2.1 Организация труда. Фотография рабочего времени и хронометраж как методы изучения затрат рабочего времени и нормирования труда
Объектом
исследования является цех штампованных
изделий (ЦШИ) ОАО”НОСТА”
(ОХМК),
который был введен в эксплуатацию в
конце 1974 года.
Цех
был предназначен для выпуска оборонной
промышленности страны. Начиная с 1990
года наметилась тенденция к сокращению
оборонных заказов. С целью сохранения
производственного потенциала цех по
мере снижения объемов оборонной продукции
начал освоение мирных изделий.
Освоен
выпуск следующих видов продукции:
-
Сутунка
товарная из полосы. -
Тракторный
башмак Т-330 и Т-500. ОАО “НОСТА”
единственное
предприятие, освоившее производство
башмачной полосы и готовых траков для
тяжелых гусеничных тракторов. -
Тракторный
лонжерон (элемент рамы трактора) из
специального швеллера. -
Подкладка
Д-65 для железнодорожных рельсов Р-65 на
деревянных шпалах из полосы со стана
950/800.
Кроме
того, цех начал выполнять заказы и для
нужд комбината. Это и изготовление
кружков для защиты дна изложниц,
резино-технических изделий, и термообработка
полосы для ЛПЦ-2.
Продукция
цеха высокорентабельна и конкурентноспособна.
По производству отдельных видов продукции
цех штампованных изделий ОАО “НОСТА”
является монополистом.
В
настоящее время закончилось освоение
производства подкладки КБ-65 для рельсов
Р-65 на железобетонных шпалах (используемые
МПС). С этой целью переоборудована часть
основного прессового оборудования,
установлен новый мощный пресс усилием
1600 тонн, приобретен и смонтирован
специальный протяжной станок немецкой
фирмой “HOFFMANN”, для изготовления пазовых
отверстий на подкладках. На производство
подкладок КБ-65 были установлены временные
нормы времени и нормы выработки.
Изучение
производственных процессов при помощи
наблюдения является одним из важнейших
этапов работы по техническому нормированию
и организации труда.
Изучение
затрат рабочего времени и времени
использования оборудования проводят
в основном двумя методами как показано
на рисунке 2.1: методом непосредственных
замеров затрат времени, т.е. измерением
длительности каждого элемента работы
или перерывов, и методом моментных
наблюдений, т.е. фиксацией только числа
моментов повторения категорий или групп
затрат времени, наблюдаемых при обходах
исполнителей и оборудования
Эти
методы включают фотографию рабочего
времени, хронометраж и фотохронометраж
Фотография
рабочего времени — это исследование
всех затрат времени, выявление их
содержания, последовательности и
повторяемости на протяжении рабочего
дня или некоторой его части. Фотография
по существу представляет собой снимок
фактической деятельности рабочего
(пример фотографии рабочего времени
показан в приложении А).
Цель
этого исследования — выявить фактическое
состояние и вскрыть потери при существующих
организационно — технических условиях
выполнения работы с тем, чтобы
спроектировать рациональные условия,
устранить или максимально сократить
потери рабочего времени и улучшить
работу.
Затраты
рабочего времени учитываются методами
непосредственных замеров. Измерение
затрат рабочего времени дает возможность:
определить загруженность исполнителей
в течение рабочего дня; степень
использования оборудования во времени;
потери рабочего времени; выполнение
норм выработки и так далее.
Изучение
затрат времени и времени использования
оборудования
Методы
непосредственных замеров времени
Методы
моментных наблюдений























Рисунок
2.1 Изучение затрат времени и времени
использования оборудования.
Запись
производится наблюдателем в течение
всей смены или части ее на специальных
бланках с последующей обработкой
результатов наблюдения т.е. составление
фактического и проектного баланса
использования рабочего времени как
показано в таблице 2.1. Этот метод дает
достаточно точное представление о
содержании изучаемого процесса, позволяет
выявить последовательность выполнения
различных операций и приемов исполнителем,
дает возможность одновременно с ведением
записи затрат рабочего
времени
(времени использования оборудования)
учесть выполненные объемы работы и их
качество, зафиксировать простои и
вскрыть их основные причины. однако
метод непосредственных замеров очень
трудоемкий, так как требует значительных
затрат времени на проведение наблюдений
и их обработку.
Таблица
2.1
Фактический
и проектный балансы использования
рабочего времени заточниками в ЦШИ на
участке заточки протяжного инструмента
|
№ п.п. |
Наименование |
Фактический |
Проектный |
||
|
мин. |
% |
мин. |
% |
||
|
Рабочее |
450 |
100 |
450 |
100 |
|
|
А. |
Время |
410 |
91,1 |
430 |
95,6 |
|
1. |
Подготовительно-заключительная |
35 |
7,8 |
35 |
7,8 |
|
1.1. |
Осмотр |
5 |
1,1 |
5 |
1,1 |
|
1.2. |
Уборка |
30 |
6,7 |
30 |
6,7 |
|
2. |
Оперативное |
375 |
83,3 |
395 |
87,8 |
|
2.1. |
Время |
280 |
62,2 |
300 |
66,7 |
|
2.1.1. |
Заточка |
280 |
62,2 |
300 |
66,7 |
|
2.2. |
Время |
95 |
21,1 |
95 |
21,1 |
|
2.2.1. |
Перенастройка |
43 |
9,6 |
43 |
9,6 |
|
2.2.2. |
Снятие |
29 |
6,4 |
29 |
6,4 |
|
2.2.3. |
Подточка |
23 |
5,1 |
23 |
5,1 |
|
Б. |
Перерывы |
40 |
8,9 |
20 |
4,4 |
|
1. |
Неустранимые |
20 |
4,4 |
20 |
4,4 |
|
1.1. |
Отдых |
20 |
4,4 |
20 |
4,4 |
|
2. |
Устранимые |
20 |
4,4 |
||
|
2.1. |
Опоздание |
20 |
4,4 |
При
изучении затрат рабочего времени и
времени использования оборудования
применяют приборы для измерения
продолжительности элементов трудового
процесса, а также различных факторов,
влияющих на трудоемкость выполняемых
работ.
Выбор
приборов зависит от требуемой точности
записи измеряемых отрезков времени, их
продолжительности и других требований,
предъявляемых к исследованию.
Для
фотографии рабочего времени применяют
часы и полуавтоматические приборы.
Полуавтоматические приборы позволяют
проводить наблюдения за каждым элементом
затрат труда без наблюдательного листа,
прибор показывает суммарные затраты
времени на проведение наблюдений по
каждому элементу в отдельности. К их
числу относят суммирующие, записывающие
и много циферблатные приборы.
Для
моментных наблюдений используют счетчики
числа моментов, которые фиксируют не
длительность элемента, а число нажимов
на клавишу, соответствующую определенному
элементу затрат времени.
Хронометраж
— это наблюдение и измерение во времени
циклически повторяющихся действий
рабочего.
Измерение
времени при хронометраже практически
проводят сплошным и выборочным способами.
При
сплошном способе измеряют время всех
последовательно повторяющихся элементов
операции; при выборочном — время только
отдельных элементов операции, независимо
от их последовательности.
Хронометраж
выполняется по этапам:

Наблюдение
проводится с помощью точных измерителей
времени: секундомера (одно-стрелочного
или двух стрелочного) простого или
суммирующего действия. Для более точного
измерения коротких отрезков времени
отдельных операций или элементов
операций продолжительностью до 1 секунды
применяют хроноскопы. Фиксация
продолжительности элементов операции
ведется по текущему времени (непрерывно)
или по отдельным отсчетом времени для
каждого элемента (выборочно). Для записи
результатов наблюдения используется
специальный документ — наблюдательный
лист. Пример хронометражного наблюдения
приведен в приложении Б.
Н
аблюдение
можно проводить, различными способами
как показано на рисунке 2.2.
рисунок
2.2. Способы наблюдения
Хронометраж
используется в целях изучения передовых
методов и приемов работы, проверки
действующих норм времени и получения
данных, необходимых для разработки
нормативных материалов, используемых
при расчете технически обоснованных
норм.
Объектом
хронометража является основное и
вспомогательное (оперативное) время.
рабочее
время исполнителя подразделяют на две
основные группы: время работы и время
простоев в соответствии с рисунком 2.3.
Время
работы Тр — это период времени, в течение
которого рабочий производит действия,
связанные с выполняемой им работой. К
этому времени относят также время
перехода от аппарата (машины, компрессора
и т.д.) к аппарату, наблюдения за показанием
контрольно-измерительных приборов и
средств автоматики, участие в ремонте
оборудования.


Рисунок
2.3 Рабочее время работника.
Время
работы по выполнению производственного
задания Тр.з — это период времени, которое
затрачивается на подготовку и
непосредственное выполнение порученного
задания.
Время
работы по выполнению производственного
задания в свою очередь подразделяют на
подготовительно — заключительное,
оперативное (основное и вспомогательное)
и время обслуживания рабочего места.
К
подготовительно — заключительному
времени Тп.з. относят период времени,
которое затрачивает рабочий (бригада)
на подготовку к выполнению заданной
работы, и действия, связанные с ее
окончанием. Продолжительность
подготовительно — заключительного
времени не зависит от объема работы, на
подготовку и завершение которой оно
затрачено.
В
основном производстве подготовительно
— заключительное время включает затраты
рабочего времени на выполнение работ:
прием и сдача смены (осмотр аппаратуры,
проверка контрольно-измерительных
приборов, замеры емкости, ознакомление
с производственными журналами и
показателями технологического режима);
заготовка материалов, инструмента,
инвентаря и т.д. для текущей смены;
получение и проведение инструктажа по
предстоящей работе; сдача продукции
отделу технического контроля; уборка
рабочего места.
Для
вспомогательного производства учитывают
следующие виды работ: получение и сдача
наряда, чертежа; ознакомление с работой,
чертежом, документацией; получение,
осмотр, проверка и сдача материала и
заготовок; получение и сдача инструмента
и приспособлений, производственный
инструктаж, установка и снятие инструмента
и приспособлений в начале и по окончанию
обработки деталей; наладка оборудования
на соответствующем режиме и его апробация,
сдача готовой продукции отделу
технического контроля.
Оперативное
время Топ характеризуется периодом
времени, затрачиваемым рабочим (бригадой)
как непосредственно на изменение формы,
размеров, свойств или положения в
пространстве предмета труда, так и на
выполнение вспомогательных действий.
необходимых для этого изменения. Его
подразделяют на основное и вспомогательное.
Основным
временем То называют период времени,
затрачиваемый рабочим на качественное
или количественное изменение предмета
труда: его внешнего вида, формы, размеров,
положения в пространстве, свойств или
состава.
Вспомогательное
время Тв — это период времени, затрачиваемый
на действия, связанные с созданием
условий для осуществления основной
работы. В большинстве случаев эти
действия выполняются вручную и повторяются
периодически при выполнении операций.
К вспомогательному времени относят
затраты времени на питание машин и
аппаратов сырьем и полуфабрикатами,
выгрузку и съем готовой продукции,
перемещение изделий (деталей) в процессе
изготовления в пределах рабочей зоны,
контроль за качеством изготовляемой
продукции, рабочие передвижения
(переходы), необходимые для выполнения
операций, действия по управлению
оборудованием и т.д.
Время
обслуживания рабочего места Тобс — это
период времени, затрачиваемый на действия
по уходу за оборудованием и содержание
рабочего места в состоянии, обеспечивающем
производственную работу. Его подразделяют
на время технического и организационного
обслуживания.
Время
технического обслуживания Ттех
представляет собой период времени,
необходимый для ухода за рабочим местом
и входящим в его состав оборудованием
(например, затраты времени на замену
изношенного инструмента, наладку
оборудования, доведение раствора до
необходимой концентрации и т.п). Время
организационного обслуживания Торг
включает период времени, затрачиваемый
на поддержание рабочего места в рабочем
состоянии в течение всей смены (например,
время чистки, мойки, смазки оборудования
и т.д.).
К
времени работы, не предусмотренной
производственным заданием Тп.з относят
период времени, затрачиваемый на
выполнение случайной работы и период
времени непроизводительной работы.
Время
на случайные работы Тс.р характеризуются
производительными затратами времени,
необходимость которых возникает в
результате непредвиденного отклонения
от нормального хода технологического
процесса.
Время
на непроизводительные работы Тп.р
определяется затратами времени на
выполнение работы, не дающей прироста
продукции или улучшения ее качества и
возникающей вследствие недостатков в
технологии или организации производства,
а также выпуска бракованной продукции.
Время
наблюдения за работой оборудования или
ходом процесса Тп характерно для
аппаратных и автоматизированных
процессов, и, как правило, его относят
к основному времени. Время наблюдения
может быть активным и пассивным.
Время
активного наблюдения называют период
времени, в течение которого рабочий
следит за работой машины (аппарата),
ходом технологического процесса
(например, время наблюдения за давлением
или температурой газовой смеси в
аппарате) с целью обеспечения необходимого
количества и качества продукции и
исправности оборудования.
К
времени пассивного наблюдения относят
период времени, когда нет необходимости
наблюдать за работой оборудования или
ходом технологического процесса, но
рабочий делает это из-за отсутствия
другой работы, предусмотренной технологией
и организацией производства. Ликвидация
или частичное сокращение времени
пассивного наблюдения является
существенным резервом повышения
производительности труда за счет
расширения зоны обслуживания, выполнение
дополнительных работ и совмещения
профессий.
Время
ручной работы Тр.р называют период
времени, затрачиваемый на выполнение
работы без применения машин и механизмов.
Время
перерывов Тп — это время, в течение
которого рабочий не работает; его делят
на регламентированные и нерегламентированные.
Время
регламентированных перерывов Тп.р
состоит из времени перерывов на отдых,
производственную гимнастику, личные
надобности и времени перерывов,
установленных технологией и организацией
производства.
К
времени перерывов на отдых и личные
надобности Тотл относят период времени,
затрачиваемый на кратковременные
перерывы в процессе работы, необходимые
для отдыха рабочего, а также период
времени, используемый рабочим на личную
гигиену и естественные надобности.
Время
перерывов, установленных технологией
и организацией производства Тп.т включает
неустранимые перерывы в работе,
возникающие при определенной технологии
и организации производства (например,
время замены состава горной массы;
время, в течение которого проветривается
забой после взрыва при выполнении в
течение двух или более циклов
горнопроходческих работ).
Время
нерегламентированных (устранимых)
перерывов Тп.н. включает перерывы по
организационным и техническим причинам
и перерывы, вызванные нарушением трудовой
дисциплины.
К
времени перерывов по организационным
причинам Тп.н.о относят перерывы,
вызванные неудовлетворенной организацией
и обслуживанием рабочих мест, недостатками
в разделении и кооперации труда,
несогласованностью в работе различных
производственных участков.
Время
перерывов по техническим причинам
Тп.н.т учитывает перерывы, вызванные
техническими неполадками, и простой
из-за неисправности оборудования и
механизмов. Как правило, к перерывам по
техническим причинам нельзя относить
время, затраченное рабочим на ликвидацию
повреждений. Если рабочий сам устраняет
причины неполадок в работе обслуживаемой
им машины или механизма и устранение
этих неполадок не входит в его обязанности,
то затраченное время является случайной
работой, не
предусмотренной производственным
заданием. Если же рабочий ожидает
устранения этих причин слесарем,
электриком или другим рабочим, то время
ожидания относят к перерывам по
техническим причинам.
Время
перерывов, вызванных нарушением трудовой
дисциплины Тп.н.д, включает перерывы,
возникающие в результате нарушения
рабочим правил трудового распорядка
(опоздание на работу или преждевременный
уход с работы, самовольные отлучки с
рабочего места, посторонние разговоры.
сверхнормативный отдых и др.).
При
изучении затрат рабочего времени
исполнителя для целей нормирования
рабочее время подразделяют на нормируемое
и ненормируемое.
К
нормируемому времени относят те затраты
времени, которые учитывают при
проектировании норм труда. Это
подготовительно — заключительное,
оперативное время обслуживания рабочего
места, перерывов на отдых и личные
надобности, перерывов, установленных
технологией и организацией производства.
Ненормируемое
время — потери времени по организационным
и техническим причинам, потери, вызванные
нарушением трудовой дисциплины, а также
на выполнение случайной работы.
Время
использования оборудования, так же как
и рабочее время, делят на время работы
и время перерывов как показано на рисунке
2.4.




Рисунок
2.4 Время использования оборудования.
Время
работы оборудования Тр.о — это период
времени, в течение которого оборудование
находится в действии. Его подразделяют
на время по выполнению производственного
задания (оперативное время) и время
работы, не предусмотренной производственным
заданием.
Основное
время То — это период времени, необходимый
для переработки или обработки предмета
труда. Основное время работы оборудования
может быть машинным (аппаратным) и
машинно-ручным.
К
времени работы по выполнению
производственного задания Тр.з относят
период времени, в течение которого на
оборудовании совершается процесс
обработки или производятся вспомогательные
действия.
Время
работы, не предусмотренной производственным
заданием Тп.з — это время непроизводительной
и случайной работы. Время по выполнению
производственного задания делят на
основное и вспомогательное.
Машинное
время Тм характеризуется периодом
времени автоматической работы
оборудования, когда рабочий выполняет
лишь функции наблюдения и регулировки.
Машинно-ручное
время Тм.р включает период времени, в
течение которого работа выполняется
машиной (механизмом) при непосредственном
участии рабочего.
К
вспомогательному времени Тв относят
период времени, затрачиваемый на
осуществление необходимых для выполнения
основной работы действий и не перекрываемый
машинным временем.
Сумма
основного и вспомогательного времени
составляет оперативное время.
Оперативное
время Топ может быть разделено на
машинно-свободное (или аппаратно —
свободное) время и время работы
оборудования с участием рабочего.
Машинно-свободное
время Тм.с называют период времени, в
течение которого оборудование работает
без непосредственного участия рабочего.
Для определения машинно-свободного
времени из машинного времени исключают
вспомогательное время рабочего,
перекрываемое машинным, и время активного
наблюдения.
К
перекрываемому времени относят период
времени по выполнению рабочим основной
работы (активное наблюдение). а также
вспомогательной, которая осуществляется
в период машинной (аппаратурной) работы
оборудования.
Не
перекрываемое вспомогательное время
включает период времени по выполнению
работ при остановленном (неработающем)
оборудовании, когда по технологии все
операции производственного процесса
осуществляются последовательно.
Время
работы оборудования с участием рабочего
Тр.о.р — это оперативное время за вычетом
машинно-свободного.
К
времени случайной работы Тс.р относятся
периоды времени, затраченный на
изготовление продукции, не предусмотренной
производственным заданием, что вызвано
производственной необходимостью.
Время
непроизводительной работы оборудования
Тн.о — это период времени работы
оборудования, в течении которого не
увеличивается объем продукции или не
улучшается ее качество.
Временем
перерывов Тн в работе оборудования
называют период времени, в течение
которого оно бездействует, независимо
от причины возникновения перерыва.
Различают время регламентированных и
нерегламентированных перерывов.
Время
регламентированных перерывов Тп.о — это
время перерывов, связанных с подготовкой
оборудования к работе и обслуживанию
рабочего места, предусмотренных
технологией производственного процесса,
а также перерывов на отдых и личные
надобности рабочего.
Время
перерывов в работе оборудования,
связанных с подготовкой к работе и
обслуживания рабочего места Тп.о.т ,
включает период времени по выполнению
подготовительно — заключительных работ
и их организационного обслуживания.
К
времени перерывов, предусмотренных
технологией и организацией производственного
процесса Тп.т , относятся перерывы на
ремонт механизмов по графику, неустранимые
технологические перерывы при многостаночном
или многоагрегатном обслуживании, из-за
совпадения времени занятости рабочего
на одном аппарате (станке) при необходимости
обслуживать другие.
Время
нерегламентированных перерывов Тп.н —
это время перерывов, вызванных нарушением
производственного процесса или трудовой
дисциплины.
Временем
перерывов. вызванных нарушением
производственного процесса Тп.н.т ,
называют время бездействия оборудования
из-за отсутствия энергии, топлива, а
также время проведения внеплановых
ремонтов вследствие неисправности
оборудования.
Время
перерывов, вызванных нарушением трудовой
дисциплины Тп.н.д, учитывает время
бездействия оборудования в виду
опоздания, преждевременного ухода с
рабочего места, а также из-за других
нарушений трудовой дисциплины.
Время
использования оборудования может быть
подразделено на нормируемое и
ненормируемое.
К
нормируемому времени относят время
работы по выполнению производственного
задания, время перерывов в работе
оборудования, время перерывов,
предусмотренных технологией и организацией
производственного процесса, а также
время на отдых и личные надобности
рабочего.
Ненормируемое
время включает время непроизводительной
и случайной работы оборудования, время
перерывов, вызванных нарушением трудовой
дисциплины и нормального производственного
процесса.
Таким
образом, анализ времени использования
оборудования на предприятиях дает
возможность выявить случаи нерационального
использования аппаратов (агрегатов) во
времени, устранить потери, вскрыть
недостатки в организации производства
и принять необходимые меры к их устранению.
На
основе этого анализа составляют съемочные
балансы, показывающие фактическое
использование оборудования (агрегатов,
аппарата) во времени за исследуемый
период, а затем установочные балансы,
предусматривающие рациональное их
использование как показано в таблице
2.2.
Так
в цехе штампованных изделий были
проведены круглосуточные наблюдения
за использованием рабочего времени
рабочих цеха и технологического
оборудования сведения по результатам
наблюдений показаны в приложении В.
Загрузка
технологического оборудования и рабочих
на изготовлении следующей продукции в
соответствии с приложением (В) составила:
—
железнодорожной подкладки КБ — 65: пресс
№ 5 — 67,3 %, протяжной станок “ HOFFMAN “ —
83,5 %, рабочих — 77,5 %.
—
железнодорожной подкладки Д — 65 составила:
пресс №1 — 15,4%, рабочих — 87,2%
—
пробки для ЦПС: пресс №4 — 75%, рабочих
-72,9%.
Загруженность
вспомогательных рабочих (ремонтного и
обслуживающего персонала) за весь период
наблюдения составило:
—
сменный персонал — 69%
—
дневной персонал — 82,1%.
Также
имеются внутренние недостатки
организационно — технического характера
влияющие на выполнение плана: неисправное
оборудование, недостатки в организации
труда и нормирования:
1.
Не составляются акты на внутри сменные
простои и соответственно не производится
оплата этих простоев по актам.
2.
В наряды по сдельной оплате труда
попадают рабочие фактически не выполнявшие
эти работы. В результате занижается
процент выполнения норм составило:
—
за май месяц — 71,6%;
—
за июнь месяц — 86,1%;
—
за июль месяц — 95%.
Фактическое
выполнение норм за наблюдаемый период
составило 141,4%
Таблица
2.2
Фактический
и проектные балансы использования
оборудования в ЦШИ на участке изготовления
железнодорожной подкладки КБ – 65
|
N |
Наименование |
Среднее |
Проектируемый |
||
|
мин. |
% |
мин. |
% |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Пресс |
|||||
|
Рабочее |
480 |
100 |
480 |
100 |
|
|
Продолжение |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
А. |
Время |
323 |
67,3 |
265 |
55,2 |
|
Б. |
Время |
157 |
32,7 |
215 |
44,8 |
|
1. |
Подготовительно-заключительные |
20 |
4,2 |
30 |
6,3 |
|
1.1 |
Прием |
20 |
4,2 |
30 |
6,3 |
|
2. |
Время |
15 |
3,1 |
||
|
2.1 |
Невозможно |
15 |
3,1 |
||
|
3. |
Время |
111 |
23,1 |
120 |
25,0 |
|
3.1 |
Настройка |
111 |
23,1 |
120 |
25,0 |
|
4. |
Время |
26 |
5,4 |
50 |
10,4 |
|
4.1 |
Прием |
20 |
4,2 |
30 |
6,3 |
|
4.2 |
Отдых, |
6 |
1,3 |
20 |
4,2 |
|
Протяжной |
|||||
|
Рабочее |
480 |
100 |
480 |
100 |
|
|
А. |
Время |
400 |
83,3 |
360 |
75,0 |
|
Б. |
Время |
80 |
16,7 |
120 |
25,0 |
|
1. |
Подготовительно-заключительные |
13 |
2,7 |
30 |
6,3 |
|
1.1 |
Прием |
13 |
2,7 |
30 |
6,3 |
|
2. |
Время |
45 |
9,4 |
90 |
18,8 |
|
2.1 |
Настройка |
45 |
9,4 |
90 |
18,8 |
|
3. |
Время |
22 |
4,6 |
||
|
3.1 |
Прием |
17 |
3,5 |
||
|
3.2 |
Отдых, |
5 |
1,0 |
3.
Установленные на период освоения
производства железнодорожных подкладок
КБ- 65 временные нормы значительно
перевыполняют (в среднем перевыполнение
составляет 77,8 %) и требует пересмотра.
4.
Состав звеньев при изготовлении этих
подкладок выше нормы. За период наблюдения,
при норме 7 человек, фактически работало
в среднем 8 человек.
5.
Протяжной станок “ HOFFMAN “ останавливался
на время приема пищи, хотя при имеющейся
численности была возможность принимать
пищу поочередно.
6.
Машинисты кранов 15.07.00 г. в см. с 16.00 до
24.00 час. 2 чел., 16.07.00г. в см.. с 16.00 до 24.00
час. 1 чел., 17.07.00г. в см. с 16.00 до 24.00 час. 1
чел. использовались на уборке
производственных помещений.
У
дежурных электросварщиков ручной сварки
низкая загрузка в среднем 57 %. В 4-х из
9-ти наблюдаемых смен они совсем
отсутствовали.
С
целью совершенствования организации
и нормирования труда, повышения
эффективности и объемов производства
в ЦШИ предлагается:
1
Пересмотреть временные нормы времени
(выработки), введенные на период освоения
производства железнодорожной подкладки
КБ — 65.
2.
Ввести сдельную оплату труда для
заточников цеха. Для заточки протяжного
инструмента разработать местные нормы.
3.
Обосновать численность персонала
механоэнергослужбы ЦШИ с учетом
имеющегося в цехе оборудования и его
использования.
2.1.
Разработать и утвердить нормы времени
на замену технологического инструмента
и оснастки прессов.
2.2.
Технологических рабочих, занятых на
изготовлении продукции на период
простоев переводить на другую работу
с повременной оплатой труда или отправлять
в вынужденные прогулы. В случае
внутрисменных простоев свыше 2-х часов,
кроме технологических простоев, связанных
с заменой ножей, штампов, настройкой
штампов, предусмотренных нормами
времени, составлять акты простоев и
оплату производить согласно КЗОТ.
Наладить четкий учет простоев из-за
отсутствия сырья и длительных ремонтов
оборудования.
2.3.
Внедрить ежесменное закрытие нарядов
для сдельной оплаты труда технологического
персонала.
2.4.
Оплату труда технологическому персоналу
производить по физическим тоннам и по
видам производимой продукции.
2.5.
Разработать положение о премировании
мастеров в зависимости от показателей
работы бригады (выполнения плана,
номенклатуры, норм выработки).
2.6.
Не допускать превышения численности
звеньев выше, заложенной в нормах, кроме
случаев, связанных с необходимостью
обеспечения непрерывности технологического
процесса (плохое качество заготовки,
отсутствие самораскрывающихся
контейнеров, дополнительная ручная
обработка продукции).
2.7.
При наличии подмены не останавливать
протяжной станок “HOFFMANN” на время
обеденного перерыва.
2.8.
Для обеспечения нормального производства
железнодорожных подкладок и снижения
трудозатрат подготовить и согласовать
с Главным механиком комбината мероприятия
по:
-
изготовлению
организационной оснастки — самораскрывающихся
коробов; -
ремонту
пресса.

Что такое норма труда
Норма труда – это определяет количество выполняемого труда работником. Нормы труда служат также для расчета трудоемкости работ, стоимости затрат на виды работ.
- Каждый работодатель нацелен на получение максимума профессиональных возможностей от своих работников и рассчитывает, что сотрудники будут добросовестно выполнять трудовые обязанности, с полной отдачей подходить к любому заданию. Одним из важных аспектов организации работы компании является распределение функционала, расчет ресурсов и нормирование рабочих процессов.
В соответствии со ст. 160 Трудового кодекса РФ нормы труда — это нормы выработки, времени, нормативы численности и другие нормы, установленные в соответствии с достигнутым уровнем техники, технологии, организации производства и труда
Статьей 159 Трудового кодекса РФ работникам гарантируется применение систем нормирования труда, определяемых работодателем с учетом мнения представительного органа работников или устанавливаемых коллективным договором.
Согласно статье 129 Трудового кодекса РФ заработная плата работника определяется как вознаграждение за труд в зависимости от квалификации работника, сложности, количества, качества и условий выполняемой работы, а также включает в себя компенсационные и стимулирующие выплаты.
Норматив численности — это необходимое количество мастеров для выполнения определенного объема работы, изготовления новогодних игрушек. Очевидно, что повысь работодатель норму выработки за смену до ста — двух человек для этого станет недостаточно. Соответственно, норма выработки — объем трудового задания, установленного в каких-либо единицах измерения (штуки, килограммы, метры).
Однако есть еще понятие «норма времени» — это значение, измеряемое в секундах, минутах, часах и т.д. и показывающее количество рабочего времени, необходимого для выполнения единицы работы. На примере елочных шаров нормой времени будет количество рабочего времени, затрачиваемого на изготовление одной игрушки. В данном случае расчет норм труда не так сложен, как, скажем, в установлении таких цифр для дизайнера, автора статей или оркестранта филармонии. Помимо перечисленных, существуют другие нормы: нормы обслуживания, нормированное задание и т.д. Нормы труда подразделяются на индивидуальные и коллективные (коллективная ответственность за выполнение плана или отдельного задания).
Что такое нормирование труда
Нормирование труда — важная составная часть организации труда. Нормы труда классифицируют по различным основаниям, в том числе в зависимости от сферы применения нормы подразделяются:
- на отраслевые и межотраслевые,
- типовые,
- местные.
Типовые профессиональные нормы утверждаются Министерством труда и социальной защиты РФ, порядку их разработки посвящено Постановление Правительства РФ от 11.11.2002 №804 «О Правилах разработки и утверждения типовых норм труда» (должны устанавливаться федеральным органом исполнительной власти, ответственным за управление, регулирование и координацию деятельности в отрасли), отраслевые (профессиональные) нормы предназначены для работы в организациях одной отраслевой направленности, межотраслевые — для осуществления трудовой деятельности на предприятиях двух и более отраслей экономики. Местные нормативные показатели работодатели принимают, когда или отсутствуют отраслевые нормы, или есть необходимость установить иные данные. Например, в соответствии с технологическим уровнем, организационными особенностями или внедрением нового оборудования, принципиально отличающихся видов деятельности (ноу-хау, новая область в экономике и т.д.).
Если работодатель принимает свои нормы труда на предприятии, то необходимо руководствоваться следующими принципами:
- прогрессивность норм труда (учет технологических достижений, эффективное распределение задач в рамках рабочего графика, рациональная организация производства и труда);
- дифференциация норм труда (то есть разработка нормативов в соответствии с изменяющимися/перманентными условиями для равной оплаты за равный труд);
- экономичность различных способов выполнения работ для сокращения издержек и сохранения работоспособности сотрудников;
- создание нормальных условий для выполнения норм труда, соблюдение техники безопасности.
Основания для пересмотра норм труда

В соответствии с абз. 2 ст. 160 Трудового кодекса РФ нормы труда могут быть пересмотрены по мере совершенствования или внедрения новой техники, технологии и проведения организационных либо иных мероприятий, обеспечивающих рост производительности труда, а также в случае использования физически и морально устаревшего оборудования.
Изменение норм труда затрагивает интересы и работодателя, и работника. Работодатель заинтересован в ужесточении норм труда, повышении производительности, сокращении издержек, возможного, например, за счет сокращения штата. Работник, в свою очередь, преследует иные цели: рост заработка при снижении (либо сохранении) трудовых усилий.
Толкование абз. 2 ст. 160 ТК РФ позволяет сделать вывод о том, что для пересмотра норм труда необходимы объективные причины: организационные или технологические изменения рабочих процессов. Такими причинами можно считать внедрение оборудования нового поколения, изменение технологий производства, существенные изменения в составе штатных работников, перераспределение функционала и прочее. Нормы труда могут быть пересмотрены и в сторону снижения, в случае если предприятие использует физически и морально устаревшее оборудование.
Новые нормы труда работодатель может ввести только после проведения обязательных мероприятий, которые в действительности обеспечивают рост производительности труда. В соответствии со ст. 160 ТК РФ нормы труда не пересматриваются, если производительность повысилась за счет мастерства отдельных работников. Правильность в расчетах норм труда очень важна, так как влияет на эффективность работы компании и качество жизни работников (причем влияние прослеживается даже после прекращения трудовых отношений).
Пример из судебной практики
Апелляционным определением Судебной коллегии по гражданским делам Ярославского областного суда по делу №33-5731/2017 оставлено в силе решение суда первой инстанции по иску гражданки Ш. к Управлению Пенсионного фонда РФ об отказе во включении в стаж периода работы. Суть дела: решением УПФР гражданке Ш. отказано в назначении досрочной страховой пенсии по старости. Специальный стаж для назначения пенсии должен был составлять 25 лет, по расчетам Пенсионного фонда истец проработал 22 года 4 месяца 27 дней. Но Ш. с этим не согласилась, так как в стаж не был засчитан период работы в учреждении детского дошкольного образования в должности социального педагога и работы в должности учителя начальных классов. Решение обосновывалось тем, что работник не выполнял необходимого объема трудовой нагрузки.
Выводы суда апелляционной инстанции:
- Согласно п. 4 Правил исчисления периодов работы, дающей право на досрочное назначение трудовой пенсии лицам, осуществляющим педагогическую деятельность в учреждениях для детей, утвержденных Постановлением Правительства РФ от 29.10.2002 №781, периоды работы засчитываются в стаж при условии выполнения нормы рабочего времени, установленной за ставку заработной платы.
Как определить нормы труда
Каждый работник обязан выполнять свои трудовые обязанности. Круг обязанностей определяется трудовым договором, кроме того, расширенное или более конкретное значение обязанностей может быть установлено в должностной инструкции, должностном регламенте. Нередко работнику приходится трудиться больше, интенсивнее. В таком случае работодателю важно знать, как оформить труд работника в соответствии с законом, чтобы избежать судебных тяжб.
Во-первых, с письменного согласия работника ему может быть поручено выполнение дополнительной работы. Дополнительное задание необязательно должно соответствовать профессии сотрудника, но, разумеется, должно быть оплачено. Поэтому, если в текущие вопросы вклинивается что-то неординарное, ситуацию можно разрешить с помощью расширения зоны обслуживания или увеличения объема работ (ст. 60.2 ТК РФ). Но в законе отсутствует четкое разграничение понятий «расширение зоны обслуживания» и «увеличение объема работ», в оформлении и оплате разницы нет. Соглашение об увеличении объема работ или расширении зоны обслуживания заключается в письменной форме, в нем указывается:
- какую именно дополнительную работу выполняет сотрудник;
- срок, в течение которого действует соглашение;
- размер оплаты дополнительного труда.
Относительно размера оплаты доптруда закон не устанавливает ограничений: нет ни максимального, ни минимального размера оплаты. Но в соответствии с ч. 2 ст. 22 ТК РФ работодатель обязан обеспечивать работникам равную плату за труд равной ценности.
Во-вторых, работа должна организовываться с учетом всех ключевых показателей. Налаживание эффективной работы организации любой отраслевой принадлежности в принципе невозможно без нормирования труда. Это обязательный элемент управления, который необходим для расчета необходимых затрат для достижения определенных результатов, расчета размера заработной платы сотрудников (включая оклады, тарифные ставки, стимулирующие надбавки и премии), себестоимости и стоимости товаров, производимых предприятием, или оказываемых компанией услуг.
Нормы труда — это цифры, которые формируются путем анализа произведенных подсчетов, данных, полученных в процессе исследования экономического, технического и правового обоснования норм выработки, численности, времени и др. Как их получить? Любой рабочий процесс можно разделить на этапы и элементы, подсчитать затраты на выполнение каждого из них, соотнести с показателями рынка по оплате труда определенной квалификации, рассмотреть возможность привлечения к задаче более «дешевого» сотрудника, дабы квалифицированный специалист тратил время на сложные операции, при расчетах исходить из поставленных целей — какой результат является желаемым и какое решение в связи с этим оптимально. Некоторые компании прибегают к услугам хронометражиста — специалиста по организации рабочих процессов, с его помощью можно проверить нормы выработки, распределить время на выполнение различных заданий, закрепить наиболее рациональный режим работы.
Процесс нормирования труда включает в себя этапы:
- обоснование и разработка норм труда (техническая часть);
- установление норм труда;
- введение в действие установленных норм труда;
- обеспечение нормальных условий для выполнения норм труда;
- замена и пересмотр действующих норм труда.
Локальные нормативные акты по утверждению норм труда принимаются с учетом мнения представительного органа работника (например, профсоюза). Это значит, что работодатель обязан информировать представительный орган о процессе разработки норм труда, согласовывать проект, а тот, в свою очередь, давать комментарии по его содержанию. Согласованный проект с нормами труда вводится в действие приказом работодателя (или распоряжением). Напомним, что работники должны быть извещены об этом не позднее чем за два месяца, иначе нормы труда не будут иметь юридической силы.
Увидели опечатку? Выделите фрагмент и нажмите Ctrl+Enter
Подпишитесь на соцсети
Публикуем обзор статьи, как только она выходит. Отдельно информируем о важных изменениях закона.
 Поделиться с друзьями
Поделиться с друзьями
Нормирование труда рабочих на предприятии на примере ОАО ‘КуйбышевАзот’
Содержание
Введение
. Методика
проведения анализа нормирования труда рабочих
2. Анализ
нормирования труда рабочих на предприятии ОАО «КуйбышевАзот» цеха по
производству порошковых изделий
2.1 Краткая
характеристика предприятия
2.2 Анализ
трудовых показателей ОАО «КуйбышевАзот» цеха по производству
порошковых изделий
.3 Анализ
нормирования труда ОАО «КуйбышнвАзот» цеха по производству порошковых
изделий
3.
Рекомендации по повышению эффективности нормирования труда рабочих
Заключение
Список
использованной литературы
Приложения
Введение
Для эффективного функционирования современного производства основанного
на применении сложной техники и технологий, необходима четкая организация
трудового процесса, применение прогрессивных норм и нормативов, являющих основой
не только организации планирования труда на рабочих местах, но и организации
производственных процессов в управлении производством. Соответствие форм
организации и качества его нормирования, уровня развития техники и технологии —
служат главным условием достижения высокой эффективности производства.
Нормирование труда рабочих признается одной из наиболее важных сфер жизни
предприятия, вид деятельности, направленный на установление необходимых затрат
и результатов труда.
Нормирование труда является основой оперативного и перспективного
планирования, оценки затрат рабочего времени, определения численности и
квалификации работающих, расчета мощности производственных площадей, заработной
платы и многое другое.
Цель анализа — наметить пути совершенствования при нормировании труда
рабочих, дать рекомендации по повышению эффективности нормирования труда.
Эффективное использование трудовых ресурсов, создание благоприятных условий
труда оказывают влияние на уровень производительности труда, на увеличение
объемов продукции и сроки их выполнения, на эффективность использования
мощности, а также на себестоимость оказываемых услуг, т.е. на
технико-экономические показатели работы предприятия. Поэтому на сегодняшний
день очень важно для предприятия достоверное нормирование труда рабочих. Для
анализа и рационализации трудового процесса, разработки норм затрат труда
необходимо тщательно изучить затраты рабочего времени исполнителя работ и
времени использования оборудования.
Объект исследования курсовой работы: Открытое акционерное общество
«Уралэлектромедь» цеха по производству порошковых изделий.
Предмет исследования: состояние нормирования труда работников.
Целью данной работы является выявление соответствия методики расчета норм
от фактического выполнения (методом проведения фотографии рабочего времени).
Норм труда работников-сдельщиков и пути повышения производительности труда за
счет пересмотра норм труда.
Методы анализа курсовой работы:
. метод расчета;
. метод личных наблюдений;
. метод сравнения;
. метод сопоставления,
Основные задачи:
. изучение методов нормирования труда работников.
. оценка качества действующих норм;
. определение эффективности работы по замене и пересмотру норм.
. разработка мероприятий по совершенствованию нормирования труда
рабочих.
Курсовая работа состоит из 35 страниц, 9 таблиц, 5 диаграмм, 2 рисунков и
2 приложений.
1. Методика проведения анализа нормирования труда рабочих
Цель анализа найти положительные и отрицательные показатели при
нормировании рабочего времени работников. Совершенствование и поддержания
нормирования труда на высоком уровне, способность внедрению достижений науки и
техники, прогрессу технологии, развитию прогрессивных форм организации труда,
снижению трудоемкости продукции.
Задачами анализа нормирования труда являются:
. определение охвата работников нормированием труда по всем
категориям работающих и динамики этих показателей.
. оценки качества действующих норм, включающая анализ материалов,
структуры норм, их обоснованности, напряженности, прогрессивности, уровня
выполнения и динамики.
. оценки организации работы по нормированию труда и изучению
использования рабочего времени.
. определение эффективности работы по замене и пересмотру норм, а
также общая оценка уровня нормирования труда.
Исходя из задач анализа определяются:
. круг показателей, количество которых не должно быть большим, так
как это затрудняет аналитическую работу, и в то же время достаточными для
проведения анализа и обеспечения достоверных выводов;
. объем аналитической работы, распределение ее между исполнителями,
сроки проведения работ.
Перечисленные направления анализа тесно взаимосвязаны. Поэтому
немаловажное значение имеет последовательность их осуществления.
Работа по анализу нормирования труда проводится в три этапа:
. Подготовительный, который включает знакомство с
производственными условиями и технологическими процессами в цехах, с
организацией труда, с нормировочной документацией. На этом этапе производится
отбор информации: отчеты о выполнении норм выработки, сводные данные фотографий
и самофотографий рабочего времени, наряды на выполнение работ, отчеты о
выполнении организационно- технических мероприятий по снижению трудоемкости,
календарные планы по пересмотру норм и т.п.
. Собственно анализ, который заключается в группировку
анализируемых данных, в сравнении их с прошлыми периодами в динамике, в
сопоставлении с аналогичными других цехов и подразделений.
. Общая оценка состояния нормирования труда и разработка
мероприятий по установлению выявленных недостатков.
Классификация затрат рабочего времени.
В течении рабочей смены рабочий тратит свое время на выполнение
производственного задания, отдых и потери по различным причинам. В целях
изучения и анализа всего многообразия затрат рабочего времени предусмотрена
единая классификация затрат рабочего времени, в соответствии с которыми все
рабочее время делят на нормируемое и ненормируемое (рис. 1).
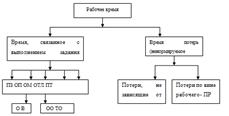
Рис. 1 Классификация рабочего времени:
ПЗ — подготовительно-заключительное время; ОП — оперативное время; ОМ —
время обслуживания рабочего места; ОТЛ — время перерывов на отдых и личные
надобности; ПТ — время перерывов по организационно-техническим причинам; О —
основное время; В — вспомогательное время; ОО — время организационного
обслуживания рабочего места; ТО — время технического обслуживания рабочего
места; ПН — время непроизводственной работы; ПО — потери времени по
организационно-техническим причинам.
Методика расчета норм выработки на изготовление порошковых изделий для
рабочих
Расчет норм выработки на прессование порошковых изделий
n = (Т раб — Т загр — Т обс — Т п-з — Т перерыв) х 60 х n, (1)
где N n — норма выработки в смену на прессование порошковых изделий, шт;
Т раб — продолжительность рабочей смены, ч;
Т загр — время, необходимое для загрузки шихты (зависит от оборудования и
массы иэделия), ч;
Т обс — время на обслуживание рабочего места, ч;
Т п-з — подготовительно — заключительное время, ч;
Т перерыв — время на отдых и личные надобности, ч;- число ходов
прессового оборудования (иэ технологической карты), ход/мин.
Время, необходимое для загрузки шихты (зависит от оборудования и массы
изделия)
Т загр = (М шихты/М загрузки) х Т п,
где: М шихты — кол-во шихты, необходимое для изготовления Nn прессовок,
кг
М заг — масса шихты, засыпаемая в бункер пресса, кг;
Тп — время загрузки шихты в бункер пресса, это время составляет 0,2 часа.
здесь М мат — масса материалов одного изделия, кг.
М мат = М дет х 1,1;
М дет — масса одной детали, кг.
Время на организационно — техническое обслуживание рабочего места
принимаем в размере 6% от Т раб, с учетом рекомендаций
Т обс = 0,06 х Т раб.
Время на отдых и личные надобности принимаем по картам аттестации — 45
мин.
Т перерыв = 0.75 ч.
Подготовительно — заключительное время принимаем в размере 0,23 ч. на
основании анализа структуры затрат рабочего времени с учетом рекомендаций.
Подставив выражения в формулу (1) и проведя математические преобразования
окончательно получаем
= (n х М заг х 362,04)/(М загр + 13,2 х м дет х n). (2)
Расчет норм выработки при ручном калибровании порошковых изделий
рк = (Т раб — Т заг. к — Т обс к — Т п-з к — Т перерыв) х 60 х n,
где: N рк — норма выработки в смену на калибрование порошковых изделий в
ручном режиме, шт.;
Т заг. к- затраты времени на смазывание матриц и деталей, установку
изделий, включение пресса, снятие деталей в течении смены.
Применительно условиям ЦППИ эти затраты времени на 1000 штук изделий
будут следующими:
смазывание матрицы — 0,06 часа
установка изделий — 0,77 часа
включение пресса — 0,51 часа
снятие детали — 0,51 часа
нормирование труд работник предприятие
Т заг.к = (N рк ´1,85)/1000;
Т контр. — время на контроль параметров детали и необходимую подналадку
пресса ;
Т п-з к — подготовительно — заключительное время, принимаем в размере
0,43 ч. на основе анализа структуры затрат рабочего времени при калибровании
изделий.
Т обс к — время на обслуживание рабочего места, обеспечение рабочего
места заготовками деталей (10 кг переносимая весовая норма), принимаем
Т обс к = N рк ´ М дет ´ 0,02;
где 0,02 — затраты времени на одну операцию обеспечения рабочего места
заготовками деталей.
При определении Т контр. Принимаем 0,003 часа на 1 контрольную операцию.
Операция производится через z деталей. Численное выражение переменной z
определяется по технологическим картам.
![]()
где:число замеров (берется из операционной карты).
Расчет норм выработки при калибровании порошковых изделий с механической
(шиберной) подачей изделий в зону калибрования
шк = (Траб — Тшзаг.к — Т обс — Т п-з к — Т контр. — Т перер) ´ 60 ´ n, (3)
где: Т заг.к — затраты времени на смазывание матриц и дополнительные
затраты времени на обслуживание в течение смены устройства механической подачи,
а именно снятие с верхней плиты матрицы откалиброванных деталей. Затраты
времени на 1000 штук изделий будут следующими:
смазывание матрицы — 0,11 часа
установка изделий — 0,14 часа
,25 часа.
Затраты времени Т ш заг. к в течение смены
Т ш заг. к = (N шк ´ 0,25)/100
Расчет норм выработки при калибровании порошковых изделий в
автоматическом режиме
ак = (Траб — Тзаг.а.к — Т обс — Т п-з к — Т перер) ´ 60 ´ n,
Т контр при
автоматическом режиме — нет
Расчет норм
выработки при спекании порошковых изделий
сп = (Т раб —
Тппр) х n сп
где: N сп — норма выработки в смену при спекании порошковых изделий, шт;
Т раб — продолжительность рабочей смены, ч;
Т ппр — время на ремонт и техобслуживание, 7% от Т раб., ч;сп —
количество изделий спекаемых в течение 1 часа, берется отдельно для каждого
типа печи из технологических карт, шт./час.
Окончательно формула имеет вид
сп =0,93 х Т раб х n сп
2. Анализ нормирования труда рабочих на предприятии ОАО
«КуйбышевАзот» цеха по производству порошковых изделий
.1 Краткая характеристика предприятия
Открытое акционерное общество «КуйбышевАзот» является одним из
ведущих предприятий российской химической промышленности.
Предприятие осуществляет свою деятельность по двум основным направлениям:
капролактам и продукты его переработки (полиамид-6, высокопрочные
технические нити, кордная ткань, инженерные пластики);
аммиак и азотные удобрения.
Кроме того «КуйбышевАзот» производит технологические газы,
обеспечивающие потребности основных бизнес-направлений, и вместе с тем
являющиеся самостоятельными товарными продуктами.
Главная цель стратегия развития ОАО «КуйбышАзот» обеспечение
дальнейшего повышения конкурентоспособности за счет повышения эффективности
работы предприятия при улучшении уровня жизни работников.
Главная цель развития ОАО «КуйбышевАзот» на среднесрочную
перспективу.
Таким образом, главная цель ОАО «КуйбышеАзот» на среднесрочную
перспективу- обеспечение дальнейшего повышения конкурентоспособности за счет
повышения эффективности работы предприятия при улучшении уровня жизни
работников.
Основные задачи, которые сегодня стоят перед предприятием:
. это обеспечение дальнейшего повышения конкурентоспособности за
счет повышения эффективности работы подразделения и ОАО в целом.
. это поддержание конкурентоспособной заработной платы.
. это поддержание стабильности социально- трудовых отношений.
Далее в курсовой работе анализ трудовых показателей будет по цеху по
производству порошковых изделий ОАО «КуйбышевАзот».
Производственная деятельность цеха по производству порошковых изделий
(ЦППИ) связана с выпуском порошков.
.2 Анализ трудовых показателей ОАО «КуйбышевАзот» цеха по
производству порошковых изделий
Изучая показатели трудовых ресурсов целесообразно начать с численности
персонала ЦППИ, с потерь рабочего времени (на 1-го среднесп. работника чел/дн.
Таблица 1
|
Наименование |
Ед.изм |
Факт 2012г |
Факт 2013г |
Факт 2014г |
Отклонение % |
||
|
2013г к 2012г |
2014г к 2013г |
2014г к 2012г |
|||||
|
Численность, всего |
чел. |
104 |
106 |
109 |
103,1 |
100,6 |
103,7 |
|
в том числе: |
|||||||
|
Рабочие |
чел. |
88 |
92 |
90 |
101,0 |
99,8 |
100,8 |
|
РСиС |
чел. |
16 |
18 |
19 |
113,7 |
104,4 |
118,7 |
|
Потери рабочего времени на |
|||||||
|
Потери раб. времени |
чел.дн. |
13,50 |
11,30 |
17,16 |
83,7 |
151,9 |
127,1 |

Динамика Потери рабочего времени на 1-го среднесп. работника чел./дн.
Вывод: потери рабочего времени 1-го среднесписочного работника ЦППИ
последние три года растут из года в год и достигли 17,2 дней, а это равносильно
тому, что 14 человек числились в списочном составе ЦППИ, при этом на работе не
появлялись.
Надо сокращать потери рабочего времени и улучшение использования рабочего
времени — ликвидация прогулов, опозданий и других нарушений трудовой
дисциплины; устранение потерь рабочего времени из-за плохой организации труда и
производства; устранение непроизводственных затрат труда.
Таблица 2. Численность персонала по категориям:
|
Категория |
2012 г |
2013 г |
2014 г |
Отклонение % |
||
|
2013г к 2012г |
2014г к 2013г |
2014г к 2012г |
||||
|
Руководители |
10 |
10 |
10 |
100 |
100 |
100 |
|
Специалисты |
11 |
11 |
12 |
100 |
109,0 |
109,0 |
|
Служащие |
— |
— |
— |
— |
— |
— |
|
Рабочие |
83 |
85 |
87 |
102,4 |
102,4 |
104,8 |
|
Итого |
104 |
106 |
109 |
101,9 |
102,8 |
104,8 |

Динамика численности персонала по категориям.
Вывод: по данным показателям видно, что динамика численности персонала по
категориям значительно не изменялась, изменение составило в общей численности
персонала ЦППИ, соответственно и численность категорий изменялась.
Таблица 3 Численность персонала по возрасту в цехе по производству
порошковых изделий.
|
Возраст |
2012г |
2013г |
2014г |
Удельный вес % |
||
|
2012г |
2013г |
2014г |
||||
|
Моложе 20 лет |
4 |
3 |
5 |
3,8 |
2,8 |
4,6 |
|
С 20-30 лет |
19 |
24 |
15 |
18,3 |
22,6 |
13,8 |
|
С 30-45 лет |
17 |
19 |
34 |
16,3 |
17,9 |
32,2 |
|
С 45-60 лет |
60 |
58 |
54 |
58,7 |
54,7 |
49,5 |
|
Свыше 60 лет. |
2 |
2 |
1 |
2,9 |
2 |
4,5 |
|
Всего |
104 |
106 |
109 |
100 |
100 |
100 |
|
По полу |
||||||
|
Женщины |
46 |
50 |
54 |
44,0 |
47,0 |
49,0 |
|
Мужчины |
58 |
56 |
58 |
56,0 |
53,0 |
51,0 |
|
Всего |
104 |
106 |
109 |
100 |
100 |
100 |
Вывод: в ЦППИ основанная численность персонала к 2014 г. возраста с 45-60
лет составляет 49,5%, 30-45 лет 332,2, с 20-30 лет 13,8%, моложе 20, старше 60
лет составило 9,1%. По данным показателям видно, что основная численность
приходиться к возрасту 45-60 лет. Численность молодого персонала не значительно
увеличивалось с 2004г. с 5 человек до 13 человек. В 2011г. произошло
сокращение, с 2012 года персонал старше 60 лет стал снижаться. Численность
персонала по возрасту постепенно меняется, но изменение не постепенное.

Динамика численности персонала по полу за 2014 год.
По данной динамике видно, что численность мужчин и женщин к 2014 году
примерно одинаково, мужчины составляют 51%, женщины 49%, это положительный
результат и эффективно сказывается на производительности труда.
Таблица 4 Численность персонала по уровню образования
|
Категория |
20012 |
2013 |
2014 |
Удельный вес % |
||
|
2012г |
2013г |
2014г |
||||
|
Общеобразовательное учебное |
14 |
12 |
9 |
13,5 |
11,3 |
8,3 |
|
Начальное профессиональное |
49 |
48 |
49 |
47,1 |
45,3 |
45,0 |
|
Среднее профессиональное |
29 |
32 |
35 |
27,9 |
30,2 |
32,1 |
|
Высшее учебное заведение |
12 |
14 |
16 |
11,5 |
13,2 |
14,7 |
|
Итого |
104 |
106 |
109 |
100 |
100 |
100 |
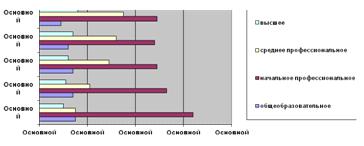
Динамика численности персонала по уровню образования
Вывод: по данным показателям видно, что удельный вес численности
персонала по уровню образования в цехе по производству порошковых изделий
изменилось с 2012-2014 гг. и составило:
общеобразовательное учебное заведение 13,5-8,3%;
начальное профессиональное учебное заведение 47,1-45%;
среднее профессиональное учебное заведение 27,9-32,2%;
с высшем учебным заведение 11,5-14,5%. На предприятии ОАО
«КуйбышевАзот» существует свой учебный центр, работники именно там
получают начальное профессиональное, средне профессиональное и высшее
образование.
|
Наименование |
Ед.изм. |
Факт 2012г. |
Факт 2013г. |
2014 год |
Отклонение % |
||
|
2013г к 2012г |
2014г к 2013г |
2014г к 2012г |
|||||
|
Основные виды продукции |
т |
295,55 |
322,575 |
376,053 |
109,1 |
116,6 |
127,2 |
|
ФЗП, всего |
тыс.руб. |
15 658, 568 |
18 728, 858 |
22 360,0003 |
119,6 |
119,4 |
142,7 |
|
Средняя зарплата, всего |
руб. |
10 250,0 |
14 536,0 |
21 158,1 |
141,8 |
145,6 |
206,4 |
|
в том числе: |
|||||||
|
— руководителей |
руб. |
18 663,0 |
23 954,0 |
29 520,0 |
128,4 |
123,2 |
158,17 |
|
— специалистов |
руб. |
13 569,0 |
18 696,0 |
21 321,3 |
137,8 |
114,0 |
157,1 |
|
— рабочих |
руб. |
10510,0 |
13 018,0 |
17 438,0 |
123,9 |
133,9 |
165,9 |
|
Производительность труда по |
|||||||
|
Выпуск основной продукции |
чел.т. |
3,135 |
3,441 |
3,633 |
109,8 |
115,9 |
115,9 |
Вывод: по произведенным расчетам видно, что за последние три года
(2012-2014 гг.) величина ежегодного прироста производительности труда составила
16,6-27,2%. В тоже время, средняя заработная плата увеличилась в 2,6 раза.
Величина ежегодного выпуска основной продукции на 1 работника составило 15,9%.
По результатам деятельности в 2013 году в ЦППИ отставание темпов роста
производительности труда от средней заработной платы составило 10,3%. Таким
образом, темпы роста средней заработной платы в ЦППИ опережают
производительность труда. Это свидетельствует о неэффективности расходов на
оплату труда, снижает конкурентоспособность и рентабельность производства.
Таблица 6 Производственно-хозяйственная деятельность ЦППИ за 2012-2014
гг.
|
Наименование |
2012 г тыс. руб |
2013г тыс. руб |
2014г тыс .руб |
Отклонение относительное, % |
||
|
2013 к 2012 |
2014 к 2013 |
2014 к 2012 |
||||
|
Выпуск готовой продукции |
84,796 |
113,246 |
133,280 |
133,55 |
117,69 |
157,18 |
|
Отгруженная продукция |
77,164 |
97,05 |
115,260 |
125,78 |
118,76 |
149,37 |
|
Себестоимость |
59,369 |
85,214 |
98,833 |
143,53 |
115,98 |
166,47 |
|
Заработная плата ЦППИ |
15,458 |
16,343 |
19,847 |
105,72 |
121,44 |
128,40 |
|
ЕСН ЦППИ |
5,717 |
6,040 |
7,340 |
105,65 |
121,52 |
128,39 |
|
Всего затрат |
80,544 |
107,587 |
126,620 |
133,58 |
117,69 |
157,21 |
|
Рентабельность продаж, % |
12,2 |
10,9 |
10,0 |
89,3 |
91,2 |
82,0 |
|
Прибыль |
9,38 |
10,537 |
11,36 |
112,33 |
107,81 |
121,11 |
Примечание: все показатели даны на 1 т. продукции.
Вывод: по произведенным расчетам видно, что выпуск готовой продукции за
три года (2012-2014 гг.) увеличился с 17,69-57,18%, отгруженная продукция
увеличилась 118,76-49,37%, следовательно, отгруженная продукция реализуется не
вся на конец 2014 г. на складе складируется 7,81%. Таким образом, прибыль
только при отгруженной продукции, за последние три года прибыль увеличилась
7,81-21,11%. Следовательно, прибыль можно увеличить если реализовывать всю
выпускаемую продукцию. Рентабельность продаж снизилось из-за повышения
себестоимости выпускаемой продукции.
Диаграмма 5. Структура снижения рентабельности продаж ЦППИ
Таблица 7 Формирование себестоимости. Плановая калькуляция на 1 тонну
продукции.
|
Ст. |
наименование |
Ед. Изм |
2012г.на 1 т |
2013г. на 1т |
2014г. на 1т |
Отклонение % |
||||||||
|
Кол-во |
цена |
Сумма |
Кол-во |
Цена |
Сумма |
Кол-во |
Цена |
Сумма |
2013 к 2012 |
2014 к 2013 |
2014 к 2012 |
|||
|
1 |
Сырье |
Тн |
||||||||||||
|
Основные материалы |
Тн |
Х |
7958,5 |
Х |
9002,01 |
Х |
15882,68 |
113,1 |
176,4 |
198,8 |
||||
|
Порошок олова Порошок |
тн тн тн тн |
0,017 0,039 0,014 0,068 |
398001,0 32432,75 37130,00 |
6766,02 126,49 519,82 |
0,0170 0,0039 0,0140 0,0068 |
459101,30 26447,07 37130,00 |
7804,72 103,14 519,82 |
0,032 0,062 0,014 0,077 |
398001,0 32432,75 37130,00 |
12736,03 2010,83 519,82 |
||||
|
ГОТОВАЯ ПРОДУКЦИЯ |
Тн |
Х |
Х |
Х |
Х |
Х |
Х |
Х |
Х |
Х |
||||
|
РАСХОДЫ ПЕРЕДЕЛА |
||||||||||||||
|
2 |
Вспомогат материалы |
Руб |
Х |
Х |
1863,09 |
Х |
Х |
1874,17 |
Х |
Х |
1824,94 |
100,6 |
97,4 |
97,9 |
|
Масло И-20 Коробка |
Л шт кг л рул шт кг |
11,04 200,0 0,81 0,42 3,95 |
17,54 6,83 63,53 30,92 |
199,96 1366,00 51,46 12,99 |
11,40 200,00 0,81 0,42 |
17,54 6,89 61,41 30,92 |
199,96 1378,00 49,74 12,99 |
13,4 200,0 0,87 0,42 3,95 |
17,54 6,83 60,85 30,92 |
235,04 1366,00 52,94 12,99 |
||||
|
3 |
ТЗР |
Руб |
589,30 |
652,57 |
1,062,46 |
110,7 |
162,8 |
180,3 |
||||||
|
4 |
Энергетические затраты |
Руб |
Х |
Х |
6234,41 |
Х |
Х |
5987,00 |
Х |
Х |
6842,81 |
96,0 |
114,3 |
109,7 |
|
Электроэнергия Газ |
кВт м3 |
4100 0,244 |
1,40 2026,27 |
5740,00 494,41 |
4100,00 0,244 |
1,35 1853,38 |
5535,00 452,22 |
4500 0,244 |
1,42 1855,76 |
6390,00 452,81 |
96,4 91,5 |
115,5 100,4 |
111,3 91,5 |
|
|
5 6 7 8 |
ЗП основного производства |
Руб руб руб руб |
Х Х Х Х |
Х Х Х Х |
21175,00 5907,83 3125,00 |
Х Х Х Х |
Х Х Х Х |
22383,3 6244,95 2625,00 |
Х Х Х Х |
Х Х Х Х |
27187,50 7585,31 4700,00 |
105,7 105,7 84 135,9 |
121,5 121,5 186 21,1 |
128,4 128,4 150,4 28,6 |
|
9 |
Всего расходов передела |
Руб |
Х |
Х |
80544,46 |
Х |
Х |
107587,1 |
Х |
Х |
74714,88 |
|||
|
10 |
Цеховая себестоимость |
Руб |
Х |
Х |
80544,46 |
Х |
Х |
107587,1 |
Х |
Х |
126020,18 |
133,6 |
117,3 |
156,6 |
Вывод: себестоимость продукции на 1т изделия за последние три года
(2012-2014гг) увеличивается прирост составил 33,6-56,6%, основанием для
увеличения себестоимости основные материалы, с 2012-2014гг увеличением
составило 98,8%. Таким образом, темпы роста себестоимости на 1т продукции в
ЦППИ увеличиваются, а показатели отгруженной продукции изменяются не значительно,
следовательно, подразделение работает «на склад», изделия
складируются.
Подразделению надо искать новых поставщиков основного материала или
реализовывать большее количество товара, при этом увеличивая производительность
труда.
.3 Анализ нормирования труда ОАО «КуйбышнвАзот» цеха по
производству порошковых изделий
Таблица 8 Показатели выработки норм рабочих — сдельщиков.
|
Профессия |
% выполнения плана к 100% |
Отклонение в % |
||||
|
2012г |
2013г |
2014г |
2013г к 2012г |
2014г к 2013г |
2014г к 2012г |
|
|
Шихтовщик |
93,00 |
98,00 |
105,00 |
105,4 |
107,1 |
113,00 |
|
Прессовщик |
105,00 |
109,00 |
116,00 |
103,8 |
106,1 |
110,5 |
|
Спекальщик |
85,00 |
89,00 |
97,00 |
104,7 |
108,9 |
114,1 |
|
Средний % выполнения норм |
94,3 |
98,7 |
106,00 |
104,7 |
107,4 |
112,4 |
Вывод: по произведенным расчетом видно, что выработка рабочих за последите
три года 2012-2014гг. изменилось с 94,3% до 106%, на это увеличение выработки
повлияло увеличение производительности труда шихтовщиков на 8%, прессовщиков на
6,7%, спекальщиков на 7,7%
При производстве деталей методом порошковой изделий используются
следующие параметры:
Таблица 9. Параметры детали
|
Наименование |
Приготовление шихты |
Прессовка число ходов |
Калибровка режим |
Спекание |
|
Дик контактный 1470.0669 |
14 ход/мин |
7 ход/мин |
Скорость 5,5 км/ч Загрузка |
Рабочее время:
|
Профессия |
Смена, часов |
Обед, часов |
Рег.перерывы, час |
|
Шихтовщик |
7,4 |
1 |
0.5 |
|
Прессовщик |
7,5 |
1 |
0.75 |
|
Спекальщик |
7,0 |
0.75 |
0.4 |
|
Укладчик-упаковщик |
7,2 |
0.75 |
0.4 |
Примечание: расшифровка формул, показателей во второй части курсовой
работы
. Расчет норм выработки для загрузки шихты (зависит от оборудования и
массы изделия).
Т загр = (М шихты/М загрузки) х Т п,
Т загр =(100*100)*0,2=0,2ч
. Расчет норм выработки на прессование порошковых изделий
n = (Т раб — Т загр — Т обс — Т п-з — Т перерыв) х 60 х n
Т обс=0,06*7,5=0,45 ч. — время на обслуживание раб.места;
Т перер=0,75ч — по карте аттестации
Т п-з=0,43ч — по укрупненным нормам (справочник нормировщика)
n =(7,5-0,2-0,45-0,43-0,75)*60*14=4762,8=4760 шт/см
Таким образом, прессовщику для изделия диска контактного 1470.0669 необходимо
за смену спрессовать 4760 шт./см.
. Расчет норм выработки при ручном калибровании порошковых изделий
рк =7*375,96/(1+7*(0,111+0,12*0,5+0,18*50/3)=1380 шт./см
Таким образом, прессовщику для калибровки в ручном режиме детали диска
контактного 1470.0669 необходимо за смену 1380 шт./см.
. Расчет норм выработки при калибровании порошковых изделий с
механической (шиберной) подачей изделий в зону калибрования
шк =(375,84*7)/(1+7*(0,015+0,12*0,5+0,18*50/3)=2300 шт./см
По произведенным расчетам видно, что прессовщику для калибровки в
шиберном режиме детали диска контактного 1470.0669 необходимо за смену 2300
шт/см.
. Расчет норм выработки при калибровании порошковых изделий в
автоматическом режиме
ак =(375,84*7)/(1+7*(0,015+0,12*0,5)=4550 шт./см
Таким образом, прессовщику для калибровки в автоматическом режиме детали
диска контактного 1470.0669 необходимо за смену 4550 шт./см.
. Расчет норм выработки при спекании порошковых изделий
сп =0,93 х Т раб х n СПсп =0,93*7,0*5,5*100=3584 шт./см
Таким образом, спекальщику для спекания деталей диска контактного
1470.0669 необходимо за смену 3584 шт./см.
Вывод: по произведенным расчетам видно, что прессовщику для прессовки
диска контактного 1470.0669 необходимо 4760 дет/см, после прессования идет
калибровка детали. В зависимости от технологических параметров процесс
калибровки изделия может осуществляться 3-мя режимами, при ручном режиме норма
выработки составила 1380 дет/см, при шиберном 2300 дет/см, при калибровки
детали в автомате норма выработки составляет 4550 дет/см. Последняя операция
спекание детали норма выработки составила 3584 шт./см.
Проведя фотохронометражное наблюдение рабочего времени определим качество
норм выработки.
Фотохронометражное наблюдение — приложение 1.
По проведенному хронометражу видно, что за смену спрессовано 4800 дет/см,
калибровано в автомате 4500 дет/см, прошло через печь 4000 дет/см. что
соответствует методике расчета норм выработки.
3. Рекомендации по повышению эффективности нормирования труда рабочих
Проанализировав проблемы рационального использования рабочего времени на
предприятии ОАО «КуйьышевАзот» цеха по производству порошковых
изделий (ЦППИ), можно предложить следующие мероприятия по улучшению
нормирования труда рабочих:
. Первым мероприятием по повышению производительности труда и
рациональному использованию норм труда является обеспечение бесперебойного
работы оборудования. Из фотографии рабочего дня ЦППИ видно, что за смену
прессовщик спрессовал 4800дет/см, калибровка в автомате 4500 дет/см, но если бы
он работал при многостаночном обслуживании (работа на 2-х оборудованиях)
одновременно, то производительность труда и норма выработки увеличилась на 40%
Предлагаем методику расчета норм выработки при
многостаночном обслуживании
) Т своб.= (Т раб -Т загр — Т обл. — Т п-з — Т перер.
— Т контр.)
где Траб. = 7,5 час.
Т загр. = (Nn* М дет. 1,1 *0,2)/М загр = (0,22* Nn * М
дет.)/ М загр.
Т обсл. = Т раб.*0,06 = 7,5 * 0,06 — 0,42 ч.
Т п-з = 0,23 ч.
Т перер. = 45 мин = 0,75 ч (по картам аттестации)
Т контр. = (Nn *0,003* h )/z — (Nn * 0.003*2)/50 = Nn
* 0.00012
Н = 2 — число замеровчерез 50 штук- норма на
прессование
Подставив данные получим:
Т своб = 7,5- (0,22*Nn*M дет)/М загр.-0,42-0,23 — 0,75
— Nn*0.00012 =
6,1- (0,22*Nn*M дет)/М загр- Nn*0.00012 = Т1
) Время на подготовку второй детали (Т2):
Т2 = (Tj — Т загр.2 + Т обсл. 2 + Т п-з 2 + Т контр.2)
Т загр.2 = (0,22 * Nn 2* M дет,)
М загр.2 Т обсл. 2 — 0,42 ч.
Т п-з 2 =0,23 ч.
Т контр. 2 =Nn 2* 0,00012
На нашем примере:
1
я деталь — втулка
1470.0444 (14,5 гр. 50 кг — загр.)
2
я деталь — Втулка
1470.0669
Т1 = (6,1-0,22*4930*14,5/50*1000 — 4930 * 0,00012)=
5,1939 ч.
Т2= 5,1939 — 0,22*5800*11,92 / 20 /1000 — 0,42 — 0,23
— 5800*0,00012= 3,087 ч
При прессовки детали:
Траб(втулка 1470.0444) =6,1- 0,22*4430*0,0145/50 —
4430*0,00012= 5,28
Т раб (втулка ,470.0669) = 6,1-0,22*5800*0,01192/20 —
5800*0,00012= 4,64
При калибровки детали:
Траб (БТулка1470.0144-01)=5,28- 0,22*5800*0,01192/20-
0,42- 0,23 — 5800*0,00012=3,1
Т раб (втулка 1470.044)^ 4,64- 0,22*4930*0,0145/50-
0,42 — 0,23 — 4930*0,00012 =3,08
На вторые позиции тратиться в среднем 3,2 часа (около
40% рабочего времени) Следовательно коэффициент на вторую деталь равен К = 0,4.
Норма на вторую деталь составит 0,4* N дет.
Таким образом, при многостаночном обслуживании деталей
экономия времени в смену (Э вр. в см) составит 40% или 296 мин. сменного
времени на одного рабочего. Исходя, их этой экономии мы можем рассчитать
относительную экономию численности в смену (Чсм) по формуле
Чсм=Эвр.в см./Фраб.вр.см/Квып.норм
Квып.норм=1,16
Чсм=294/444*1,16=0,773 чел.
Остуда рост производительности труда рабочего
составит:
ПТ=(Чсм/(Чср-Чсм)*100
Чср=30 чел.
ПТ=(0,773/(30-0,773)*100%=2,6%
Таким образом, в результате введения данного
мероприятия производительность труда рабочих составит 482,90 тыс.руб.
. Вторым мероприятием будет идентификация
двухъярусного процесса спекания.
По произведенным расчетам видно, что за смену
спекальщик спекает 4000 дет/см, работник может спекать большее количество
изделий, но по технологии процесса спекания печь двигается только 5,5км/ч, что
не дает эффективного результата при нормировании труда работника, если детали
спекать в 2 яруса то, производительность труда увеличилась бы на 70%.
сп =0,93 х Т раб х n СП
Нормы на 1-ую деталь
сп =0,93*7,0*5,5*100=3584 шт/см
На 2-ой ярус поддона помещается 70% деталей (данные из технологии
процесса спекания), следовательно
сп=0,93*7,0*5,5*70=2506 шт/см,
следовательно это 70% рабой смены.
Таким образом, при спекании в 2 яруса экономия времени
в смену (Э вр. в см) составит 70% или 294 мин. Сменного времени на одного
рабочего. Исходя, их этой экономии мы можем рассчитать относительную экономию
численности в смену (Чсм) по формуле
Чсм=Эвр.в см./Фраб.вр.см/Квып.норм
Квып.норм=0,97
Чсм=294/420*0,97=0,679 чел.
Отсюда рост производительности труда рабочего
составит:
ПТ=(Чсм/(Чср-Чсм)*100
Чср=8 чел.
ПТ=(0,679/(8-0,679)*100%=9,2%
Таким образом, в результате введения данного
мероприятия производительность труда рабочих составит 956,09 тыс.руб.
Данное предприятие в год получает выручки от продажи
продукции 3976000 тыс. руб. рассчитаем экономический эффект с учетом внедрения
рекомендованных мероприятий:
Эгод=Эобщ-2единовр.
Эгод=3976000-482,90-956,09=395561,01 тыс. руб.
По результатам видно, что предложенные мероприятия
принесут ОАО «Уралэлектромедь» цеху по производству порошковых
изделий (ЦППИ) положительный экономический эффект.
3. Третьим мероприятием повышение эффективности труда в ЦППИ.
Производительность труда зависит не только от уровня автоматизации и
модернизации производства, но и от усилий трудового коллектива ЦППИ-
качественного и квалифицированного труда работников.

Рис. 2
Недостаточные темпы роста производительности труда естественно
сказывается на уровне его оплаты. Подчеркну известную истину: основной критерий
эффективности труда — приоритетные темпы роста производительности труда по
отношению к темпам роста заработной платы. В противном случае расходуется
больше, чем зарабатывается. Так больше не должно быть.
Резерв для повышения производительности труда есть, а соответственно есть
и резерв для повышения заработной платы.
Заключение
При написании курсовой работы были изучены и рассмотрен
нормативно-правовые документы ОАО «КуйбышевАзот» цеха по производству
порошковых изделий, организационная и производственная структуры, управление
производством предприятия, коллективный договор, нормы и нормативы
подразделения.
В ходе работы был проведен анализ состояния нормирования труда рабочих
ОАО «КуйбышевАзот» цеха по производству порошковых изделий, который
включал в себя:
· анализ использования трудовых ресурсов ОАО
«КуйбышевАзот» ЦППИ с 2012 г. по 2014 г.;
· определение величины нормирования труда рабочих и методика
расчета;
· рациональное использование рабочего времени;
Таким образом, анализ использования состояния нормирования труда ОАО
«КуйбышевАзот» выявили несколько существенных недостатков:
нормы работы соответствуют методике расчета норм, следовательно,
трудоемкость рабочих используется полностью, следовательно, производительности
труда используется эффективна;
необходимо пересмотр норм, перевод на многостаночное обслуживание методом
фотохранометражных наблюдений, сравнений укрупненных нормативов
(машиностроения).
Следовательно, необходимо наметить организационные технические
мероприятия по нормированию труда рабочих, организации труда, более полное
использование рабочей силы в ОВО «Уралэлектромедь» эффективному
использованию фонда рабочего времени, что позволит улучшить экономические
показатели предприятия.
По итогам рекомендательной части курсовой работы можно сделать вывод, что
в результате внедрения предположенных мероприятий, связанных с пересмотром
норм, с совершенствованием обслуживания при многостаночной работе, перевод печи
на двухъярусное спекание.
Ожидаемый годовой эффект от внедрения данных мероприятий составит
395561,01 тыс. руб.
Список использованной литературы
Нормативно-правовые
акты
. Конституция
Приднестровской Молдавской Республики, 1995 г. с изм. на 30.06.2000 //
Приднестровье. — 2000. — 12-13 июня.
. Гражданский
Кодекс Приднестровской Молдавской Республики. Текущая редакция по состоянию на
10 июля 2002 // САЗ №29 от 29 июля 2002.
. Трудовой
кодекс Приднестровской Молдавской Республики. Принят Верховным Советом
Приднестровской Молдавской Республики 3 июля 2002 // Официальный вестник. —
2002. — №51-60.
Литература
. Аврашков
Л.Я. Адамчук В.В., Антонова О.В., и др. Экономика предприятия. — М., ЮНИТИ,
2001.
. Андреева
Л.А., Медведев О.М. Нормирование труда: вопросы теории и практики правового
регулирования // Право и государство: теория и практика. — М.: Право и
государство, 2007, №7.
. Андреева
Л.А., Медведев О.М. Проблемы правового регулирования нормирования труда //
Трудовые споры. — М.: Изд. Дом «Арбитражная практика», 2007, №4.
. Вильям
ДЖ. Стивенсон Управление производством. — М., ЗАО «Изд-во БИНОМ»,
2000.
. Воробьева
Е. Тарифное нормирование заработной платы // ФПА АКДИ «Экономика и
жизнь». Вып. 16. 2001, октябрь.
. Генкин
Б. М. Экономика и социология труда. М.: Норма, 2000.
. Грузинов
В.П., Грибов В.Д. Экономика предприятия. Учебное пособие. — М.: ИЭП, 2004.
. Гусов
К.Н., Толкунова В.Н. Трудовое право России: Учебник. — М., 2007.
. Зубкова
А., Суетина Л. Нормирование труда в рыночной экономике // Человек и труд. 2000.
№2.
. Калачева
А.П. Организация работы предприятия. — М.: ПРИОР, 2000.
. Крапивин
О.М., Власов В.И. Законодательство об оплате труда. — ООО «Новая правовая
культура», 2007.
. Мосейчук
М.А. Нормирование труда — понятие, виды и законодательное регулирование //
Заработная плата. 2004. №2.
. Нуртдинова
А.Ф. Оплата и нормирование труда // Трудовое право. — М.: Интел-Синтез, 2004,
№4-5.
. Рынок
труда. Под ред. В.С. Буланова, Н.А., Воичина. — М.: Экзамен, 2000.
. Сергеев
И.В. Экономика предприятия: Учеб. пособие. — 2-е изд., перераб. и доп. — М.:
Финансы и статистика, 2004.
. Соловьев
А.В. Нормирование труда: проблемы правового обеспечения // Трудовое право. —
М.: Интел-Синтез, 2004, №8.
. Трудовое
право России: Учебник для вузов / Отв. ред. Р.З. Лившиц и Ю.П. Орловский. — М.,
2004.
. Трудовое
право: Учебник / Под ред. О.В. Смирнова. — М., 2007.
. Тарасенко
А.С. Стоимость рабочей силы — основы формирования оплаты труда в рыночных
условиях // Труд и право — 1997 — №2.
. Ударова
Н. Как при нормировании труда учесть его интенсивность // Человек и труд — 1997
— №7.
. Фильев
В.И. Нормирование труда на современном предприятии // Бухгалтерский бюллетень —
1997.
. Шекшня
С.В. Управление персоналом в современной организации. — М., 1996.
. Шишкин
А.Ф. Экономическая теория в 2-х кн. кн. 1. — М., 1996.
. Экономика
предприятия: Учебник для вузов / под ред. проф. В.Я. Горфинкеля, проф. В.А.
Швандара. — 2-е изд., перераб. и доп. — М.: Банки и биржи, ЮНИТИ, 1999.
Приложения
Приложение 1
Наблюдательный
лист фотохронометражных наблюдений рабочего времени прессовщика ЦППИ
операция — калибрование Втулка 1470.0669 (шиберный режим)
Дата проведения:18.04.2008 ФИО рабочего: Коркина А.С.
Из
технологической карты:
Масса детали
= 7,4 гр
Прессовка на
14 ходах
Измерение: 5 замеров через 50 штук
Смазывание маслом через 40-50 штук
По методике расчета норм на изготовление порошковых изделий норма на
калибрование в шиберном режиме составила 4760 штук в смену.
к = 375,84*20/(1+20*(0,015+0,12*0,0074+0,18*5/50)) = 4760
|
№п/п |
Элементы операции и виды |
Текущее время |
Индекс |
Продолжительность, мин. |
|
1 |
Начало наблюдения |
8.00 |
||
|
2 |
Получение заданий, |
8.05 |
ПЗ |
5 |
|
3 |
Заготовки деталей из ящика |
8.02 |
ПНТ |
3 |
|
4 |
Смазывает пресс, нажимает |
8.05 |
ОВ |
3 |
|
5 |
Измеряет, убирает деталь в |
8.08 |
ОВ |
1 |
|
6 |
Повтор элемента № 4 |
8.23 |
ОВ |
15 |
|
7 |
Повтор элемента № 5 |
8.24 |
ОВ |
1 |
|
8 |
Повтор элемента № 4 |
8.47 |
ОВ |
23 |
|
9 |
Повтор элемента № 5 |
8.48 |
ОВ |
1 |
|
10 |
Работник ОТК замеряет |
8.49 |
ОВ |
1 |
|
11 |
Повтор элемента № 4 |
9.15 |
ОВ |
25 |
|
12 |
Повтор элемента № 5 |
9.16 |
ОВ |
1 |
|
13 |
Повтор элемента № 4 |
9.36 |
ОВ |
20 |
|
14 |
Повтор элемента № 5 |
9.37 |
ОВ |
1 |
|
15 |
Повтор элемента № 4 |
10.02 |
ОВ |
25 |
|
16 |
Перерыв |
ОТЛ |
15 |
|
|
17 |
Повтор элемента № 4 |
10.15 |
ОВ |
33 |
|
18 |
Повтор элемента № 5 |
10.48 |
ОВ |
1 |
|
19 |
Принесла ящик, пересыпает |
10.56 |
ОМ |
7 |
|
20 |
Повтор элемента № 4 |
11.44 |
ОВ |
48 |
|
21 |
Повтор элемента № 5 |
11.45 |
ОВ |
1 |
|
22 |
Подошел мастер, смотрит |
11.48 |
ОМ |
3 |
|
23 |
Повтор элемента № 4 |
11.59 |
ОВ |
11 |
|
24 |
Повтор элемента № 5 |
12.00 |
ОВ |
1 |
|
25 |
Обед |
12.48 |
ОТЛ |
48 |
|
26 |
Настройка пресса |
12.50 |
ОМ |
2 |
|
27 |
Повтор элемента № 4 |
13.15 |
ОВ |
24 |
|
28 |
Повтор элемента № 5 |
13.16 |
ОВ |
1 |
|
29 |
Повтор элемента № 4 |
13.47 |
ОВ |
31 |
|
30 |
Повтор элемента № 5 |
13.48 |
ОВ |
1 |
|
31 |
Повтор элемента № 4 |
13.58 |
ОВ |
10 |
|
32 |
Повтор элемента № 5 |
13.59 |
ОВ |
1 |
|
33 |
Перерыв |
14.15 |
ОТЛ |
15 |
|
34 |
Повтор элемента № 4 |
14.43 |
ОВ |
29 |
|
35 |
Повтор элемента № 5 |
14.44 |
ОВ |
1 |
|
36 |
Повтор элемента № 4 |
15.21 |
ОВ |
38 |
|
37 |
15.22 |
ОВ |
1 |
|
|
38 |
Контролер ОТК |
15.23 |
ОМ |
1 |
|
39 |
Повтор элемента № 4 |
15.46 |
ОВ |
24 |
|
40 |
Повтор элемента № 5 |
15.47 |
ОВ |
1 |
|
41 |
Выключил пресс, уборка |
15.50 |
ПЗ |
1 |
|
42 |
Считает готовые детали, |
15.57 |
ОМ |
7 |
|
43 |
Перенос ящика с готовыми |
15.59 |
ПНТ |
2 |
Сводка затрат рабочего времени
|
Индекс |
Виды работ и затрат |
Продолжительность, мин. |
|
|
ПЗ |
Подготовительно-заключительное |
На подготовку и уборку |
5 1 |
|
ОПО |
Оперативное время (основное) |
Время на работу |
123 |
|
ОПВ |
Оперативное время |
Установка деталей Снятие |
125 45 28 |
|
ОТЛ |
Время на отдых и личные |
78 |
|
|
ОМ |
Время на |
Смазывание оборудования |
23 3 |
|
ПНТ |
Потери на |
Перенос ящиков с деталями |
15 4 |
|
ПНД |
Потери рабочего времени, |
— |
|
|
Итого время наблюдения |
450 |
Приложение 2
Операция — укладывание изделий на поддоны и спекание их в печи
Рабочие: 14.05.2008
— Теляков
— Липатов
|
№ |
Элементы операции и виды |
Номера рабочих |
Всего, чел. мин |
Индекс категории затрат раб. |
|||
|
1 |
2 |
1 |
2 |
||||
|
Текущее время, мин |
Величина затрат рабочего |
||||||
|
1 |
Начало наблюдения |
8.00 |
8.00 |
||||
|
2 |
Получение задания |
8.05 |
8.05 |
5 |
5 |
10 |
ПЗ |
|
3 |
Контролирует температуру |
8.06 |
1 |
1 |
Ом |
||
|
4 |
Подвозит телегу (пустую) |
8.08 |
3 |
3 |
ПЗ |
||
|
5 |
Собирает поддоны с |
8.15 |
7 |
7 |
ОМ |
||
|
6 |
Подвозит телегу к печи |
8.17 |
2 |
2 |
ОМ |
||
|
7 |
Детали с поддона |
8.20 |
3 |
3 |
ОПО |
||
|
8 |
Контролирует температуру |
8.21 |
1 |
1 |
ОМ |
||
|
9 |
Записывает в журнал |
8.22 |
1 |
1 |
ОМ |
||
|
10 |
Выкладывает детали на |
8.34 |
8.37 |
28 |
15 |
43 |
ОПО |
|
11 |
Выгружает детали из |
8.41 |
8.40 |
7 |
3 |
10 |
Опо |
|
12 |
Выкладывает детали на |
9.16 |
9.00 |
35 |
20 |
55 |
ОПО |
|
13 |
Контролирует температуру |
9.02 |
2 |
2 |
ОМ |
||
|
14 |
Поправляет выходящие из |
9.21 |
9.07 |
5 |
5 |
10 |
ОМ |
|
15 |
Подносит пустой ящик для |
9.10 |
3 |
3 |
ОМ |
||
|
16 |
Детали с поддона |
9.24 |
9.12 |
3 |
2 |
5 |
ОПО |
|
17 |
Заполняет маршрутную карту |
9.17 |
5 |
5 |
ОМ |
||
|
18 |
Выкладывает детали на |
10.00 |
10.00 |
36 |
43 |
79 |
ОПО |
|
19 |
Перерыв |
10.15 |
10.15 |
15 |
15 |
30 |
ОТЛ |
|
20 |
Контролирует температуру |
10.17 |
2 |
2 |
ОМ |
||
|
21 |
Приносит поддон с деталями |
10.20 |
10.20 |
3 |
5 |
8 |
ОМ |
|
22 |
Укладывает детали на |
11.05 |
10.40 |
45 |
20 |
65 |
ОПО |
|
23 |
Детали с поддона |
11.08 |
10.43 |
3 |
3 |
6 |
ОПО |
|
24 |
Поправляет выходящие из |
11.13 |
10.48 |
5 |
5 |
10 |
ОМ |
|
25 |
Подносит пустой ящик для |
11.15 |
2 |
2 |
ОМ |
||
|
27 |
Контролирует температуру |
11.50 |
2 |
2 |
Ом |
||
|
28 |
Укладывает детали на |
12.00 |
11.20 |
42 |
30 |
72 |
ОПО |
|
29 |
Отсутствие на рабочем месте |
11.35 |
15 |
15 |
ПНД |
||
|
30 |
Детали с поддона |
11.40 |
5 |
5 |
ОПО |
||
|
32 |
Во второй половине дня все |
ИТОГО: |
420 |
Сводка затрат
|
Индекс |
Виды работ и затрат |
Номера рабочих |
Суммарная величина затрат |
Удельный вес % |
|
|
1 |
2 |
||||
|
ПЗ |
Подготовительно-заключительное |
5 |
8 |
13 |
2,7 |
|
ОПО |
Оперативное время |
169 |
134 |
323 |
75,6 |
|
ОПВ |
Оперативное время |
— |
— |
— |
|
|
ОТЛ |
Время на отдых и личные |
15 |
15 |
30 |
6,3 |
|
ОМ |
Время на |
21 |
38 |
59 |
12,3 |
|
ПНТ |
Потери на |
— |
— |
— |
— |
|
ПНД |
Потери рабочего времени, |
— |
15 |
15 |
3,1 |
|
ИТОГО: |
210 |
210 |
420 |
100 |
|
|
Все показатели нужно |
Баланс рабочего времени (наблюдение от 14.05.2015 г.)
|
Категория затрат РВ |
Индекс |
Фактический баланс РВ |
Проектируемый баланс РВ |
||
|
Время |
% |
Время |
% |
||
|
Подготовительно — |
ПЗ |
13 |
2,7 |
5 |
|
|
Оперативное время |
ОП |
323 |
75,6 |
471,6 |
85,75 |
|
Время обслуживания рабочего |
ОМ |
59 |
12,3 |
14,4 |
3 |
|
Время на отдых и личные |
ОТЛ |
30 |
6,3 |
30 |
6,3 |
|
Потери рабочего времени по |
ПНТ |
— |
— |
0 |
|
|
Потери рабочего времени, |
ПНД |
15 |
3,1 |
0 |
|
|
Время наблюдения |
Т раб |
420 |
100 |
420 |
100 |
Нормативное время смены 480, Где: То(п) — проектируемое оперативное время
То(Ф) —
фактическое оперативное время
ПЗ+ОМ=5+3% от времени основной работы
ОТЛ = 6,3% от времени основной работы
Расчет возможного роста производительности труда, %
П = (То(п) — То((Ф))*100/То(ф) = 13,3%
Содержание страницы
- Факты из истории нормирования
- Задачи нормирования труда
- Нормы и нормативы
- Какие могут быть трудовые нормы
- Два подхода к методам нормирования труда
- Основные способы учета трудовых норм
- Нормировщик
Любой труд должен адекватно оплачиваться – это аксиома. Однако, для того чтобы установить адекватную меру оплаты, нужно правильно соотносить трудовые характеристики с различными режимами вознаграждения за труд. Иными словами, необходима мера, которой нужно пользоваться при оценке труда, подлежащего оплате. Такое корректное соотношение может быть достигнуто только путем нормирования труда. Это обязательный элемент управления предприятием.
В статье мы рассмотрим, для чего применяется нормирование, проанализируем основные методы для его производства, охарактеризуем принцип выбора наиболее подходящего метода.
Как составить положение о нормировании труда в организации?
Факты из истории нормирования
В течение долгого времени, когда работодателями использовалась наемная рабочая сила, нормы труда устанавливались отдельно для каждого конкретного предприятия путем практического опыта.
Научный подход к нормированию начался только в 19 столетии. Ф. Тейлор разработал методы временного учета труда и создал базу способов осуществления основных трудовых операций. Разложение операций на более мелкие действия с целью учета и анализа впервые применил Ф. Джильберт.
С того времени теория нормирования труда – полноправная сфера экономической теории, она постоянно развивается и совершенствуется с учетом развития общества.
Вопрос: Обязан ли работодатель принимать локальные нормативные акты, устанавливающие нормы труда? Возможно ли привлечение к ответственности за неустановление норм труда для работников?
Посмотреть ответ
Задачи нормирования труда
Установление меры между трудом и его оплатой носит комплексный характер. Во внимание принимаются различные трудовые характеристики, поддающиеся формализации:
- количественные;
- временные;
- квалификационные;
- качественные.
Экономическая роль нормирования состоит в том, что оно помогает в проектировании, регистрации и изучении результативности труда, помогает оптимизировать затраты и расходы как обращения, так и производства.
Дополнительно нормирование позволяет решить следующие вопросы:
- планирование временных и количественных характеристик производства;
- расчет необходимого количества персонала;
- разработка наиболее оптимальных рабочих режимов для сотрудников;
- вычисление расходов, которые пойдут на вознаграждение за труд;
- анализ динамики производства;
- оценка эффективности деятельности;
- внедрение современных методов труда.
Установлено ли нормирование труда для юридической службы организации?
Нормы и нормативы
Эти понятия несколько различаются по значению.
Норма труда – затраты на единицу труда, учитываемые на единицу персонала (группу или 1 работника).
Норматив – тот или иной показатель по трудовым затратам, отражающий конкретное воплощение нормы на отдельном предприятии.
СПРАВКА! Можно сказать, что норматив – это комплекс «местных» норм.
Какие могут быть трудовые нормы
ВАЖНО! Образец Положения о нормировании труда от КонсультантПлюс доступен по ссылке
В зависимости от того, какая трудовая характеристика приводится к учету, различают:
- временную норму – расход времени на выполнение 1 учетной величины труда 1 работником или группой, оцениваемой вместе;
- норму выработки – количество продукции, которая должна быть произведена в учетную единицу времени таким же количеством персонала (показатель, обратно пропорциональный временной норме);
- норму обслуживания – число целей, обслуживаемых за временную единицу 1 сотрудником или группой;
- норму времени обслуживания – то количество времени, которое должно тратиться на 1 объект;
- норму численности персонала – количество сотрудников, необходимое для выполнения заданного формата работы за временную единицу.
Более подробный материал про виды норм труда.
Два подхода к методам нормирования труда
ВАЖНО! Образец должностной инструкции инженера по нормированию труда от КонсультантПлюс доступен по ссылке
Все методы установления норм можно разделить на 2 группы в зависимости от того, дробятся ли трудовые характеристики на более мелкие составляющие или, наоборот, объединяются.
- Аналитические методы нормирования (техническое нормирование). Трудовой процесс с целью анализа и формализации разделяется на различные элементы, устанавливается взаимосвязь между ними. С их помощью можно рационально планировать режимы для функционирования оборудования и труда персонала. Так как временной показатель, предназначенный на тот или иной процесс, может существенно отличаться, выбирается один из аналитических методов:
- расчетный: заранее известные или специально разработанные нормативы проецируются на конкретную ситуацию на предприятии (при использовании его разновидности – сравнительного метода – используются уже готовые обобщенные трудовые характеристики);
- исследовательский: более точный, позволяет установить индивидуальные нормы, что положительно влияет на эффективность труда; непосредственно при выполнении трудовых операций изучаются и анализируются временные затраты на каждый ее элемент и на всю операцию в целом.
ОБРАТИТЕ ВНИМАНИЕ! Самый глубокий анализ, обеспечивающий самую высокую точность нормирования, с учетом всей специфики характера производства, рабочих мест, персонала, для однотипных повторяющихся трудовых операций называется микроэлементным нормированием.
- Суммарные методы нормирования. Более системный метод, основанный не на анализе состава трудовых операций, а на проектировании рационального осуществления сразу целостной доли трудового процесса. Базой для таких методов служат статистические данные о нормативах соответствующих типов работы. Требуют более высокой компетентности и объективности лица, осуществляющего нормирование, поскольку зависят от «человеческого фактора». Его разновидности:
- опытное нормирование: нормативы установлены на основе личной практики нормировщика в рамках его компетенции;
- статистическое нормирование: для учета используются отчетные данные по статистике фактической производительности труда (за основу берется среднее арифметическое выработки за определенный период);
- сравнительное нормирование (по аналогии): если норма на какой-либо труд уже установлена, на аналогичный вид труда она может быть перенесена по аналогии или в сравнении.
Основные способы учета трудовых норм
Трудовые операции могут учитываться разными способами. Характер получаемых данных и их особенности их фиксации определяют тот или иной способ, выбранный для нормирования.
- Хронометраж – традиционный метод, используемый для учета истраченного рабочего времени на каждый элемент трудовой операции или на всю ее целиком. Его можно применять, если в технологическом процессе одна и та же операция повторяется неоднократно. Замеры должны быть произведены несколько раз (не менее 6, для большей точности делают до 80 замеров).
- Фото рабочего времени – учету подвергаются абсолютно все трудовые затраты на протяжении определенного времени (например, рабочего дня, смены). Исключений не предусматривается. Таким образом, можно изучить временные затраты:
- каждого отдельного сотрудника;
- группы, бригады;
- действий одной группы персонала на разных участках труда («маршрутная» фотография).
- Моментальные наблюдения – так можно получить усредненные показатели занятости сотрудников и оборудования. Нормировщик фиксирует загруженность в любой отдельно взятый момент времени. Чем больше наблюдений, тем выше точность.
Нормировщик
Сотрудник, отвечающий на предприятии за установление и соблюдение трудовых норм, должен быть специально подготовленным специалистом – инженером по нормированию. Его квалификация требует высшего экономического или технического образования, ответственности, умения командной работы, знания реалий «своего» предприятия (режимов рабочего времени и оплаты труда, графиков работы, ориентирование в тарифных разрядах).
Некоторые организации, которым не нужно ежедневное присутствие нормировщика, отдают эту должность на аутсорсинг, что позволяет сконцентрировать силы на производственных процессах.