,5 |
3,97 |
5,07 |
6,88 |
8,42 |
10,4 |
12,9 |
15,8 |
19,4 |
24,0 |
|
25 |
0,7 |
4,7 |
5,99 |
8,14 |
9,97 |
12,3 |
15,1 |
18,7 |
22,9 |
28,4 |
|
|
26 |
1,0 |
5,62 |
7,16 |
9,73 |
11,9 |
14,8 |
18,1 |
22,4 |
27,4 |
33,9 |
|
|
27 |
1,5 |
6,88 |
8,77 |
11,9 |
14,6 |
18,1 |
22,1 |
27,4 |
33,5 |
41,5 |
|
|
28 |
2,0 |
7,94 |
10,1 |
13,8 |
16,8 |
20,9 |
25,5 |
31,6 |
38,7 |
47,9 |
|
|
29 |
2,8 |
9,40 |
12,0 |
16,3 |
19,9 |
24,7 |
30,2 |
37,4 |
45,8 |
56,7 |
|
|
30 |
1800 |
0,5 |
4,36 |
5,56 |
7,55 |
9,34 |
11,4 |
14,0 |
17,4 |
21,2 |
26,3 |
|
31 |
0,7 |
5,16 |
6,58 |
8,94 |
10,9 |
13,5 |
16,6 |
20,5 |
25,1 |
31,1 |
|
|
32 |
1,0 |
6,16 |
7,86 |
10,7 |
13,1 |
16,2 |
19,8 |
24,5 |
30,0 |
37,2 |
|
|
33 |
1,5 |
7,5 |
9,62 |
13,1 |
16,0 |
19,8 |
24,3 |
30,1 |
36,8 |
45,6 |
|
|
34 |
2,0 |
8,72 |
11,1 |
15,1 |
18,5 |
22,9 |
28,0 |
34,7 |
42,4 |
52,6 |
|
|
35 |
2,8 |
10,3 |
13,2 |
17,9 |
21,9 |
27,1 |
33,2 |
41,1 |
50,3 |
62,2 |
|
|
36 |
2200 |
0,5 |
4,69 |
5,99 |
8,14 |
9,96 |
12,3 |
15,1 |
18,7 |
19,8 |
28,3 |
|
37 |
0,7 |
5,56 |
7,08 |
9,63 |
11,8 |
14,6 |
17,9 |
22,1 |
27,1 |
33,5 |
|
|
38 |
1,0 |
6,64 |
8,47 |
11,5 |
14,1 |
17,4 |
21,3 |
26,4 |
32,3 |
40,1 |
|
|
39 |
1,5 |
8,13 |
10,4 |
14,1 |
17,2 |
21,4 |
24,0 |
32,4 |
39,6 |
49,1 |
|
|
40 |
2,0 |
9,39 |
12,0 |
16,3 |
19,9 |
24,7 |
30,2 |
37,4 |
45,7 |
56,7 |
|
|
41 |
2,8 |
11,1 |
14,2 |
19,3 |
23,6 |
29,2 |
35,7 |
44,2 |
54,1 |
67,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ КОНИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
||||||||||
|
Карта 30, лист 3 |
|||||||||||
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
|||
|
Время на стык, T, мин |
|||||||||||
|
42 |
2600 |
0,5 |
5,0 |
6,37 |
8,65 |
10,6 |
13,1 |
16,1 |
19,9 |
24,3 |
30,1 |
|
43 |
0,7 |
5,91 |
7,54 |
10,2 |
12,5 |
15,5 |
19,0 |
23,5 |
28,8 |
35,7 |
|
|
44 |
1,0 |
7,06 |
9,01 |
12,2 |
15,0 |
18,6 |
22,7 |
28,1 |
34,4 |
42,6 |
|
|
45 |
1,5 |
8,65 |
11,0 |
15,0 |
18,3 |
22,7 |
27,8 |
34,4 |
42,1 |
52,2 |
|
|
46 |
2,0 |
10,0 |
12,7 |
17,3 |
21,2 |
26,2 |
32,1 |
39,8 |
48,7 |
60,3 |
|
|
47 |
2,8 |
11,8 |
15,1 |
20,5 |
25,1 |
31,0 |
38,0 |
47,1 |
57,6 |
71,3 |
|
|
48 |
4000 |
0,5 |
5,86 |
7,47 |
10,1 |
12,4 |
15,4 |
18,8 |
23,3 |
28,5 |
35,3 |
|
49 |
0,7 |
6,93 |
8,84 |
12,0 |
14,7 |
18,2 |
22,3 |
27,6 |
33,8 |
41,8 |
|
|
50 |
1,0 |
8,28 |
10,6 |
14,4 |
17,6 |
18,5 |
26,6 |
32,9 |
40,4 |
49,9 |
|
|
51 |
1,5 |
10,1 |
12,9 |
17,6 |
21,5 |
26,6 |
32,6 |
40,4 |
49,4 |
61,2 |
|
|
52 |
2,0 |
11,7 |
14,9 |
20,3 |
24,8 |
30,8 |
37,7 |
46,6 |
57,1 |
70,7 |
|
|
53 |
2,8 |
13,9 |
17,7 |
24,0 |
29,4 |
36,4 |
44,6 |
55,2 |
67,5 |
83,6 |
|
|
54 |
4,0 |
16,6 |
21,1 |
28,7 |
35,1 |
43,5 |
53,2 |
66,0 |
80,7 |
100,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
Примечание. Нормативы времени рассчитаны на сборку конических обечаек, кромки которых обработаны машинной газовой резкой. При измененных условиях работы время по карте применять с коэффициентами:
|
При сборке после ручной газовой резки |
При сборке стыков обечаек, обработанных на станке |
При сборке обечаек из двух частей |
|
Коэффициент K |
||
|
1,2 |
0,7 |
1,8 |

|
СБОРКА ОТВОДОВ (КОЛЕН) ИЗ ТРУБ ПО КОЛЬЦЕВОМУ СТЫКУ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 31, лист 1 |
Содержание работы
1. Застропить трубы и переместить их к рабочему месту сборки, провести их внешний осмотр
2. Собрать и подогнать колено под сварку, выдержав размеры по чертежу
3. Прихватить колено электросваркой
4. Снять узел и отложить
|
N позиции |
Диаметр трубы, D, мм, до: |
Толщина металла, h, мм, до: |
Количество деталей в узле |
|||||||||||
|
2 |
3 |
4 |
5 |
|||||||||||
|
Максимальная длина пристыковываемой трубы, L, м, до: |
||||||||||||||
|
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
|||
|
Время на узел, T, мин |
||||||||||||||
|
1 |
60 |
4 |
4,56 |
5,06 |
5,62 |
8,21 |
9,11 |
10,1 |
11,9 |
13,2 |
14,6 |
15,5 |
17,2 |
19,1 |
|
2 |
8 |
5,24 |
5,81 |
6,45 |
9,43 |
10,5 |
11,6 |
13,6 |
15,1 |
16,8 |
17,8 |
19,8 |
21,9 |
|
|
3 |
12 |
5,68 |
6,31 |
7,0 |
10,2 |
11,4 |
12,6 |
14,8 |
16,4 |
18,2 |
19,3 |
21,5 |
23,8 |
|
|
4 |
83 |
4 |
5,58 |
6,19 |
6,87 |
10,0 |
11,1 |
12,4 |
14,5 |
16,1 |
17,9 |
19,0 |
21,0 |
23,4 |
|
5 |
8 |
6,41 |
7,11 |
7,89 |
11,5 |
12,8 |
14,2 |
16,7 |
18,5 |
20,5 |
21,8 |
24,2 |
26,8 |
|
|
6 |
12 |
6,95 |
7,71 |
8,56 |
12,5 |
13,9 |
15,4 |
18,1 |
20,0 |
22,3 |
23,6 |
26,2 |
29,1 |
|
|
7 |
16 |
7,36 |
8,17 |
9,06 |
13,2 |
14,7 |
16,3 |
19,1 |
21,2 |
23,6 |
25,0 |
27,8 |
30,8 |
|
|
8 |
127 |
4 |
7,26 |
8,06 |
8,94 |
13,1 |
14,5 |
16,1 |
18,9 |
21,0 |
23,2 |
24,7 |
27,4 |
30,4 |
|
9 |
8 |
8,34 |
9,26 |
10,3 |
15,0 |
16,7 |
18,5 |
21,7 |
24,1 |
26,8 |
28,4 |
31,5 |
35,0 |
|
|
10 |
12 |
9,05 |
10,0 |
11,1 |
16,3 |
18,0 |
20,0 |
23,5 |
26,0 |
28,9 |
30,8 |
34,0 |
37,7 |
|
|
11 |
16 |
9,58 |
10,6 |
11,8 |
17,2 |
19,1 |
21,2 |
24,9 |
27,6 |
30,7 |
32,6 |
36,0 |
40,1 |
|
|
12 |
20 |
10,0 |
11,1 |
12,3 |
18,0 |
19,9 |
22,1 |
26,0 |
28,9 |
32,0 |
34,0 |
37,7 |
41,8 |
|
|
13 |
24 |
10,4 |
11,5 |
12,8 |
18,7 |
20,7 |
23,0 |
27,0 |
29,9 |
33,3 |
35,4 |
39,1 |
43,5 |
|
|
14 |
180 |
8 |
10,4 |
11,5 |
12,7 |
18,7 |
20,7 |
22,9 |
27,0 |
29,9 |
33,0 |
35,4 |
39,1 |
43,2 |
|
15 |
12 |
11,2 |
12,5 |
13,8 |
20,2 |
22,5 |
24,8 |
29,1 |
32,5 |
35,9 |
38,1 |
42,5 |
46,9 |
|
|
16 |
16 |
11,9 |
13,2 |
14,6 |
21,4 |
23,8 |
26,3 |
30,9 |
34,3 |
38,0 |
40,5 |
44,9 |
49,6 |
|
|
17 |
20 |
12,4 |
13,8 |
15,3 |
22,3 |
24,8 |
27,5 |
32,2 |
35,9 |
39,8 |
42,2 |
46,9 |
52,0 |
|
|
18 |
24 |
12,9 |
14,3 |
15,9 |
23,2 |
25,7 |
28,6 |
33,5 |
37,2 |
41,3 |
43,9 |
48,6 |
54,1 |
|
|
19 |
30 |
13,5 |
15,0 |
16,6 |
24,3 |
27,0 |
29,9 |
35,1 |
39,0 |
43,2 |
45,9 |
51,0 |
56,4 |
|
|
20 |
245 |
12 |
13,6 |
15,1 |
16,7 |
24,5 |
27,2 |
30,1 |
35,4 |
39,3 |
43,4 |
46,2 |
51,3 |
55,4 |
|
21 |
16 |
14,4 |
16,0 |
17,7 |
25,9 |
28,8 |
31,9 |
37,4 |
41,6 |
46,0 |
49,0 |
54,4 |
60,2 |
|
|
22 |
20 |
15,1 |
16,7 |
18,5 |
27,2 |
30,1 |
33,3 |
39,3 |
43,4 |
48,1 |
51,3 |
55,4 |
62,9 |
|
|
23 |
24 |
15,6 |
17,3 |
19,2 |
28,1 |
31,1 |
34,6 |
40,6 |
45,0 |
50,0 |
53,0 |
58,8 |
65,3 |
|
|
24 |
30 |
16,3 |
18,1 |
20,1 |
29,3 |
32,6 |
36,2 |
42,4 |
47,1 |
52,3 |
55,4 |
61,5 |
68,3 |
|
|
25 |
300 |
12 |
15,4 |
17,1 |
19,0 |
27,7 |
30,8 |
34,2 |
40,0 |
44,5 |
49,4 |
52,4 |
58,1 |
64,6 |
|
26 |
16 |
16,3 |
18,1 |
20,1 |
29,3 |
32,6 |
36,2 |
42,4 |
47,1 |
52,3 |
55,4 |
61,5 |
68,5 |
|
|
27 |
20 |
17,1 |
18,9 |
21,0 |
30,8 |
34,0 |
37,8 |
44,5 |
49,1 |
54,6 |
58,1 |
64,3 |
71,4 |
|
|
28 |
24 |
17,7 |
19,6 |
21,8 |
31,9 |
35,3 |
39,2 |
46,0 |
51,0 |
56,7 |
60,2 |
66,6 |
74,1 |
|
|
29 |
30 |
18,5 |
20,5 |
22,8 |
33,3 |
36,9 |
41,0 |
48,1 |
53,3 |
59,3 |
62,9 |
69,7 |
77,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
СБОРКА ОТВОДОВ (КОЛЕН) ИЗ ТРУБ ПО КОЛЬЦЕВОМУ СТЫКУ ПОД СВАРКУ |
Сборка под сварку |
|||||||||||||
|
Карта 31, лист 2 |
||||||||||||||
|
N позиции |
Диаметр трубы D, мм, до: |
Толщина металла, h, мм, до: |
Количество деталей в узле |
|||||||||||
|
2 |
3 |
4 |
5 |
|||||||||||
|
Максимальная длина пристыковываемой трубы, L, м, до: |
||||||||||||||
|
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
|||
|
Время на узел, T, мин |
||||||||||||||
|
30 |
350 |
12 |
17,0 |
18,8 |
20,9 |
30,5 |
33,8 |
37,6 |
44,2 |
48,9 |
54,3 |
57,8 |
63,9 |
71,1 |
|
31 |
16 |
18,0 |
19,9 |
22,1 |
32,4 |
35,6 |
39,8 |
46,0 |
51,7 |
57,5 |
61,2 |
67,7 |
75,1 |
|
|
32 |
20 |
18,8 |
20,8 |
23,1 |
33,8 |
37,4 |
41,6 |
48,9 |
54,1 |
60,1 |
63,9 |
70,1 |
78,5 |
|
|
33 |
24 |
19,5 |
21,6 |
24,0 |
35,1 |
38,9 |
43,2 |
50,7 |
56,2 |
62,4 |
66,3 |
73,4 |
81,6 |
|
|
34 |
30 |
20,4 |
22,6 |
25,1 |
36,7 |
40,7 |
45,2 |
53,0 |
58,8 |
65,3 |
69,4 |
76,8 |
85,3 |
|
|
35 |
450 |
12 |
19,8 |
22,0 |
24,4 |
35,6 |
39,6 |
43,9 |
51,5 |
57,2 |
63,4 |
67,3 |
74,8 |
83,0 |
|
36 |
16 |
21,0 |
23,3 |
25,8 |
37,8 |
41,9 |
46,4 |
54,6 |
60,6 |
67,1 |
71,4 |
79,2 |
87,7 |
|
|
37 |
20 |
22,0 |
24,4 |
27,0 |
39,6 |
43,9 |
48,6 |
57,2 |
63,4 |
70,2 |
74,8 |
82,9 |
91,8 |
|
|
38 |
24 |
22,8 |
25,3 |
28,0 |
41,0 |
45,5 |
50,4 |
59,3 |
65,8 |
72,8 |
77,5 |
86,0 |
95,2 |
|
|
39 |
30 |
23,8 |
26,4 |
29,3 |
42, 3 |
47,5 |
52,7 |
61,9 |
68,6 |
76,2 |
80,9 |
89,8 |
99,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечание. Нормативы времени рассчитаны на сборку кольцевого стыка труб, обработанного газовой резкой. При сборке стыков труб, кромки которых обработаны на станках, время по карте применять с коэффициентом K = 0,7.
|
|
|
|
|
|
 гр. а, б, в;
гр. а, б, в; гр. ж, з, и;
гр. ж, з, и; гр. г, д, е;
гр. г, д, е; гр. к, л, м
гр. к, л, м|
СБОРКА ОТВОДОВ (КОЛЕН) ИЗ СВАРНЫХ ОБЕЧАЕК ПО КОЛЬЦЕВОМУ СТЫКУ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 32, лист 1 |
Содержание работы
1. Застропить обечайки и переместить их к рабочему месту сборки, провести их внешний осмотр
2. Собрать обечайки в колено под сварку с подгонкой, выдержав размеры по чертежу
3. Прихватить электросваркой
4. Снять узел и отложить
|
N позиции |
Диаметр обечайки, D, мм, до: |
Толщина металла, h, мм, до: |
Количество деталей в узле |
|||||||||||
|
2 |
3 |
4 |
5 |
|||||||||||
|
Максимальная длина пристыковываемой обечайки, L, м, до: |
||||||||||||||
|
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
|||
|
Время на узел, T, мин |
||||||||||||||
|
1 |
300 |
5 |
9,48 |
10,5 |
11,7 |
17,1 |
18,9 |
21,1 |
24,6 |
27,3 |
30,4 |
32,2 |
35,7 |
39,8 |
|
2 |
7 |
10,1 |
11,2 |
12,5 |
18,2 |
20,2 |
22,5 |
26,3 |
29,1 |
32,5 |
34,3 |
38,1 |
42,5 |
|
|
3 |
10 |
10,9 |
12,1 |
13,4 |
19,6 |
21,8 |
24,1 |
28,3 |
31,5 |
34,8 |
37,1 |
41,1 |
45,6 |
|
|
4 |
14 |
11,4 |
12,6 |
14,0 |
20,5 |
22,7 |
25,2 |
29,6 |
32,8 |
36,4 |
38,8 |
42,8 |
47,6 |
|
|
5 |
20 |
12,5 |
13,9 |
15,4 |
22,5 |
25,0 |
27,7 |
32,5 |
36,1 |
40,0 |
42,5 |
47,3 |
52,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
СБОРКА ОТВОДОВ (КОЛЕН) ИЗ СВАРНЫХ ОБЕЧАЕК ПО КОЛЬЦЕВОМУ СТЫКУ ПОД СВАРКУ |
Сборка под сварку |
|||||||||||||
|
Карта 32, лист 2 |
||||||||||||||
|
N позиции |
Диаметр обечайки, D, мм, до: |
Толщина металла, h, мм, до: |
Количество деталей в узле |
|||||||||||
|
2 |
3 |
4 |
5 |
|||||||||||
|
Максимальная длина пристыковываемой обечайки, L, м, до: |
||||||||||||||
|
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
|||
|
Время на узел, T, мин |
||||||||||||||
|
6 |
400 |
5 |
12,0 |
13,4 |
14,8 |
21,6 |
24,1 |
26,6 |
31,2 |
34,8 |
38,5 |
40,8 |
45,6 |
50,3 |
|
7 |
7 |
12,9 |
14,3 |
15,8 |
23,2 |
25,7 |
28,3 |
33,5 |
37,2 |
41,1 |
43,9 |
48,6 |
53,7 |
|
|
8 |
10 |
13,8 |
15,3 |
17,0 |
24,8 |
27,5 |
30,6 |
35,9 |
39,8 |
44,2 |
46,9 |
52,0 |
57,8 |
|
|
9 |
14 |
14,5 |
16,1 |
17,8 |
26,1 |
29,0 |
32,0 |
37,7 |
41,9 |
46,3 |
49,3 |
54,7 |
60,5 |
|
|
10 |
20 |
15,9 |
17,6 |
19,5 |
28,6 |
31,7 |
35,1 |
41,3 |
45,8 |
50,7 |
54,1 |
59,8 |
66,3 |
|
|
11 |
600 |
5 |
16,9 |
18,7 |
20,7 |
30,4 |
33,7 |
37,3 |
43,9 |
48,6 |
53,8 |
57,5 |
63,6 |
70,4 |
|
12 |
7 |
18,0 |
20,0 |
22,2 |
32,4 |
36,0 |
40,0 |
46,8 |
52,0 |
57,7 |
61,2 |
68,0 |
75,5 |
|
|
13 |
10 |
19,4 |
21,5 |
23,8 |
34,9 |
38,7 |
42,8 |
50,4 |
55,9 |
61,9 |
66,0 |
73,1 |
80,9 |
|
|
14 |
14 |
20,3 |
22,5 |
24,9 |
36,5 |
40,5 |
44,8 |
52,8 |
58,5 |
64,7 |
69,0 |
76,5 |
84,7 |
|
|
15 |
20 |
22,2 |
24,7 |
27,4 |
40,0 |
44,5 |
49,3 |
57,7 |
64,2 |
71,2 |
75,5 |
84,0 |
93,2 |
|
|
16 |
800 |
5 |
21,4 |
23,7 |
26,3 |
38,5 |
42,7 |
47,3 |
55,6 |
61,6 |
68,4 |
72,8 |
80,6 |
89,4 |
|
17 |
7 |
22,9 |
25,4 |
28,2 |
41,2 |
45,7 |
50,8 |
60,9 |
66,4 |
75,9 |
82,9 |
86,4 |
95,9 |
|
|
18 |
10 |
24,6 |
27,3 |
30,2 |
44,3 |
49,1 |
54,4 |
64,0 |
71,0 |
78,5 |
83,6 |
92,8 |
102,7 |
|
|
19 |
14 |
25,7 |
28,5 |
31,7 |
45,0 |
51,3 |
57,1 |
66,8 |
74,1 |
82,4 |
87,4 |
96,9 |
107,8 |
|
|
20 |
20 |
28,2 |
31,3 |
34,7 |
50,8 |
56,3 |
62,5 |
73,3 |
81,3 |
90,2 |
95,9 |
106,4 |
117,9 |
|
|
21 |
28 |
30,2 |
33,5 |
37,2 |
54,4 |
60,3 |
67,0 |
78,5 |
87,1 |
96,7 |
102,7 |
113,9 |
126,5 |
|
|
22 |
1000 |
5 |
25,8 |
28,6 |
31,7 |
46,4 |
51,5 |
57,1 |
67,1 |
67,1 |
74,4 |
82,4 |
97,2 |
107,8 |
|
23 |
7 |
27,5 |
30,6 |
33,9 |
49,5 |
55,1 |
61,0 |
71,5 |
79,6 |
88,1 |
93,5 |
104,0 |
115,3 |
|
|
24 |
10 |
29,6 |
32,8 |
36,4 |
53,3 |
59,0 |
65,5 |
76,9 |
85,3 |
94,6 |
100,6 |
111,5 |
123,8 |
|
|
25 |
14 |
30,9 |
34,4 |
38,1 |
55,6 |
61,9 |
68,6 |
80,3 |
89,4 |
99,1 |
105,1 |
117,0 |
129,5 |
|
|
26 |
20 |
34,0 |
37,7 |
41,8 |
61,2 |
67,9 |
75,2 |
88,4 |
98,0 |
108,7 |
115,6 |
128,2 |
142,1 |
|
|
27 |
28 |
36,3 |
40,3 |
44,7 |
65,3 |
72,5 |
80,5 |
94,4 |
104,8 |
116,2 |
123,4 |
137,0 |
152,0 |
|
|
28 |
1200 |
5 |
30,0 |
33,2 |
36,9 |
54,0 |
59,8 |
66,4 |
78,0 |
86,3 |
95,9 |
102,0 |
112,9 |
125,5 |
|
29 |
7 |
32,0 |
35,5 |
39,4 |
57,6 |
63,9 |
70,9 |
83,2 |
92,3 |
102,4 |
108,8 |
120,7 |
134,0 |
|
|
30 |
10 |
34,4 |
38,2 |
42,3 |
61,9 |
68,8 |
76,1 |
89,4 |
99,3 |
110,0 |
117,0 |
130,0 |
143,8 |
|
|
31 |
14 |
36,0 |
40,0 |
44,3 |
64,8 |
72,0 |
79,7 |
93,6 |
104,0 |
115,2 |
122,4 |
136,0 |
150,6 |
|
|
32 |
20 |
39,5 |
43,9 |
48,6 |
71,1 |
79,0 |
87,5 |
102,7 |
114,1 |
126,4 |
134,3 |
149,3 |
165,2 |
|
|
33 |
28 |
42,3 |
46,9 |
52,0 |
76,1 |
84,4 |
93,6 |
110,0 |
121,9 |
135,0 |
143,8 |
159,5 |
176,8 |
|
|
34 |
40 |
45,4 |
50,4 |
55,9 |
81,7 |
90,7 |
100,6 |
118,0 |
131,0 |
145,3 |
154,4 |
171,4 |
190,1 |
|
|
35 |
1500 |
5 |
36,1 |
40,4 |
44,4 |
65,0 |
72,0 |
79,9 |
93,9 |
104,0 |
115,4 |
122,7 |
136,0 |
151,0 |
|
36 |
7 |
38,6 |
42,8 |
47,4 |
69,5 |
77,0 |
85,3 |
100,4 |
111,3 |
123,2 |
131,2 |
145,5 |
161,2 |
|
|
37 |
10 |
41,4 |
45,9 |
50,9 |
74,5 |
82,6 |
91,6 |
107,6 |
119,3 |
132,3 |
140,8 |
156,1 |
173,1 |
|
|
38 |
14 |
43,4 |
48,1 |
53,3 |
78,1 |
86,6 |
95,9 |
112,8 |
125,1 |
138,6 |
147,6 |
163,5 |
181,2 |
|
|
39 |
20 |
47,6 |
52,8 |
58,5 |
85,7 |
95,0 |
105,3 |
123,8 |
137,3 |
152,1 |
161,8 |
179,5 |
198,9 |
|
|
40 |
28 |
50,9 |
56,5 |
62,6 |
91,6 |
101,7 |
112,7 |
132,3 |
146,9 |
162,8 |
173,1 |
192,1 |
212,8 |
|
|
41 |
40 |
54,7 |
60,6 |
67,2 |
98,5 |
109,1 |
121,0 |
142,2 |
157,6 |
174,7 |
186,0 |
206,0 |
228,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечание. Нормативы времени рассчитаны на сборку кольцевого стыка обечаек, обработанного газовой резкой. При сборке стыков обечаек, кромки которых обработаны на станках, время по карте применять с коэффициентом K = 0,7.
|
|
|
|
|
|
 гр. а, б, в;
гр. а, б, в; гр. ж, з, и;
гр. ж, з, и; гр. г, д, е;
гр. г, д, е; гр. к, л, м
гр. к, л, мУКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА СБОРКУ ОТДЕЛЬНЫХ УЗЛОВ
|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ЛИСТОВОГО МЕТАЛЛА |
Сборка под сварку |
|
Карта 33, лист 1 |
Содержание работы
1. Подать детали к месту сборки, провести их внешний осмотр
2. Установить базовые детали на место сборки
3. Разметить, установить детали конструкции, выдержав размеры по чертежу
4. Подогнать сопряжения деталей, прихватить их электросваркой, повернуть узел в процессе сборки
5. Снять узел, отложить в сторону
|
N позиции |
Масса узла, Q, кг, до: |
Длина стыков, L, м, до: |
Количество собираемых деталей в узле, n, шт., до: |
||||||||||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
95 |
115 |
145 |
180 |
230 |
280 |
350 |
|||
|
Время, T, час |
|||||||||||||||||||||
|
1 |
5 |
0,6 |
0,078 |
0,095 |
0,11 |
0,13 |
0,16 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
2 |
1,0 |
0,086 |
0,105 |
0,12 |
0,14 |
0,17 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
3 |
1,8 |
0,095 |
0,12 |
0,14 |
0,16 |
0,19 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
4 |
3,5 |
0,107 |
0,13 |
0,15 |
0,175 |
0,215 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
5 |
12 |
0,6 |
0,098 |
0,12 |
0,14 |
0,16 |
0,19 |
0,23 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
6 |
1,0 |
0,107 |
0,13 |
0,15 |
0,175 |
0,215 |
0,25 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
7 |
1,8 |
0,12 |
0,15 |
0,17 |
0,20 |
0,24 |
0,28 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
8 |
3,5 |
0,13 |
0,165 |
0,19 |
0,22 |
0,27 |
0,32 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
9 |
20 |
0,6 |
0,11 |
0,14 |
0,16 |
0,18 |
0,22 |
0,26 |
0,31 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
10 |
1,0 |
0,12 |
0,15 |
0,175 |
0,20 |
0,25 |
0,29 |
0,34 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
11 |
1,8 |
0,14 |
0,17 |
0,20 |
0,22 |
0,27 |
0,32 |
0,38 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
12 |
3,5 |
0,15 |
0,19 |
0,22 |
0,25 |
0,30 |
0,36 |
0,42 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
13 |
6,0 |
0,17 |
0,21 |
0,24 |
0,28 |
0,34 |
0,40 |
0,46 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
14 |
35 |
0,6 |
0,13 |
0,16 |
0,19 |
0,21 |
0,26 |
0,30 |
0,35 |
0,40 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
15 |
1,0 |
0,14 |
0,17 |
0,20 |
0,23 |
0,28 |
0,33 |
0,39 |
0,44 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
16 |
1,8 |
0,16 |
0,19 |
0,23 |
0,25 |
0,31 |
0,37 |
0,43 |
0,49 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
17 |
3,5 |
0,18 |
0,22 |
0,25 |
0,29 |
0,35 |
0,42 |
0,49 |
0,56 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
18 |
6,0 |
0,20 |
0,24 |
0,28 |
0,32 |
0,39 |
0,46 |
0,54 |
0,61 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
19 |
60 |
0,6 |
0,15 |
0,18 |
0,21 |
0,24 |
0,30 |
0,35 |
0,41 |
0,47 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
20 |
1,0 |
0,16 |
0,20 |
0,23 |
0,27 |
0,33 |
0,38 |
0,45 |
0,51 |
0,63 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
21 |
1,8 |
0,18 |
0,22 |
0,26 |
0,30 |
0,36 |
0,43 |
0,50 |
0,57 |
0,69 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
22 |
3,5 |
0,20 |
0,25 |
0,29 |
0,33 |
0,41 |
0,48 |
0,56 |
0,64 |
0,78 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
23 |
6,0 |
0,22 |
0,27 |
0,32 |
0,37 |
0,45 |
0,53 |
0,62 |
0,70 |
0,86 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
24 |
10 |
0,25 |
0,30 |
0,35 |
0,40 |
0,50 |
0,58 |
0,68 |
0,77 |
0,95 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
25 |
100 |
1,0 |
0,19 |
0,23 |
0,27 |
0,31 |
0,37 |
0,43 |
0,51 |
0,58 |
0,71 |
0,84 |
0,95 |
— |
— |
— |
— |
— |
— |
— |
— |
|
26 |
1,8 |
0,21 |
0,25 |
0,29 |
0,34 |
0,41 |
0,48 |
0,57 |
0,65 |
0,79 |
0,93 |
1,06 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
27 |
3,5 |
0,23 |
0,28 |
0,33 |
0,38 |
0,46 |
0,55 |
0,64 |
0,73 |
0,90 |
1,05 |
1,2 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
28 |
6,0 |
0,26 |
0,32 |
0,37 |
0,42 |
0,52 |
0,60 |
0,71 |
0,81 |
0,99 |
1,16 |
1,32 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
29 |
10 |
0,28 |
0,35 |
0,41 |
0,46 |
0,56 |
0,66 |
0,78 |
0,88 |
1,08 |
1,27 |
1,45 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
30 |
180 |
1,8 |
0,24 |
0,29 |
0,35 |
0,40 |
0,48 |
0,56 |
0,67 |
0,76 |
0,93 |
1,09 |
1,24 |
1,45 |
— |
— |
— |
— |
— |
— |
— |
|
31 |
3,5 |
0,27 |
0,33 |
0,39 |
0,45 |
0,55 |
0,64 |
0,75 |
0,85 |
1,05 |
1,23 |
1,4 |
1,64 |
— |
— |
— |
— |
— |
— |
— |
|
|
32 |
6,0 |
0,30 |
0,36 |
0,43 |
0,49 |
0,60 |
0,71 |
0,83 |
0,94 |
1,15 |
1,35 |
1,54 |
1,8 |
— |
— |
— |
— |
— |
— |
— |
|
|
33 |
10 |
0,33 |
0,40 |
0,47 |
0,54 |
0,66 |
0,77 |
0,91 |
1,03 |
1,27 |
1,48 |
1,68 |
1,97 |
— |
— |
— |
— |
— |
— |
— |
|
|
34 |
18 |
0,36 |
0,45 |
0,53 |
0,60 |
0,73 |
0,86 |
1,0 |
1,15 |
1,40 |
1,65 |
1,88 |
2,2 |
— |
— |
— |
— |
— |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ЛИСТОВОГО МЕТАЛЛА |
Сборка под сварку |
||||||||||||||||||||
|
Карта 33, лист 2 |
|||||||||||||||||||||
|
N позиции |
Масса узла, Q, кг, до: |
Длина стыков, L, м, до: |
Количество собираемых деталей в узле, n, шт., до: |
||||||||||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
95 |
115 |
145 |
180 |
230 |
280 |
350 |
|||
|
Время, T, час |
|||||||||||||||||||||
|
35 |
320 |
3,5 |
0,32 |
0,39 |
0,45 |
0,52 |
0,63 |
0,74 |
0,87 |
0,99 |
1,22 |
1,43 |
1,62 |
1,9 |
2,25 |
— |
— |
— |
— |
— |
— |
|
36 |
6,0 |
0,35 |
0,43 |
0,50 |
0,57 |
0,70 |
0,82 |
0,96 |
1,09 |
1,34 |
1,57 |
1,79 |
2,09 |
2,47 |
— |
— |
— |
— |
— |
— |
|
|
37 |
10 |
0,38 |
0,47 |
0,55 |
0,62 |
0,77 |
0,89 |
1,05 |
1,2 |
1,47 |
1,72 |
1,96 |
2,3 |
2,7 |
— |
— |
— |
— |
— |
— |
|
|
38 |
18 |
0,42 |
0,52 |
0,61 |
0,70 |
0,85 |
1,0 |
1,17 |
1,33 |
1,63 |
1,91 |
2,18 |
2,55 |
3,02 |
— |
— |
— |
— |
— |
— |
|
|
39 |
600 |
3,5 |
0,37 |
0,46 |
0,54 |
0,61 |
0,75 |
0,87 |
1,03 |
1,17 |
1,43 |
1,68 |
1,91 |
2,24 |
2,65 |
— |
— |
— |
— |
— |
— |
|
40 |
6,0 |
0,41 |
0,50 |
0,59 |
0,67 |
0,82 |
0,96 |
1,13 |
1,28 |
1,58 |
1,85 |
2,1 |
2,47 |
2,92 |
— |
— |
— |
— |
— |
— |
|
|
41 |
10 |
0,45 |
0,55 |
0,65 |
0,74 |
0,90 |
1,06 |
1,24 |
1,41 |
1,73 |
2,03 |
2,3 |
2,7 |
3,2 |
— |
— |
— |
— |
— |
— |
|
|
42 |
18 |
0,5 |
0,61 |
0,72 |
0,82 |
1,0 |
1,17 |
1,38 |
1,57 |
1,92 |
2,25 |
2,57 |
3,0 |
3,56 |
— |
— |
— |
— |
— |
— |
|
|
43 |
35 |
0,56 |
0,69 |
0,81 |
0,92 |
1,13 |
1,33 |
1,55 |
1,77 |
2,17 |
2,54 |
2,89 |
3,39 |
4,0 |
— |
— |
— |
— |
— |
— |
|
|
44 |
1000 |
3,5 |
— |
— |
— |
— |
0,85 |
1,0 |
1,17 |
1,33 |
1,64 |
1,92 |
2,18 |
2,56 |
3,02 |
3,46 |
4,08 |
— |
— |
— |
— |
|
45 |
6,0 |
— |
— |
— |
— |
0,94 |
1,10 |
1,29 |
1,47 |
1,8 |
2,1 |
2,4 |
2,82 |
3,33 |
3,82 |
4,5 |
— |
— |
— |
— |
|
|
46 |
10 |
— |
— |
— |
— |
1,03 |
1,2 |
1,42 |
1,61 |
1,97 |
2,32 |
2,64 |
3,09 |
3,65 |
4,18 |
4,93 |
— |
— |
— |
— |
|
|
47 |
18 |
— |
— |
— |
— |
1,15 |
1,34 |
1,57 |
1,79 |
2,2 |
2,57 |
2,93 |
3,43 |
4,06 |
4,65 |
5,48 |
— |
— |
— |
— |
|
|
48 |
35 |
— |
— |
— |
— |
1,29 |
1,51 |
1,77 |
2,02 |
2,48 |
2,9 |
3,3 |
3,87 |
4,58 |
5,24 |
6,18 |
— |
— |
— |
— |
|
|
49 |
60 |
— |
— |
— |
— |
1,42 |
1,67 |
1,95 |
2,22 |
2,73 |
3,2 |
3,64 |
4,26 |
5,04 |
5,78 |
6,81 |
— |
— |
— |
— |
|
|
50 |
1800 |
6,0 |
— |
— |
— |
— |
— |
1,28 |
1,5 |
1,71 |
2,1 |
2,46 |
2,8 |
3,28 |
3,88 |
4,45 |
5,24 |
6,1 |
7,27 |
— |
— |
|
51 |
10 |
— |
— |
— |
— |
— |
1,4 |
1,65 |
1,87 |
2,3 |
2,7 |
3,07 |
3,6 |
4,26 |
4,87 |
5,75 |
6,7 |
7,98 |
— |
— |
|
|
52 |
18 |
— |
— |
— |
— |
— |
1,56 |
1,83 |
2,09 |
2,56 |
3,0 |
3,41 |
4,0 |
4,73 |
5,42 |
6,39 |
7,45 |
8,87 |
— |
— |
|
|
53 |
35 |
— |
— |
— |
— |
— |
1,76 |
2,07 |
2,35 |
2,88 |
3,38 |
3,85 |
4,51 |
5,33 |
6,11 |
7,2 |
8,4 |
10 |
— |
— |
|
|
54 |
60 |
— |
— |
— |
— |
— |
1,94 |
2,28 |
2,59 |
3,18 |
3,73 |
4,24 |
4,97 |
5,87 |
6,73 |
7,94 |
9,25 |
11 |
— |
— |
|
|
55 |
3200 |
6,0 |
— |
— |
— |
— |
— |
— |
1,75 |
1,98 |
2,44 |
2,86 |
3,25 |
3,81 |
4,51 |
5,16 |
6,09 |
7,1 |
8,45 |
9,72 |
11,4 |
|
56 |
10 |
— |
— |
— |
— |
— |
— |
1,92 |
2,18 |
2,67 |
3,13 |
3,57 |
4,18 |
4,95 |
5,66 |
6,68 |
1,52 |
9,26 |
10,6 |
12,5 |
|
|
57 |
18 |
— |
— |
— |
— |
— |
— |
2,13 |
2,42 |
2,97 |
3,48 |
3,97 |
4,65 |
5,5 |
6,3 |
7,42 |
8,65 |
10,3 |
11,8 |
13,9 |
|
|
58 |
35 |
— |
— |
— |
— |
— |
— |
2,4 |
2,73 |
3,35 |
3,93 |
4,47 |
5,24 |
6,2 |
7,09 |
8,36 |
9,75 |
11,6 |
13,3 |
15,6 |
|
|
59 |
60 |
— |
— |
— |
— |
— |
— |
2,64 |
3,0 |
3,69 |
4,33 |
4,93 |
5,77 |
6,83 |
7,82 |
9,22 |
10,7 |
12,8 |
14,7 |
17,2 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
Примечания:
1. При измененных условиях работы время по карте применять с коэффициентами:
|
Толщина металла, мм |
Детали узлов расположены не более чем в 3-х основных плоскостях под прямыми углами и имеют прямолинейные сопряжения |
Детали узлов расположены более чем в 3-х основных плоскостях и имеют криволинейные сопряжения |
Детали узлов, обработанные на станках и требующие расцентровки и выверки |
Сборка узлов в приспособлении |
||
|
менее 8 |
8 … 12 |
более 12 |
||||
|
Коэффициент K |
||||||
|
0,9 |
1,0 |
1,15 |
1,0 |
1,3 |
1,25 |
0,8 |
2. Сварные узлы, входящие в собираемую конструкцию, следует считать как отдельную деталь. При наличии их в узле более 25% нормативы применять с коэффициентом K = 1,15.
3. Время на закрепление и открепление деталей в приспособлении брать по карте 17.

|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ПРОФИЛЬНОГО И ЛИСТОВОГО МЕТАЛЛА |
Сборка под сварку |
|
Карта 34, лист 1 |
Содержание работы
1. Подать детали к месту сборки, провести их внешний осмотр
2. Установить базовые детали на место сборки
3. Разметить, установить детали, выдержав размеры по чертежу
4. Подогнать сопряжения деталей, прихватить их электросваркой, повернуть узел в процессе сборки
5. Снять узел, отложить в сторону
|
N позиции |
Масса узла, Q, кг, до: |
Длина стыков, L, м, до: |
Количество собираемых деталей в узле, n, шт., до: |
||||||||||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
95 |
115 |
145 |
180 |
230 |
280 |
350 |
|||
|
Время, T, час |
|||||||||||||||||||||
|
1 |
12 |
0,3 |
0,11 |
0,14 |
0,16 |
0,19 |
0,23 |
0,27 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
2 |
0,6 |
0,12 |
0,15 |
0,18 |
0,20 |
0,24 |
0,28 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
3 |
1,0 |
0,13 |
0,16 |
0,19 |
0,22 |
0,26 |
0,31 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
4 |
1,8 |
0,15 |
0,18 |
0,21 |
0,24 |
0,29 |
0,35 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
5 |
0,6 |
0,14 |
0,17 |
0,20 |
0,23 |
0,28 |
0,32 |
0,38 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
6 |
20 |
1,0 |
0,15 |
0,18 |
0,22 |
0,25 |
0,30 |
0,35 |
0,42 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
7 |
1,8 |
0,17 |
0,21 |
0,24 |
0,28 |
0,34 |
0,40 |
0,46 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
8 |
3,5 |
0,19 |
0,23 |
0,27 |
0,31 |
0,38 |
0,45 |
0,52 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
9 |
35 |
0,6 |
0,16 |
0,20 |
0,23 |
0,26 |
0,32 |
0,38 |
0,44 |
0,50 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
10 |
1,0 |
0,18 |
0,22 |
0,25 |
0,29 |
0,35 |
0,41 |
0,48 |
0,55 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
11 |
1,8 |
0,19 |
0,24 |
0,28 |
0,32 |
0,39 |
0,46 |
0,54 |
0,61 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
12 |
3,5 |
0,22 |
0,27 |
0,32 |
0,36 |
0,44 |
0,52 |
0,60 |
0,69 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
13 |
60 |
0,6 |
0,18 |
0,22 |
0,26 |
0,30 |
0,36 |
0,43 |
0,50 |
0,58 |
0,70 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
14 |
1,0 |
0,20 |
0,24 |
0,28 |
0,33 |
0,40 |
0,47 |
0,56 |
0,63 |
0,77 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
15 |
1,8 |
0,22 |
0,27 |
0,32 |
0,36 |
0,45 |
0,53 |
0,62 |
0,70 |
0,86 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
16 |
3,5 |
0,25 |
0,31 |
0,36 |
0,41 |
0,50 |
0,59 |
0,69 |
0,79 |
0,97 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
17 |
6,0 |
0,27 |
0,34 |
0,40 |
0,46 |
0,56 |
0,65 |
0,76 |
0,87 |
1,07 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
18 |
100 |
1,0 |
0,23 |
0,28 |
0,33 |
0,37 |
0,46 |
0,54 |
0,63 |
0,72 |
0,88 |
1,04 |
1,2 |
— |
— |
— |
— |
— |
— |
— |
— |
|
19 |
1,8 |
0,25 |
0,31 |
0,36 |
0,42 |
0,51 |
0,60 |
0,70 |
0,80 |
0,98 |
1,15 |
1,3 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
20 |
3,5 |
0,28 |
0,35 |
0,41 |
0,47 |
0,57 |
0,67 |
0,79 |
0,90 |
1,11 |
1,3 |
1,5 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
21 |
6,0 |
0,32 |
0,39 |
0,45 |
0,52 |
0,64 |
0,75 |
0,87 |
1,0 |
1,2 |
1,4 |
1,6 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
22 |
10 |
0,35 |
0,43 |
0,50 |
0,57 |
0,7 |
0,82 |
0,96 |
1,09 |
1,34 |
1,5 |
1,78 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
23 |
180 |
1,8 |
— |
0,36 |
0,43 |
0,48 |
0,60 |
0,70 |
0,82 |
0,93 |
1,15 |
1,34 |
1,53 |
1,8 |
— |
— |
— |
— |
— |
— |
— |
|
24 |
3,5 |
— |
0,41 |
0,48 |
0,55 |
0,67 |
0,79 |
0,92 |
1,05 |
1,29 |
1,52 |
1,72 |
2,0 |
— |
— |
— |
— |
— |
— |
— |
|
|
25 |
6,0 |
— |
0,45 |
0,53 |
0,61 |
0,74 |
0,87 |
1,02 |
1,15 |
1,42 |
1,67 |
1,9 |
2,23 |
— |
— |
— |
— |
— |
— |
— |
|
|
26 |
10 |
— |
0,49 |
0,58 |
0,66 |
0,81 |
0,95 |
1,12 |
1,27 |
1,56 |
1,83 |
2,08 |
2,44 |
— |
— |
— |
— |
— |
— |
— |
|
|
27 |
320 |
3,5 |
— |
— |
0,56 |
0,64 |
0,78 |
0,92 |
1,07 |
1,22 |
1,5 |
1,76 |
2,0 |
2,35 |
2,78 |
— |
— |
— |
— |
— |
— |
|
28 |
6,0 |
— |
— |
0,62 |
0,70 |
0,86 |
1,0 |
1,2 |
1,35 |
1,65 |
1,94 |
2,2 |
2,58 |
3,05 |
— |
— |
— |
— |
— |
— |
|
|
29 |
10 |
— |
— |
0,67 |
0,77 |
0,95 |
1,1 |
1,3 |
1,50 |
1,8 |
2,1 |
2,4 |
2,8 |
3,35 |
— |
— |
— |
— |
— |
— |
|
|
30 |
18 |
— |
— |
0,75 |
0,85 |
1,05 |
1,23 |
1,45 |
1,65 |
2,0 |
2,4 |
2,7 |
3,15 |
3,7 |
— |
— |
— |
— |
— |
— |
|
|
31 |
30 |
— |
— |
0,82 |
0,94 |
1,15 |
1,35 |
1,58 |
1,8 |
2,2 |
2,6 |
2,9 |
3,45 |
4,08 |
— |
— |
— |
— |
— |
— |
|
|
32 |
50 |
— |
— |
0,90 |
1,03 |
1,26 |
1,48 |
1,74 |
1,97 |
2,42 |
2,84 |
3,23 |
3,78 |
4,48 |
— |
— |
— |
— |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ПРОФИЛЬНОГО И ЛИСТОВОГО МЕТАЛЛА |
Сборка под сварку |
|
Карта 34, лист 2 |
|
N позиции |
Масса узла, Q, кг, до: |
Длина стыков, L, м, до: |
Количество собираемых деталей в узле, n, шт., до: |
||||||||||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
95 |
115 |
145 |
180 |
230 |
280 |
350 |
|||
|
Время, T, час |
|||||||||||||||||||||
|
33 |
600 |
3,5 |
— |
— |
— |
0,75 |
0,92 |
1,08 |
1,26 |
1,44 |
1,76 |
2,07 |
2,35 |
2,75 |
3,27 |
3,75 |
4,4 |
— |
— |
— |
— |
|
34 |
6,0 |
— |
— |
— |
0,83 |
1,0 |
1,2 |
1,4 |
1,6 |
1,95 |
2,3 |
2,6 |
3,05 |
3,6 |
4,1 |
4,86 |
— |
— |
— |
— |
|
|
35 |
10 |
— |
— |
— |
0,91 |
1,1 |
1,3 |
1,5 |
1,7 |
2,15 |
2,5 |
2,85 |
3,34 |
3,95 |
4,5 |
5,3 |
— |
— |
— |
— |
|
|
36 |
18 |
— |
— |
— |
1,0 |
1,24 |
1,45 |
1,7 |
1,9 |
2,4 |
2,8 |
3,16 |
3,7 |
4,4 |
5,0 |
5,9 |
— |
— |
— |
— |
|
|
37 |
30 |
— |
— |
— |
1,1 |
1,35 |
1,6 |
1,85 |
2,1 |
2,6 |
3,05 |
3,5 |
4,07 |
4,8 |
5,5 |
6,5 |
— |
— |
— |
— |
|
|
38 |
50 |
— |
— |
— |
1,2 |
1,5 |
1,75 |
2,05 |
2,3 |
2,85 |
3,3 |
3,8 |
4,5 |
5,3 |
6,0 |
7,1 |
— |
— |
— |
— |
|
|
39 |
1000 |
3,5 |
— |
— |
— |
— |
1,05 |
1,23 |
1,45 |
1,65 |
2,0 |
2,4 |
2,7 |
3,15 |
3,7 |
4,3 |
— |
— |
— |
— |
— |
|
40 |
6,0 |
— |
— |
— |
— |
1,16 |
1,36 |
1,6 |
1,8 |
2,2 |
2,6 |
3,0 |
3,5 |
4,1 |
4,7 |
— |
— |
— |
— |
— |
|
|
41 |
10 |
— |
— |
— |
— |
1,27 |
1,5 |
1,75 |
2,0 |
2,45 |
2,85 |
3,25 |
3,8 |
4,5 |
5,17 |
— |
— |
— |
— |
— |
|
|
42 |
18 |
— |
— |
— |
— |
1,4 |
1,65 |
1,95 |
2,2 |
2,7 |
3,2 |
3,6 |
4,2 |
5,0 |
5,7 |
— |
— |
— |
— |
— |
|
|
43 |
30 |
— |
— |
— |
— |
1,55 |
1,8 |
2,1 |
2,4 |
3,0 |
3,5 |
4,0 |
4,6 |
5,5 |
6,3 |
— |
— |
— |
— |
— |
|
|
44 |
50 |
— |
— |
— |
— |
1,7 |
2,0 |
2,3 |
2,65 |
3,3 |
3,8 |
4,3 |
5,0 |
6,0 |
6,9 |
— |
— |
— |
— |
— |
|
|
45 |
1800 |
3,5 |
— |
— |
— |
— |
— |
1,4 |
1,7 |
1,9 |
2,35 |
2,75 |
3,1 |
3,7 |
4,35 |
5,0 |
5,9 |
6,8 |
8,15 |
— |
— |
|
46 |
6,0 |
— |
— |
— |
— |
— |
1,6 |
1,85 |
2,1 |
2,6 |
3,0 |
3,45 |
4,05 |
4,8 |
5,5 |
6,5 |
7,5 |
9,0 |
— |
— |
|
|
47 |
10 |
— |
— |
— |
— |
— |
1,74 |
2,0 |
2,3 |
2,8 |
3,3 |
3,8 |
4,4 |
5,2 |
6,0 |
7,0 |
8,3 |
9,8 |
— |
— |
|
|
48 |
18 |
— |
— |
— |
— |
— |
1,9 |
2,3 |
2,6 |
3,15 |
3,7 |
4,2 |
4,9 |
5,8 |
6,7 |
7,9 |
9,2 |
10,9 |
— |
— |
|
|
49 |
30 |
— |
— |
— |
— |
— |
2,1 |
2,5 |
2,8 |
3,5 |
4,06 |
4,6 |
5,4 |
6,4 |
7,3 |
8,6 |
10 |
12 |
— |
— |
|
|
50 |
50 |
— |
— |
— |
— |
— |
2,3 |
2,7 |
3,1 |
3,8 |
4,5 |
5,1 |
5,9 |
7,0 |
8,0 |
9,5 |
11 |
13 |
— |
— |
|
|
51 |
3200 |
6,0 |
— |
— |
— |
— |
— |
— |
2,15 |
2,45 |
3,0 |
3,5 |
4,0 |
4,7 |
5,6 |
6,4 |
7,5 |
8,75 |
10,4 |
12 |
14 |
|
52 |
10 |
— |
— |
— |
— |
— |
— |
2,36 |
2,7 |
3,3 |
3,9 |
4,4 |
5,15 |
6,1 |
7,0 |
8,24 |
9,6 |
11,4 |
13,1 |
15,4 |
|
|
53 |
18 |
— |
— |
— |
— |
— |
— |
2,6 |
3,0 |
3,7 |
4,3 |
4,9 |
5,7 |
6,8 |
7,8 |
9,15 |
10,7 |
12,7 |
14,6 |
17,1 |
|
|
54 |
30 |
— |
— |
— |
— |
— |
— |
2,9 |
3,3 |
4,0 |
4,7 |
5,4 |
6,3 |
7,4 |
8,5 |
10 |
11,7 |
14 |
16 |
18,8 |
|
|
55 |
50 |
— |
— |
— |
— |
— |
— |
3,15 |
3,6 |
4,4 |
5,17 |
5,9 |
6,9 |
8,15 |
9,3 |
11 |
12,8 |
15,3 |
17,6 |
20,5 |
|
|
56 |
6000 |
10 |
— |
— |
— |
— |
— |
— |
— |
— |
3,9 |
4,55 |
5,2 |
6,1 |
7,2 |
8,2 |
9,7 |
11,3 |
13,5 |
15,5 |
18,1 |
|
57 |
18 |
— |
— |
— |
— |
— |
— |
— |
— |
4,3 |
5,1 |
5,8 |
6,75 |
8,0 |
9,15 |
10,8 |
12,5 |
15 |
17,2 |
20,2 |
|
|
58 |
30 |
— |
— |
— |
— |
— |
— |
— |
— |
4,7 |
5,55 |
6,3 |
7,4 |
8,75 |
10 |
11,8 |
13,8 |
16,4 |
18,9 |
22,1 |
|
|
59 |
50 |
— |
— |
— |
— |
— |
— |
— |
— |
5,2 |
6,08 |
6,9 |
8,1 |
9,6 |
11 |
13 |
15 |
18 |
20,7 |
24,2 |
|
|
60 |
10000 |
10 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
5,9 |
6,9 |
8,2 |
9,4 |
11 |
12,9 |
15,4 |
17,7 |
20,7 |
|
61 |
18 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
6,6 |
7,7 |
9,1 |
10,4 |
12,3 |
14,3 |
17,0 |
19,6 |
23 |
|
|
62 |
30 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
7,2 |
8,45 |
10 |
11,5 |
13,5 |
15,7 |
18,7 |
21,5 |
25,2 |
|
|
63 |
50 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
7,9 |
9,3 |
11,0 |
12,6 |
14,8 |
17,3 |
20,5 |
23,6 |
27,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
Примечание. См. карту 33, лист 4.

|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ПРОФИЛЬНОГО МЕТАЛЛА |
Сборка под сварку |
|
Карта 35 |
Содержание работы
1. Подать детали к месту сборки, провести их внешний осмотр
2. Установить базовые детали на места сборки
3. Разметить, установить детали конструкции, выдержав размеры по чертежу
4. Подогнать сопряжения деталей, прихватить их электросваркой, повернуть узел в процессе сборки
5. Снять узел, отложить в сторону
|
N позиции |
Масса узла, Q, кг, до: |
Количество собираемых деталей в узле, n, шт., до: |
||||||||||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
95 |
115 |
145 |
180 |
230 |
280 |
350 |
||
|
Время, T, час |
||||||||||||||||||||
|
1 |
12 |
0,26 |
0,32 |
0,37 |
0,42 |
0,52 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
2 |
20 |
0,29 |
0,36 |
0,42 |
0,48 |
0,59 |
0,69 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
3 |
35 |
0,34 |
0,42 |
0,49 |
0,56 |
0,68 |
0,80 |
0,94 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
4 |
60 |
0,39 |
0,48 |
0,65 |
0,64 |
0,79 |
0,92 |
1,08 |
1,23 |
1,51 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
5 |
100 |
0,45 |
0,55 |
0,65 |
0,73 |
0,90 |
1,05 |
1,24 |
1,4 |
1,73 |
2,02 |
2,3 |
— |
— |
— |
— |
— |
— |
— |
— |
|
6 |
180 |
0,52 |
0,64 |
0,75 |
0,86 |
1,05 |
1,23 |
1,44 |
1,64 |
2,0 |
2,36 |
2,68 |
3,14 |
3,72 |
— |
— |
— |
— |
— |
— |
|
7 |
320 |
0,61 |
0,75 |
0,87 |
0,99 |
1,22 |
1,42 |
1,67 |
1,9 |
2,34 |
2,74 |
3,1 |
3,65 |
4,32 |
4,95 |
5,83 |
— |
— |
— |
— |
|
8 |
600 |
— |
0,88 |
1,03 |
1,17 |
1,43 |
1,68 |
1,97 |
2,24 |
2,75 |
3,22 |
3,67 |
4,3 |
5,08 |
5,82 |
6,86 |
8,0 |
9,5 |
— |
— |
|
9 |
1000 |
— |
— |
1,17 |
1,34 |
1,64 |
1,92 |
2,25 |
2,56 |
3,14 |
3,68 |
4,19 |
4,9 |
5,8 |
6,65 |
7,84 |
9,14 |
10,8 |
12,5 |
— |
|
10 |
1800 |
— |
— |
— |
1,56 |
1,9 |
2,24 |
2,62 |
2,98 |
3,66 |
4,28 |
4,88 |
5,72 |
6,76 |
7,75 |
9,14 |
10,6 |
12,7 |
14,5 |
17,0 |
|
11 |
3200 |
— |
— |
— |
— |
2,22 |
2,6 |
3,05 |
3,47 |
4,25 |
4,98 |
5,67 |
6,64 |
7,85 |
9,0 |
10,6 |
12,4 |
14,7 |
16,9 |
19,8 |
|
12 |
6000 |
— |
— |
— |
— |
— |
3,06 |
3,6 |
4,08 |
5,0 |
5,87 |
6,67 |
7,82 |
9,25 |
10,6 |
12,5 |
14,6 |
17,3 |
19,9 |
23,3 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
Примечания.
1. Нормативы времени рассчитаны при расположении деталей узла не более чем в 3-х основных плоскостях под прямыми углами с прямолинейными сопряжениями. При измененных условиях работы время по карте применять с коэффициентами:
|
Детали узла расположены более чем в 3-х основных плоскостях и имеют криволинейные сопряжения |
Детали в узле обработаны на станках и требуют расцентровки, выверки при сборке |
Сборка узлов в приспособлении |
|
Коэффициент K |
||
|
1,15 |
1,25 |
0,8 |
2. Время на закрепление и открепление деталей в приспособлении брать по карте 17.
3. Сварные подузлы, входящие в собираемую конструкцию, следует считать как отдельную деталь. При наличии их в узле более 25% нормативы применять с коэффициентом K = 1,15.
4. Предварительная стыковка деталей узла перед сборкой нормативами не предусмотрена.

НОРМАТИВЫ ВРЕМЕНИ НА ВСПОМОГАТЕЛЬНЫЕ ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ
ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ
|
ЗАЧИСТКА СВАРНЫХ ШВОВ |
Слесарные работы |
|
Карта 36, лист 1 |
Содержание работы
1. Взять инструмент
2. Зачистить шов
3. Отложить инструмент
|
N позиции |
Инструмент |
Тип шва |
Длина шва, L, м, до: |
||||||||
|
0,1 |
0,2 |
0,35 |
0,5 |
0,7 |
1,0 |
1,5 |
2,0 |
св. 2,0 |
|||
|
Время на шов, T, мин |
|||||||||||
|
1 |
Пневматическое зубило |
внахлестку |
0,207 |
0,350 |
0,536 |
0,703 |
0,907 |
1,19 |
1,62 |
2,02 |
— |
|
2 |
стыковой |
0,242 |
0,409 |
0,626 |
0,821 |
1,06 |
1,39 |
1,89 |
2,35 |
— |
|
|
3 |
тавровый |
0,259 |
0,439 |
0,671 |
0,880 |
1,14 |
1,49 |
2,03 |
2,52 |
— |
|
|
4 |
угловой |
0,294 |
0,497 |
0,761 |
0,998 |
1,29 |
1,69 |
2,30 |
2,86 |
— |
|
|
5 |
Пневматическая машинка с наждачным кругом |
внахлестку |
0,337 |
0,603 |
0,965 |
1,30 |
1,73 |
2,33 |
3,28 |
4,17 |
— |
|
6 |
стыковой |
0,376 |
0,673 |
1,08 |
1,45 |
1,93 |
2,60 |
3,66 |
4,65 |
— |
|
|
7 |
тавровый |
0,413 |
0,740 |
1,18 |
1,60 |
2,12 |
2,86 |
4,02 |
5,12 |
— |
|
|
8 |
угловой |
0,465 |
0,833 |
1,33 |
1,80 |
2,39 |
3,22 |
4,53 |
5,76 |
— |
|
|
9 |
Стальная щетка |
внахлестку |
0,487 |
0,748 |
1,06 |
1,32 |
1,63 |
2,03 |
2,61 |
3,12 |
4,01 |
|
10 |
стыковой |
0,561 |
0,863 |
1,22 |
1,52 |
1,88 |
2,34 |
3,01 |
3,60 |
4,62 |
|
|
11 |
тавровый |
0,665 |
1,02 |
1,44 |
1,80 |
2,22 |
2,77 |
3,56 |
4,26 |
5,47 |
|
|
12 |
угловой |
0,847 |
1,30 |
1,84 |
2,30 |
2,83 |
3,53 |
4,54 |
5,43 |
6,98 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
ЗАЧИСТКА СВАРНЫХ ШВОВ |
Слесарные работы |
||||||||||
|
Карта 36, лист 2 |
|||||||||||
|
N позиции |
Инструмент |
Тип шва |
Длина шва, L, м, до: |
||||||||
|
0,1 |
0,2 |
0,35 |
0,5 |
0,7 |
1,0 |
1,5 |
2,0 |
св. 2,0 |
|||
|
Время на шов, T, мин |
|||||||||||
|
13 |
Зубило и молоток |
внахлестку |
0,439 |
0,689 |
0,991 |
1,25 |
1,55 |
1,96 |
2,55 |
3,08 |
4,00 |
|
14 |
стыковой |
0,493 |
0,773 |
1,11 |
1,40 |
1,74 |
2,20 |
2,86 |
3,45 |
4,49 |
|
|
15 |
тавровый |
0,526 |
0,826 |
1,19 |
1,50 |
1,86 |
2,35 |
3,06 |
3,69 |
4,80 |
|
|
16 |
угловой |
0,598 |
0,938 |
1,35 |
1,70 |
2,12 |
2,67 |
3,48 |
4,19 |
5,45 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
Примечание. Нормативы времени рассчитаны на зачистку прямолинейных швов с катетом шва до 10 мм в горизонтальном положении. При измененных условиях работы время по карте применять с коэффициентами:
|
Зачистка от брызг и наплавленного металла |
Криволинейные швы |
Зачистка заподлицо с деталью |
Катет шва свыше 10 мм |
Зачистка в вертикальном положении |
Зачистка в потолочном положении |
Зачистка в труднодоступных местах |
|
Коэффициент K |
||||||
|
0,4 |
1,3 |
1,5 |
1,2 |
1,1 |
1,2 |
1,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 позиция 1
позиция 1 позиция 9
позиция 9 позиция 2
позиция 2 позиция 10
позиция 10 позиция 3
позиция 3 позиция 11
позиция 11 позиция 4
позиция 4 позиция 12
позиция 12 позиция 5
позиция 5 позиция 13
позиция 13 позиция 6
позиция 6 позиция 14
позиция 14 позиция 7
позиция 7 позиция 15
позиция 15 позиция 8
позиция 8 позиция 16
позиция 16|
ЗАЧИСТКА КРОМОК ПОД СВАРКУ |
Слесарные работы |
|
Карта 37, лист 1 |
Содержание работы
1. Взять инструмент
2. Зачистить кромки под сварку
3. Отложить инструмент
|
N позиции |
Вид кромок |
Толщина листа, h, мм, до: |
Применяемый инструмент |
||||
|
пневматическая машинка с наждачным кругом (после резки на гильотинных ножницах) |
пневматическое зубило (после машинной газорезки) |
Ручная щетка |
|||||
|
Положение зачищаемой кромки |
|||||||
|
горизонтальное |
вертикальное |
горизонтальное |
вертикальное |
||||
|
Время на 1 м стыка, T, мин |
|||||||
|
1 |
|
4 |
0,493 |
0,58 |
0,69 |
0,813 |
0,24 |
|
2 |
6 |
0,590 |
0,693 |
0,825 |
0,972 |
0,27 |
|
|
3 |
10 |
0,738 |
0,867 |
1,03 |
1,20 |
0,31 |
|
|
4 |
14 |
0,856 |
1,00 |
1,19 |
1,40 |
0,34 |
|
|
5 |
20 |
1,00 |
1,18 |
1,40 |
1,65 |
0,37 |
|
|
6 |
30 |
1,2 |
1,4 |
1,67 |
1,95 |
0,42 |
|
|
7 |
50 |
1,5 |
1,76 |
2,1 |
2,45 |
0,48 |
|
|
8 |
80 |
1,8 |
2,17 |
2,58 |
3,00 |
— |
|
|
9 |
110 |
2,1 |
2,5 |
2,96 |
3,45 |
— |
|
|
Индекс |
а |
б |
в |
г |
д |

|
ЗАЧИСТКА КРОМОК ПОД СВАРКУ |
Слесарные работы |
||||||
|
Карта 37, лист 2 |
|||||||
|
N позиции |
Вид кромок |
Толщина листа, h, мм, до: |
Применяемый инструмент |
||||
|
пневматическая машинка с наждачным кругом (после резки на гильотинных ножницах) |
пневматическое зубило (после машинной газорезки) |
Ручная щетка |
|||||
|
Положение зачищаемой кромки |
|||||||
|
горизонтальное |
вертикальное |
горизонтальное |
вертикальное |
||||
|
Время на 1 м стыка, T, мин |
|||||||
|
10 |
|
4 |
0,813 |
0,958 |
1,06 |
1,25 |
0,39 |
|
11 |
6 |
0,972 |
1,15 |
1,26 |
1,49 |
0,43 |
|
|
12 |
10 |
1,2 |
1,43 |
1,58 |
1,87 |
0,50 |
|
|
13 |
14 |
1,4 |
1,66 |
1,84 |
2,17 |
0,55 |
|
|
14 |
20 |
1,65 |
1,95 |
2,15 |
2,54 |
0,60 |
|
|
15 |
30 |
1,95 |
2,33 |
2,56 |
3,03 |
0,67 |
|
|
16 |
50 |
2,45 |
2,91 |
3,22 |
3,80 |
0,77 |
|
|
17 |
80 |
3,00 |
3,58 |
3,95 |
4,67 |
— |
|
|
18 |
110 |
3,45 |
4,12 |
4,55 |
5,37 |
— |
|
|
19 |
|
4 |
0,887 |
1,04 |
1,24 |
1,46 |
0,43 |
|
20 |
6 |
1,06 |
1,25 |
1,48 |
1,75 |
0,49 |
|
|
21 |
10 |
1,33 |
1,56 |
1,85 |
2,16 |
0,56 |
|
|
22 |
14 |
1,54 |
1,8 |
2,14 |
2,52 |
0,61 |
|
|
23 |
20 |
1,8 |
2,12 |
2,52 |
2,97 |
0,67 |
|
|
24 |
30 |
2,16 |
2,52 |
3,0 |
3,51 |
0,76 |
|
|
25 |
50 |
2,7 |
3,17 |
3,78 |
4,41 |
0,86 |
|
|
26 |
80 |
3,24 |
3,9 |
4,64 |
5,4 |
— |
|
|
27 |
110 |
3,78 |
4,5 |
5,33 |
6,21 |
— |
|
|
Индекс |
а |
б |
в |
г |
д |


|
ЗАЧИСТКА КРОМОК ПОД СВАРКУ |
Слесарные работы |
|
Карта 37, лист 3 |
Примечание. Нормативы времени рассчитаны на зачистку прямолинейных кромок под сварку. При измененных условиях работы время по карте применять с коэффициентами:
|
Зачистка криволинейного контура кромки |
Зачистка пневматической стальной щеткой |
Зачистка кромок после ручной газорезки (к зачистке пневматическим зубилом) |
|
Коэффициент K |
||
|
1,2 |
0,5 |
1,4 |
Пневматическая машинка
 позиции 1 … 9 (индекс а);
позиции 1 … 9 (индекс а);
 позиции 1 … 9 (индекс б);
позиции 1 … 9 (индекс б);
 позиции 10 … 18 (индекс а);
позиции 10 … 18 (индекс а);
 позиции 10 … 18 (индекс б);
позиции 10 … 18 (индекс б);
 позиции 19 … 27 (индекс а);
позиции 19 … 27 (индекс а);
 позиции 19 … 27 (индекс б)
позиции 19 … 27 (индекс б)
Пневматическое зубило
 позиции 1 … 9 (индекс в);
позиции 1 … 9 (индекс в);
 позиции 1 … 9 (индекс г);
позиции 1 … 9 (индекс г);
 позиции 10 … 18 (индекс в);
позиции 10 … 18 (индекс в);
 позиции 10 … 18 (индекс г);
позиции 10 … 18 (индекс г);
 позиции 19 … 27 (индекс в);
позиции 19 … 27 (индекс в);
 позиции 19 … 27 (индекс г)
позиции 19 … 27 (индекс г)
Ручная щетка
 позиции 1 … 9 (индекс д);
позиции 1 … 9 (индекс д);
 позиции 10 … 18 (индекс д);
позиции 10 … 18 (индекс д);
 позиции 19 … 27 (индекс д)
позиции 19 … 27 (индекс д)
|
ПРАВКА СВАРНЫХ УЗЛОВ ВРУЧНУЮ НА ПЛИТЕ |
Сборка под сварку |
|
Карта 38, лист 1 |
Содержание работы
1. Взять узел, установить на плиту
2. Взять инструмент, править узел с поворотами
3. Промерить шаблоном или линейкой
4. Отложить узел и инструмент
|
N позиции |
Длина узла, L, мм, до: |
Ширина узла, B, мм, до: |
Типы узлов |
||||||||||||||
|
I |
II |
III |
|||||||||||||||
|
|
|
|
|||||||||||||||
|
Толщина металла, h, мм, до: |
|||||||||||||||||
|
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
|||
|
Время на узел, T, мин |
|||||||||||||||||
|
1 |
200 |
100 |
1,21 |
1,37 |
1,50 |
1,62 |
1,77 |
1,45 |
1,63 |
1,79 |
1,94 |
2,11 |
1,58 |
1,77 |
1,95 |
2,11 |
2,30 |
|
2 |
140 |
1,31 |
1,48 |
1,62 |
1,75 |
1,91 |
1,57 |
1,76 |
1,94 |
2,10 |
2,28 |
1,70 |
1,91 |
2,11 |
2,28 |
2,48 |
|
|
3 |
200 |
1,42 |
1,60 |
1,76 |
1,90 |
2,07 |
1,70 |
1,91 |
2,10 |
2,27 |
2,48 |
1,85 |
2,08 |
2,29 |
2,47 |
2,69 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
|
ПРАВКА СВАРНЫХ УЗЛОВ ВРУЧНУЮ НА ПЛИТЕ |
Сборка под сварку |
||||||||||||||||
|
Карта 38, лист 2 |
|||||||||||||||||
|
N позиции |
Длина узла, L, мм, до: |
Ширина узла, B, мм, до: |
Типы узлов |
||||||||||||||
|
I |
II |
III |
|||||||||||||||
|
Толщина металла, h, мм, до: |
|||||||||||||||||
|
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
|||
|
Время на узел, T, мин |
|||||||||||||||||
|
4 |
300 |
100 |
1,41 |
1,59 |
1,74 |
1,89 |
2,05 |
1,68 |
1,89 |
2,08 |
2,25 |
2,45 |
1,83 |
2,06 |
2,26 |
2,45 |
2,67 |
|
5 |
140 |
1,52 |
1,71 |
1,88 |
2,04 |
2,22 |
1,82 |
2,05 |
2,25 |
2,43 |
2,65 |
1,98 |
2,22 |
2,45 |
2,65 |
2,88 |
|
|
6 |
200 |
1,65 |
1,86 |
2,05 |
2,21 |
2,41 |
1,98 |
2,22 |
2,44 |
2,64 |
2,88 |
2,15 |
2,42 |
2,66 |
2,87 |
3,13 |
|
|
7 |
300 |
1,82 |
2,04 |
2,25 |
2,43 |
2,65 |
2,17 |
2,44 |
2,68 |
2,90 |
3,16 |
2,36 |
2,65 |
2,91 |
3,15 |
3,43 |
|
|
8 |
450 |
100 |
1,64 |
1,84 |
2,03 |
2,19 |
2,39 |
1,96 |
2,20 |
2,42 |
2,62 |
2,85 |
2,13 |
2,39 |
2,63 |
2,85 |
3,10 |
|
9 |
140 |
1,77 |
1,99 |
2,19 |
2,37 |
2,58 |
2,11 |
2,38 |
2,61 |
2,83 |
3,08 |
2,30 |
2,58 |
2,84 |
3,07 |
3,35 |
|
|
10 |
200 |
1,92 |
2,16 |
2,38 |
2,57 |
2,80 |
2,30 |
2,58 |
2,84 |
3,07 |
3,34 |
2,49 |
2,81 |
3,09 |
3,34 |
3,63 |
|
|
11 |
300 |
2,11 |
2,37 |
2,61 |
2,82 |
3,07 |
2,52 |
2,83 |
3,12 |
3,37 |
3,67 |
2,74 |
3,08 |
3,39 |
3,66 |
3,99 |
|
|
12 |
450 |
2,32 |
2,60 |
2,86 |
3,10 |
3,37 |
2,77 |
3,11 |
3,42 |
3,70 |
4,03 |
3,00 |
3,38 |
3,72 |
4,02 |
4,38 |
|
|
13 |
700 |
140 |
2,09 |
2,35 |
2,58 |
2,79 |
3,04 |
2,49 |
2,80 |
3,08 |
3,33 |
3,63 |
2,71 |
3,04 |
3,35 |
3,62 |
3,94 |
|
14 |
200 |
2,26 |
2,55 |
2,80 |
3,03 |
3,30 |
2,70 |
3,04 |
3,34 |
3,62 |
3,94 |
2,94 |
3,30 |
3,63 |
3,93 |
4,28 |
|
|
15 |
300 |
2,48 |
2,79 |
3,07 |
3,32 |
3,62 |
2,97 |
3,34 |
3,67 |
3,97 |
4,32 |
3,22 |
3,63 |
3,98 |
4,31 |
4,70 |
|
|
16 |
450 |
2,73 |
3,07 |
3,37 |
3,65 |
3,97 |
3,26 |
3,66 |
4,03 |
4,36 |
4,74 |
3,54 |
3,98 |
4,38 |
4,74 |
5,16 |
|
|
17 |
700 |
3,02 |
3,40 |
3,73 |
4,04 |
4,40 |
3,60 |
4,05 |
4,46 |
4,82 |
5,25 |
3,92 |
4,40 |
4,85 |
5,24 |
5,71 |
|
|
18 |
1000 |
200 |
2,58 |
2,90 |
3,19 |
3,46 |
3,76 |
3,08 |
3,47 |
3,81 |
4,13 |
4,49 |
3,35 |
3,77 |
4,15 |
4,48 |
4,88 |
|
19 |
300 |
2,84 |
3,19 |
3,51 |
3,79 |
4,13 |
3,38 |
3,81 |
4,19 |
4,53 |
4,93 |
3,68 |
4,14 |
4,55 |
4,92 |
5,36 |
|
|
20 |
450 |
3,11 |
3,50 |
3,85 |
4,16 |
4,53 |
3,72 |
4,18 |
4,60 |
4,97 |
5,41 |
4,04 |
4,54 |
5,0 |
5,40 |
5,88 |
|
|
21 |
700 |
3,45 |
3,87 |
4,26 |
4,61 |
5,02 |
4,11 |
4,63 |
5,09 |
5,50 |
5,99 |
4,47 |
5,03 |
5,53 |
5,98 |
6,51 |
|
|
22 |
1000 |
3,74 |
4,21 |
4,62 |
5,00 |
5,45 |
4,46 |
5,02 |
5,52 |
5,97 |
6,50 |
4,85 |
5,46 |
6,00 |
6,49 |
7,07 |
|
|
23 |
1400 |
300 |
3,21 |
3,61 |
3,97 |
4,30 |
4,68 |
3,83 |
4,31 |
4,74 |
5,13 |
5,59 |
4,17 |
4,69 |
5,15 |
5,58 |
6,07 |
|
24 |
450 |
3,52 |
3,96 |
4,36 |
4,72 |
5,14 |
4,21 |
4,73 |
5,20 |
5,63 |
6,13 |
4,58 |
5,15 |
5,66 |
6,12 |
6,67 |
|
|
25 |
700 |
3,90 |
4,39 |
4,83 |
5,22 |
5,68 |
4,66 |
5,24 |
5,76 |
6,23 |
6,79 |
5,06 |
5,69 |
6,26 |
6,77 |
7,37 |
|
|
26 |
1000 |
4,24 |
4,76 |
5,24 |
5,67 |
6,17 |
5,06 |
5,69 |
6,25 |
6,77 |
7,37 |
5,50 |
6,18 |
6,80 |
7,36 |
8,0 |
|
|
27 |
1400 |
4,58 |
5,15 |
5,66 |
6,12 |
6,67 |
5,46 |
6,15 |
6,76 |
7,31 |
7,96 |
5,94 |
6,68 |
7,34 |
7,94 |
8,65 |
|
|
28 |
2000 |
450 |
4,02 |
4,52 |
4,97 |
5,38 |
5,86 |
4,80 |
5,40 |
5,94 |
6,43 |
7,0 |
5,22 |
5,87 |
6,46 |
6,98 |
7,60 |
|
29 |
700 |
4,45 |
5,00 |
5,51 |
5,96 |
6,49 |
5,32 |
5,98 |
6,58 |
7,11 |
7,75 |
5,78 |
6,50 |
7,15 |
7,73 |
8,42 |
|
|
30 |
1000 |
4,83 |
5,44 |
5,98 |
6,47 |
7,04 |
5,77 |
6,49 |
7,14 |
7,72 |
8,41 |
6,27 |
7,06 |
7,76 |
8,39 |
9,14 |
|
|
31 |
1400 |
5,22 |
5,87 |
6,46 |
7,00 |
7,61 |
6,24 |
7,01 |
7,71 |
8,34 |
9,08 |
6,78 |
7,62 |
8,38 |
9,07 |
9,87 |
|
|
32 |
2000 |
5,67 |
6,38 |
7,01 |
7,58 |
8,26 |
6,77 |
7,61 |
8,37 |
9,06 |
9,86 |
7,36 |
8,27 |
9,10 |
9,84 |
10,7 |
|
|
33 |
2800 |
450 |
4,56 |
5,12 |
5,63 |
6,09 |
6,64 |
5,44 |
6,12 |
6,73 |
7,28 |
7,92 |
5,91 |
6,65 |
7,31 |
7,91 |
8,61 |
|
34 |
700 |
5,04 |
5,67 |
6,24 |
6,75 |
7,35 |
6,02 |
6,77 |
7,45 |
8,06 |
8,77 |
6,55 |
7,36 |
8,09 |
8,76 |
9,55 |
|
|
35 |
1000 |
5,47 |
6,16 |
6,77 |
7,32 |
7,97 |
6,54 |
7,35 |
8,08 |
8,75 |
9,52 |
7,10 |
7,99 |
8,79 |
9,51 |
10,4 |
|
|
36 |
1400 |
5,91 |
6,65 |
7,31 |
7,91 |
8,62 |
7,06 |
7,94 |
8,73 |
9,45 |
10,3 |
7,68 |
8,63 |
9,49 |
10,3 |
11,2 |
|
|
37 |
2000 |
6,42 |
7,22 |
7,94 |
8,59 |
9,35 |
7,67 |
8,62 |
9,48 |
10,3 |
11,2 |
8,33 |
9,37 |
10,3 |
11,1 |
12,1 |
|
|
38 |
2800 |
6,94 |
7,80 |
8,58 |
9,28 |
10,1 |
8,28 |
9,32 |
10,2 |
11,1 |
12,1 |
9,0 |
10,1 |
11,1 |
12,0 |
13,1 |
|
|
39 |
4000 |
700 |
5,75 |
6,47 |
7,12 |
7,70 |
8,38 |
6,87 |
7,73 |
8,50 |
9,20 |
10,0 |
7,47 |
8,40 |
9,24 |
10,00 |
10,9 |
|
40 |
1000 |
6,25 |
7,03 |
7,72 |
8,36 |
9,10 |
7,46 |
8,39 |
9,22 |
10,0 |
10,9 |
8,11 |
9,12 |
10,0 |
10,8 |
11,8 |
|
|
41 |
1400 |
6,75 |
7,59 |
8,35 |
9,03 |
9,83 |
8,06 |
9,06 |
9,97 |
10,8 |
11,7 |
8,76 |
9,85 |
10,8 |
11,7 |
12,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
|
ПРАВКА СВАРНЫХ УЗЛОВ ВРУЧНУЮ НА ПЛИТЕ |
Сборка под сварку |
||||||||||||||||
|
Карта 38, лист 3 |
|||||||||||||||||
|
N позиции |
Длина узла, L, мм, до: |
Ширина узла, B, мм, до: |
Типы узлов |
||||||||||||||
|
I |
II |
III |
|||||||||||||||
|
Толщина металла, h, мм, до: |
|||||||||||||||||
|
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
|||
|
Время на узел, T, мин |
|||||||||||||||||
|
42 |
4000 |
2000 |
7,33 |
8,24 |
9,06 |
9,80 |
10,7 |
8,75 |
9,84 |
10,8 |
11,7 |
12,7 |
9,51 |
10,7 |
11,8 |
12,7 |
13,8 |
|
43 |
2800 |
7,91 |
8,90 |
9,79 |
10,6 |
11,5 |
9,45 |
10,6 |
11,7 |
12,6 |
13,8 |
10,3 |
11,6 |
12,7 |
13,7 |
15,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
Примечание. Нормативы времени рассчитаны на частичную правку узлов вручную при высоте узла 500 мм. При измененных условиях работы время по карте применять с коэффициентами:
|
Высота узла, мм, до: |
Правка на механических прессах |
Правка на ручных прессах |
Полная правка узла |
|||
|
200 |
300 |
800 |
1200 |
|||
|
Коэффициент K |
||||||
|
0,7 |
0,9 |
1,1 |
1,2 |
0,8 |
0,9 |
1,6 |
 ;
;  ;
;
 .
.
|
РАЗМЕТКА ПО МЕСТУ ПОД ОБРЕЗКУ ИЛИ ПРИПИЛОВКУ ПРИ СБОРКЕ |
Сборка под сварку |
|
Карта 39, лист 1 |
Содержание работы
1. Взять или застропить деталь, узел
2. Переместить деталь, узел к рабочему месту сборки, провести внешний осмотр, установить по месту
3. Взять разметочный инструмент, разметить место под обрезку или припиловку
4. Отложить деталь, узел и разметочный инструмент
|
N позиции |
Масса детали, Q, кг, до: |
Вид размечаемой линии |
Длина размечаемой линии, L, мм, до: |
|||||||
|
100 |
200 |
300 |
500 |
700 |
1000 |
1400 |
2000 |
|||
|
Время, T, мин |
||||||||||
|
1 |
3 |
прямолинейная |
0,584 |
0,744 |
0,858 |
1,03 |
1,15 |
1,37 |
1,47 |
1,67 |
|
2 |
криволинейная |
0,700 |
0,892 |
1,03 |
1,23 |
1,38 |
1,57 |
1,76 |
2,0 |
|
|
3 |
5 |
прямолинейная |
0,624 |
0,795 |
0,917 |
1,10 |
1,23 |
1,40 |
1,57 |
1,78 |
|
4 |
криволинейная |
0,748 |
0,953 |
1,10 |
1,31 |
1,48 |
1,67 |
1,88 |
2,13 |
|
|
5 |
8 |
прямолинейная |
0,663 |
0,846 |
0,974 |
1,17 |
1,31 |
1,48 |
1,67 |
1,89 |
|
6 |
криволинейная |
0,795 |
1,01 |
1,17 |
1,40 |
1,57 |
1,86 |
2,00 |
2,27 |
|
|
7 |
15 |
прямолинейная |
0,720 |
0,918 |
1,06 |
1,26 |
1,42 |
1,61 |
1,81 |
2,05 |
|
8 |
криволинейная |
0,862 |
1,10 |
1,27 |
1,51 |
1,70 |
1,93 |
2,17 |
2,46 |
|
|
9 |
25 |
прямолинейная |
0,745 |
0,949 |
1,09 |
1,31 |
1,47 |
1,67 |
1,88 |
2,13 |
|
10 |
криволинейная |
0,890 |
1,13 |
1,31 |
1,56 |
1,76 |
1,99 |
2,24 |
2,54 |
|
|
11 |
50 |
прямолинейная |
0,983 |
1,25 |
1,44 |
1,73 |
1,94 |
2,20 |
2,47 |
2,80 |
|
12 |
криволинейная |
1,17 |
1,50 |
1,72 |
2,06 |
2,32 |
2,63 |
2,96 |
3,35 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
Примечание. При измененных условиях работы время по карте применять с коэффициентами:
|
РАЗМЕТКА ПО МЕСТУ ПОД ОБРЕЗКУ ИЛИ ПРИПИЛОВКУ ПРИ СБОРКЕ |
Сборка под сварку |
|
|
Карта 39, лист 2 |
||
|
Разметочный инструмент |
Разметка по месту сборки в труднодоступных местах |
|
|
чертилка |
мел |
|
|
Коэффициент K |
||
|
1,0 |
0,85 |
1,3 |
 — вручную (прямолинейная);
— вручную (прямолинейная);
 — вручную (криволинейная);
— вручную (криволинейная);
 — краном (прямолинейная);
— краном (прямолинейная);
 — краном (криволинейная)
— краном (криволинейная)
|
СРУБКА СБОРОЧНЫХ ПЛАНОК, СКОБ, ЭЛЕКТРОПРИХВАТОК И ЗАЧИСТКА МЕСТ ПРИХВАТОК |
Сборка под сварку |
|
Карта 40, лист 1 |
Содержание работы
1. Взять инструмент
2. Срубить сборочные приспособления пневматическим зубилом после прихватки электросваркой
3. Зачистить места прихваток наждачным кругом
4. Отложить инструмент
|
N позиции |
Положение работы |
Вид крепления |
Толщина металла, мм, до: |
Длина срубаемой кромки, мм, до: |
Вид работы |
|
|
рубка |
зачистка |
|||||
|
Время, T, мин |
||||||
|
1 |
Горизонтальное |
Прихватки |
— |
35 |
0,11 |
0,16 |
|
2 |
60 |
0,17 |
0,27 |
|||
|
3 |
Сборочные планки |
5 |
100 |
0,27 |
0,44 |
|
|
4 |
200 |
0,46 |
0,80 |
|||
|
5 |
300 |
0,68 |
1,10 |
|||
|
6 |
10 |
100 |
0,40 |
0,44 |
||
|
7 |
200 |
0,73 |
0,80 |
|||
|
8 |
300 |
1,0 |
1,10 |
|
СРУБКА СБОРОЧНЫХ ПЛАНОК, СКОБ, ЭЛЕКТРОПРИХВАТОК И ЗАЧИСТКА МЕСТ ПРИХВАТОК |
Сборка под сварку |
|||||
|
Карта 40, лист 2 |
||||||
|
N позиции |
Положение работы |
Вид крепления |
Толщина металла, мм, до: |
Длина срубаемой кромки, мм, до: |
Вид работы |
|
|
рубка |
зачистка |
|||||
|
Время, T, мин |
||||||
|
9 |
Горизонтальное |
Скобы |
5 |
100 |
0,32 |
0,60 |
|
10 |
150 |
0,45 |
0,88 |
|||
|
11 |
10 |
100 |
0,47 |
0,60 |
||
|
12 |
150 |
0,67 |
0,88 |
|||
|
13 |
Стяжки |
— |
— |
0,30 |
0,40 |
|
|
14 |
Вертикальное |
Прихватки |
— |
35 |
0,13 |
0,18 |
|
15 |
60 |
0,20 |
0,30 |
|||
|
16 |
Сборочные планки |
5 |
100 |
0,30 |
0,49 |
|
|
17 |
200 |
0,54 |
0,90 |
|||
|
18 |
300 |
0,75 |
1,25 |
|||
|
19 |
10 |
100 |
0,44 |
0,49 |
||
|
20 |
200 |
0,80 |
0,90 |
|||
|
21 |
300 |
1,20 |
1,25 |
|||
|
22 |
Скобы |
5 |
100 |
0,39 |
0,70 |
|
|
23 |
150 |
0,55 |
1,0 |
|||
|
24 |
10 |
100 |
0,56 |
0,70 |
||
|
25 |
150 |
0,80 |
1,0 |
|||
|
26 |
Стяжки |
— |
— |
0,35 |
0,46 |
Примечание. При зачистке мест прихваток пневматическим зубилом время по карте применять с коэффициентом K = 0,7.
|
КЛЕЙМЕНИЕ ДЕТАЛЕЙ, УЗЛОВ |
Слесарные работы |
|
Карта 41 |
Содержание работы
1. Взять клейма и молоток
2. Клеймить деталь, узел
3. Сменить клейма
4. Повторить приемы 2 и 3 в зависимости от количества знаков
5. Отложить клейма и молоток
|
N позиции |
Метод клеймения |
Вид поверхности |
Высота знака |
Количество знаков на детали, узле |
На каждый последующий знак добавлять |
||||||||||
|
4 |
5 |
6 |
8 |
10 |
12 |
14 |
17 |
20 |
23 |
26 |
|||||
|
Время, T, мин |
|||||||||||||||
|
1 |
Ударным клеймом без подбора |
плоская |
До 6 |
0,270 |
0,332 |
0,373 |
0,470 |
0,562 |
0,650 |
0,735 |
0,859 |
0,978 |
1,09 |
1,21 |
0,04 |
|
2 |
Свыше 6 |
0,332 |
0,397 |
0,459 |
0,578 |
0,691 |
0,60 |
0,905 |
1,06 |
1,20 |
1,35 |
1,48 |
0,06 |
||
|
3 |
цилиндрическая |
До 6 |
0,290 |
0,347 |
0,402 |
0,506 |
0,605 |
0,70 |
0,792 |
0,925 |
1,05 |
1,18 |
1,30 |
0,06 |
|
|
4 |
Свыше 6 |
0,394 |
0,472 |
0,546 |
0,687 |
0,821 |
0,95 |
1,07 |
1,26 |
1,43 |
1,60 |
1,76 |
0,07 |
||
|
5 |
Ударным клеймом с подбором |
плоская |
До 6 |
0,316 |
0,377 |
0,437 |
0,549 |
0,657 |
0,760 |
0,86 |
1,0 |
1,14 |
1,28 |
1,41 |
0,06 |
|
6 |
Свыше 6 |
0,457 |
0,546 |
0,632 |
0,795 |
0,95 |
1,10 |
1,24 |
1,45 |
1,66 |
1,85 |
2,04 |
0,08 |
||
|
7 |
цилиндрическая |
До 6 |
0,374 |
0,447 |
0,517 |
0,65 |
0,778 |
0,90 |
1,02 |
1,19 |
1,35 |
1,51 |
1,67 |
0,07 |
|
|
8 |
Свыше 6 |
0,478 |
0,571 |
0,661 |
0,831 |
0,994 |
1,15 |
1,30 |
1,52 |
1,73 |
1,94 |
2,13 |
0,095 |
||
|
9 |
Краской по трафарету |
плоская |
До 6 |
0,157 |
0,18 |
0,204 |
0,246 |
0,284 |
0,32 |
0,354 |
0,401 |
0,446 |
0,488 |
0,529 |
0,02 |
|
10 |
цилиндрическая |
Свыше 6 |
0,176 |
0,204 |
0,229 |
0,277 |
0,320 |
0,36 |
0,398 |
0,451 |
0,502 |
0,549 |
0,595 |
0,02 |
|
|
11 |
Краской без трафарета |
плоская |
До 6 |
0,284 |
0,328 |
0,37 |
0,446 |
0,515 |
0,58 |
0,641 |
0,727 |
0,808 |
0,885 |
0,959 |
0,04 |
|
12 |
цилиндрическая |
Свыше 6 |
0,323 |
0,374 |
0,421 |
0,507 |
0,586 |
0,66 |
0,729 |
0,827 |
0,92 |
1,0 |
1,09 |
0,04 |
Примечание. При клеймении наборным клеймом время на группу знаков брать 0,2 мин.
|
ПЕРЕМЕЩЕНИЕ ДЕТАЛЕЙ, УЗЛОВ ПОДЪЕМНЫМ КРАНОМ С ЗАСТРОПКОЙ И ОТСТРОПКОЙ ДЕТАЛИ, УЗЛА |
Перемещение изделий |
|
Карта 42 |
Содержание работы
1. Застропить деталь, узел
2. Переместить к месту сборки
3. Отстропить деталь, узел
|
N позиции |
Способ застройки |
Количество стропов |
Расстояние перемещения груза, м |
||||
|
5 |
10 |
15 |
Добавлять на каждые последующие 5 м |
||||
|
Время, T, мин |
|||||||
|
1 |
|
Крюками |
1 |
0,80 |
0,95 |
1,1 |
0,15 |
|
2 |
2 |
0,9 |
1,05 |
1,2 |
0,22 |
||
|
3 |
3 |
1,0 |
1,2 |
1,4 |
0,27 |
||
|
4 |
4 |
1,1 |
1,35 |
1,65 |
0,32 |
||
|
5 |
|
Тросом |
1 |
1,6 |
1,8 |
2,0 |
0,15 |
|
6 |
2 |
2,40 |
2,7 |
3,0 |
0,25 |
||
|
7 |
|
Цепью |
1 |
1,4 |
1,6 |
1,8 |
0,25 |
|
8 |
2 |
2,0 |
2,3 |
2,6 |
0,30 |
||
|
9 |
|
Струбциной с болтами |
1 |
1,2 |
1,3 |
1,45 |
0,25 |
|
10 |
2 |
1,5 |
1,6 |
1,8 |
0,35 |
||
|
11 |
|
Крюком за рым-болт |
1 |
0,80 |
0,95 |
1,1 |
0,18 |

Примечания.
1. Нормативы времени рассчитаны на скорость перемещения крана 50 м/мин, с просветом для застропки тросом. При измененных условиях работы время по карте применять с коэффициентом при скорости 30 м/мин K = 1,3.
2. При отсутствии просвета для застропки тросом ко времени по карте на каждый трос добавлять 0,5 мин.
|
ПЕРЕМЕЩЕНИЕ ДЕТАЛЕЙ, УЗЛОВ ПРИ ПОМОЩИ ГРУЗОПОДЪЕМНЫХ МЕХАНИЗМОВ |
Перемещение изделий |
|||||
|
Карта 43, лист 1 |
||||||
|
N позиции |
Грузоподъемные механизмы |
Грузоподъемность, кг |
Скорость, м/мин |
Время на 1 м/мин |
||
|
Подъем |
Передвижение |
Подъем |
Передвижение |
|||
|
1 |
Тали электрические, тельферы, кран-балки с тельфером, пневмоподъемники |
125 |
12 — 14 |
Вручную |
0,083 — 0,078 |
— |
|
2 |
250 |
8 |
0,13 |
— |
||
|
3 |
9 |
0,111 |
— |
|||
|
4 |
18 — 20 |
0,056 — 0,05 |
— |
|||
|
5 |
500 |
3 |
0,332 |
— |
||
|
6 |
8 |
18,5 |
0,33 |
0,54 |
||
|
7 |
3 |
0,533 |
||||
|
8 |
8,5 |
Вручную |
0,118 |
— |
||
|
9 |
12 — 16 |
27,5 — 31 |
0,083 — 0,063 |
0,036 — 0,032 |
||
|
10 |
750 |
8 |
30 |
0,125 |
0,033 |
|
|
11 |
1000 |
6 |
20 |
0,167 |
0,05 |
|
|
12 |
7,5 |
30 |
0,134 |
0,033 |
||
|
13 |
8 |
Вручную |
0,125 |
— |
||
|
14 |
20 |
0,05 |
||||
|
15 |
30 |
0,033 |
||||
|
16 |
32 |
0,031 |
||||
|
17 |
34 |
0,029 |
||||
|
18 |
1500 |
8 |
Вручную |
0,125 |
— |
|
|
19 |
2000 |
7,5 |
30 |
0,134 |
0,033 |
|
|
20 |
8 |
20 |
0,125 |
0,05 |
||
|
21 |
28 |
0,036 |
||||
|
22 |
30 |
0,033 |
||||
|
23 |
3000 |
8 |
20 |
0,05 |
||
|
24 |
30 |
0,033 |
|
ПЕРЕМЕЩЕНИЕ ДЕТАЛЕЙ, УЗЛОВ ПРИ ПОМОЩИ ГРУЗОПОДЪЕМНЫХ МЕХАНИЗМОВ |
Перемещение изделий |
|||||||
|
Карта 43, лист 2 |
||||||||
|
N позиции |
Грузоподъемные механизмы |
Грузоподъемность, кг |
Скорость, м/мин |
Время на 1 м/мин |
||||
|
Подъем |
Передвижение |
Подъем |
Передвижение |
|||||
|
поперечное (тележки) |
продольное (краны) |
поперечное (тележки) |
продольное (краны) |
|||||
|
25 |
Мостовые краны |
3000 |
3,2 |
26,5 |
45 |
0,31 |
0,038 |
0,022 |
|
26 |
5 |
9,5 |
48 |
0,20 |
0,105 |
0,021 |
||
|
27 |
9 |
32 |
50 |
0,111 |
0,031 |
0,02 |
||
|
28 |
11 |
40 |
88,5 |
0,091 |
0,025 |
0,011 |
||
|
29 |
5000 |
10,7 |
38 |
108 |
0,093 |
0,026 |
0,009 |
|
|
30 |
38,1 |
48 |
0,025 |
0,021 |
||||
|
31 |
39,2 |
89 |
0,011 |
|||||
|
32 |
40 |
80 |
0,013 |
|||||
|
33 |
11 |
40 |
88 |
0,091 |
0,011 |
|||
|
34 |
95 |
|||||||
|
35 |
11,8 |
38 |
65 |
0,085 |
0,226 |
0,015 |
||
|
36 |
11,9 |
38,6 |
81 |
0,084 |
0,012 |
|||
|
37 |
12 |
29 |
48 |
0,083 |
0,035 |
0,021 |
||
|
38 |
60 |
100 |
0,017 |
0,01 |
||||
|
39 |
20 |
38 |
30 |
0,056 |
0,026 |
0,033 |
||
|
40 |
22 |
40 |
108 |
0,045 |
0,025 |
0,009 |
||
|
41 |
23 |
41 |
108 |
0,043 |
0,024 |
0,08 |
||
|
42 |
24 |
126 |
0,042 |
|||||
|
43 |
38 |
55 |
100 |
0,026 |
0,018 |
0,01 |
||
|
44 |
38,6 |
38,1 |
0,026 |
|||||
|
45 |
44 |
47,5 |
0,023 |
0,021 |
||||
|
46 |
10000 |
7,7 |
40,7 |
8,5 |
0,13 |
0,025 |
0,012 |
|
|
47 |
71,4 |
40,7 |
0,011 |
0,025 |
||||
|
48 |
9,1 |
42,3 |
48 |
0,11 |
0,024 |
0,021 |
||
|
49 |
10 |
40 |
100 |
0,10 |
0,025 |
0,01 |
||
|
50 |
10,8 |
46 |
102,6 |
0,093 |
0,022 |
|||
|
51 |
12,6 |
42,5 |
100 |
0,079 |
0,023 |
|||
|
52 |
14,1 |
47,5 |
0,071 |
0,021 |
Примечание. В нормативной карте не учтено время на «включение» и «выключение» подъемника. При применении этого приема ко времени по карте добавлять 0,015 мин.
|
КАНТОВКА ДЕТАЛЕЙ, УЗЛОВ |
Установочные работы |
|
Карта 44, лист 1 |
Содержание работы
1. Вручную:
взять деталь, узел;
повернуть в горизонтальной или вертикальной плоскости.
2. Подъемным краном:
застропить деталь, узел;
повернуть в горизонтальной или в вертикальной плоскости;
отстропить деталь, узел.
1. Вручную
|
N позиции |
Характер работы |
Угол поворота, |
Масса детали, узла, Q, кг, до: |
|||||
|
1 |
3 |
5 |
8 |
12 |
15 |
|||
|
Время, T, мин |
||||||||
|
1 |
Поворачивание детали, узла в горизонтальной плоскости |
90 |
0,07 |
0,085 |
0,095 |
0,105 |
0,115 |
0,12 |
|
2 |
180 |
0,086 |
0,11 |
0,123 |
0,136 |
0,149 |
0,156 |
|
|
3 |
Поворачивание детали, узла в вертикальной плоскости |
90 |
0,095 |
0,121 |
0,136 |
0,150 |
0,164 |
0,173 |
|
4 |
180 |
0,123 |
0,157 |
0,175 |
0,194 |
0,212 |
0,223 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
2. Подъемным краном
|
N позиции |
Характер работы |
Угол поворота, |
Масса детали, узла, Q, кг, до: |
||||||||
|
100 |
250 |
500 |
1000 |
2000 |
3000 |
5000 |
10000 |
15000 |
|||
|
Время, T, мин |
|||||||||||
|
5 |
Поворачивание детали, узла в горизонтальной плоскости |
90 |
1,26 |
1,42 |
1,55 |
1,7 |
1,86 |
1,96 |
2,10 |
2,29 |
2,42 |
|
6 |
180 |
1,63 |
1,83 |
2,01 |
2,2 |
2,4 |
2,53 |
2,71 |
2,96 |
3,12 |
|
|
Индекс |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
|
КАНТОВКА ДЕТАЛЕЙ, УЗЛОВ |
Установочные работы |
||||||||||
|
Карта 44, лист 2 |
|||||||||||
|
N позиции |
Характер работы |
Угол поворота, |
Масса детали, узла, Q, кг, до: |
||||||||
|
100 |
250 |
500 |
1000 |
2000 |
3000 |
5000 |
10000 |
15000 |
|||
|
Время, T, мин |
|||||||||||
|
7 |
Поворачивание детали, узла в вертикальной плоскости |
90 |
1,40 |
1,58 |
1,73 |
1,89 |
2,07 |
2,18 |
2,33 |
2,56 |
2,69 |
|
8 |
180 |
1,81 |
2,04 |
2,24 |
2,45 |
2,68 |
2,82 |
3,02 |
3,3 |
3,48 |
|
|
9 |
Поворот детали, узла в роликовых опорах |
90 |
0,98 |
1,15 |
1,29 |
1,45 |
1,63 |
1,75 |
1,91 |
2,15 |
2,30 |
|
10 |
180 |
1,27 |
1,48 |
1,67 |
1,87 |
2,11 |
2,26 |
2,46 |
2,77 |
2,97 |
|
|
Индекс |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
Примечание. Нормативы времени рассчитаны на кантовку плоских деталей. При измененных условиях работы время по карте применять с коэффициентами:
|
При кантовке объемных деталей |
При кантовке деталей, узлов в сборочном приспособлении |
|
Коэффициент K |
|
|
0,9 |
1,1 |
|
РАБОТА С ИНСТРУМЕНТОМ |
Вспомогательные работы |
|
Карта 45 |
Содержание работы
1. Ручной, инструмент:
взять инструмент (молоток, ключ, отвертку и т.д.);
отложить инструмент
2. Съемный инструмент
снять электро- или пневмоинструмент с подвески и поднести к рабочему месту;
включить инструмент;
выключить инструмент;
отнести и подвесить инструмент
3. Подвесной инструмент:
подвести электро- или пневмоинструмент к рабочему месту;
включить инструмент;
выключить инструмент, отвести и выпустить из рук
|
N позиции |
Инструмент |
Наименование приема |
Расстояние, м, до: |
|||||||
|
0,2 |
0,3 |
0,5 |
0,7 |
1,0 |
1,5 |
2,0 |
На каждый метр свыше 2 |
|||
|
Время, T, мин |
||||||||||
|
1 |
Ручной (молоток, ключ и др.) |
Взять |
0,019 |
0,025 |
0,034 |
0,042 |
0,053 |
0,068 |
0,081 |
0,019 |
|
2 |
Отложить |
0,019 |
0,027 |
0,033 |
0,041 |
0,053 |
0,063 |
|||
|
3 |
Съемный (электро- или пневмоинструмент) |
Снять |
— |
— |
0,059 |
0,069 |
0,080 |
0,095 |
0,11 |
0,024 |
|
4 |
Подвесить |
— |
— |
0,040 |
0,046 |
0,054 |
0,064 |
0,073 |
||
|
5 |
Подвесной (электро- или пневмоинструмент) |
Подтянуть и включить |
0,032 |
0,037 |
0,046 |
0,053 |
0,062 |
0,074 |
0,083 |
0,017 |
|
6 |
Выключить и выпустить из рук |
0,023 |
0,027 |
0,034 |
0,038 |
0,045 |
0,053 |
0,060 |
0,011 |
Приложения
|
МАССА ЛИСТОВОЙ СТАЛИ |
Приложение 1, лист 1 |
||||||||||||
|
Толщина листа, мм |
Площадь листа, м2 |
||||||||||||
|
0,1 |
0,25 |
0,5 |
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
|
|
Масса листа, кг |
|||||||||||||
|
0,5 |
0,39 |
0,98 |
1,96 |
3,92 |
7,85 |
11,8 |
15,7 |
19,6 |
23,6 |
27,4 |
31,4 |
35,3 |
39,2 |
|
1,0 |
0,78 |
1,96 |
3,92 |
7,85 |
15,7 |
23,6 |
31,4 |
39,2 |
47,1 |
53,0 |
62,8 |
70,6 |
78,5 |
|
1,5 |
1,18 |
2,94 |
5,88 |
11,8 |
23,5 |
35,4 |
47,1 |
58,8 |
70,7 |
82,4 |
94,2 |
106 |
118 |
|
2,0 |
1,57 |
3,92 |
7,85 |
15,7 |
31,4 |
47,2 |
62,8 |
78,5 |
94,2 |
110 |
126 |
141 |
157 |
|
2,5 |
1,96 |
4,90 |
9,80 |
19,6 |
29,2 |
59,0 |
78,5 |
98,0 |
118 |
137 |
157 |
176 |
196 |
|
3,0 |
2,36 |
5,88 |
11,8 |
23,6 |
47,1 |
70,8 |
94 |
116 |
141 |
165 |
188 |
212 |
235 |
|
4,0 |
3,14 |
7,84 |
15,7 |
31,4 |
62,8 |
94,2 |
126 |
157 |
188 |
220 |
251 |
283 |
314 |
|
5,0 |
3,93 |
9,80 |
19,6 |
39,2 |
78,5 |
118 |
157 |
196 |
235 |
276 |
314 |
353 |
392 |
|
6,0 |
4,72 |
11,8 |
23,5 |
47,1 |
94,2 |
141 |
188 |
235 |
282 |
330 |
377 |
424 |
471 |
|
7,0 |
5,5 |
13,7 |
27,5 |
54,9 |
110 |
165 |
220 |
275 |
330 |
385 |
440 |
494 |
549 |
|
8,0 |
6,28 |
15,7 |
31,4 |
62,8 |
126 |
189 |
251 |
314 |
377 |
440 |
502 |
565 |
628 |
|
9,0 |
7,07 |
17,6 |
35,8 |
70,6 |
141 |
212 |
283 |
353 |
424 |
495 |
565 |
636 |
706 |
|
10 |
7,85 |
19,6 |
39,2 |
78,5 |
157 |
235 |
314 |
392 |
471 |
550 |
628 |
706 |
785 |
|
11 |
8,63 |
21,6 |
43,2 |
86,4 |
173 |
269 |
345 |
432 |
518 |
604 |
691 |
777 |
863 |
|
12 |
9,45 |
23,5 |
47,1 |
94,2 |
188 |
283 |
377 |
471 |
565 |
659 |
754 |
850 |
942 |
|
13 |
10,2 |
25,5 |
51,0 |
102 |
204 |
306 |
408 |
510 |
612 |
717 |
816 |
920 |
1020 |
|
14 |
11,0 |
27,4 |
55,0 |
110 |
220 |
330 |
440 |
549 |
639 |
763 |
870 |
990 |
1099 |
|
15 |
11,8 |
29,4 |
59,0 |
118 |
236 |
353 |
471 |
589 |
706 |
824 |
912 |
1050 |
1177 |
|
16 |
12,6 |
31,4 |
63,0 |
125 |
252 |
377 |
304 |
628 |
755 |
880 |
1050 |
1130 |
1255 |
|
18 |
14,1 |
35,3 |
70,5 |
142 |
282 |
424 |
565 |
705 |
846 |
990 |
1130 |
1270 |
1420 |
|
20 |
15,7 |
39,2 |
78,5 |
157 |
314 |
471 |
628 |
785 |
942 |
1092 |
1256 |
1413 |
1510 |
|
22 |
17,3 |
43,1 |
86,5 |
172 |
346 |
518 |
690 |
864 |
1010 |
1220 |
1380 |
1550 |
1725 |
|
24 |
18,9 |
47,1 |
94,0 |
188 |
376 |
564 |
752 |
940 |
1160 |
1320 |
1505 |
1690 |
1880 |
|
26 |
20,4 |
50,9 |
102 |
204 |
408 |
612 |
815 |
1040 |
1220 |
1430 |
1660 |
1840 |
2040 |
|
28 |
22,0 |
55,9 |
110 |
220 |
440 |
660 |
880 |
1100 |
1320 |
1540 |
1760 |
1980 |
2200 |
|
30 |
23,6 |
58,8 |
117 |
236 |
471 |
706 |
942 |
1177 |
1413 |
1648 |
1864 |
2113 |
2355 |
|
32 |
25,2 |
62,7 |
125 |
251 |
502 |
754 |
1004 |
1255 |
1507 |
1760 |
2010 |
2260 |
2510 |
|
34 |
26,7 |
66,6 |
134 |
267 |
534 |
800 |
1068 |
1335 |
1601 |
1870 |
2140 |
2400 |
2670 |
|
36 |
28,3 |
70,6 |
142 |
283 |
506 |
850 |
1130 |
1410 |
1696 |
1980 |
2260 |
2570 |
2830 |
|
38 |
29,8 |
74,5 |
149 |
298 |
596 |
894 |
1192 |
1490 |
1790 |
2090 |
2380 |
2680 |
2980 |
|
40 |
31,4 |
78,4 |
157 |
314 |
698 |
949 |
1255 |
1570 |
1884 |
2200 |
2512 |
2826 |
3140 |
|
45 |
35,3 |
88,2 |
177 |
353 |
706 |
1060 |
1412 |
1766 |
2119 |
2471 |
2826 |
3179 |
3432 |
|
50 |
39,3 |
98,0 |
196 |
393 |
785 |
1117 |
1572 |
1965 |
2355 |
2750 |
3140 |
3532 |
3925 |
|
56 |
44,0 |
108 |
210 |
440 |
879 |
1258 |
1757 |
2197 |
2688 |
3060 |
3517 |
3961 |
4396 |
|
60 |
47,2 |
118 |
284 |
472 |
942 |
1412 |
1883 |
2354 |
2826 |
3300 |
3768 |
4238 |
4710 |
|
70 |
55,0 |
137 |
278 |
550 |
1099 |
1648 |
2197 |
2746 |
3297 |
3850 |
4396 |
4954 |
5495 |
|
80 |
62,8 |
157 |
314 |
628 |
1256 |
1834 |
2511 |
3138 |
3760 |
4400 |
5024 |
5650 |
6280 |
|
МАССА 1 ПОГ. М ПОЛОСОВОЙ СТАЛИ |
Приложение 2, лист 1 |
|||||||||||||||||
|
Ширина, мм |
Толщина, мм |
|||||||||||||||||
|
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
25 |
30 |
35 |
40 |
50 |
60 |
|
|
Теоретическая масса 1 пог. м, кг |
||||||||||||||||||
|
12 |
0,34 |
0,47 |
0,57 |
0,66 |
0,75 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
14 |
0,44 |
0,55 |
0,66 |
0,77 |
0,88 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
16 |
0,50 |
0,63 |
0,75 |
0,88 |
1,00 |
1,30 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
18 |
0,57 |
0,71 |
0,85 |
1,00 |
1,10 |
1,40 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
20 |
0,63 |
0,80 |
0,94 |
1,10 |
1,30 |
1,60 |
1,90 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
22 |
0,70 |
0,86 |
1,0 |
1,2 |
1,4 |
1,7 |
2,1 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
25 |
0,80 |
0,98 |
1,2 |
1,4 |
1,6 |
2,0 |
2,4 |
2,7 |
3,1 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
30 |
0,94 |
1,20 |
1,4 |
1,6 |
1,9 |
2,4 |
2,8 |
3,8 |
4,2 |
4,7 |
— |
— |
— |
— |
— |
— |
— |
— |
|
36 |
1,13 |
1,41 |
1,7 |
1,87 |
2,26 |
2,82 |
3,4 |
3,95 |
4,52 |
5,1 |
5,65 |
— |
— |
— |
— |
— |
— |
— |
|
40 |
1,3 |
1,6 |
1,9 |
2,2 |
2,5 |
3,1 |
3,8 |
4,4 |
5,0 |
5,6 |
6,3 |
6,9 |
7,8 |
— |
— |
— |
— |
— |
|
45 |
1,4 |
1,8 |
2,1 |
2,5 |
2,8 |
3,5 |
4,2 |
4,9 |
5,6 |
6,4 |
7,1 |
7,8 |
8,8 |
10,6 |
12,4 |
— |
— |
— |
|
50 |
1,6 |
2,0 |
2,4 |
2,7 |
3,1 |
4,0 |
4,7 |
5,5 |
6,3 |
7,1 |
7,8 |
8,6 |
9,8 |
11,8 |
13,7 |
— |
— |
— |
|
56 |
1,76 |
2,2 |
2,64 |
3,08 |
3,62 |
4,4 |
5,27 |
6,15 |
7,03 |
7,5 |
8,8 |
9,67 |
10,1 |
13,2 |
15,1 |
— |
— |
— |
|
60 |
1,9 |
2,4 |
2,8 |
3,3 |
3,8 |
4,7 |
5,6 |
6,6 |
7,5 |
8,5 |
9,4 |
10,0 |
11,8 |
14,1 |
17,3 |
18,8 |
— |
— |
|
63 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
8,9 |
9,7 |
10,9 |
12,4 |
14,3 |
17,8 |
19,8 |
— |
— |
|
70 |
2,2 |
2,75 |
3,3 |
3,85 |
4,4 |
5,5 |
6,6 |
7,7 |
8,8 |
9,8 |
11,0 |
12,1 |
13,7 |
16,5 |
19,2 |
22,0 |
— |
— |
|
75 |
2,4 |
2,9 |
3,5 |
4,1 |
4,7 |
5,9 |
7,1 |
8,2 |
9,4 |
10,6 |
11,8 |
12,9 |
14,7 |
17,6 |
20,6 |
23,5 |
— |
— |
|
80 |
2,5 |
3,1 |
3,8 |
4,4 |
5,0 |
6,3 |
7,5 |
8,8 |
10,0 |
11,3 |
12,6 |
13,8 |
15,7 |
18,8 |
22,0 |
25,1 |
31,4 |
— |
|
90 |
2,8 |
3,5 |
4,2 |
5,0 |
5,6 |
7,1 |
8,5 |
9,9 |
11,3 |
12,7 |
14,1 |
15,5 |
17,7 |
21,2 |
24,7 |
28,3 |
35,3 |
42,4 |
|
100 |
3,1 |
3,9 |
4,7 |
5,5 |
6,3 |
7,8 |
9,4 |
11,0 |
12,6 |
14,1 |
15,7 |
17,2 |
19,6 |
23,5 |
27,5 |
31,4 |
39,2 |
47,1 |
|
110 |
3,4 |
4,3 |
5,2 |
6,0 |
6,9 |
8,6 |
10,4 |
12,0 |
13,8 |
15,5 |
17,3 |
19,0 |
21,6 |
25,9 |
30,2 |
34,5 |
43,2 |
51,3 |
|
120 |
3,8 |
4,7 |
5,6 |
6,6 |
7,5 |
9,4 |
11,3 |
13,2 |
15,1 |
17,0 |
18,7 |
20,7 |
23,3 |
28,3 |
33,0 |
37,7 |
47,1 |
56,6 |
|
130 |
4,1 |
5,1 |
6,1 |
7,1 |
8,2 |
10,2 |
12,2 |
14,3 |
16,3 |
18,4 |
20,4 |
22,4 |
25,5 |
30,6 |
35,7 |
40,8 |
51,0 |
61,2 |
|
140 |
4,4 |
5,5 |
6,6 |
7,7 |
8,8 |
11,0 |
13,2 |
15,4 |
17,6 |
19,8 |
21,6 |
24,2 |
27,5 |
33,0 |
38,5 |
44,0 |
62,8 |
66,0 |
|
150 |
4,7 |
5,9 |
7,1 |
8,2 |
9,4 |
11,8 |
14,1 |
16,5 |
18,8 |
21,2 |
23,5 |
25,9 |
29,4 |
35,3 |
41,2 |
47,1 |
65,0 |
70,6 |
|
160 |
5,0 |
6,3 |
7,5 |
8,8 |
10,0 |
12,6 |
15,1 |
17,6 |
21,1 |
22,6 |
25,1 |
27,6 |
31,6 |
37,7 |
44,0 |
50,2 |
68,9 |
75,4 |
|
180 |
5,6 |
7,1 |
8,5 |
9,9 |
11,3 |
14,1 |
17,0 |
19,8 |
22,6 |
25,4 |
28,3 |
31,1 |
35,5 |
42,4 |
49,5 |
56,5 |
70,5 |
84,8 |
|
200 |
6,3 |
7,8 |
9,4 |
11,0 |
12,6 |
15,7 |
19,8 |
22,0 |
25,1 |
28,3 |
31,4 |
34,5 |
39,2 |
47,1 |
55,0 |
62,8 |
78,5 |
94,5 |
|
МАССА 1 ПОГ. М КРУГЛОЙ И КВАДРАТНОЙ СТАЛИ |
Приложение 3 |
||||||||||
|
Сталь круглая |
Сталь квадратная |
||||||||||
|
с прямыми углами |
с закругленными углами |
||||||||||
|
Диаметр, мм |
Теоретическая масса 1 пог. м, кг |
Диаметр, мм |
Теоретическая масса 1 пог. м, кг |
Диаметр, мм |
Теоретическая масса 1 пог. м, кг |
Сторона квадрата, мм |
Теоретическая масса 1 пог. м, кг |
Сторона масса 1 пог. м |
Теоретическая масса 1 пог. м, кг |
Сторона квадрата, мм |
Теоретическая масса 1 пог. м, кг |
|
6 |
0,22 |
30 |
5,55 |
110 |
74,6 |
6 |
0,28 |
65 |
33,2 |
50 |
19,2 |
|
7 |
0,30 |
31 |
5,92 |
115 |
81,5 |
7 |
0,39 |
70 |
38,5 |
56 |
24,0 |
|
8 |
0,40 |
32 |
6,31 |
120 |
88,8 |
8 |
0,50 |
75 |
44,2 |
60 |
27,7 |
|
9 |
0,50 |
33 |
6,71 |
125 |
96,3 |
9 |
0,64 |
80 |
50,2 |
65 |
32,5 |
|
10 |
0,62 |
34 |
7,13 |
130 |
104,2 |
10 |
0,79 |
85 |
56,7 |
70 |
37,7 |
|
11 |
0,75 |
35 |
7,55 |
135 |
112,4 |
11 |
0,95 |
90 |
63,6 |
75 |
43,3 |
|
12 |
0,89 |
38 |
8,90 |
140 |
120,8 |
12 |
1,13 |
95 |
70,8 |
80 |
49,3 |
|
13 |
1,13 |
40 |
9,86 |
145 |
129,5 |
14 |
1,50 |
100 |
78,5 |
85 |
55,6 |
|
14 |
1,21 |
42 |
10,87 |
150 |
138,7 |
15 |
1,80 |
— |
— |
90 |
62,4 |
|
15 |
1,39 |
45 |
12,48 |
155 |
147,9 |
16 |
2,00 |
— |
— |
95 |
69,5 |
|
16 |
1,58 |
48 |
14,20 |
160 |
157,8 |
18 |
2,5 |
— |
— |
100 |
77 |
|
17 |
1,78 |
50 |
15,41 |
165 |
167,9 |
20 |
3,1 |
— |
— |
105 |
84,9 |
|
18 |
2,00 |
52 |
16,7 |
170 |
178,1 |
22 |
3,8 |
— |
— |
110 |
93,1 |
|
19 |
2,23 |
55 |
18,7 |
175 |
188,8 |
25 |
4,9 |
— |
— |
115 |
102 |
|
20 |
2,47 |
60 |
22,2 |
180 |
200,6 |
28 |
6,1 |
— |
— |
120 |
111 |
|
21 |
2,68 |
65 |
26,0 |
190 |
223,0 |
30 |
7,1 |
— |
— |
125 |
120 |
|
22 |
2,98 |
70 |
30,2 |
200 |
247,0 |
32 |
8,0 |
— |
— |
130 |
130 |
|
23 |
3,26 |
75 |
34,7 |
— |
— |
34 |
9,1 |
— |
— |
140 |
150 |
|
24 |
3,55 |
80 |
39,5 |
— |
— |
38 |
11,3 |
— |
— |
150 |
173 |
|
25 |
3,85 |
85 |
44,5 |
— |
— |
40 |
12,6 |
— |
— |
160 |
197 |
|
26 |
4,17 |
90 |
49,9 |
— |
— |
45 |
15,9 |
— |
— |
170 |
222 |
|
27 |
4,60 |
95 |
55,6 |
— |
— |
50 |
19,6 |
— |
— |
180 |
250 |
|
28 |
4,83 |
100 |
61,67 |
— |
— |
56 |
24,6 |
— |
— |
190 |
278 |
|
29 |
5,19 |
105 |
68,0 |
— |
— |
60 |
28,3 |
— |
— |
200 |
308 |
|
МАССА 1 ПОГ. М УГЛОВОЙ ШВЕЛЛЕРНОЙ, ДВУТАВРОВОЙ СТАЛИ |
Приложение 4, лист 1 |
||||||||||||||
|
Сталь угловая |
Швеллеры |
Балки двутавровые |
|||||||||||||
|
равнобокая |
неравнобокая |
||||||||||||||
|
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Масса 1 пог. м, кг |
N профиля |
Масса 1 пог. м, кг |
|
2 |
3 4 |
0,89 1,15 |
8 |
5,5 6 7 8 |
6,78 7,36 8,51 9,65 |
2,5/1,6 |
3 |
0,91 |
6/4 |
8 |
5,8 |
5 |
4,34 |
10 12 |
9,46 11,5 |
|
2,5 |
3 4 |
1,12 1,46 |
|||||||||||||
|
3,2/2 |
3 |
1,17 |
|||||||||||||
|
2,8 |
3 |
1,27 |
9 |
6 7 8 9 — — |
8,33 9,64 10,9 12,2 — — |
6,5 |
5,90 |
14 |
13,3 |
||||||
|
4 |
1,52 |
||||||||||||||
|
7,5/5 |
4,5 |
3,98 |
8 |
7,05 |
16 |
15,9 |
|||||||||
|
3,2 |
3 4 |
1,46 1,91 |
|||||||||||||
|
4/2,5 |
3 |
1,48 |
5 |
4,79 |
|||||||||||
|
6 |
5,69 |
10 |
8,59 |
18 |
18,4 |
||||||||||
|
3,6 |
3 4 |
1,69 2,16 |
4 |
1,94 |
8 |
7,43 |
12 |
10,4 |
18а |
19,9 |
|||||
|
10 |
6,5 7 8 10 12 14 16 |
10,1 10,8 12,2 15,1 17,9 20,6 23,3 |
|||||||||||||
|
4 |
3 4 |
1,85 2,42 |
14 |
12,3 |
20 |
21,0 |
|||||||||
|
4,5/2,8 |
3 |
1,68 |
8,5 |
5 |
4,89 |
14а |
13,3 |
20а |
22,1 |
||||||
|
4,5 |
3 4 5 |
2,08 2,73 3,37 |
|||||||||||||
|
4 |
2,20 |
6 |
5,92 |
16 |
14,2 |
22,0 22а |
24,0 25,8 |
||||||||
|
11 |
7 8 |
11,9 13,5 |
|||||||||||||
|
5 |
3 4 5 |
2,32 3,05 3,77 |
5/3,2 |
3 |
1,90 |
||||||||||
|
9/5,6 |
5,5 |
6,17 |
16а |
15,3 |
24 |
27,3 |
|||||||||
|
12,5 |
8 9 10 12 14 16 |
15,5 17,3 19,1 22,7 26,2 29,6 |
4 |
2,49 |
|||||||||||
|
6 |
6,70 |
||||||||||||||
|
5,6 |
3,5 4 5 |
3,03 3,44 4,25 |
18 |
16,3 |
24а |
29,4 |
|||||||||
|
8 |
8,77 |
||||||||||||||
|
5,6/3,6 |
3,5 |
2,48 |
18а |
17,4 |
27 |
31,5 |
|||||||||
|
6,3 |
4 5 6 |
3,90 4,81 5,72 |
14 |
9 10 12 |
19,4 21,5 25,5 |
10/6,3 |
6 |
7,58 |
20 |
18,4 |
27а 30 |
33,9 36,5 |
|||
|
4 |
2,81 |
||||||||||||||
|
7 |
4,5 5 6 7 8 |
4,87 5,38 6,39 7,39 8,37 |
5 |
3,46 |
7 |
8,70 |
|||||||||
|
16 |
10 11 12 14 16 |
24,7 27,0 29,4 34,0 38,5 |
8 |
9,87 |
|||||||||||
|
10 |
12,1 |
20а |
19,8 |
30а |
39,5 |
||||||||||
|
6,3/4 |
4 |
3,17 |
|||||||||||||
|
5 |
3,91 |
22 |
21 |
33 |
42,2 |
||||||||||
|
7,5 |
5 6 7 8 9 |
5,8 6,89 7,96 9,02 10,1 |
11/7 |
6,5 |
8,98 |
||||||||||
|
18 |
11 |
30,5 |
|||||||||||||
|
6 |
4,63 |
||||||||||||||
|
7 |
9,64 |
22а |
22,5 |
36 |
48,6 |
||||||||||
|
12 |
33,1 |
||||||||||||||
|
8 |
10,9 |
|
МАССА 1 ПОГ. М УГЛОВОЙ ШВЕЛЛЕРНОЙ, ДВУТАВРОВОЙ СТАЛИ |
Приложение 4, лист 2 |
||||||||||||||
|
Сталь угловая |
Швеллеры |
Балки двутавровые |
|||||||||||||
|
равнобокая |
неравнобокая |
||||||||||||||
|
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Масса 1 пог. м, кг |
N профиля |
Масса 1 пог. м, кг |
|
20 |
12 |
37,0 |
25 |
16 |
61,5 |
12,5/8 |
7 |
11,0 |
18/11 |
10 |
22,2 |
24 |
24 |
40 45 |
56,1 65,2 |
|
13 |
39,9 |
18 |
68,9 |
8 |
12,5 |
12 |
26,4 |
||||||||
|
14 |
42,8 |
10 |
15,5 |
25,8 |
50 |
76,8 |
|||||||||
|
16 |
48,7 |
20 |
76,1 |
12 |
18,3 |
20/12,5 |
11 |
27,4 |
|||||||
|
12 |
29,7 |
27 |
27,7 |
55 |
89,8 |
||||||||||
|
22 |
83,3 |
||||||||||||||
|
20 |
60,1 |
||||||||||||||
|
14 |
34,4 |
||||||||||||||
|
25 |
94,0 |
14/9 |
8 |
14,1 |
|||||||||||
|
25 |
74,0 |
||||||||||||||
|
30 |
87,6 |
28 |
104,5 |
10 |
17,5 |
16 |
39,1 |
30 |
31,8 |
60 |
104 |
||||
|
22 |
14 |
47,4 |
33 |
36,5 |
65 |
129 |
|||||||||
|
25/16 |
12 |
37,9 |
|||||||||||||
|
16/10 |
9 |
18,0 |
|||||||||||||
|
16 |
53,8 |
30 |
111,4 |
10 |
19,8 |
16 |
49,9 |
36 |
41,9 |
70 70а |
138 153 |
||||
|
12 |
23,6 |
18 |
55,8 |
||||||||||||
|
14 |
27,3 |
20 |
61,7 |
40 |
48,3 |
70б |
184 |
|
МАССА 1 ПОГ. М ТРУБ |
Приложение 5, лист 1 |
||||||||||||||
|
Наружный диаметр, мм |
Толщина стенки, мм |
||||||||||||||
|
3,5 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
30 |
|
|
Теоретическая масса 1 пог. м трубы, кг |
|||||||||||||||
|
25 |
1,86 |
2,07 |
2,47 |
2,81 |
3,35 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
32 |
2,46 |
2,76 |
3,88 |
3,85 |
4,74 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
38 |
2,98 |
3,35 |
4,07 |
4,74 |
5,92 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
45 |
3,58 |
4,04 |
4,93 |
5,77 |
7,80 |
8,63 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
50 |
4,01 |
4,54 |
5,55 |
6,51 |
8,29 |
9,86 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
57 |
4,60 |
5,20 |
6,40 |
7,60 |
9,70 |
11,6 |
13,3 |
— |
— |
— |
— |
— |
— |
— |
— |
|
60 |
— |
5,5 |
6,8 |
8,0 |
10,3 |
12,3 |
14,2 |
15,9 |
— |
— |
— |
— |
— |
— |
— |
|
63,5 |
— |
5,9 |
7,2 |
8,5 |
11,0 |
13,2 |
15,2 |
17,1 |
— |
— |
— |
— |
— |
— |
— |
|
68 |
— |
6,3 |
7,8 |
9,2 |
11,8 |
14,3 |
16,6 |
18,6 |
20,5 |
— |
— |
— |
— |
— |
— |
|
70 |
— |
6,5 |
8,0 |
9,5 |
12,2 |
14,8 |
17,2 |
19,3 |
21,3 |
— |
— |
— |
— |
— |
— |
|
73 |
6,0 |
6,8 |
8,4 |
9,9 |
12,8 |
15,5 |
18,0 |
20,4 |
22,5 |
24,4 |
— |
— |
— |
— |
— |
|
76 |
6,3 |
7,1 |
8,7 |
10,4 |
13,4 |
16,3 |
18,9 |
21,4 |
23,7 |
25,8 |
— |
— |
— |
— |
— |
|
83 |
6,9 |
7,8 |
9,6 |
11,4 |
14,3 |
18,0 |
21,0 |
23,3 |
26,4 |
28,8 |
— |
— |
— |
— |
— |
|
89 |
7,4 |
8,4 |
10,4 |
12,3 |
16,0 |
19,5 |
22,8 |
25,9 |
28,8 |
31,5 |
34,0 |
36,3 |
38,5 |
— |
— |
|
95 |
— |
9,0 |
11,1 |
13,2 |
17,2 |
21,0 |
24,6 |
28,0 |
31,2 |
34,2 |
37,0 |
39,6 |
42,0 |
— |
— |
|
102 |
— |
9,7 |
12,0 |
14,2 |
18,6 |
22,7 |
26,6 |
30,4 |
33,9 |
37,3 |
40,4 |
43,4 |
46,2 |
— |
— |
|
МАССА 1 ПОГ. М ТРУБ |
Приложение 5, лист 2 |
||||||||||||||
|
Наружный диаметр, мм |
Толщина стенки, мм |
||||||||||||||
|
3,5 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
30 |
|
|
Теоретическая масса 1 пог. м трубы, кг |
|||||||||||||||
|
103 |
— |
10,3 |
12,7 |
15,1 |
19,7 |
20,4 |
24,2 |
32,4 |
36,3 |
40,0 |
43,4 |
46,7 |
49,7 |
52,6 |
— |
|
114 |
— |
10,8 |
13,4 |
16,0 |
20,9 |
25,6 |
30,2 |
34,5 |
38,7 |
42,6 |
46,4 |
49,9 |
53,3 |
56,4 |
— |
|
121 |
— |
11,5 |
14,3 |
17,0 |
22,3 |
27,4 |
32,3 |
36,9 |
41,4 |
45,7 |
49,8 |
53,7 |
57,4 |
60,9 |
— |
|
127 |
— |
12,1 |
15,0 |
17,9 |
23,5 |
28,8 |
34,0 |
39,0 |
43,8 |
48,4 |
52,8 |
57,0 |
61,0 |
64,3 |
71,8 |
|
133 |
— |
12,7 |
15,8 |
18,8 |
24,7 |
30,3 |
35,8 |
41,4 |
46,2 |
51,0 |
55,7 |
60,2 |
64,5 |
68,6 |
76,2 |
|
140 |
— |
— |
16,6 |
19,8 |
26,0 |
32,1 |
37,9 |
43,5 |
48,9 |
54,2 |
59,2 |
60,4 |
68,7 |
73,1 |
81,4 |
|
146 |
— |
— |
17,4 |
20,7 |
27,2 |
33,5 |
39,7 |
45,6 |
53,7 |
56,8 |
62,1 |
67,3 |
72,2 |
76,9 |
85,8 |
|
152 |
— |
— |
18,1 |
21,6 |
28,4 |
35,0 |
41,4 |
47,7 |
56,4 |
59,5 |
65,1 |
70,5 |
75,8 |
80,8 |
90,3 |
|
159 |
— |
— |
19,0 |
22,6 |
29,8 |
36,7 |
43,5 |
50,1 |
57,3 |
62,6 |
68,6 |
74,3 |
79,9 |
85,3 |
95,4 |
|
168 |
— |
— |
20,1 |
24,0 |
31,6 |
39,0 |
46,2 |
53,2 |
60,0 |
66,6 |
73,0 |
79,2 |
85,2 |
91,0 |
102,1 |
|
180 |
— |
— |
— |
25,8 |
33,9 |
41,9 |
49,7 |
68,2 |
64,7 |
71,9 |
78,9 |
85,7 |
92,3 |
98,7 |
110,0 |
|
194 |
— |
— |
23,3 |
27,8 |
36,7 |
45,4 |
53,9 |
67,1 |
70,2 |
78,1 |
85,3 |
93,3 |
100,6 |
107,7 |
121,4 |
|
219 |
— |
— |
— |
31,5 |
41,6 |
51,5 |
61,3 |
70,8 |
80,1 |
89,2 |
98,1 |
106,0 |
115,4 |
123,7 |
139,8 |
|
245 |
— |
— |
— |
— |
46,8 |
57,9 |
68,9 |
79,8 |
90,4 |
100,8 |
111,0 |
131,0 |
130,8 |
140,2 |
159,1 |
|
299 |
— |
— |
— |
— |
57,4 |
71,27 |
84,9 |
98,4 |
111,8 |
124,7 |
137,6 |
150,3 |
162,8 |
175,0 |
199,0 |
|
351 |
— |
— |
— |
— |
67,6 |
84,1 |
100,3 |
116,3 |
132,2 |
147,8 |
163,3 |
170,5 |
193,6 |
208,4 |
297,5 |
II.1 Слесарные работы
|
Профессия |
Таблица |
||||||
|
Наименование |
Тип |
Измеритель |
Учтенный |
Тарифный |
Норма |
||
|
Каркас |
Полувагон |
Вагон |
С |
6,0 3,9 |
0,270 0,365 |
||
|
№ п/п |
Содержание |
Единица |
Оборудование, |
Тарифный |
Учтенный |
Оперативное |
|
|
на |
на |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Выправить |
|||||||
|
1 |
крышку |
Крышка |
Вагоноремонтная |
6 |
1,25 |
4,56 |
5,70 |
|
2 |
То |
« |
Кран |
4 |
1,25 |
7,60 |
9,50 |
|
3 |
обвязку |
Место |
Вагоноремонтная |
6 |
0,45 |
5,06 |
2,28 |
|
4 |
То |
« |
Кран |
4 |
0,45 |
6,00 |
2,70 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
5 |
уширение |
Вагон |
Вагоноремонтная |
6 |
0,11 |
6,12 |
0,67 |
|
6 |
То |
« |
Кран |
5 |
0,11 |
17,91 |
1,97 |
|
7 |
стойку |
Стойка |
Вагоноремонтная |
6 |
0,15 |
6,52 |
0,99 |
|
8 |
То |
« |
Струбцина, |
4 |
0,15 |
10,93 |
1,64 |
|
9 |
рессору |
Рессора |
Вагоноремонтная |
6 |
0,17 |
5,68 |
0,96 |
|
10 |
То |
То |
Кран |
4 |
0,17 |
8,55 |
1,45 |
|
Поджать |
|||||||
|
11 |
стойку |
Стойка |
Вагоноремонтная |
6 |
0,98 |
1,26 |
1,23 |
|
12 |
То |
« |
Струбцина |
3 |
0,98 |
2,70 |
2,65 |
|
13 |
обвязку |
Место |
Вагоноремонтная |
6 |
0,31 |
3,12 |
0,97 |
|
14 |
То |
« |
Струбцина |
3 |
0,31 |
2,70 |
0,84 |
|
15 |
Передвинуть |
Вагон |
Вагоноремонтная |
— |
1,00 |
1,88 |
1,88 |
|
Итого |
14,68 |
||||||
|
без «Донбасс» |
20,75 |
|
Категория |
Норматив, |
Расчет |
||
|
с |
без |
с |
без |
|
|
Топ |
— |
— |
14,68 |
20,75 |
|
Тпз |
1,88 |
3,08 |
0,27 |
0,64 |
|
Тоб |
6,75 |
0,90 |
0,99 |
0,19 |
|
Тпр |
1,80 |
1,50 |
0,26 |
0,31 |
|
Т |
— |
— |
16,20 |
21,89 |
|
Профессия |
Таблица |
|||||||
|
Наименование |
Тип |
Измеритель |
Тарифный |
Норма |
||||
|
на |
в |
на |
в |
|||||
|
нормальными |
тяжелыми |
нормальными |
тяжелыми |
|||||
|
Детали |
Полувагон |
Вагон |
3,8 |
3,9 |
3,0 |
0,650 |
0,470 |
0,180 |
|
№ п/п |
Содержание |
Единица |
Тарифный |
Инструмент, |
Учтенный |
Оперативное |
|
|
На |
На |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Работы |
|||||||
|
Сменить |
|||||||
|
1 |
балочку |
Балочка |
4 |
Кран |
0,31 |
5,26 |
1,63 |
|
2 |
замок |
Замок |
4 |
Ключ |
0,15 |
6,78 |
1,02 |
|
3 |
валик |
Валик |
3 |
Молоток, |
2,15 |
0,19 |
0,41 |
|
4 |
закидку |
Закидка |
3 |
Ключ |
0,01 |
4,42 |
0,44 |
|
5 |
крышку |
Крышка |
3 |
Кран |
0,20 |
40,20 |
8,04 |
|
6 |
клин |
Клин |
3 |
Молоток, |
0,21 |
3,08 |
0,65 |
|
7 |
подвеску |
Подвеска |
4 |
Кран |
0,12 |
1,29 |
0,15 |
|
8 |
рычаг |
Рычаг |
4 |
Ключ |
0,09 |
4,42 |
0,40 |
|
9 |
сектор |
Сектор |
3 |
Ключ |
0,05 |
7,20 |
0,36 |
|
неставить |
|||||||
|
10 |
валик |
Валик |
3 |
Молоток, |
1,80 |
1,59 |
2,86 |
|
11 |
крышку |
Крышка |
4 |
Кран |
0,10 |
24,58 |
2,46 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
12 |
подвеску |
Подвеска |
4 |
Кран |
0,05 |
1,24 |
0,06 |
|
13 |
сектор |
Сектор |
3 |
Ключ |
0,10 |
3,83 |
0,38 |
|
14 |
валик |
Валик |
3 |
Молоток, |
0,30 |
4,19 |
1,26 |
|
15 |
створку |
Створка |
4 |
Молоток, |
0,20 |
7,22 |
1,44 |
|
Укрепить |
|||||||
|
16 |
кронштейн |
Кронштейн |
2 |
Ключ гаечный |
0,15 |
1,85 |
0,28 |
|
17 |
планку, |
Планка |
3 |
Тоже |
0,39 |
6.24 |
2,43 |
|
18 |
Накладку |
Накладка |
4 |
Молоток |
0,50 |
5,43 |
2,72 |
|
Итого |
26,99 |
||||||
|
Работа |
|||||||
|
Сменить |
|||||||
|
19 |
петлю |
Петля |
3 |
Молоток |
0,08 |
11,46 |
0,92 |
|
20 |
поручень |
Поручень |
3 |
Тоже |
0,10 |
7,64 |
0,76 |
|
21 |
подножку |
Подножка |
3 |
» |
0,09 |
7,64 |
0,69 |
|
22 |
скобу, |
Скоба |
3 |
» |
0,12 |
7,64 |
0,92 |
|
Выправить |
|||||||
|
23 |
закидку |
Закидка |
3 |
Кувалда, |
0,05 |
1.37 |
0,07 |
|
24 |
поручень |
Поручень |
3 |
То |
0,15 |
2,34 |
0,35 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
25 |
подножку |
Подножка |
3 |
« |
0,10 |
5,46 |
0,55 |
|
26 |
палец |
Палец |
3 |
« |
0,05 |
3,75 |
0,19 |
|
27 |
рычаг |
Рычаг |
3 |
Кувалда, |
0,15 |
7,30 |
1,10 |
|
28 |
скобу, |
Скоба |
3 |
То |
0,20 |
3,54 |
0,71 |
|
29 |
стойку |
Стойка |
3 |
То |
0,35 |
10,93 |
3,83 |
|
Итого |
10,09 |
||||||
|
Всего |
37,08 |
||||||
|
Категория |
Норматив, |
Расчет |
|||||
|
на |
в |
||||||
|
нормальными |
тяжелыми |
||||||
|
Топ |
— |
37,08 |
26,99 |
10,09 |
|||
|
Тпз |
3,08 |
1,14 |
0,83 |
0,31 |
|||
|
Тоб |
0,90 |
0,33 |
0,24 |
0,09 |
|||
|
Тпр |
1,50 |
0,55 |
0,40 |
0,15 |
|||
|
Т |
— |
39,10 |
28,46 |
10,64 |
|
Профессия |
Таблица |
|||||||
|
Наименование |
Тип |
Измеритель |
Тарифный |
Норма |
||||
|
на
всю |
в |
на |
в |
|||||
|
нормальными |
тяжелыми |
нормальными |
тяжелыми |
|||||
|
Детали |
Хоппер |
Вагон |
3,9 |
4,0 |
3,0 |
0,431 |
0,339 |
0,092 |
|
№ п/п |
Содержание |
Единица |
Тарифный |
Инструмент, |
Учтенный объем работы |
Оперативное |
|
|
На |
Всего |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Работы |
|||||||
|
Сменить |
|||||||
|
1 |
балочку |
Балочка |
4 |
Кран |
0,05 |
5,26 |
0,26 |
|
2 |
валик |
Валик |
3 |
Молоток, |
0,21 |
4,47 |
0,94 |
|
3 |
замок |
Замок |
4 |
Ключ |
0,09 |
6,78 |
0,61 |
|
4 |
крышка |
Крышка |
4 |
Молоток, |
0,15 |
7,91 |
1,18 |
|
5 |
подвеску |
Подвеска |
4 |
Кран |
0,12 |
1,29 |
0,15 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
6 |
рычаг |
Рычаг |
4 |
Ключ |
0,09 |
4,42 |
0,40 |
|
Поставить |
|||||||
|
7 |
валик |
Валик |
3 |
Молоток |
0,50 |
2,50 |
1,25 |
|
8 |
крышку |
Крышка |
3 |
Молоток, |
0,05 |
4,48 |
0,22 |
|
9 |
пружину |
Пружина |
3 |
Молоток, |
0,05 |
7,29 |
0,36 |
|
10 |
подвеску |
Подвеска |
4 |
Кран |
0,05 |
1,24 |
0,06 |
|
Укрепить: |
|||||||
|
11 |
кронштейн |
Кронштейн |
2 |
Ключ |
0,10 |
1,85 |
0,19 |
|
12 |
механизм |
Механизм |
2 |
То |
0,25 |
6,24 |
1,56 |
|
13 |
планку, |
Планка |
3 |
« |
0,17 |
1,28 |
0,22 |
|
14 |
Крышку |
Крышка |
3 |
Кувалда, |
0,80 |
1,83 |
1,46 |
|
15 |
Накладку |
Накладка |
3 |
Молоток |
0,30 |
5,43 |
1,63 |
|
Механизм |
|||||||
|
16 |
проверить |
Вагон |
4 |
Воздухоразборная |
1,0 |
3,50 |
3,50 |
|
17 |
отрегулировать |
« |
5 |
Ключ масленка |
0,10 |
30,41 |
3,04 |
|
Выправить |
|||||||
|
18 |
крышку |
Крышка |
4 |
Домкрат |
0,20 |
7,60 |
1,52 |
|
19 |
крышку |
« |
4 |
Молоток |
0,20 |
3,73 |
0,75 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Итого |
19,30 |
||||||
|
Работы |
|||||||
|
Выправить: |
|||||||
|
20 |
поручень |
Поручень |
3 |
Горелка, |
0,20 |
2,34 |
0,47 |
|
21 |
подножку |
Подножка |
3 |
То |
0.25 |
5,46 |
1,36 |
|
22 |
рычаг |
Рычаг |
3 |
« |
0.05 |
7.30 |
0,36 |
|
23 |
раскос |
Раскос |
3 |
« |
0,15 |
5,75 |
0,86 |
|
24 |
стойку |
Стойка |
3 |
« |
0,20 |
10,93 |
2,19 |
|
Итого |
5,24 |
||||||
|
Всего |
25,54 |
|
Категория |
Норматив |
Расчет |
||
|
всего |
в |
|||
|
нормальными |
тяжелыми |
|||
|
Топ |
— |
24,54 |
19,30 |
5.24 |
|
Тпз |
3,08 |
0,75 |
0,59 |
0,16 |
|
Тоб |
0,90 |
0,22 |
0,17 |
0,05 |
|
Тпр |
1,50 |
0,37 |
0,29 |
0,08 |
|
Т |
— |
25,88 |
20,35 |
5.53 |
|
Профессия |
Таблица |
|||||||
|
Наименование |
Тип |
Измеритель |
Тарифный |
Норма |
||||
|
на |
в |
на |
в |
|||||
|
нормальными |
тяжелыми |
нормальными |
тяжелыми |
|||||
|
Детали |
Крытый |
Вагон |
3,5 |
3,5 |
3,2 |
0,567 |
0,457 |
0,110 |
|
№ п/п |
Содержание |
Единица |
Тарифный |
Инструмент, |
Учтенный |
Оперативное |
|
|
На |
На |
||||||
|
1 |
2 |
3 |
4 |
5 |
8 |
7 |
8 |
|
Работы |
|||||||
|
Сменить |
|||||||
|
1 |
балочку |
Балочка |
4 |
Кран |
0,08 |
5,26 |
0.42 |
|
2 |
замок |
Замок |
4 |
Ключ |
0,16 |
6,78 |
1,08 |
|
3 |
подвеску |
Подвеска |
4 |
Кран |
0,15 |
1,29 |
0,19 |
|
4 |
клин |
Клин |
4 |
Молоток |
0,28 |
3,08 |
0,86 |
|
5 |
рычаг |
Рычаг |
4 |
Ключ |
0,09 |
4,42 |
0,40 |
|
1 |
2. |
3 |
4 |
5 |
6 |
7 |
8 |
|
6 |
пружину |
Пружина |
4 |
Домкрат |
0,10 |
8,55 |
0,86 |
|
7 |
Подвеску |
Подвеска |
4 |
Кран |
0,15 |
1,24 |
0,19 |
|
8 |
Дверь |
Дверь |
4 |
Кран |
1,20 |
5,60 |
6,72 |
|
Укрепить: |
|||||||
|
9 |
кронштейн |
Кронштейн |
2 |
Ключ |
0,25 |
1,85 |
0,46 |
|
10 |
планку, |
Планка |
3 |
То |
0,20 |
6,24 |
1,25 |
|
Выправить: |
|||||||
|
11 |
зонт |
Зонт |
3 |
Кувалда |
0,21 |
9,60 |
2,08 |
|
12 |
ручку |
Ручка |
3 |
« |
0,25 |
1,37 |
0,34 |
|
13 |
стенку |
Место |
4 |
Струбцина, |
0,08 |
45,54 |
3,64 |
|
14 |
угольник |
Угольник |
3 |
Кувалда |
0,18 |
5,47 |
0,98 |
|
15 |
Накладку |
Накладка |
4 |
Молоток |
1,20 |
5,43 |
6,51 |
|
Итого |
25,98 |
||||||
|
Работы |
|||||||
|
Сменить: |
|||||||
|
16 |
кронштейн |
Кронштейн |
4 |
Молотки |
0,09 |
16.12 |
1,45 |
|
17 |
пробой |
Пробой |
3 |
То |
0,12 |
4,50 |
0,54 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
18 |
поручень |
Поручень |
3 |
Молотки |
0,06 |
7,64 |
0,46 |
|
19 |
подножку |
Подножка |
3 |
То |
0,08 |
7,64 |
0,61 |
|
Выправить |
|||||||
|
20 |
подножку |
Подножка |
3 |
Горелка, |
0,10 |
5,46 |
0,55 |
|
21 |
поручень |
Поручень |
3 |
То |
0,10 |
2,34 |
0.23 |
|
22 |
рельс |
Рельс |
3 |
Горелка, |
0,21 |
7,30 |
1,53 |
|
23 |
рычаг |
Рычаг |
3 |
Горелка, |
0,12 |
7,30 |
0,88 |
|
Итого |
6,25 |
||||||
|
Всего |
32,23 |
|
Категория |
Норматив |
Расчет |
||
|
на |
в |
|||
|
нормальными |
тяжелыми |
|||
|
Топ |
— |
32,23 |
25,98 |
6,25 |
|
Тпз |
3,08 |
0,99 |
0,80 |
0,19 |
|
Тоб |
0,90 |
0,29 |
0,23 |
0,06 |
|
Тпр |
1,50 |
0,49 |
0,39 |
0,10 |
|
Т |
— |
34,00 |
27,40 |
6,60 |
|
Профессия |
Таблица |
|||||||
|
Наименование |
Тип |
Измеритель работы |
Тарифный |
Норма |
||||
|
на |
в |
на |
в |
|||||
|
нормальными |
тяжелыми |
нормальными |
тяжелыми |
|||||
|
Детали |
Крытый |
Вагон |
3,4 |
3,5 |
3,2 |
0,524 |
0,354 |
0,170 |
|
№ п/п |
Содержание |
Единица |
Тарифный |
Инструмент, |
Учтенный работы |
Оперативное |
|
|
На |
На |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Работы |
|||||||
|
Сменить |
|||||||
|
1 |
балочку |
Балочка |
4 |
Кран |
0,08 |
5,26 |
0,42 |
|
2 |
замок |
Замок |
4 |
Ключ |
0,12 |
6,78 |
0,81 |
|
3 |
подвеску |
Подвеска |
4 |
Кран |
0,09 |
1,29 |
0,12 |
|
люк |
|||||||
|
4 |
верхний |
Люк |
4 |
0,34 |
7,91 |
2,68 |
|
|
5 |
боковой |
» |
4 |
То |
0,11 |
3,73 |
0,41 |
|
6 |
ролик |
Ролик |
4 |
Ключ |
0,14 |
7,80 |
1,10 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
7 |
крышку |
Крышка |
4 |
То |
0,07 |
3,44 |
0,24 |
|
8 |
рычаг |
Рычаг |
4 |
« |
0,09 |
4,42 |
0,39 |
|
9 |
пружины |
Пружина |
4 |
Домкрат |
0,09 |
8,55 |
0,77 |
|
10 |
клин |
Клин |
4 |
Молоток, |
0,15 |
3,08 |
0.46 |
|
Поставить |
|||||||
|
11 |
подвеску |
Подвеска |
4 |
Кран |
0,20 |
1,24 |
0,25 |
|
люк |
|||||||
|
12 |
верхний |
Люк |
4 |
То |
0,03 |
4,48 |
6,13 |
|
13 |
боковой |
« |
4 |
« |
0,05 |
1,96 |
0,10 |
|
14 |
Дверь |
Дверь |
4 |
Кран |
0,58 |
5,60 |
3,24 |
|
Укрепить |
|||||||
|
15 |
кронштейн |
Кронштейн |
2 |
Ключ |
0,15 |
1,85 |
0,28 |
|
16 |
планку |
Планка |
3 |
То |
0,60 |
6,25 |
3,74 |
|
Выправить |
|||||||
|
17 |
зонт |
Зонт |
3 |
Кувалда |
0,21 |
9,60 |
2,02 |
|
18 |
ручку |
Ручка |
3 |
« |
0,18 |
1,37 |
0,25 |
|
19 |
угольник |
Угольник |
3 |
Кувалда |
0,30 |
5,47 |
1,64 |
|
20 |
Накладку |
Накладка |
4 |
Молоток |
0,20 |
5,43 |
1,09 |
|
Итого |
20,14 |
||||||
|
Работы |
|||||||
|
Сменить: |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
21 |
кронштейн, |
Кронштейн |
4 |
Молотки |
0,15 |
16,12 |
2,42 |
|
22 |
поручень |
Поручень |
3 |
То |
0,20 |
7,64 |
1,53 |
|
23 |
подножку |
Подножка |
3 |
“ |
0,15 |
7,64 |
1,15 |
|
Выправить |
|||||||
|
24 |
подножку |
Подножка |
3 |
Горелка, |
0,10 |
5,46 |
0,55 |
|
25 |
поручень |
Поручень |
3 |
То |
0,10 |
2,34 |
0,23 |
|
26 |
рельс |
Рельс |
3 |
Горелка, |
0,40 |
7,30 |
2,92 |
|
27 |
рычаг |
Рычаг |
3 |
Горелка, |
0,12 |
7,30 |
0,88 |
|
Итого |
9,68 |
||||||
|
Всего |
29,82 |
|
Категория |
Норматив |
Расчет |
||
|
на |
в |
|||
|
нормальными |
тяжелыми |
|||
|
Топ |
— |
29.82 |
20,14 |
9,68 |
|
Тпз |
3,08 |
0,92 |
0,62 |
0,30 |
|
Тоб |
0,90 |
0,27 |
0,18 |
0,09 |
|
Тпр |
1,50 |
0,45 |
0,30 |
0,15 |
|
Т |
— |
31,46 |
21,24 |
10,22 |
|
Профессия |
Таблица |
|||||||
|
Наименование |
Тип |
Измеритель |
Тарифный |
Норма |
||||
|
на |
в |
на работу |
в |
|||||
|
нормальными |
тяжелыми |
нормальными |
тяжелыми |
|||||
|
Детали |
Хоппер |
Вагон |
3,8 |
3,9 |
3,6 |
0,598 |
0,477 |
0,121 |
|
№ п/п |
Содержание |
Единица |
Тарифный |
Инструмент, |
Учтенный |
Оперативное |
|
|
На |
На |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Работы |
|||||||
|
Сменить |
|||||||
|
1 |
балочку |
Балочка |
4 |
Кран |
0,08 |
5,26 |
0,42 |
|
2 |
замок |
Замок |
4 |
Ключ |
0,18 |
6,78 |
1,22 |
|
крышку |
|||||||
|
3 |
разгрузочного |
Крышка |
4 |
Молоток, |
0,25 |
7,91 |
1,98 |
|
4 |
загрузочного |
Крышка |
4 |
Кран |
0,11 |
3,73 |
0,41 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
5 |
подвеску |
Подвеска |
4 |
Кран |
0,12 |
1,29 |
0,15 |
|
6 |
рычаг |
Рычаг |
4 |
Ключ |
0,08 |
4,42 |
0,35 |
|
Укрепить: |
|||||||
|
7 |
кронштейн |
Кронштейн
или |
2 |
Ключ |
0,13 |
1,85 |
0,24 |
|
8 |
планку |
Планка |
3 |
То |
0,15 |
6,24 |
0,94 |
|
9 |
Накладку |
Накладка |
4 |
Молоток |
0,30 |
5,43 |
1,63 |
|
10 |
Механизм |
Вагон |
4 |
Молоток, |
1,00 |
12,70 |
12.70 |
|
11 |
Длину |
» |
4 |
То |
0,40 |
17,80 |
7,12 |
|
Итого |
27.16 |
||||||
|
Работы |
|||||||
|
Выправить: |
|||||||
|
12 |
горловину |
Горловина |
4 |
Горелка, |
0,15 |
7,32 |
1,10 |
|
13 |
поручень |
Поручень |
3 |
Горелка, |
0,15 |
2.34 |
0,35 |
|
14 |
подножку |
Подножка |
3 |
То |
0,20 |
5,46 |
1,09 |
|
15 |
стойку |
Стойка |
4 |
» |
0,17 |
10,93 |
1,86 |
|
16 |
рычаг |
Рычаг |
3 |
» |
0,15 |
7,30 |
1,10 |
|
17 |
тягу |
Тяга |
4 |
Горелка, |
0,20 |
5,13 |
1,03 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
18 |
штурвал |
Штурвал |
3 |
То |
0,20 |
1,52 |
0,30 |
|
|
Итого |
6,83 |
|||||||
|
Всего |
33,99 |
|||||||
|
Категория времени |
Норматив |
Расчет |
||
|
на |
в |
|||
|
нормальными |
тяжелыми |
|||
|
Топ |
— |
33,99 |
27,16 |
6,83 |
|
Тпз |
3,08 |
1,05 |
0,84 |
0,21 |
|
Тоб |
0,90 |
0,31 |
0,24 |
0,06 |
|
Тпр |
1,50 |
0,50 |
0,41 |
0,10 |
|
Т |
— |
35,85 |
28,65 |
7,20 |
|
Профессия |
Таблица |
|||||||
|
Наименование |
Тип |
Измеритель |
Тарифный |
Норма |
||||
|
на |
в |
на |
в |
|||||
|
нормальными |
тяжелыми |
нормальными |
тяжелыми |
|||||
|
Детали |
Хоппер |
Вагон |
3,7 |
3,6 |
3,8 |
0,870 |
0,470 |
0,400 |
|
№ п/п |
Содержание |
Единица |
Тарифный |
Инструмент, |
Учтенный |
Оперативное |
||
|
На |
На |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Работы |
||||||||
|
Сменить |
||||||||
|
1 |
балочку |
Балочка |
4 |
Кран |
0,40 |
5,26 |
2,10 |
|
|
2 |
предохранитель |
Предохранитель |
4 |
Ключ |
0,05 |
6,78 |
0,34 |
|
|
3 |
крышку |
Крышка |
4 |
Кран, |
0.15 |
3.73 |
0,56 |
|
|
4 |
подвеску |
Подвеска |
4 |
Кран |
0,20 |
1,29 |
0,26 |
|
|
5 |
рычаг |
Рычаг |
4 |
Ключ |
0,25 |
4,42 |
1.11 |
|
|
6 |
хомут |
Хомут |
4 |
Кран, |
0,10 |
94,25 |
9,43 |
|
|
Поставить |
||||||||
|
7 |
болт |
Болт |
4 |
Ключ |
1,15 |
1,80 |
2.07 |
|
|
8 |
колпак |
Колпак |
4 |
То |
0,05 |
1.87 |
0,09 |
|
|
Укрепить |
||||||||
|
9 |
Кронштейн |
Кронштейн |
2 |
Ключ |
0,60 |
1.85 |
1,11 |
|
|
10 |
планку |
Планка |
3 |
То |
0,85 |
6.24 |
5,30 |
|
|
11 |
Пригнать |
Накладка |
3 |
Молоток |
0.85 |
5.43 |
4.62 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Итого |
26,99 |
||||||
|
Работы |
|||||||
|
12 |
Сменить |
Подножка |
3 |
Молоток, |
0,10 |
7,64 |
0,76 |
|
Выправить |
|||||||
|
13 |
горловину |
Горловина |
4 |
Горелка, |
0,15 |
7,32 |
1,10 |
|
14 |
поручень |
Поручень |
3 |
Горелка, |
0,30 |
2,34 |
0,70 |
|
15 |
стойку |
Стойка |
4 |
Горелка, |
1,30 |
10,93 |
14,21 |
|
16 |
подножку |
Подножка |
3 |
Горелка, |
0,65 |
5,46 |
3,55 |
|
17 |
рычаг |
Рычаг |
3 |
Горелка, |
0,05 |
7,30 |
0,37 |
|
18 |
тягу |
Тяга |
4 |
Горелка, |
0,25 |
5,13 |
1,28 |
|
19 |
штурвал |
Штурвал |
3 |
Горелка, |
0,35 |
1,52 |
0,53 |
|
Итого |
22,50 |
||||||
|
Всего |
49,49 |
|
Категория |
Норматив |
Расчет |
||
|
на |
в |
|||
|
нормальными |
тяжелыми |
|||
|
Топ |
— |
49,49 |
26,99 |
22,50 |
|
Тпз |
3,08 |
1,52 |
0,83 |
0,69 |
|
Тоб |
0,90 |
0,45 |
0,24 |
0,20 |
|
Тпр |
1,50 |
0,74 |
0,40 |
0,34 |
|
Т |
— |
52,20 |
28,46 |
23,73 |
|
Профессия |
Таблица |
|||||||
|
Наименование |
Тип |
Измеритель |
Тарифный |
Норма |
||||
|
на |
в |
на работу |
в |
|||||
|
нормальными |
тяжелыми |
нормальными |
тяжелыми
и |
|||||
|
Детали |
Платформа |
Вагон |
3,5 |
3,7 |
3,0 |
0,572 |
0,461 |
0,111 |
|
№ п/п |
Содержание |
Единица |
Тарифный |
Инструмент, |
Учтенный |
Оперативное |
|
|
На |
На |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Работы |
|||||||
|
Сменить |
|||||||
|
1 |
балочку |
Балочка |
4 |
Кран |
0.08 |
5,26 |
0,43 |
|
2 |
борт |
Борт |
4 |
Кран |
0,40 |
10,10 |
4,04 |
|
3 |
замок |
Замок |
4 |
Ключ |
0,50 |
6,78 |
3,40 |
|
4 |
клин |
Клин |
4 |
То |
0,30 |
3,08 |
0,92 |
|
5 |
клин |
Клин |
2 |
Ключ |
0,85 |
2,26 |
1,92 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
6 |
подвеску |
Подвеска |
4 |
Кран |
0,24 |
1,29 |
0,31 |
|
7 |
рычаг |
Рычаг |
4 |
Ключ |
0,12 |
6,65 |
0,80 |
|
8 |
рессору |
Рессора |
4 |
Домкрат |
0,30 |
8,55 |
2,56 |
|
9 |
Борт |
Борт |
3 |
Приспособление, |
0,40 |
9,53 |
3,81 |
|
Поставить: |
|||||||
|
10 |
угольник |
Угольник |
4 |
— |
0,01 |
1,24 |
0,01 |
|
11 |
подвеску |
Подвеска |
4 |
Кран |
0,42 |
1,24 |
0,52 |
|
12 |
клин |
Клин |
2 |
Ключ |
0,40 |
1,02 |
0,41 |
|
Укрепить: |
|||||||
|
13 |
кронштейн |
Кронштейн |
2 |
Ключ |
0,30 |
1,85 |
0,55 |
|
14 |
планку |
Планка |
3 |
То |
0,35 |
6,24 |
2,18 |
|
15 |
Пригнать |
Накладка |
3 |
Молоток |
0,80 |
5,43 |
4,34 |
|
Итого |
26,20 |
||||||
|
Работы |
|||||||
|
16 |
Поручень |
Поручень |
3 |
Молотки |
0,40 |
7,64 |
3,06 |
|
Выправить: |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
17 |
державку |
Державка |
4 |
Горелка, |
0,20 |
3,75 |
0,75 |
|
18 |
кронштейн |
Кронштейн |
3 |
Горелка, |
0.10 |
7,80 |
0,78 |
|
19 |
поручень |
Поручень |
3 |
Горелка, |
0,12 |
2,34 |
0,28 |
|
20 |
рычаг |
Рычаг |
3 |
То |
0,20 |
7,30 |
1,46 |
|
Итого |
6,33 |
||||||
|
Всего |
32,53 |
||||||
|
Категория времени |
Норматив |
Расчет |
|||||
|
на |
в |
||||||
|
нормальными |
тяжелыми |
||||||
|
Топ |
— |
32,53 |
26,20 |
6,33 |
|||
|
Тпз |
3,08 |
1,00 |
0,81 |
0,19 |
|||
|
Тоб |
0,90 |
0,29 |
0,24 |
0,06 |
|||
|
Тпр |
1,50 |
0,49 |
0,39 |
0,09 |
|||
|
Т |
— |
34,31 |
27.64 |
6,67 |
|
Профессия |
Таблица |
|||||||
|
Наименование |
Тип |
Измеритель |
Тарифный |
Норма |
||||
|
на |
в |
на |
в |
|||||
|
нормальными |
тяжелыми |
нормальными |
тяжелыми |
|||||
|
Детали |
Цистерна |
Вагон |
3,3 |
3,3 |
3,0 |
0,406 |
0.355 |
0,051 |
|
№ п/п |
Содержание |
Единица |
Тарифный |
Инструмент, |
Учтенный |
Оперативное |
|
|
На |
На |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Работы |
|||||||
|
Сменить |
|||||||
|
1 |
балочку |
Бал |
4 |
Кран |
0,21 |
5,26 |
1,10 |
|
2 |
болт |
Болт |
3 |
Ключ |
0,09 |
3,03 |
0 |
|
3 |
болт |
« |
3 |
То |
0,20 |
9,57 |
1,91 |
|
4 |
клин |
Клин |
4 |
Молоток, |
0,30 |
6,44 |
1,93 |
|
5 |
заглушку |
Заглушка |
4 |
То |
0,10 |
13,72 |
1,37 |
|
6 |
крышку |
Крышка |
3 |
Молоток, |
0,14 |
7,36 |
1,03 |
|
7 |
подшипник |
Подшипник |
4 |
Домкрат-тумбочка, |
0,16 |
13,59 |
2,17 |
|
8 |
подвеску |
Подвеска |
4 |
Кран |
0,2 |
1,29 |
0,26 |
|
9 |
рычаг |
Рычаг |
4 |
Ключ |
0,18 |
6,65 |
1,20 |
|
10 |
рессору |
Рессора |
4 |
Домкрат, |
0,12 |
8,55 |
1,03 |
|
11 |
Подвеску |
Подвеска |
4 |
Кран |
0,12 |
1,24 |
0,15 |
|
Укрепить: |
|||||||
|
12 |
болт |
Болт |
3 |
Ключ |
1,00 |
3,03 |
3,03 |
|
13 |
кронштейн |
Кронштейн |
2 |
Ключ |
0.20 |
1,85 |
0,37 |
|
1 |
2 |
3 |
4 |
б |
6 |
7 |
8 |
|
14 |
планку |
Планка |
3 |
То |
0.36 |
6,24 |
2,24 |
|
15 |
Накладку |
Накладка |
4 |
Молоток |
0,40 |
5.43 |
2,17 |
|
Итого |
20,2З |
||||||
|
Работы |
|||||||
|
16 |
Поручень |
Поручень |
3 |
Молотки |
0.12 |
7,64 |
0,92 |
|
Выправить |
|||||||
|
17 |
поручень |
Поручень |
2 |
Горелка, |
0,30 |
2,34 |
0,70 |
|
18 |
стойку |
Стойка |
2 |
Кувалда, |
0,01 |
6,35 |
0,06 |
|
19 |
поручень |
Поручень |
2 |
Кувалда, |
0,10 |
3,62 |
0,36 |
|
20 |
рычаг |
Рычаг |
3 |
То |
0,11 |
7,30 |
0,80 |
|
Итого |
2,84 |
||||||
|
Всего |
23,07 |
|
Категория |
Норматив |
Расчет |
|||
|
на |
в |
||||
|
нормальными |
тяжелыми |
||||
|
Топ |
— |
23.07 |
20,23 |
2,84 |
|
|
Тпз |
3,08 |
0,71 |
0,62 |
0,09 |
|
|
Тоб |
0,90 |
0,21 |
0,18 |
0,03 |
|
|
Тпр |
1,50 |
0,35 |
0,30 |
0,05 |
|
|
Т |
— |
24,34 |
21,33 |
3,01 |
|
Профессия |
Таблица |
|||
|
Наименование |
Тип |
Измеритель |
Тарифный |
Норма |
|
Систему |
Хоппер |
Вагон |
5,0 |
0,450 |
|
№ п/п |
Содержание |
Единица |
Тарифный |
Инструмент, |
Учтенный |
Оперативное |
|
|
На |
На |
||||||
|
1 |
2 |
3 |
4 |
5 |
б |
7 |
8 |
|
Сменить: |
|||||||
|
1 |
кран |
Кран |
Ключ |
0,05 |
5,46 |
0,27 |
|
|
2 |
кран |
« |
То |
0,10 |
17,98 |
1,80 |
|
|
3 |
рукав |
Рукав |
“ |
0,10 |
2,84 |
0,28 |
|
|
4 |
трубу |
Труба |
Ключ |
0,30 |
7,32 |
2,20 |
|
|
5 |
Трубу |
« |
Приспособление, |
0,30 |
5,95 |
1,78 |
|
|
6 |
Стыковое |
Соединение |
Ключ |
0,25 |
6,65 |
1,66 |
|
|
7 |
Плотность |
Вагон |
Установка |
1,0 |
17,63 |
17,63 |
|
|
Итого |
25,62 |
|
Категория |
Норматив, |
Расчет |
|
Топ |
— |
25,62 |
|
Тпз |
3,08 |
0,79 |
|
Тоб |
0,90 |
0,23 |
|
Тпр |
1,50 |
0,38 |
|
Т |
— |
27,02 |
|
Профессия |
Таблица |
||
|
Наименование |
Единица |
Тарифный |
Норма |
|
Профилактическую |
Вагон |
5 |
0,809 |
|
№ п/п |
Содержание |
Единица |
Оборудование, |
Учтенный |
Оперативное |
|
|
На |
На |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Крышку |
Крышка |
Щетка |
8,0 |
0,73 |
5,84 |
|
2 |
Болты |
« |
Ключ |
8,0 |
1,87 |
14,96 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
3 |
Смазку |
Букса |
Лопатка |
8,0 |
0,67 |
5,36 |
|
4 |
Подшипник |
Букса |
Молоток, |
8,0 |
1,03 |
8,24 |
|
5 |
Кузов |
Вагон |
Кран |
0,23 |
7,27 |
1,67 |
|
6 |
Болты |
Букса |
Ключ |
1,84 |
0,56 |
1,03 |
|
7 |
Планку |
Планка |
— |
1,84 |
0,18 |
0,33 |
|
8 |
Крепление |
букса |
Молоток |
1,84 |
0,50 |
0,92 |
|
9 |
Планку |
Планка |
1,84 |
0,31 |
0,57 |
|
|
10 |
Болты |
Букса |
Ключ |
1,84 |
1,21 |
2,23 |
|
11 |
Смазку |
« |
Банка |
1,84 |
0,50 |
0,92 |
|
12 |
Прокладку, |
Ключ |
1,84 |
2,14 |
3,94 |
|
|
Итого |
46,01 |
|
Категория |
Норматив, |
Расчет |
|
Топ |
— |
46,01 |
|
Тпз |
3,06 |
1,42 |
|
Тоб |
0,90 |
0,41 |
|
Тпр |
1,50 |
0,69 |
|
Т |
— |
48,53 |
|
Профессия |
Таблица |
|||
|
Наименование |
Тип |
Измеритель |
Тарифный |
Норма |
|
Техническую |
Хоппер |
Вагон |
5 |
2,54 |
|
№ п/п |
Содержание |
Единица |
Оборудование, |
Учтенный |
Оперативное |
|
|
На |
На |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Техническое |
Вагон |
— |
1,0 |
5,00 |
5,00 |
|
Отнять: |
||||||
|
2 |
рукав |
Рукав |
Ключ |
0,10 |
1,04 |
0,10 |
|
3 |
кран |
Кран |
То |
0,08 |
2,24 |
0,18 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
4 |
цилиндр |
Цилиндр |
Ключ |
0,30 |
12,76 |
3,83 |
|
5 |
крышку |
Крышка |
То |
0,70 |
21,15 |
14,81 |
|
Отремонтировать: |
||||||
|
6 |
цилиндр |
Цилиндр |
Ключ |
0,30 |
35,83 |
10,75 |
|
7 |
поршень |
Поршень |
То |
0,70 |
31,38 |
21,97 |
|
Поставить: |
||||||
|
8 |
крышку |
Крышка |
Ключ |
0,70 |
27,67 |
19,37 |
|
9 |
цилиндр |
Цилиндр |
То |
0,30 |
17,74 |
5,32 |
|
10 |
кран |
Кран |
Ключ |
0,08 |
2,62 |
0,21 |
|
11 |
рукав |
Рукав |
Ключ |
0,10 |
1,20 |
0,12 |
|
12 |
Стыковое |
Соединение |
Ключ |
2,5 |
6,65 |
16,63 |
|
13 |
Механизм |
Вагон |
Молоток, |
1,0 |
30,41 |
30,41 |
|
14 |
Действие |
« |
Воздухоразборная |
1,0 |
14,25 |
14,25 |
|
Итого |
142,95 |
|
Категория |
Норматив, % оперативного времени |
Расчет |
|
Топ |
— |
142,95 |
|
Тпз |
2,83 |
4,04 |
|
Тоб |
0,90 |
1,29 |
|
Тпр |
2,76 |
3,95 |
|
Т |
— |
152,23 |
|
Профессия |
Таблица |
||||
|
Причина |
Наименование |
Учитываемый |
Измеритель |
Тарифный |
Норма |
|
Неисправность |
Колесную пару |
Колесная |
Одна |
4,0 |
0,362 |
|
Две |
0,409 |
||||
|
Две |
0,536 |
||||
|
Три |
0,563 |
||||
|
Четыре |
0,632 |
|
№ п/п |
Содержание |
Единица |
Оборудование, |
Учтенный |
Оперативное |
|||||||||
|
одной |
двух |
двух |
трех |
четырех |
На |
на |
||||||||
|
В |
В |
одной |
двух |
двух |
трех |
четырех |
||||||||
|
В |
В |
|||||||||||||
|
1 |
Тележку |
Тележка |
Домкрат |
1 |
1 |
2 |
2 |
2 |
8,26 |
8.26 |
8,26 |
10.50 |
10,50 |
10,50 |
|
2 |
Балку |
балка |
Кран |
1 |
1 |
2 |
2 |
2 |
0,53 |
0,53 |
0,53 |
1,06 |
1,06 |
1,06 |
|
3 |
Колесную |
Колесная |
— |
1 |
2 |
2 |
3 |
4 |
0,50 |
0,50 |
1.00 |
1,00 |
1,50 |
2,00 |
|
4 |
Тумбочки |
Две |
— |
1 |
1 |
2 |
2 |
2 |
0,49 |
0.49 |
0,49 |
0,98 |
0,98 |
0,98 |
|
5 |
Балку |
Балка |
Кран |
1 |
1 |
2 |
2 |
2 |
0,32 |
0,32 |
0,32 |
0,64 |
0.64 |
0,64 |
|
Колесную |
||||||||||||||
|
6 |
на |
Колесная |
То |
1 |
2 |
2 |
3 |
4 |
0,85 |
0,85 |
1,70 |
1,70 |
2,55 |
3,40 |
|
7 |
к |
То |
— |
1 |
2 |
2 |
3 |
4 |
0,85 |
0,85 |
1,70 |
1,70 |
2,55 |
3,40 |
|
8 |
Балку |
балка |
Кран |
1 |
1 |
2 |
2 |
2 |
0.36 |
0,36 |
0,36 |
0,72 |
0,72 |
0,72 |
|
9 |
Балку |
Балка |
Кран |
1 |
1 |
2 |
2 |
2 |
0,36 |
0,36 |
0.36 |
0,72 |
0,72 |
0,72 |
|
10 |
Тумбочки |
Две |
— |
1 |
2 |
2 |
3 |
4 |
0,49 |
0,49 |
0,49 |
0,98 |
0,98 |
0,98 |
|
11 |
Колесную |
Колесная |
— |
1 |
2 |
2 |
3 |
4 |
0,50 |
0,50 |
1,00 |
1,00 |
1,50 |
2,00 |
|
12 |
Балку |
балка |
Кран |
1 |
1 |
2 |
2 |
2 |
0,48 |
0,48 |
0,48 |
0,96 |
0,96 |
0,96 |
|
13 |
Тележку |
тележка |
Домкраты |
1 |
1 |
2 |
2 |
2 |
6,98 |
6,98 |
6,98 |
9,28 |
9,28 |
9,26 |
|
Итого |
20,61 |
23,31 |
30,52 |
33,22 |
35,92 |
|
Категория |
Норматив, % |
Расчет |
||||
|
одной |
двух |
двух |
трёх |
четырёх |
||
|
в |
в |
|||||
|
Топ |
— |
20,61 |
23,31 |
30,52 |
33,22 |
35,92 |
|
Тпз |
3,06 |
0,63 |
0,72 |
0,94 |
1,02 |
1,11 |
|
Тоб |
0,90 |
0,19 |
3,21 |
0,27 |
0,30 |
0,32 |
|
Тпр |
1,50 |
0,31 |
0,35 |
0,46 |
0,50 |
0,54 |
|
Т |
— |
21,74 |
24,59 |
32,19 |
35,04 |
37,89 |
|
Профессия |
Таблица |
||||||
|
Наименование |
Тип |
Измеритель |
Тарифный |
Норма |
|||
|
Аппарат |
Все |
Аппарат |
4,0 |
1,33 |
|||
|
№ п/п |
Содержание |
Единица |
Тарифный |
Инструмент, |
Учтенный |
Оперативное |
|
|
На |
На |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Тележку |
Тележка |
Домкраты |
1.0 |
8,26 |
8,26 |
|
|
2 |
Подъемник |
Подъемник |
— |
1,0 |
1,08 |
1,08 |
|
|
3 3 |
Цепь |
Цепь |
Молоток, |
1,0 |
1,62 |
1,62 |
|
|
4 |
Клин |
Клин |
Ключ |
1,0 |
3,08 |
3,08 |
|
|
5 |
Прибор |
Прибор |
Молоток |
1,0 |
0,53 |
0,53 |
|
|
6 |
Автосцепку |
Автосцепка |
Кран |
1,0 |
2,03 |
2,03 |
|
|
7 |
Тележку-подъемник |
Тележка |
1,0 |
2,54 |
2,54 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Болты |
|||||||
|
8 |
шплинт |
Шплинт |
Молоток, |
8,0 |
0,31 |
2,48 |
|
|
Отвернуть |
|||||||
|
9 |
контргайку |
Контргайка |
Гайковерт |
8,0 |
0,27 |
2,16 |
|
|
10 |
гайку |
Гайка |
Гайковерт |
8,0 |
0,27 |
2,16 |
|
|
Поглощающий |
|||||||
|
11 |
сжать |
Аппарат |
Струбцина |
0,10 |
2,24 |
0,22 |
|
|
12 |
отнять |
« |
Тележка-подъемник |
1,0 |
3,60 |
3,60 |
|
|
13 |
из |
« |
Кран |
1,0 |
10,56 |
10,56 |
|
|
14 |
к |
« |
То |
1.0 |
1,18 |
1,18 |
|
|
15 |
поставить |
« |
Тележка-подъемник |
1,0 |
7,86 |
7,86 |
|
|
Болты |
|||||||
|
16 |
гайки |
Гайка |
— |
8,0 |
0,22 |
1,76 |
|
|
17 |
укрепить |
« |
Гайковерт |
8,0 |
0,34 |
2,72 |
|
|
18 |
контргайки |
Контргайка |
— |
8,0 |
0,22 |
1,76 |
|
|
19 |
шплинт |
Шплинт |
Молоток, |
8.0 |
0,38 |
3,04 |
|
|
20 |
Автосцепку |
автосцепка |
Кран |
1,0 |
1,67 |
1,67 |
|
|
21 |
Прибор |
Прибор |
— |
1.0 |
0,69 |
0,69 |
|
|
22 |
Клин |
Клин |
Ключ |
1,0 |
3,26 |
3,26 |
|
|
23 |
Тележку-подъемник |
тележка |
— |
1,0 |
2,22 |
2,22 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
24 |
Цепь |
Цепь |
Ключ |
1,0 |
1,10 |
1,10 |
|
|
25 |
Работу |
Автосцепка |
— |
1,0 |
1,35 |
1,35 |
|
|
26 |
Тележку |
Тележка |
Домкраты |
1,0 |
6,98 |
6,98 |
|
|
Итого |
75,91 |
|
Категория |
Норматив, |
Расчет |
|
Топ |
— |
75,91 |
|
Тпз |
2,48 |
1,88 |
|
Тоб |
1,50 |
1,14 |
|
Тпр |
1,50 |
1,14 |
|
Т |
— |
80,07 |
|
Профессия |
Таблица |
|||
|
Наименование |
Тип |
Измеритель |
Тарифный |
Норма |
|
Автосцепку |
Вагон типов |
Автосцепка |
4,0 |
0,274 |
|
№ п/п |
Содержание |
Единица |
Инструмент, |
Оперативное |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Цепь |
Цепь |
Ключ |
1.62 |
|
2 |
Клин |
Клин |
То |
3,08 |
|
Автосцепку |
||||
|
3 |
от |
Автосцепка |
Кран |
2,03 |
|
4 |
снять |
« |
« |
1,18 |
|
5 |
поставить |
« |
« |
1,67 |
|
6 |
клин |
Клин |
Ключ |
3,62 |
|
7 |
Цепь |
Цепь |
Ключ |
1,02 |
|
8 |
Работу |
Автосцепка |
— |
1,35 |
|
Итого |
15,57 |
|
Категория |
Норматив, |
Расчет |
|
Топ |
— |
15,57 |
|
Тпз |
2,48 |
0,39 |
|
Тоб |
1,50 |
0,23 |
|
Тпр |
1,50 |
0,23 |
|
Т |
— |
16,42 |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ ГОСУДАРСТВЕННОГО КОМИТЕТА СССР ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
ОБЩЕМАШИНОСТРОИТЕЛ ЬН Ы Е
НОРМАТИВЫ ВРЕМЕНИ
на слесарную обработку деталей и слесарно-сборочные работы по сборке машин и приборов в условиях массового, крупносерийного и среднесерийного типов производства
МОСКВА ЭКОНОМИКА 1991
ББК 65.9 (2) 304.15 0-28
Общемашиностроительные нормативы разработаны Центральным бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам и утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 28 марта 1989 г. № 106/6-212.
Срок действия — до 1996 г.
С введением в действие настоящих нормативов отменяются Общемашиностроительные норма, тив ы времени на слесарную обработку и слесарно-сборочные работы по сборке машин и приборов в условиях массового, крупносерийного и среднесерийного типов производства (М.: НИИ труда, 1982).
Нормативы предназначены для нормирования труда рабочих, занятых слесарно-сборочными работами на машиностроительных предприятиях.
Сборник содержит нормативы оперативного времени на слесарно-сборочные работы, нормативы подготовительно-заключительного времени, времени на обслуживание рабочего места, отдых и личные потребности.
Нормативы времени охватывают труд слесарей механосборочных работ.
В конце сборника помещен бланк отзыва, который заполняется предприятием (организацией) и направляется в адрес ЦЕНТ: 109028, Москва, ул. Солянка, д. 3, строение 3.
Обеспечение межотраслевыми материалами по труду осуществляется через книготорговую сеть на местах по заявкам предприятий и организаций. Информация об этих изданиях публикуется в Аннотированных тематических планах в ыпуска литературы издательства ’’Экономика” или Книготорговых бюллетенях.
2701010000-093
О-168-90 © Центральное бюро нормативов по
011 (01) -91 труду Государственного комитета
СССР по труду и социальным ISBN 5-282-00873-4 вопросам (ЦБНТ), 1991
Рис. 2. Пневматические и электрическиел-айко-и шпильковерты одношпиндельные
Рис. 3. Пневмогайковерт многошпиндельный
уаr/mss
Рис. 4. Электровинтозавертывающий инструмент
|
Рис. 5. Подвесной инструмент |
11
|
Техническая характеристика |
Электрические свер |
|||
|
С-659 |
С-451 |
С-452 |
С-469 |
|
|
Наибольший диаметр сверления, мм |
6 |
6 |
9 |
6 |
|
Частота вращения шпинделя, об/мин |
2600 |
3000 |
1380 |
3000 |
|
Мощность двигателя, Вт |
110 |
120 |
120 |
120 |
|
Габариты, мм |
220x95x130 |
220x66x132 |
235 x 66×132 |
220x63x134 |
|
Масса, кг |
1,7 |
1,6 |
1.7 |
1.3 |
|
Техническая характеристика |
Пневматические свер |
||
|
РС-8А |
СД-8М |
РСУ-8А |
|
|
Наибольший диаметр сверления, мм |
8 |
8 |
8 |
|
Рабочее давление воздуха в сети, атм |
6 |
6 |
6 |
|
Габариты, мм |
210x52x143 |
213x52x155 |
214x50x134 |
|
Масса, кг |
1,5 |
1.6 |
1.5 |
|
Техническая характеристика |
Электри |
||
|
гайко |
|||
|
С-893 |
И-60 |
С-718 |
|
|
Наибольший диаметр завертываемых резьб, мм |
16 |
6 |
12 |
|
Частота вращения шпинделя, об/мин |
670 |
980 |
750 |
|
Мощность двигателя, Вт |
270 |
200 |
120 |
|
Габариты, мм |
510x186x137 |
140x310x72 |
315x75x130 |
|
Масса, кг |
3,8 |
2,2 |
2,4 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
12 |
|
лильные машины |
||||||||||||||||||||||||
|
||||||||||||||||||||||||
|
Та блица 2 |
|
лильные машины |
|||||||||||||||||||||||||
|
|||||||||||||||||||||||||
|
Таблица 3 |
|
ческие |
||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
|
Таблица 4 |
|
•гические |
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3. ОРГАНИЗАЦИЯ ТРУДА
Нормативы разработаны с учетом следующих организационно-технических условий.
3.1. Планировка рабочих мест и система их обслуживания разработаны по типовым проектам организации рабочих мест слесарей механосборочных работ (рис. 6-8).
3.2. Согласно принятым схемам предусматривается:
обеспечение минимально необходимых расстояний передвижения слесарей механо* сборочных работ в процессе работы (в пределах до 1,5 м);
наличие на рабочем месте необходимой оргоснастки, тары и инструмента, рабочей документации и др.;
доставка заготовок, деталей т инструмента, оснастки рабочими, обслуживающими производство;
получение на рабочем месте заданий и инструктажа от мастера;
подводка сети для подключения пневматического или электрического инструмента на рабочем месте.
выполнение работы в положении ’’сидя” или ’’стоя”.
3.3. С учетом перечисленных организационно-технических условий выполнения работы разработаны нормативы подготовительно-заключительного времени, времени на обслуживание рабочего места, отдых и личные потребности.
3.4. Для условий, отличающихся от принятых, в картах 5—8 приведены поправочные коэффициенты к нормативным значениям.
3.5. Соблюдение правил техники безопасности является важной частью организации труда, обеспечивающей нормальный ход трудового процесса и охрану здоровья слесарей* механосборочных работ.
Электроинструмент во время работы с ним должен быть обязательно заземлен, а провод, питающий его, защищен от механических повреждений. Работать необходимо в резиновых перчатках; инструмент заменять после полной остановки вращения шпинделя.
Пневматический инструмент во время работы с ним следует плотно прижимать к обрабатываемой поверхности. Необходимо следить за исправностью воздухопроводящих рукавов и предохранять их от механических повреждений. Во время перерывов в работе необходимо выключать подачу воздуха, а по окончании перерывов — закрыть кран воздушной магистрали.
3.6. Санитарно-гигиенические условия труда на рабочих местах должны соответствовать общим требованиям научной организации труда на машиностроительных предприятиях. В табл. 5 приведены показатели санитарно-гигиенических условий и их оптимальные и допустимые значения.
Рис. 6. Планировка рабочих мест слесарей-сборщиков на конвейере:
1 — изделие на конвейере; 2 — вере-так слесарный; 3 — стул для кратко1 временного отдыха; 4 — подвесной конвейер
|
Диспетчер мнемо- схема |
||||||||||||||||
|
|
-Os |
у| Электрик |— |
|
—I Механик |— |
|
|
‘^“наладчик |—1 |
Рис. 7. Планировка рабочего места слесаря: 1 — верстак слесарный; 2 — стул подъемно1 поворотный; 3 — решетка под ноги; 4 — тара с заготовками; 5 — тара с обработанными деталями; б — лампы дневного света; 7 — стеллаж верстачный; 8 — пульт
•S
Диспетчер
Но
700
3500
X
|
si $8 * |
|||||
|
15
Рис. 8. Планировка рабочего места сборщика при стендовой сборке:
1 — верстак слесарный; 2 — стол сборщика; 3 — подставка для изделий; 4 — решетка под ноги; 5 — пульт; 6 — кран-балка
|
Санитарно-гигиенические показатели условий труда Таблица 5 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
4. НОРМАТИВНАЯ ЧАСТЬ
4.1. Нормативы подготовительно-заключительного времени, времени на обслуживание рабочего места, на отдых и личные потребности; поправочные коэффициенты к оперативному времени на измененные условия выполнения работ
Время на организационно-техническое обслуживание рабочего места
Массовое и крупносерийное производство
Слесарно-сборочные работы
Карта 1
Состав затрат рабочего времени
Работы с применением
механизированного инструмента и приспособлений
Немеханизи
рованного
инструмента
Время, % от оперативного времени
1. Раскладка инструмента в начале смены и уборка его в конце смены
2. Уборка рабочего места в процессе работы и в конце смены
Конвейер
2
3. Регулировка (подналадка) механизированного инструмента и приспособлений в процессе работы
4. Смена инструмента
5. Инструктаж рабочего мастером
4
2
|
||||
|
Характеристика сборочных работ (группы сложности) |
|
|||||||||||||
|
Нормативы времени |
|
|||||||||||||||||
|
18 |
|
Карта 4 |
||||||||
|
|
Подготовительно-заключительное время. Время на обслуживание рабочего места |
Среднесерийное производство |
|
Слесарные работы |
|
|
Карта 3 |
|
Нормативы времени |
||||||||||||||||||
|
Массовое, крупносерийное и среднесерийное _производство_
Время на отдых и личные потребности
Слесарно-сборочные работы
Примечания: 1. Время на отдых дано при работе с применением подъемно-транспортных средств. При работе вручную время следует увеличивать в зависимости от грузооборота в смену: до 1 т — на 1 %; до 3 т — на 2 %; до5т-наЗ%; до 8т-на 4%.
2. При работе с пневматическим инструментом время следует увеличивать в зависимости от вибрации и шума:
до 50 % рабочего времени — на 2 %; свыше 50 % рабочего времени — на 4 %.
3. Время на отдых дано с учетом незначительной монотонности в работе, т.е. продолжительность повторяющихся операций в течение смены составляет 1… 3 мин. При продолжительности повторяющихся операций 0,5… 1 мин время следует увеличивать на 1 %; при продолжительности до 0,5 мин — на 2 %.
|
|||||||||||||||
|
2* 19 |
|
Поправочные коэффициенты к оперативному времени в зависимости от количества приемов, |
Массовое и крупносерийное производство |
|
|
комплексов приемов, выполняемых одним рабочим |
Слесарно-сборочные работы |
|
|
Карта 6 |
||
|
№ по зи ции |
Количество приемов, выполняемых одним рабочим |
Коэффициент Ki |
|
1 |
1-3 |
0,95 |
|
2 |
4-6 |
Й |
|
3 |
7-12 |
1,05 |
|
4 |
13-24 |
1,10 |
|
5 |
25-50 |
1,15 |
Примечание. Количество приемов, комплексов приемов, выполняемых одним рабочим, определяется делением времени цикла сборки на рабочем месте на среднюю продолжительность приема, комплекса приемов.
|
Поправочные коэффициенты к оперативному времени в зависимости от числа деталей в партии |
Среднесерийное производство |
|||
|
Слесарно-сборочные работы |
||||
|
Карта 7 |
||||
|
Количество деталей (сборочных единиц) в партии, до |
||||
|
30 |
50 |
100 |
200 |
500 |
|
Коэффициент Kj |
||||
|
1,2 |
U |
1.0 |
0,9 |
0,8 |
Массовое, крупносерийное и среднесерийное производство
Поправочные коэффициенты к оперативному ‘
времени в зависимости от условий выполнения Слесарно-сборочные работы
работы
|
Карта 8 |
|||||||||||||||||||
|
|||||||||||||||||||
|
20 |
1. ОБЩАЯ ЧАСТЬ
1.1. Сборник общемашиностроительных нормативов времени предназначен для нормирования слесарных и слесарно-сборочных работ на машиностроительных предприятиях с массовым, крупносерийным и среднесерийным типами производства.
Тип производства характеризуется коэффициентом закрепления операций в соответствии с ГОСТ 3.1121-84.
1.2. В основу разработки нормативов времени приняты следующие данные:
хронометражные наблюдения;
фотографии рабочего времени;
технические характеристики инструмента, оборудования;
результаты анализа организации труда и мероприятия по ее совершенствованию.
1.3. При разработке нормативов времени использованы следующие нормативнометодические материалы:
Отраслевые нормативы времени на слесарно-сборочные работы по сборке машин. Массовое и крупносерийное производство (ПО ’’Ростсельмаш”).
Отраслевые нормативы времени на слесарно-сборочные работы. Массовое и крупносерийное производство (ПКТИ, г. Запорожье).
Отраслевые нормативы времени на сборочные работы. Среднесерийное производство (Центр НОТиУ’Тон”).
Отраслевые нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин. Среднесерийное производство (КТИСМ, г. Запорожье).
Основные методические положения по нормированию труда рабочих в народном хозяйстве (М.: НИИ труда, 1982).
1.4. Нормативы оперативного времени рассчитаны по формулам зависимости (с последующим округлением), учитывают полное содержание работ данного приема или комплекса приемов и включают время перемещения инструмента, изделия на расстояние до 1 м.
При выводе формул зависимости учтены основные факторы продолжительности приема или комплекса приемов.
Приведенные в сборнике пределы числовых показателей, в которых указано ”до”, следует понимать включительно.
1.5. Сборник содержит нормативы оперативного времени на приемы и комплексы приемов слесарных и слесарно-сборочных работ, а также нормативы подготовительнозаключительного времени, времени на обслуживание рабочего места, отдых и личные потребности.
1.6. Время на подготовительно-заключительную работу, обслуживание рабочего места, отдых и личные потребности приведено в процентах от оперативного времени.
1.7. Расчет нормы времени (НВр) по настоящим нормативам производят суммированием оперативного времени с учетом поправочных коэффициентов, подготовительнозаключительного времени, времени на обслуживание рабочего места, отдых и личные потребности по формулам:
для массового и крупносерийного производства
«ВР=<
L, 1
опИ разд опШразд
3
4.2. Нормативы оперативного времени на перемещение, повертывание, протирание, смазывание, контрольные измерения и т.п.
Массовое, крупносерийное и среднесерийное производство
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
21 |
для среднесерийного производства
HLn = (2 Т-_ + г т „ • к + г Т )
0ПИразд 0ПШраэд nIV разд
где 2 Т0п — сумма оперативного времени на выполнение приемов и комплексов приемов слесарно-сборочных работ, мин; апз, а0бс, аотл “ соответственно подготовительно-заключительное время, время обслуживания рабочего места, время на отдых и личные потребности, % от оперативного времени; К — коэффициент, учитывающий тип производства; Kj — коэффициент, учитывающий число приемов, комплексов приемов, выполняемых одним рабочим; К2 — коэффициент, учитывающий число деталей в партии; К3 — коэффициент, учитывающий условия выполнения работ.
1.8. В нормативных картах предусмотрено время на выполнение работы одним рабочим. В тех случаях, когда по технологическому процессу предусмотрено выполнение работы двумя и более рабочими, норму времени следует устанавливать каждому рабочему в зависимости от предусмотренных в технологии объемов работы.
1.9. Нормативы времени могут быть использованы при расчете комплексных норм времени при внедрении коллективной формы организации труда.
При коллективной форме организации труда комплексные нормы затрат труда рабочих могут быть получены на основе применения корректирующих коэффициентов к сумме операционных норм, рассчитанных для условий индивидуальной формы организации труда. Возможно использование корректирующих коэффициентов к сумме отдельных составляющих комплексной нормы, отражающих суммарное значение затрат времени по категориям этих затрат.
1.9.1. Расчет комплексной нормы времени производят по формуле
V’V4en;q‘
где НВр. — норма времени на изготовление i-й детали бригадокомплекта, чел.-с; i = 1, 2, 3,…»п — количество деталей,входящих в бригадокомплект;
ш
где НВр. — норма времени на выполнение j-й операции, чел.-ч; j = 1,2, 3,. . ., ш — количество операций, необходимых для изготовления j-й детали.
Кэф — коэффициент эффекта бригадной работы (Кэф < 1), который отражает среднюю величину роста производительности труда, ожидаемую при переходе от индивидуальной к коллективной форме организации труда, и учитывается в комплексных нормах.
Коэффициенты эффекта бригадной работы устанавливают на уровне предприятия и применяют в течение срока, на который они рассчитаны, если не меняются условия производства.
Более полные и подробные данные см.: Методические рекомендации по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования труда. М.: Экономика,1987.
1.10. При установлении на предприятиях норм времени на основе настоящих нормативов тарификация работ должна проводиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих (выпуск 2), утвержденному постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16 января 1985 г. № 17/2-54.
4
Несоответствие квалификации рабочего установленному разряду работы не может служить основанием для каких-либо изменений норм времени, рассчитанных по сборнику.
1.11. До введения на предприятиях настоящих нормативов необходимо привести организационно-технические условия в соответствие с запроектированными и осуществить производственный инструктаж рабочих.
На работы, не предусмотренные сборником, а также при внедрении на предприятиях более прогрессивных организации производства, труда, технологии слесарных и слесарно-сборочных работ следует разрабатывать и вводить в установленном порядке технически обоснованные местные нормативы времени.
1.12. Для пояснения порядка пользования нормативами ниже приведены примеры расчета норм времени.
|
Примеры расчета нормы времени Пример 1 Расчет нормы времени при сборке карданного вала с промежуточным валом и редуктором заднего моста. Тип производства — массовый |
|||||||||||||||||||||||||||||||||||||||||||||
|
|
Продолжение |
|||||||||||||||||||||||||||||||||||||||||||||
|
|
Итого 1,536 |
||||||||||||||||||||
|
Ивр-U36 • (1 + ~ ~-) • 1,1 • 1,0 = 1,909мин
6
Пример 2
Расчет нормы времени на установку и крепление крышек редуктора Тип производства — среднесерийный
Перечень деталей, входящих в узел
|
N® п/п |
Наименование |
Количество |
|
1 |
Болт М12 х 120 |
10 |
|
2 |
Крышка редуктора |
1 |
|
3 |
Болт М12 х 50 |
8 |
|
4 |
Гайка М12 |
36 |
|
5 |
Шайба 12 х 2 |
18 |
|
б |
Болт М10 х 25 |
24 |
|
7 |
Штифт конический 20 х 40 |
2 |
|
8 |
Крышка проходная |
4 |
|
9 |
Крышка глухая |
2 |
|
10 |
Корпус редуктора |
1 |
|
№ п/п |
Содержание работы |
Факторы, влияющие на продолжительность |
№ карты и позиция |
Оперативное время, мин |
|
1 |
Установить крышку редуктора на корпус вручную с совмещением отверстий, запрессовать штифты, закрепить крышку болтами с шайбами |
Масса крышки — 19,7 кг Число отверстий — 18 Наибольший размер -640 мм |
К. 38, поз, 23о, К. 5 |
0,096 • 1,3 =0,125 |
|
Перемещение гайковерта на 0,7 м |
К 16, поз. 4в и Зв |
0,028 + 0,016 = 0044 |
|
Продолжение |
|||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||
|
Итого Топ 7,715 |
|
Продолжение |
||||||||||||||||||||||||||||||
|
Нвр=7,п5-а +
Расчет нормы времени
1,5 * 0,9 * 1,0 = 7’707 мин
2. ХАРАКТЕРИСТИКА ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Массовый и крупносерийный типы производства характеризуются наличием детально разработанного технологического процесса, расчлененного на приемы и комплексы приемов.
2.1.1. Сборка осуществляется на основе полной взаимозаменяемости деталей или групповой взаимозаменяемости на непрерывно движущихся конвейерах и на конвейерах с периодическим перемещением. В первом случае собираемое изделие перемещается с определенной скоростью, обеспечивающей возможность выполнения сборочных операций на каждом рабочем месте, а во втором случае сборка производится во время остановки конвейера.
2.1.2. Наряду с конвейерной сборкой существует также стендовая сборка, при которой перемещение изделий от одного рабочего места к другому осуществляется вручную на рольгангах по рельсовому или безрельсовому пути и др.
2.2. Среднесерийный тип производства характеризуется наличием разработанного технологического процесса, расчлененного на отдельные операции, с указанием применяемого оборудования, инструмента и приспособлений.
2.2.1. Сборка осуществляется на основе неполной (ограниченной) взаимозаменяемости деталей. Заданная точность размерной цепи сборок выдерживается за счет замьь кающего звена (детали) путем подгонки его или установки компенсаторов (колец, прокладок и др.). Регулировка с их помощью позволяет достигать требуемой точности.
2.2.2. Сборка осуществляется на тележках, верстаках, неподвижных стендах, сборочных подставках, а в отдельных случаях и на конвейерах со свободным перемещением. Широко применяются специальные приспособления — стационарные и поворотные с пневматическими и гидравлическими зажимами; специализированное оборудование — пневматические и гидравлические прессы, клепальные станки и др.
2.3. Слесари механосборочных работ специализируются на выполнении нескольких закрепленных за ними периодически повторяющихся однородных операций с использованием универсальной или специализированной оснастки.
Номенклатура и конструкция применяемого при сборке инструмента и приспособлений зависят от принятого технологического процесса.
Приведенные в сборнике нормативы разработаны с учетом применения типового ручного и механизированного инструмента.
К ручному инструменту относятся молотки, кусачки, напильники, плоскогубцы идр.
К механизированному инструменту относятся одношпиндельные и многошпиндельные электро- и пневмогайковерты, шпильковерты, винтозавертывающий инструмент, пневматические и электрические сверлильные машины, шлифовальные машины.
10
1
В числителе приведены значения при температуре наружного воздуха не более 10 °С, в знаменателе— при температуре выше 10 С.