Технически обоснованная норма времени
на токарную операцию определяется по
формуле:
![]()
,
где Тм – норма основного машинного
времени на токарную операцию;
Тв – норма вспомогательного
времени;
Тоб – норма обслуживания рабочего
места;
Тотл – норма времени на удовлетворение
физиологических потребностей исполнителей;
Тпз – норма подготовительно-заключительного
времени;
Ng –
количество деталей в партии.
А. Определение основного машинного времени на токарную обработку
![]()
,
где L – длина обрабатываемой
поверхности, мм;
y – величина врезания
резца, мм;
y1 – свободный выход
резца, мм;
n – число оборотов в
минуту, об/мин;
S – подача резца, мм/об;
i – число проходов.
Определение величины врезания резца
![]()
,
где t – глубина резания,
мм;
g – главный угол в плане
(принимаем равный 450).
Свободный выход резца при продольной
обточке принимаем 3 мм, при отрезке 1 мм.
![]()
мм;

мин;
![]()
мм; ![]()
мин;
![]()
мм; ![]()
мин;
![]()
мм; ![]()
мин;
![]()
мм; ![]()
мин;
![]()
мм; 
мин;
![]()
мм; 
мин.
![]()
мин.
Б. Определение вспомогательного времени
-
К вспомогательному времени относятся
затраты рабочего времени: на установку
и снятие деталей, управление станком,
перемещение частей станка, измерение
деталей, смену режущего инструмента в
процессе работу. Эти затраты определяются
по нормативам (табл.10).
Таблица 10
Исходные данные для расчета времени
на установку и снятие детали
-
Вес детали,
кг
Время, мин
1
3
5
7
9
11
13
0,33
0,42
0,51
0,53
0,67
0,76
0,85
Время на установку и снятие детали :
![]()
кг,
где g – удельный вес детали
(g=7,8 г/см3).
Время на установку и снятие
![]()
мин.
Вспомогательное время на переход
определяют суммированием нормативов
времени на выполнение каждого действия,
в том числе на изменение числа оборотов
шпинделя (0,1 мин), изменение подачи (0,1
мин) и времени, связанного с выполнением
переходов, по табл.11.
ТВ=0,37+0,2+0,2+0,9+0,2+0,9+0,2+0,6+0,1*7+0,1*7=4,97
мин.
Вспомогательное время перехода
Таблица 11
-
Характер обработки
Измерительный инструмент
Высота центров 200 мм
Длина обработки до
100 мм
Время на один проход, мин
1. Продольное обтачивание грубое
без промера—
0,2
2. То же, с промером
Штангенциркуль
0,6
3. Продольное обтачивание чистовое
с одной пробной стружкойто же
0,9
В. Нормирование подготовительно-заключительного времени, времени на обслуживание рабочего места и времени перерывов на отдых и личные надобности
Время на обслуживание рабочего места
и физиологические потребности при
нормировании принимаем 5% от оперативного
времени.
Тотл + Тоб = 0,05 * Тм=0,05*2,87
= 0,14 мин.
К категории подготовительно-заключительного
времени относятся затраты времени на
установку патрона поводкового, планшайбу,
патрона самоцентрирующего, режущего
инструмента, настройку станка. Это время
устанавливается на всю партию деталей.
Подготовительно-заключительное время
на установку патрона принимаем равным
5 мин. Подготовительно-заключительное
время на ознакомление с чертежом и
инструкцией, осмотр и раскладку
инструмента принимаем по табл. 12.
Подготовительно-заключительное время
на ознакомление с чертежом и инструкцией,
осмотр и раскладку инструмента
Таблица 12
-
Количество инструментов, необходимых
для обработкиВремя при количестве переходов до
10, мин2-3
4-6
4
6
![]()
мин. Т = 2,87 + 3 + 0,08 + 11/8 = 7,32 мин.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
МИНИСТЕРСТВО
ТРУДА И СОЦИАЛЬНОГО РАЗВИТИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ
МЕЖОТРАСЛЕВЫЕ
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ
НА ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКАХ
(ЕДИНИЧНОЕ И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО)
Москва 2003
Межотраслевые укрупненные нормативы времени на работы,
выполняемые на токарно-винторезных станках, утверждены постановлением
Министерства труда и социального развития Российской Федерации от 21 января
2000 г. № 6.
Нормативы разработаны Центральным бюро нормативов по
труду Министерства труда и социального развития Российской Федерации и
Проектно-технологическим и экспериментальным Государственным предприятием
«Институт Белоргстанкинпром» Министерства промышленности Республики Беларусь с
учетом мнения Федерации Независимых Профсоюзов России и Российского союза
промышленников и предпринимателей.
Нормативы времени содержат карты неполного штучного
времени, подготовительно-заключительного на партию деталей, вспомогательного на
установку и снятие детали, поправочные коэффициенты на неполное штучное время,
в зависимости от групп обрабатываемых материалов и их твердости, марки режущего
инструмента, а также поправочные коэффициенты на штучное время в зависимости от
размера партии обрабатываемых деталей.
Нормативами охвачены работы по наружному точению,
растачиванию отверстий, отрезанию, прорезанию наружных пазов в отверстиях,
нарезанию резьбы, сверлению, рассверливанию, зенкерованию и развертыванию
отверстий, обработке фасонных поверхностей на токарно-винторезных станках
различной мощности. Нормативами предусмотрена обработка серого чугуна, стали
конструкционной углеродистой, легированной, коррозионностойкой жаропрочной,
медных и алюминиевых сплавов, эбонита.
В нормативах содержатся карты неполного штучного
времени на обработку инструментами из быстрорежущей стали, в том числе с
износостойким покрытием и инструментами с пластинами из твердых сплавов.
В нормативы времени включены приложения, содержащие:
режимы резания и вспомогательное время, связанное с переходом, принятые при
расчете неполного штучного времени; рекомендации по выбору марок
инструментальных материалов; механические свойства обрабатываемых материалов;
значения припусков на механическую обработку и др.
Нормативы разработаны с учетом действующих ГОСТов.
«Межотраслевые укрупненные нормативы времени»
рекомендуются для расчета норм времени на работы, выполняемые в условиях
единичного и мелкосерийного типов производства в механических цехах (участках)
машиностроительных и металлообрабатывающих организаций, независимо от их
организационно-правовых форм, ведомственной принадлежности и форм
собственности.
1. ОБЩАЯ ЧАСТЬ
1.1.
Межотраслевые укрупненные нормативы времени на работы, выполняемые на
токарно-винторезных станках (Единичное и мелкосерийное производство)1
разработаны на следующие виды работ: наружное точение, растачивание, прорезание
пазов, нарезание метрической резьбы, сверление, рассверливание, зенкерование и
развертывание отверстий при обработке деталей из чугуна, стали, эбонита, медных
и алюминиевых сплавов различных марок инструментами из быстрорежущей стали
Р6М5, в том числе с износостойким покрытием, и с пластинами из твердых сплавов
ВК6, ВК8, Т5К10 и Т15К6.
1Далее —
Нормативы времени
Нормативы времени содержат нормативные карты
подготовительно-заключительного времени, вспомогательного времени на установку
и снятие детали, укрупненные нормативы неполного штучного времени на рабочий
ход или на поверхность для различных видов работ, а также следующий справочный
материал: режимы резания и вспомогательное время, связанное с переходом,
принятые при разработке нормативов неполного штучного времени, данные о
механических свойствах обрабатываемых материалов, припуски на механическую
обработку, предназначенные для оперативного использования при расчете норм.
1.2. В основу
разработки нормативов времени положены:
— Общемашиностроительные нормативы режимов резания.
Справочник в 2-х томах. Том 1. М., Машиностроение, 1991;
— данные фотохронометражных наблюдений;
— паспортные данные металлорежущих станков;
— результаты анализа трудового процесса, рациональные
методы труда и организация рабочих мест;
Федеральный закон Российской Федерации «Об основах
охраны труда в Российской Федерации» (Собрание законодательства Российской
Федерации, 1999, № 29, ст. 3702).
— Рекомендации по организации работы службы охраны
труда в организации, утвержденные постановлением Минтруда России 8 февраля 2000
г. № 14.
— действующие ГОСТы.
1.3.
Нормативы времени рекомендуются для расчета норм времени на работы, выполняемые
в машиностроительных и металлообрабатывающих организациях в условиях единичного
и мелкосерийного типов производства независимо от их организационно-правовых
форм, ведомственной принадлежности и форм собственности.
Единичное и мелкосерийное производство характеризуются
широкой номенклатурой изготавливаемых изделий и малым объемом их выпуска.
На рабочих местах выполняются редко повторяющиеся
операции, работа производится мелкими партиями, технологическая документация
оформляется, в основном, в виде маршрутных карт. Для трудоемких деталей,
изготовление которых носит серийный характер, разрабатываются
маршрутно-операционные карты.
Обработка деталей производится на универсальном
оборудовании с применением универсальных и нормализованных приспособлений и
инструментов.
Наряды на работу, чертежи и технологическую
документацию получает исполнитель.
Заготовки на рабочее место доставляются
вспомогательными рабочими.
Заточка инструмента производится централизованно,
получение и доставка инструмента на рабочее место осуществляется исполнителем.
Тип производства характеризуется коэффициентом
закрепления операций (Кз.о.) в соответствии с ГОСТом
14.004-83. Коэффициент закрепления операций определяется как отношение всех
различных технологических операций, выполненных или подлежащих выполнению в
течение месяца, к числу рабочих мест. При мелкосерийном производстве:
20 < Кз.о.. ≤ 40,
При единичном производстве величина Кз.о.
не регламентируется.
1.4. Норма
времени на выполнение станочной операции (Нвр) определяется
по формуле:
 (1)
(1)
где
Тш — норма штучного времени, мин.
tп.з. —
подготовительно-заключительное время, мин.
q
— число деталей в партии.
Норма штучного времени (Тш) определяется
суммированием времени на установку и снятие детали и неполного штучного времени
на обработку поверхностей с учетом числа рабочих ходов по формуле:
![]() (2)
(2)
где
tв.у. — норматив
вспомогательного времени на установку и снятие детали, мин.;
![]() — неполное штучное время на рабочий ход, мин.;
— неполное штучное время на рабочий ход, мин.;
i —
число рабочих ходов;
![]() — коэффициент к норме штучного времени в зависимости
— коэффициент к норме штучного времени в зависимости
от числа деталей в партии;
Расчет норм времени производится по предварительно
разработанному маршрутному или маршрутно-операционному технологическому
процессу с указанием в нем обрабатываемых поверхностей, их размеров и характера
обработки.
1.4.1.
Нормативы подготовительно-заключительного времени предусматривают выполнение
следующих работ:
— получение наряда, технологической документации,
инструментов и приспособлений;
— ознакомление с работой, чертежом и получение
инструктажа;
— получение недостающих на рабочем месте инструментов
и приспособлений;
— подготовку рабочего места, наладку и переналадку
оборудования, инструментов и приспособлений;
— снятие инструментов и приспособлений по окончании
обработки партии деталей и другие подготовительно заключительные работы,
связанные с изготовлением данной партии деталей.
Нормативы подготовительно-заключительного времени даны
на укрупненные комплексы приемов работы.
В картах приведены также нормативы времени на
выполнение дополнительных приемов подготовительно-заключительной работы,
которые могут иметь место.
В нормативах подготовительно-заключительного времени
учтена степень сложности подготовки к работе: простая, средняя и сложная.
При простой подготовке требуется ознакомление с
чертежом и технологическим процессом; работа выполняется без частичных
переналадок.
При подготовке средней сложности требуется изучение
чертежа и технологического процесса; необходимо получение краткого инструктажа
от мастера; производится одна частичная переналадка оборудования в процессе
обработки партии деталей.
При сложной подготовке требуется изучение чертежа и
технологического процесса; необходим подробный инструктаж от мастера;
производятся две-три частичные переналадки оборудования.
При выполнении однотипных операций по обработке
конструктивно-сходных деталей, подготовительно-заключительное время должно быть
уменьшено по сравнению с нормативным на 30 — 50 %.
1.4.2. В
нормативах вспомогательного времени на установку и снятие детали предусмотрены
типовые способы установки, выверки и крепления детали.
Время на установку и снятие детали приведено
укрупненно на технологические комплексы приемов при работе со штучными
заготовками. В состав комплексов включены следующие основные приемы:
— установить деталь, выверить и закрепить ее;
— включить и выключить вращение шпинделя;
— открепить деталь;
— снять деталь со станка, транспортировать ее на
место;
— очистить приспособление от стружки.
Кроме перечисленных приемов в состав комплексов
включены также приемы.
— При работе с мостовым краном — вызвать кран,
застропить деталь и отстропить деталь;
— При работе с оправкой — установить и снять оправку с
деталью;
— При работе с оградительным кожухом — установить и
снять оградительный кожух.
Установка и снятие детали массой до 20 кг производится
вручную, а свыше 20 кг с помощью подъемно-транспортного оборудования.
В нормативах предусматривается применение двух видов
подъемно-транспортного оборудования:
— мостового крана;
— подъемника при станке (или группе станков).
В нормативной карте дано время на работу с мостовым
краном. Оно учитывает время на вызов крана в размере 1,5 мин. При работе с
подъемником это время необходимо вычитать.
В целях упрощения расчетов время на установку и снятие
детали приведено с учетом времени на обслуживание рабочего места, отдых и
личные потребности.
1.4.3.
Нормативы неполного штучного времени включают:
—
основное время;
—
вспомогательное время, связанное с
переходом;
—
вспомогательное время на изменение
режима работы станка и смену инструмента;
—
время на обслуживание рабочего
места, отдых и личные потребности.
Основное время определено в расчете не на конкретный
станок, а на группу аналогичных по мощности станков, так как при сравнительно
большой номенклатуре моделей рассчитывать нормативы с учетом выполнения работы
на конкретном станке нецелесообразно.
Глубина резания принята с учетом припуска на обработку
соответственно действующим ГОСТам: ГОСТу 26645-85 на отливки из металлов и
сплавов и ГОСТу 7062-90 на поковки из углеродистой и легированной стали,
изготавливаемые ковкой на прессах.
В картах нормативов для каждого диаметра
обрабатываемой поверхности приводятся различные значения глубины резания, что
дает возможность рассчитать норму времени при оптимальном числе рабочих ходов.
Режимы резания установлены применительно к условиям
обработки универсальными режущими инструментами из наиболее часто применяемых
марок инструментальных материалов на распространенном в единичном и
мелкосерийном производстве оборудовании. При этом учитывались мощность станка,
прочность режущего инструмента, прочность и жесткость системы
«станок-приспособление-инструмент-деталь» и другие факторы.
При черновой обработке режимы резания
установлены с учетом обработки по корке. При обработке отверстий скорость
резания принята с поправочными коэффициентами в зависимости от диаметра
обрабатываемого отверстия (табл. 1).
Таблица 1
Поправочные коэффициенты
на скорость резания
|
Диаметр |
До 75 |
76…150 |
151…250 |
Св. 250 |
|
Поправочный |
0,8 |
0,9 |
0,95 |
1,0 |
При нарезании резьбы в упор основное время
определялось с учетом времени вывода резца и обратного хода.
Приведенные в картах неполного штучного времени и в
приложениях 1-3 режимы резания следует рассматривать, как справочные материалы,
которые могут быть использованы для инструктажа рабочих-станочников.
Неполное штучное время в нормативах приведено на один
рабочий ход применительно к различным значениям глубины резания.
При прорезании пазов, нарезании резьбы, развертывании
отверстий, точении фасонных поверхностей, накатывании рифлений и т.п. неполное
штучное время дано на поверхность с учетом числа рабочих ходов, указанных в
нормативных картах.
Вспомогательное время, связанное с переходом, входящее
в состав неполного штучного времени, содержит постоянно повторяющиеся приемы
работы. Наряду с повторяющимися приемами с каждым рабочим ходом, учтены
нерегулярно повторяющиеся приемы вспомогательного времени (изменение режима
работы, смена инструмента, включение охлаждения и т.д.).
Время на обслуживание рабочего места,
на отдых и личные потребности включено в неполное штучное время в соответствии
с табл. 2.
Таблица 2
Время на обслуживание
рабочего места, отдых и личные потребности
|
Наименование |
Время в процентах |
|
|
на обслуживание |
на отдых и личные |
|
|
Токарно-винторезные |
4 |
4 |
Для отличных от принятых при расчете нормативов,
технологических условий в картах приводятся поправочные коэффициенты на
неполное штучное время, учитывающие другие условия выполнения работ.
1.5. При
внедрении на предприятиях более прогрессивной, чем это предусмотрено в
настоящих нормативах, организации труда, технологии выполнения работ, более
эффективного оборудования, механизмов, оснастки и т.п., следует разрабатывать и
вводить в установленном порядке местные нормативы времени, соответствующие
более высокой производительности труда.
При установлении на предприятиях норм
времени на основе рекомендуемых нормативов тарификация работ и профессий
рабочих должна производиться по Единому тарифно-квалификационному справочнику
работ и профессий рабочих, выпуск 2, раздел «Механическая обработка металлов и
других материалов», утвержденному Постановлением Министерства труда и
социального развития Российской Федерации от 15 ноября 1999 г. № 45.
1.6. Пример расчета нормы времени

Рис. 1.1
1.6.1. Исходные данные:
1) Станок — токарно-винторезный, модель 1К62, Nд
10 кВт.
2) Деталь — шпиндель.
3) Обрабатываемый материал — сталь 45, 210 НВ.
4) Масса детали — 85 кг, масса заготовки — 160 кг.
5) Операция — обработка по чертежу с припуском на
шлифование по наружному диаметру, нарезание резьбы с двух сторон.
6) Заготовка — поковка.
7) Припуск на обработку — 6 мм.
 Способ установки детали — в центрах с надеванием
Способ установки детали — в центрах с надеванием
хомутика.
9) Режущий инструмент — резец проходной для черновой
обработки с пластиной Т15К10, резец проходной для чистовой обработки с
пластиной Т15К6, резец подрезной с пластиной Т15К6, резец прорезной с пластиной
Т15К6, резец галтельный с пластиной Т15К6, резец резьбовой из стали Р6М5.
10) Число деталей в партии — 5 шт.
1.6.2. Определение подготовительно-заключительного
времени
Подготовительно-заключительное время определяется по
карте 2. По технологическому процессу
работа выполняется в четыре технологические установки. В процессе работы при переходе к
выполнению каждой последующей установки производится частичная переналадка
станка, вызывающая смену инструмента и изменение режима работы.
Подготовительно-заключительное время на наладку
средней сложности принимается равным 17 мин.
1.6.3. Определение времени на установку и снятие
детали
Время на установку и снятие детали определяется по
карте 5. При установке и снятии заготовки массой 160 кг в центрах с надеванием
хомутика время на установку и снятие заготовки равно 7,5 мин (карта 5, поз. 2). При переустановке заготовки
принимается коэффициент К = 0,7 согласно примечанию 1 карты 5.
1.6.4. Определение неполного штучного времени на
обработку поверхности
1) Неполное штучное время на обработку поверхностей 5,
2, 6, 4 устанавливается в соответствии с технологическим процессом и составляет
5,39 мин.
2) Неполное штучное время на обработку поверхностей
16, 13, 11, 9, 7, 14, 8 составляет 14,17 мин.
3) Неполное штучное время на обработку поверхностей 2,
5, 4, 6, 3, 1 составляет 26,2 мин.
4) Неполное штучное время на обработку поверхностей
16, 13, 11, 9, 7, 8, 17, 14, 15, 10, 12 составляет 24,85 мин.
Таким образом, неполное штучное время на обработку
вала составляет:
tн.ш. = 5,39 + 14,17 + 26,2 + 24,85 = 70,61 мин;
Время на установку и снятие детали составляет:
tв.у1 = 7,5 мин — карта 5, поз. 2;
tв.у2
= 7,5 ∙ 0,7 = 5,25 — карта 5,
поз. 2, примечание 1;
tв.у3
= 7,5 ∙ 0,7 = 5,25 — карта 5,
поз. 2, примечание 1;
tв.у4 = 7,5 ∙ 0,7 = 5,25 — карта 5, поз. 2,
примечание 1;
Итого: 23,25 мин.
Порядок расчета нормы времени
приводится ниже.
1.6.5. Определение нормы времени
|
Содержание работы |
Параметр |
Длина обработки l, мм |
Глубина резания t, мм до |
Табличное время, |
Номер карты |
|
А. Установить и снять деталь |
7,5 |
5 |
|||
|
1. Обточить пов. 5 до 1 |
80 |
123 |
4 |
2,25 |
36 |
|
2. Обточить пов. 2 до Ø |
80 |
85 |
4 |
1,55 |
36 |
|
3. Подрезать пов. 6 в р-р 124 |
80 |
15 |
4 |
0,81 |
36 |
|
4. Подрезать пов. 4 в р-р 84 |
80 |
10 |
2 |
0,78 |
36 |
|
Б. Переустановить |
7,5 ´ 0,7 = 5,25 |
5 |
|||
|
5. Обточить пов. 16 до Ø |
80 |
50 |
4 |
0,83 |
36 |
|
6. Обточить пов. 13 до Ø |
80 |
300 |
4 |
3,8 |
36 |
|
7. Обточить пов. 11 до Ø |
80 |
255 |
4 |
3,3 |
36 |
|
8. Обточить пов. 9 до Ø |
80 |
250 |
4 |
3,85 |
36 |
|
9. Обточить пов. 7 до Ø |
80 |
26 |
4 |
0,98 |
36 |
|
10. Подрезать пов. 14 в р-р 49 |
80 |
20 |
2 |
0,6 |
36 |
|
11. Подрезать пов. 8 в р-р 147 |
80 |
15 |
2 |
0,81 |
36 |
|
В. Переустановить |
7,5 ´ 0,7 = 5,25 |
5 |
|||
|
12. Обточить пов. 2 до Ø |
40 |
80 |
1,5 |
1,15 |
41 |
|
13. Обточить пов. 5 до Ø |
40 |
40 |
1,2 |
135 |
41 |
|
14. Подрезать пов. 4 в р-р 85 |
40 |
10 |
1,5 |
1,2 |
41 |
|
15. Подрезать пов. 6 в р-р 125 |
40 |
15 |
1,0 |
1,25 |
41 |
|
16. Прорезать пов. 3 до Ø |
80 |
5 |
5 |
0,9 |
50 |
|
17. Обточить пов. 1 3×45 |
40 |
4 |
3 |
0,35 |
73 |
|
18. Нарезать резьбу М100 |
80 |
20 |
60 |
||
|
Г. Переустановить |
7,5 ´ 0,7 = 5,25 |
5 |
|||
|
19. Обточить пов. 16 до Ø |
80 |
50 |
1 |
0,85 |
41 |
|
20. Обточить пов. 13 до Ø |
40 |
300 |
1,2 |
2,45 |
41 |
|
21. Обточить пов. 11 до Ø |
40 |
255 |
1,2 |
2,8 |
41 |
|
22. Обточить пов. 9 до Ø |
40 |
250 |
1,2 |
2,8 |
41 |
|
23. Обточить пов. 7 до Ø |
40 |
22 |
1,2 |
1,25 |
41 |
|
24. Подрезать пов. 8 в р-р 20 |
40 |
15 |
2 |
1,25 |
41 |
|
25. Обточить пов. 17 2×45 |
40 |
3 |
2 |
0,3 |
73 |
|
26. Подрезать пов. 14 в р-р 50 |
40 |
16 |
1 |
0,8 |
41 |
|
27. Подрезать пов. 15 до Ø |
40 |
2 |
3 |
0,8 |
50 |
|
28. Проточить галтели в углах |
0,7 ´ 2 + 0,65 = 2,05 |
73 |
|||
|
29. Нарезать резьбу М72 ´ 4 пов. 16 |
50 |
9,5 |
60 |
Итого 70,61
+ 23,25 = 93,86 мин
Тш = 93,86 ∙ 1 ∙ 1= 93,86 мин,
где 1 — коэффициент на партию деталей;
1 — коэффициент на многостаночное
обслуживание (из карты 1).

|
1.6.6. Карта А. Время на |
|||||||||||||||||||
|
№ позиции |
Наименование |
Номер |
Итого |
||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|||
|
Время, мин |
|||||||||||||||||||
|
1 |
Обтачивание и подрезание шеек |
— |
1,55 |
— |
0,78 |
2,25 |
0,81 |
0,98 |
0,81 |
3,85 |
— |
3,3 |
— |
3,8 |
0,6 |
— |
0,83 |
— |
19,56 |
|
2 |
Обтачивание и подрезание шеек |
— |
1,15 |
— |
1,20 |
1,35 |
1,25 |
1,25 |
1,25 |
2,8 |
— |
2,8 |
— |
2,45 |
0,8 |
0,8 |
0,85 |
— |
17,95 |
|
3* |
Подрезание и центрование торцов |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
4 |
Прорезание канавок для выхода |
— |
— |
0,9 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
0,9 |
|
5 |
Нарезание резьбы |
— |
20 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
9,5 |
— |
29,5 |
|
6 |
Обтачивание галтелей и фасок |
0,35 |
— |
— |
— |
— |
— |
— |
0,7 |
— |
0,7 |
— |
0,65 |
— |
— |
— |
— |
0,30 |
2,7 |
|
Итого |
70,61 |
||||||||||||||||||
|
Б. Время на |
|||||||||||||||||||
|
7 |
Установка, снятие и |
7,5 + (7,5 ∙ |
Всего Тш
= 70,61 + 23,25 = 93,86 мин
![]()
*Подрезание и
центрование торцов с двух сторон, сверление и рассверливание сквозного
отверстия шпинделя выполняются как отдельные операции на другом станке и в
норму штучного времени при работе на данном станке не включены.
2. ХАРАКТЕРИСТИКА
ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ
Нормативы времени рассчитаны для применения при
нормировании работ, выполняемых на оборудовании отечественного производства,
широко распространенного на предприятиях.
К числу распространенных конструкций
относятся станки токарные — 16К20, 1К62, 1А616, 1Д63, 16К30, 1М63 и другие.
|
Модели |
Наибольший диаметр |
Мощность Nд, кВт |
Частота вращения |
|
1А62 |
400 |
7 |
n |
|
1К62 |
400 |
10 |
n |
|
1А625 |
500 |
10 |
n |
|
1А616 |
320 |
4,5 |
n |
|
1Д63 |
615 |
7,8 |
n |
|
16К20 |
400 |
10 |
n |
|
16К30 |
630 |
18,5 |
n |
|
1М63 |
630 |
13 |
n |
3. ОРГАНИЗАЦИЯ ТРУДА
3.1.
Оснащение рабочего места. На участке
станочных работ рабочее место должно быть оснащено всем необходимым в
соответствии с требованиями производственного (технологического) процесса,
условиями выполнения работы и с соблюдением нормативных правовых актов по
охране труда.
Оснащение рабочего места включает основное и
вспомогательное оборудование, технологическую и организационную оснастку, тару,
средства индивидуальной и коллективной защиты. Оно должно соответствовать
характеру выполняемых на нем работ, обеспечивать экономию трудовых затрат и
быть безопасным. Участок обработки тяжелых деталей должен быть оснащен
подъемно-транспортным оборудованием. Освещение рабочего места должно быть
достаточным. Требуемая освещенность определяется характером выполняемой работы
и действующими санитарными нормами.
3.1.1. Технологическая оснастка. Номенклатура
инструментария на рабочем месте определяется типом производства,
технологическими процессами и характером выполняемых работ, а его количество
должно обеспечивать бесперебойную работу в течение смены.
Набор инструментария, постоянно хранимого на рабочем
месте, должен включать нормализованный и универсальный инструмент,
приспособления и средства ухода за оборудованием.
Порядок размещения на рабочем месте инструментария
определяется внутренней планировкой ящиков инструментальной тумбочки или шкафа.
Окончательный вариант внутренней планировки определяется размером и количеством
инструмента на конкретном рабочем месте. Кроме того, необходимо предусматривать
резервные места на случай хранения специального инструмента.
Ящики, предназначенные для хранения режущего и
вспомогательного инструмента, должны быть укомплектованы по секциям с помощью
переставных перегородок. Измерительный инструмент укладывается в ложементы
соответствующей конфигурации. Дно ящиков в секциях и углубления ложементов
рекомендуется окрашивать в различные цвета, способствующие быстрому нахождению
инструмента.
3.1.2. Организационная оснастка. Рабочие места
станочников обеспечиваются организационной оснасткой в соответствии с типовыми
рекомендациями. При этом, обязательным условием является оснащение участков и
цехов однотипной оргоснасткой. Комплект оргоснастки должен быть минимально
необходимым. В отдельных случаях, обусловленных
конкретными условиями или технологическими процессами, рабочие места могут быть
обеспечены и другими видами оргоснастки.
В первую очередь рекомендуется использовать
оргоснастку централизованного производства, а при ее отсутствии изготовлять по
чертежам, рекомендуемым в типовых проектах.
3.1.3. Тара.
Для межоперационного транспортирования и
хранения на рабочих местах заготовок, полуфабрикатов и деталей применяется тара
с унифицированными размерами, обеспечивающими сохранность грузов, возможность
транспортирования верхним и напольным транспортом, а также многоярусное
хранение. Количество тары, необходимое для обслуживания рабочих мест,
определяется по формуле:
Z = Р ´ В,
где:
Z — количество тары, необходимое для обслуживания рабочих мест, шт.;
Р — количество рабочих мест, обслуживаемых тарой;
В — количество единиц тары, необходимое для каждого
рабочего места.
Величина В колеблется в пределах: для крупной тары —
1…5; для мелкой тары — 2…3.
Подача деталей на рабочее место производится
внутрицеховым транспортом.
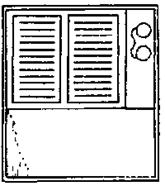
3.2. Планировка рабочего места
Планировки рабочих мест выполняются с учетом
обеспечения необходимых условий для нормальной организации труда рабочего. При
разработке планировок учитывается: характер выполняемых работ, габариты
обрабатываемых деталей, характеристики трудовых движений рабочего. Взаимное
расположение оборудования и оргоснастки увязывается по размерам.
Местоположение оргоснастки может изменяться по
отношению к типовым решениям с учетом конкретных условий производства, при этом
размещение на рабочем месте основного, вспомогательного оборудования и оргоснастки
должно обеспечить возможность беспрепятственного подъезда средств
внутрицехового и межоперационного транспорта; свободный доступ к зонам,
требующим профилактического осмотра и ремонта; хороший обзор шкал и приборов;
досягаемость органов управления.
Ниже приведен пример типовой планировки рабочего места
токаря (рис. 3.1.), перечень оргоснастки
на рабочем месте токаря (табл. 3).
1См: Типовые
проекты организации труда на рабочих местах станочников. М., Оргстанкинпром,
1988.
3.2. Типовая планировка рабочего места токаря.
Токарно-винторезные
станки (наибольший диаметр обрабатываемого изделия X межцентровое
расстояние 320Х710 +
630Х1400 мм)

Рис. 3.1
1
— тумбочка инструментальная двухсекционная С3746.05; 2 — стол приемный
С3705.23; 3 — стеллаж-подставка СД3702.10А1; 4 — тара
производственная; 5 — планшет для чертежей СД3750.04; 6 — решетка под ноги рабочему.
1Предназначен
для складирования крупногабаритных деталей или тары с деталями для второй
смены. Местоположение определяется конкретными условиями.
Перечень оргоснастки на
рабочем месте токаря.
Таблица 3
|
Наименование |
Обозначение |
Габарит, мм |
Количество |
|
Тумбочка инструментальная |
С3746.05 |
900 × 500 |
1 |
|
Стол приемный |
С3705.23 |
960 × 650 |
1 |
|
Планшет дм чертежей |
СД3750.04 |
— |
1 |
|
Тара производственная |
— |
— |
2 |
|
Решетка под ноги рабочему |
Без чертежа |
— |
1 |
|
Стеллаж-подставка |
СД3702.10А |
1250 × 750 |
1 |
Рабочее место токаря оснащается тумбочкой
инструментальной для двухсменной работы, в каждом отделении которой хранится
постоянный набор инструментов и средств по уходу за оборудованием, а также
приемным столиком. На верхней полке приемного столика устанавливается тара для
заготовок и готовых деталей, а на нижней полке могут храниться принадлежности и
приспособления. Перечень инструмента, хранимого в ящиках инструментальной
тумбочки приведен в табл. 4. Чертежи
обрабатываемой детали размещаются на планшете, закрепленном с задней стороны
тумбочки.
3.3. Оргоснастка рабочих мест.
Оснащение рабочих мест станочников оргоснасткой
(инструментальными тумбочками, приемными столами и т.п.) должно проводиться на
основе типовых конструкций.
Специальная оргоснастка проектируется в исключительных
случаях, если по тем или иным причинам не подходит типовая.
Ниже приведены отдельные конструкции
типовой оргоснастки.

Рис. 3.2.
Тумбочка инструментальная двухсекционная С3746.05
Собирается из унифицированных элементов. Предназначена
для оснащения рабочих мест станочников.
Габаритные размеры, мм, 900 × 500 × 100
Масса, кг, 80
Внутренняя планировка
инструментальной тумбочки токаря


Высота ящиков 100 мм Ящик
№ 1 Ящик № 2


Ящик № 3 Ящик № 4 Ящик № 5



Ящик № 6 Ящик № 7 Ящик № 8
Перечень инструмента,
хранимого в ящиках инструментальной тумбочки токаря.
Таблица 4
|
Номер ящика |
Вид инструмента |
Перечень |
|
1 |
— |
Техническая документация, очки |
|
2 |
Измерительный инструмент |
Штангенциркули, линейка |
|
3 |
Режущий инструмент |
Резцы токарные проходные, |
|
4 |
То же |
Сверла центровочные |
|
5 |
Вспомогательный инструмент |
Центры, полуцентры, втулки |
|
6 |
То же |
Упор жесткий продольного хода, |
|
7 |
Слесарно-монтажный инструмент |
Ключи, напильники, отвертка, |
|
8 |
Средства ухода за оборудованием |
Совок, крючок, щетка-сметка, |
4. НОРМАТИВНАЯ ЧАСТЬ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ В ЗАВИСИМОСТИ ОТ ПАРТИИ
|
токарно-винторезные |
|||||||||
Карта 1 |
Листов 1 |
|||||||||
|
Лист 1 |
||||||||||
|
Поправочные |
||||||||||
|
№ позиции |
Штучное время Тш |
Число деталей в |
||||||||
|
1…3 |
4…6 |
7…10 |
11…15 |
16…20 |
21…30 |
31…40 |
> 40 |
|||
|
Коэффициент на |
||||||||||
|
1 |
3 |
1,4 |
1,2 |
1,1 |
1,05 |
1,0 |
0,95 |
0,9 |
0,85 |
|
|
2 |
15 |
1,2 |
1,1 |
1,05 |
1,0 |
0,95 |
0,9 |
0,85 |
— |
|
|
3 |
60 |
1,1 |
1,05 |
1,0 |
0,95 |
0,9 |
0,85 |
— |
— |
|
|
4 |
300 |
1,05 |
1,0 |
0,95 |
0,9 |
0,85 |
— |
— |
— |
|
|
5 |
> 300 |
1,0 |
0,95 |
0,9 |
0,85 |
— |
— |
— |
— |
|
|
Примечания: 1. Тип 2. Продолжительность работы станка по обработке партии деталей |
||||||||||
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ |
Токарно-винторезныс |
||||||||||||
Карта 2 |
Листов 2 |
||||||||||||
|
Лист 1 |
|||||||||||||
|
I. Подготовительно-заключительное время |
|||||||||||||
|
№ позиции |
Способ установки |
Сложность подготовки |
число инструментов |
Наибольший диаметр |
|||||||||
|
160 |
250 |
400 |
630 |
160 |
250 |
400 |
630 |
||||||
|
Время, мин. |
|||||||||||||
|
с заменой |
без замены |
||||||||||||
|
1 |
В универсальном приспособлении |
Простая |
1…2 |
7,0 |
8,5 |
10 |
12 |
5 |
6 |
7 |
9 |
||
|
2 |
3…4 |
8,5 |
11 |
12 |
14 |
7 |
8 |
9 |
11 |
||||
|
3 |
Средней сложности |
3…4 |
11 |
12,5 |
15 |
17 |
8 |
9 |
10 |
12 |
|||
|
4 |
5…6 |
14 |
15,5 |
17 |
20 |
10 |
11 |
12 |
15 |
||||
|
5 |
7…9 |
— |
— |
20 |
22 |
— |
— |
15 |
17 |
||||
|
6 |
Сложная |
4…5 |
— |
— |
22 |
26 |
— |
— |
18 |
20 |
|||
|
7 |
6…8 |
— |
— |
25 |
30 |
— |
— |
20 |
23 |
||||
|
8 |
9…12 |
— |
— |
30 |
35 |
— |
— |
23 |
27 |
||||
|
9 |
В специальном |
Простая |
1…2 |
— |
— |
14 |
17 |
— |
— |
9 |
11 |
||
|
10 |
3…4 |
— |
— |
16 |
19 |
— |
— |
11 |
13 |
||||
|
11 |
Средней сложности |
3…4 |
— |
— |
19 |
22 |
— |
— |
12 |
14 |
|||
|
12 |
5…6 |
— |
— |
22 |
25 |
— |
— |
14 |
17 |
||||
|
13 |
7…9 |
— |
— |
25 |
27 |
— |
— |
17 |
19 |
||||
|
14 |
Сложная |
— |
— |
27 |
30 |
— |
— |
20 |
22 |
||||
|
15 |
6…8 |
— |
— |
30 |
35 |
— |
— |
22 |
26 |
||||
|
16 |
9…12 |
— |
— |
35 |
40 |
— |
— |
25 |
30 |
||||
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ |
Токарно-вннторсзныс |
|||||||||||||||||
|
Карта 2 |
Листов 2 |
|||||||||||||||||
|
Лист 2 |
||||||||||||||||||
|
2. Время на |
||||||||||||||||||
|
№ позиции |
Наименование |
Группа станков: наибольший |
||||||||||||||||
|
160 |
250 |
400 |
630 |
|||||||||||||||
|
Время, мин. |
||||||||||||||||||
|
1 |
Расточить незакаленные кулачки |
5,0 |
5,5 |
6,0 |
7,0 |
|||||||||||||
|
2 |
Сменить кулачки в патроне |
трехкулачковом |
3,0 |
3,0 |
4,0 |
5,0 |
||||||||||||
|
3 |
четырехкулачковом |
— |
— |
6,0 |
8,0 |
|||||||||||||
|
4 |
Установить и снять (с |
патрон (поводковую планшайбу) |
3,0 |
4,0 |
6,0 |
8,0 |
||||||||||||
|
5 |
люнет |
— |
— |
4,0 |
6,0 |
|||||||||||||
|
6 |
упор |
0,35 |
0,45 |
2,0 |
2,5 |
|||||||||||||
|
7 |
копир или конусную линейку |
— |
— |
4,0 |
5,0 |
|||||||||||||
|
8 |
стружколоматель |
— |
— |
3,0 |
4,0 |
|||||||||||||
|
9 |
противовес |
— |
— |
7,0 |
9,0 |
|||||||||||||
|
10 |
угольник |
— |
— |
7,0 |
9,0 |
|||||||||||||
|
11 |
заднюю бабку |
— |
— |
3,0 |
5,0 |
|||||||||||||
|
12 |
центр |
0,3 |
0,5 |
1,0 |
||||||||||||||
|
Установить и снять |
Диаметр поверхности |
|||||||||||||||||
|
100 |
200 |
300 |
400 |
500 |
||||||||||||||
|
Время, мин. |
||||||||||||||||||
|
13 |
Пробку центровую |
3,5 |
7,0 |
9,0 |
11 |
13 |
||||||||||||
|
14 |
Пробку саморазжимную центровую |
2,0 |
5,0 |
7,0 |
9,0 |
11 |
||||||||||||
|
15 |
Звездочку центровую |
— |
13 |
15 |
18 |
20 |
||||||||||||
|
16 |
Муфту центрирующую |
5,0 |
9,0 |
13 |
15 |
18 |
||||||||||||
|
Примечание. Характеристика сложности |
||||||||||||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ
|
Токарно-винторезные |
||||||||||||||||||||
Карта 3 |
Листов 4 |
||||||||||||||||||||
|
Лист 1 |
|||||||||||||||||||||
|
|
|||||||||||||||||||||
|
№ позиции |
Способ установки и |
Характер выверки |
Точность выверки, мм, |
Длина детали L, мм, до |
Масса детали т, |
||||||||||||||||
|
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
||||||||
|
Время t, мин. |
|||||||||||||||||||||
|
1 |
В кулачках с |
Без выверки |
— |
— |
0,25 |
0,39 |
0,59 |
0,71 |
0,92 |
1,20 |
4,6 |
5,0 |
5,5 |
— |
— |
— |
— |
— |
|||
|
2 |
С выверкой по |
0,5 |
— |
0,58 |
0,81 |
1,05 |
1,25 |
1,50 |
1,80 |
5,0 |
6,5 |
8,5 |
— |
— |
— |
— |
— |
||||
|
3 |
|||||||||||||||||||||
|
0,1 |
— |
1,25 |
1,65 |
2,2 |
2,5 |
2,9 |
3,4 |
6,5 |
8,0 |
11,0 |
— |
— |
— |
— |
— |
||||||
|
4 |
В кулачках с |
Без выверки |
— |
500 |
0,33 |
0,45 |
0,61 |
0,70 |
0,84 |
1,05 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
5 |
1000 |
— |
— |
— |
— |
— |
— |
4,2 |
4,7 |
5,5 |
6,0 |
— |
— |
— |
— |
||||||
|
6 |
2000 |
— |
— |
— |
— |
— |
— |
— |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,5 |
12,0 |
||||||
|
7 |
4000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
7,5 |
9,0 |
10,0 |
11,5 |
13,5 |
||||||
|
8 |
С выверкой по |
0,1 |
500 |
0,53 |
0,74 |
0,99 |
1,15 |
1,35 |
1,65 |
— |
— |
— |
— |
— |
— |
— |
— |
||||
|
9 |
1000 |
— |
— |
— |
— |
— |
— |
5,0 |
5,5 |
6,5 |
7,5 |
— |
— |
— |
— |
||||||
|
10 |
2000 |
— |
— |
— |
— |
— |
— |
— |
6,0 |
7,0 |
8,0 |
9,0 |
10,5 |
12,0 |
14,0 |
||||||
|
11 |
4000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
9,0 |
10,5 |
12,0 |
13,5 |
15,5 |
||||||
|
12 |
В кулачках с |
Без выверки |
— |
1000 |
— |
0,76 |
0,99 |
1,10 |
1,30 |
1,50 |
4,5 |
5,0 |
5,5 |
6,5 |
— |
— |
— |
— |
|||
|
13 |
2000 |
— |
— |
— |
— |
— |
— |
5,0 |
5,5 |
6,5 |
7,5 |
8,5 |
9,5 |
11,0 |
12,5 |
||||||
|
14 |
4000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
8,0 |
9,5 |
10,5 |
12,0 |
14,5 |
||||||

|
ВСПОМОГАТЕЛЬНОЕ |
Токарно-винторезные |
||||||||||||||||||||
|
Карта 3 |
Листов 4 |
||||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||||
|
№ позиции |
Способ установки и |
Характер выверки |
Точность выверки, мм, |
Длина детали L,мм, до |
Установка вручную |
Установка мостовым |
|||||||||||||||
|
Масса детали т, |
|||||||||||||||||||||
|
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
||||||||
|
Время t, мин. |
|||||||||||||||||||||
|
15 |
В кулачках с поджатием задним |
С выверкой по диаметру |
0,1 |
1000 |
— |
— |
1,35 |
1,50 |
1,70 |
1,90 |
5,0 |
6,0 |
6,5 |
7,5 |
— |
— |
— |
— |
|||
|
16 |
2000 |
— |
— |
— |
— |
— |
— |
5,5 |
6,5 |
7,5 |
8,5 |
9,5 |
11,5 |
12,5 |
15,0 |
||||||
|
17 |
4000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
9,5 |
11,0 |
12,5 |
14,5 |
16,5 |
||||||
|
18 |
Без выверки |
— |
1000 |
— |
— |
0,80 |
0,96 |
1,20 |
1,45 |
3,8 |
4,1 |
4,9 |
— |
— |
— |
— |
— |
||||
|
19 |
2000 |
— |
— |
— |
— |
— |
1,70 |
4,4 |
4,9 |
5,5 |
6,5 |
7,5 |
9,0 |
10,0 |
11,5 |
||||||
|
20 |
4000 |
— |
— |
— |
— |
— |
— |
— |
5,5 |
6,5 |
7,5 |
9,0 |
10,5 |
12,0 |
14,0 |
||||||
|
21 |
В кулачках и люнете |
С выверкой по диаметру |
0,5 |
1000 |
— |
— |
1,10 |
1,40 |
1,65 |
1,95 |
4,4 |
4,8 |
5,5 |
— |
— |
— |
— |
— |
|||
|
22 |
2000 |
— |
— |
— |
— |
1,85 |
2,30 |
5,0 |
5,5 |
6,5 |
7,5 |
9,0 |
10,0 |
12,0 |
14,0 |
||||||
|
23 |
4000 |
— |
— |
— |
— |
— |
— |
6,0 |
6,5 |
7,5 |
9,0 |
10,5 |
12,0 |
13,5 |
16,0 |
||||||
|
24 |
0,1 |
1000 |
— |
— |
1,30 |
1,50 |
1,85 |
2,3 |
5,0 |
5,5 |
6,5 |
— |
— |
— |
— |
— |
|||||
|
25 |
2000 |
— |
— |
— |
— |
2,10 |
2,4 |
6,0 |
6,5 |
7,5 |
9,0 |
10,0 |
11,5 |
13,5 |
16,0 |
||||||
|
26 |
4000 |
— |
— |
— |
— |
— |
— |
7,0 |
7,5 |
9,0 |
10,0 |
12,0 |
13,5 |
16,0 |
18,5 |
||||||
|
27 |
В патроне с |
Без выверки |
— |
1000 |
— |
— |
— |
— |
0,81 |
0,95 |
2,7 |
3,2 |
3,9 |
— |
— |
— |
— |
— |
|||
|
28 |
2000 |
— |
— |
— |
— |
— |
— |
— |
4,3 |
5,0 |
6,5 |
7,5 |
9,5 |
— |
— |
||||||
|
29 |
4000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
7,5 |
9,0 |
11,0 |
— |
— |
||||||
|
ВСПОМОГАТЕЛЬНОЕ |
Токарно-винторезные |
|||||||||||||||||||
|
Карта 3 |
Листов 4 |
|||||||||||||||||||
|
Лист 3 |
||||||||||||||||||||
|
№ позиции |
Способ установки и |
Характер выверки |
Точность выверки, |
Длина детали L, мм, до |
Установка вручную |
Установка мостовым |
||||||||||||||
|
Масса детали т, |
||||||||||||||||||||
|
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
|||||||
|
Время t, мин. |
||||||||||||||||||||
|
30 |
В цанге или патроне с |
Без выверки |
— |
— |
0,14 |
0,20 |
0,27 |
0,32 |
0,39 |
0,48 |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
31 |
С выверкой по диаметру |
0,5 |
— |
0,22 |
0,32 |
0,45 |
0,52 |
0,64 |
0,78 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
32 |
0,1 |
— |
0,37 |
0,53 |
0,74 |
0,86 |
1,05 |
1,30 |
— |
— |
— |
— |
— |
— |
— |
— |
||||
|
33 |
В патроне с разъемной втулкой |
Без выверки |
— |
— |
0,32 |
0,45 |
0,63 |
0,75 |
0,92 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
34 |
В бесключевом патроне или цанге |
Без выверки |
— |
— |
0,15 |
0,20 |
0,28 |
0,32 |
0,39 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
35 |
В патроне с разъемным вкладышем |
Без выверки |
— |
— |
0,45 |
0,61 |
0,77 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
36 |
В цанговом патроне с креплением |
рычагом |
— |
— |
0,17 |
0,22 |
0,27 |
0,30 |
0,35 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
37 |
маховичком |
— |
— |
0,20 |
0,26 |
0,32 |
0,37 |
0,41 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
38 |
гайкой |
— |
— |
0,25 |
0,32 |
0,39 |
0,44 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
Примечания: 1. При 2. При 3. При 4. При установке деталей из легких сплавов к времени по карте |
||||||||||||||||||||
|
ВСПОМОГАТЕЛЬНОЕ |
Токарно-винторезные |
||||||||||
|
Карта 3 |
Листов 4 |
||||||||||
|
Лист 4 |
|||||||||||
|
№ позиции |
Способ установки прутка |
Способ установки |
Длина выдвижения |
Диаметр прутка D, мм, до |
|||||||
|
5 |
10 |
15 |
30 |
50 |
75 |
||||||
|
Время t, мин. |
|||||||||||
|
1 |
В самоцентрирующем патроне или |
по упору или произвольно |
25 |
0,14 |
0,16 |
0,20 |
0,26 |
0,30 |
0,36 |
||
|
2 |
50 |
— |
0,20 |
0,23 |
0,28 |
0,33 |
0,39 |
||||
|
3 |
100 |
— |
— |
0,25 |
0,32 |
0,37 |
0,44 |
||||
|
4 |
200 |
— |
— |
— |
0,36 |
0,42 |
0,49 |
||||
|
5 |
300 |
— |
— |
— |
0,38 |
0,44 |
0,52 |
||||
|
6 |
по линейке или шаблону |
25 |
0,17 |
0,22 |
0,24 |
0,30 |
0,36 |
0,43 |
|||
|
7 |
50 |
— |
0,24 |
0,27 |
0,35 |
0,40 |
0,47 |
||||
|
8 |
100 |
— |
— |
0,30 |
0,38 |
0,44 |
0,52 |
||||
|
9 |
200 |
— |
— |
— |
0,42 |
0,50 |
0,59 |
||||
|
10 |
300 |
— |
— |
— |
0,45 |
0,53 |
0,63 |
||||
|
11 |
В бесключевом патроне или цанге |
по упору или произвольно |
25 |
0,10 |
0,13 |
0,15 |
0,20 |
0,25 |
0,31 |
||
|
12 |
50 |
— |
0,15 |
0,18 |
0,24 |
0,29 |
0,36 |
||||
|
13 |
100 |
— |
— |
0,20 |
0,27 |
0,33 |
0,41 |
||||
|
14 |
200 |
— |
— |
— |
0,31 |
0,39 |
0,47 |
||||
|
15 |
300 |
— |
— |
— |
0,35 |
0,42 |
0,50 |
||||
|
16 |
по линейке или шаблону |
25 |
0,12 |
0,15 |
0,18 |
0,25 |
0,30 |
0,38 |
|||
|
17 |
50 |
— |
0,18 |
0,22 |
0,28 |
0,35 |
0,43 |
||||
|
18 |
100 |
— |
— |
0,25 |
0,33 |
0,40 |
0,50 |
||||
|
19 |
200 |
— |
— |
— |
0,38 |
0,47 |
0,56 |
||||
|
20 |
300 |
— |
— |
— |
0,42 |
0,51 |
0,61 |
||||
|
21 |
В пневматическом патроне (с |
по упору или произвольно |
25 |
0,06 |
0,10 |
0,13 |
0,18 |
0,24 |
0,29 |
||
|
22 |
50 |
— |
0,12 |
0,15 |
0,22 |
0,28 |
0,35 |
||||
|
23 |
100 |
— |
— |
0,17 |
0,25 |
0,33 |
0,41 |
||||
|
24 |
200 |
— |
— |
— |
0,29 |
0,39 |
0,48 |
||||
|
25 |
300 |
— |
— |
— |
0,32 |
0,42 |
0,91 |
||||
|
26 |
по линейке или шаблону |
25 |
0,07 |
0,12 |
0,15 |
0,22 |
0,28 |
0,35 |
|||
|
27 |
50 |
— |
0,14 |
0,18 |
0,26 |
0,33 |
0,41 |
||||
|
28 |
100 |
— |
— |
0,20 |
0,30 |
0,40 |
0,49 |
||||
|
29 |
200 |
— |
— |
— |
0,35 |
0,47 |
0,56 |
||||
|
30 |
300 |
— |
— |
— |
0,39 |
0,51 |
0,61 |
||||
|
Примечание. При работе с поджатием |
|||||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ
|
Токарно-винторезные |
||||||||||||||||||
Карта 4 |
Листов 4 |
||||||||||||||||||
|
Лист 1 |
|||||||||||||||||||
|
|
|||||||||||||||||||
|
№ позиции |
Способ установки и |
Характер выверки |
Точность выверки, мм, |
Установка вручную |
Установка мостовым |
||||||||||||||
|
Масса детали т, |
|||||||||||||||||||
|
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
||||||||
|
Время t, мин. |
|||||||||||||||||||
|
1 |
В кулачках патрона |
Детали |
Без выверки |
— |
0,87 |
1,00 |
1,25 |
1,5 |
4,7 |
5,0 |
5,5 |
6,5 |
7,5 |
8,5 |
9,5 |
10,5 |
|||
|
2 |
С выверкой по |
1,0 |
1,30 |
1,55 |
1,90 |
2,5 |
7,0 |
7,5 |
8,5 |
10,0 |
11,5 |
13,0 |
14,5 |
16,5 |
|||||
|
3 |
0,5 |
1,40 |
1,65 |
2,1 |
2,7 |
7,6 |
8,5 |
9,5 |
11,0 |
12,5 |
14,5 |
16,0 |
18,5 |
||||||
|
4 |
0,1 |
1,75 |
2,0 |
2,5 |
3,3 |
9,5 |
10,0 |
11,5 |
13,0 |
14,5 |
16,0 |
17,5 |
20,0 |
||||||
|
5 |
0,05 |
2,1 |
2,4 |
3,0 |
4,0 |
11,0 |
12,0 |
13,5 |
15,5 |
17,0 |
18,5 |
21,0 |
23,5 |
||||||
|
6 |
0,01 |
2,5 |
2,8 |
3,7 |
4,7 |
13,0 |
14,0 |
16,5 |
18,5 |
20,5 |
23,0 |
25,5 |
27,5 |
||||||
|
7 |
С выверкой по |
1,0 |
2,1 |
2,4 |
3,0 |
3,9 |
10,5 |
11,5 |
12,5 |
14,5 |
16,5 |
18,0 |
20,5 |
23,5 |
|||||
|
8 |
0,5 |
2,3 |
2,7 |
3,4 |
4,4 |
11,0 |
12,0 |
13,5 |
15,5 |
17,5 |
20,0 |
22,0 |
25,5 |
||||||
|
9 |
0,1 |
2,7 |
3,3 |
4,1 |
5,5 |
12,0 |
12,5 |
14,0 |
16,0 |
18,5 |
21,0 |
24,0 |
27,0 |
||||||
|
10 |
0,05 |
3,3 |
3,9 |
5,0 |
6,5 |
13,0 |
14,5 |
17,0 |
19,5 |
22,5 |
26,0 |
30,0 |
34,5 |
||||||
|
11 |
0,01 |
3,9 |
4,7 |
6,0 |
7,5 |
15,5 |
17,0 |
19,5 |
23,0 |
26,0 |
30,0 |
33,5 |
37,5 |
||||||
|
12 |
Детали фасонной и |
Без выверки |
— |
1,2 |
1,45 |
1,85 |
2,2 |
6,0 |
6,5 |
7,5 |
8,5 |
10,0 |
11,5 |
13,0 |
14,5 |
||||
|
13 |
С выверкой в одной |
1,0 |
1,75 |
2,1 |
2,7 |
3,5 |
9,5 |
10,5 |
12,0 |
13,5 |
15,5 |
17,5 |
20,0 |
23,5 |
|||||
|
14 |
0,5 |
1,95 |
2,3 |
3,2 |
4,0 |
10,5 |
11,0 |
13,0 |
15,5 |
17,0 |
19,5 |
22,0 |
25,0 |
||||||
|
15 |
0,1 |
2,3 |
2,7 |
3,5 |
4,5 |
12,0 |
13,0 |
14,5 |
16,5 |
18,0 |
21,0 |
23,5 |
25,5 |
||||||
|
16 |
0,05 |
2,7 |
3,3 |
4,3 |
5,5 |
14,0 |
15,5 |
17,5 |
19,0 |
21,5 |
24,0 |
26,5 |
30,0 |
||||||
|
17 |
0,01 |
3,3 |
3,9 |
5,1 |
6,5 |
17,0 |
18,0 |
20,5 |
23,0 |
25,5 |
28,5 |
32,0 |
35,5 |
||||||

|
ВСПОМОГАТЕЛЬНОЕ |
Токарно-винторезные |
|||||||||||||||||||
|
Карта 4 |
Листов 4 |
|||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||
|
№ позиции |
Способ установки и |
Характер выверки |
Точность выверки, мм, |
Длина детали L, мм, до |
Установка вручную |
Установка мостовым |
||||||||||||||
|
Масса детали т, |
||||||||||||||||||||
|
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
|||||||||
|
Время t, мин. |
||||||||||||||||||||
|
18 |
В кулачках патрона |
Детали фасонной и коробчатой |
С выверкой в двух плоскостях |
1,0 |
— |
2,9 |
3,5 |
4,4 |
5,5 |
13,5 |
14,5 |
17,0 |
19,0 |
22,0 |
24,0 |
27,5 |
31,0 |
|||
|
19 |
0,5 |
— |
3,3 |
3,8 |
4,8 |
6,0 |
14,5 |
16,5 |
18,5 |
21,0 |
24,0 |
26,5 |
31,0 |
34,5 |
||||||
|
20 |
0,1 |
— |
4,0 |
4,8 |
6,0 |
7,5 |
16,5 |
18,5 |
20,5 |
24,0 |
27,5 |
31,0 |
34,5 |
40,0 |
||||||
|
21 |
0,05 |
— |
4,8 |
6,0 |
7,5 |
9,0 |
19,5 |
22,0 |
24,5 |
28,5 |
32,0 |
36,5 |
31,0 |
46,5 |
||||||
|
22 |
0,01 |
— |
6,0 |
7,0 |
9,0 |
11,0 |
24,0 |
26,0 |
30,5 |
34,0 |
38,5 |
43,0 |
49,0 |
56,0 |
||||||
|
23 |
В кулачках патрона с поджатием |
Без выверки |
— |
1000 |
1,10 |
1,30 |
1,65 |
1,95 |
5,5 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
— |
— |
||||
|
24 |
3000 |
— |
— |
— |
— |
— |
— |
8,5 |
9,0 |
11,5 |
12,5 |
14,5 |
16,5 |
|||||||
|
25 |
С выверкой по диаметру |
1,0 |
1000 |
1,40 |
1,65 |
2,05 |
2,5 |
7,0 |
8,0 |
9,0 |
10,0 |
12,0 |
13,0 |
— |
— |
|||||
|
26 |
3000 |
— |
— |
— |
— |
— |
— |
11,5 |
13,0 |
15,0 |
16,5 |
18,5 |
21,5 |
|||||||
|
27 |
0,5 |
1000 |
1,50 |
2,00 |
2,3 |
2,7 |
8,0 |
8,5 |
10,0 |
11,5 |
12,5 |
14,5 |
— |
— |
||||||
|
28 |
3000 |
— |
— |
— |
— |
— |
— |
12,5 |
14,0 |
16,5 |
18,5 |
21,0 |
23,5 |
|||||||
|
29 |
0,1 |
1000 |
1,75 |
2,1 |
2,6 |
3,3 |
10,0 |
11,0 |
13,5 |
15,0 |
17,0 |
20,5 |
— |
— |
||||||
|
30 |
3000 |
— |
— |
— |
— |
-. |
— |
16,0 |
18,0 |
21,0 |
24,0 |
26,5 |
30,5 |
|||||||
|
31 |
0,05 |
1000 |
2,2 |
2,5 |
3,2 |
3,9 |
12,0 |
13,0 |
15,0 |
17,0 |
20,0 |
22,0 |
— |
— |
||||||
|
32 |
3000 |
— |
— |
— |
— |
— |
— |
18,5 |
21,5 |
24,0 |
28,5 |
32,0 |
36,0 |
|||||||
|
33 |
0,01 |
1000 |
2,6 |
3,0 |
3,8 |
4,7 |
14,0 |
15,5 |
17,5 |
20,5 |
23,0 |
26,5 |
— |
— |
||||||
|
34 |
3000 |
— |
— |
— |
— |
— |
— |
21,5 |
24,5 |
28,0 |
32,0 |
36,5 |
41,0 |
|||||||
|
ВСПОМОГАТЕЛЬНОЕ |
Токарно-винторезные |
|||||||||||||||||
|
Карта 4 |
Листов 4 |
|||||||||||||||||
|
Лист 3 |
||||||||||||||||||
|
№ позиции |
Способ установки и |
Характер выверки |
Точность выверки, мм, |
Длина детали L, мм, до |
Установка вручную |
Установка мостовым |
||||||||||||
|
Масса детали т, |
||||||||||||||||||
|
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
|||||||
|
Время t, мин. |
||||||||||||||||||
|
35 |
В кулачках патрона с поджатием |
Без выверки |
— |
— |
— |
— |
— |
— |
— |
— |
10,5 |
12,0 |
13,5 |
15,5 |
17,0 |
20,0 |
||
|
36 |
С выверкой по диаметру |
1,0 |
— |
— |
— |
— |
— |
— |
— |
13,0 |
15,5 |
18,0 |
20,0 |
22,0 |
25,5 |
|||
|
37 |
0,5 |
— |
— |
— |
— |
— |
— |
— |
15,5 |
16,5 |
18,5 |
22,0 |
24,0 |
27,5 |
||||
|
38 |
0,1 |
— |
— |
— |
— |
— |
— |
— |
19,0 |
22,0 |
25,5 |
27,5 |
31,0 |
34,5 |
||||
|
39 |
0,05 |
— |
— |
— |
— |
— |
— |
— |
22,0 |
25,0 |
28,5 |
33,0 |
35,0 |
41,0 |
||||
|
40 |
0,01 |
— |
— |
— |
— |
— |
— |
— |
26,0 |
30,5 |
34,0 |
39,5 |
42,0 |
49,0 |
||||
|
41 |
В центрах с креплением |
Без выверки |
— |
1000 |
1,10 |
1,30 |
1,75 |
2,2 |
5,0 |
6,0 |
7,0 |
8,0 |
9,5 |
11,0 |
— |
— |
||
|
42 |
3000 |
— |
— |
— |
— |
— |
— |
9,0 |
10,5 |
12,0 |
14,5 |
16,5 |
20,0 |
|||||
|
43 |
5000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
19,0 |
22,0 |
|||||
|
44 |
В двух патронах (с перемещением |
С выверкой по диаметру |
1,0 |
3000 |
37,5 |
|||||||||||||
|
45 |
5000 |
46,5 |
||||||||||||||||
|
46 |
0,5 |
3000 |
49,0 |
|||||||||||||||
|
47 |
5000 |
60,0 |
||||||||||||||||
|
48 |
0,1 |
3000 |
61,0 |
|||||||||||||||
|
49 |
5000 |
74,0 |
||||||||||||||||
|
50 |
0,05 |
3000 |
74,0 |
|||||||||||||||
|
51 |
5000 |
89,0 |
||||||||||||||||
|
52 |
В кулачках патрона и люнета |
С выверкой по диаметру |
1,0 |
1000 |
1,65 |
1,95 |
2,5 |
3,2 |
7,5 |
8,5 |
10,0 |
12,0 |
14,5 |
17,5 |
— |
— |
||
|
53 |
3000 |
— |
— |
— |
— |
— |
11,0 |
13,0 |
15,5 |
18,5 |
22,0 |
26,5 |
31,0 |
|||||
|
54 |
5000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
25,5 |
30,0 |
35,5 |
|||||
|
55 |
0,5 |
1000 |
1,75 |
2,2 |
2,7 |
3,5 |
8,5 |
9,5 |
11,0 |
13,0 |
15,5 |
19,0 |
— |
— |
||||
|
56 |
3000 |
— |
— |
— |
— |
12,0 |
14,0 |
17,0 |
21,0 |
24,0 |
28,5 |
34,5 |
||||||
|
57 |
500 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
27,5 |
33,0 |
39,0 |
|||||
|
ВСПОМОГАТЕЛЬНОЕ |
Токарно-винторезные |
|||||||||||||||||
|
Карта 4 |
Листов 4 |
|||||||||||||||||
|
Лист 4 |
||||||||||||||||||
|
№ позиции |
Способ установки и |
Характер выверки |
Точность выверки, мм, |
Длина детали L,мм, до |
Установка вручную |
Установка мостовым |
||||||||||||
|
Масса детали т, |
||||||||||||||||||
|
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
|||||||
|
Время t, мин. |
||||||||||||||||||
|
58 |
В кулачках патрона и люнета |
С выверкой по диаметру |
0,1 |
1000 |
1,95 |
2,4 |
3,0 |
3,9 |
9,5 |
10,5 |
12,5 |
14,5 |
17,5 |
21,5 |
— |
— |
||
|
59 |
3000 |
— |
— |
— |
— |
— |
14,0 |
16,5 |
19,5 |
23,0 |
27,5 |
33,0 |
38,5 |
|||||
|
60 |
5000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
31,0 |
36,5 |
44,5 |
|||||
|
61 |
0,05 |
1000 |
2,4 |
2,8 |
3,7 |
4,7 |
11,0 |
12,0 |
14,5 |
17,5 |
21,0 |
25,5 |
— |
— |
||||
|
62 |
3000 |
— |
— |
— |
— |
— |
16,5 |
19,5 |
23,0 |
27,5 |
33,5 |
38,5 |
45,5 |
|||||
|
63 |
5000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
36,5 |
43,0 |
52,0 |
|||||
|
64 |
0,01 |
1000 |
2,8 |
3,4 |
4,5 |
5,5 |
13,0 |
15,5 |
17,5 |
21,0 |
25,5 |
31,0 |
— |
— |
||||
|
65 |
3000 |
— |
— |
— |
— |
— |
19,5 |
24,0 |
27,5 |
33,0 |
39,5 |
46,0 |
54,0 |
|||||
|
66 |
5000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
43,0 |
52,0 |
62,0 |
|||||
|
Примечания: 1. При 2. При 3. При 4. При 5. При 6. При установке деталей с применением больше одного люнета на |
||||||||||||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ
|
Токарно-винторезные |
||||||||||||||||||||
Карта 5 |
Листов 2 |
||||||||||||||||||||
|
Лист 1 |
|||||||||||||||||||||
|
|
|||||||||||||||||||||
|
№ позиции |
Способ установки детали |
Число люнетов |
Длина детали L,мм, до |
Установка вручную |
Установка мостовым |
||||||||||||||||
|
Масса детали т, |
|||||||||||||||||||||
|
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
||||||||
|
Время t, мин. |
|||||||||||||||||||||
|
1 |
В центрах (грибках, ершах) |
с надеванием хомутика |
— |
500 |
0,27 |
0,39 |
0,56 |
0,65 |
0,81 |
1,0 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
2 |
1000 |
— |
— |
— |
— |
— |
— |
— |
6,0 |
6,5 |
7,5 |
9,0 |
— |
— |
— |
||||||
|
3 |
2000 |
— |
— |
— |
— |
— |
— |
— |
— |
7,5 |
9,0 |
10,5 |
12,0 |
— |
— |
||||||
|
4 |
3000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
11,0 |
13,0 |
14,5 |
16,5 |
||||||
|
5 |
5000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
14,5 |
16,5 |
19,0 |
||||||
|
6 |
10000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
18,5 |
21,0 |
||||||
|
7 |
1 |
1000 |
0,34 |
0,50 |
0,71 |
0,83 |
1,00 |
1,30 |
6,5 |
7,0 |
8,0 |
9,5 |
11,0 |
— |
— |
— |
|||||
|
8 |
2000 |
— |
— |
— |
— |
— |
— |
— |
— |
9,5 |
10,5 |
12,5 |
14,5 |
— |
— |
||||||
|
9 |
3000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
13,0 |
15,5 |
17,5 |
20,0 |
||||||
|
10 |
5000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
20,0 |
22,0 |
||||||
|
11 |
10000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
21,5 |
25,0 |
||||||
|
12 |
без надевания хомутика |
— |
500 |
0,17 |
0,25 |
0,35 |
0,40 |
0,50 |
0,61 |
— |
— |
— |
— |
— |
— |
— |
— |
||||
|
13 |
1000 |
— |
— |
— |
— |
— |
— |
— |
4,9 |
5,5 |
6,5 |
7,5 |
— |
— |
— |
||||||
|
14 |
2000 |
— |
— |
— |
— |
— |
— |
— |
6,5 |
7,5 |
8,5 |
10,0 |
— |
— |
|||||||
|
15 |
3000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
9,0 |
11,0 |
12,0 |
14,0 |
||||||
|
16 |
5000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
12,0 |
13,5 |
15,5 |
||||||
|
17 |
10000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
15,0 |
17,5 |
||||||

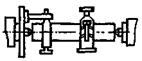
|
ВСПОМОГАТЕЛЬНОЕ |
Токарно-винторезные |
|||||||||||||||||
|
Карта 5 |
Листов 2 |
|||||||||||||||||
|
Лист 2 |
||||||||||||||||||
|
№ позиции |
Способ установки детали |
Число люнетов |
Длина детали L,мм, до |
Установка вручную |
Установка мостовым |
|||||||||||||
|
Масса детали т, |
||||||||||||||||||
|
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
800 |
1500 |
3000 |
|||||||
|
Время t, мин. |
||||||||||||||||||
|
18 |
В центрах (грибках, ершах) |
без надевания хомутика |
1 |
1000 |
— |
— |
— |
— |
— |
6,0 |
6,5 |
7,5 |
9,0 |
— |
— |
— |
||
|
19 |
2000 |
— |
— |
— |
— |
— |
— |
7,5 |
9,0 |
10,5 |
12,0 |
— |
— |
|||||
|
20 |
3000 |
— |
— |
— |
— |
— |
— |
— |
— |
11,0 |
13,0 |
14,5 |
16,5 |
|||||
|
21 |
5000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
14,5 |
16,5 |
19,0 |
|||||
|
22 |
10000 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
18,5 |
21,0 |
|||||
|
23 |
с кулачковой самозажимной |
— |
1000 |
0,36 |
0,44 |
0,57 |
0,74 |
3,8 |
4,4 |
5,0 |
5,5 |
6,5 |
— |
— |
— |
|||
|
24 |
2000 |
— |
— |
— |
— |
4,5 |
5,0 |
6,0 |
6,5 |
7,5 |
9,0 |
— |
— |
|||||
|
25 |
3000 |
— |
— |
— |
— |
— |
— |
6,0 |
7,0 |
8,5 |
9,5 |
11,0 |
— |
|||||
|
26 |
1 |
1000 |
0,41 |
0,50 |
0,64 |
0,87 |
4,3 |
4,9 |
5,5 |
6,5 |
7,5 |
— |
— |
— |
||||
|
27 |
2000 |
— |
— |
— |
— |
4,9 |
5,5 |
6,5 |
7,5 |
8,5 |
10,0 |
— |
— |
|||||
|
28 |
3000 |
— |
— |
— |
— |
— |
— |
7,0 |
8,0 |
9,5 |
10,5 |
12,0 |
— |
|||||
|
Примечания: 1. При 2. При работе с местным подъемником время по карте, приведенное для |
||||||||||||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ
|
Токарно-винторезные |
||||||||||||||
Карта 6 |
Листов 2 |
||||||||||||||
|
Лист 1 |
|||||||||||||||
|
|
|||||||||||||||
|
№ позиции |
Способ установки и |
Установка вручную |
Установка мостовым |
||||||||||||
|
Масса детали т, |
|||||||||||||||
|
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
|||||||
|
Время t, мин. |
|||||||||||||||
|
1. На концевой |
|||||||||||||||
|
1 |
На гладкой или шлицевой оправке |
без крепления |
0,17 |
0,29 |
0,46 |
0,57 |
0,74 |
0,98 |
— |
— |
— |
||||
|
2 |
с креплением гайкой или шайбой |
быстросъемной |
0,27 |
0,45 |
0,69 |
0,84 |
1,10 |
1,40 |
3,6 |
4,3 |
5,5 |
||||
|
3 |
простой |
0,38 |
0,62 |
0,96 |
1,15 |
1,50 |
2,1 |
4,5 |
5,5 |
7,0 |
|||||
|
4 |
с поджатием задним центром |
без крепления |
0,30 |
0,46 |
0,65 |
0,77 |
0,98 |
1,20 |
— |
— |
— |
||||
|
5 |
с креплением гайкой или шайбой |
быстросъемной |
0,39 |
0,59 |
0,84 |
0,99 |
1,30 |
1,65 |
— |
— |
— |
||||
|
6 |
простой |
0,50 |
0,74 |
1,05 |
1,25 |
1,65 |
1,95 |
— |
— |
— |
|||||
|
7 |
На резьбовой оправке |
без контргайки |
0,31 |
0,47 |
0,66 |
0,80 |
1,05 |
— |
— |
— |
. |
||||
|
8 |
с контргайкой |
0,37 |
0,57 |
0,82 |
0,99 |
1,25 |
— |
— |
— |
— |
|||||
|
9 |
На разжимной оправке с зажимом |
центром задней бабки |
0,28 |
0,40 |
0,54 |
0,62 |
— |
— |
— |
— |
— |
||||
|
10 |
болтом или гайкой |
0,33 |
0,46 |
0,61 |
0,71 |
0,86 |
1,05 |
— |
— |
— |
|||||
|
11 |
гидропластом |
0,29 |
0,41 |
0,56 |
0,64 |
0,77 |
0,95 |
— |
— |
— |
|||||
|
12 |
пневматикой |
0,27 |
0,38 |
0,52 |
0,60 |
0,73 |
0,88 |
— |
— |
— |
|||||
|
13 |
На гладкой оправке с роликовым |
0,27 |
0,38 |
0,52 |
0,60 |
0,73 |
— |
— |
— |
— |
|||||
|
14 |
Установка на оправке каждой |
0,15 |
0,17 |
0,20 |
— |
— |
— |
— |
— |
— |
|||||
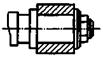
|
ВСПОМОГАТЕЛЬНОЕ |
Токарно-винторезные |
||||||||||||
|
Карта 6 |
Листов 2 |
||||||||||||
|
Лист 2 |
|||||||||||||
|
|
|||||||||||||
|
№ позиции |
Способ установки и |
Установка вручную |
Установка мостовым |
||||||||||
|
Масса детали т, |
|||||||||||||
|
0,3 |
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
|||||
|
Время t, мин. |
|||||||||||||
|
2. На центровой |
|||||||||||||
|
15 |
На гладкой или шлицевой оправке |
при свободном надевании детали |
0,36 |
0,50 |
0,71 |
0,82 |
1,00 |
1,25 |
5,0 |
5,5 |
6,0 |
||
|
16 |
при тугом надевании детали |
0,60 |
0,83 |
1,15 |
1,35 |
1,65 |
2,0 |
6,0 |
6,5 |
7,5 |
|||
|
17 |
На оправке с креплением гайкой |
с быстросъемной шайбой |
0,56 |
0,77 |
1,05 |
1,20 |
1,45 |
1,85 |
5,5 |
6,0 |
7,0 |
||
|
18 |
с простой шайбой |
0,77 |
1,05 |
1,35 |
1,45 |
1,85 |
2,2 |
6,0 |
6,5 |
7,5 |
|||
|
19 |
На разжимной оправке с |
гайкой |
0,56 |
0,77 |
1,00 |
1,1 |
1,40 |
1,65 |
— |
— |
— |
||
|
20 |
гидропластом |
0,47 |
0,61 |
0,85 |
0,94 |
1,15 |
1,40 |
— |
— |
— |
|||
|
21 |
На оправке с роликовым замком |
0,41 |
0,59 |
0,81 |
0,94 |
1,15 |
1,40 |
— |
— |
— |
|||
|
22 |
Установка и снятие детали с |
0,24 |
0,27 |
0,35 |
0,38 |
0,52 |
0,73 |
— |
— |
— |
|||
|
23 |
Установка на оправке каждой |
0,15 |
0,17 |
0,21 |
0,28 |
— |
— |
— |
— |
— |
|||
|
Примечания: 1. При 2. При 3. При работе с местным подъемником время по карте, приведенное для |
|||||||||||||
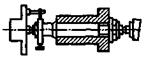
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ
|
Токарно-винторезные |
||||||||||||
Карта 7 |
Листов 2 |
||||||||||||
|
Лист 1 |
|||||||||||||
|
|
|||||||||||||
|
№ позиции |
Способ установки и |
Характер выверки |
Точность выверки, мм, |
Установка вручную |
Установка мостовым |
||||||||
|
Масса детали m, кг, до |
|||||||||||||
|
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
||||||
|
Время t, мин. |
|||||||||||||
|
1 |
На планшайбе с креплением болтами |
С центрирующим приспособлением |
0,98 |
1,40 |
1,75 |
2,1 |
2,6 |
5,0 |
5,5 |
6,5 |
|||
|
2 |
С выверкой в одной плоскости |
1,0 |
1,95 |
2,7 |
3,2 |
3,9 |
4,9 |
8,0 |
9,5 |
12,0 |
|||
|
3 |
0,5 |
2,2 |
2,9 |
3,5 |
4,3 |
5,5 |
9,0 |
10,5 |
13,0 |
||||
|
4 |
0,1 |
2,4 |
3,3 |
3,8 |
4,7 |
6,0 |
11,0 |
13,0 |
15,5 |
||||
|
5 |
0,05 |
2,8 |
3,9 |
4,6 |
5,5 |
7,0 |
12,5 |
14,5 |
17,0 |
||||
|
6 |
0,01 |
3,4 |
4,7 |
5,5 |
7,0 |
8,5 |
15,5 |
17,5 |
20,0 |
||||
|
7 |
С выверкой в двух плоскостях |
1,0 |
3,5 |
4,7 |
5,0 |
6,5 |
8,0 |
15,5 |
17,5 |
21,0 |
|||
|
8 |
0,5 |
3,8 |
5,1 |
6,0 |
7,0 |
8,5 |
16,5 |
18,5 |
22,0 |
||||
|
9 |
0,1 |
4,0 |
5,5 |
6,5 |
7,5 |
9,5 |
18,5 |
21,0 |
23,0 |
||||
|
10 |
0,05 |
4,7 |
6,5 |
7,5 |
9,0 |
10,5 |
22,0 |
24,0 |
27,5 |
||||
|
11 |
0,01 |
5,5 |
7,5 |
8,5 |
10,5 |
13,0 |
26,0 |
28,5 |
33,0 |
||||


|
ВСПОМОГАТЕЛЬНОЕ |
Токарно-винторезные |
||||||||||||
|
Карта 7 |
Листов 2 |
||||||||||||
|
Лист 2 |
|||||||||||||
|
№ позиции |
Способ установки и |
Характер выверки |
Точность выверки, мм, |
Установка вручную |
Установка мостовым |
||||||||
|
Масса детали т, |
|||||||||||||
|
1,0 |
3,0 |
5,0 |
10 |
20 |
30 |
50 |
100 |
||||||
|
Время t, мин. |
|||||||||||||
|
12 |
На планшайбе с угольником с |
С центрирующим приспособлением |
0,98 |
1,30 |
1,65 |
2,00 |
2,5 |
4,7 |
5,0 |
6,0 |
|||
|
13 |
С выверкой в одной плоскости |
1,0 |
1,75 |
2,2 |
2,6 |
3,2 |
3,8 |
7,5 |
8,5 |
11,0 |
|||
|
14 |
0,5 |
1,85 |
2,4 |
2,8 |
3,5 |
4,3 |
8,0 |
9,5 |
12,0 |
||||
|
15 |
0,1 |
2,2 |
2,9 |
3,5 |
4,3 |
5,0 |
10,0 |
11,5 |
14,5 |
||||
|
16 |
0,05 |
2,6 |
3,6 |
4,1 |
5,0 |
6,0 |
11,5 |
13,0 |
15,5 |
||||
|
17 |
0,01 |
3,2 |
4,4 |
5,0 |
6,0 |
7,5 |
13,5 |
16,0 |
18,5 |
||||
|
18 |
С выверкой в двух плоскостях |
1,0 |
2,9 |
4,0 |
4,7 |
5,5 |
7,0 |
13,0 |
15,5 |
18,0 |
|||
|
19 |
0,5 |
3,3 |
4,5 |
9,0 |
6,5 |
7,5 |
14,0 |
17,0 |
21,0 |
||||
|
20 |
0,1 |
3,5 |
4,9 |
5,5 |
7,0 |
8,5 |
16,5 |
18,0 |
22,0 |
||||
|
21 |
0,05 |
4,1 |
5,5 |
6,5 |
8,5 |
10,5 |
19,0 |
21,5 |
25,0 |
||||
|
22 |
0,01 |
5,0 |
7,0 |
8,0 |
10,0 |
12,5 |
23,0 |
25,0 |
30,5 |
||||
|
Время по карте предусматривает |
2 |
4 |
|||||||||||
|
23 |
Добавлять (отнимать) на каждый |
0,32 |
0,43 |
0,54 |
|||||||||
|
Примечания: 1. При 2. При работе с местным подъемником время по карте, приведенное для |
|||||||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМКУ ДЕТАЛИ НА СТАНКЕ |
Токарно-винторезные |
|||||||||
Карта 8 |
Листов 1 |
|||||||||
|
Лист 1 |
||||||||||
|
№ позиции |
Характер измерений |
Преобладающий |
Число обмеров |
Общая длина детали |
||||||
|
4000 |
10000 |
|||||||||
|
Наибольший диаметр |
||||||||||
|
250 |
630 |
250 |
630 |
|||||||
|
Время t, мин. |
||||||||||
|
1 |
Измерение поверхностей детали |
11 |
4 |
5,5 |
7,5 |
6,5 |
8,5 |
|||
|
2 |
6 |
8,5 |
10,0 |
9,5 |
12,5 |
|||||
|
3 |
8 |
11,0 |
13,5 |
12,0 |
16,5 |
|||||
|
4 |
10 |
13,0 |
16,5 |
15,5 |
20,0 |
|||||
|
5 |
9 |
2 |
3,8 |
4,5 |
4,3 |
5,5 |
||||
|
6 |
4 |
7,0 |
9,0 |
8,0 |
11,0 |
|||||
|
7 |
6 |
10,5 |
13,5 |
12,0 |
16,0 |
|||||
|
8 |
8 |
14,0 |
16,5 |
15,5 |
20,0 |
|||||
|
9 |
10 |
16,5 |
21,0 |
18,5 |
24,5 |
|||||
|
10 |
8 — 7 |
2 |
4,9 |
6,5 |
5,5 |
7,5 |
||||
|
11 |
4 |
9,5 |
11,5 |
10,0 |
13,5 |
|||||
|
12 |
6 |
13,5 |
16,5 |
14,5 |
20,0 |
|||||
|
13 |
8 |
16,5 |
22,0 |
18,5 |
25,5 |
|||||
|
14 |
10 |
22,0 |
26,5 |
23,0 |
31,0 |
|||||
|
15 |
Измерение точными |
9 |
1 |
4,2 |
5,5 |
4,6 |
7,5 |
|||
|
16 |
2 |
8,0 |
11,0 |
9,0 |
13,5 |
|||||
|
17 |
3 |
12,0 |
15,5 |
13,0 |
20,0 |
|||||
|
18 |
4 |
15,5 |
21,0 |
17,5 |
25,5 |
|||||
|
19 |
8 — 7 |
1 |
5,5 |
7,5 |
6,0 |
9,0 |
||||
|
20 |
2 |
10,5 |
13,5 |
11,0 |
16,5 |
|||||
|
21 |
3 |
15,5 |
20,0 |
16,5 |
24,5 |
|||||
|
22 |
4 |
19,5 |
25,5 |
21,0 |
31,0 |
|||||
|
Примечание. Время на приемку детали на |
||||||||||
Неполное штучное
|
Токарно-винторезные |
||||||||||||
|
Резцы с |
|||||||||||||
Карта 9 |
Листов 2 |
||||||||||||
|
Лист 1 |
|||||||||||||
|
|
|||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
||||
|
Время на рабочий |
|||||||||||||
|
20 |
2 |
0,42 |
0,48 |
0,54 |
— |
— |
— |
— |
— |
— |
— |
||
|
4 |
0,44 |
0,50 |
0,60 |
— |
— |
— |
— |
— |
— |
— |
|||
|
30 |
3 |
0,50 |
0,60 |
0,70 |
0,80 |
— |
— |
— |
— |
— |
— |
||
|
5 |
0,53 |
0,66 |
0,80 |
0,92 |
— |
— |
— |
— |
— |
— |
|||
|
50 |
3 |
0,52 |
0,64 |
0,76 |
0,88 |
1,20 |
1,35 |
— |
— |
— |
— |
||
|
5 |
0,53 |
0,68 |
0,83 |
0,97 |
1,30 |
1,45 |
— |
— |
— |
— |
|||
|
75 |
3 |
0,59 |
0,70 |
0,84 |
0,96 |
1,35 |
1,45 |
1,65 |
1,90 |
— |
— |
||
|
5 |
0,63 |
0,79 |
0,94 |
1,10 |
1,50 |
1,65 |
1,90 |
2,20 |
— |
— |
|||
|
100 |
3 |
0,62 |
0,79 |
0,96 |
1,15 |
1,50 |
1,75 |
1,95 |
2,30 |
2,65 |
— |
||
|
5 |
0,76 |
0,86 |
1,05 |
1,25 |
1,55 |
1,90 |
2,20 |
2,60 |
3,00 |
— |
|||
|
125 |
4 |
0,80 |
1,05 |
1,25 |
1,45 |
2,10 |
2,35 |
2,65 |
3,10 |
3,50 |
3,90 |
||
|
6 |
0,86 |
1,10 |
1,35 |
1,65 |
2,30 |
2,60 |
2,95 |
3,45 |
4,00 |
4,50 |
|||


|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 80, 14…12 КВАЛИТЕТЧугун |
Токарно-винторезные |
||||||||||||||||
Резцы с пластинами ВК8 |
|||||||||||||||||
|
Карта 9 |
Листов 2 |
||||||||||||||||
|
Лист 2 |
|||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
||||||
|
Время на рабочий |
|||||||||||||||||
|
150 |
4 |
0,86 |
1,15 |
1,40 |
1,70 |
2,40 |
2,70 |
3,10 |
3,70 |
4,25 |
4,80 |
5,50 |
6,00 |
||||
|
6 |
0,93 |
1,25 |
1,60 |
1,90 |
2,70 |
3,00 |
3,50 |
4,20 |
4,80 |
5,50 |
6,00 |
7,00 |
|||||
|
200 |
4 |
0,92 |
1,30 |
1,65 |
2,00 |
2,80 |
3,15 |
3,70 |
4,40 |
5,00 |
6,00 |
6,50 |
7,50 |
||||
|
6 |
1,00 |
1,45 |
1,85 |
2,25 |
3,10 |
3,55 |
4,20 |
5,00 |
5,90 |
6,50 |
7,50 |
8,50 |
|||||
|
250 |
4 |
1,00 |
1,45 |
1,95 |
2,40 |
3,30 |
3,75 |
4,45 |
5,50 |
6,50 |
7,00 |
8,00 |
9,00 |
||||
|
6 |
1,10 |
1,65 |
2,20 |
2,75 |
3,75 |
4,30 |
5,00 |
6,00 |
7,50 |
8,50 |
9,50 |
10,5 |
|||||
|
Поправочные |
|||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||||||||
|
Состояния поверхности |
Состояние поверхности |
с коркой |
без корки |
||||||||||||||
|
Коэффициент |
1,0 |
0,85 |
|||||||||||||||
|
Примечание. При поперечном точении при |
|||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Чугун |
Токарно-винторезные |
|||||||||
|
Резцы с |
||||||||||
Карта 10 |
Листов 3 |
|||||||||
|
Лист 1 |
||||||||||
|
|
||||||||||
|
Диаметр обрабатываемой |
Глубина резания, t, мм, до |
Длина |
||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
|||
|
Время на рабочий |
||||||||||
|
20 |
3 |
0,40 |
0,45 |
0,50 |
— |
— |
— |
— |
— |
|
|
5 |
0,43 |
0,48 |
0,55 |
— |
— |
— |
— |
— |
||
|
30 |
3 |
0,48 |
0,56 |
0,65 |
0,72 |
— |
— |
— |
— |
|
|
5 |
0,50 |
0,60 |
0,68 |
0,77 |
— |
— |
— |
— |
||
|
50 |
3 |
0,50 |
0,60 |
0,70 |
0,80 |
1,10 |
1,20 |
— |
— |
|
|
5 |
0,53 |
0,65 |
0,76 |
0,88 |
1,20 |
1,35 |
— |
— |
||
|
75 |
3 |
0,50 |
0,70 |
0,80 |
0,92 |
1,30 |
1,40 |
1,55 |
1,80 |
|
|
5 |
0,60 |
0,74 |
0,88 |
1,00 |
1,40 |
1,55 |
1,75 |
2,00 |
||

|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz
|
Токарно-винторезные |
|||||||||||||||||||||
Резцы с пластинами ВК8 |
||||||||||||||||||||||
|
Карта 10 |
Листов 3 |
|||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания, t, мм, до |
Длина |
||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
800 |
||||
|
Время на рабочий |
||||||||||||||||||||||
|
100 |
3 |
0,60 |
0,75 |
0,9 |
1,00 |
1,40 |
1,55 |
1,75 |
2,05 |
2,30 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
5 |
0,65 |
0,8 |
0,97 |
1,15 |
1,55 |
1,75 |
1,95 |
2,30 |
2,65 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
125 |
3 |
0,77 |
0,95 |
1,10 |
1,30 |
1,90 |
2,05 |
2,30 |
2,65 |
3,00 |
3,35 |
3,70 |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
5 |
0,82 |
1,00 |
1,25 |
1,45 |
2,10 |
2,30 |
2,65 |
3,10 |
3,50 |
3,90 |
4,35 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
150 |
4 |
0,80 |
1,00 |
1,20 |
1,40 |
2,00 |
2,20 |
2,50 |
2,90 |
3,30 |
3,70 |
4,10 |
4,50 |
— |
— |
— |
— |
— |
— |
— |
||
|
8 |
0,90 |
1,20 |
1,45 |
1,70 |
2,40 |
2,70 |
3,10 |
3,60 |
4,20 |
4,70 |
5,50 |
6,00 |
— |
— |
— |
— |
— |
— |
||||
|
200 |
5 |
0,88 |
1,15 |
1,45 |
1,75 |
2,45 |
2,75 |
3,20 |
3,75 |
4,35 |
4,95 |
5,50 |
6,00 |
6,50 |
7,50 |
8,00 |
— |
— |
— |
— |
||
|
8 |
1,00 |
1,35 |
1,70 |
2,10 |
2,80 |
3,20 |
3,70 |
4,50 |
5,00 |
6,00 |
6,50 |
7,50 |
8,00 |
9,00 |
9,50 |
— |
— |
— |
— |
|||
|
250 |
5 |
0,93 |
1,30 |
1,65 |
2,00 |
2,80 |
3,15 |
3,70 |
4,50 |
5,00 |
6,00 |
6,50 |
7,00 |
8,00 |
9,00 |
9,5 |
10,5 |
11,0 |
11,5 |
— |
||
|
10 |
1,10 |
1,55 |
2,00 |
2,45 |
3,30 |
3,80 |
4,45 |
5,50 |
6,50 |
7,00 |
8,00 |
9,00 |
10,0 |
11,0 |
12,0 |
12,0 |
13,5 |
14,5 |
— |
|||
|
300 |
5 |
1,00 |
1,4 |
1,85 |
2,30 |
3,15 |
3,60 |
4,20 |
5,00 |
6,00 |
7,00 |
7,50 |
8,50 |
9,50 |
10,5 |
11,5 |
12,0 |
13,0 |
14,0 |
14,5 |
||
|
10 |
1,20 |
1,75 |
2,30 |
2,80 |
3,80 |
4,30 |
5,00 |
6,00 |
7,50 |
8,50 |
9,50 |
10,5 |
11,5 |
13,0 |
14,0 |
15,0 |
16,0 |
17,0 |
18,5 |
|||
|
Неполное НАРУЖНОЕ Чугун |
Токарно-винторезные |
||||||||||||||||||||||||||
|
Резцы с |
|||||||||||||||||||||||||||
|
Карта 10 |
Листов 3 |
||||||||||||||||||||||||||
|
Лист 3 |
|||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания, t, мм, до |
Длина |
|||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
.25 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
800 |
|||||||||
|
Время на рабочий |
|||||||||||||||||||||||||||
|
350 |
5 |
1,20 |
1,60 |
2,15 |
2,70 |
3,60 |
4,20 |
5,00 |
6,00 |
7,00 |
8,00 |
9,50 |
10,5 |
11,5 |
12,5 |
14,0 |
15,0 |
16,0 |
17,0 |
18,0 |
|||||||
|
10 |
1,35 |
2,00 |
2,70 |
3,40 |
4,50 |
5,00 |
6,00 |
7,50 |
9,00 |
10,0 |
11,5 |
13,0 |
14,0 |
16,0 |
17,0 |
18,5 |
20,0 |
20,0 |
22,5 |
||||||||
|
400 |
5 |
1,10 |
1,70 |
2,30 |
2,85 |
3,85 |
4,40 |
5,50 |
6,50 |
7,50 |
9,00 |
10,0 |
11,0 |
12,5 |
13,5 |
15,0 |
16,0 |
17,0 |
18,5 |
19,5 |
|||||||
|
10 |
1,40 |
2,10 |
2,85 |
3,60 |
4,75 |
5,50 |
6,50 |
8,00 |
9,50 |
11,0 |
12,5 |
14,0 |
15,5 |
17,0 |
18,5 |
20,0 |
21,5 |
23,0 |
24,5 |
||||||||
|
Поправочные |
|||||||||||||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше |
||||||||||||||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
||||||||||||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
||||||||||||||||||||||||
|
Состояния поверхности |
Состояние поверхности |
с коркой |
без корки |
||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,85 |
|||||||||||||||||||||||||
|
Примечание. При поперечном точении при |
|||||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Чугун |
Токарно-винторезные |
|||||||||||||
|
Резцы с |
||||||||||||||
Карта 11 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр |
Глубина резания, t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
20 |
3 |
0,52 |
0,58 |
0,83 |
0,90 |
1,0 |
— |
— |
— |
— |
— |
— |
||
|
30 |
4 |
0,58 |
0,67 |
1,05 |
1,15 |
1,30 |
— |
— |
— |
— |
— |
— |
||
|
50 |
5…8 |
0,73 |
0,83 |
1,25 |
1,45 |
1,70 |
2,35 |
— |
— |
— |
— |
— |
||
|
75 |
0,95 |
1,15 |
1,40 |
1,60 |
2,60 |
2,90 |
3,20 |
— |
— |
— |
— |
|||
|
100 |
1,00 |
1,20 |
1,60 |
1,90 |
2,60 |
2,90 |
3,30 |
— |
— |
— |
— |
|||
|
125 |
1,35 |
1,60 |
2,00 |
2,40 |
3,00 |
3,35 |
3,80 |
4,50 |
5,00 |
6,00 |
6,50 |
|||


|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz
|
Токарно-винторезные |
|||||||||||||||||||||||||
Резцы с пластинами ВК8 |
||||||||||||||||||||||||||
|
Карта 11 |
Листов 2 |
|||||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания, t, мм, до |
Длина |
||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
800 |
||||||||
|
Время на рабочий |
||||||||||||||||||||||||||
|
150 |
5…8 |
1,40 |
1,70 |
2,20 |
2,60 |
3,30 |
3,70 |
4,30 |
5,00 |
6,00 |
6,50 |
7,50 |
8,50 |
— |
— |
— |
— |
— |
— |
— |
||||||
|
200 |
1,50 |
1,80 |
2,40 |
2,90 |
3,70 |
4,15 |
4,90 |
6,00 |
7,00 |
8,00 |
8,50 |
9,50 |
10,5 |
12,0 |
13,0 |
— |
— |
— |
— |
|||||||
|
250 |
1,60 |
1,90 |
2,60 |
3,00 |
3,90 |
4,40 |
5,00 |
6,00 |
7,00 |
8,50 |
9,50 |
10,5 |
11,5 |
12,5 |
14,0 |
15,0 |
16,0 |
16,5 |
— |
|||||||
|
300 |
1,70 |
2,10 |
2,90 |
3,50 |
4,45 |
5,00 |
6,00 |
7,50 |
8,50 |
10,0 |
11,0 |
12,5 |
13,5 |
15,0 |
16,5 |
17,5 |
19,0 |
20,5 |
21,5 |
|||||||
|
350 |
1,80 |
2,20 |
3,10 |
3,80 |
4,85 |
5,50 |
6,50 |
8,00 |
9,50 |
11,0 |
12,5 |
14,0 |
15,5 |
17,0 |
18,5 |
20,0 |
21,0 |
22,5 |
24,0 |
|||||||
|
400 |
1,90 |
2,50 |
3,50 |
4,30 |
5,50 |
6,50 |
7,50 |
9,50 |
11,0 |
13,0 |
14,5 |
16,0 |
18,0 |
20,0 |
21,5 |
23,0 |
25,0 |
27,0 |
28,5 |
|||||||
|
Поправочные |
||||||||||||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
|||||||||||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
|||||||||||||||||||||||
|
Примечание. При поперечном точении при |
||||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Чугун |
Токарно-винторезные |
|||||||||||||
|
Резцы с |
||||||||||||||
Карта 12 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
20 |
1 |
0,62 |
0,72 |
0,77 |
0,82 |
0,87 |
— |
— |
— |
— |
— |
— |
||
|
30 |
0,72 |
0,87 |
0,97 |
1,05 |
1,55 |
— |
— |
— |
— |
— |
— |
|||
|
50 |
0,77 |
0,97 |
1,05 |
1,35 |
1,65 |
1,85 |
— |
— |
— |
— |
— |
|||
|
75 |
0,83 |
1,05 |
1,3 |
1,45 |
2,15 |
2,4 |
2,75 |
3,25 |
— |
— |
— |
|||
|
100 |
0,85 |
1,1 |
1,4 |
1,55 |
2,3 |
2,6 |
3,0 |
3,5 |
4,05 |
— |
— |
|||
|
125 |
1,25 |
1,5 |
1,8 |
1,95 |
2,65 |
2,9 |
3,3 |
3,85 |
4,4 |
4,95 |
5,5 |
|||


|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz
|
Токарно-винторезные |
|||||||||||||||||||||||||
Резцы с пластинами ВК8 |
||||||||||||||||||||||||||
|
Карта 12 |
Листов 2 |
|||||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
800 |
||||||||
|
Время на рабочий |
||||||||||||||||||||||||||
|
150 |
1 |
1,25 |
1,55 |
1,85 |
2,15 |
2,75 |
3,05 |
3,5 |
4,1 |
4,7 |
5,3 |
6,0 |
6,5 |
— |
— |
— |
— |
— |
— |
— |
||||||
|
200 |
1,3 |
1,7 |
2,1 |
2,5 |
3,25 |
3,6 |
4,2 |
5,0 |
5,5 |
6,5 |
7,5 |
8,0 |
9,0 |
10 |
11 |
— |
— |
— |
— |
|||||||
|
250 |
1,3 |
1,75 |
2,2 |
2,6 |
3,35 |
3,8 |
4,45 |
5,3 |
6,0 |
7,0 |
8,0 |
9,0 |
9,5 |
11 |
11,5 |
12,5 |
13,5 |
14 |
— |
|||||||
|
300 |
1,33 |
1,85 |
2,3 |
2,8 |
3,8 |
4,0 |
4,5 |
5,5 |
6,5 |
7,5 |
8,5 |
9,5 |
10,5 |
12 |
13 |
14 |
14,5 |
15,5 |
16,5 |
|||||||
|
350 |
1,4 |
1,95 |
2,3 |
3,0 |
3,9 |
4,4 |
5,0 |
6,5 |
7,5 |
8,5 |
9,5 |
10,5 |
12 |
13 |
14 |
15,5 |
16,5 |
17,5 |
18,5 |
|||||||
|
400 |
1,45 |
2,1 |
2,8 |
3,2 |
4,5 |
5,0 |
6,0 |
7,5 |
9,0 |
10 |
11,5 |
13 |
14 |
16 |
17 |
18,5 |
20 |
21,5 |
22,5 |
|||||||
|
Поправочные |
||||||||||||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
|||||||||||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
|||||||||||||||||||||||
|
Примечание. При поперечном точении при |
||||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Чугун |
Токарно-винторезные |
|||||||||||||
|
Резцы с |
||||||||||||||
Карта 13 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
20 |
1…1,8 |
0,83 |
0,88 |
0,92 |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
30 |
0,91 |
0,99 |
1,05 |
1,10 |
— |
— |
— |
— |
— |
— |
— |
|||
|
50 |
0,93 |
1,00 |
1,15 |
1,20 |
1,80 |
1,90 |
— |
— |
— |
— |
— |
|||
|
75 |
1,00 |
1,20 |
1,35 |
1,45 |
2,15 |
2,35 |
2,60 |
2,90 |
— |
— |
— |
|||
|
100 |
1,05 |
1,25 |
1,50 |
1,60 |
2,40 |
2,65 |
3,00 |
3,50 |
3,85 |
— |
— |
|||
|
125 |
1,55 |
1,85 |
2,10 |
2,30 |
3,20 |
3,50 |
3,95 |
4,50 |
5,00 |
5,50 |
6,00 |
|||

|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Ra
|
Токарно-винторезные |
|||||||||||||||||||||||||
Резцы с пластинами ВК8 |
||||||||||||||||||||||||||
|
Карта 13 |
Листов 2 |
|||||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
800 |
||||||||
|
Время на рабочий |
||||||||||||||||||||||||||
|
150 |
1…1,8 |
1,60 |
1,95 |
2,25 |
2,50 |
3,50 |
3,80 |
4,35 |
5,00 |
5,50 |
6,50 |
7,00 |
7,50 |
— |
— |
— |
— |
— |
— |
— |
||||||
|
200 |
1,65 |
2,10 |
2,55 |
2,85 |
4,00 |
4,50 |
5,00 |
6,00 |
7,00 |
8,00 |
9,00 |
10,0 |
11,0 |
12,0 |
13,0 |
— |
— |
— |
— |
|||||||
|
250 |
1,70 |
2,30 |
2,85 |
3,20 |
4,50 |
5,00 |
6,00 |
7,00 |
8,00 |
9,50 |
10,5 |
11,5 |
12,5 |
14,0 |
15,0 |
16,5 |
17,5 |
18,5 |
— |
|||||||
|
300 |
1,80 |
2,45 |
3,15 |
3,55 |
5,00 |
5,50 |
7,00 |
8,00 |
9,50 |
10,5 |
12,0 |
13,5 |
15,0 |
16,5 |
18,0 |
19,0 |
20,5 |
22,0 |
23,0 |
|||||||
|
350 |
1,85 |
2,60 |
3,50 |
3,90 |
5,50 |
6,50 |
7,50 |
9,00 |
10,5 |
12,0 |
14,0 |
15,5 |
17,0 |
19,0 |
20,5 |
22,0 |
23,5 |
25,5 |
27,0 |
|||||||
|
400 |
1,90 |
2,80 |
3,70 |
4,20 |
6,00 |
7,00 |
8,50 |
10,0 |
12,0 |
13,5 |
15,5 |
17,5 |
19,0 |
21,0 |
23,0 |
25,0 |
26,5 |
28,5 |
30,0 |
|||||||
|
Поправочные |
||||||||||||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
|||||||||||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
|||||||||||||||||||||||
|
Примечание. При поперечном точении при |
||||||||||||||||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ Чугун |
Токарно-винторезные |
||||||||||
|
Резцы с |
|||||||||||
Карта 14 |
Листов 2 |
||||||||||
|
Лист 1 |
|||||||||||
|
|
|||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
|||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
|||||
|
Время на рабочий |
|||||||||||
|
30 |
2 |
0,42 |
0,54 |
0,70 |
0,80 |
— |
— |
— |
|||
|
4 |
0,48 |
0,60 |
0,80 |
0,95 |
— |
— |
— |
||||
|
50 |
3 |
0,55 |
0,70 |
0,90 |
1,04 |
1,45 |
1,55 |
— |
|||
|
4 |
0,60 |
0,80 |
1,08 |
1,30 |
1,75 |
1,95 |
— |
||||
|
75 |
4 |
0,65 |
0,83 |
1,08 |
1,25 |
1,75 |
1,95 |
2,00 |
|||
|
6 |
0,74 |
1,00 |
1,35 |
1,60 |
2,00 |
2,45 |
2,85 |
||||
|
100 |
4 |
0,70 |
0,93 |
1,25 |
1,50 |
2,00 |
2,25 |
2,60 |
|||
|
6 |
0,80 |
1,15 |
1,60 |
1,95 |
2,60 |
3,00 |
3,50 |
||||
|
125 |
4 |
0,82 |
1,10 |
1,60 |
1,90 |
2,70 |
3,00 |
3,45 |
|||
|
6 |
1,00 |
1,60 |
2,00 |
2,50 |
3,40 |
3,90 |
4,60 |
||||
|
150 |
4 |
0,87 |
1,20 |
1,60 |
2,10 |
2,50 |
3,35 |
3,90 |
|||
|
6 |
1,05 |
1,60 |
2,30 |
2,85 |
4,00 |
4,40 |
5,50 |
||||
|
200 |
4 |
0,95 |
1,40 |
2,05 |
2,55 |
3,50 |
4,00 |
4,70 |
|||
|
6 |
1,20 |
1,90 |
2,80 |
3,45 |
4,70 |
5,50 |
6,50 |
||||
|
250 |
4 |
1,00 |
1,60 |
2,30 |
2,90 |
4,00 |
4,50 |
5,50 |
|||
|
6 |
1,30 |
2,20 |
3,15 |
4,00 |
5,50 |
6,00 |
7,50 |
||||

|
Неполное РАСТАЧИВАНИЕ РЕЗЦОМ, Rz 80,
|
Токарно-винторезные |
|||||||||||||
Резцы с пластинами ВК8 |
||||||||||||||
|
Карта 14 |
Листов 2 |
|||||||||||||
|
Лист 2 |
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания, t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
||||||||
|
Время на рабочий |
||||||||||||||
|
300 |
4 |
1,15 |
1,85 |
2,75 |
3,45 |
4,70 |
5,50 |
6,50 |
||||||
|
6 |
1,50 |
2,60 |
3,80 |
4,90 |
6,50 |
7,50 |
9,00 |
|||||||
|
350 |
4 |
1,20 |
2,00 |
3,00 |
3,80 |
5,00 |
6,00 |
7,00 |
||||||
|
6 |
1,60 |
2,80 |
4,20 |
5,50 |
7,00 |
8,50 |
10,5 |
|||||||
|
400 |
4 |
1,30 |
2,20 |
3,35 |
4,30 |
5,50 |
6,50 |
8,00 |
||||||
|
6 |
1,80 |
3,20 |
4,80 |
6,00 |
8,00 |
9,50 |
11,5 |
|||||||
|
450 |
4 |
1,40 |
2,40 |
3,70 |
4,75 |
6,50 |
7,50 |
8,95 |
||||||
|
6 |
1,90 |
3,50 |
5,50 |
7,00 |
9,00 |
10,5 |
13,0 |
|||||||
|
500 |
4 |
1,50 |
2,70 |
4,00 |
5,00 |
7,00 |
8,00 |
10,0 |
||||||
|
6 |
2,10 |
3,80 |
6,00 |
7,50 |
10,0 |
11,5 |
14,5 |
|||||||
|
Поправочные |
||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||
|
Коэффициент |
1,0 |
1,1 |
||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ Чугун |
Токарно-винторезные |
|||||||||||||
|
Резцы с |
||||||||||||||
Карта 15 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
75 |
4 |
0,59 |
0,72 |
0,85 |
0,97 |
1,35 |
1,45 |
1,65 |
1,90 |
— |
— |
— |
||
|
6 |
0,66 |
0,85 |
1,05 |
1,25 |
1,65 |
1,85 |
3,35 |
2,55 |
— |
— |
— |
|||
|
100 |
4 |
0,62 |
0,78 |
0,93 |
1,09 |
1,50 |
1,65 |
1,90 |
2,20 |
2,50 |
— |
— |
||
|
6 |
0,70 |
0,94 |
1,20 |
1,45 |
1,90 |
2,15 |
2,50 |
3,00 |
3,50 |
— |
||||
|
125 |
4 |
0,80 |
0,99 |
1,20 |
1,40 |
2,00 |
2,20 |
2,50 |
2,90 |
3,30 |
— |
— |
||
|
6 |
0,90 |
1,20 |
1,50 |
1,80 |
2,55 |
2,85 |
3,30 |
3,90 |
4,55 |
— |
— |
|||
|
150 |
4 |
0,83 |
1,25 |
1,30 |
1,55 |
2,35 |
2,50 |
2,85 |
3,35 |
3,85 |
4,00 |
4,30 |
||
|
6 |
0,97 |
1,35 |
1,75 |
2,10 |
2,90 |
3,30 |
3,85 |
4,60 |
5,50 |
6,00 |
7,00 |
|||
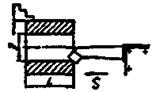
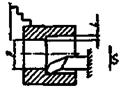
|
Неполное РАСТАЧИВАНИЕ РЕЗЦОМ В ОПРАВКЕ, Rz 80, 14…12 КВАЛИТЕТЧугун |
Токарно-винторезные |
||||||||||||||||
Резцы с пластинами ВК8 |
|||||||||||||||||
|
Карта 15 |
Листов 2 |
||||||||||||||||
|
Лист 2 |
|||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, |
Длина |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
|||||||
|
Время на рабочий |
|||||||||||||||||
|
200 |
4 |
0,88 |
1,20 |
1,50 |
1,80 |
2,55 |
2,90 |
3,35 |
3,95 |
4,60 |
5,00 |
6,00 |
|||||
|
6 |
1,02 |
1,45 |
1,90 |
2,35 |
3,20 |
3,65 |
4,35 |
5,00 |
6,00 |
7,00 |
3,00 |
||||||
|
250 |
4 |
0,95 |
1,35 |
1,75 |
2,10 |
2,95 |
3,35 |
3,90 |
4,70 |
5,50 |
6,50 |
7,00 |
|||||
|
6 |
1,15 |
1,75 |
2,35 |
2,95 |
3,95 |
4,60 |
5,50 |
6,50 |
8,00 |
9,00 |
10,5 |
||||||
|
300 |
4 |
1,02 |
1,50 |
2,00 |
2,50 |
3,40 |
3,90 |
4,60 |
5,60 |
6,50 |
7,50 |
3,50 |
|||||
|
6 |
1,25 |
1,90 |
2,60 |
3,30 |
4,40 |
5,00 |
6,00 |
7,50 |
9,00 |
10,5 |
11,5 |
||||||
|
350 |
4 |
1,25 |
1,75 |
2,35 |
2,95 |
4,00 |
4,60 |
5,50 |
6,50 |
8,00 |
9,00 |
10,5 |
|||||
|
6 |
1,65 |
2,40 |
3,40 |
4,35 |
5,50 |
6,50 |
8,00 |
10,0 |
12,0 |
14,0 |
16,0 |
||||||
|
400 |
4 |
1,3 |
1,9 |
2,5 |
3,25 |
4,35 |
5,0 |
6,0 |
7,5 |
8,5 |
10 |
11,5 |
|||||
|
6 |
1,8 |
2,65 |
3,75 |
4,8 |
6,5 |
7,5 |
9,0 |
11 |
13,5 |
15,5 |
17,5 |
||||||
|
450 |
4 |
1,4 |
2,0 |
2,8 |
3,55 |
4,75 |
5,5 |
6,5 |
8,0 |
10 |
11,5 |
13 |
|||||
|
6 |
1,9 |
2,9 |
4,1 |
5,5 |
7,0 |
8,0 |
9,0 |
12,5 |
15 |
17,5 |
20 |
||||||
|
500 |
4 |
1,5 |
2,2 |
3,05 |
3,95 |
5,0 |
6,0 |
7,5 |
9,0 |
11 |
12,5 |
14,5 |
|||||
|
6 |
2,1 |
3,2 |
4,55 |
6,0 |
7,5 |
9,0 |
11 |
14 |
16,5 |
19 |
22 |
||||||
|
Поправочные |
|||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ Чугун |
Токарно-винторезные |
|||||||||||||
|
Резцы с |
||||||||||||||
Карта 16 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
Параметр |
||||||||||||||
|
30 |
5 |
0,44 |
0,50 |
0,58 |
0,65 |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
0,53 |
0,63 |
0,75 |
0,87 |
1,20 |
1,30 |
— |
— |
— |
— |
||||
|
75 |
0,64 |
0,79 |
0,98 |
1,15 |
1,65 |
1,80 |
2,10 |
2,50 |
— |
— |
— |
|||
|
100 |
0,70 |
0,92 |
1,20 |
1,45 |
2,00 |
2,25 |
2,70 |
3,20 |
3,75 |
— |
— |
|||
|
125 |
0,93 |
1,20 |
1,55 |
1,85 |
2,65 |
3,00 |
3,50 |
4,15 |
4,85 |
5,50 |
6,00 |
|||
|
150 |
1,00 |
1,35 |
1,75 |
2,20 |
3,00 |
3,45 |
4,10 |
4,95 |
5,50 |
6,50 |
7,50 |
|||
|
200 |
1,10 |
1,55 |
2,00 |
2,60 |
3,60 |
4,10 |
4,90 |
6,00 |
7,00 |
8,00 |
9,00 |
|||
|
250 |
1,20 |
1,75 |
2,40 |
3,10 |
4,20 |
4,90 |
6,00 |
7,00 |
8,50 |
10,0 |
11,0 |
|||
|
300 |
1,35 |
2,00 |
2,85 |
3,70 |
5,00 |
6,00 |
7,00 |
8,50 |
10,5 |
12,0 |
14,0 |
|||
|
350 |
1,45 |
2,20 |
2,90 |
4,00 |
5,50 |
6,50 |
7,50 |
9,50 |
11,5 |
13,5 |
15,0 |
|||
|
400 |
1,55 |
2,40 |
3,45 |
4,50 |
6,00 |
7,00 |
8,50 |
11,0 |
13,0 |
15,0 |
17,5 |
|||
|
450 |
1,60 |
2,55 |
3,70 |
4,90 |
6,50 |
7,50 |
9,50 |
11,5 |
14,0 |
16,5 |
18,5 |
|||
|
500 |
1,80 |
2,85 |
4,20 |
5,50 |
7,50 |
8,50 |
10,5 |
13,5 |
16,0 |
19,0 |
21,5 |
|||
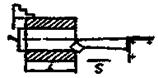

|
Неполное РАСТАЧИВАНИЕ ОТВЕРСТИЙ, Rz
|
Токарно-винторезные |
||||||||||||||||
Резцы с пластинами ВК6, ВК8 |
|||||||||||||||||
|
Карта 16 |
Листов 2 |
||||||||||||||||
|
Лист 2 |
|||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, |
Длина |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
|||||||
|
Время на рабочий |
|||||||||||||||||
|
Параметр |
|||||||||||||||||
|
30 |
1,0 |
0,64 |
0,69 |
0,75 |
0,80 |
— |
— |
— |
— |
— |
— |
— |
|||||
|
50 |
0,73 |
0,80 |
0,90 |
0,99 |
1,40 |
1,50 |
— |
— |
— |
— |
— |
||||||
|
75 |
0,80 |
0,90 |
1,05 |
1,15 |
1,70 |
1,80 |
2,00 |
2,30 |
— |
— |
— |
||||||
|
100 |
0,85 |
1,00 |
1,20 |
1,40 |
1,95 |
2,15 |
2,40 |
2,80 |
3,20 |
— |
— |
||||||
|
125 |
1,25 |
1,45 |
1,70 |
1,95 |
2,50 |
2,75 |
3,10 |
3,55 |
4,05 |
4,50 |
5,00 |
||||||
|
150 |
1,30 |
1,50 |
1,75 |
2,00 |
2,65 |
2,90 |
3,30 |
3,80 |
4,35 |
4,90 |
5,50 |
||||||
|
200 |
1,40 |
1,70 |
2,05 |
2,45 |
3,10 |
3,50 |
4,05 |
4,80 |
5,50 |
6,50 |
7,00 |
||||||
|
250 |
1,45 |
1,85 |
2,30 |
2,80 |
3,60 |
4,10 |
4,80 |
5,50 |
6,50 |
7,50 |
8,50 |
||||||
|
300 |
1,55 |
2,00 |
2,65 |
3,25 |
4,15 |
4,75 |
5,50 |
7,00 |
8,00 |
9,00 |
10,5 |
||||||
|
350 |
1,70 |
2,30 |
3,00 |
3,80 |
4,85 |
5,50 |
6,50 |
8,00 |
9,50 |
11,0 |
12,5 |
||||||
|
400 |
1,75 |
2,35 |
3,10 |
3,90 |
5,00 |
6,00 |
7,00 |
8,50 |
10,0 |
11,5 |
13,0 |
||||||
|
450 |
1,85 |
2,60 |
3,55 |
4,50 |
5,50 |
6,50 |
8,00 |
10,0 |
12,0 |
14,0 |
15,9 |
||||||
|
500 |
2,00 |
3,00 |
4,20 |
5,50 |
7,00 |
8,00 |
10,0 |
12,0 |
14,5 |
17,0 |
19,5 |
||||||
|
Поправочные |
|||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ ОТВЕРСТИЙ, Rz
|
Токарно-винторезные |
||||||||||||||||
Резцы с пластинами ВК6 |
|||||||||||||||||
Карта 17 |
Листов 1 |
||||||||||||||||
|
Лист 1 |
|||||||||||||||||
|
|
|||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, |
Длина |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
|||||||
|
Время на рабочий |
|||||||||||||||||
|
30 |
1 |
0,96 |
1,05 |
1,20 |
1,30 |
— |
— |
— |
— |
— |
— |
— |
|||||
|
50 |
1,05 |
1,15 |
1,30 |
1,40 |
2,05 |
2,15 |
— |
— |
— |
— |
— |
||||||
|
75 |
1,10 |
1,35 |
1,55 |
1,70 |
2,50 |
2,70 |
2,90 |
3,20 |
3,55 |
— |
— |
||||||
|
100 |
1,25 |
1,50 |
1,70 |
2,00 |
2,80 |
3,10 |
3,40 |
3,90 |
4,40 |
— |
— |
||||||
|
125 |
1,80 |
2,10 |
2,40 |
2,70 |
3,50 |
3,80 |
4,20 |
4,80 |
5,50 |
6,00 |
6,50 |
||||||
|
150 |
1,90 |
2,20 |
2,60 |
2,90 |
3,80 |
4,20 |
4,70 |
5,50 |
6,00 |
6,50 |
7,50 |
||||||
|
200 |
1,95 |
2,30 |
2,80 |
3,20 |
4,20 |
4,60 |
5,00 |
6,00 |
7,00 |
7,50 |
8,50 |
||||||
|
250 |
2,00 |
2,50 |
3,00 |
3,50 |
4,70 |
5,00 |
6,00 |
7,00 |
8,00 |
9,00 |
10,0 |
||||||
|
300 |
2,10 |
2,70 |
3,40 |
4,00 |
5,00 |
6,00 |
7,00 |
8,00 |
9,50 |
10,5 |
12,0 |
||||||
|
350 |
2,20 |
2,90 |
3,80 |
4,60 |
6,00 |
7,00 |
8,00 |
9,50 |
11,0 |
13,0 |
14,5 |
||||||
|
400 |
2,25 |
3,20 |
4,20 |
5,00 |
6,50 |
7,50 |
9,00 |
11,0 |
13,0 |
15,0 |
17,0 |
||||||
|
Поправочные |
|||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||||||||


|
Неполное штучное время ОТРЕЗАНИЕ, Чугун |
Токарно-винторезные |
||||||
|
Резцы с |
|||||||
Карта 18 |
Листов 2 |
||||||
|
Лист 1 |
|||||||
|
|
|||||||
|
I. |
|||||||
|
Диаметр |
Ширина резца В, |
Время на рабочий |
Режимы резания |
Мощность резания |
|||
|
Sо, мм/об |
V, м/мин |
Np, кВт |
|||||
|
20 |
3,0 |
0,5 |
0,12 |
47 |
1,0 |
||
|
30 |
3,0 |
0,63 |
0,16 |
38 |
|||
|
40 |
4,0 |
0,78 |
0,18 |
40 |
|||
|
60 |
4,0 |
1,12 |
0,2 |
37,5 |
|||
|
80 |
5,0 |
1,75 |
0,24 |
31 |
|||
|
90 |
5,0 |
2,1 |
0,24 |
36,5 |
|||
|
100 |
5,0 |
2,8 |
0,24 |
31 |
|||
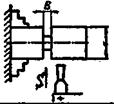
|
Неполное ОТРЕЗАНИЕ,Чугун |
Токарно-винторезные |
|||||||||||||||||||
Резцы с пластинами ВК8 |
||||||||||||||||||||
|
Карта 18 |
Листов 2 |
|||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||
|
|
||||||||||||||||||||
|
II. |
||||||||||||||||||||
|
Диаметр обрабатываемой |
Ширина резца B, мм, до |
Длина рабочего |
Режимы резания |
|||||||||||||||||
|
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
Sо, мм/об |
V, м/мин |
Np, кВт |
||||||||
|
Время на рабочий ход, мин |
||||||||||||||||||||
|
50 |
4 |
0,70 |
0,97 |
— |
— |
— |
— |
— |
— |
— |
— |
0,2 |
31,5 |
1,0 |
||||||
|
75 |
0,72 |
0,99 |
1,25 |
— |
— |
— |
— |
— |
— |
— |
0,24 |
38 |
||||||||
|
100 |
5 |
0,80 |
1,20 |
1,55 |
1,90 |
— |
— |
— |
— |
— |
— |
0,26 |
39 |
1,2 |
||||||
|
125 |
6 |
0,95 |
1,40 |
1,80 |
2,30 |
2,75 |
— |
— |
— |
— |
— |
0,3 |
31 |
1,4 |
||||||
|
150 |
1,05 |
1,60 |
2,15 |
2,70 |
3,20 |
3,80 |
— |
— |
— |
— |
0,32 |
30 |
||||||||
|
200 |
8 |
1,25 |
1,95 |
2,60 |
3,30 |
3,95 |
4,75 |
5,50 |
6,00 |
— |
— |
0,4 |
25 |
2,0 |
||||||
|
250 |
10 |
1,45 |
2,30 |
3,10 |
3,90 |
4,75 |
5,50 |
6,50 |
7,50 |
8,00 |
— |
0,42 |
25 |
2,4 |
||||||
|
300 |
12 |
1,65 |
2,60 |
3,60 |
4,50 |
5,50 |
6,50 |
7,50 |
8,50 |
9,50 |
10,5 |
0,45 |
23,5 |
2,9 |
||||||
|
350 |
14 |
1,85 |
2,90 |
4,00 |
5,00 |
6,00 |
7,50 |
8,50 |
9,50 |
10,5 |
11,0 |
0,5 |
22 |
|||||||
|
400 |
2,05 |
3,30 |
4,50 |
5,50 |
7,00 |
8,50 |
9,50 |
10,5 |
12,0 |
13,0 |
0,55 |
20 |
3,4 |
|||||||
|
Поправочные |
||||||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
|||||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
|||||||||||||||||

|
Неполное штучное время ПРОРЕЗАНИЕ Чугун |
Токарно-винторезные |
||||||||||||
|
Резцы с |
|||||||||||||
Карта 19 |
Листов 3 |
||||||||||||
|
Лист 1 |
|||||||||||||
|
|
|||||||||||||
|
Диаметр обрабатываемой |
Ширина паза В, мм, |
Число рабочих |
Глубина паза t, |
||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
|||||
|
Время на |
|||||||||||||
|
30 |
5 |
1 |
0,71 |
0,76 |
— |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,69 |
0,73 |
— |
— |
— |
— |
— |
— |
— |
||||
|
50 |
5 |
1 |
0,74 |
0,82 |
0,93 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,72 |
0,78 |
0,88 |
— |
— |
— |
— |
— |
— |
||||
|
75 |
5 |
1 |
0,76 |
0,84 |
0,97 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,74 |
0,82 |
0,93 |
— |
— |
— |
— |
— |
— |
||||
|
100 |
5 |
1 |
0,78 |
0,89 |
1,05 |
1,25 |
1,40 |
— |
— |
— |
— |
||
|
10 |
0,72 |
0,83 |
1,00 |
1,20 |
1,35 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
2,00 |
2,25 |
2,55 |
— |
— |
— |
— |
|||
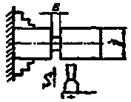
|
Неполное ПРОРЕЗАНИЕ НАРУЖНЫХ ПАЗОВ, Rz
|
Токарно-винторезные |
||||||||||||
Резцы с пластинами ВК6, ВК8 |
|||||||||||||
|
Карта 19 |
Листов 3 |
||||||||||||
|
Лист 2 |
|||||||||||||
|
Диаметр обрабатываемой |
Ширина паза В, мм, |
Число рабочих |
Глубина паза t, |
||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
|||||
|
Время на |
|||||||||||||
|
125 |
5 |
1 |
0,81 |
0,94 |
1,15 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,79 |
0,89 |
1,05 |
1,25 |
1,40 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
2,05 |
2,35 |
2,65 |
3,00 |
— |
— |
— |
|||
|
150 |
5 |
1 |
0,86 |
1,00 |
1,30 |
— |
— |
— |
— |
— |
— |
||
|
10 |
2 |
0,82 |
0,96 |
1,20 |
1,40 |
1,65 |
— |
— |
— |
— |
|||
|
20 |
— |
— |
2,25 |
2,65 |
3,05 |
3,45 |
— |
— |
— |
||||
|
200 |
5 |
1 |
0,86 |
1,00 |
1,30 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,83 |
0,98 |
1,20 |
1,45 |
1,70 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
2,35 |
2,75 |
3,20 |
3,665 |
4,05 |
4,50 |
4,95 |
|||
|
250 |
5 |
1 |
0,93 |
1,10 |
1,45 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,88 |
1,05 |
1,35 |
1,65 |
1,95 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
2,75 |
3,35 |
4,00 |
4,60 |
5,00 |
5,50 |
6,50 |
|||
|
300 |
5 |
1 |
0,98 |
1,25 |
1,50 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,95 |
1,15 |
1,45 |
1,95 |
2,55 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
2,95 |
3,65 |
4,35 |
5,00 |
5,50 |
6,50 |
7,00 |
|||
|
Неполное ПРОРЕЗАНИЕ Чугун |
Токарно-винторезные |
||||||||||||||||
|
Резцы с |
|||||||||||||||||
|
Карта 19 |
Листов 3 |
||||||||||||||||
|
Лист 3 |
|||||||||||||||||
|
Диаметр обрабатываемой |
Ширина паза В, мм, |
Число рабочих |
Глубина паза t, мм, до |
||||||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
|||||||||
|
Время на |
|||||||||||||||||
|
350 |
10 |
1 |
1,00 |
1,30 |
1,80 |
2,25 |
2,75 |
— |
— |
— |
— |
||||||
|
20 |
2 |
— |
— |
3,40 |
4,25 |
5,00 |
6,00 |
7,00 |
7,50 |
8,50 |
|||||||
|
400 |
10 |
1 |
1,10 |
1,50 |
2,10 |
2,65 |
3,30 |
— |
— |
— |
— |
||||||
|
20 |
2 |
— |
— |
3,90 |
5,00 |
6,00 |
7,00 |
8,00 |
9,50 |
10,5 |
|||||||
|
450 |
10 |
1 |
1,30 |
1,60 |
2,15 |
2,75 |
3,45 |
— |
— |
— |
— |
||||||
|
20 |
2 |
— |
— |
4,00 |
5,00 |
6,50 |
7,50 |
9,00 |
10,0 |
11,0 |
|||||||
|
500 |
10 |
1 |
1,40 |
1,70 |
2,30 |
3,05 |
3,80 |
— |
— |
— |
— |
||||||
|
20 |
2 |
— |
— |
4,20 |
5,50 |
7,00 |
8,00 |
9,00 |
11,0 |
12,0 |
|||||||
|
Поправочные |
|||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
||||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
||||||||||||||
|
Примечание. При обработке пазов с |
|||||||||||||||||
|
Неполное штучное время ПРОРЕЗАНИЕ Чугун |
Токарно-винторезные |
|||||||||||
|
Резцы из стали |
||||||||||||
Карта 20 |
Листов 3 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр обрабатываемой |
Ширина паза В, |
Число рабочих |
Глубина паза t, |
|||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
40 |
|||||
|
Время на |
||||||||||||
|
30 |
5 |
0,80 |
0,90 |
— |
— |
— |
— |
— |
— |
|||
|
10 |
0,75 |
0,85 |
— |
— |
— |
— |
— |
— |
||||
|
50 |
5 |
0,83 |
1,00 |
1,25 |
— |
— |
— |
— |
— |
|||
|
10 |
0,80 |
0,95 |
1,20 |
— |
— |
— |
— |
— |
||||
|
75 |
5 |
0,95 |
1,10 |
1,50 |
— |
— |
— |
— |
— |
|||
|
10 |
0,85 |
1,00 |
1,30 |
— |
— |
— |
— |
— |
||||
|
100 |
5 |
1,00 |
1,25 |
1,70 |
— |
— |
— |
— |
— |
|||
|
10 |
0,90 |
1,15 |
1,50 |
1,90 |
2,20 |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
2,80 |
3,40 |
4,10 |
— |
— |
— |
|||
|
125 |
5 |
1,00 |
1,25 |
1,65 |
— |
— |
— |
— |
— |
|||
|
10 |
0,95 |
1,20 |
1,60 |
2,20 |
2,50 |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
3,20 |
4,00 |
4,45 |
5,50 |
— |
— |
|||

|
Неполное ПРОРЕЗАНИЕ НАРУЖНЫХ ПАЗОВ, Rz
|
Токарно-винторезные |
|||||||||||
Резцы из стали Р6М5 |
||||||||||||
|
Карта 20 |
Листов 3 |
|||||||||||
|
Лист 2 |
||||||||||||
|
Диаметр обрабатываемой |
Ширина паза В, мм, |
Число рабочих |
Глубина паза t, |
|||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
40 |
|||||
|
Время на |
||||||||||||
|
150 |
5 |
1 |
1,10 |
1,40 |
1,90 |
— |
— |
— |
— |
— |
||
|
10 |
1,05 |
1,35 |
1,85 |
2,55 |
3,15 |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
3,70 |
4,70 |
5,50 |
6,50 |
— |
— |
|||
|
200 |
5 |
1 |
1,20 |
1,60 |
2,30 |
— |
— |
— |
— |
— |
||
|
10 |
1,10 |
1,50 |
2,00 |
2,65 |
3,30 |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
4,20 |
5,50 |
6,50 |
8,00 |
9,50 |
11,5 |
|||
|
250 |
5 |
1 |
1,30 |
1,80 |
2,50 |
— |
— |
— |
— |
— |
||
|
10 |
1,20 |
1,70 |
2,40 |
3,20 |
3,90 |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
4,50 |
6,00 |
7,50 |
8,50 |
10,0 |
12,5 |
|||
|
Неполное ПРОРЕЗАНИЕ Чугун |
Токарно-винторезные |
|||||||||||||||
|
Резцы из стали |
||||||||||||||||
|
Карта 20 |
Листов 3 |
|||||||||||||||
|
Лист 3 |
||||||||||||||||
|
Диаметр обрабатываемой |
Ширина паза В, мм, |
Число рабочих |
Глубина паза t, |
|||||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
40 |
|||||||||
|
Время на |
||||||||||||||||
|
300 |
5 |
1 |
1,50 |
2,20 |
3,20 |
— |
— |
— |
— |
— |
||||||
|
10 |
1,40 |
2,00 |
3,00 |
3,90 |
4,90 |
— |
— |
— |
||||||||
|
20 |
2 |
— |
— |
5,50 |
7,00 |
9,00 |
10,5 |
12,5 |
16,0 |
|||||||
|
350 |
10 |
1 |
1,40 |
2,00 |
3,00 |
3,90 |
4,90 |
— |
— |
— |
||||||
|
20 |
2 |
— |
— |
5,50 |
7,00 |
9,00 |
10,5 |
12,5 |
16,0 |
|||||||
|
400 |
10 |
1 |
1,50 |
2,20 |
3,20 |
4,30 |
5,40 |
— |
— |
— |
||||||
|
20 |
2 |
— |
— |
6,00 |
8,00 |
10,0 |
11,5 |
13,5 |
17,5 |
|||||||
|
Поправочные |
||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
|||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
|||||||||||||
|
Нанесения износостойких |
Нанесение износостойкого |
Без нанесения |
С нанесением |
|||||||||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||||||||
|
Примечание. При обработке пазов с |
||||||||||||||||
|
Неполное штучное время ПРОРЕЗАНИЕ Чугун |
Токарно-винторезные |
|||||||||
|
Резцы с |
||||||||||
Карта 21 |
Листов 2 |
|||||||||
|
Лист 1 |
||||||||||
|
|
||||||||||
|
Диаметр |
Ширина паза В, |
Число рабочих ходов |
Глубина паза t, мм, до |
|||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
|||||
|
Время на |
||||||||||
|
30 |
5 |
1 |
0,85 |
0,90 |
— |
— |
— |
— |
||
|
10 |
0,80 |
0,85 |
— |
— |
— |
— |
||||
|
50 |
5 |
0,80 |
0,85 |
1,00 |
— |
— |
— |
|||
|
10 |
0,80 |
0,85 |
0,95 |
— |
— |
— |
||||
|
75 |
5 |
1 |
0,90 |
1,00 |
1,10 |
— |
— |
— |
||
|
10 |
0,85 |
0,90 |
1,05 |
— |
— |
— |
||||
|
100 |
5 |
1 |
0,95 |
1,10 |
1,30 |
— |
— |
— |
||
|
10 |
0,90 |
1,00 |
1,15 |
1,35 |
1,50 |
— |
||||
|
20 |
2 |
— |
2,10 |
2,40 |
2,70 |
— |
||||
|
125 |
5 |
1 |
1,00 |
1,15 |
1,45 |
— |
— |
— |
||
|
10 |
0,90 |
1,00 |
1,20 |
1,40 |
1,60 |
— |
||||
|
20 |
2 |
— |
— |
2,30 |
2,60 |
2,90 |
3,30 |
|||
|
150 |
5 |
1 |
1,00 |
1,20 |
1,50 |
— |
— |
— |
||
|
10 |
0,95 |
1,10 |
1,35 |
1,50 |
1,80 |
— |
||||

|
Неполное ПРОРЕЗАНИЕ ПАЗОВ В ОТВЕРСТИЯХ Rz 80, 14…12 КВАЛИТЕТЧугун |
Токарно-винторезные |
||||||||||||||||
Резцы с пластинами ВК6, ВК8 |
|||||||||||||||||
|
Карта 21 |
Листов 2 |
||||||||||||||||
|
Лист 2 |
|||||||||||||||||
|
Диаметр |
Ширина паза В, |
Число рабочих ходов |
Глубина паза t , мм, до |
||||||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
|||||||||
|
Время на |
|||||||||||||||||
|
150 |
20 |
2 |
— |
— |
2,50 |
2,90 |
3,30 |
3,70 |
4,10 |
— |
— |
||||||
|
200 |
5 |
1 |
1,10 |
1,40 |
1,90 |
— |
— |
— |
— |
— |
— |
||||||
|
10 |
1,00 |
1,20 |
1,50 |
1,80 |
2,10 |
— |
— |
— |
— |
||||||||
|
20 |
2 |
— |
— |
2,80 |
3,30 |
3,80 |
4,30 |
4,80 |
5,20 |
5,90 |
|||||||
|
250 |
5 |
1 |
1,20 |
1,60 |
2,20 |
— |
— |
— |
— |
— |
— |
||||||
|
10 |
1,00 |
1,50 |
1,70 |
2,00 |
2,45 |
— |
— |
— |
— |
||||||||
|
20 |
2 |
— |
— |
3,10 |
3,70 |
4,40 |
5,00 |
5,70 |
6,30 |
7,00 |
|||||||
|
300 |
5 |
1 |
1,20 |
1,60 |
2,20 |
— |
— |
— |
— |
— |
— |
||||||
|
10 |
1,10 |
1,40 |
1,90 |
2,40 |
2,90 |
— |
— |
— |
— |
||||||||
|
20 |
2 |
— |
— |
3,50 |
4,30 |
5,10 |
5,90 |
6,80 |
7,60 |
8,40 |
|||||||
|
350 |
10 |
1 |
1,20 |
1,60 |
2,20 |
— |
— |
— |
— |
— |
— |
||||||
|
20 |
2 |
— |
— |
4,00 |
5,00 |
6,10 |
7,10 |
8,20 |
9,00 |
10,3 |
|||||||
|
400 |
10 |
1 |
1,25 |
1,60 |
2,20 |
2,80 |
3,40 |
— |
— |
— |
— |
||||||
|
20 |
2 |
— |
— |
4,00 |
5,10 |
6,10 |
7,20 |
8,20 |
9,20 |
10,3 |
|||||||
|
Поправочные |
|||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
||||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
||||||||||||||
|
Примечание. При обработке пазов с |
|||||||||||||||||
|
Неполное штучное время ПРОРЕЗАНИЕ Чугун |
Токарно-винторезные |
|||||||||||||||
|
Резцы из стали |
||||||||||||||||
Карта 22 |
Листов 2 |
|||||||||||||||
|
Лист 1 |
||||||||||||||||
|
|
||||||||||||||||
|
Диаметр обрабатываемой |
Ширина паза В, |
Число рабочих |
Глубина паза t, мм, до |
|||||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
||||||||
|
Время на |
||||||||||||||||
|
30 |
5 |
1 |
0,95 |
1,10 |
— |
— |
— |
— |
— |
|||||||
|
10 |
0,90 |
1,00 |
— |
— |
— |
— |
— |
|||||||||
|
50 |
5 |
1 |
1,00 |
1,15 |
1,45 |
— |
— |
— |
— |
|||||||
|
10 |
0,90 |
1,05 |
1,30 |
— |
— |
— |
— |
|||||||||
|
75 |
5 |
1 |
1,10 |
1,40 |
1,80 |
— |
— |
— |
— |
|||||||
|
10 |
1,00 |
1,20 |
1,60 |
1,90 |
2,30 |
— |
— |
|||||||||
|
100 |
5 |
1 |
1,15 |
1,45 |
2,00 |
— |
— |
— |
— |
|||||||
|
10 |
1,10 |
1,40 |
1,60 |
2,20 |
2,65 |
— |
— |
|||||||||
|
20 |
2 |
— |
— |
3,00 |
3,90 |
4,60 |
— |
— |
||||||||
|
125 |
5 |
1 |
1,30 |
1,80 |
2,50 |
— |
— |
— |
— |
|||||||
|
10 |
1,20 |
1,50 |
2,00 |
2,60 |
3,10 |
— |
— |
|||||||||
|
20 |
2 |
— |
— |
3,60 |
4,70 |
5,40 |
6,30 |
— |
||||||||
|
150 |
5 |
1 |
1,40 |
1,90 |
2,70 |
— |
— |
— |
— |
|||||||
|
10 |
1,30 |
1,70 |
2,40 |
3,10 |
3,80 |
— |
— |
|||||||||
|
20 |
2 |
— |
— |
4,20 |
5,30 |
6,40 |
7,50 |
8,70 |
||||||||

|
Неполное ПРОРЕЗАНИЕ ПАЗОВ В ОТВЕРСТИЯХ Rz 80, 14…12 КВАЛИТЕТЧугун |
Токарно-винторезные |
|||||||||||||||
Резцы из стали Р6М5 |
||||||||||||||||
|
Карта 22 |
Листов 2 |
|||||||||||||||
|
Лист 2 |
||||||||||||||||
|
Диаметр обрабатываемой |
Ширина паза В, |
Число рабочих |
Глубина паза t, мм, до |
|||||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
||||||||
|
Время на |
||||||||||||||||
|
200 |
5 |
1 |
1,60 |
2,2 |
3,20 |
— |
— |
— |
— |
— |
— |
|||||
|
10 |
1,30 |
1,7 |
2,40 |
3,10 |
3,80 |
— |
— |
— |
— |
|||||||
|
20 |
2 |
— |
— |
4,40 |
5,70 |
6,90 |
8,40 |
9,40 |
10,5 |
11,8 |
||||||
|
250 |
5 |
1 |
1,80 |
2,40 |
3,80 |
— |
— |
— |
— |
— |
— |
|||||
|
10 |
1,60 |
2,30 |
3,30 |
4,40 |
5,50 |
— |
— |
— |
— |
|||||||
|
20 |
2 |
— |
— |
5,70 |
7,40 |
9,20 |
10,3 |
12,0 |
13,8 |
15,3 |
||||||
|
300 |
5 |
1 |
2,00 |
3,00 |
4,50 |
— |
— |
— |
— |
— |
— |
|||||
|
10 |
1,80 |
2,60 |
4,00 |
5,30 |
6,70 |
— |
— |
— |
— |
|||||||
|
20 |
2 |
— |
— |
7,30 |
9,50 |
12,2 |
14,6 |
17,0 |
19,5 |
22,0 |
||||||
|
350 |
10 |
1 |
1,80 |
2,60 |
4,00 |
5,30 |
6,70 |
— |
— |
— |
— |
|||||
|
20 |
2 |
— |
— |
7,30 |
9,80 |
12,2 |
14,6 |
17,0 |
19,5 |
22,0 |
||||||
|
400 |
10 |
1 |
2,10 |
2,50 |
4,90 |
6,60 |
8,40 |
— |
— |
— |
— |
|||||
|
20 |
2 |
— |
— |
8,30 |
11,0 |
13,8 |
16,7 |
19,4 |
22,2 |
25,0 |
||||||
|
Поправочные |
||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
|||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
|||||||||||||
|
Нанесения износостойких |
Нанесение износостойкого |
Без нанесения |
С нанесением |
|||||||||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||||||||
|
Примечание. При обработке пазов с |
||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Чугун |
Токарно-винторезные |
|||||||||||
|
Резцы с |
||||||||||||
Карта 23 |
Листов 2 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||
|
Время на поверхность, мин. |
||||||||||||
|
16…24 |
1 |
1,80 |
2,10 |
2,50 |
2,80 |
— |
— |
— |
4 |
37 |
||
|
2 |
1,60 |
1,80 |
2,00 |
2,20 |
— |
— |
— |
|||||
|
3 |
1,60 |
1,70 |
1,90 |
2,00 |
— |
— |
— |
5 |
40 |
|||
|
30 |
1 |
1,90 |
2,2 |
2,70 |
3,20 |
3,70 |
— |
— |
4 |
37 |
||
|
2 |
1,70 |
1,90 |
2,10 |
2,30 |
2,90 |
— |
— |
|||||
|
3 |
1,70 |
1,80 |
2,00 |
2,20 |
2,70 |
— |
— |
5 |
40 |
|||
|
36…42 |
1 |
2,10 |
2,50 |
3,20 |
3,80 |
4,80 |
5,50 |
— |
4 |
37 |
||
|
2 |
1,80 |
2,00 |
2,40 |
2,70 |
3,30 |
3,60 |
— |
|||||
|
3 |
1,80 |
2,00 |
2,20 |
2,50 |
3,10 |
3,40 |
— |
5 |
40 |
|||
|
4 |
1,70 |
1,80 |
2,00 |
2,20 |
2,70 |
2,90 |
— |
6 |
45 |
|||
|
48 |
1 |
2,20 |
2,70 |
3,50 |
4,30 |
5,50 |
6,00 |
7,50 |
4 |
37 |
||
|
2 |
1,90 |
2,10 |
2,60 |
2,90 |
3,80 |
4,20 |
4,60 |
|||||
|
3 |
1,90 |
2,10 |
2,40 |
2,70 |
3,30 |
3,70 |
4,10 |
5 |
40 |
|||
|
4 |
1,80 |
2,00 |
2,20 |
2,50 |
3,00 |
3,20 |
3,60 |
6 |
45 |
|||
|
64 |
1 |
2,70 |
3,30 |
4,40 |
5,00 |
6,50 |
7,50 |
9,00 |
4 |
37 |
||
|
2 |
2,30 |
2,60 |
3,10 |
3,60 |
4,30 |
4,80 |
5,50 |
|||||
|
3 |
2,30 |
2,50 |
3,00 |
3,40 |
4,00 |
4,40 |
5,00 |
5 |
40 |
|||
|
4 |
2,20 |
2,40 |
2,70 |
3,00 |
3,50 |
3,80 |
4,20 |
6 |
45 |
|||
|
72 |
1 |
2,90 |
3,80 |
5,00 |
6,00 |
7,50 |
9,00 |
10,5 |
4 |
37 |
||
|
2 |
2,50 |
2,90 |
3,50 |
4,10 |
4,90 |
5,50 |
6,50 |
|||||
|
3 |
2,40 |
2,80 |
3,30 |
3,80 |
4,50 |
5,00 |
5,50 |
5 |
40 |
|||
|
4 |
2,30 |
2,50 |
3,00 |
3,30 |
3,90 |
4,20 |
4,80 |
6 |
45 |
|||
|
90 |
1 |
2,70 |
3,20 |
4,00 |
4,80 |
6,00 |
6,50 |
7,50 |
4 |
37 |
||
|
2 |
2,60 |
3,10 |
3,70 |
4,30 |
5,00 |
6,00 |
7,00 |
5 |
40 |
|||
|
3 |
2,50 |
2,80 |
3,30 |
3,70 |
4,40 |
4,80 |
5,50 |
6 |
45 |
|||
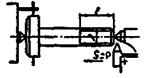
|
Неполное НАРЕЗАНИЕ НАРУЖНОЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ
|
Токарно-винторезные |
|||||||||||||||
Резцы с пластинами ВК6, ВК8 |
||||||||||||||||
|
Карта 23 |
Листов 2 |
|||||||||||||||
|
Лист 2 |
||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||||||
|
Время на поверхность, мин. |
||||||||||||||||
|
100…125 |
2 |
3,20 |
3,90 |
4,90 |
6,00 |
7,00 |
8,00 |
10,0 |
4 |
37 |
||||||
|
3 |
3,32 |
3,70 |
4,60 |
5,50 |
6,50 |
7,50 |
8,50 |
5 |
40 |
|||||||
|
4 |
3,20 |
3,40 |
4,00 |
4,60 |
5,50 |
6,00 |
7,00 |
6 |
45 |
|||||||
|
140…160 |
2 |
3,50 |
4,40 |
5,50 |
7,00 |
8,50 |
9,50 |
11,5 |
4 |
37 |
||||||
|
3 |
3,50 |
4,10 |
5,00 |
6,00 |
7,50 |
8,50 |
10,0 |
5 |
40 |
|||||||
|
4 |
3,30 |
3,70 |
4,50 |
4,70 |
6,50 |
7,00 |
8,00 |
6 |
45 |
|||||||
|
180…200 |
2 |
4,00 |
5,00 |
6,50 |
8,00 |
10,0 |
11,5 |
14,0 |
4 |
37 |
||||||
|
3 |
3,90 |
4,70 |
6,00 |
7,50 |
9,00 |
10,0 |
12,0 |
5 |
40 |
|||||||
|
4 |
3,60 |
4,20 |
5,00 |
6,00 |
7,50 |
8,00 |
9,50 |
6 |
45 |
|||||||
|
Поправочные |
||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
|||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
|||||||||||||
|
Примечания: 1. Неполное 2. При нарезании резьбы с полем допуска 6g |
||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Чугун |
Токарно-винторезные |
|||||||||||
|
Резцы с |
||||||||||||
Карта 24 |
Листов 2 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||
|
Время на поверхность, мин. |
||||||||||||
|
36…42 |
1 |
2,70 |
3,30 |
4,50 |
5,50 |
— |
— |
— |
5 |
29 |
||
|
2 |
2,30 |
2,70 |
3,10 |
3,60 |
— |
— |
— |
|||||
|
3 |
2,20 |
2,40 |
2,70 |
3,00 |
3,50 |
4,00 |
— |
6 |
33 |
|||
|
4 |
2,20 |
2,40 |
2,70 |
2,90 |
3,50 |
4,00 |
— |
7 |
36 |
|||
|
48 |
1 |
2,90 |
3,70 |
5,00 |
6,00 |
— |
— |
— |
5 |
30 |
||
|
2 |
2,50 |
2,90 |
3,50 |
4,10 |
— |
— |
— |
|||||
|
3 |
2,30 |
2,60 |
3,00 |
3,50 |
4,20 |
4,70 |
5,00 |
6 |
33 |
|||
|
4 |
2,30 |
2,50 |
2,80 |
3,20 |
3,80 |
4,20 |
4,70 |
7 |
36 |
|||
|
64 |
1 |
3,50 |
4,60 |
6,00 |
7,50 |
9,50 |
11,0 |
13,5 |
5 |
29 |
||
|
2 |
3,00 |
3,50 |
4,20 |
5,00 |
6,00 |
7,00 |
8,00 |
|||||
|
3 |
2,70 |
3,00 |
3,50 |
4,00 |
4,90 |
5,50 |
6,00 |
6 |
33 |
|||
|
4 |
2,70 |
3,0 |
3,40 |
3,80 |
4,70 |
5,00 |
5,50 |
7 |
36 |
|||
|
72 |
1 |
4,00 |
5,50 |
7,50 |
9,00 |
11,5 |
13,5 |
16,5 |
5 |
29 |
||
|
2 |
3,20 |
3,90 |
4,90 |
6,00 |
7,00 |
8,00 |
9,50 |
|||||
|
3 |
2,90 |
3,40 |
4,10 |
4,70 |
6,00 |
6,50 |
7,50 |
6 |
33 |
|||
|
4 |
2,90 |
3,30 |
3,90 |
4,50 |
5,50 |
6,00 |
7,00 |
7 |
36 |
|||
|
90 |
2 |
3,50 |
4,40 |
5,50 |
7,00 |
8,50 |
9,50 |
11,5 |
5 |
29 |
||
|
3 |
3,20 |
3,80 |
4,60 |
5,50 |
6,50 |
7,50 |
8,50 |
6 |
33 |
|||
|
4 |
3,20 |
3,60 |
4,30 |
5,00 |
6,00 |
7,00 |
8,00 |
7 |
||||

|
Неполное НАРЕЗАНИЕ НАРУЖНОЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ
|
Токарно-винторезные |
|||||||||||||||
Резцы с пластинами ВК6, ВК8 |
||||||||||||||||
|
Карта 24 |
Листов 2 |
|||||||||||||||
|
Лист 2 |
||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||||||
|
Время на поверхность, мин. |
||||||||||||||||
|
100…125 |
2 |
4,60 |
5,50 |
7,00 |
8,50 |
10,5 |
12,0 |
14,0 |
5 |
29 |
||||||
|
3 |
4,00 |
4,60 |
5,50 |
6,50 |
8,00 |
9,00 |
10,5 |
6 |
33 |
|||||||
|
4 |
4,00 |
4,50 |
5,50 |
6,00 |
7,50 |
8,50 |
9,50 |
7 |
||||||||
|
140…160 |
2 |
4,90 |
6,00 |
8,50 |
10,0 |
12,5 |
14,5 |
17,0 |
5 |
29 |
||||||
|
3 |
4,30 |
5,00 |
6,50 |
7,50 |
9,00 |
10,5 |
12,0 |
6 |
33 |
|||||||
|
4 |
4,30 |
5,00 |
6,00 |
7,00 |
8,50 |
9,50 |
11,0 |
7 |
||||||||
|
180…200 |
2 |
5,50 |
7,00 |
10,0 |
12,0 |
15,0 |
17,5 |
21,0 |
5 |
29 |
||||||
|
3 |
5,0 |
6,00 |
7,50 |
9,00 |
11,0 |
12,5 |
14,5 |
6 |
33 |
|||||||
|
4 |
5,0 |
5,50 |
7,00 |
8,50 |
10,0 |
11,5 |
13,5 |
7 |
||||||||
|
Поправочные |
||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
|||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
|||||||||||||
|
Примечания: 1. Неполное 2. При нарезании резьбы с полем |
||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ НАРУЖНОЙ
|
Токарно-винторезные |
|||||||||||
Плашки круглые из стали Р6М5 |
||||||||||||
Карта 25 |
Листов 1 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||
|
10 |
15 |
20 |
25 |
30 |
40 |
V, |
||||||
|
Время на поверхность, мин |
||||||||||||
|
6 |
1,0 |
1,00 |
1,10 |
1,15 |
1,20 |
— |
— |
2,4 |
||||
|
8 |
0,75 |
1,10 |
1,20 |
1,30 |
1,40 |
1,50 |
1,60 |
|||||
|
1,25 |
1,00 |
1,10 |
1,20 |
1,20 |
1,30 |
1,40 |
||||||
|
10 |
1,0 |
1,10 |
1,20 |
1,30 |
1,40 |
1,50 |
1,60 |
|||||
|
1,5 |
1,00 |
1,10 |
1,20 |
1,30 |
1,40 |
1,50 |
||||||
|
12 |
1,0 |
1,20 |
1,30 |
1,40 |
1,50 |
1,60 |
1,70 |
1,9 |
||||
|
1,75 |
1,10 |
1,20 |
1,30 |
1,40 |
1,50 |
1,60 |
||||||
|
16 |
1,5 |
1,20 |
1,30 |
1,40 |
1,50 |
1,60 |
1,70 |
2,0 |
||||
|
20 |
2,0 |
1,30 |
1,40 |
1,50 |
1,70 |
1,90 |
2,10 |
1,6 |
||||
|
24 |
3,0 |
1,30 |
1,50 |
1,75 |
1,95 |
2,20 |
2,65 |
1,2 |
||||
|
30 |
3,50 |
1,45 |
1,70 |
1,95 |
2,25 |
2,50 |
3,05 |
1,2 |
||||
|
36 |
4,00 |
1,45 |
1,75 |
2,00 |
2,25 |
2,55 |
3,10 |
1,2 |
||||
|
Поправочные |
||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||
|
Коэффициент |
1,0 |
1,1 |
||||||||||
|
Примечания: 1. Неполное 2. На калибрование резьбы плашками после предварительного нарезания |
||||||||||||
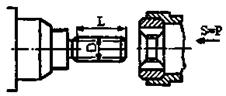
|
Неполное штучное время НАРЕЗАНИЕ Чугун |
Токарно-винторезные |
||||||||||
|
Резцы и метчики |
|||||||||||
Карта 26 |
Листов 2 |
||||||||||
|
Лист 1 |
|||||||||||
|
|
|||||||||||
1. Нарезание резьбы метчиком |
|||||||||||
|
Диаметр нарезаемой |
Шаг резьбы P, |
Длина нарезаемой |
Режимы резания |
||||||||
|
10 |
15 |
20 |
25 |
30 |
40 |
i |
V м/мин |
||||
|
Время на поверхность, мин |
|||||||||||
|
6 |
1,0 |
1,00 |
1,10 |
1,15 |
1,30 |
— |
— |
1 |
3,6 |
||
|
8 |
1,25 |
1,00 |
1,10 |
1,20 |
1,25 |
— |
— |
4,2 |
|||
|
10 |
1,5 |
1,00 |
1,10 |
1,15 |
1,20 |
— |
— |
4,2 |
|||
|
12 |
1,75 |
1,10 |
1,15 |
1,20 |
1,20 |
1,25 |
— |
4,5 |
|||
|
16 |
2,0 |
1,10 |
1,15 |
1,20 |
1,20 |
1,25 |
1,30 |
6,3 |
|||

|
Неполное НАРЕЗАНИЕ ВНУТРЕННЕЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ
|
Токарно-винторезные |
||||||||||||||||
Резцы и метчики машинные из стали Р6М5 |
|||||||||||||||||
|
Карта 26 |
Листов 2 |
||||||||||||||||
|
Лист 2 |
|||||||||||||||||
|
2. Нарезание резьбы резцом |
|||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
||||||||||||||
|
15 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
для резца |
для метчика |
||||||||
|
Время на |
i |
V, м/мин |
i |
V, м/мин |
|||||||||||||
|
20 |
2,5 |
3,10 |
3,20 |
3,30 |
3,40 |
3,50 |
3,60 |
— |
— |
5 |
25 |
1 |
6,5 |
||||
|
24 |
3,0 |
3,30 |
3,40 |
3,50 |
3,60 |
3,70 |
3,80 |
3,90 |
— |
6 |
30 |
7,0 |
|||||
|
30 |
3,5 |
3,50 |
3,60 |
3,70 |
3,80 |
3,90 |
4,00 |
4,10 |
4,30 |
30 |
8,0 |
||||||
|
36 |
4,0 |
3,70 |
3,80 |
3,90 |
4,00 |
4,10 |
4,20 |
4,30 |
4,50 |
28 |
8,8 |
||||||
|
42 |
5,0 |
4,00 |
4,10 |
4,20 |
4,30 |
4,50 |
4,70 |
4,90 |
5,10 |
26 |
9,0 |
||||||
|
Поправочные |
|||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||||||||
|
Примечания: 1. Неполное штучное время рассчитано при обратном 2. На калибрование резьбы метчиками |
|||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Чугун |
Токарно-винторезные |
|||||||||||||
|
Резцы с |
||||||||||||||
Карта 27 |
Листов 3 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
i |
V, м/мин |
|||||
|
Время на |
черновые |
черновая |
чистовая |
|||||||||||
|
16 |
2 |
1,70 |
2,00 |
2,30 |
2,50 |
3,00 |
3,30 |
3,70 |
3,90 |
4/2 |
30 |
30 |
||
|
20 |
1,80 |
2,10 |
2,40 |
2,70 |
3,30 |
3,60 |
4,00 |
4,30 |
4/6 |
31 |
||||
|
22 |
1,90 |
2,20 |
2,60 |
3,00 |
3,60 |
3,90 |
4,30 |
4,70 |
30 |
|||||
|
28 |
1,90 |
2,20 |
2,60 |
3,00 |
3,60 |
3,90 |
4,30 |
4,70 |
32 |
|||||
|
30 |
3 |
2,50 |
2,80 |
3,10 |
3,40 |
4,00 |
4,30 |
4,60 |
4,85 |
4/3 |
33 |
35 |
||
|
38…42 |
2,70 |
3,10 |
3,60 |
4,00 |
4,80 |
5,00 |
5,50 |
6,00 |
34 |
|||||
|
48 |
2,80 |
3,30 |
3,90 |
4,50 |
5,50 |
6,00 |
6,50 |
7,00 |
28 |
|||||
|
60 |
3,00 |
3,70 |
4,40 |
5,00 |
6,00 |
6,50 |
7,50 |
8,00 |
30 |
|||||
|
16 |
4 |
2,40 |
2,60 |
2,80 |
2,90 |
3,20 |
3,40 |
3,60 |
3,80 |
5/3 |
35 |
31 |
||
|
20 |
2,50 |
2,70 |
2,90 |
3,10 |
3,50 |
3,70 |
3,80 |
4,00 |
32 |
|||||
|
65 |
3,80 |
4,40 |
5,00 |
5,50 |
6,50 |
7,00 |
7,50 |
8,50 |
30 |
|||||
|
75…80 |
4,10 |
4,80 |
5,50 |
6,50 |
7,50 |
8,00 |
9,00 |
10,0 |
31 |
|||||
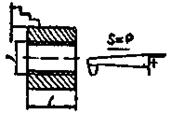
|
Неполное НАРЕЗАНИЕ ВНУТРЕННЕЙ ТРАПЕЦИЕДАЛЬНОЙ РЕЗЬБЫ
|
Токарно-винторезные |
|||||||||||||
Резцы с пластинами ВК6 |
||||||||||||||
|
Карта 27 |
Листов 3 |
|||||||||||||
|
Лист 2 |
||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
i |
V, м/мин |
|||||
|
Время на |
черновые чистовые |
черновая |
чистовая |
|||||||||||
|
22 |
5 |
3,20 |
3,40 |
3,60 |
3,80 |
4,30 |
4,50 |
4,70 |
4,90 |
6/3 |
36 |
33 |
||
|
28 |
3,30 |
3,50 |
3,80 |
4,00 |
4,50 |
4,80 |
5,00 |
5,50 |
36 |
|||||
|
85 |
4,50 |
5,00 |
6,00 |
6,50 |
7,50 |
8,50 |
9,00 |
10,0 |
30 |
|||||
|
115 |
5,50 |
6,00 |
7,00 |
8,00 |
9,00 |
10,0 |
11,0 |
12,0 |
||||||
|
30 |
6 |
3,70 |
3,90 |
4,20 |
4,40 |
4,90 |
5,00 |
5,50 |
6,00 |
7/4 |
39 |
38 |
||
|
38…42 |
3,90 |
4,20 |
4,60 |
5,00 |
5,50 |
6,00 |
6,50 |
7,00 |
37,5 |
|||||
|
120 |
6,00 |
7,00 |
7,50 |
8,50 |
10,0 |
11,0 |
12,0 |
12,5 |
34 |
|||||
|
150 |
6,50 |
7,50 |
8,50 |
10,0 |
11,5 |
12,5 |
13,5 |
15,0 |
33 |
|||||
|
22 |
8 |
4,30 |
4,50 |
4,70 |
4,90 |
5,50 |
5,70 |
5,85 |
6,00 |
9/4 |
42 |
28 |
||
|
28 |
4,40 |
4,70 |
5,00 |
5,50 |
6,00 |
6,00 |
6,50 |
7,00 |
30 |
|||||
|
48 |
4,80 |
5,00 |
5,50 |
6,00 |
6,50 |
7,00 |
7,50 |
8,00 |
28 |
|||||
|
60 |
5,50 |
6,00 |
6,50 |
7,00 |
8,00 |
8,50 |
9,00 |
9,50 |
26 |
|||||
|
Неполное НАРЕЗАНИЕ Чугун |
Токарно-винторезные |
||||||||||||||||||
|
Резцы с |
|||||||||||||||||||
|
Карта 27 |
Листов 3 |
||||||||||||||||||
|
Лист 3 |
|||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы P, |
Длина нарезаемой |
Режимы резания |
||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
i |
V, м/мин |
||||||||||
|
Время на |
черновые |
черновая |
чистовая |
||||||||||||||||
|
30…36 |
10 |
5,00 |
5,30 |
5,50 |
6,00 |
6,50 |
6,70 |
6,85 |
7,00 |
10/5 |
47 |
31 |
|||||||
|
42 |
5,30 |
5,50 |
5,70 |
6,00 |
6,50 |
7,00 |
7,30 |
7,50 |
32 |
||||||||||
|
62 |
6,30 |
7,00 |
7,50 |
8,00 |
9,00 |
9,50 |
10,0 |
10,5 |
28 |
||||||||||
|
82 |
6,50 |
7,50 |
8,00 |
8,50 |
10,0 |
10,5 |
11,5 |
11,5 |
33 |
||||||||||
|
44 |
12 |
6,00 |
6,00 |
6,50 |
7,00 |
7,50 |
7,50 |
8,00 |
8,50 |
12/5 |
50 |
33 |
|||||||
|
60 |
6,50 |
6,50 |
7,00 |
7,50 |
8,00 |
8,50 |
9,00 |
9,50 |
36 |
||||||||||
|
85 |
7,00 |
7,50 |
8,00 |
8,50 |
10,0 |
10,5 |
11,0 |
11,5 |
37 |
||||||||||
|
115 |
8,50 |
9,50 |
10,0 |
10,5 |
12,0 |
12,5 |
13,5 |
14,0 |
37,5 |
||||||||||
Таблица |
|||||||||||||||||||
|
Шаг резьбы Р, мм, до |
2,0 |
4,0 |
5,0 |
8,0 |
12 |
||||||||||||||
|
Коэффициент К |
0,4 |
0,3 |
0,25 |
0,2 |
0,15 |
||||||||||||||
|
Примечания: 1. При tн.ш.м. = tн.ш.[Y + K(Y — 1)], где tн.ш. — неполное штучное время, берется по K — коэффициент, берется из таблицы; Y — количество заходов, принимается по техпроцессу. 2. При нарезании резьбы с полем допуска 5Н время по карте принимать |
|||||||||||||||||||
|
Неполное штучное время СВЕРЛЕНИЕ
|
Токарно-винторезные |
|||||||||||||||||
Сверла спиральные из стали Р6М5 |
||||||||||||||||||
Карта 28 |
Листов 1 |
|||||||||||||||||
|
Лист 1 |
||||||||||||||||||
|
|
||||||||||||||||||
|
Диаметр обрабатываемой |
Длина сверления L, |
|||||||||||||||||
|
10 |
20 |
40 |
60 |
80 |
100 |
125 |
150 |
175 |
200 |
|||||||||
|
Время на рабочий |
||||||||||||||||||
|
6 |
0,33 |
0,36 |
0,54 |
0,77 |
— |
— |
— |
— |
— |
— |
||||||||
|
8 |
0,35 |
0,39 |
0,58 |
0,84 |
1,15 |
1,25 |
— |
— |
— |
— |
||||||||
|
10 |
0,35 |
0,40 |
0,60 |
0,85 |
1,20 |
1,30 |
1,70 |
2,25 |
2,90 |
3,75 |
||||||||
|
12 |
0,37 |
0,41 |
0,54 |
0,81 |
1,15 |
1,25 |
1,55 |
2,05 |
2,55 |
3,20 |
||||||||
|
16 |
0,44 |
0,54 |
0,71 |
1,00 |
1,40 |
1,60 |
2,00 |
2,50 |
3,30 |
3,80 |
||||||||
|
20 |
0,52 |
0,63 |
0,86 |
1,25 |
1,70 |
1,95 |
2,45 |
3,05 |
3,75 |
4,85 |
||||||||
|
25 |
0,62 |
0,76 |
1,05 |
1,45 |
1,85 |
2,20 |
2,75 |
3,40 |
4,05 |
4,55 |
||||||||
|
30 |
0,84 |
1,05 |
1,45 |
2,00 |
2,55 |
3,10 |
3,75 |
4,60 |
5,50 |
6,50 |
||||||||
|
Поправочные |
||||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||||||
|
Коэффициент |
1,0 |
Коэффициент |
||||||||||||||||
|
Нанесения износостойких |
Нанесение износостойкого |
Покрытие |
После первой |
После второй |
После третьей |
|||||||||||||
|
Коэффициент |
0,85 |
0,9 |
0,95 |
1,0 |
||||||||||||||
|
Примечания: 1. При 2. Время дано для сверления отверстий с ручной подачей. При |
||||||||||||||||||

|
Неполное штучное время РАССВЕРЛИВАНИЕ
|
Токарно-винторезные |
|||||||||||||||
Сверла спиральные из стали Р6М5 |
||||||||||||||||
Карта 29 |
Листов 1 |
|||||||||||||||
|
Лист 1 |
||||||||||||||||
|
|
||||||||||||||||
|
Диаметр |
Диаметр |
Длина сверления l, мм, до |
||||||||||||||
|
10 |
20 |
40 |
60 |
80 |
100 |
125 |
150 |
175 |
200 |
|||||||
|
Время на рабочий |
||||||||||||||||
|
25 |
10 |
0,64 |
0,69 |
0,79 |
0,98 |
1,10 |
1,25 |
1,50 |
1,65 |
1,85 |
— |
|||||
|
15 |
0,60 |
0,64 |
0,76 |
0,90 |
1,00 |
1,15 |
1,35 |
1,50 |
1,65 |
— |
||||||
|
30 |
10 |
0,65 |
0,69 |
0,80 |
1,00 |
1,15 |
1,30 |
1,55 |
1,75 |
1,90 |
2,10 |
|||||
|
20 |
0,61 |
0,65 |
0,75 |
0,93 |
1,05 |
1,20 |
1,40 |
1,55 |
1,75 |
1,90 |
||||||
|
40 |
15 |
0,71 |
0,78 |
0,92 |
1,15 |
1,35 |
1,55 |
1,85 |
2,10 |
2,35 |
2,60 |
|||||
|
30 |
0,64 |
0,70 |
0,82 |
1,05 |
1,20 |
1,40 |
1,65 |
1,90 |
2,10 |
2,30 |
||||||
|
50 |
20 |
0,81 |
0,98 |
1,25 |
1,50 |
1,90 |
2,25 |
2,60 |
3,05 |
3,45 |
3,85 |
|||||
|
30 |
0,73 |
0,87 |
1,10 |
1,40 |
1,65 |
1,95 |
2,25 |
2,65 |
3,00 |
3,35 |
||||||
|
60 |
30 |
0,96 |
1,10 |
1,45 |
1,95 |
2,35 |
2,80 |
3,35 |
3,90 |
4,45 |
5,00 |
|||||
|
Поправочные |
||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||||
|
Коэффициент |
1,0 |
1,1 |
||||||||||||||
|
Примечания: 1. При 2. Время дано для рассверливания отверстий с ручной подачей. При |
||||||||||||||||
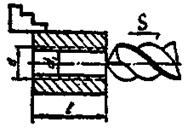
|
Неполное штучное время ЗЕНКЕРОВАНИЕ
|
Токарно-винторезные |
|||||||||||||||
Зенкеры из стали Р6М5 |
||||||||||||||||
Карта 30 |
Листов 1 |
|||||||||||||||
|
Лист 1 |
||||||||||||||||
|
|
||||||||||||||||
|
Диаметр |
Длина зенкерования |
|||||||||||||||
|
15 |
30 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
250 |
|||||||
|
Время на рабочий |
||||||||||||||||
|
Обработка |
||||||||||||||||
|
15 |
0,35 |
0,40 |
0,45 |
0,60 |
0,40 |
— |
— |
— |
— |
— |
||||||
|
20 |
0,35 |
0,40 |
0,50 |
0,60 |
0,70 |
0,90 |
1,00 |
— |
— |
— |
||||||
|
25 |
0,35 |
0,40 |
0,50 |
0,70 |
0,80 |
1,00 |
1,10 |
1,50 |
— |
— |
||||||
|
30 |
0,40 |
0,45 |
0,55 |
0,75 |
0,85 |
1,10 |
1,20 |
1,30 |
1,45 |
1,70 |
||||||
|
35 |
0,40 |
0,50 |
0,60 |
0,80 |
0,95 |
1,20 |
1,30 |
1,45 |
1,60 |
1,90 |
||||||
|
40 |
0,40 |
0,50 |
0,60 |
0,85 |
1,00 |
1,25 |
1,40 |
1,60 |
1,70 |
2,05 |
||||||
|
50 |
0,40 |
0,50 |
0,70 |
0,90 |
1,10 |
1,30 |
1,50 |
1,70 |
1,85 |
2,20 |
||||||
|
60 |
0,45 |
0,60 |
0,70 |
1,00 |
1,20 |
1,45 |
1,65 |
1,80 |
2,00 |
2,40 |
||||||
|
80 |
0,50 |
0,60 |
0,80 |
1,05 |
1,30 |
1,60 |
1,80 |
2,00 |
2,25 |
2,70 |
||||||
|
Обработка |
||||||||||||||||
|
15 |
0,35 |
0,40 |
0,50 |
0,70 |
0,80 |
— |
— |
— |
— |
— |
||||||
|
20 |
0,40 |
0,50 |
0,60 |
0,80 |
0,90 |
1,20 |
1,30 |
— |
— |
— |
||||||
|
25 |
0,40 |
0,50 |
0,60 |
0,85 |
0,90 |
1,20 |
1,40 |
1,55 |
1,70 |
2,00 |
||||||
|
30 |
0,40 |
0,50 |
0,65 |
0,90 |
1,05 |
1,30 |
1,50 |
1,65 |
1,80 |
2,15 |
||||||
|
35 |
0,40 |
0,55 |
0,70 |
0,95 |
1,10 |
1,40 |
1,60 |
2,00 |
2,25 |
2,30 |
||||||
|
40 |
0,45 |
0,60 |
0,80 |
1,05 |
1,30 |
1,55 |
1,80 |
2,00 |
2,20 |
2,65 |
||||||
|
50 |
0,50 |
0,60 |
0,80 |
1,15 |
1,40 |
1,70 |
1,95 |
2,20 |
2,45 |
2,95 |
||||||
|
60 |
0,50 |
0,70 |
0,90 |
1,30 |
1,60 |
1,90 |
2,20 |
2,50 |
2,80 |
3,30 |
||||||
|
80 |
0,60 |
0,75 |
1,00 |
1,40 |
1,70 |
2,10 |
2,40 |
2,70 |
3,00 |
3,55 |
||||||
|
Поправочные |
||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
|||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
|||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
|||||||||||||
|
Примечания: 1. При 2. Время дано для зенкерования отверстий с ручной подачей. При |
||||||||||||||||

|
Неполное штучное время РАЗВЕРТЫВАНИЕ
|
Токарно-винторезные |
||||||||||||||||
Развертки из стали Р6М5 |
|||||||||||||||||
Карта 31 |
Листов 1 |
||||||||||||||||
|
Лист 1 |
|||||||||||||||||
|
|
|||||||||||||||||
|
Параметр |
Диаметр |
Длина отверстия l, |
|||||||||||||||
|
20 |
30 |
40 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
||||||||
|
Время на |
|||||||||||||||||
|
Обработка одной |
10 |
0,62 |
0,65 |
0,68 |
0,71 |
0,85 |
— |
— |
— |
— |
— |
||||||
|
15 |
0,69 |
0,73 |
0,78 |
0,82 |
1,00 |
1,10 |
— |
— |
— |
— |
|||||||
|
20 |
0,77 |
0,83 |
0,90 |
0,96 |
1,20 |
1,35 |
1,50 |
— |
— |
— |
|||||||
|
25 |
0,95 |
1,00 |
1,10 |
1,20 |
1,50 |
1,75 |
2,00 |
2,20 |
— |
— |
|||||||
|
30 |
— |
1,10 |
1,20 |
1,30 |
1,65 |
1,95 |
2,25 |
2,50 |
2,80 |
— |
|||||||
|
35 |
— |
1,10 |
1,20 |
1,35 |
1,65 |
1,95 |
2,25 |
2,45 |
2,75 |
3,00 |
|||||||
|
40 |
— |
— |
1,35 |
1,50 |
1,85 |
2,20 |
2,50 |
2,80 |
3,15 |
3,50 |
|||||||
|
50 |
— |
— |
— |
1,70 |
2,20 |
2,55 |
2,95 |
3,35 |
3,75 |
4,15 |
|||||||
|
60 |
— |
— |
— |
2,30 |
2,80 |
3,30 |
3,85 |
4,40 |
4,95 |
5,50 |
|||||||
|
70 |
— |
— |
— |
— |
2,95 |
3,55 |
4,15 |
4,70 |
5,00 |
6,00 |
|||||||
|
80 |
— |
— |
— |
— |
3,10 |
3,75 |
4,35 |
5,00 |
5,50 |
6,50 |
|||||||
|
Обработка двумя |
10 |
1,25 |
1,30 |
1,35 |
1,45 |
1,70 |
— |
— |
— |
— |
— |
||||||
|
15 |
1,40 |
1,45 |
1,55 |
1,65 |
2,00 |
2,20 |
— |
— |
— |
— |
|||||||
|
20 |
1,55 |
1,65 |
1,80 |
1,90 |
2,35 |
2,65 |
3,00 |
— |
— |
— |
|||||||
|
25 |
1,90 |
2,00 |
2,20 |
2,40 |
3,00 |
3,50 |
4,00 |
4,45 |
— |
— |
|||||||
|
30 |
— |
2,20 |
2,40 |
2,65 |
3,30 |
3,90 |
4,45 |
5,00 |
5,50 |
— |
|||||||
|
35 |
— |
2,20 |
2,45 |
2,65 |
3,50 |
3,85 |
4,45 |
4,95 |
5,50 |
6,00 |
|||||||
|
40 |
— |
— |
2,70 |
2,95 |
3,75 |
4,40 |
5,00 |
5,50 |
6,50 |
7,00 |
|||||||
|
50 |
— |
— |
— |
4,45 |
4,35 |
5,00 |
6,00 |
6,50 |
7,50 |
8,50 |
|||||||
|
60 |
— |
— |
— |
4,50 |
5,50 |
6,50 |
7,50 |
9,00 |
10,0 |
11,0 |
|||||||
|
70 |
— |
— |
— |
— |
5,95 |
7,10 |
8,00 |
9,60 |
10,5 |
12,0 |
|||||||
|
80 |
— |
— |
— |
— |
6,00 |
7,50 |
8,50 |
10,0 |
11,0 |
12,5 |
|||||||
|
Поправочные |
|||||||||||||||||
|
Твердости чугуна |
НВ |
до 220 |
свыше 220 |
||||||||||||||
|
Длительность обработки, мин |
— |
до 10 |
свыше 10 |
||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
1,25 |
||||||||||||||
|
Примечания: 1. При 2. Время дано для развертывания отверстий с ручной подачей. При |
|||||||||||||||||
|
Неполное штучное время ОБРАБОТКА Чугун |
Токарно-винторезные |
||||||||||||||||
|
Резцы фасонные |
|||||||||||||||||
Карта 32 |
Листов 2 |
||||||||||||||||
|
Лист 1 |
|||||||||||||||||
|
I. Фасонное точение |
|||||||||||||||||
|
Диаметр |
Ширина резца В, |
Простой профиль |
Сложный профиль |
||||||||||||||
|
Длина (радиус) обработки |
Режимы резания |
Длина (радиус) |
Режимы резания |
||||||||||||||
|
10 |
15 |
20 |
25 |
30 |
So, мм/об |
V, м/мин |
10 |
15 |
20 |
25 |
30 |
So, |
V, м/мин |
||||
|
Время на поверхность, мин |
Время на поверхность, мин |
||||||||||||||||
|
25 |
20 |
1,60 |
— |
— |
— |
— |
0,05 |
31 |
2,05 |
— |
— |
— |
— |
0,03 |
31 |
||
|
60 |
3,00 |
3,60 |
4,50 |
5,50 |
— |
0,07 |
23 |
4,50 |
5,50 |
7,00 |
8,50 |
— |
0,04 |
23 |
|||
|
40 |
30 |
1,85 |
2,10 |
2,55 |
— |
— |
0,06 |
31 |
2,90 |
— |
— |
— |
— |
0,035 |
31 |
||
|
60 |
2,95 |
4,10 |
5,00 |
6,00 |
7,00 |
0,06 |
23 |
5,00 |
6,00 |
8,00 |
9,50 |
11,0 |
0,035 |
23 |
|||
|
40 |
40 |
2,10 |
2,40 |
3,00 |
3,40 |
3,90 |
0,06 |
31 |
2,75 |
3,35 |
4,20 |
4,90 |
5,50 |
0,03 |
31 |
||
|
60 |
3,90 |
4,80 |
6,00 |
7,50 |
8,50 |
0,06 |
23 |
5,50 |
7,00 |
9,50 |
11,0 |
13,0 |
0,03 |
23 |
|||
|
60 и свыше |
50 |
4,50 |
5,60 |
7,00 |
8,50 |
10,0 |
0,05 |
23 |
6,50 |
8,50 |
11,0 |
13,0 |
15,0 |
0,025 |
23 |
||

|
Неполное ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ (выпуклых и
|
Токарно-винторезные |
||||||||||||
Резцы фасонные из стали Р6М5 |
|||||||||||||
|
Карта 32 |
Листов 2 |
||||||||||||
|
Лист 2 |
|||||||||||||
|
II. Снятие фасок и обтачивание галтелей |
|||||||||||||
|
Вид обработки |
Диаметр обрабатываемой |
Резцы с пластинами |
Резцы из стали |
||||||||||
|
Ширина фаски или |
|||||||||||||
|
2 |
3 |
5 |
8 |
10 |
3 |
5 |
8 |
10 |
|||||
|
Время, мин |
|||||||||||||
|
Снятие фасок |
50 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
— |
— |
— |
— |
|||
|
100 |
0,25 |
0,30 |
0,35 |
0,45 |
0,60 |
— |
— |
— |
— |
||||
|
200 |
0,25 |
0,35 |
0,40 |
0,50 |
0,65 |
— |
— |
— |
— |
||||
|
300 |
0,30 |
0,40 |
0,50 |
0,60 |
0,70 |
— |
— |
— |
— |
||||
|
500 |
0,35 |
0,45 |
0,60 |
0,70 |
0,80 |
— |
— |
— |
— |
||||
|
Обтачивание |
50 |
— |
0,50 |
0,60 |
— |
— |
0,60 |
0,70 |
— |
— |
|||
|
100 |
— |
0,55 |
0,70 |
0,90 |
— |
0,65 |
0,90 |
1,20 |
— |
||||
|
200 |
— |
0,60 |
0,90 |
1,20 |
1,60 |
0,70 |
1,20 |
1,70 |
2,30 |
||||
|
300 |
— |
0,65 |
1,00 |
1,30 |
1,70 |
0,75 |
1,30 |
1,80 |
2,40 |
||||
|
500 |
— |
0,70 |
1,10 |
1,40 |
1,80 |
0,80 |
1,40 |
1,90 |
2,50 |
||||

|
Неполное штучное время НАРУЖНОЕ Сталь конструкционная углеродистая, 170…210 НВ |
Токарно-винторезные |
|||||||||||||
|
Резцы с |
||||||||||||||
Карта 33 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
20 |
2 |
0,45 |
0,52 |
0,6 |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
4 |
0,47 |
0,56 |
0,66 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
30 |
2 |
0,52 |
0,61 |
0,70 |
0,79 |
— |
— |
— |
— |
— |
— |
— |
||
|
4 |
0,55 |
0,67 |
0,80 |
0,93 |
— |
— |
— |
— |
— |
— |
— |
|||
|
50 |
2 |
0,53 |
0,62 |
0,72 |
0,81 |
1,10 |
1,20 |
— |
— |
— |
— |
— |
||
|
4 |
0,55 |
0,69 |
0,82 |
0,96 |
1,30 |
1,45 |
— |
— |
— |
— |
— |
|||
|
75 |
2 |
0,61 |
0,72 |
0,84 |
0,96 |
1,35 |
1,50 |
1,65 |
1,9 |
— |
— |
— |
||
|
4 |
0,64 |
0,80 |
0,98 |
1,15 |
1,60 |
1,75 |
2,00 |
2,35 |
— |
— |
— |
|||
|
100 |
2 |
0,63 |
0,77 |
0,93 |
1,09 |
1,50 |
1,65 |
1,90 |
2,20 |
2,50 |
— |
— |
||
|
4 |
0,68 |
0,88 |
1,10 |
1,30 |
1,80 |
2,05 |
2,35 |
2,85 |
3,25 |
— |
— |
|||
|
125 |
2 |
0,82 |
1,00 |
1,20 |
1,40 |
2,00 |
2,20 |
2,50 |
2,90 |
3,30 |
3,70 |
4,2 |
||
|
4 |
0,88 |
1,15 |
1,40 |
1,70 |
2,40 |
2,65 |
3,10 |
3,60 |
4,20 |
4,70 |
5,3 |
|||

|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 80,
|
Токарно-винторезные |
|||||||||||||||||||||||||||||||||||
Резцы с пластинами Т5К10 |
||||||||||||||||||||||||||||||||||||
|
Карта 33 |
Листов 2 |
|||||||||||||||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
|||||||||||||||||||
|
Время на рабочий |
||||||||||||||||||||||||||||||||||||
|
150 |
2 |
0,85 |
1,08 |
1,30 |
1,55 |
2,25 |
2,50 |
2,85 |
3,35 |
3,85 |
4,30 |
4,80 |
5,50 |
— |
— |
— |
— |
— |
— |
|||||||||||||||||
|
4 |
0,93 |
1,25 |
1,60 |
1,95 |
2,70 |
3,05 |
3,55 |
4,25 |
4,90 |
5,50 |
6,50 |
7,00 |
— |
— |
— |
— |
— |
— |
||||||||||||||||||
|
200 |
3 |
0,92 |
1,20 |
1,55 |
1,90 |
2,65 |
2,95 |
3,45 |
4,10 |
4,75 |
5,50 |
6,00 |
6,50 |
7,50 |
8,00 |
9,00 |
— |
— |
— |
|||||||||||||||||
|
5 |
1,03 |
1,45 |
1,90 |
2,35 |
3,25 |
3,70 |
4,40 |
5,50 |
6,00 |
7,00 |
8,00 |
9,00 |
10,0 |
11,0 |
12,0 |
— |
— |
— |
||||||||||||||||||
|
250 |
3 |
0,98 |
1,35 |
1,75 |
2,15 |
3,00 |
3,40 |
4,00 |
4,80 |
5,50 |
6,50 |
7,50 |
8,00 |
9,00 |
10,0 |
10,5 |
11,5 |
12,5 |
13,0 |
|||||||||||||||||
|
5 |
1,10 |
1,65 |
2,20 |
2,80 |
3,80 |
4,40 |
5,50 |
6,50 |
7,50 |
8,50 |
10,0 |
11,0 |
12,0 |
13,5 |
14,5 |
16,0 |
17,0 |
18,0 |
||||||||||||||||||
|
Поправочные |
||||||||||||||||||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
0,1 |
1,1 |
1,25 |
|||||||||||||||||||||||||||||||
|
Состояния поверхности |
Состояние поверхности |
с коркой |
без корки |
|||||||||||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,85 |
||||||||||||||||||||||||||||||||||
|
Примечание: При поперечном точении при |
||||||||||||||||||||||||||||||||||||
|
Неполное НАРУЖНОЕ Сталь |
Токарно-винторезные |
||||||||||||||
|
Резцы с |
|||||||||||||||
Карта 34 |
Листов 2 |
||||||||||||||
|
Лист 1 |
|||||||||||||||
|
|
|||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
|||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
||||
|
Время на рабочий |
|||||||||||||||
|
20 |
2 |
0,40 |
0,45 |
0,50 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
4 |
0,42 |
0,46 |
0,50 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
30 |
2 |
0,43 |
0,45 |
0,50 |
0,51 |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
4 |
0,47 |
0,47 |
0,53 |
0,58 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
50 |
3 |
0,48 |
0,53 |
0,59 |
0,65 |
0,93 |
0,99 |
— |
— |
— |
— |
— |
— |
||
|
6 |
0,51 |
0,58 |
0,67 |
0,76 |
1,05 |
1,15 |
— |
— |
— |
— |
— |
— |
|||
|
75 |
3 |
0,60 |
0,65 |
0,70 |
0,80 |
1,20 |
1,30 |
1,50 |
1,60 |
— |
— |
— |
— |
||
|
6 |
0,60 |
0,70 |
0,85 |
1,00 |
1,40 |
1,60 |
1,80 |
2,00 |
— |
— |
— |
— |
|||
|
100 |
4 |
0,60 |
0,70 |
0,80 |
1,00 |
1,35 |
1,50 |
1,65 |
1,90 |
2,10 |
— |
— |
— |
||
|
8 |
0,65 |
0,80 |
1,00 |
1,20 |
1,60 |
1,80 |
2,10 |
2,50 |
2,80 |
— |
— |
— |
|||
|
125 |
4 |
0,80 |
0,90 |
1,00 |
1,20 |
1,80 |
1,90 |
2,15 |
2,40 |
2,70 |
3,00 |
— |
— |
||
|
8 |
0,85 |
1,00 |
1,20 |
1,50 |
2,10 |
2,35 |
2,70 |
3,10 |
3,60 |
4,00 |
— |
— |
|||
|
150 |
4 |
0,80 |
1,00 |
1,10 |
1,35 |
2,00 |
2,15 |
2,40 |
2,80 |
3,20 |
3,55 |
3,90 |
4,30 |
||
|
8 |
0,90 |
1,10 |
1,35 |
1,70 |
2,40 |
2,70 |
3,10 |
3,60 |
4,20 |
4,70 |
5,50 |
6,00 |
|||

|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 80,
|
Токарно-винторезные |
|||||||||||||||||||||||||||
Резцы с пластинами Т5К10 |
||||||||||||||||||||||||||||
|
Карта 34 |
Листов 2 |
|||||||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
800 |
||||||||||
|
Время на рабочий |
||||||||||||||||||||||||||||
|
200 |
4 |
0,85 |
1,10 |
1,30 |
1,60 |
2,25 |
2,50 |
2,85 |
3,35 |
3,85 |
4,30 |
4,80 |
5,50 |
6,00 |
6,50 |
7,00 |
— |
— |
— |
— |
||||||||
|
8 |
1,00 |
1,30 |
1,60 |
2,00 |
2,80 |
3,20 |
3,70 |
4,45 |
5,00 |
6,00 |
6,50 |
7,50 |
8,00 |
9,00 |
10,0 |
— |
— |
— |
— |
|||||||||
|
250 |
4 |
0,90 |
1,20 |
1,40 |
1,80 |
2,55 |
2,85 |
3,30 |
3,90 |
4,50 |
5,50 |
6,00 |
6,50 |
7,00 |
8,00 |
8,50 |
9,00 |
9,50 |
10,0 |
— |
||||||||
|
8 |
1,00 |
1,50 |
1,80 |
2,40 |
3,25 |
3,70 |
4,40 |
5,50 |
6,00 |
7,50 |
8,00 |
9,00 |
10,0 |
11,0 |
12,0 |
13,0 |
14,0 |
14,5 |
— |
|||||||||
|
300 |
4 |
1,00 |
1,30 |
1,60 |
2,00 |
2,80 |
3,20 |
3,70 |
4,45 |
5,00 |
6,00 |
6,50 |
7,50 |
8,00 |
9,00 |
10,0 |
10,5 |
11,0 |
12,0 |
12,5 |
||||||||
|
8 |
1,10 |
1,60 |
2,10 |
2,70 |
3,70 |
4,25 |
5,00 |
6,00 |
7,50 |
8,50 |
9,50 |
10,5 |
11,5 |
13,0 |
14,0 |
15,0 |
16,5 |
17,5 |
18,5 |
|||||||||
|
350 |
4 |
1,00 |
1,50 |
1,90 |
2,40 |
3,30 |
3,70 |
4,40 |
5,50 |
6,50 |
7,00 |
8,00 |
9,00 |
10,0 |
11,0 |
12,0 |
13,0 |
14,0 |
15,0 |
15,5 |
||||||||
|
8 |
1,20 |
1,90 |
2,40 |
3,30 |
4,30 |
5,00 |
6,00 |
7,50 |
9,00 |
10,0 |
11,5 |
13,0 |
14,5 |
16,0 |
17,5 |
18,5 |
20,0 |
21,5 |
22,5 |
|||||||||
|
400 |
4 |
1,10 |
1,70 |
1,80 |
2,80 |
3,90 |
4,40 |
5,50 |
6,50 |
7,50 |
9,00 |
10,0 |
11,0 |
12,5 |
13,5 |
15,0 |
16,0 |
17,0 |
18,0 |
19,5 |
||||||||
|
8 |
1,40 |
2,20 |
2,90 |
4,00 |
4,30 |
6,00 |
7,50 |
9,00 |
11,0 |
12,5 |
14,5 |
16,0 |
18,0 |
20,0 |
21,5 |
23,5 |
25,0 |
26,5 |
28,5 |
|||||||||
|
Поправочные |
||||||||||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||||||||||||
|
Состояния поверхности |
Состояние поверхности |
с коркой |
без корки |
|||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,85 |
||||||||||||||||||||||||||
|
Примечание: При поперечном точении при |
||||||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Сталь |
Токарно-винторезные |
|||||||||||
|
Резцы с |
||||||||||||
Карта 35 |
Листов 2 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
||||
|
Время на рабочий |
||||||||||||
|
20 |
2 |
0,4 |
0,5 |
0,55 |
0,60 |
0,85 |
0,90 |
1,00 |
— |
— |
||
|
4 |
0,45 |
0,5 |
0,55 |
0,60 |
0,90 |
1,00 |
1,10 |
— |
— |
|||
|
30 |
2 |
0,5 |
0,55 |
0,6 |
0,70 |
0,95 |
1,00 |
1,10 |
1,20 |
1,40 |
||
|
4 |
0,5 |
0,6 |
0,75 |
0,80 |
1,15 |
1,25 |
1,40 |
1,60 |
1,80 |
|||

|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 80,
|
Токарно-винторезные |
|||||||||||||||||||||||||||
Резцы с пластинами Т5К10 |
||||||||||||||||||||||||||||
|
Карта 35 |
Листов 2 |
|||||||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
|||||||||||
|
Время на рабочий |
||||||||||||||||||||||||||||
|
50 |
2 |
0,50 |
0,55 |
0,60 |
0,70 |
1,00 |
1,10 |
1,20 |
1,40 |
1,50 |
1,70 |
1,90 |
2,10 |
2,20 |
— |
— |
— |
— |
— |
|||||||||
|
4 |
0,55 |
0,65 |
0,75 |
0,90 |
1,20 |
1,35 |
1,50 |
1,80 |
2,00 |
2,30 |
2,50 |
2,80 |
3,00 |
— |
— |
— |
— |
— |
||||||||||
|
75 |
2 |
0,60 |
0,70 |
0,81 |
0,95 |
1,35 |
1,45 |
1,65 |
1,90 |
2,10 |
2,35 |
2,60 |
2,85 |
3,10 |
3,50 |
3,80 |
4,00 |
4,20 |
4,50 |
|||||||||
|
4 |
0,66 |
0,81 |
1,00 |
1,20 |
1,65 |
1,85 |
2,10 |
2,50 |
2,90 |
3,25 |
3,65 |
4,00 |
4,40 |
5,00 |
5,50 |
6,00 |
6,00 |
6,50 |
||||||||||
|
100 |
2 |
0,63 |
0,76 |
0,92 |
1,10 |
1,50 |
1,65 |
1,90 |
2,25 |
2,55 |
2,90 |
3,20 |
3,55 |
3,85 |
4,35 |
4,65 |
5,00 |
5,50 |
6,00 |
|||||||||
|
4 |
0,70 |
0,89 |
1,15 |
1,35 |
1,90 |
2,10 |
2,45 |
2,95 |
3,45 |
3,90 |
4,40 |
4,90 |
5,50 |
6,00 |
6,50 |
7,00 |
7,50 |
8,00 |
||||||||||
|
Поправочные |
||||||||||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||||||||||||
|
Состояния поверхности |
Состояние поверхности |
работа по корке |
работа без корки |
|||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,85 |
||||||||||||||||||||||||||
|
Примечание: При поперечном точении при |
||||||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Сталь |
Токарно-винторезные |
|||||||||||||||||||||||||
|
Резцы с |
||||||||||||||||||||||||||
Карта 36 |
Листов 2 |
|||||||||||||||||||||||||
|
Лист 1 |
||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
800 |
850 |
900 |
950 |
1000 |
||||
|
Время на рабочий |
||||||||||||||||||||||||||
|
20 |
2 |
0,43 |
0,47 |
0,51 |
0,56 |
0,82 |
0,86 |
0,93 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
4 |
0,44 |
0,48 |
0,53 |
0,60 |
0,86 |
0,91 |
1,00 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
30 |
2 |
0,49 |
0,52 |
0,57 |
0,63 |
0,90 |
0,95 |
1,00 |
1,10 |
1,20 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
4 |
0,50 |
0,57 |
0,63 |
0,73 |
1,05 |
1,10 |
1,20 |
1,35 |
1,55 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
50 |
3 |
0,50 |
0,55 |
0,60 |
0,68 |
0,97 |
1,05 |
1,15 |
1,25 |
1,40 |
1,50 |
1,65 |
1,75 |
1,90 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
5 |
0,52 |
0,62 |
0,70 |
0,82 |
1,15 |
1,25 |
1,40 |
1,60 |
1,80 |
2,00 |
2,20 |
2,40 |
2,60 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
75 |
3 |
0,58 |
0,67 |
0,75 |
0,86 |
1,25 |
1,35 |
1,45 |
1,65 |
1,85 |
2,05 |
2,25 |
2,45 |
2,65 |
3,00 |
3,20 |
3,40 |
3,60 |
3,80 |
— |
— |
. |
— |
— |
||
|
5 |
0,62 |
0,76 |
0,88 |
1,05 |
1,50 |
1,65 |
1,85 |
2,15 |
2,45 |
2,75 |
3,05 |
3,35 |
3,65 |
4,10 |
4,40 |
4,70 |
5,00 |
5,50 |
— |
— |
— |
— |
— |
|||
|
100 |
3 |
0,60 |
0,71 |
0,81 |
0,96 |
1,35 |
1,45 |
1,65 |
1,90 |
2,15 |
2,40 |
2,65 |
2,90 |
3,10 |
3,55 |
3,75 |
4,00 |
4,25 |
4,50 |
4,75 |
5,00 |
5,50 |
6,00 |
6,50 |
||
|
5 |
0,65 |
0,83 |
0,98 |
1,20 |
1,65 |
1,85 |
2,15 |
2,50 |
2,90 |
3,30 |
3,65 |
4,05 |
4,40 |
4,95 |
5,50 |
5,80 |
6,00 |
6,50 |
6,80 |
7,00 |
7,50 |
8,00 |
8,50 |
|||

|
Неполное штучное время НАРУЖНОЕ ТОЧЕНИЕ, Rz 80,
|
Токарно-винторезные |
||||||||||||||||||||||||||||||||
Резцы с пластинами Т5К10 |
|||||||||||||||||||||||||||||||||
|
Карта 36 |
Листов 2 |
||||||||||||||||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
800 |
850 |
900 |
950 |
1000 |
|||||||||||
|
Время на рабочий |
|||||||||||||||||||||||||||||||||
|
125 |
3 |
0,78 |
0,93 |
1,05 |
1,25 |
1,85 |
2,00 |
2,20 |
2,55 |
2,85 |
3,15 |
3,45 |
3,75 |
4,05 |
4,60 |
4,90 |
5,00 |
5,50 |
5,80 |
6,00 |
6,50 |
6,80 |
7,00 |
7,50 |
|||||||||
|
5 |
0,85 |
1,05 |
1,25 |
1,55 |
2,25 |
2,45 |
2,85 |
3,30 |
3,80 |
4,25 |
4,75 |
5,00 |
5,50 |
6,50 |
7,00 |
7,50 |
8,00 |
8,50 |
9,00 |
9,50 |
9,50 |
10,0 |
10,5 |
||||||||||
|
150 |
3 |
0,81 |
0,99 |
1,15 |
1,40 |
2,00 |
2,20 |
2,50 |
2,85 |
3,25 |
3,65 |
4,00 |
4,40 |
4,80 |
5,50 |
5,80 |
6,00 |
6,50 |
7,00 |
7,50 |
7,80 |
8,00 |
8,50 |
9,00 |
|||||||||
|
5 |
0,90 |
1,20 |
1,40 |
1,80 |
2,50 |
2,80 |
3,25 |
3,85 |
4,45 |
5,00 |
5,50 |
6,50 |
7,00 |
7,50 |
8,50 |
9,00 |
9,50 |
10,0 |
10,5 |
11,0 |
12,0 |
12,5 |
13,0 |
||||||||||
|
200 |
3 |
0,85 |
1,05 |
1,25 |
1,55 |
2,20 |
2,45 |
2,80 |
3,30 |
3,75 |
4,25 |
4,70 |
5,00 |
5,50 |
6,50 |
7,00 |
7,50 |
7,80 |
8,00 |
8,50 |
9,00 |
9,50 |
10,0 |
10,5 |
|||||||||
|
5 |
0,98 |
1,35 |
1,65 |
2,15 |
3,00 |
3,40 |
4,00 |
4,80 |
5,50 |
6,50 |
7,00 |
8,00 |
8,50 |
10,0 |
10,5 |
11,5 |
12,0 |
13,0 |
14,0 |
14,5 |
15,5 |
16,0 |
17,0 |
||||||||||
|
Поправочные |
|||||||||||||||||||||||||||||||||
|
Твердости стали |
НВ |
до 210 |
210 |
свыше 210 |
|||||||||||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
||||||||||||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
||||||||||||||||||||||||||||
|
Состояния поверхности |
Состояние поверхности |
с коркой |
без корки |
||||||||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,85 |
|||||||||||||||||||||||||||||||
|
Примечание. При поперечном точении при |
|||||||||||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Сталь |
Токарно-винторезные |
||||||||||||||||
|
Резцы с |
|||||||||||||||||
Карта 37 |
Листов 3 |
||||||||||||||||
|
Лист 1 |
|||||||||||||||||
|
|
|||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
||||
|
Время на рабочий |
|||||||||||||||||
|
20 |
2 |
0,41 |
0,45 |
0,50 |
0,55 |
0,78 |
0,82 |
0,88 |
— |
— |
— |
— |
— |
— |
— |
||
|
4 |
0,45 |
0,50 |
0,55 |
0,60 |
0,84 |
0,89 |
0,96 |
— |
— |
— |
— |
— |
— |
— |
|||
|
30 |
2 |
0,42 |
0,45 |
0,50 |
0,55 |
0,80 |
0,84 |
0,90 |
0,99 |
1,05 |
— |
— |
— |
— |
— |
||
|
4 |
0,45 |
0,55 |
0,55 |
0,60 |
0,85 |
0,90 |
0,98 |
1,10 |
1,20 |
— |
— |
— |
— |
— |
|||
|
50 |
2 |
0,50 |
0,55 |
0,60 |
0,70 |
0,95 |
1,00 |
1,10 |
1,20 |
1,35 |
1,45 |
1,60 |
1,70 |
1,85 |
— |
||
|
4 |
0,55 |
0,60 |
0,70 |
0,80 |
1,10 |
1,15 |
1,30 |
1,50 |
1,70 |
1,85 |
2,05 |
2,25 |
2,45 |
— |
|||
|
75 |
3 |
0,60 |
0,66 |
0,76 |
0,87 |
1,25 |
1,35 |
1,50 |
1,70 |
1,90 |
2,10 |
2,30 |
2,50 |
2,70 |
3,10 |
||
|
5 |
0,63 |
0,75 |
0,90 |
1,05 |
1,45 |
1,60 |
1,85 |
2,15 |
2,45 |
2,75 |
3,05 |
3,35 |
3,65 |
4,10 |
|||

|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 80,
|
Токарно-винторезные |
||||||||||||||||
Резцы с пластинами Т5К10 |
|||||||||||||||||
|
Карта 37 |
Листов 3 |
||||||||||||||||
|
Лист 2 |
|||||||||||||||||
|
Диаметр |
Глубина резания |
Длина |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
||||
|
Время на рабочий |
|||||||||||||||||
|
100 |
4 |
0,62 |
0,74 |
0,88 |
1,00 |
1,40 |
1,55 |
1,80 |
2,05 |
2,35 |
2,65 |
2,90 |
3,20 |
3,50 |
3,95 |
||
|
8 |
0,73 |
0,90 |
1,10 |
1,35 |
1,80 |
2,00 |
2,35 |
2,80 |
3,20 |
3,65 |
4,05 |
4,50 |
4,90 |
5,50 |
|||
|
125 |
4 |
0,82 |
0,96 |
1,15 |
1,30 |
1,95 |
2,10 |
2,40 |
2,75 |
3,10 |
3,45 |
3,80 |
4,20 |
4,55 |
5,00 |
||
|
8 |
0,95 |
1,15 |
1,45 |
1,70 |
2,40 |
2,65 |
3,10 |
3,65 |
4,15 |
4,70 |
5,00 |
5,50 |
6,50 |
7,00 |
|||
|
150 |
4 |
0,86 |
1,05 |
1,25 |
1,50 |
2,15 |
2,35 |
2,70 |
3,15 |
3,60 |
4,05 |
4,50 |
4,95 |
5,50 |
6,00 |
||
|
8 |
1,05 |
1,30 |
1,65 |
1,95 |
2,75 |
3,05 |
3,60 |
4,25 |
4,95 |
5,50 |
6,50 |
7,00 |
7,50 |
8,50 |
|||
|
200 |
4 |
0,91 |
1,15 |
1,45 |
1,70 |
2,45 |
2,70 |
3,15 |
3,75 |
4,30 |
4,90 |
5,50 |
6,00 |
6,50 |
7,50 |
||
|
8 |
1,15 |
1,45 |
1,90 |
2,30 |
3,15 |
3,60 |
4,25 |
5,00 |
6,00 |
6,50 |
7,50 |
8,50 |
9,50 |
10,5 |
|||
|
250 |
4 |
0,97 |
1,25 |
1,60 |
1,95 |
2,75 |
3,10 |
3,60 |
4,30 |
5,00 |
5,50 |
6,50 |
7,00 |
8,00 |
8,50 |
||
|
8 |
1,25 |
1,70 |
2,20 |
2,75 |
3,70 |
4,25 |
5,00 |
6,00 |
7,00 |
8,50 |
9,50 |
10,5 |
11,5 |
13,0 |
|||
|
Неполное НАРУЖНОЕ Сталь |
Токарно-винторезные |
|||||||||||||||||||||||
|
Резцы с |
||||||||||||||||||||||||
|
Карта 37 |
Листов 3 |
|||||||||||||||||||||||
|
Лист 3 |
||||||||||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||
|
600 |
650 |
700 |
750 |
800 |
850 |
900 |
950 |
1000 |
1100 |
1200 |
1300 |
1400 |
1500 |
|||||||||||
|
Время на рабочий |
||||||||||||||||||||||||
|
75 |
3 |
3,30 |
3,50 |
3,70 |
3,90 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||||
|
5 |
4,40 |
4,70 |
5,00 |
5,50 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||||||||||
|
100 |
4 |
4,25 |
4,50 |
4,80 |
5,00 |
5,50 |
5,70 |
6,00 |
6,20 |
6,50 |
— |
— |
— |
— |
— |
|||||||||
|
8 |
6,00 |
6,50 |
6,80 |
7,20 |
7,50 |
8,00 |
8,50 |
9,00 |
9,50 |
— |
— |
— |
— |
— |
||||||||||
|
125 |
4 |
5,50 |
5,80 |
6,20 |
6,50 |
7,00 |
7,30 |
7,60 |
8,00 |
8,30 |
10,0 |
10,5 |
11,5 |
— |
— |
|||||||||
|
8 |
7,50 |
8,00 |
8,50 |
9,00 |
9,50 |
10,5 |
11,0 |
11,5 |
12,0 |
13,5 |
15,0 |
16,0 |
— |
— |
||||||||||
|
150 |
4 |
6,50 |
7,00 |
7,50 |
8,00 |
8,50 |
8,80 |
9,20 |
9,50 |
10,0 |
11,5 |
12,5 |
13,5 |
14,5 |
15,5 |
|||||||||
|
8 |
9,00 |
10,0 |
10,5 |
11,0 |
12,0 |
12,5 |
13,0 |
14,0 |
14,5 |
16,5 |
18,0 |
19,0 |
20,5 |
22,0 |
||||||||||
|
200 |
4 |
8,00 |
8,50 |
9,00 |
9,50 |
10,5 |
11,0 |
11,5 |
12,0 |
12,5 |
14,5 |
15,5 |
16,5 |
18,0 |
19,0 |
|||||||||
|
8 |
11,0 |
12,0 |
13,0 |
14,0 |
14,5 |
15,5 |
16,5 |
17,0 |
18,0 |
20,5 |
22,0 |
23,5 |
25,5 |
27,0 |
||||||||||
|
250 |
4 |
9,50 |
10,0 |
14,0 |
14,5 |
12,0 |
13,0 |
13,5 |
14,5 |
15,0 |
17,0 |
18,5 |
20,0 |
21,0 |
22,5 |
|||||||||
|
8 |
14,0 |
15,0 |
16,0 |
17,0 |
18,0 |
19,0 |
20,5 |
21,5 |
22,5 |
25,0 |
27,0 |
29,5 |
31,5 |
33,5 |
||||||||||
|
Поправочные |
||||||||||||||||||||||||
|
Твердости стали |
НВ |
до 210 |
210 |
свыше 210 |
||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||||||||
|
Состояния поверхности |
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
||||||||||||||||||
|
Состояние поверхности |
с коркой |
без корки |
||||||||||||||||||||||
|
1,0 |
0,85 |
|||||||||||||||||||||||
|
Примечание: При поперечном точении при |
||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Сталь |
Токарно-винторезные |
|||||||||||||||||
|
Резцы с |
||||||||||||||||||
Карта 38 |
Листов 2 |
|||||||||||||||||
|
Лист 1 |
||||||||||||||||||
|
|
||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
||||
|
Время на рабочий |
||||||||||||||||||
|
20 |
4 |
0,65 |
0,73 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
30 |
0,72 |
0,81 |
0,91 |
1,00 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
50 |
0,76 |
0,90 |
1,05 |
1,20 |
1,65 |
1,80 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
75 |
0,84 |
1,00 |
1,20 |
1,40 |
1,95 |
2,10 |
2,40 |
2,75 |
— |
— |
— |
— |
— |
— |
— |
|||
|
100 |
0,87 |
1,10 |
1,30 |
1,55 |
2,15 |
2,35 |
2,70 |
3,15 |
3,60 |
— |
— |
— |
— |
— |
— |
|||
|
125 |
1,30 |
1,60 |
1,90 |
2,20 |
2,80 |
3,10 |
3,56 |
4,10 |
4,70 |
5,50 |
6,00 |
— |
— |
— |
— |
|||
|
150 |
1,35 |
1,70 |
2,05 |
2,45 |
3,10 |
3,45 |
4,00 |
4,70 |
5,50 |
6,00 |
7,00 |
7,50 |
— |
— |
— |
|||
|
200 |
1,40 |
1,85 |
2,30 |
2,80 |
3,55 |
4,00 |
4,65 |
5,50 |
6,50 |
7,50 |
8,50 |
9,00 |
10,0 |
11,0 |
12,0 |
|||
|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 40…Rz 20, 14…12 КВАЛИТЕТ,
|
Токарно-винторезные |
|||||||||||||||||||||||
Резцы с пластинами Т5К10, Т15К6 |
||||||||||||||||||||||||
|
Карта 38 |
Листов 2 |
|||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
||||||||||
|
Время на рабочий |
||||||||||||||||||||||||
|
20 |
1 |
0,66 |
0,70 |
0,75 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||||||||
|
30 |
0,72 |
0,77 |
0,83 |
0,90 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||||
|
50 |
0,73 |
0,80 |
0,87 |
0,95 |
1,35 |
1,40 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||||
|
75 |
0,80 |
0,90 |
1,00 |
1,15 |
1,60 |
1,70 |
1,90 |
2,15 |
— |
— |
— |
— |
— |
— |
— |
|||||||||
|
100 |
0,83 |
0,96 |
1,10 |
1,25 |
1,80 |
1,90 |
2,15 |
2,45 |
2,75 |
— |
— |
— |
— |
— |
— |
|||||||||
|
125 |
1,25 |
1,40 |
1,60 |
1,80 |
2,30 |
2,40 |
2,75 |
3,10 |
3,50 |
3,90 |
4,30 |
— |
— |
— |
— |
|||||||||
|
150 |
1,30 |
1,50 |
1,70 |
1,95 |
2,50 |
2,60 |
3,05 |
3,50 |
3,90 |
4,40 |
4,90 |
5,50 |
— |
— |
— |
|||||||||
|
200 |
1,35 |
1,60 |
1,85 |
2,20 |
2,80 |
2,90 |
3,50 |
4,00 |
4,70 |
5,00 |
5,50 |
6,50 |
7,00 |
8,00 |
8,50 |
|||||||||
|
Поправочные |
||||||||||||||||||||||||
|
Твердости стали |
НВ |
до170 |
170…210 |
свыше 210 |
||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||||||||
|
Примечание. При поперечном точении при |
||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Сталь |
Токарно-винторезные |
|||||||||||||||||||
|
Резцы с |
||||||||||||||||||||
Карта 39 |
Листов 2 |
|||||||||||||||||||
|
Лист 1 |
||||||||||||||||||||
|
|
||||||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
700 |
800 |
||||
|
Время на рабочий |
||||||||||||||||||||
|
20 |
4 |
0,63 |
0,67 |
0,72 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
30 |
0,64 |
0,70 |
0,76 |
0,83 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
50 |
0,73 |
0,81 |
0,91 |
1,00 |
1,45 |
1,55 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
75 |
0,83 |
0,96 |
1,10 |
1,30 |
1,80 |
2,00 |
2,20 |
2,55 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
100 |
0,87 |
1,00 |
1,20 |
1,40 |
2,00 |
2,20 |
2,50 |
2,90 |
3,30 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
125 |
1,30 |
1,50 |
1,75 |
2,00 |
2,55 |
2,80 |
3,20 |
3,70 |
4,20 |
4,70 |
5,00 |
— |
— |
— |
— |
— |
— |
|||
|
150 |
1,35 |
1,60 |
1,90 |
2,25 |
2,90 |
3,20 |
3,70 |
4,35 |
5,00 |
5,50 |
6,00 |
7,00 |
— |
— |
— |
— |
— |
|||
|
200 |
1,40 |
1,75 |
2,15 |
2,55 |
3,25 |
3,65 |
4,30 |
5,00 |
6,00 |
6,50 |
7,50 |
8,50 |
9,00 |
10,0 |
11,0 |
— |
— |
|||
|
250 |
1,50 |
1,90 |
2,40 |
2,90 |
2,70 |
4,20 |
5,00 |
6,00 |
7,00 |
8,00 |
9,00 |
10,0 |
11,0 |
12,0 |
13,0 |
14,5 |
16,0 |
|||
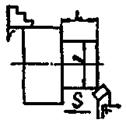
|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 40…Rz 20, 14…12 КВАЛИТЕТ,
|
Токарно-винторезные |
|||||||||||||||||||||||||
Резцы с пластинами Т5К10, Т15К6 |
||||||||||||||||||||||||||
|
Карта 39 |
Листов 2 |
|||||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
700 |
800 |
||||||||||
|
Время на рабочий |
||||||||||||||||||||||||||
|
20 |
1,0 |
0,62 |
0,65 |
0,68 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||||||||
|
30 |
0,62 |
0,65 |
0,68 |
0,72 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||||
|
50 |
0,69 |
0,74 |
0,79 |
0,85 |
1,20 |
1,30 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||||
|
75 |
0,77 |
0,84 |
0,92 |
1,00 |
1,45 |
1,55 |
1,70 |
1,85 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||||
|
100 |
0,79 |
0,88 |
0,98 |
1,10 |
1,55 |
1,70 |
1,85 |
2,05 |
2,25 |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||||
|
125 |
1,20 |
1,30 |
1,45 |
1,60 |
2,00 |
2,15 |
2,40 |
2,65 |
2,95 |
3,20 |
3,50 |
— |
— |
— |
— |
— |
— |
|||||||||
|
150 |
1,20 |
1,35 |
1,55 |
1,70 |
2,20 |
2,35 |
2,65 |
3,00 |
3,30 |
3,65 |
4,00 |
4,35 |
— |
— |
— |
— |
— |
|||||||||
|
200 |
1,25 |
1,45 |
1,65 |
1,85 |
2,40 |
2,60 |
2,95 |
3,40 |
3,80 |
4,25 |
4,70 |
5,00 |
5,50 |
6,50 |
7,00 |
— |
— |
|||||||||
|
250 |
1,30 |
1,55 |
1,80 |
2,10 |
2,65 |
2,95 |
3,35 |
3,90 |
4,45 |
5,00 |
5,50 |
6,00 |
6,50 |
7,50 |
8,00 |
9,00 |
10,0 |
|||||||||
|
Поправочные |
||||||||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||||||||||
|
Примечание. При поперечном точении при |
||||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Сталь |
Токарно-винторезные |
|||||||||||||||||||||
|
Резцы с |
||||||||||||||||||||||
Карта 40 |
Листов 2 |
|||||||||||||||||||||
|
Лист 1 |
||||||||||||||||||||||
|
|
||||||||||||||||||||||
|
Диаметр |
Глубина резания t,мм, до |
Длина |
||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
700 |
800 |
900 |
1000 |
1100 |
|||
|
Время на рабочий |
||||||||||||||||||||||
|
Параметр |
||||||||||||||||||||||
|
20 |
6 |
0,62 |
0,66 |
0,71 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
30 |
0,64 |
0,69 |
0,75 |
0,80 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
0,75 |
0,84 |
0,96 |
1,10 |
1,50 |
1,65 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
75 |
0,82 |
0,95 |
1,10 |
1,25 |
1,80 |
1,95 |
2,15 |
2,45 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
100 |
0,86 |
1,00 |
1,20 |
1,40 |
1,95 |
2,15 |
2,45 |
2,85 |
3,25 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
125 |
1,25 |
1,45 |
1,70 |
1,95 |
2,50 |
2,75 |
3,15 |
3,65 |
4,10 |
4,60 |
5,00 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
150 |
1,35 |
1,60 |
1,90 |
2,20 |
2,80 |
3,10 |
3,60 |
4,20 |
4,80 |
5,50 |
6,00 |
6,50 |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
200 |
1,40 |
1,70 |
2,00 |
2,50 |
3,20 |
3,55 |
4,15 |
4,90 |
5,50 |
6,50 |
7,00 |
8,00 |
8,50 |
10,0 |
10,5 |
— |
— |
— |
— |
— |
||
|
250 |
1,50 |
1,85 |
2,35 |
2,80 |
3,60 |
4,10 |
4,85 |
5,50 |
6,50 |
7,50 |
8,50 |
9,50 |
10,5 |
12,0 |
13,0 |
14,0 |
16,0 |
— |
— |
— |
||
|
300 |
1,60 |
2,10 |
2,70 |
3,30 |
4,25 |
4,85 |
6,00 |
7,00 |
8,00 |
9,50 |
10,5 |
12,0 |
13,0 |
14,5 |
16,0 |
17,5 |
20,0 |
22,5 |
— |
— |
||
|
350 |
1,70 |
2,35 |
3,10 |
3,90 |
4,90 |
5,50 |
7,00 |
8,50 |
10,0 |
11,5 |
13,0 |
14,5 |
16,0 |
18,0 |
19,5 |
22,0 |
25,0 |
28,0 |
31,0 |
34,0 |
||
|
400 |
1,90 |
2,65 |
3,60 |
4,60 |
6,00 |
7,00 |
8,00 |
10,0 |
12,0 |
14,0 |
16,0 |
18,0 |
20,0 |
21,5 |
24,0 |
27,0 |
30,6 |
34,5 |
38,5 |
42,5 |
||
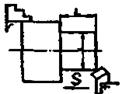
|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 80…Rz 40, 14…12 КВАЛИТЕТ, Rz
|
Токарно-винторезные |
||||||||||||||||||||||||||
Резцы с пластинами Т5К10, Т15К6 |
|||||||||||||||||||||||||||
|
Карта 40 |
Листов 2 |
||||||||||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
700 |
800 |
900 |
1000 |
1100 |
||||||||
|
Время на рабочий |
|||||||||||||||||||||||||||
|
Параметр |
|||||||||||||||||||||||||||
|
20 |
2 |
0,61 |
0,65 |
0,7 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||||||
|
30 |
0,62 |
0,67 |
0,72 |
0,78 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||
|
50 |
0,69 |
0,73 |
0,79 |
0,84 |
1,20 |
1,25 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||
|
75 |
0,75 |
0,81 |
0,88 |
0,94 |
1,40 |
1,45 |
1,55 |
1,70 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||
|
100 |
0,77 |
0,84 |
0,92 |
1,00 |
1,45 |
1,55 |
1,70 |
1,85 |
2,00 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||
|
125 |
1,15 |
1,25 |
1,35 |
1,47 |
1,90 |
2,00 |
2,15 |
2,40 |
2,60 |
2,80 |
3,00 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||
|
150 |
1,20 |
1,30 |
1,45 |
1,55 |
2,00 |
2,15 |
2,35 |
2,65 |
2,90 |
3,15 |
3,45 |
3,70 |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||
|
200 |
1,20 |
1,35 |
1,50 |
1,70 |
2,20 |
2,35 |
2,60 |
2,95 |
3,30 |
3,65 |
3,95 |
4,30 |
4,65 |
5,00 |
5,50 |
— |
— |
— |
— |
— |
|||||||
|
250 |
1,25 |
1,40 |
1,65 |
1,85 |
2,40 |
2,60 |
2,90 |
3,35 |
3,75 |
4,20 |
4,60 |
5,00 |
5,50 |
6,00 |
6,50 |
7,00 |
— |
— |
— |
— |
|||||||
|
300 |
1,30 |
1,50 |
1,80 |
2,05 |
2,65 |
2,90 |
3,30 |
3,85 |
4,40 |
4,95 |
5,50 |
6,00 |
6,50 |
7,50 |
8,00 |
8,50 |
10,0 |
11,0 |
— |
— |
|||||||
|
350 |
1,35 |
1,65 |
1,95 |
2,30 |
2,95 |
3,30 |
3,80 |
4,45 |
5,00 |
6,00 |
6,50 |
7,00 |
8,00 |
9,00 |
9,50 |
10,5 |
12,0 |
13,0 |
14,5 |
16,0 |
|||||||
|
400 |
1,45 |
1,75 |
2,20 |
2,60 |
3,35 |
3,75 |
4,40 |
5,00 |
6,00 |
7,00 |
7,50 |
8,50 |
9,50 |
10,0 |
11,0 |
12,5 |
14,5 |
16,0 |
17,5 |
19,5 |
|||||||
|
Поправочные |
|||||||||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
|||||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
||||||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
||||||||||||||||||||||
|
Примечание. При поперечном точении при |
|||||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Сталь |
Токарно-винторезные |
||||||||||||||||
|
Резцы с |
|||||||||||||||||
Карта 41 |
Листов 4 |
||||||||||||||||
|
Лист 1 |
|||||||||||||||||
|
|
|||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
||||
|
Время на рабочий |
|||||||||||||||||
|
Параметр |
|||||||||||||||||
|
20 |
2 |
0,62 |
0,65 |
0,68 |
0,72 |
0,97 |
1,00 |
1,05 |
— |
— |
— |
— |
— |
— |
— |
||
|
30 |
0,62 |
0,65 |
0,68 |
0,72 |
0,97 |
1,00 |
1,05 |
1,15 |
1,20 |
— |
— |
— |
— |
— |
|||
|
50 |
0,70 |
0,75 |
0,80 |
0,87 |
1,25 |
1,35 |
1,40 |
1,50 |
1,65 |
1,75 |
1,90 |
2,00 |
2,10 |
— |
|||
|
75 |
0,78 |
0,85 |
0,95 |
1,05 |
1,50 |
1,60 |
1,75 |
1,95 |
2,15 |
2,30 |
2,50 |
2,70 |
2,90 |
3,25 |
|||
|
100 |
0,80 |
0,90 |
1,00 |
1,15 |
1,65 |
1,75 |
1,95 |
2,20 |
2,45 |
2,70 |
2,90 |
3,20 |
3,40 |
3,80 |
|||
|
125 |
1,20 |
1,35 |
1,50 |
1,65 |
2,10 |
2,25 |
2,50 |
2,80 |
3,10 |
3,40 |
3,70 |
4,00 |
4,30 |
4,90 |
|||
|
150 |
1,25 |
1,40 |
1,60 |
1,80 |
2,30 |
2,50 |
2,75 |
3,15 |
3,55 |
3,90 |
4,30 |
4,70 |
5,00 |
5,50 |
|||
|
200 |
1,30 |
1,50 |
1,70 |
1,95 |
2,50 |
2,80 |
3,15 |
3,65 |
4,15 |
4,60 |
5,00 |
5,50 |
6,00 |
7,00 |
|||
|
250 |
1,35 |
1,60 |
1,90 |
2,20 |
2,80 |
3,15 |
3,60 |
4,20 |
4,85 |
5,50 |
6,00 |
6,50 |
7,00 |
8,00 |
|||
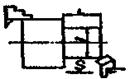
|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 40…Rz 20, 11 КВАЛИТЕТ Rz 80…Rz 40, 14…12 КВАЛИТЕТ,
|
Токарно-винторезные |
|||||||||||||||||
Резцы с пластинами Т5К10, Т15К6 |
||||||||||||||||||
|
Сталь |
Карта 41 |
Листов 4 |
||||||||||||||||
|
Лист 2 |
||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||
|
600 |
700 |
800 |
900 |
1000 |
1100 |
1200 |
1300 |
1400 |
1500 |
1600 |
1700 |
1800 |
1900 |
2000 |
||||
|
Время на рабочий |
||||||||||||||||||
|
Параметр |
||||||||||||||||||
|
75 |
2 |
3,45 |
3,70 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
100 |
4,05 |
4,45 |
4,90 |
5,50 |
6,00 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
125 |
5,00 |
5,50 |
6,00 |
7,00 |
7,50 |
9,00 |
9,50 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
150 |
6,00 |
8,50 |
7,50 |
8,00 |
9,00 |
10,5 |
11,5 |
12,0 |
13,0 |
14,0 |
— |
— |
— |
— |
— |
|||
|
200 |
7,50 |
6,00 |
9,00 |
10,0 |
11,0 |
13,0 |
14,0 |
15,0 |
16,0 |
17,0 |
18,0 |
19,0 |
20,0 |
20,5 |
21,5 |
|||
|
250 |
9,00 |
9,50 |
11,0 |
12,0 |
13,5 |
15,0 |
16,5 |
18,0 |
19,0 |
20,5 |
21,5 |
23,0 |
24,0 |
25,5 |
26,5 |
|||
|
Неполное НАРУЖНОЕ Сталь |
Токарно-винторезные |
||||||||||||||||
|
Резцы с |
|||||||||||||||||
|
Карта 41 |
Листов 4 |
||||||||||||||||
|
Лист 3 |
|||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
||||
|
Время на рабочий |
|||||||||||||||||
|
Параметр |
|||||||||||||||||
|
20 |
6 |
0,64 |
0,68 |
0,73 |
0,79 |
1,05 |
1,10 |
1,20 |
— |
— |
— |
— |
— |
— |
— |
||
|
30 |
0,66 |
0,72 |
0,80 |
0,88 |
1,20 |
1,25 |
1,40 |
1,55 |
1,70 |
— |
— |
— |
— |
— |
|||
|
50 |
0,77 |
0,88 |
1,00 |
1,15 |
1,65 |
1,75 |
2,00 |
2,25 |
2,55 |
2,85 |
3,15 |
3,40 |
3,70 |
— |
|||
|
75 |
0,88 |
1,05 |
1,30 |
1,50 |
2,10 |
2,35 |
2,70 |
3,15 |
3,6 |
4,00 |
4,50 |
5,00 |
5,50 |
6,00 |
|||
|
100 |
0,93 |
1,15 |
1,45 |
1,75 |
2,40 |
2,70 |
3,10 |
3,70 |
4,25 |
4,85 |
5,50 |
6,00 |
6,50 |
7,00 |
|||
|
125 |
1,40 |
1,65 |
2,00 |
2,40 |
3,00 |
3,40 |
3,95 |
4,50 |
5,50 |
6,00 |
7,00 |
7,50 |
8,00 |
9,00 |
|||
|
150 |
1,45 |
1,80 |
2,25 |
2,70 |
3,50 |
3,90 |
4,60 |
5,50 |
6,50 |
7,50 |
8,00 |
9,00 |
10,0 |
11,0 |
|||
|
200 |
1,55 |
2,00 |
2,55 |
3,10 |
4,00 |
4,55 |
5,50 |
6,50 |
7,50 |
9,00 |
10,0 |
11,0 |
12,0 |
13,5 |
|||
|
250 |
1,70 |
2,25 |
3,00 |
3,70 |
4,75 |
5,5 |
6,5 |
8,00 |
9,50 |
11,0 |
12,5 |
13,5 |
15,0 |
17,0 |
|||
|
Неполное НАРУЖНОЕ Сталь |
Токарно-винторезные |
|||||||||||||||||||||||
|
Резцы с |
||||||||||||||||||||||||
|
Карта 41 |
Листов 4 |
|||||||||||||||||||||||
|
Лист 4 |
||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||
|
600 |
700 |
800 |
900 |
1000 |
1100 |
1200 |
1300 |
1400 |
1500 |
1600 |
1700 |
1800 |
1900 |
2000 |
||||||||||
|
Время на рабочий |
||||||||||||||||||||||||
|
Параметр |
||||||||||||||||||||||||
|
75 |
6 |
6,50 |
7,00 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||||||||
|
100 |
8,00 |
8,50 |
10,0 |
11,0 |
12,0 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||||
|
125 |
10,0 |
11,0 |
12,5 |
14,0 |
15,5 |
17,5 |
19,0 |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||||
|
150 |
12,0 |
13,5 |
15,0 |
17,0 |
19,0 |
21,5 |
23,5 |
25,0 |
27,0 |
28,5 |
— |
— |
— |
— |
— |
|||||||||
|
200 |
14,5 |
16,5 |
18,5 |
21,0 |
23,0 |
26,5 |
28,5 |
30,0 |
33,0 |
35,5 |
37,5 |
40,0 |
42,0 |
44,5 |
46,5 |
|||||||||
|
250 |
18,5 |
20,5 |
23,5 |
26,0 |
29,0 |
33,0 |
36,0 |
38,5 |
41,5 |
44,5 |
47,5 |
50,0 |
53,0 |
56,0 |
59,0 |
|||||||||
|
Поправочные |
||||||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||||||||
|
Примечание. При поперечном точении при |
||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Сталь |
Токарно-винторезные |
||||||||||||||||
|
Резцы с |
|||||||||||||||||
Карта 42 |
Листов 2 |
||||||||||||||||
|
Лист 1 |
|||||||||||||||||
|
|
|||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
||||
|
Время на рабочий |
|||||||||||||||||
|
20 |
1 |
0,86 |
0,91 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
30 |
0,92 |
0,99 |
1,05 |
1,10 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
50 |
0,93 |
1,00 |
1,20 |
1,50 |
1,75 |
1,85 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
75 |
1,05 |
1,15 |
1,25 |
1,35 |
1,95 |
2,05 |
2,25 |
2,65 |
— |
— |
— |
— |
— |
— |
|||
|
100 |
1,05 |
1,20 |
1,30 |
1,45 |
2,10 |
2,25 |
2,45 |
2,70 |
2,85 |
— |
— |
— |
— |
— |
|||
|
125 |
1,55 |
1,70 |
1,85 |
2,00 |
2,85 |
3,00 |
3,30 |
3,65 |
4,00 |
4,40 |
5,00 |
— |
— |
— |
|||
|
150 |
1,55 |
1,75 |
1,95 |
2,20 |
3,00 |
3,25 |
3,55 |
4,00 |
4,40 |
4,90 |
5,50 |
6,00 |
— |
— |
|||
|
200 |
1,60 |
1,85 |
2,10 |
2,50 |
3,30 |
3,55 |
3,95 |
4,50 |
5,00 |
5,50 |
6,00 |
6,50 |
7,50 |
8,00 |
|||
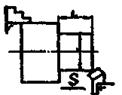
|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Ra
|
Токарно-винторезные |
|||||||||||||||||||||||||
Резцы с пластинами Т15К6 |
||||||||||||||||||||||||||
|
Карта 42 |
Листов 2 |
|||||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
800 |
||||||||
|
Время на рабочий |
||||||||||||||||||||||||||
|
250 |
1 |
1,65 |
1,95 |
2,30 |
2,70 |
3,60 |
4,00 |
4,50 |
5,00 |
6,00 |
6,50 |
7,50 |
8,00 |
8,50 |
9,50 |
10,5 |
11,0 |
12,0 |
12,5 |
— |
||||||
|
300 |
1,70 |
2,10 |
2,50 |
3,00 |
4,00 |
4,45 |
5,00 |
6,00 |
7,00 |
7,50 |
8,50 |
9,50 |
10,5 |
11,5 |
12,5 |
13,0 |
14,0 |
15,0 |
16,0 |
|||||||
|
350 |
1,80 |
2,30 |
2,80 |
3,40 |
4,50 |
5,00 |
6,00 |
7,00 |
8,00 |
9,00 |
10,5 |
11,5 |
12,5 |
14,0 |
15,0 |
16,0 |
17,0 |
18,5 |
19,5 |
|||||||
|
400 |
1,90 |
2,50 |
3,10 |
3,80 |
5,00 |
6,00 |
7,00 |
8,00 |
9,50 |
11,0 |
12,0 |
13,5 |
15,0 |
16,5 |
18,0 |
19,5 |
20,5 |
22,0 |
23,5 |
|||||||
|
Поправочные |
||||||||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||||||||
|
Длительность обработки, мин. |
До 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||||||||||
|
Примечание. При поперечном точении при |
||||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Сталь |
Токарно-винторезные |
|||||||||||||||||
|
Резцы с |
||||||||||||||||||
Карта 43 |
Листов 2 |
|||||||||||||||||
|
Лист 1 |
||||||||||||||||||
|
|
||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, |
Длина |
||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
|||||
|
Время на рабочий |
||||||||||||||||||
|
20 |
1 |
0,85 |
0,90 |
0,95 |
1,00 |
1,40 |
1,45 |
1,50 |
— |
— |
— |
— |
— |
— |
— |
|||
|
30 |
0,92 |
0,97 |
1,05 |
1,10 |
1,60 |
1,65 |
1,75 |
1,90 |
2,05 |
— |
— |
— |
— |
— |
||||
|
50 |
0,94 |
1,00 |
1,10 |
1,50 |
1,70 |
1,80 |
1,90 |
2,10 |
2,25 |
2,45 |
2,60 |
2,80 |
2,95 |
— |
||||
|
75 |
1,05 |
1,15 |
1,25 |
1,40 |
2,05 |
2,15 |
2,35 |
2,65 |
2,90 |
3,15 |
3,45 |
3,70 |
4,00 |
4,50 |
||||
|
100 |
1,10 |
1,20 |
1,35 |
1,55 |
1,85 |
2,20 |
2,60 |
2,95 |
3,30 |
3,65 |
4,00 |
4,30 |
4,70 |
5,00 |
||||
|
125 |
1,60 |
1,75 |
2,00 |
2,20 |
2,95 |
3,15 |
3,50 |
3,90 |
4,35 |
4,75 |
5,00 |
5,50 |
6,00 |
6,50 |
||||
|
150 |
1,65 |
1,85 |
2,10 |
2,40 |
3,20 |
3,45 |
3,85 |
4,40 |
4,95 |
5,50 |
6,00 |
6,50 |
7,00 |
8,00 |
||||
|
200 |
1,70 |
1,95 |
2,30 |
2,65 |
3,55 |
3,85 |
4,35 |
5,00 |
5,50 |
6,50 |
7,00 |
8,00 |
8,50 |
9,50 |
||||
|
250 |
1,80 |
2,10 |
2,55 |
2,95 |
3,95 |
4,35 |
5,00 |
6,00 |
6,50 |
7,50 |
8,50 |
9,50 |
10,5 |
11,5 |
||||
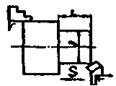
|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Ra
|
Токарно-винторезные |
||||||||||||||||||||||
Резцы с пластинами Т15К6 |
|||||||||||||||||||||||
|
Карта 43 |
Листов 2 |
||||||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
|||||||||||||||||||||
|
600 |
650 |
700 |
750 |
800 |
850 |
900 |
950 |
1000 |
1100 |
1200 |
1300 |
1400 |
1500 |
||||||||||
|
Время на рабочий |
|||||||||||||||||||||||
|
75 |
1 |
4,80 |
5,00 |
5,20 |
5,50 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||||||||
|
100 |
5,50 |
6,00 |
6,20 |
6,50 |
7,00 |
7,50 |
8,00 |
8,20 |
8,50 |
— |
— |
— |
— |
— |
|||||||||
|
125 |
7,00 |
7,50 |
8,00 |
8,50 |
9,00 |
9,50 |
10,0 |
10,5 |
11,0 |
12,5 |
13,5 |
14,0 |
— |
— |
|||||||||
|
150 |
8,50 |
9,00 |
9,50 |
10,0 |
10,5 |
11,0 |
11,5 |
12,0 |
13,0 |
14,5 |
16,0 |
17,0 |
18,0 |
19,0 |
|||||||||
|
200 |
1,00 |
11,0 |
11,5 |
12,0 |
13,0 |
13,5 |
14,0 |
15,0 |
15,5 |
17,5 |
19,0 |
20,5 |
22,0 |
23,0 |
|||||||||
|
250 |
12,5 |
13,0 |
14,0 |
15,0 |
15,5 |
16,5 |
17,5 |
18,5 |
19,0 |
21,5 |
23,5 |
25,0 |
26,5 |
28,5 |
|||||||||
|
Поправочные |
|||||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170 ..210 |
свыше 210 |
|||||||||||||||||||
|
Длительность обработки, мин. |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
||||||||||||||||||
|
Примечание. При поперечном точении при |
|||||||||||||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ Сталь |
Токарно-винторезные |
|||||||||
|
Резцы с |
||||||||||
Карта 44 |
Листов 2 |
|||||||||
|
Лист 1 |
||||||||||
|
|
||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
||||
|
Время на рабочий |
||||||||||
|
30 |
2 |
0,44 |
0,54 |
0,70 |
0,80 |
— |
— |
— |
||
|
4 |
0,50 |
0,64 |
0,85 |
1,00 |
— |
— |
— |
|||
|
50 |
2 |
0,53 |
0,63 |
0,75 |
0,88 |
1,20 |
1,35 |
— |
||
|
4 |
0,59 |
0,73 |
0,90 |
1,05 |
1,45 |
1,65 |
— |
|||
|
75 |
3 |
0,65 |
0,85 |
1,10 |
1,25 |
1,80 |
2,00 |
2,25 |
||
|
5 |
0,70 |
0,97 |
1,30 |
1,55 |
3,10 |
2,40 |
2,80 |
|||
|
100 |
3 |
0,70 |
0,93 |
1,25 |
1,45 |
2,00 |
2,25 |
2,60 |
||
|
5 |
0,80 |
1,15 |
1,60 |
1,90 |
2,60 |
3,00 |
3,50 |
|||
|
125 |
3 |
0,80 |
1,15 |
1,60 |
1,95 |
2,80 |
3,10 |
3,50 |
||
|
5 |
0,95 |
1,40 |
2,10 |
2,50 |
3,50 |
4,00 |
4,70 |
|||
|
150 |
3 |
0,88 |
1,25 |
1,90 |
2,15 |
3,00 |
3,40 |
4,00 |
||
|
5 |
1,00 |
1,60 |
2,30 |
2,90 |
4,00 |
4,50 |
5,50 |
|||
|
200 |
4 |
1,10 |
1,50 |
2,15 |
2,65 |
3,70 |
4,20 |
4,90 |
||
|
6 |
1,20 |
2,00 |
2,90 |
3,60 |
4,90 |
5,50 |
7,00 |
|||
|
250 |
4 |
1,20 |
1,70 |
2,50 |
3,10 |
4,30 |
4,90 |
6,00 |
||
|
6 |
1,40 |
2,30 |
3,40 |
4,40 |
6,00 |
7,00 |
8,00 |
|||
|
300 |
4 |
1,20 |
1,90 |
2,80 |
3,60 |
4,80 |
5,50 |
6,50 |
||
|
6 |
1,50 |
2,60 |
3,90 |
5,10 |
6,50 |
8,00 |
9,50 |
|||
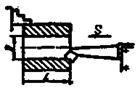

|
Неполное РАСТАЧИВАНИЕ РЕЗЦОМ, Rz
|
Токарно-винторезные |
|||||||||||||
Резцы с пластинами Т5К10 |
||||||||||||||
|
Карта 44 |
Листов 2 |
|||||||||||||
|
Лист 2 |
||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
||||||||
|
Время на рабочий |
||||||||||||||
|
350 |
4 |
1,30 |
2,15 |
3,20 |
4,10 |
5,50 |
6,50 |
7,50 |
||||||
|
6 |
1,70 |
3,00 |
4,50 |
6,00 |
7,50 |
9,00 |
11,0 |
|||||||
|
400 |
4 |
1,35 |
2,30 |
3,50 |
4,50 |
6,00 |
7,00 |
8,50 |
||||||
|
6 |
1,90 |
3,30 |
4,90 |
6,50 |
8,50 |
10,0 |
12,0 |
|||||||
|
450 |
4 |
1,50 |
2,70 |
4,00 |
5,30 |
7,00 |
8,00 |
10,0 |
||||||
|
6 |
2,10 |
3,90 |
6,00 |
7,50 |
10,0 |
12,0 |
14,5 |
|||||||
|
500 |
4 |
1,60 |
2,90 |
4,30 |
5,50 |
7,50 |
8,80 |
10,5 |
||||||
|
6 |
2,20 |
4,20 |
6,00 |
8,0 |
10,0 |
12,5 |
15,5 |
|||||||
|
Поправочные |
||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
|||||||||||
|
Состояния поверхности |
Состояние поверхности |
с коркой |
без корки |
|||||||||||
|
Коэффициент |
1,0 |
0,85 |
||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ Сталь |
Токарно-винторезные |
|||||||||||||
|
Резцы с |
||||||||||||||
Карта 45 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
75 |
4 |
0,60 |
0,70 |
0,80 |
1,00 |
1,10 |
1,20 |
1,40 |
1,60 |
— |
— |
— |
||
|
6 |
0,60 |
0,80 |
0,90 |
1,10 |
1,20 |
1,30 |
1,50 |
1,80 |
— |
— |
— |
|||
|
100 |
4 |
0,60 |
0,80 |
0,90 |
1,30 |
1,50 |
1,70 |
1,90 |
2,20 |
2,50 |
— |
— |
||
|
6 |
0,70 |
0,80 |
1,00 |
1,40 |
1,60 |
1,80 |
2,00 |
2,40 |
2,70 |
— |
— |
|||
|
125 |
4 |
0,70 |
0,80 |
1,00 |
1,50 |
1,70 |
1,90 |
2,20 |
2,60 |
3,00 |
3,30 |
— |
||
|
6 |
0,70 |
0,90 |
1,10 |
1,60 |
1,80 |
2,00 |
2,30 |
2,80 |
3,20 |
3,70 |
— |
|||
|
150 |
4 |
0,70 |
0,90 |
1,20 |
1,60 |
1,90 |
2,10 |
2,40 |
2,90 |
3,40 |
3,90 |
4,40 |
||
|
6 |
0,80 |
1,10 |
1,40 |
1,70 |
2,40 |
2,70 |
3,10 |
3,70 |
4,20 |
4,80 |
5,50 |
|||
|
200 |
4 |
0,90 |
1,20 |
1,50 |
1,80 |
2,30 |
2,90 |
3,50 |
4,10 |
4,70 |
5,50 |
6,00 |
||
|
6 |
0,90 |
1,30 |
1,70 |
2,00 |
2,60 |
3,20 |
3,80 |
4,50 |
5,50 |
6,00 |
6,00 |
|||
|
250 |
4 |
1,00 |
1,30 |
1,70 |
2,10 |
2,50 |
3,00 |
3,90 |
4,80 |
5,50 |
6,50 |
7,00 |
||
|
6 |
1,00 |
1,50 |
1,90 |
2,80 |
3,30 |
3,70 |
4,50 |
5,50 |
6,50 |
7,50 |
8,00 |
|||


|
Неполное РАСТАЧИВАНИЕ РЕЗЦОМ В ОПРАВКЕ, Rz 80, 14…12 КВАЛИТЕТСталь |
Токарно-винторезные |
||||||||||||||||||
Резцы с пластинами Т5К10 |
|||||||||||||||||||
|
Карта 45 |
Листов 2 |
||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||
|
Диаметр |
Глубина резания, t, мм, до |
Длина |
|||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
|||||||||
|
Время на рабочий |
|||||||||||||||||||
|
300 |
4 |
1,00 |
1,50 |
2,00 |
2,90 |
3,40 |
3,90 |
4,60 |
5,50 |
6,50 |
7,50 |
8,50 |
|||||||
|
6 |
1,10 |
1,60 |
2,20 |
3,20 |
3,70 |
4,30 |
5,00 |
6,00 |
7,50 |
8,50 |
10,0 |
||||||||
|
350 |
4 |
1,10 |
1,60 |
2,20 |
3,10 |
3,80 |
4,30 |
5,00 |
6,50 |
7,50 |
8,50 |
9,50 |
|||||||
|
6 |
1,20 |
1,80 |
2,50 |
3,70 |
4,40 |
5,00 |
6,00 |
7,50 |
9,00 |
10,5 |
11,5 |
||||||||
|
400 |
4 |
1,10 |
1,80 |
2,40 |
3,50 |
4,20 |
4,80 |
6,00 |
7,00 |
8,50 |
9,50 |
11,0 |
|||||||
|
6 |
1,30 |
2,00 |
2,70 |
4,00 |
4,70 |
5,50 |
6,50 |
8,00 |
10,0 |
11,5 |
13,0 |
||||||||
|
450 |
4 |
1,20 |
1,90 |
2,60 |
4,40 |
4,50 |
5,00 |
6,50 |
8,00 |
9,00 |
10,5 |
12,0 |
|||||||
|
6 |
1,30 |
2,20 |
3,00 |
4,80 |
5,50 |
6,00 |
7,50 |
9,00 |
11,0 |
13,0 |
14,5 |
||||||||
|
500 |
4 |
1,30 |
2,00 |
2,60 |
4,10 |
4,90 |
5,50 |
7,00 |
8,50 |
10,0 |
12,0 |
13,5 |
|||||||
|
6 |
1,40 |
2,30 |
4,30 |
4,70 |
5,50 |
6,50 |
8,00 |
10,0 |
12,0 |
14,0 |
16,0 |
||||||||
|
Поправочные |
|||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
|||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
||||||||||||||||
|
Состояния поверхности |
Состояние поверхности |
с коркой |
без корки |
||||||||||||||||
|
Коэффициент |
1,0 |
0,85 |
|||||||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ, Сталь |
Токарно-винторезные |
|||||||||||||
|
Резцы с |
||||||||||||||
Карта 46 |
Листов 3 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
Rz 40…Rz 20, 14…12 квалитет |
||||||||||||||
|
30 |
4…5 |
0,46 |
0,54 |
0,64 |
0,74 |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
0,56 |
0,70 |
0,85 |
1,00 |
1,40 |
1,55 |
— |
— |
— |
— |
— |
|||
|
75 |
0,68 |
0,89 |
1,10 |
1,35 |
1,85 |
2,10 |
2,45 |
2,95 |
— |
— |
— |
|||
|
100 |
0,73 |
1,00 |
1,30 |
1,60 |
2,15 |
2,45 |
2,90 |
3,50 |
4,10 |
— |
— |
|||
|
125 |
0,84 |
1,20 |
1,65 |
2,10 |
2,75 |
3,20 |
3,80 |
4,70 |
5,50 |
6,50 |
7,50 |
|||
|
150 |
0,88 |
1,30 |
1,75 |
2,25 |
2,95 |
3,50 |
4,20 |
5,00 |
6,00 |
7,00 |
8,00 |
|||


|
Неполное РАСТАЧИВАНИЕ, Rz 40…Rz
|
Токарно-винторезные |
|||||||||||||
Резцы с пластинами Т5К10 |
||||||||||||||
|
Карта 46 |
Листов 3 |
|||||||||||||
|
Лист 2 |
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
200 |
1,0 |
1,05 |
1,60 |
2,25 |
2,95 |
3,35 |
4,60 |
5,50 |
7,00 |
8,50 |
9,50 |
11,0 |
||
|
250 |
1,10 |
1,80 |
2,50 |
3,30 |
4,30 |
5,00 |
6,00 |
8,00 |
9,50 |
11,0 |
12,5 |
|||
|
300 |
1,25 |
2,10 |
3,05 |
4,10 |
5,00 |
6,00 |
7,50 |
9,50 |
11,5 |
13,5 |
15,5 |
|||
|
350 |
1,45 |
2,50 |
3,65 |
4,90 |
6,00 |
7,50 |
9,00 |
12,0 |
14,0 |
16,5 |
19,0 |
|||
|
400 |
1,55 |
2,75 |
4,05 |
5,50 |
6,50 |
8,50 |
10,5 |
13,0 |
16,0 |
18,5 |
21,0 |
|||
|
Rz 40…Rz 20, 11 квалитет |
||||||||||||||
|
30 |
1,0 |
0,63 |
0,67 |
0,71 |
0,76 |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
0,71 |
0,78 |
0,85 |
0,93 |
1,30 |
1,4 |
— |
— |
— |
— |
— |
|||
|
75 |
0,79 |
0,89 |
1,00 |
1,10 |
1,60 |
1,75 |
1,90 |
2,15 |
— |
— |
— |
|||
|
100 |
0,82 |
0,96 |
1,10 |
1,25 |
1,80 |
1,95 |
2,20 |
2,50 |
2,80 |
— |
— |
|||
|
125 |
1,25 |
1,40 |
1,60 |
1,80 |
2,30 |
2,50 |
2,75 |
3,15 |
3,55 |
3,95 |
4,30 |
|||
|
150 |
1,30 |
1,50 |
1,70 |
2,00 |
2,50 |
2,80 |
3,15 |
3,65 |
4,15 |
4,65 |
5,00 |
|||
|
Неполное РАСТАЧИВАНИЕ, Сталь |
Токарно-винторезные |
|||||||||||||||||||
|
Резцы с |
||||||||||||||||||||
|
Карта 46 |
Листов 3 |
|||||||||||||||||||
|
Лист 3 |
||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||||||||
|
Время на рабочий |
||||||||||||||||||||
|
200 |
1,0 |
1,35 |
1,60 |
1,90 |
2,20 |
2,80 |
3,15 |
3,60 |
4,20 |
4,85 |
5,50 |
6,00 |
||||||||
|
250 |
1,40 |
1,70 |
2,10 |
2,50 |
3,15 |
3,60 |
4,15 |
4,90 |
5,50 |
6,50 |
7,00 |
|||||||||
|
300 |
1,45 |
1,90 |
2,35 |
2,85 |
3,60 |
4,15 |
4,85 |
6,00 |
7,00 |
7,50 |
8,50 |
|||||||||
|
350 |
1,50 |
1,95 |
2,45 |
2,95 |
3,75 |
4,30 |
5,00 |
6,00 |
7,00 |
8,00 |
9,00 |
|||||||||
|
400 |
1,55 |
2,10 |
2,70 |
3,35 |
4,20 |
4,90 |
5,50 |
7,00 |
8,50 |
9,50 |
11,0 |
|||||||||
|
Поправочные |
||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
До 10 |
свыше 10 |
|||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ, Сталь |
Токарно-винторезные |
|||||||||||||
|
Резцы с |
||||||||||||||
Карта 47 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
30 |
1,0 |
0,88 |
0,94 |
1,00 |
1,10 |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
0,94 |
1,00 |
1,10 |
1,20 |
1,75 |
1,85 |
— |
— |
— |
— |
— |
|||
|
75 |
1,05 |
1,15 |
1,25 |
1,40 |
2,00 |
2,15 |
2,35 |
2,65 |
— |
— |
— |
|||
|
100 |
1,05 |
1,20 |
1,35 |
1,55 |
2,20 |
2,35 |
2,60 |
2,95 |
3,30 |
— |
— |
|||
|
125 |
1,55 |
1,75 |
1,95 |
2,15 |
2,90 |
3,15 |
3,45 |
3,90 |
4,35 |
4,75 |
— |
|||
|
150 |
1,6 |
1,85 |
2,10 |
2,35 |
3,20 |
3,45 |
3,85 |
4,40 |
4,95 |
5,50 |
6,00 |
|||


|
Неполное РАСТАЧИВАНИЕ, Ra 2,5 9…8 КВАЛИТЕТСталь |
Токарно-винторезные |
|||||||||||||||||
Резцы с пластинами Т15К6 |
||||||||||||||||||
|
Карта 47 |
Листов 2 |
|||||||||||||||||
|
Лист 2 |
||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||||||
|
Время на рабочий |
||||||||||||||||||
|
200 |
1,0 |
1,65 |
1,95 |
2,30 |
2,65 |
3,50 |
3,85 |
4,35 |
5,00 |
5,50 |
6,50 |
7,00 |
||||||
|
250 |
1,75 |
2,10 |
2,20 |
2,95 |
3,90 |
4,35 |
5,00 |
6,00 |
6,50 |
7,50 |
8,50 |
|||||||
|
300 |
1,85 |
2,25 |
2,80 |
3,35 |
4,45 |
4,95 |
6,00 |
7,00 |
8,00 |
9,00 |
10,0 |
|||||||
|
350 |
1,95 |
2,50 |
3,15 |
3,85 |
4,80 |
5,50 |
6,50 |
8,00 |
9,50 |
10,5 |
12,0 |
|||||||
|
400 |
2,00 |
2,55 |
3,30 |
4,00 |
5,00 |
6,00 |
7,00 |
8,50 |
10,0 |
11,5 |
13,0 |
|||||||
|
450 |
2,10 |
2,80 |
3,65 |
4,55 |
6,00 |
7,00 |
8,00 |
10,0 |
11,5 |
13,5 |
15,0 |
|||||||
|
500 |
2,25 |
3,10 |
4,20 |
5,00 |
7,00 |
8,00 |
9,50 |
11,5 |
14,0 |
16,0 |
18,0 |
|||||||
|
Поправочные |
||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
|||||||||||||||
|
Неполное штучное время ОТРЕЗАНИЕ, Сталь |
Токарно-винторезные |
||||||
|
Резцы с |
|||||||
Карта 48 |
Листов 3 |
||||||
|
Лист 1 |
|||||||
|
|
|||||||
|
I. Отрезание деталей сплошного сечения |
|||||||
|
Диаметр |
Ширина резца В, |
Время на рабочий |
Режимы резания |
||||
|
So, |
V, |
Np, кВт |
|||||
|
10 |
2,0 |
0,77 |
0,05 |
40 |
1,0 |
||
|
20 |
3,0 |
0,82 |
0,06 |
80 |
2,0 |
||
|
30 |
0,83 |
0,08 |
120 |
2,9 |
|||
|
40 |
4,0 |
0,97 |
0,09 |
100 |
2,9 |
||
|
60 |
1,25 |
0,11 |
95 |
2,9 |
|||
|
80 |
5,0 |
1,50 |
0,13 |
90 |
4,1 |
||
|
90 |
1,90 |
0,13 |
90 |
4,1 |
|||
|
100 |
2,15 |
0,15 |
80 |
3,4 |
|||

|
Неполное ОТРЕЗАНИЕ,Сталь |
Токарно-винторезные |
|||||||||||||||
Резцы с пластинами Т15К6 |
||||||||||||||||
|
Карта 48 |
Листов 3 |
|||||||||||||||
|
Лист 2 |
||||||||||||||||
|
|
||||||||||||||||
|
II. Отрезание деталей с отверстием и труб |
||||||||||||||||
|
Диаметр |
Ширина резца B, |
Длина хода или |
Режимы резания |
|||||||||||||
|
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
So, мм/об |
V, |
Np, кВт |
||||
|
Время на рабочий ход, мин |
||||||||||||||||
|
50 |
4 |
0,80 |
0,91 |
— |
— |
— |
— |
— |
— |
— |
— |
0,11 |
95 |
3,0 |
||
|
75 |
0,86 |
1,00 |
1,20 |
— |
— |
— |
— |
— |
— |
— |
0,13 |
90 |
2,9 |
|||
|
100 |
5 |
0,89 |
1,05 |
1,30 |
1,55 |
— |
— |
— |
— |
— |
— |
0,18 |
80 |
3,4 |
||
|
125 |
6 |
0,92 |
1,10 |
1,40 |
1,65 |
1,80 |
— |
— |
— |
— |
— |
0,20 |
63 |
3,4 |
||
|
150 |
1,10 |
1,40 |
1,80 |
2,25 |
2,70 |
3,35 |
— |
— |
— |
— |
0,20 |
60 |
3,4 |
|||
|
200 |
8 |
1,20 |
1,55 |
2,10 |
2,65 |
3,20 |
3,95 |
4,50 |
5,00 |
— |
— |
0,20 |
62 |
4,1 |
||
|
250 |
10 |
1,30 |
1,80 |
2,45 |
3,15 |
3,80 |
4,70 |
5,50 |
6,00 |
6,50 |
— |
0,20 |
59 |
5,8 |
||

|
Неполное ОТРЕЗАНИЕ, Сталь |
Токарно-винторезные |
|||||||||||||||||||||
|
Резцы с |
||||||||||||||||||||||
|
Карта 48 |
Листов 3 |
|||||||||||||||||||||
|
Лист 3 |
||||||||||||||||||||||
|
II. Отрезание деталей с отверстием и труб |
||||||||||||||||||||||
|
Диаметр |
Ширина резца В, |
Длина хода или |
Режимы резания |
|||||||||||||||||||
|
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
So, мм/об |
V, |
Np, кВт |
||||||||||
|
Время на рабочий ход, мин |
||||||||||||||||||||||
|
300 |
12 |
1,50 |
2,10 |
2,95 |
3,80 |
4,70 |
5,50 |
6,50 |
7,50 |
8,50 |
9,00 |
0,20 |
59 |
5,8 |
||||||||
|
350 |
1,75 |
2,50 |
3,55 |
4,65 |
5,50 |
7,00 |
8,00 |
9,00 |
10,0 |
11,0 |
0,20 |
55 |
5,8 |
|||||||||
|
400 |
14 |
2,00 |
3,00 |
4,50 |
5,50 |
7,00 |
8,50 |
9,00 |
11,0 |
12,5 |
13,5 |
0,20 |
50 |
5,8 |
||||||||
|
Поправочные |
||||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||||||
|
Неполное штучное время ОТРЕЗАНИЕ, Сталь |
Токарно-винторезные |
||||||
|
Резцы из стали |
|||||||
Карта 49 |
Листов 3 |
||||||
|
Лист 1 |
|||||||
|
|
|||||||
|
I. Отрезание деталей сплошного сечения |
|||||||
|
Диаметр |
Ширина резца В, |
Время на рабочий |
Режимы резания |
||||
|
So, мм/об |
V, |
Np, кВт |
|||||
|
10 |
2,0 |
0,90 |
0,06 |
31,5 |
1,2 |
||
|
20 |
3,0 |
1,00 |
0,08 |
42 |
1,7 |
||
|
30 |
1,50 |
0,09 |
30 |
1,2 |
|||
|
40 |
4,0 |
1,80 |
0,10 |
32,5 |
1,4 |
||
|
60 |
2,70 |
0,12 |
30 |
1,4 |
|||
|
80 |
5,0 |
4,30 |
0,14 |
25 |
1,7 |
||
|
90 |
5,00 |
0,14 |
23 |
1,7 |
|||
|
100 |
6,40 |
0,15 |
20 |
1,4 |
|||

|
Неполное штучное время ОТРЕЗАНИЕ,Сталь |
Токарно-винторезные |
||||||||||||||||
Резцы из стали Р6М5 |
|||||||||||||||||
|
Карта 49 |
Листов 3 |
||||||||||||||||
|
Лист 2 |
|||||||||||||||||
|
|
|||||||||||||||||
|
II. Отрезание деталей с отверстием и труб |
|||||||||||||||||
|
Диаметр |
Ширина резца В, |
Длина хода или |
Режимы резания |
||||||||||||||
|
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
Sо, мм/об |
V, |
Np, кВт |
|||||
|
Время на рабочий ход, мин |
|||||||||||||||||
|
50 |
4 |
1,00 |
1,30 |
— |
— |
— |
— |
— |
— |
— |
— |
0,11 |
39 |
1,3 |
|||
|
75 |
1,10 |
1,80 |
2,50 |
— |
— |
— |
— |
— |
— |
— |
0,13 |
29 |
1,2 |
||||
|
100 |
5 |
1,10 |
1,90 |
2,60 |
— |
— |
— |
— |
— |
— |
— |
0,17 |
31,5 |
1,4 |
|||
|
125 |
6 |
1,20 |
2,00 |
2,80 |
3,50 |
4,30 |
— |
— |
— |
— |
— |
0,18 |
31 |
1,6 |
|||
|
150 |
1,30 |
2,20 |
3,00 |
3,80 |
4,70 |
5,50 |
— |
— |
— |
— |
0,20 |
20,5 |
1,9 |
||||
|
200 |
8 |
1,50 |
2,60 |
3,80 |
5,00 |
6,00 |
7,50 |
8,50 |
9,50 |
— |
— |
0,25 |
24 |
2,3 |
|||
|
250 |
10 |
1,60 |
3,10 |
4,60 |
6,00 |
7,50 |
9,00 |
10,5 |
12,0 |
13,5 |
— |
0,30 |
19,5 |
2,4 |
|||
|
Неполное ОТРЕЗАНИЕ, Сталь |
Токарно-винторезные |
|||||||||||||||||||||||||||||||
|
Резцы из стали |
||||||||||||||||||||||||||||||||
|
Карта 49 |
Листов 3 |
|||||||||||||||||||||||||||||||
|
Лист 3 |
||||||||||||||||||||||||||||||||
|
II. Отрезание деталей с отверстием и труб |
||||||||||||||||||||||||||||||||
|
Диаметр |
Ширина резца B, |
Длина хода или |
Режимы резания |
|||||||||||||||||||||||||||||
|
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
So, мм/об |
V, |
Np, кВт |
||||||||||||||||||||
|
Время на рабочий ход, мин |
||||||||||||||||||||||||||||||||
|
300 |
12 |
1,90 |
3,70 |
5,50 |
7,50 |
9,50 |
11,0 |
13,0 |
15,0 |
16,5 |
18,5 |
0,30 |
19,5 |
2,5 |
||||||||||||||||||
|
350 |
2,10 |
4,00 |
6,00 |
8,50 |
10,5 |
12,5 |
14,5 |
15,5 |
18,5 |
21,0 |
19 |
2,7 |
||||||||||||||||||||
|
400 |
14 |
2,30 |
4,50 |
7,00 |
9,00 |
11,5 |
14,0 |
16,0 |
18,5 |
20,5 |
23,0 |
2,9 |
||||||||||||||||||||
|
Поправочные |
||||||||||||||||||||||||||||||||
|
Обрабатываемой стали и |
Группа стали |
Углеродистые, |
Марганцовистые, |
|||||||||||||||||||||||||||||
|
НВ |
до 170 |
170 |
210 |
свыше 210 |
до 170 |
170…210 |
свыше 210 |
|||||||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
|||||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
1,0 |
1,1 |
1,1 |
1,2 |
1,2 |
1,3 |
|||||||||||||||||||||
|
Нанесения износостойких |
Нанесение износостойкого |
Без нанесения |
С нанесением |
|||||||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||||||||||||||||||||||||
|
Неполное штучное время ПРОРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||
|
Резцы с |
|||||||||||
Карта 50 |
Листов 2 |
||||||||||
|
Лист 1 |
|||||||||||
|
|
|||||||||||
|
Диаметр |
Ширина паза В, |
Число рабочих ходов |
Глубина паза t , мм, до |
||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
|||||
|
Время на |
|||||||||||
|
30 |
5 |
1 |
0,7 |
0,7 |
— |
— |
— |
— |
— |
||
|
10 |
0,7 |
0,7 |
— |
— |
— |
— |
— |
||||
|
50 |
5 |
1 |
0,7 |
0,8 |
0,9 |
— |
— |
— |
— |
||
|
10 |
0,7 |
0,8 |
0,8 |
— |
— |
— |
— |
||||
|
75 |
5 |
1 |
0,8 |
0,8 |
0,9 |
— |
— |
— |
— |
||
|
10 |
0,7 |
0,8 |
0,9 |
— |
— |
— |
— |
||||
|
100 |
5 |
1 |
0,8 |
0,9 |
1,0 |
— |
— |
— |
— |
||
|
10 |
0,8 |
0,8 |
0,9 |
1,0 |
1,2 |
— |
— |
||||
|
20 |
2 |
— |
— |
1,2 |
1,4 |
1,7 |
— |
— |
|||
|
125 |
5 |
0,8 |
1,0 |
1,1 |
— |
— |
— |
— |
|||
|
10 |
0,8 |
0,9 |
1,0 |
1,1 |
1,3 |
— |
— |
||||
|
20 |
2 |
— |
— |
1,4 |
1,6 |
1,9 |
2,2 |
— |
|||
|
150 |
5 |
1 |
0,9 |
1,0 |
1,2 |
— |
— |
— |
— |
||
|
10 |
0,8 |
1,0 |
1,1 |
1,3 |
1,4 |
— |
— |
||||
|
20 |
2 |
— |
— |
1,6 |
1,9 |
2,2 |
2,7 |
3,1 |
|||

|
Неполное ПРОРЕЗАНИЕ НАРУЖНЫХ ПАЗОВ, Rz 80, 14…12 КВАЛИТЕТСталь |
Токарно-винторезные |
|||||||||||||||||||||||||
Резцы с пластинами Т5К10 |
||||||||||||||||||||||||||
|
Карта 50 |
Листов 2 |
|||||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||||
|
Диаметр |
Ширина паза B, мм, до |
Число рабочих ходов |
Глубина паза t, мм, до |
|||||||||||||||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
||||||||||||||||||
|
Время на |
||||||||||||||||||||||||||
|
200 |
5 |
1 |
1,0 |
1,1 |
1,4 |
— |
— |
— |
— |
— |
— |
|||||||||||||||
|
10 |
0,9 |
1,0 |
1,2 |
1,4 |
1,7 |
— |
— |
— |
— |
|||||||||||||||||
|
20 |
2 |
— |
— |
1,8 |
2,2 |
2,6 |
3,2 |
3,7 |
4,2 |
4,7 |
||||||||||||||||
|
250 |
5 |
1 |
1,0 |
1,3 |
1,6 |
— |
— |
— |
— |
— |
— |
|||||||||||||||
|
10 |
1,0 |
1,1 |
1,4 |
1,6 |
1,9 |
— |
— |
— |
— |
|||||||||||||||||
|
20 |
2 |
— |
— |
2,1 |
2,6 |
3,2 |
3,9 |
4,5 |
5,0 |
5,5 |
||||||||||||||||
|
300 |
5 |
1 |
1,1 |
1,4 |
1,8 |
— |
— |
— |
— |
— |
— |
|||||||||||||||
|
10 |
1,0 |
1,3 |
1,6 |
1,9 |
2,3 |
— |
— |
— |
— |
|||||||||||||||||
|
20 |
2 |
— |
— |
2,5 |
3,1 |
3,8 |
4,7 |
5,5 |
6,0 |
7,0 |
||||||||||||||||
|
350 |
10 |
1 |
1,2 |
1,5 |
2,0 |
2,4 |
2,9 |
— |
— |
— |
— |
|||||||||||||||
|
20 |
2 |
— |
— |
3,3 |
4,1 |
5,0 |
6,5 |
7,5 |
8,5 |
9,5 |
||||||||||||||||
|
400 |
10 |
1 |
1,3 |
1,6 |
2,1 |
2,6 |
3,2 |
3,9 |
4,5 |
5,0 |
5,5 |
|||||||||||||||
|
20 |
2 |
— |
— |
3,6 |
4,5 |
5,5 |
7,0 |
8,5 |
9,5 |
10,5 |
||||||||||||||||
|
Поправочные |
||||||||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||||||||
|
Длительность обработки, мин. |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||||||||||
|
Примечание: При обработке пазов с |
||||||||||||||||||||||||||
|
Неполное штучное время ПРОРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||||
|
Резцы из стали |
|||||||||||||
Карта 51 |
Листов 2 |
||||||||||||
|
Лист 1 |
|||||||||||||
|
|
|||||||||||||
|
Диаметр обрабатываемой |
Ширина паза В, |
Число рабочих |
Глубина паза t, мм, до |
||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
|||||
|
Время на |
|||||||||||||
|
30 |
5 |
1 |
0,8 |
0,9 |
— |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,8 |
0,8 |
— |
— |
— |
— |
— |
— |
— |
||||
|
-50 |
5 |
1 |
0,8 |
0,9 |
1,0 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,8 |
0,9 |
1,0 |
— |
— |
— |
— |
— |
— |
||||
|
75 |
5 |
1 |
0,9 |
1,1 |
1,3 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,9 |
1,0 |
1,2 |
1,4 |
1,6 |
— |
— |
— |
— |
||||
|
-100 |
5 |
1 |
1,0 |
1,1 |
1,4 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,9 |
1,1 |
1,3 |
1,5 |
1,8 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
2,0 |
2,3 |
2,9 |
— |
— |
— |
— |
|||
|
150 |
5 |
1 |
1,1 |
1,4 |
1,8 |
— |
— |
— |
— |
— |
— |
||
|
10 |
1,1 |
1,3 |
1,6 |
1,9 |
2,3 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
3,1 |
3,8 |
4,6 |
5,5 |
6,5 |
— |
— |
|||
|
200 |
5 |
1 |
1,2 |
1,6 |
2,1 |
— |
— |
— |
— |
— |
— |
||
|
10 |
1,1 |
1,4 |
1,8 |
2,2 |
2,6 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
3,6 |
4,4 |
5,5 |
6,5 |
7,5 |
8,5 |
9,5 |
|||

|
Неполное ПРОРЕЗАНИЕ НАРУЖНЫХ ПАЗОВ, Rz 80, 14…12 КВАЛИТЕТСталь |
Токарно-винторезные |
||||||||||||||||||||||||||
Резцы из стали Р6М5 |
|||||||||||||||||||||||||||
|
Карта 51 |
Листов 2 |
||||||||||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Ширина паза B, мм, до |
Число рабочих |
Глубина паза t, мм, до |
||||||||||||||||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
|||||||||||||||||||
|
Время на |
|||||||||||||||||||||||||||
|
250 |
5 |
1 |
1,4 |
1,8 |
2,4 |
— |
— |
— |
— |
— |
— |
||||||||||||||||
|
10 |
1,3 |
1,6 |
2,1 |
2,5 |
3,1 |
— |
— |
— |
— |
||||||||||||||||||
|
20 |
2 |
— |
— |
4,2 |
5,0 |
6,5 |
8,0 |
9,0 |
10 |
11,5 |
|||||||||||||||||
|
300 |
5 |
1 |
1,6 |
2,1 |
2,9 |
— |
— |
— |
— |
— |
— |
||||||||||||||||
|
10 |
1,4 |
1,9 |
2,5 |
3,1 |
3,9 |
— |
— |
— |
— |
||||||||||||||||||
|
20 |
2 |
— |
— |
5,0 |
6,5 |
8,0 |
9,5 |
11,5 |
13 |
14,5 |
|||||||||||||||||
|
350 |
10 |
1 |
1,7 |
2,4 |
3,1 |
3,9 |
4,9 |
— |
— |
— |
— |
||||||||||||||||
|
20 |
2 |
— |
— |
6,0 |
8,0 |
10 |
12,5 |
14,5 |
16,5 |
18,5 |
|||||||||||||||||
|
400 |
10 |
1 |
1,8 |
2,7 |
3,6 |
4,5 |
6,0 |
— |
— |
— |
— |
||||||||||||||||
|
20 |
2 |
— |
— |
7,0 |
9,0 |
12 |
14,5 |
17 |
19,5 |
21 |
|||||||||||||||||
|
450 |
10 |
1 |
2,1 |
3,2 |
4,3 |
5,5 |
7,0 |
— |
— |
— |
— |
||||||||||||||||
|
20 |
2 |
— |
— |
8,5 |
11 |
14 |
18 |
21 |
24 |
27 |
|||||||||||||||||
|
500 |
10 |
1 |
2,3 |
3,4 |
4,6 |
6,0 |
7,5 |
— |
— |
— |
— |
||||||||||||||||
|
20 |
2 |
— |
— |
9,5 |
12 |
15,5 |
19,5 |
23 |
26,5 |
29,5 |
|||||||||||||||||
|
Поправочные |
|||||||||||||||||||||||||||
|
Обрабатываемой стали и |
Группа стали |
Углеродистые, |
Марганцовистые, |
||||||||||||||||||||||||
|
НВ |
до 170 |
170…210 |
свыше 210 |
до 170 |
170…210 |
свыше 210 |
|||||||||||||||||||||
|
Длительность обработки, мин. |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
1,0 |
1,1 |
1,1 |
1,2 |
1,2 |
1,3 |
||||||||||||||||
|
Нанесения износостойких |
Нанесение износостойкого |
Без нанесения |
С нанесением |
||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
|||||||||||||||||||||||||
|
Примечание: При обработке пазов с параметром шероховатости Rz 20 время по карте принимать с коэффициентом К = 1,2. |
|||||||||||||||||||||||||||
|
Неполное штучное время ПРОРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||||
|
Резцы с |
|||||||||||||
Карта 52 |
Листов 2 |
||||||||||||
|
Лист 1 |
|||||||||||||
|
|
|||||||||||||
|
Диаметр |
Ширина паза В, |
Число рабочих |
Глубина паза t, мм, до |
||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
|||||
|
Время на |
|||||||||||||
|
30 |
5 |
1 |
0,8 |
0,9 |
— |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,8 |
0,8 |
— |
— |
— |
— |
— |
— |
— |
||||
|
50 |
5 |
1 |
0,9 |
0,9 |
1,0 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,8 |
0,9 |
1,0 |
— |
— |
— |
— |
— |
— |
||||
|
75 |
5 |
1 |
0,9 |
1,0 |
1,1 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,9 |
0,9 |
1,0 |
— |
— |
— |
— |
— |
— |
||||
|
100 |
5 |
1 |
0,9 |
1,0 |
1,2 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,9 |
1,0 |
1,1 |
1,2 |
1,3 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
1,2 |
2,4 |
2,7 |
— |
— |
— |
— |
|||
|
125 |
5 |
1 |
1,0 |
1,1 |
1,2 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,9 |
1,0 |
1,2 |
1,3 |
1,5 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
2,4 |
2,7 |
3,0 |
3,5 |
— |
— |
— |
|||
|
150 |
5 |
1 |
1,0 |
1,2 |
1,3 |
— |
— |
— |
— |
— |
— |
||
|
10 |
1,0 |
1,1 |
2,6 |
1,5 |
1,7 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
1,6 |
3,0 |
3,4 |
4,0 |
4,5 |
— |
— |
|||
|
200 |
5 |
1 |
1,1 |
1,3 |
1,6 |
— |
— |
— |
— |
— |
— |
||
|
10 |
1,0 |
1,2 |
1,4 |
1,7 |
1,9 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
2,9 |
3,3 |
3,9 |
4,6 |
5,0 |
6,0 |
6,5 |
|||
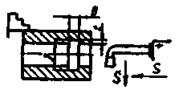
|
Неполное ПРОРЕЗАНИЕ ПАЗОВ В ОТВЕРСТИЯХ Rz 80, 14…12 КВАЛИТЕТСталь |
Токарно-винторезные |
||||||||||||||||||
Резцы с пластинами Т15К6 |
|||||||||||||||||||
|
Карта 52 |
Листов 2 |
||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||
|
Диаметр |
Ширина паза B, мм, до |
Число рабочих ходов |
Глубина паза t, мм, до |
||||||||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
|||||||||||
|
Время на |
|||||||||||||||||||
|
250 |
5 |
1 |
1,2 |
1,5 |
1,8 |
— |
— |
— |
— |
— |
— |
||||||||
|
10 |
1,1 |
1,3 |
1,6 |
1,9 |
2,3 |
— |
— |
— |
— |
||||||||||
|
20 |
2 |
— |
— |
2,3 |
3,8 |
4,6 |
5,5 |
6,0 |
7,0 |
7,5 |
|||||||||
|
300 |
5 |
1 |
1,3 |
1,7 |
2,2 |
— |
— |
— |
— |
— |
— |
||||||||
|
10 |
1,2 |
1,5 |
1,8 |
2,2 |
2,7 |
— |
— |
— |
— |
||||||||||
|
20 |
2 |
— |
— |
3,0 |
3,5 |
4,5 |
6,5 |
7,5 |
8,5 |
9,5 |
|||||||||
|
350 |
10 |
1 |
1,3 |
1,7 |
2,1 |
2,6 |
3,2 |
— |
— |
— |
— |
||||||||
|
20 |
2 |
— |
— |
4,3 |
5,5 |
6,5 |
8,0 |
9,0 |
10 |
11,5 |
|||||||||
|
400 |
10 |
1 |
1,5 |
1,9 |
2,5 |
3,1 |
3,8 |
— |
— |
— |
— |
||||||||
|
20 |
2 |
— |
— |
5,0 |
6,5 |
8,0 |
9,5 |
11 |
12,5 |
14 |
|||||||||
|
450 |
10 |
1 |
1,7 |
2,2 |
3,0 |
3,7 |
4,7 |
— |
— |
— |
— |
||||||||
|
20 |
2 |
— |
— |
6,0 |
7,5 |
9,5 |
11,5 |
13,5 |
15,5 |
17,5 |
|||||||||
|
500 |
10 |
1 |
1,9 |
2,6 |
3,5 |
4,4 |
5,5 |
— |
— |
— |
— |
||||||||
|
20 |
2 |
— |
— |
7,0 |
9,0 |
11,5 |
14 |
16,5 |
19 |
21 |
|||||||||
|
Поправочные |
|||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
|||||||||||||||
|
Длительность обработки, мин. |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
||||||||||||||
|
Примечание: При обработке пазов с |
|||||||||||||||||||
|
Неполное штучное время ПРОРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||||
|
Резцы из стали |
|||||||||||||
Карта 53 |
Листов 2 |
||||||||||||
|
Лист 1 |
|||||||||||||
|
|
|||||||||||||
|
Диаметр |
Ширина паза В, |
Число рабочих |
Глубина паза t, мм, до |
||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
|||||
|
Время на |
|||||||||||||
|
30 |
5 |
1 |
0,9 |
1,0 |
— |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,9 |
1,0 |
— |
— |
— |
— |
— |
— |
— |
||||
|
50 |
5 |
1 |
1,0 |
1,1 |
1,2 |
— |
— |
— |
— |
— |
— |
||
|
10 |
0,9 |
1,1 |
1,2 |
— |
— |
— |
— |
— |
— |
||||
|
75 |
5 |
1 |
1,1 |
1,3 |
1,6 |
— |
— |
— |
— |
— |
— |
||
|
10 |
1,0 |
1,2 |
1,4 |
1,6 |
1,9 |
— |
— |
— |
— |
||||
|
100 |
5 |
1 |
1,1 |
1,4 |
1,6 |
— |
— |
— |
— |
— |
— |
||
|
10 |
1,1 |
1,2 |
1,5 |
1,7 |
2,0 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
2,9 |
3,4 |
4,0 |
— |
— |
— |
— |
|||
|
125 |
5 |
1 |
1,2 |
1,5 |
1,9 |
— |
— |
— |
— |
— |
— |
||
|
10 |
1,2 |
1,3 |
1,7 |
2,0 |
2,4 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
3,3 |
4,0 |
4,7 |
— |
— |
— |
— |
|||
|
150 |
5 |
1 |
1,4 |
1,7 |
2,2 |
— |
— |
— |
— |
— |
— |
||
|
10 |
1,2 |
1,5 |
1,9 |
2,3 |
2,8 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
3,7 |
4,5 |
5,5 |
6,5 |
7,5 |
— |
— |
|||
|
200 |
5 |
1 |
1,5 |
2,0 |
2,5 |
— |
— |
— |
— |
— |
— |
||
|
10 |
1,3 |
1,7 |
2,2 |
2,7 |
3,2 |
— |
— |
— |
— |
||||
|
20 |
2 |
— |
— |
4,3 |
5,0 |
6,5 |
8,0 |
9,0 |
10 |
11,5 |
|||

|
Неполное ПРОРЕЗАНИЕ ПАЗОВ В ОТВЕРСТИЯХ Rz 80, 14…12 КВАЛИТЕТСталь |
Токарно-винторезные |
||||||||||||||||||||||||||
Резцы из стали Р6М5 |
|||||||||||||||||||||||||||
|
Карта 53 |
Листов 2 |
||||||||||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Ширина паза В, |
Число рабочих |
Глубина паза t , мм, до |
||||||||||||||||||||||||
|
2 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
|||||||||||||||||||
|
Время на |
|||||||||||||||||||||||||||
|
250 |
5 |
1 |
1,7 |
2,3 |
3,1 |
— |
— |
— |
— |
— |
— |
||||||||||||||||
|
10 |
1,5 |
2,0 |
2,6 |
3,2 |
3,9 |
— |
— |
— |
— |
||||||||||||||||||
|
20 |
2 |
— |
— |
5,0 |
6,5 |
8,0 |
9,5 |
11 |
12,5 |
14 |
|||||||||||||||||
|
300 |
5 |
1 |
2,0 |
2,7 |
3,7 |
— |
— |
— |
— |
— |
— |
||||||||||||||||
|
10 |
1,7 |
2,3 |
3,1 |
3,8 |
4,8 |
— |
— |
— |
— |
||||||||||||||||||
|
70 |
2 |
— |
— |
6,0 |
7,5 |
9,5 |
11,5 |
13,5 |
15,5 |
17,5 |
|||||||||||||||||
|
350 |
10 |
1 |
1,0 |
2,7 |
3,6 |
4,5 |
5,5 |
— |
— |
— |
— |
||||||||||||||||
|
70 |
2 |
— |
— |
7,0 |
9,0 |
11,5 |
14 |
16,5 |
18 |
21 |
|||||||||||||||||
|
400 |
10 |
1 |
2,2 |
3,1 |
4,3 |
5,5 |
7,0 |
— |
— |
— |
— |
||||||||||||||||
|
70 |
2 |
— |
— |
8,5 |
11 |
3,5 |
17 |
70 |
23 |
26 |
|||||||||||||||||
|
450 |
10 |
1 |
2,4 |
3,4 |
4,6 |
6,0 |
7,5 |
— |
— |
— |
— |
||||||||||||||||
|
70 |
2 |
— |
— |
9,0 |
11,5 |
15 |
19 |
22 |
25,5 |
28,5 |
|||||||||||||||||
|
500 |
10 |
1 |
2,8 |
4,1 |
5,5 |
7,5 |
9,5 |
— |
— |
— |
— |
||||||||||||||||
|
20 |
2 |
— |
— |
11,5 |
14,5 |
18,5 |
23,5 |
28 |
31,5 |
36 |
|||||||||||||||||
|
Поправочные |
|||||||||||||||||||||||||||
|
Обрабатываемой стали и |
Группа стали |
Углеродистые, |
Марганцовистые, |
||||||||||||||||||||||||
|
НВ |
до 170 |
170…210 |
свыше 210 |
до 170 |
170…210 |
свыше 210 |
|||||||||||||||||||||
|
Длительность обработки, мин. |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
1,0 |
1,1 |
1,1 |
1,2 |
1,2 |
1,3 |
||||||||||||||||
|
Нанесения износостойких |
Нанесение износостойкого |
Без нанесения |
С нанесением |
||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
|||||||||||||||||||||||||
|
Примечание. При обработке пазов с |
|||||||||||||||||||||||||||
|
Неполное штучное время ТОЧЕНИЕ Сталь |
Токарно-винторезные |
|||||||||||||
|
Резцы с |
||||||||||||||
Карта 54 |
Листов 4 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Наибольший диаметр |
Наименьший диаметр |
Глубина резания t |
Длина |
Число рабочих ходов, |
Режимы резания |
|||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
Sо, |
V, |
Nр, кВт |
||||||
|
Время на поверхность, мин |
||||||||||||||
|
30 |
20 |
5 |
1,0 |
1,1 |
1,4 |
1,5 |
1,8 |
1,9 |
1 |
0,2 |
94 |
До 1,0 |
||
|
10 |
1,8 |
1,9 |
2,2 |
2,4 |
3,0 |
3,2 |
2 |
|||||||
|
50 |
40 |
1,1 |
1,3 |
1,6 |
1,8 |
2,2 |
2,4 |
1 |
99 |
|||||
|
30 |
1,9 |
2,2 |
2,6 |
2,9 |
3,6 |
3,9 |
2 |
|||||||
|
20 |
2,3 |
2,7 |
3,3 |
3,7 |
4,6 |
5,0 |
3 |
|||||||
|
70 |
60 |
1,2 |
1,4 |
1,7 |
1,9 |
2,4 |
2,6 |
1 |
0,4…0,2 |
94…118 |
||||
|
50 |
1,9 |
2,2 |
2,7 |
3,1 |
3,8 |
4,1 |
2 |
|||||||
|
40 |
2,4 |
2,8 |
3,5 |
3,9 |
4,9 |
5,0 |
3 |
|||||||
|
100 |
90 |
1,3 |
1,7 |
2,1 |
2,5 |
3,0 |
3,4 |
1 |
99…118 |
|||||
|
80 |
2,1 |
2,7 |
3,3 |
3,9 |
4,8 |
5,5 |
2 |
|||||||
|
70 |
2,6 |
3,3 |
4,2 |
4,9 |
6,0 |
7,0 |
3 |
|||||||
|
125 |
115 |
1,8 |
2,2 |
2,8 |
3,0 |
3,9 |
4,3 |
1 |
0,5…0,3 |
98…118 |
||||
|
105 |
2,7 |
3,3 |
4,1 |
5,0 |
6,0 |
6,5 |
2 |
|||||||
|
95 |
3,4 |
4,2 |
5,5 |
6,0 |
7,5 |
8,5 |
3 |
|||||||


|
Неполное ТОЧЕНИЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ Rz 80…Rz 40, 14…12
|
Токарно-винторезные |
|||||||||||||
Резцы с пластинами Т5К10 |
||||||||||||||
|
Карта 54 |
Листов 4 |
|||||||||||||
|
Лист 2 |
||||||||||||||
|
Наибольший диаметр |
Наименьший диаметр |
Глубина резания t, мм, до |
Длина |
Число рабочих ходов, |
Режимы резания |
|||||||||
|
175 |
200 |
225 |
250 |
275 |
300 |
Sо, |
V, м/мин |
Nр, кВт |
||||||
|
Время на поверхность, мин |
||||||||||||||
|
30 |
20 |
5 |
2,0 |
2,2 |
— |
— |
— |
— |
1 |
0,2 |
94 |
До 1,0 |
||
|
10 |
3,3 |
3,5 |
— |
— |
— |
— |
2 |
|||||||
|
50 |
40 |
2,6 |
2,8 |
3,0 |
3,2 |
3,8 |
4,0 |
1 |
99 |
|||||
|
30 |
4,2 |
4,5 |
4,7 |
5,0 |
6,0 |
6,5 |
2 |
|||||||
|
20 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
3 |
|||||||
|
70 |
60 |
2,8 |
3,0 |
3,2 |
3,5 |
4,0 |
4,3 |
1 |
0,4…0,2 |
94…118 |
||||
|
50 |
4,5 |
4,8 |
5,0 |
5,5 |
6,5 |
7,0 |
2 |
|||||||
|
40 |
5,5 |
6,0 |
6,5 |
7,0 |
8,5 |
9,0 |
3 |
|||||||
|
100 |
90 |
3,7 |
4,1 |
4,4 |
4,8 |
5,5 |
6,0 |
1 |
99…118 |
|||||
|
80 |
6,0 |
6,5 |
7,0 |
7,5 |
8,5 |
9,0 |
2 |
|||||||
|
70 |
7,5 |
8,0 |
9,0 |
10,5 |
11 |
11,5 |
3 |
|||||||
|
125 |
115 |
4,7 |
5,0 |
5,5 |
6,0 |
7,0 |
7,5 |
1 |
0,5…0,3 |
98…118 |
||||
|
105 |
7,0 |
7,5 |
8,0 |
9,0 |
10,5 |
11 |
2 |
|||||||
|
95 |
9,0 |
10 |
12 |
13 |
13,5 |
14,5 |
3 |
|||||||
|
Неполное ТОЧЕНИЕ Сталь |
Токарно-винторезные |
||||||||||||
|
Резцы с |
|||||||||||||
|
Карта 54 |
Листов 4 |
||||||||||||
|
Лист 3 |
|||||||||||||
|
Наибольший диаметр |
Наименьший диаметр |
Глубина резания t, мм, до |
Длина |
Число рабочих |
Режимы резания |
||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
Sо, |
V, м/мин |
Nр, кВт |
|||||
|
Время на поверхность, мин |
|||||||||||||
|
150 |
135 |
5 |
1,9 |
2,4 |
3,1 |
3,7 |
4,6 |
5,0 |
1 |
0,5…0,3 |
98…118 |
До 1,0 |
|
|
120 |
3,3 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
2 |
||||||
|
100 |
4,7 |
5,5 |
6,5 |
7,5 |
9,0 |
10 |
3 |
||||||
|
200 |
185 |
2,0 |
2,7 |
3,6 |
4,4 |
5,5 |
6,0 |
1 |
|||||
|
175 |
3,5 |
4,4 |
5,5 |
6,5 |
8,5 |
9,0 |
2 |
||||||
|
160 |
5,0 |
6,0 |
7,5 |
8,5 |
10,5 |
11,5 |
3 |
||||||
|
250 |
240 |
2,2 |
3,1 |
4,1 |
5,0 |
6,5 |
7,0 |
1 |
|||||
|
220 |
3,7 |
4,7 |
6,5 |
7,5 |
9,5 |
10,5 |
2 |
||||||
|
200 |
5,0 |
6,5 |
8,0 |
9,5 |
12 |
13 |
3 |
||||||
|
300 |
280 |
2,4 |
3,5 |
4,7 |
6,0 |
7,5 |
8,5 |
1 |
|||||
|
265 |
4,0 |
5,5 |
7,0 |
8,5 |
10,5 |
12 |
2 |
||||||
|
250 |
5,5 |
7,0 |
9,0 |
10,5 |
13 |
15 |
3 |
||||||
|
Неполное ТОЧЕНИЕ Сталь |
Токарно-винторезные |
||||||||||||||||||||
|
Резцы с |
|||||||||||||||||||||
|
Карта 54 |
Листов 4 |
||||||||||||||||||||
|
Лист 4 |
|||||||||||||||||||||
|
Наибольший диаметр |
Наименьший диаметр |
Глубина резания t, |
Длина |
Число рабочих |
Режимы резания |
||||||||||||||||
|
175 |
200 |
225 |
250 |
275 |
300 |
Sо, |
V, м/мин |
Nр, кВт |
|||||||||||||
|
Время на поверхность, мин |
|||||||||||||||||||||
|
150 |
135 |
5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
9,0 |
1 |
0,5…0,3 |
98…118 |
До 1,0 |
|||||||||
|
120 |
8,5 |
9,5 |
10 |
11 |
11,5 |
12,5 |
2 |
||||||||||||||
|
100 |
10,5 |
11,5 |
12,5 |
13,5 |
14 |
15 |
3 |
||||||||||||||
|
200 |
185 |
7,0 |
7,5 |
8,5 |
9,5 |
10 |
11 |
1 |
|||||||||||||
|
175 |
10 |
11 |
12 |
13 |
14 |
15 |
2 |
||||||||||||||
|
160 |
12,5 |
13,5 |
14,5 |
16 |
17 |
18 |
3 |
||||||||||||||
|
250 |
240 |
8,0 |
9,0 |
10 |
11 |
12 |
13 |
1 |
|||||||||||||
|
220 |
11,5 |
13 |
14 |
15 |
16,5 |
17,5 |
2 |
||||||||||||||
|
200 |
14,5 |
15,5 |
17 |
18 |
19,5 |
20,5 |
3 |
||||||||||||||
|
300 |
280 |
9,5 |
11 |
12 |
13 |
14 |
15,5 |
1 |
|||||||||||||
|
265 |
13,5 |
15 |
16,5 |
18 |
19,5 |
20,5 |
2 |
||||||||||||||
|
250 |
16,5 |
18 |
19,5 |
21 |
23 |
24,5 |
3 |
||||||||||||||
|
Поправочные |
|||||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
|||||||||||||||||
|
Длительность обработки, мин. |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
||||||||||||||||
|
Состояние поверхности |
Состояние поверхности |
С коркой |
Без корки |
||||||||||||||||||
|
Коэффициент |
1,0 |
0,85 |
|||||||||||||||||||
|
Неполное штучное время ТОЧЕНИЕ Сталь |
Токарно-винторезные |
||||||||||||
|
Резцы с |
|||||||||||||
Карта 55 |
Листов 2 |
||||||||||||
|
Лист 1 |
|||||||||||||
|
|
|||||||||||||
|
Наибольший диаметр |
Наименьший диаметр |
Глубина резания t, |
Длина |
Число рабочих |
Режимы резания |
||||||||
|
25 |
50 |
75 |
100 |
125 |
Sо, |
V, |
Nр, кВт |
||||||
|
Время на поверхность, мин |
|||||||||||||
|
30 |
20 |
5 |
2,0 |
2,3 |
2,9 |
3,1 |
3,5 |
2 |
0,4…0,15 |
75…85 |
До 1,0 |
||
|
10 |
3,0 |
3,2 |
4,0 |
4,3 |
4,6 |
3 |
|||||||
|
50 |
40 |
2,1 |
2,4 |
3,0 |
3,4 |
3,7 |
2 |
0,4…0,17 |
94…118 |
||||
|
30 |
2,6 |
2,9 |
3,6 |
4,0 |
4,3 |
3 |
|||||||
|
20 |
3,1 |
3,4 |
4,2 |
4,5 |
4,9 |
4 |
|||||||
|
70 |
60 |
2,2 |
2,5 |
3,2 |
3,7 |
4,0 |
2 |
0,5…0,2 |
88…110 |
||||
|
50 |
2,7 |
3,0 |
3,8 |
4,3 |
4,6 |
3 |
|||||||
|
40 |
3,2 |
3,6 |
4,4 |
4,9 |
5,5 |
4 |
|||||||
|
100 |
90 |
2,3 |
2,7 |
3,6 |
4,1 |
4,7 |
2 |
94…118 |
|||||
|
80 |
2,8 |
3,3 |
4,2 |
4,7 |
5,5 |
3 |
|||||||
|
70 |
3,3 |
3,8 |
4,8 |
5,5 |
6,0 |
4 |
|||||||
|
125 |
115 |
2,4 |
2,9 |
3,9 |
4,6 |
5,5 |
2 |
98…118 |
|||||
|
105 |
3,0 |
3,5 |
4,6 |
5,5 |
6,0 |
3 |
|||||||
|
95 |
3,5 |
4,1 |
5,5 |
6,0 |
6,5 |
4 |
|||||||


|
Неполное ТОЧЕНИЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ, 9…8 КВАЛИТЕТСталь |
Токарно-винторезные |
||||||||||||||||||
Резцы с пластинами Т15К6 |
|||||||||||||||||||
|
Карта 55 |
Листов 2 |
||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||
|
Наибольший диаметр |
Наименьший диаметр |
Глубина резания t, |
Длина |
Число рабочих |
Режимы резания |
||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
Sо, |
V, м/мин |
Nр, кВт |
||||||||||||
|
Время на поверхность, мин |
|||||||||||||||||||
|
150 |
135 |
5 |
3,2 |
3,9 |
5,0 |
6,0 |
6,5 |
2 |
0,5…0,2 |
89…118 |
До 1,0 |
||||||||
|
120 |
4,0 |
4,8 |
6,5 |
7,0 |
8,0 |
3 |
|||||||||||||
|
100 |
5,0 |
6,0 |
7,5 |
8,5 |
9,5 |
4 |
|||||||||||||
|
200 |
185 |
3,4 |
4,3 |
5,5 |
6,5 |
7,5 |
2 |
94…120 |
|||||||||||
|
175 |
4,3 |
5,5 |
7,0 |
8,0 |
9,0 |
3 |
|||||||||||||
|
160 |
5,0 |
6,5 |
8,5 |
9,5 |
11 |
4 |
|||||||||||||
|
250 |
240 |
3,6 |
4,7 |
6,5 |
7,5 |
9,0 |
2 |
98…118 |
|||||||||||
|
220 |
4,5 |
6,0 |
8,0 |
9,0 |
10,5 |
3 |
|||||||||||||
|
200 |
5,5 |
7,0 |
9,5 |
11 |
12,5 |
4 |
|||||||||||||
|
300 |
280 |
3,9 |
5,5 |
7,0 |
8,5 |
10 |
2 |
94…118 |
|||||||||||
|
265 |
5,0 |
6,5 |
9 |
10,5 |
12,5 |
3 |
|||||||||||||
|
250 |
6,0 |
8,0 |
10,5 |
12,5 |
14,5 |
4 |
|||||||||||||
|
Поправочные |
|||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
|||||||||||||||
|
Длительность обработки, мин. |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||
|
Резцы с |
||||||||||||
Карта 56 |
Листов 3 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы P, |
Длина нарезаемой |
Режимы резания |
|||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||
|
Время на поверхность, мин |
||||||||||||
|
16…24 |
1 |
1,50 |
1,70 |
1,90 |
2,10 |
— |
— |
— |
5 |
97 |
||
|
2 |
1,40 |
1,50 |
1,60 |
1,80 |
2,00 |
— |
— |
6 |
||||
|
3 |
1,60 |
1,70 |
1,80 |
1,90 |
2,20 |
— |
— |
7 |
||||
|
30 |
1 |
1,60 |
1,70 |
2,00 |
2,20 |
2,70 |
— |
— |
5 |
97 |
||
|
2 |
1,50 |
1,60 |
1,70 |
1,90 |
2,10 |
— |
— |
6 |
||||
|
3 |
1,60 |
1,70 |
1,80 |
2,00 |
2,30 |
— |
— |
7 |
||||
|
36…42 |
1 |
1,60 |
1,80 |
2,20 |
2,50 |
3,00 |
3,30 |
— |
5 |
90 |
||
|
2 |
1,50 |
1,70 |
1,80 |
2,00 |
2,30 |
2,50 |
— |
6 |
105 |
|||
|
3 |
1,70 |
1,80 |
2,00 |
2,10 |
2,50 |
2,70 |
— |
7 |
97 |
|||
|
4 |
2,00 |
2,10 |
2,20 |
2,40 |
2,60 |
2,90 |
— |
8 |
91 |
|||
|
48 |
1 |
1,70 |
1,90 |
2,30 |
2,70 |
3,20 |
3,60 |
4,10 |
5 |
105 |
||

|
Неполное НАРЕЗАНИЕ НАРУЖНОЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ НАПРОХОД,
|
Токарно-винторезные |
|||||||||||
Резцы с пластинами Т15К6 |
||||||||||||
|
Карта 56 |
Листов 3 |
|||||||||||
|
Лист 2 |
||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||
|
Время на поверхность, мин |
||||||||||||
|
48 |
2 |
1,60 |
1,70 |
1,90 |
2,10 |
2,50 |
2,70 |
3,00 |
6 |
105 |
||
|
3 |
1,70 |
1,90 |
2,10 |
2,30 |
2,80 |
3,00 |
3,30 |
7 |
97 |
|||
|
4 |
2,00 |
2,15 |
2,30 |
2,50 |
2,90 |
3,10 |
3,40 |
8 |
91 |
|||
|
64 |
1 |
2,00 |
2,40 |
2,90 |
3,40 |
4,20 |
4,70 |
5,50 |
5 |
105 |
||
|
2 |
1,90 |
2,10 |
2,40 |
2,70 |
3,10 |
3,40 |
3,90 |
6 |
102 |
|||
|
3 |
2,00 |
2,20 |
2,50 |
2,80 |
3,30 |
3,50 |
4,00 |
7 |
97 |
|||
|
4 |
2,30 |
2,50 |
2,70 |
3,00 |
3,50 |
3,70 |
4,10 |
8 |
91 |
|||
|
72 |
1 |
2,20 |
2,60 |
3,30 |
3,90 |
4,80 |
5,50 |
6,50 |
5 |
90 |
||
|
2 |
1,90 |
2,20 |
2,60 |
2,90 |
3,50 |
3,90 |
4,40 |
6 |
||||
|
3 |
2,20 |
2,40 |
2,80 |
3,20 |
3,80 |
4,10 |
4,70 |
7 |
68 |
|||
|
4 |
2,50 |
2,70 |
3,00 |
3,30 |
3,70 |
4,30 |
4,80 |
8 |
||||
|
90 |
2 |
2,10 |
2,40 |
2,90 |
3,30 |
4,00 |
4,50 |
5,00 |
6 |
85 |
||
|
3 |
2,20 |
2,60 |
3,00 |
3,50 |
4,10 |
4,60 |
5,50 |
7 |
||||
|
4 |
2,60 |
2,80 |
3,20 |
3,60 |
4,50 |
4,70 |
5,50 |
8 |
71 |
|||
|
100…125 |
2 |
2,20 |
2,60 |
3,20 |
3,80 |
4,60 |
5,00 |
6,00 |
6 |
80 |
||
|
3 |
2,90 |
3,30 |
3,90 |
4,50 |
5,50 |
6,50 |
7,00 |
7 |
||||
|
4 |
2,90 |
3,20 |
3,80 |
4,20 |
5,00 |
5,50 |
6,50 |
8 |
||||
|
Неполное НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||||||||
|
Резцы с |
||||||||||||||||||
|
Карта 56 |
Листов 3 |
|||||||||||||||||
|
Лист 3 |
||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы P, |
Длина нарезаемой |
Режимы резания |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||||||||
|
Время на поверхность, мин |
||||||||||||||||||
|
140…160 |
2 |
3,00 |
3,50 |
4,30 |
5,00 |
6,00 |
7,00 |
8,00 |
6 |
88 |
||||||||
|
3 |
3,20 |
3,70 |
4,50 |
5,50 |
6,50 |
7,00 |
8,50 |
7 |
80 |
|||||||||
|
4 |
3,20 |
3,60 |
4,40 |
5,00 |
6,00 |
6,50 |
7,50 |
8 |
||||||||||
|
180…200 |
2 |
3,30 |
4,00 |
5,00 |
6,00 |
7,50 |
8,50 |
10,0 |
6 |
70 |
||||||||
|
3 |
3,50 |
4,10 |
5,00 |
6,00 |
7,00 |
8,00 |
9,50 |
7 |
79 |
|||||||||
|
4 |
3,50 |
3,90 |
4,80 |
5,50 |
7,00 |
7,50 |
8,50 |
8 |
||||||||||
|
Поправочные |
||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||
|
Примечания: 1. Неполное 2. При нарезании резьбы с полем допуска 6g |
||||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||||
|
Резцы из стали |
||||||||||||||
Карта 57 |
Листов 3 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы P, |
Длина нарезаемой |
Режимы резания |
|||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||||
|
Время на |
черновых, чистовых |
зачистных |
черновых, чистовых |
зачистных |
||||||||||
|
16…24 |
1 |
3,50 |
7,70 |
6,50 |
8,00 |
— |
— |
— |
8 |
1 |
37 |
4 |
||
|
2 |
2,80 |
3,40 |
4,30 |
5,00 |
— |
— |
— |
|||||||
|
3 |
2,70 |
3,10 |
3,80 |
4,40 |
— |
— |
— |
32 |
||||||
|
30 |
1 |
4,00 |
5,50 |
7,50 |
10,0 |
12,5 |
— |
— |
37 |
|||||
|
2 |
3,10 |
3,80 |
5,00 |
6,00 |
7,50 |
— |
— |
|||||||
|
3 |
2,90 |
3,50 |
4,30 |
5,00 |
6,00 |
— |
— |
30 |
||||||
|
36…42 |
1 |
4,50 |
6,50 |
9,50 |
12,0 |
15,0 |
17,5 |
— |
37 |
|||||
|
2 |
3,40 |
4,40 |
6,00 |
7,00 |
9,00 |
10,0 |
— |
|||||||
|
3 |
3,20 |
3,90 |
5,00 |
6,00 |
7,00 |
8,50 |
— |
32 |
||||||
|
4 |
4,10 |
4,80 |
6,00 |
7,50 |
8,50 |
10,0 |
— |
9 |
2 |
|||||
|
48 |
1 |
5,50 |
7,50 |
11,5 |
14,5 |
18,5 |
22,0 |
27,0 |
8 |
1 |
37 |
|||

|
Неполное НАРЕЗАНИЕ НАРУЖНОЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ НАПРОХОД,
|
Токарно-винторезные |
|||||||||||||
Резцы из стали Р6М5 |
||||||||||||||
|
Карта 57 |
Листов 3 |
|||||||||||||
|
Лист 2 |
||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||||
|
Время на |
черновых, чистовых |
зачистных |
черновая, чистовая |
зачистная |
||||||||||
|
48 |
2 |
3,90 |
5,00 |
7,00 |
8,50 |
10,5 |
12,5 |
15,0 |
8 |
1 |
37 |
4 |
||
|
3 |
3,60 |
4,50 |
6,00 |
7,00 |
8,50 |
10,0 |
12,0 |
9 |
2 |
30 |
||||
|
4 |
4,60 |
5,50 |
7,50 |
8,50 |
10,5 |
12,0 |
14,0 |
|||||||
|
64 |
1 |
6,50 |
9,50 |
14,0 |
18,0 |
23,0 |
27,5 |
34,0 |
8 |
1 |
40 |
|||
|
2 |
4,60 |
6,00 |
8,50 |
10,5 |
13,5 |
15,5 |
19,0 |
|||||||
|
3 |
4,30 |
5,50 |
7,00 |
8,50 |
11,0 |
13,0 |
15,5 |
30 |
||||||
|
4 |
5,50 |
7,00 |
9,00 |
11,0 |
13,0 |
15,0 |
18,0 |
9 |
2 |
|||||
|
72 |
1 |
7,50 |
11,5 |
17,0 |
23,0 |
29,0 |
35,0 |
43,0 |
8 |
I |
34 |
|||
|
2 |
5,50 |
7,50 |
10,0 |
13,0 |
16,0 |
19,5 |
23,5 |
|||||||
|
3 |
4,90 |
6,50 |
8,50 |
10,5 |
13,0 |
15,5 |
18,5 |
28 |
||||||
|
4 |
6,50 |
8,00 |
10,5 |
13,0 |
15,0 |
18,0 |
21,5 |
9 |
2 |
|||||
|
90 |
2 |
6,00 |
8,00 |
11,5 |
14,5 |
18,5 |
22,0 |
26,0 |
8 |
1 |
35 |
|||
|
3 |
6,50 |
7,00 |
9,50 |
12,0 |
15,0 |
17,5 |
21,0 |
28 |
||||||
|
4 |
7,00 |
9,00 |
12,0 |
14,5 |
17,5 |
20,5 |
24,5 |
9 |
2 |
|||||
|
100…125 |
2 |
7,00 |
9,50 |
13,5 |
17,5 |
22,0 |
26,0 |
31,0 |
8 |
1 |
37 |
|||
|
3 |
6,50 |
8,50 |
11,5 |
14,5 |
18,0 |
21,0 |
25,0 |
28 |
||||||
|
4 |
8,50 |
10,5 |
14,0 |
17,0 |
21,0 |
24,0 |
29,0 |
9 |
2 |
|||||
|
140…160 |
2 |
8,50 |
11,5 |
16,5 |
21,5 |
27,0 |
32,0 |
39,0 |
8 |
1 |
37 28 |
|||
|
3 |
7,50 |
10,0 |
14,0 |
17,5 |
22,0 |
25,0 |
31,0 |
|||||||
|
Неполное НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||||||||||||||||
|
Резцы из стали |
||||||||||||||||||||||||||
|
Карта 57 |
Листов 3 |
|||||||||||||||||||||||||
|
Лист 3 |
||||||||||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы P, мм |
Длина нарезаемой |
Режимы резания |
|||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||||||||||||||||
|
Время на |
черновых, чистовых |
зачистных |
черновая, чистовая |
зачистная |
||||||||||||||||||||||
|
140…160 |
4 |
10,0 |
12,5 |
17,0 |
21,0 |
26,0 |
30,0 |
36,0 |
9 |
2 |
||||||||||||||||
|
180…200 |
2 |
9,00 |
13,0 |
18,5 |
24,0 |
30,0 |
35,0 |
44,0 |
8 |
1 |
37 |
4 |
||||||||||||||
|
3 |
8,50 |
11,5 |
15,5 |
19,0 |
24,0 |
29,0 |
35,0 |
|||||||||||||||||||
|
4 |
10,5 |
13,5 |
18,5 |
23,0 |
28,0 |
33,0 |
39,0 |
9 |
2 |
28 |
||||||||||||||||
|
Поправочные |
||||||||||||||||||||||||||
|
Обрабатываемой стали и |
Группа стали |
Углеродистые, |
Марганцовистые, |
|||||||||||||||||||||||
|
НВ |
до 170 |
170…210 |
свыше 210 |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
|||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
1,0 |
1,1 |
1,1 |
1,2 |
1,2 |
1,3 |
|||||||||||||||
|
Примечания: 1. Неполное 2. При нарезании резьбы с полем допуска 6g, |
||||||||||||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||
|
Резцы с |
||||||||||||
Карта 58 |
Листов 3 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||
|
Время на поверхность, мин |
||||||||||||
|
36…42 |
1 |
2,20 |
2,50 |
3,00 |
3,40 |
4,10 |
— |
— |
6 |
79 |
||
|
2 |
2,00 |
2,20 |
2,50 |
2,70 |
3,20 |
— |
— |
7 |
||||
|
3 |
2,10 |
2,20 |
2,50 |
2,70 |
3,20 |
3,50 |
3,80 |
8 |
63 |
|||
|
4 |
2,40 |
2,50 |
2,70 |
2,90 |
3,60 |
3,80 |
4,10 |
9 |
||||
|
48 |
1 |
2,30 |
2,70 |
3,30 |
3,80 |
4,60 |
— |
— |
6 |
75 |
||
|
2 |
2,10 |
2,40 |
2,70 |
3,00 |
3,60 |
— |
— |
7 |
||||
|
3 |
2,20 |
2,40 |
2,70 |
3,00 |
3,60 |
3,90 |
4,40 |
8 |
60 |
|||
|
4 |
2,50 |
2,60 |
2,90 |
3,20 |
3,90 |
4,10 |
4,50 |
9 |
||||
|
64 |
1 |
2,50 |
3,00 |
3,80 |
4,50 |
5,50 |
— |
— |
6 |
80 |
||
|
2 |
2,30 |
2,50 |
2,90 |
3,20 |
3,90 |
— |
— |
7 |
||||
|
3 |
2,20 |
2,40 |
2,70 |
3,00 |
3,60 |
3,90 |
4,40 |
8 |
||||
|
4 |
2,90 |
3,10 |
3,40 |
3,70 |
4,30 |
4,60 |
5,00 |
9 |
||||

|
Неполное НАРЕЗАНИЕ ВНУТРЕННЕЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ НАПРОХОД,
|
Токарно-винторезные |
|||||||||||
Резцы с пластинами Т15К6 |
||||||||||||
|
Карта 58 |
Листов 3 |
|||||||||||
|
Лист 2 |
||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||
|
Время на поверхность, мин |
||||||||||||
|
72 |
1 |
2,70 |
3,40 |
4,30 |
5,50 |
6,50 |
— |
— |
6 |
57 |
||
|
2 |
2,50 |
2,80 |
3,40 |
3,90 |
4,80 |
— |
— |
7 |
||||
|
3 |
2,50 |
2,80 |
3,40 |
3,90 |
4,80 |
5,50 |
6,00 |
8 |
||||
|
4 |
3,10 |
3,40 |
3,90 |
4,30 |
5,00 |
5,50 |
6,00 |
9 |
||||
|
90 |
2 |
2,70 |
3,10 |
3,80 |
4,50 |
5,50 |
— |
— |
7 |
70 |
||
|
3 |
2,70 |
3,10 |
3,80 |
4,50 |
5,50 |
6,00 |
7,00 |
8 |
56 |
|||
|
4 |
3,30 |
3,70 |
4,30 |
4,80 |
5,50 |
6,00 |
7,00 |
9 |
||||
|
100…125 |
2 |
3,20 |
3,70 |
4,60 |
5,50 |
6,50 |
— |
— |
7 |
71 |
||
|
3 |
3,30 |
3,80 |
4,50 |
5,50 |
6,50 |
7,50 |
8,50 |
8 |
||||
|
4 |
3,90 |
4,30 |
5,00 |
6,00 |
7,00 |
7,50 |
9,00 |
9 |
||||
|
140…160 |
2 |
3,50 |
4,30 |
5,50 |
6,50 |
8,00 |
— |
— |
7 |
|||
|
3 |
3,60 |
4,30 |
5,50 |
6,50 |
8,00 |
9,00 |
10,5 |
8 |
59 |
|||
|
4 |
4,10 |
4,70 |
5,50 |
6,50 |
8,00 |
8,50 |
10,0 |
9 |
||||
|
Неполное НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||||||||
|
Резцы с |
||||||||||||||||||
|
Карта 58 |
Листов 3 |
|||||||||||||||||
|
Лист 3 |
||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||||||||
|
Время на поверхность, мин |
||||||||||||||||||
|
180…200 |
2 |
3,80 |
4,70 |
6,00 |
7,50 |
9,00 |
— |
— |
7 |
71 |
||||||||
|
3 |
4,00 |
4,90 |
6,00 |
7,50 |
9,00 |
10,5 |
12,5 |
8 |
65 |
|||||||||
|
4 |
4,50 |
5,00 |
6,50 |
7,50 |
9,00 |
10,0 |
11,5 |
9 |
||||||||||
|
Поправочные |
||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||
|
Примечания: 1. Неполное 2. При нарезании резьбы с полем допуска 5Н время по карте принимать |
||||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||||
|
Резцы из стали |
||||||||||||||
Карта 59 |
Листов 3 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||||
|
Время на |
черновых, чистовых |
зачистных |
черновая, чистовая |
зачистная |
||||||||||
|
36…42 |
1 |
7,50 |
11,0 |
16,0 |
21,0 |
26,0 |
— |
— |
10 |
2 |
30 |
4 |
||
|
2 |
5,50 |
7,50 |
10,0 |
12,5 |
15,0 |
— |
— |
|||||||
|
3 |
5,00 |
6,50 |
8,50 |
10,0 |
12,5 |
14,0 |
17,0 |
|||||||
|
4 |
6,00 |
7,00 |
9,00 |
11,0 |
13,5 |
15,0 |
18,0 |
12 |
3 |
|||||
|
48 |
1 |
9,00 |
13,5 |
20,0 |
26,0 |
33,0 |
— |
— |
10 |
2 |
||||
|
2 |
6,50 |
8,50 |
12,0 |
15,0 |
18,5 |
— |
— |
|||||||
|
3 |
5,50 |
7,00 |
9,50 |
11,5 |
13,5 |
16,0 |
19,0 |
|||||||
|
4 |
6,50 |
8,00 |
10,5 |
12,5 |
15,0 |
17,0 |
20,5 |
12 |
3 |
|||||
|
64 |
1 |
10,5 |
16,0 |
23,5 |
31,0 |
39,0 |
— |
— |
10 |
2 |
35…30 |
|||
|
2 |
7,50 |
10,0 |
14,0 |
18,0 |
22,0 |
— |
— |
|||||||
|
3 |
7,00 |
8,50 |
11,5 |
14,0 |
17,0 |
20,0 |
24,0 |
|||||||
|
4 |
8,00 |
10,0 |
13,0 |
15,5 |
19,0 |
22,0 |
26,0 |
12 |
3 |
|||||

|
Неполное НАРЕЗАНИЕ ВНУТРЕННЕЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ НАПРОХОД,
|
Токарно-винторезные |
|||||||||||||
Резцы из стали Р6М5 |
||||||||||||||
|
Карта 59 |
Листов 3 |
|||||||||||||
|
Лист 2 |
||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
||||||
|
Время на |
черновых, чистовых |
зачистных |
черновая, чистовая |
зачистная |
||||||||||
|
72 |
1 |
12,0 |
19,0 |
28,0 |
37,0 |
47,0 |
— |
— |
10 |
2 |
34…28 |
4 |
||
|
2 |
8,50 |
12,0 |
16,5 |
21,0 |
26,0 |
— |
— |
|||||||
|
3 |
7,50 |
10,0 |
13,5 |
16,5 |
20,5 |
23,5 |
28,5 |
|||||||
|
4 |
9,00 |
4,5 |
15,0 |
18,5 |
22,5 |
— |
— |
12 |
3 |
|||||
|
90 |
2 |
9,50 |
13,0 |
18,5 |
24,0 |
29,0 |
— |
— |
10 |
2 |
35…28 |
|||
|
3 |
8,50 |
11,0 |
15,0 |
18,5 |
23,0 |
27,0 |
32,5 |
|||||||
|
4 |
10,0 |
12,5 |
17,0 |
20,5 |
25,5 |
29,0 |
35,0 |
12 |
3 |
|||||
|
100…125 |
2 |
11,0 |
15,5 |
22,0 |
38,0 |
35,0 |
— |
— |
10 |
2 |
35…28 |
|||
|
3 |
10,0 |
13,0 |
18,0 |
22,5 |
27,5 |
32 |
39 |
|||||||
|
4 |
12,0 |
15,0 |
20,0 |
24,5 |
30,0 |
34 |
42 |
12 |
3 |
|||||
|
140…160 |
2 |
13,0 |
18,5 |
26,0 |
34,0 |
43,0 |
— |
— |
10 |
2 |
||||
|
3 |
12,0 |
16,0 |
22,0 |
27,0 |
34,0 |
39,0 |
48,0 |
|||||||
|
4 |
14,0 |
18,0 |
24,0 |
30,0 |
36,0 |
42,0 |
51,0 |
12 |
3 |
|||||
|
Неполное НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||||||||||||||||
|
Резцы из стали |
|||||||||||||||||||||||||
|
Карта 59 |
Листов 3 |
||||||||||||||||||||||||
|
Лист 3 |
|||||||||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
i |
V, |
|||||||||||||||||
|
Время на |
черновых, чистовых |
зачистных |
черновая, чистовая |
зачистная |
|||||||||||||||||||||
|
180…200 |
2 |
14,0 |
20,0 |
29,0 |
37,0 |
47,0 |
— |
— |
10 |
2 |
35…28 |
4 |
|||||||||||||
|
3 |
13,0 |
17,0 |
24,0 |
30,0 |
37,0 |
44,0 |
53,0 |
||||||||||||||||||
|
4 |
15,0 |
19,0 |
26,0 |
32,0 |
40,0 |
46,0 |
56,0 |
12 |
3 |
||||||||||||||||
|
Поправочные |
|||||||||||||||||||||||||
|
Обрабатываемой |
Группа стали |
Углеродистые, |
Марганцовистые, |
||||||||||||||||||||||
|
НВ |
до 170 |
170…210 |
свыше 210 |
до 170 |
170…210 |
свыше 210 |
|||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
до 10 |
свыше 10 |
||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
1,0 |
1,1 |
1,1 |
1,2 |
1,2 |
1,3 |
||||||||||||||
|
Примечания: 1. Неполное 2. При нарезании резьбы с полем допуска 5Н время по карте принимать |
|||||||||||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||
|
Резцы из стали |
||||||||||||
Карта 60 |
Листов 3 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Ширина канавки B, мм |
Длина нарезаемой |
Режимы резания |
||||||||
|
25 |
50 |
75 |
100 |
i |
V, м/мин |
|||||||
|
Время на |
черновых |
чистовых |
черновая |
чистовая |
||||||||
|
16 … 24 |
1 |
3 |
4,00 |
6,50 |
9,50 |
12,0 |
8 |
1 |
15 |
4 |
||
|
2 |
5 |
3,40 |
5,00 |
7,00 |
8,50 |
11 |
||||||
|
3 |
6 |
3,20 |
4,40 |
6,00 |
7,00 |
9,5 |
||||||
|
30 |
1 |
3 |
4,20 |
7,00 |
10,0 |
13,0 |
19 |
|||||
|
2 |
5 |
3,40 |
5,00 |
7,00 |
8,50 |
14 |
||||||
|
3 |
6 |
3,50 |
5,00 |
7,00 |
8,50 |
9,5 |
||||||
|
36 … 42 |
1 |
3 |
4,40 |
7,50 |
11,0 |
14,5 |
26 |
|||||
|
2 |
5 |
3,60 |
5,50 |
7,50 |
9,50 |
19,5 |
||||||
|
3 |
6 |
3,40 |
4,80 |
7,00 |
8,50 |
16,5 |
||||||
|
4 |
8 |
4,20 |
6,00 |
7,50 |
9,50 |
9 |
2 |
13 |
||||
|
48 |
1 |
3 |
5,00 |
9,00 |
14,0 |
18,0 |
8 |
1 |
22,5 |
|||
|
2 |
5 |
4,00 |
6,00 |
9,00 |
11,5 |
18,5 |
||||||
|
3 |
6 |
3,70 |
5,50 |
7,50 |
9,50 |
15 |
||||||
|
4 |
8 |
4,70 |
7,00 |
9,00 |
11,5 |
9 |
2 |
12 |
||||

|
Неполное НАРЕЗАНИЕ НАРУЖНОЙ И ВНУТРЕННЕЙ МЕТРИЧЕСКОЙ
|
Токарно-винторезные |
|||||||||||
Резцы из стали Р6М5 |
||||||||||||
|
Карта 60 |
Листов 3 |
|||||||||||
|
Лист 2 |
||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы P, |
Ширина канавки В, |
Длина нарезаемой |
Режимы резания |
||||||||
|
25 |
50 |
75 |
100 |
i |
V, м/мин |
|||||||
|
Время на |
черновых |
чистовых |
черновая |
чистовая |
||||||||
|
64 |
1 |
3 |
6,00 |
11,0 |
16,5 |
22,0 |
8 |
1 |
25 |
4 |
||
|
2 |
5 |
4,60 |
7,50 |
10,5 |
13,5 |
20 |
||||||
|
3 |
6 |
4,30 |
6,50 |
9,00 |
11,5 |
16 |
||||||
|
4 |
8 |
5,50 |
8,00 |
11,5 |
14,0 |
9 |
2 |
12,5 |
||||
|
72…90 |
2 |
5 |
5,50 |
9,00 |
13,0 |
16,5 |
8 |
1 |
22,5 |
|||
|
3 |
6 |
4,90 |
7,50 |
11,0 |
13,5 |
18 |
||||||
|
4 |
8 |
6,50 |
9,50 |
13,5 |
17,5 |
9 |
2 |
14 |
||||
|
100…125 |
2 |
5 |
6,00 |
10,0 |
15,0 |
19,5 |
8 |
1 |
25 |
|||
|
3 |
6 |
5,50 |
9,00 |
12,5 |
16,0 |
19,5 |
||||||
|
4 |
8 |
7,00 |
11,0 |
15,5 |
20,0 |
9 |
2 |
15,5 |
||||
|
Неполное НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||||||||
|
Резцы из стали |
|||||||||||||||||
|
Карта 60 |
Листов 3 |
||||||||||||||||
|
Лист 3 |
|||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы P, |
Ширина канавки B, |
Длина нарезаемой |
Режимы резания |
|||||||||||||
|
25 |
50 |
75 |
100 |
i |
V, м/мин |
||||||||||||
|
Время на |
черновых |
чистовых |
черновая |
чистовая |
|||||||||||||
|
140…160 |
2 |
5 |
7,50 |
12,5 |
18,5 |
24,0 |
8 |
1 |
25 |
4 |
|||||||
|
3 |
6 |
6,50 |
10,5 |
15,5 |
19,5 |
20 |
|||||||||||
|
4 |
8 |
8,50 |
13,5 |
19,0 |
24,0 |
9 |
2 |
15,5 |
|||||||||
|
18…200 |
2 |
5 |
8,50 |
15,0 |
22,0 |
29,0 |
8 |
1 |
25 |
||||||||
|
3 |
6 |
8,00 |
13,0 |
19,0 |
24,0 |
19,5 |
|||||||||||
|
4 |
8 |
10,0 |
16,0 |
23,0 |
30,0 |
9 |
2 |
15,5 |
|||||||||
|
Поправочные |
|||||||||||||||||
|
Обрабатываемого материала и |
Обрабатываемый материал |
Сталь |
Чугун серый |
||||||||||||||
|
НВ |
до 170 |
170…210 |
свыше 210 |
— |
|||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
0,9 |
|||||||||||||
|
Примечания: 1. Неполное 2. При 3. При нарезании внутренней резьбы с полем допуска 5Н время по карте |
|||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||
|
Плашки круглые |
|||||||||||
Карта 61 |
Листов 2 |
||||||||||
|
Лист 1 |
|||||||||||
|
|
|||||||||||
|
1. Нарезание |
|||||||||||
|
Диаметр нарезаемой |
Шаг резьбы P, |
Длина нарезаемой |
Режимы резания |
||||||||
|
10 |
15 |
20 |
25 |
30 |
40 |
i |
V, м/мин |
||||
|
Время на поверхность, мин |
|||||||||||
|
6 |
1,0 |
0,95 |
1,05 |
1,20 |
1,25 |
1,35 |
1,45 |
1 |
1,9 |
||
|
8 |
1,25 |
0,95 |
1,05 |
1,20 |
1,30 |
1,40 |
1,55 |
2,0 |
|||
|
10 |
1,5 |
1,00 |
1,15 |
1,25 |
1,35 |
1,45 |
1,65 |
2,0 |
|||
|
12 |
1,75 |
1,05 |
1,15 |
1,35 |
1,45 |
1,55 |
1,76 |
1,9 |
|||
|
16-36 |
2,0 |
1,05 |
1,15 |
1,25 |
1,35 |
1,45 |
1,65 |
2,4 |
|||

|
Неполное НАРЕЗАНИЕ НАРУЖНОЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ, ПОЛЕ
|
Токарно-винторезные |
|||||||||||||||||||||
Плашки круглые из стали 9ХС |
||||||||||||||||||||||
|
Карта 61 |
Листов 2 |
|||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||
|
II. Нарезание резьбы резцом (предварительное) и |
||||||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
|||||||||||||||||||
|
15 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
для резца |
для плашки |
|||||||||||||
|
Время на |
i |
V, м/мин |
i |
V, м/мин |
||||||||||||||||||
|
20 |
2,5 |
3,30 |
3,30 |
2,60 |
3,80 |
4,05 |
4,35 |
4,65 |
5,00 |
6 |
31 |
1 |
2,4 |
|||||||||
|
24 |
3,0 |
3,35 |
3,55 |
3,70 |
3,85 |
4,15 |
4,45 |
4,80 |
5,20 |
30 |
||||||||||||
|
30 |
3,5 |
3,70 |
3,85 |
4,00 |
4,15 |
4,45 |
4,80 |
5,10 |
5,50 |
7 |
30 |
2,8 |
||||||||||
|
36 |
4,0 |
3,75 |
3,95 |
4,10 |
4,30 |
4,60 |
4,95 |
5,30 |
6,00 |
28 |
||||||||||||
|
Поправочные |
||||||||||||||||||||||
|
Обрабатываемой стали и |
Группа стали |
Углеродистые, |
Марганцовистые, |
|||||||||||||||||||
|
НВ |
до 170 |
170…210 |
Свыше 210 |
до 170 |
170…210 |
Свыше 210 |
||||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||||||||
|
Примечание. Неполное штучное время |
||||||||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||
|
Резцы и метчики |
|||||||||||
Карта 62 |
Листов 2 |
||||||||||
|
Лист 1 |
|||||||||||
|
|
|||||||||||
|
1. Нарезание |
|||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
||||||||
|
10 |
15 |
20 |
30 |
40 |
50 |
i |
V, м/мин |
||||
|
Время на поверхность, мин |
|||||||||||
|
6 |
1,0 |
1,00 |
1,10 |
1,15 |
1,20 |
— |
— |
1 |
4,5 |
||
|
8 |
1,25 |
1,00 |
1,10 |
1,20 |
1,25 |
— |
— |
5,2 |
|||
|
10 |
1,5 |
1,00 |
1,10 |
1,20 |
1,25 |
— |
— |
5,7 |
|||
|
12 |
1,75 |
1,1 |
1,10 |
1,20 |
1,30 |
1,35 |
— |
6,2 |
|||
|
16…24 |
2,0 |
1,10 |
1,20 |
1,25 |
1,30 |
1,35 |
1,40 |
7,8 |
|||

|
Неполное НАРЕЗАНИЕ ВНУТРЕННЕЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ, ПОЛЕ
|
Токарно-винторезные |
||||||||||||||||||
Резцы и метчики машинные из стали Р6М5 |
|||||||||||||||||||
|
Карта 62 |
Листов 2 |
||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||
|
2. Нарезание |
|||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Режимы резания |
||||||||||||||||
|
15 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
для резца |
для метчика |
||||||||||
|
Время на |
i |
V, м/мин |
i |
V, м/мин |
|||||||||||||||
|
20 |
2,5 |
3,40 |
3,50 |
3,60 |
3,70 |
3,80 |
4,00 |
— |
— |
7 |
33 |
1 |
8,5 |
||||||
|
24 |
3,0 |
3,70 |
3,80 |
3,90 |
4,00 |
4,10 |
4,20 |
4,30 |
— |
28 |
8,8 |
||||||||
|
30 |
3,5 |
4,00 |
4,10 |
4,20 |
4,30 |
4,40 |
4,60 |
4,80 |
5,00 |
8 |
27 |
10 |
|||||||
|
36 |
4,0 |
4,30 |
4,40 |
4,50 |
4,70 |
4,90 |
5,00 |
5,20 |
5,50 |
9 |
26 |
11 |
|||||||
|
42 |
4,5 |
4,70 |
4,80 |
4,90 |
5,00 |
5,20 |
5,30 |
5,50 |
6,00 |
10 |
24,5 |
11,5 |
|||||||
|
Поправочные |
|||||||||||||||||||
|
Твердости стали |
НВ |
до 170 |
170…210 |
Свыше 210 |
|||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
||||||||||||||||
|
Примечание. Неполное штучное время рассчитано при обратном ускоренном вращении |
|||||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||||||||||||
|
Резцы с |
|||||||||||||||||||||
Карта 63 |
Листов 3 |
||||||||||||||||||||
|
Лист 1 |
|||||||||||||||||||||
|
|
|||||||||||||||||||||
|
Диаметр |
Шаг резьбы Р, мм |
Длина нарезаемой |
Время на каждые |
Режимы резания |
|||||||||||||||||
|
100 |
125 |
150 |
175 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
i |
V, |
Np, |
|||||
|
Время на поверхность, мин |
черновых |
||||||||||||||||||||
|
чистовых |
|||||||||||||||||||||
|
16…20 |
2 |
2,00 |
2,20 |
2,40 |
2,50 |
2,60 |
2,80 |
3,20 |
— |
— |
— |
— |
— |
— |
— |
0,42 |
|
80 |
4 |
||
|
22 |
2,10 |
2,40 |
2,60 |
2,70 |
2,90 |
3,10 |
3,60 |
3,90 |
— |
— |
— |
— |
— |
— |
0,54 |
||||||
|
28 |
2,30 |
2,60 |
2,80 |
2,95 |
3,10 |
3,40 |
4,00 |
4,50 |
5,00 |
— |
— |
— |
— |
— |
0,7 |
||||||
|
30 |
3 |
3,60 |
4,00 |
4,30 |
4,45 |
4,60 |
5,00 |
5,50 |
6,00 |
6,50 |
9,00 |
9,50 |
10,0 |
— |
— |
0,64 |
|
3 |
|||
|
38…42 |
3,80 |
4,30 |
4,70 |
4,85 |
5,00 |
5,50 |
6,00 |
6,50 |
7,50 |
10,0 |
11,0 |
11,5 |
12,5 |
— |
0,82 |
||||||
|
48 |
4,00 |
4,50 |
5,00 |
5,30 |
5,50 |
6,00 |
6,50 |
7,50 |
8,50 |
11,5 |
12,5 |
13,5 |
14,5 |
— |
1,05 |
||||||
|
60 |
4,50 |
5,00 |
5,50 |
6,00 |
6,50 |
7,00 |
8,00 |
9,00 |
10,5 |
13,5 |
15,0 |
16,0 |
17,5 |
19,0 |
1,3 |
||||||
|
16 |
4 |
3,30 |
3,60 |
3,90 |
4,00 |
4,10 |
4,20 |
4,40 |
— |
— |
— |
— |
— |
— |
— |
0,29 |
|
75 |
|||
|
20 |
3,40 |
3,70 |
4,00 |
4,10 |
4,20 |
4,40 |
4,70 |
5,00 |
— |
— |
— |
— |
— |
— |
0,36 |
||||||
|
65 |
4,50 |
5,00 |
5,50 |
5,80 |
6,00 |
6,50 |
7,00 |
7,50 |
9,00 |
11,5 |
3,0 |
14,0 |
15,0 |
16,0 |
1,1 |
||||||
|
75…80 |
4,90 |
5,50 |
6,00 |
6,30 |
6,50 |
7,50 |
8,50 |
9,50 |
11,0 |
14,5 |
16,0 |
17,5 |
19,0 |
20,0 |
1,45 |
||||||
|
22 |
5 |
3,80 |
3,90 |
4,00 |
4,40 |
4,80 |
5,00 |
5,50 |
6,00 |
6,50 |
— |
— |
— |
— |
— |
0,42 |
|
80 |
7,5 |
||
|
28 |
4,00 |
4,20 |
4,50 |
4,80 |
5,00 |
5,50 |
6,00 |
6,50 |
6,00 |
9,50 |
— |
— |
— |
— |
0,53 |
||||||

|
Неполное НАРЕЗАНИЕ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
|
Токарно-винторезные |
|||||||||||||||||||
Резцы с пластинами Т15К6 |
||||||||||||||||||||
|
Карта 63 |
Листов 3 |
|||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Время на каждые 100 |
Режимы резания |
||||||||||||||||
|
100 |
125 |
150 |
175 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
i |
V, м/мин |
Np, кВт |
||||
|
Время на поверхность, мин |
черновых |
|||||||||||||||||||
|
чистовых |
||||||||||||||||||||
|
85 |
5 |
5,50 |
5,70 |
6,00 |
6,50 |
7,00 |
8,00 |
9,00 |
10,0 |
11,5 |
15,0 |
16,5 |
18,0 |
19,5 |
21,0 |
1,4 |
|
80 |
7,5 |
|
|
110 |
6,00 |
6,50 |
7,00 |
7,50 |
8,00 |
9,00 |
10,5 |
12,0 |
13,5 |
18,0 |
19,5 |
21,5 |
23,5 |
25,0 |
1,85 |
|||||
|
30 |
6 |
4,50 |
4,80 |
5,00 |
5,20 |
5,50 |
6,00 |
6,50 |
7,00 |
7,50 |
10,5 |
11,0 |
12,0 |
— |
— |
0,6 |
|
65 |
||
|
38…42 |
4,70 |
5,00 |
5,50 |
5,80 |
6,00 |
6,50 |
7,00 |
7,50 |
8,50 |
11,5 |
12,5 |
13,0 |
14,0 |
— |
0,78 |
|||||
|
120 |
8,00 |
8,50 |
9,50 |
10,0 |
11,0 |
12,0 |
14,0 |
15,5 |
18,0 |
23,0 |
25,5 |
28,0 |
30,5 |
33,0 |
2,45 |
|||||
|
150 |
8,50 |
9,50 |
11,0 |
11,5 |
12,5 |
14,0 |
16,0 |
18,5 |
21,5 |
27,0 |
30,0 |
33,5 |
36,5 |
39,5 |
3,1 |
|||||
|
22 |
8 |
5,00 |
5,20 |
5,50 |
5,80 |
6,00 |
6,50 |
7,00 |
7,50 |
8,00 |
— |
— |
— |
— |
— |
0,44 |
|
|||
|
28 |
5,00 |
5,20 |
5,50 |
6,00 |
6,50 |
6,50 |
7,00 |
7,50 |
8,50 |
11,5 |
— |
— |
— |
— |
0,56 |
|||||
|
48 |
5,50 |
6,00 |
6,50 |
6,80 |
7,00 |
7,50 |
8,50 |
9,00 |
10,0 |
13,5 |
14,5 |
15,5 |
16,0 |
17,0 |
0,91 |
|||||
|
60 |
6,50 |
7,00 |
8,00 |
8,30 |
8,50 |
9,00 |
10,0 |
11,0 |
12,0 |
16,5 |
18,0 |
19,0 |
20,0 |
21,0 |
1,15 |
|||||
|
30…36 |
10 |
6,00 |
6,50 |
7,00 |
7,30 |
7,50 |
8,00 |
8,50 |
9,00 |
10,0 |
14,0 |
14,5 |
15,5 |
— |
— |
0,7 |
|
50 |
9,5 |
|
|
38…42 |
6,50 |
7,00 |
7,50 |
7,70 |
8,00 |
8,50 |
9,00 |
10,0 |
10,5 |
15,0 |
16,0 |
17,0 |
17,5 |
18,5 |
0,87 |
|||||
|
65 |
8,00 |
8,50 |
9,00 |
9,50 |
10,0 |
11,0 |
12,0 |
13,0 |
14,5 |
19,0 |
20,5 |
22,0 |
23,5 |
24,5 |
1,4 |
|||||
|
75…80 |
8,50 |
9,50 |
10,0 |
10,5 |
11,0 |
12,5 |
13,0 |
14,5 |
16,5 |
21,5 |
23,0 |
25,0 |
26,5 |
28,5 |
1,75 |
|||||
|
44 |
12 |
7,50 |
8,00 |
8,50 |
9,00 |
9,50 |
10,0 |
11,0 |
11,5 |
13,0 |
17,0 |
18,0 |
19,5 |
20,5 |
21,5 |
1,08 |
|
10,5 |
||
|
60 |
8,50 |
9,50 |
10,0 |
10,5 |
10,5 |
11,5 |
12,5 |
13,5 |
15,0 |
18,5 |
20,0 |
21,0 |
22,5 |
23,5 |
1,3 |
|||||
|
Неполное НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||||||||||||||||
|
Резцы с |
|||||||||||||||||||||||||
|
Карта 63 |
Листов 3 |
||||||||||||||||||||||||
|
Лист 3 |
|||||||||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Время на каждые |
Режимы резания |
|||||||||||||||||||||
|
100 |
125 |
150 |
175 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
i |
V, м/мин |
Np, |
|||||||||
|
Время на поверхность, мин |
черновых |
||||||||||||||||||||||||
|
чистовых |
|||||||||||||||||||||||||
|
85 |
12 |
9,00 |
10,0 |
11,0 |
11,3 |
11,5 |
12,5 |
14,0 |
15,0 |
16,5 |
22,0 |
24,0 |
25,5 |
27,0 |
29,0 |
1,6 |
|
50 |
10,5 |
||||||
|
110 |
11,0 |
12,0 |
13,0 |
13,5 |
14,0 |
15,0 |
17,0 |
18,5 |
20,5 |
27,0 |
29,5 |
31,5 |
33,5 |
36,0 |
2,15 |
||||||||||
|
Поправочные |
|||||||||||||||||||||||||
|
Мощности станка |
Шаг резьбы P, мм, до |
5 |
6 |
8 |
10 |
12 |
|||||||||||||||||||
|
Мощность станка |
Nд = 7 кВт |
Коэффициент |
1,4 |
1,6 |
1,8 |
2,1 |
|||||||||||||||||||
|
Nд = 10 кВт |
1,0 |
1,2 |
1,4 |
||||||||||||||||||||||
|
Nд = 14 кВт |
— |
1,0 |
1,1 |
||||||||||||||||||||||
|
Числа заходов резьбы |
Шаг резьбы P, мм, до |
3 |
4 |
6 |
12 |
||||||||||||||||||||
|
Число заходов |
1 |
Коэффициент |
1,0 |
||||||||||||||||||||||
|
2 |
2,3 |
2,25 |
2,2 |
2,15 |
|||||||||||||||||||||
|
3 |
3,6 |
3,5 |
3,4 |
3,3 |
|||||||||||||||||||||
|
4 |
4,9 |
4,75 |
4,6 |
4,5 |
|||||||||||||||||||||
|
5 |
6,2 |
6,0 |
5,8 |
5,6 |
|||||||||||||||||||||
|
Примечания: 1. Неполное 2. При 3. При нарезании наружной прямоугольной резьбы время по карте |
|||||||||||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||||||||||
|
Резцы из стали |
|||||||||||||||||||
Карта 64 |
Листов 3 |
||||||||||||||||||
|
Лист 1 |
|||||||||||||||||||
|
|
|||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Время на каждые 100 |
Режимы резания |
|||||||||||||||
|
i |
V, м/мин |
||||||||||||||||||
|
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
черновых |
черновая |
зачистная |
|||||
|
Время на поверхность, мин |
зачистных |
||||||||||||||||||
|
16 |
2 |
9,00 |
13,5 |
18,0 |
22,5 |
27,0 |
— |
— |
— |
— |
— |
— |
— |
— |
|
25 |
4 |
||
|
20 |
11,0 |
16,5 |
22,0 |
27,5 |
33,0 |
35,0 |
— |
— |
— |
— |
— |
— |
|||||||
|
22 |
11,5 |
17,0 |
23,0 |
28,5 |
34,0 |
42,5 |
54,0 |
— |
— |
— |
— |
— |
— |
27 |
|||||
|
28 |
14,0 |
21,0 |
28,5 |
35,5 |
43,0 |
53,0 |
68,0 |
83,0 |
— |
— |
— |
— |
— |
||||||
|
30 |
3 |
13,5 |
20,0 |
25,5 |
31,0 |
37,5 |
46,0 |
57,0 |
71,0 |
82,0 |
93,0 |
— |
— |
— |
23,5 |
||||
|
38…42 |
16,0 |
23,5 |
31,0 |
38,0 |
45,5 |
56,0 |
70,0 |
87,0 |
101 |
115 |
130 |
— |
— |
26 |
|||||
|
48 |
16,5 |
24,0 |
31,5 |
38,5 |
46,5 |
61,0 |
72,0 |
89,0 |
103 |
118 |
132 |
147 |
15 |
27 |
|||||
|
60 |
21,5 |
32,0 |
42,5 |
53,0 |
64,0 |
79,0 |
100 |
123 |
143 |
164 |
184 |
205 |
21 |
28 |
|||||
|
16 |
4 |
7,00 |
9,50 |
12,0 |
14,0 |
16,5 |
— |
— |
— |
— |
— |
— |
— |
— |
25 |
||||
|
20 |
8,00 |
11,5 |
14,5 |
17,0 |
19,5 |
23,5 |
— |
— |
— |
— |
— |
— |
|||||||
|
65 |
17,5 |
26,0 |
34,0 |
41,5 |
50,0 |
62,0 |
77,0 |
95,0 |
110 |
127 |
142 |
158 |
13 |
29 |
|||||
|
75…80 |
23,0 |
34,0 |
44,5 |
56,0 |
67,0 |
83,0 |
105 |
129 |
150 |
172 |
193 |
215 |
22 |
25 |
|||||
|
22 |
5 |
8,50 |
11,5 |
14,0 |
16,0 |
18,5 |
22,0 |
26,5 |
— |
— |
— |
— |
— |
— |
27 |
||||
|
28 |
9,50 |
13,0 |
16,0 |
18,5 |
22,0 |
26,0 |
32,0 |
40,5 |
— |
— |
— |
— |
— |
||||||

|
Неполное НАРЕЗАНИЕ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
|
Токарно-винторезные |
||||||||||||||||||
Резцы из стали Р6М5 |
|||||||||||||||||||
|
Карта 64 |
Листов 3 |
||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Время на каждые 100 |
Режимы резания |
|||||||||||||||
|
i |
V, м/мин |
||||||||||||||||||
|
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
черновых |
черновая |
зачистная |
|||||
|
Время на поверхность, мин |
зачистных |
||||||||||||||||||
|
85 |
5 |
21,5 |
31,0 |
40,0 |
49,0 |
58,0 |
71,0 |
89,0 |
111 |
128 |
146 |
164 |
182 |
14,7 |
|
26 |
4 |
||
|
115 |
25,5 |
37,5 |
49,0 |
60,0 |
71,0 |
88,0 |
110 |
137 |
159 |
181 |
208 |
227 |
19,4 |
29 |
|||||
|
30 |
6 |
10,5 |
13,5 |
16,5 |
19,5 |
23,0 |
27,0 |
33,0 |
41,5 |
47,5 |
53,0 |
— |
— |
— |
23,5 |
||||
|
38…42 |
12,0 |
16,0 |
19,5 |
23,0 |
27,0 |
33,0 |
40,0 |
51,0 |
52,0 |
65,0 |
72,0 |
— |
— |
24 |
|||||
|
120 |
28,0 |
40,5 |
52,0 |
64,0 |
75,0 |
93,0 |
113 |
148 |
165 |
187 |
209 |
234 |
17,4 |
||||||
|
150 |
28,0 |
40,5 |
52,0 |
64,0 |
75,0 |
93,0 |
113 |
148 |
165 |
187 |
209 |
234 |
17,4 |
28 |
|||||
|
22 |
8 |
10,0 |
12,5 |
14,5 |
16,5 |
19,0 |
22,0 |
25,5 |
— |
— |
— |
— |
— |
— |
|
27 |
|||
|
23 |
11,0 |
14,5 |
16,5 |
19,0 |
22,0 |
25,5 |
30,5 |
39,0 |
— |
— |
— |
— |
— |
||||||
|
43 |
14,5 |
19,0 |
22,5 |
26,5 |
30,5 |
36,5 |
43,5 |
56,0 |
63,0 |
71,0 |
78,0 |
86,0 |
6,8 |
||||||
|
60 |
17,5 |
23,5 |
29,0 |
34,0 |
40,5 |
48,5 |
58,5 |
74,0 |
84,0 |
95,0 |
106 |
116 |
8,6 |
||||||
|
30…36 |
10 |
13,0 |
17,0 |
20,5 |
23,5 |
27,0 |
31,5 |
37,5 |
48,0 |
54,0 |
60,0 |
— |
— |
— |
|
24 |
|||
|
38…42 |
15,0 |
19,5 |
23,5 |
27,5 |
31,5 |
37,5 |
44,5 |
57,0 |
65,0 |
72,0 |
80,0 |
— |
— |
26 |
|||||
|
65 |
19,5 |
25,5 |
31,5 |
37,0 |
42,5 |
53,0 |
63,0 |
78,0 |
89,0 |
100 |
113 |
122 |
9,2 |
29 |
|||||
|
75…80 |
22,0 |
30,0 |
37,0 |
43,0 |
51,0 |
61,0 |
75,0 |
92,0 |
106 |
119 |
132 |
146 |
13 |
32 |
|||||
|
Неполное НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||||||||||
|
Резцы из стали |
||||||||||||||||||||
|
Карта 64 |
Листов 3 |
|||||||||||||||||||
|
Лист 3 |
||||||||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Время на каждые 100 |
Режимы резания |
||||||||||||||||
|
i |
V, м/мин |
|||||||||||||||||||
|
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
черновых |
черновая |
зачистная |
||||||
|
Время на поверхность, мин |
зачистных |
|||||||||||||||||||
|
44 |
12 |
17,5 |
22,5 |
28,0 |
31,5 |
36,5 |
43,5 |
53,0 |
65,0 |
74,0 |
83,0 |
92,0 |
101 |
7,5 |
|
22 |
4 |
|||
|
60 |
21,5 |
28,5 |
34,5 |
40,5 |
47,5 |
58,0 |
70,0 |
86,0 |
99,0 |
111 |
124 |
136 |
10 |
24 |
||||||
|
85 |
26,0 |
35,0 |
43,0 |
51,0 |
60,0 |
71,0 |
87,0 |
105 |
123 |
139 |
156 |
171 |
13 |
27 |
||||||
|
110 |
31,0 |
42,0 |
52,0 |
62,0 |
73,0 |
88,0 |
108 |
113 |
153 |
173 |
193 |
213 |
18,4 |
|||||||
|
Примечания: 1. При |
||||||||||||||||||||
|
Число заходов |
К |
|||||||||||||||||||
|
1 |
1,0 |
|||||||||||||||||||
|
2 |
2,1 |
|||||||||||||||||||
|
3 |
3,2 |
|||||||||||||||||||
|
4 |
4,3 |
|||||||||||||||||||
|
5 |
5,4 |
|||||||||||||||||||
|
2. Неполное 3. При 4. При нарезании наружной прямоугольной резьбы время по карте |
||||||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||||
|
Резцы из стали |
||||||||||||||
Карта 65 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Время на каждые 100 |
Режимы резания |
||||||||||
|
100 |
150 |
200 |
250 |
300 |
400 |
500 |
i |
V, м/мин |
||||||
|
Время на поверхность, мин |
черновых и |
черновая и |
зачистная |
|||||||||||
|
зачистных |
||||||||||||||
|
16…20 |
2 |
2,50 |
3,80 |
5,00 |
6,00 |
— |
— |
— |
— |
|
6,3 |
4 |
||
|
22…28 |
3,00 |
4,60 |
6,00 |
7,50 |
— |
— |
— |
— |
7,0 |
|||||
|
30 |
3 |
2,00 |
2,90 |
3,80 |
4,70 |
— |
— |
— |
— |
9,5 |
||||
|
38…42 |
2,40 |
3,60 |
4,70 |
6,00 |
7,00 |
— |
— |
— |
10,5 |
|||||
|
16…20 |
4 |
16,0 |
23,0 |
29,0 |
35,0 |
— |
— |
— |
— |
6,3 |
||||
|
65 |
22,0 |
32,0 |
41,0 |
50,0 |
60,0 |
73,0 |
91,0 |
18 |
16,0 |
|||||
|
22…28 |
5 |
16,5 |
23,0 |
29,0 |
35,0 |
42,0 |
51,0 |
63,0 |
12 |
9,0 |
||||
|
85 |
23,0 |
33,0 |
42,0 |
52,0 |
62,0 |
76,0 |
95,0 |
19 |
17 |
|||||
|
110 |
29,0 |
38,0 |
54,0 |
66,0 |
79,0 |
97,0 |
121 |
24 |
18 |
|||||
|
30 |
6 |
14,0 |
18,5 |
23,0 |
27,0 |
32,0 |
39,0 |
48,0 |
8,5 |
9,5 |
||||
|
38…42 |
16,0 |
22,0 |
27,0 |
33,0 |
39,0 |
47,0 |
58,0 |
11 |
10,5 |
|||||
|
120 |
24,0 |
33,0 |
42,0 |
51,0 |
61,0 |
74,0 |
92,0 |
18 |
23 |
|||||
|
22…28 |
8 |
16,5 |
20,0 |
26,0 |
30,0 |
35,0 |
42,0 |
50,0 |
8,5 |
|
9,0 |
|||
|
48 |
19,0 |
25,0 |
31,0 |
37,0 |
43,0 |
52,0 |
63,0 |
11,5 |
12 |
|||||
|
60 |
23,0 |
31,0 |
38,0 |
45,0 |
53,0 |
64,0 |
78,0 |
14 |
||||||

|
Неполное НАРЕЗАНИЕ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ В
|
Токарно-винторезные |
||||||||||||||
Резцы из стали Р6М5 |
|||||||||||||||
|
Карта 65 |
Листов 2 |
||||||||||||||
|
Лист 2 |
|||||||||||||||
|
Диаметр нарезаемой |
Шаг резьбы Р, мм |
Длина нарезаемой |
Время на каждые 100 |
Режимы резания |
|||||||||||
|
100 |
150 |
200 |
250 |
300 |
400 |
500 |
i |
V, |
|||||||
|
Время на поверхность, мин |
черновых и |
черновая и |
зачистная |
||||||||||||
|
зачистных |
|||||||||||||||
|
30…36 |
10 |
21,0 |
27,0 |
32,0 |
36,0 |
42,0 |
49,0 |
58,0 |
9,0 |
|
10,5 |
4 |
|||
|
38…42 |
23,5 |
31,0 |
36,5 |
42,0 |
49,0 |
58,0 |
69,0 |
11,5 |
10,5 |
||||||
|
65 |
26,0 |
34,0 |
41,0 |
48,0 |
56,0 |
66,0 |
79,0 |
13,5 |
14,5 |
||||||
|
75…80 |
28,0 |
37,0 |
45,0 |
52,0 |
61,0 |
73,0 |
88,0 |
15 |
16 |
||||||
|
44 |
12 |
22,5 |
28,0 |
32,0 |
36,0 |
42,0 |
49,0 |
58,0 |
8,5 |
|
14 |
||||
|
60 |
24,0 |
31,0 |
37,0 |
42,0 |
50,0 |
58,0 |
69,0 |
11 |
15 |
||||||
|
85 |
29,0 |
37,0 |
44,0 |
51,0 |
61,0 |
72,0 |
86,0 |
14,5 |
17 |
||||||
|
110 |
35,0 |
45,0 |
53,0 |
62,0 |
72,0 |
85,0 |
103 |
17,5 |
|||||||
|
Примечания: 1. При нарезании |
|||||||||||||||
|
Число заходов |
К |
||||||||||||||
|
1 |
1,0 |
||||||||||||||
|
2 |
2,1 |
||||||||||||||
|
3 |
3,2 |
||||||||||||||
|
4 |
4,3 |
||||||||||||||
|
5 |
5,4 |
||||||||||||||
|
2. Неполное штучное время рассчитано при обратном ускоренном 3. При нарезании резьбы с полем допуска 6g, |
|||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||
|
Резцы из стали |
|||||||||||
Карта 66 |
Листов 3 |
||||||||||
|
Лист 1 |
|||||||||||
|
|
|||||||||||
|
Диаметр |
Модуль резьбы m, |
Длина нарезаемой |
Режимы резания |
||||||||
|
i |
V, м/мин. |
||||||||||
|
25 |
50 |
75 |
100 |
черновых и профилировочных |
черновая и |
зачистная |
|||||
|
Время на поверхность, мин. |
зачистных |
||||||||||
|
24 |
2,0 |
15,5 |
20 |
— |
— |
|
28 |
4 |
|||
|
28 |
16,5 |
21 |
— |
— |
26 |
||||||
|
32 |
17,5 |
-24 |
— |
— |
|||||||
|
36 |
18,5 |
24,5- |
— |
— |
|||||||
|
36 |
3,0 |
20,5 |
26,5 |
34- |
— |
|
23 |
||||
|
42 |
21,5 |
28,5 |
37 |
— |
|||||||
|
48 |
22,5 |
30,5 |
41 |
— |
|||||||
|
44 |
4,0 |
— |
30 |
39 |
47 |
|
23 |
||||
|
48 |
— |
32,5 |
42 |
52 |
|||||||
|
56 |
— |
35 |
46 |
57 |
22 |
||||||
|
64 |
— |
38,5 |
41,5 |
65 |
|||||||
|
72 |
— |
42,5 |
57 |
72 |
|||||||
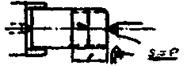
|
Неполное НАРЕЗАНИЕ НАРУЖНОЙ МОДУЛЬНОЙ РЕЗЬБЫ
|
Токарно-винторезные |
|||||||||||||
Резцы из стали Р6М5 |
||||||||||||||
|
Карта 66 |
Листов 3 |
|||||||||||||
|
Лист 2 |
||||||||||||||
|
Диаметр |
Модуль резьбы m, |
Длина нарезаемой |
Режимы резания |
|||||||||||
|
i |
V, м/мин. |
|||||||||||||
|
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
черновых и профилировочных |
черновая и |
зачистная |
|||
|
Время на поверхность, мин. |
зачистных |
|||||||||||||
|
55 |
5,0 |
32,5 |
42 |
51 |
— |
— |
— |
— |
— |
— |
|
21,5 |
4 |
|
|
60 |
37 |
48 |
59 |
— |
— |
— |
— |
— |
— |
19 |
||||
|
70 |
40 |
53 |
66 |
— |
— |
— |
— |
— |
— |
20 |
||||
|
90 |
44 |
58 |
73 |
— |
— |
— |
— |
— |
— |
23 |
||||
|
65 |
6,0 |
— |
52 |
62 |
74 |
— |
— |
— |
— |
— |
|
18,5 |
||
|
72 |
— |
60 |
73 |
88 |
— |
— |
— |
— |
— |
|||||
|
85 |
— |
63 |
77 |
92 |
— |
— |
— |
— |
— |
|||||
|
95 |
— |
65 |
80 |
97 |
— |
— |
— |
— |
— |
|||||
|
80 |
8,0 |
— |
57 |
68 |
81 |
93 |
108 |
— |
— |
— |
|
90 |
||
|
88 |
— |
62 |
77 |
92 |
106 |
125 |
— |
— |
— |
18 |
||||
|
98 |
— |
70 |
85 |
103 |
118 |
139 |
— |
— |
— |
17 |
||||
|
112 |
— |
76 |
83 |
111 |
127 |
153 |
— |
— |
— |
|||||
|
100 |
10 |
— |
— |
87 |
104 |
118 |
139 |
— |
— |
— |
|
16 |
||
|
120 |
— |
— |
103 |
124 |
141 |
167 |
— |
— |
— |
|||||
|
140 |
— |
— |
107 |
128 |
147 |
174 |
— |
— |
— |
|||||
|
120 |
12 |
— |
— |
— |
119 |
135 |
159 |
189 |
223 |
— |
|
16 |
||
|
144 |
— |
— |
— |
124 |
140 |
166 |
198 |
232 |
— |
|||||
|
168 |
— |
— |
— |
135 |
154 |
181 |
219 |
257 |
— |
|||||
|
160 |
16 |
— |
— |
— |
— |
— |
— |
210 |
225 |
265 |
|
13 |
||
|
176 |
— |
— |
— |
— |
— |
— |
220 |
240 |
275 |
|||||
|
Неполное НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||||||||||
|
Резцы из стали |
||||||||||||||||||||
|
Карта 66 |
Листов 3 |
|||||||||||||||||||
|
Лист 3 |
||||||||||||||||||||
|
Диаметр |
Модуль резьбы m, |
Длина нарезаемой |
Режимы резания |
|||||||||||||||||
|
i |
V, м/мин. |
|||||||||||||||||||
|
250 |
300 |
350 |
черновых и профилировочных |
черновая и |
зачистная |
|||||||||||||||
|
Время на поверхность, мин. |
||||||||||||||||||||
|
зачистных |
||||||||||||||||||||
|
190 |
20 |
245 |
260 |
300 |
|
12 |
4 |
|||||||||||||
|
Поправочные |
||||||||||||||||||||
|
Обрабатываемой стали и |
Группа стали |
Углеродистые, |
Марганцовистые, |
|||||||||||||||||
|
НВ |
до 170 |
170…210 |
свыше 210 |
до 170 |
170…210 |
свыше 210 |
||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||||||
|
Примечания: 1. При нарезании |
||||||||||||||||||||
|
Число заходов |
Модуль т, мм, |
|||||||||||||||||||
|
3 |
8 |
20 |
||||||||||||||||||
|
Коэффициент К |
||||||||||||||||||||
|
1 |
1,0 |
1,0 |
1,0 |
|||||||||||||||||
|
2 |
2,05 |
2,05 |
2,0 |
|||||||||||||||||
|
3 |
3,1 |
3,05 |
3,05 |
|||||||||||||||||
|
4 |
4,2 |
4,1 |
4,05 |
|||||||||||||||||
|
5 |
5,5 |
5,0 |
3,0 |
|||||||||||||||||
|
2. Неполное штучное время рассчитано при обратном ускоренном 3. При нарезании резьбы 8 степени точности время по карте принимать |
||||||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||||||||
|
Резцы резьбовые |
|||||||||||||||||
Карта 67 |
Листов 2 |
||||||||||||||||
|
Лист 1 |
|||||||||||||||||
|
|
|||||||||||||||||
|
Диаметр нарезаемой |
Число ниток на 1 дюйм |
Длина нарезаемой |
Режимы резания |
||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
225 |
250 |
i |
V, |
||||||
|
Время на |
черновых |
чистовых |
черновая |
чистовая |
|||||||||||||
|
I. Нарезание резьбы иапроход |
|||||||||||||||||
|
1/8 |
28 |
2,20 |
3,00 |
4,20 |
5,50 |
— |
— |
— |
— |
— |
— |
5 |
1 |
20 |
4,0 |
||
|
1/4 — 3/8 |
19 |
2,70 |
3,30 |
4,30 |
5,00 |
6,00 |
7,00 |
— |
— |
— |
— |
7 |
34 |
||||
|
1/2 — 5/8 |
14 |
3,20 |
4,10 |
5,50 |
7,00 |
8,50 |
9,00 |
11,0 |
12,0 |
— |
— |
9 |
2 |
38 |
|||
|
3/4 |
3,90 |
5,00 |
7,00 |
8,50 |
10,5 |
12,0 |
14,0 |
15,5 |
17,5 |
19,0 |
|||||||
|
1 — 11/4 |
11 |
4,80 |
6,50 |
8,50 |
11,0 |
13,0 |
15,0 |
17,5 |
19,5 |
22,5 |
24,0 |
10 |
39 |
||||
|
13/8 |
5,50 |
7,50 |
10,0 |
13,0 |
16,0 |
19,0 |
22,0 |
24,0 |
27,0 |
30,0 |
|||||||
|
13/4 |
6,50 |
9,00 |
12,5 |
16,0 |
20,0 |
23,0 |
27,0 |
30,0 |
34,0 |
38,0 |
|||||||

|
Неполное НАРЕЗАНИЕ НАРУЖНОЙ ТРУБНОЙ РЕЗЬБЫ, КЛАСС
|
Токарно-винторезные |
||||||||||||||||||||||||||||||
Резцы резьбовые из стали Р6М5 |
|||||||||||||||||||||||||||||||
|
Карта 67 |
Листов 2 |
||||||||||||||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||||||||||||||
|
Диаметр нарезаемой |
Число ниток на 1 дюйм |
Длина нарезаемой |
Режимы резания |
||||||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
225 |
250 |
i |
V, |
||||||||||||||||||||
|
Время на |
черновых |
чистовых |
черновая |
чистовая |
|||||||||||||||||||||||||||
|
II. Нарезание резьбы в упор |
|||||||||||||||||||||||||||||||
|
1/8 |
28 |
4,00 |
5,90 |
8,7 |
11,5 |
— |
— |
— |
— |
— |
— |
5 |
2 |
3,4 |
3,4 |
||||||||||||||||
|
1/4 — 3/8 |
19 |
4,30 |
5,80 |
8,40 |
11,0 |
13,5 |
16,0 |
— |
— |
— |
— |
8 |
1 |
5,0 |
4,0 |
||||||||||||||||
|
1/2 — 5/8 |
14 |
4,50 |
6,50 |
9,50 |
12,0 |
15,0 |
18,0 |
21,0 |
23,0 |
— |
— |
10 |
6,5 |
||||||||||||||||||
|
3/4 |
5,20 |
7,49 |
10,50 |
14,0 |
17,0 |
20,0 |
23,0 |
26,0 |
30,0 |
33,0 |
2 |
8,5 |
|||||||||||||||||||
|
1 — 11/4 |
11 |
5,80 |
8,00 |
11,5 |
15,0 |
18,0 |
22,0 |
25,0 |
28,0 |
32,0 |
35,0 |
11 |
12 |
||||||||||||||||||
|
13/8 |
6,30 |
8,90 |
13,0 |
16,5 |
21,0 |
24,0 |
28,0 |
31,0 |
36,0 |
40,0 |
14 |
||||||||||||||||||||
|
13/4 |
7,40 |
10,5 |
15,0 |
19,0 |
24,0 |
28,0 |
33,0 |
36,0 |
41,0 |
46,0 |
17 |
||||||||||||||||||||
|
Поправочные |
|||||||||||||||||||||||||||||||
|
Обрабатываемой стали и |
НВ |
до 170 |
170…210 |
свыше 210 |
|||||||||||||||||||||||||||
|
Длительность обработки, мин |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
||||||||||||||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
||||||||||||||||||||||||||
|
Примечания: 1. Неполное 2. При нарезании резьбы по классу точности — А время по карте |
|||||||||||||||||||||||||||||||
|
Неполное штучное время НАРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||||||
|
Резцы резьбовые |
||||||||||||||
Карта 68 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр нарезаемой |
Число ниток на 1 дюйм |
Длина нарезаемой |
Режимы резания |
|||||||||||
|
5 |
50 |
75 |
100 |
125 |
150 |
175 |
i |
V, |
||||||
|
Время на |
черновых |
чистовых |
черновая |
чистовая |
||||||||||
|
I. Нарезание резьбы напроход |
||||||||||||||
|
1/8 |
18 |
2,60 |
3,60 |
— |
— |
— |
— |
— |
7 |
1 |
16 |
4,0 |
||
|
1/4 — 3/8 |
19 |
3,20 |
4,00 |
— |
— |
— |
— |
— |
9 |
27 |
||||
|
3/4 — 5/8 |
14 |
3,80 |
4,90 |
6,50 |
— |
— |
— |
— |
10 |
2 |
30 |
|||
|
3/4 |
4,70 |
6,00 |
8,50 |
10,5 |
— |
— |
— |
11 |
||||||
|
1 — 11/4 |
11 |
5,50 |
7,50 |
10,5 |
13,0 |
16,0 |
— |
— |
12 |
31 |
||||
|
13/8 |
6,50 |
9,00 |
12,0 |
16,0 |
19,0 |
23,0 |
— |
|||||||
|
13/4 |
8,00 |
11,0 |
15,0 |
19,0 |
24,0 |
28,0 |
32,0 |
|||||||


|
Неполное НАРЕЗАНИЕ ВНУТРЕННЕЙ ТРУБНОЙ РЕЗЬБЫ, КЛАСС
|
Токарно-винторезные |
|||||||||||||||||||
Резцы резьбовые из стали Р6М5 |
||||||||||||||||||||
|
Карта 68 |
Листов 2 |
|||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||
|
Диаметр нарезаемой |
Число ниток на 1 дюйм |
Длина нарезаемой |
Режимы резания |
|||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
175 |
i |
V, |
||||||||||||
|
Время на |
черновых |
чистовых |
черновая |
чистовая |
||||||||||||||||
|
Нарезание резьбы |
||||||||||||||||||||
|
1/8 |
28 |
5,00 |
7,00 |
— |
— |
— |
— |
— |
8 |
1 |
3,4 |
3,4 |
||||||||
|
1/4 — 3/8 |
19 |
5,00 |
7,00 |
— |
— |
— |
— |
— |
10 |
4,0 |
4,0 |
|||||||||
|
3/4 — 5/8 |
14 |
5,50 |
8,00 |
10,0 |
— |
— |
— |
— |
11 |
2 |
5,2 |
|||||||||
|
3/4 |
6,00 |
9,00 |
13,0 |
17,0 |
— |
— |
— |
12 |
7,0 |
|||||||||||
|
1 — 11/4 |
11 |
7,00 |
10,0 |
14,0 |
18,0 |
22,0 |
— |
— |
13 |
10 |
||||||||||
|
13/8 |
7,50 |
11,0 |
16,0 |
20,0 |
25,0 |
29,0 |
— |
11 |
||||||||||||
|
13/4 |
9,00 |
13,0 |
18,0 |
23,0 |
29,0 |
34,0 |
40,0 |
14 |
||||||||||||
|
Поправочные |
||||||||||||||||||||
|
Обрабатываемой стали и |
НВ |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||
|
Длительность обработки |
до 10 |
свыше 10 |
— |
до 10 |
свыше 10 |
|||||||||||||||
|
Коэффициент |
0,9 |
0,8 |
1,0 |
1,1 |
1,25 |
|||||||||||||||
|
Примечания: 1. Неполное 2. При нарезании резьбы по классу точности — А время по карте |
||||||||||||||||||||
|
Неполное штучное время СВЕРЛЕНИЕ
|
Токарно-винторезные |
|||||||||||||||||||||
Сверла спиральные из стали Р6М5 |
||||||||||||||||||||||
Карта 69 |
Листов 1 |
|||||||||||||||||||||
|
Лист 1 |
||||||||||||||||||||||
|
|
||||||||||||||||||||||
|
Диаметр |
Длина отверстия L, |
|||||||||||||||||||||
|
10 |
20 |
40 |
60 |
80 |
100 |
125 |
150 |
175 |
200 |
|||||||||||||
|
Время на рабочий |
||||||||||||||||||||||
|
6 |
0,30 |
0,40 |
0,70 |
1,10 |
— |
— |
— |
— |
— |
— |
||||||||||||
|
8 |
0,40 |
0,40 |
0,70 |
1,20 |
1,50 |
1,70 |
— |
— |
— |
— |
||||||||||||
|
10 |
0,40 |
0,50 |
0,80 |
1,20 |
1,60 |
1,70 |
— |
— |
— |
— |
||||||||||||
|
12 |
0,40 |
0,50 |
0,70 |
1,00 |
1,40 |
1,50 |
2,00 |
— |
— |
— |
||||||||||||
|
16 |
0,40 |
0,50 |
0,70 |
1,00 |
1,40 |
1,60 |
2,00 |
2,60 |
— |
— |
||||||||||||
|
20 |
0,50 |
0,70 |
1,00 |
1,50 |
2,00 |
2,40 |
3,00 |
3,70 |
4,50 |
5,50 |
||||||||||||
|
25 |
0,60 |
0,90 |
1,20 |
1,70 |
2,20 |
2,70 |
3,30 |
4,10 |
5,00 |
6,00 |
||||||||||||
|
30 |
0,80 |
1,20 |
1,60 |
2,30 |
3,00 |
3,60 |
4,30 |
5,50 |
6,50 |
7,50 |
||||||||||||
|
Поправочные |
||||||||||||||||||||||
|
Обрабатываемой стали и |
Группа стали |
Углеродистые, |
Марганцовистые, |
|||||||||||||||||||
|
НВ |
до 170 |
170…210 |
свыше 210 |
до 170 |
170…210 |
свыше 210 |
||||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||||||||
|
Нанесения |
||||||||||||||||||||||
|
Нанесение износостойкого |
Наличие покрытия |
После первой |
После второй |
После третьей заточки |
||||||||||||||||||
|
Коэффициент |
0,85 |
0,9 |
0,95 |
1,0 |
||||||||||||||||||
|
Примечания: 1. Время по карте дано на сверление отверстий с ручной 2. При сверлении глухих отверстий время по карте принимать с |
||||||||||||||||||||||
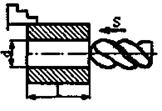
|
Неполное штучное время РАССВЕРЛИВАНИЕ
|
Токарно-винторезные |
|||||||||||||||||||
Сверла спиральные из стали Р6М5 |
||||||||||||||||||||
Карта 70 |
Листов 1 |
|||||||||||||||||||
|
Лист 1 |
||||||||||||||||||||
|
|
||||||||||||||||||||
|
Диаметр |
Диаметр |
Длина отверстия l, |
||||||||||||||||||
|
10 |
20 |
40 |
60 |
80 |
100 |
125 |
150 |
175 |
200 |
|||||||||||
|
Время на рабочий |
||||||||||||||||||||
|
25 |
10 |
0,70 |
0,80 |
1,00 |
1,30 |
1,50 |
1,70 |
2,00 |
2,30 |
2,70 |
2,80 |
|||||||||
|
15 |
0,70 |
0,70 |
0,90 |
1,10 |
1,30 |
1,40 |
1,70 |
2,00 |
2,20 |
2,40 |
||||||||||
|
30 |
10 |
0,70 |
0,90 |
1,10 |
1,40 |
1,60 |
1,90 |
2,40 |
2,70 |
3,10 |
3,40 |
|||||||||
|
15 |
0,70 |
0,80 |
1,00 |
1,30 |
1,50 |
1,80 |
2,20 |
2,50 |
2,80 |
3,10 |
||||||||||
|
20 |
0,70 |
0,80 |
1,00 |
1,20 |
1,40 |
1,70 |
2,00 |
2,30 |
2,60 |
2,80 |
||||||||||
|
40 |
15 |
0,80 |
1,00 |
1,30 |
1,70 |
2,00 |
2,3 |
2,80 |
3,20 |
3,70 |
4,10 |
|||||||||
|
20 |
0,80 |
0,90 |
1,10 |
1,60 |
1,80 |
2,10 |
2,50 |
2,90 |
3,30 |
3,60 |
||||||||||
|
30 |
0,70 |
0,80 |
1,00 |
1,40 |
1,60 |
1,90 |
2,30 |
2,60 |
3,10 |
3,30 |
||||||||||
|
50 |
20 |
1,00 |
1,20 |
1,50 |
2,00 |
2,40 |
2,80 |
3,40 |
4,00 |
4,60 |
5,00 |
|||||||||
|
30 |
0,80 |
1,00 |
1,20 |
1,60 |
2,00 |
2,30 |
3,00 |
3,20 |
3,70 |
4,10 |
||||||||||
|
60 |
30 |
1,00 |
1,10 |
1,50 |
1,90 |
2,40 |
2,80 |
3,40 |
3,90 |
4,60 |
5,00 |
|||||||||
|
Поправочные |
||||||||||||||||||||
|
Обрабатываемой стали и |
Группа стали |
Углеродистые, |
Марганцовистые, |
|||||||||||||||||
|
НВ |
до 170 |
170…210 |
свыше 210 |
до 170 |
170…210 |
свыше 210 |
||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||||||
|
Примечания: 1. Время карте дано на рассверливание 2. При рассверливании глухих отверстий время по карте принимать с |
||||||||||||||||||||

|
Неполное штучное время ЗЕНКЕРОВАНИЕ Сталь |
Токарно-винторезные |
||||||||||||
|
Зенкеры из |
|||||||||||||
Карта 71 |
Листов 2 |
||||||||||||
|
Лист 1 |
|||||||||||||
|
|
|||||||||||||
|
Диаметр |
Глубина резания t, |
Длина |
|||||||||||
|
15 |
30 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
250 |
||||
|
Время на рабочий |
|||||||||||||
|
Обработка |
|||||||||||||
|
15 |
3,0 |
0,70 |
0,80 |
0,90 |
1,10 |
1,30 |
— |
— |
— |
— |
— |
||
|
20 |
0,70 |
0,80 |
0,90 |
1,10 |
1,30 |
1,50 |
1,70 |
— |
— |
— |
|||
|
25 |
0,70 |
0,80 |
1,00 |
1,10 |
1,30 |
1,50 |
1,70 |
1,90 |
— |
— |
|||
|
30 |
0,80 |
0,90 |
1,00 |
1,30 |
1,50 |
1,90 |
2,10 |
2,30 |
2,50 |
3,00 |
|||
|
35 |
0,80 |
0,90 |
1,10 |
1,40 |
1,60 |
2,00 |
2,20 |
2,40 |
2,60 |
3,10 |
|||
|
40 |
0,80 |
1,00 |
1,20 |
1,50 |
1,80 |
2,20 |
2,50 |
2,80 |
3,00 |
3,60 |
|||
|
50 |
0,80 |
1,00 |
1,20 |
1,60 |
1,90 |
2,30 |
2,60 |
2,90 |
3,20 |
3,80 |
|||
|
60 |
0,90 |
1,10 |
1,30 |
1,80 |
2,20 |
2,70 |
3,10 |
3,50 |
3,90 |
4,60 |
|||
|
80 |
0,90 |
1,20 |
1,50 |
2,00 |
2,60 |
3,10 |
3,60 |
4,10 |
4,50 |
5,50 |
|||

|
Неполное ЗЕНКЕРОВАНИЕ ОТВЕРСТИЙ, Rz
|
Токарно-винторезные |
|||||||||||||||||||
Зенкеры из стали Р6М5 |
||||||||||||||||||||
|
Карта 71 |
Листов 2 |
|||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||
|
Диаметр |
Глубина резания t, |
Длина |
||||||||||||||||||
|
15 |
30 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
250 |
|||||||||||
|
Время на рабочий |
||||||||||||||||||||
|
Обработка |
||||||||||||||||||||
|
15 |
1,0 |
0,80 |
0,90 |
1,00 |
1,20 |
1,40 |
— |
— |
— |
— |
— |
|||||||||
|
20 |
0,80 |
0,90 |
1,00 |
1,30 |
1,50 |
1,80 |
2,00 |
— |
— |
— |
||||||||||
|
25 |
0,80 |
0,90 |
1,10 |
1,40 |
1,60 |
1,90 |
2,10 |
2,30 |
— |
— |
||||||||||
|
30 |
0,90 |
1,00 |
1,20 |
1,60 |
1,90 |
2,20 |
2,50 |
2,80 |
3,00 |
3,60 |
||||||||||
|
35 |
0,90 |
1,10 |
1,20 |
1,70 |
2,10 |
2,50 |
2,80 |
3,20 |
3,50 |
4,20 |
||||||||||
|
40 |
0,90 |
1,10 |
1,30 |
1,80 |
2,20 |
2,60 |
3,00 |
3,40 |
3,70 |
4,40 |
||||||||||
|
50 |
0,90 |
1,10 |
1,30 |
1,80 |
2,30 |
2,70 |
3,10 |
3,50 |
3,80 |
4,50 |
||||||||||
|
60 |
1,00 |
1,20 |
1,60 |
2,10 |
2,60 |
3,20 |
3,80 |
4,30 |
4,70 |
5,50 |
||||||||||
|
80 |
1,00 |
1,30 |
1,80 |
2,50 |
3,10 |
3,90 |
4,50 |
5,00 |
5,50 |
7,00 |
||||||||||
|
Поправочные |
||||||||||||||||||||
|
Обрабатываемой стали и |
Группа стали |
Углеродистые, |
Марганцовистые, |
|||||||||||||||||
|
НВ |
до 170 |
170…210 |
свыше 210 |
до 170 |
170…210 |
свыше 210 |
||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||||||
|
Примечания: 1. Время дано 2. При обработке глухих отверстий время по карте принимать с |
||||||||||||||||||||
|
Неполное штучное время РАЗВЕРТЫВАНИЕ Сталь |
Токарно-винторезные |
|||||||||||
|
Развертки из |
||||||||||||
Карта 72 |
Листов 3 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр |
Длина отверстия l, |
|||||||||||
|
20 |
30 |
40 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
|||
|
Время на |
||||||||||||
|
I. Обработка одной разверткой, Rа 2,5, 8 |
||||||||||||
|
10 |
0,38 |
0,42 |
0,46 |
0,50 |
0,62 |
— |
— |
— |
— |
— |
||
|
15 |
0,47 |
0,53 |
0,59 |
0,65 |
0,81 |
0,96 |
— |
— |
— |
— |
||
|
20 |
0,57 |
0,65 |
0,74 |
0,79 |
1,00 |
1,25 |
1,55 |
— |
— |
— |
||
|
25 |
0,63 |
0,73 |
0,83 |
0,93 |
1,15 |
1,40 |
1,75 |
2,00 |
— |
— |
||
|
30 |
— |
0,77 |
0,87 |
0,98 |
1,20 |
1,50 |
1,85 |
2,15 |
2,40 |
— |
||
|
35 |
— |
0,97 |
1,10 |
1,25 |
1,55 |
1,90 |
2,30 |
2,65 |
3,00 |
3,35 |
||
|
40 |
— |
— |
1,15 |
1,25 |
1,60 |
1,95 |
2,40 |
2,75 |
3,10 |
3,45 |
||
|
50 |
— |
— |
— |
1,50 |
1,85 |
2,30 |
2,85 |
3,30 |
3,70 |
4,15 |
||
|
60 |
— |
— |
— |
1,55 |
1,95 |
2,40 |
2,30 |
3,40 |
3,80 |
4,30 |
||
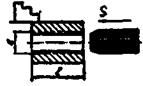
|
Неполное РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ, Ra 2,5,
|
Токарно-винторезные |
|||||||||||
Развертки из стали Р6М5 |
||||||||||||
|
Карта 72 |
Листов 3 |
|||||||||||
|
Лист 2 |
||||||||||||
|
Диаметр |
Длина отверстия l, мм, до |
|||||||||||
|
20 |
30 |
40 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
|||
|
Время на |
||||||||||||
|
70 |
— |
— |
— |
— |
2,25 |
2,75 |
3,40 |
3,95 |
4,45 |
5,00 |
||
|
80 |
— |
— |
— |
— |
2,75 |
3,15 |
3,90 |
4,50 |
5,00 |
5,50 |
||
|
II. Обработка двумя развертками, Rа 1,25, 7 |
||||||||||||
|
10 |
1,05 |
1,25 |
1,40 |
1,60 |
2,05 |
— |
— |
— |
— |
— |
||
|
15 |
1,40 |
1,65 |
1,95 |
2,20 |
2,80 |
3,50 |
— |
— |
— |
— |
||
|
20 |
1,75 |
2,10 |
2,45 |
2,80 |
3,50 |
4,40 |
5,50 |
— |
— |
— |
||
|
25 |
1,90 |
2,30 |
2,70 |
3,10 |
3,90 |
4,90 |
6,00 |
7,00 |
— |
— |
||
|
30 |
— |
2,55 |
3,00 |
3,45 |
4,35 |
5,50 |
6,50 |
8,00 |
9,00 |
— |
||
|
35 |
— |
3,00 |
3,45 |
3,95 |
4,90 |
6,00 |
7,50 |
8,50 |
10,0 |
11,0 |
||
|
40 |
— |
— |
3,65 |
4,15 |
5,00 |
6,50 |
8,00 |
9,00 |
10,5 |
12,0 |
||
|
50 |
— |
— |
— |
4,50 |
5,50 |
7,00 |
8,50 |
10,0 |
11,5 |
12,5 |
||
|
60 |
— |
— |
— |
5,00 |
6,00 |
7,50 |
9,50 |
11,0 |
12,5 |
14,5 |
||
|
Неполное РАЗВЕРТЫВАНИЕ Сталь |
Токарно-винторезные |
||||||||||||||||||
|
Развертки из |
|||||||||||||||||||
|
Карта 72 |
Листов 3 |
||||||||||||||||||
|
Лист 3 |
|||||||||||||||||||
|
Диаметр |
Длина отверстия l, |
||||||||||||||||||
|
20 |
30 |
40 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
||||||||||
|
Время на |
|||||||||||||||||||
|
70 |
— |
— |
— |
— |
6,50 |
8,50 |
10,0 |
11,0 |
12,5 |
15,5 |
|||||||||
|
80 |
— |
— |
— |
— |
7,50 |
9,50 |
12,0 |
14,0 |
16,0 |
18,0 |
|||||||||
|
Поправочные |
|||||||||||||||||||
|
Обрабатываемой стали и |
Группа стали |
Углеродистые, |
Марганцовистые, |
||||||||||||||||
|
НВ |
до 170 |
170…210 |
свыше 210 |
до 170 |
170…210 |
свыше 210 |
|||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
|||||||||||||
|
Примечания: 1. Время дано 2. При обработке глухих отверстий время по карте принимать с |
|||||||||||||||||||
|
Неполное штучное время ОБРАБОТКА Сталь |
Токарно-винторезные |
||||||||||||||||
|
Резцы фасонные |
|||||||||||||||||
Карта 73 |
Листов 2 |
||||||||||||||||
|
Лист 1 |
|||||||||||||||||
|
|
|||||||||||||||||
|
I. Фасонное точение |
|||||||||||||||||
|
Диаметр |
Ширина резца В, мм, |
Простой профиль |
Сложный профиль |
||||||||||||||
|
Длина (радиус) |
Режимы резания |
Длина (радиус) |
Режимы резания |
||||||||||||||
|
10 |
15 |
20 |
25 |
30 |
So, мм/об |
V, |
10 |
15 |
20 |
25 |
30 |
So, мм/об |
V, |
||||
|
Время на |
Время на поверхность, мин |
||||||||||||||||
|
25 |
20 |
1,60 |
— |
— |
— |
— |
0,05 |
39 |
1,9 |
— |
— |
— |
— |
0,03 |
39 |
||
|
60 |
2,60 |
3,10 |
3,90 |
4,50 |
— |
0,07 |
29 |
3,80 |
4,70 |
6,00 |
7,00 |
— |
0,04 |
29 |
|||
|
40 |
30 |
2,00 |
2,30 |
2,70 |
— |
— |
0,06 |
39 |
2,30 |
2,70 |
3,30 |
— |
— |
0,035 |
39 |
||
|
60 |
2,90 |
3,50 |
4,30 |
5,00 |
6,00 |
0,06 |
29 |
4,20 |
5,00 |
6,50 |
8,00 |
9,00 |
0,035 |
29 |
|||
|
40 |
40 |
2,20 |
2,50 |
3,10 |
— |
— |
0,06 |
39 |
2,50 |
2,90 |
3,60 |
— |
— |
0,03 |
39 |
||
|
60 |
3,20 |
3,80 |
4,80 |
5,50 |
6,50 |
0,06 |
29 |
4,80 |
6,00 |
7,50 |
9,00 |
10,5 |
0,03 |
29 |
|||
|
60 и свыше |
50 |
3,80 |
4,60 |
6,00 |
7,00 |
8,00 |
0,05 |
29 |
5,50 |
7,00 |
9,00 |
10,5 |
12,5 |
0,025 |
29 |
||

|
Неполное ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ (выпуклых и
|
Токарно-винторезные |
||||||||||
Резцы фасонные из стали Р6М5 |
|||||||||||
|
Карта 73 |
Листов 2 |
||||||||||
|
Лист 2 |
|||||||||||
|
|
|||||||||||
|
II. Снятие фасок и обтачивание галтелей |
|||||||||||
|
Вид обработки |
Диаметр обрабатываемой |
Резцы с пластинами |
Резцы из стали |
||||||||
|
Ширина фаски или |
|||||||||||
|
2 |
3 |
5 |
8 |
10 |
3 |
5 |
8 |
10 |
|||
|
Время, мин |
|||||||||||
|
Снятие фасок |
50 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
— |
— |
— |
— |
|
|
100 |
0,30 |
0,35 |
0,45 |
0,65 |
0,75 |
— |
— |
— |
— |
||
|
200 |
0,30 |
0,40 |
0,55 |
0,80 |
0,90 |
— |
— |
— |
— |
||
|
300 |
0,35 |
0,45 |
0,60 |
0,90 |
1,00 |
— |
— |
— |
— |
||
|
500 |
0,40 |
0,50 |
0,70 |
1,00 |
1,20 |
— |
— |
— |
— |
||
|
Обтачивание |
50 |
— |
0,60 |
0,70 |
— |
— |
0,70 |
0,80 |
— |
— |
|
|
100 |
— |
0,65 |
0,80 |
1,10 |
— |
0,75 |
0,90 |
1,30 |
— |
||
|
200 |
— |
0,70 |
1,00 |
1,40 |
1,80 |
0,80 |
1,40 |
2,00 |
2,60 |
||
|
300 |
— |
0,80 |
1,10 |
1,50 |
1,90 |
0,90 |
1,50 |
2,10 |
2,80 |
||
|
500 |
— |
0,90 |
1,20 |
1,60 |
2,00 |
1,00 |
1,60 |
2,30 |
3,00 |
||


|
Неполное штучное время ЦЕНТРОВАНИЕ Сталь |
Токарно-винторезные |
||||
|
Сверла |
|||||
Карта 74 |
Листов 2 |
||||
|
Лист 1 |
|||||
|
|
|||||
|
I. Центрование торцов |
|||||
|
Диаметр |
Диаметр |
Диаметр конуса |
Время на |
||
|
30 |
2,5 |
6 |
1,10 |
||
|
50 |
3 |
7,5 |
1,20 |
||
|
80 |
4 |
10 |
1,30 |
||
|
120 |
5 |
12,5 |
1,60 |
||
|
180 |
6 |
15 |
1,80 |
||
|
260 |
8 |
20 |
2,40 |
||
|
Св. 260 |
12 |
30 |
3,50 |
||

|
Неполное ЦЕНТРОВАНИЕ ТОРЦОВ, НАКАТЫВАНИЕ РИФЛЕНИЙСталь |
Токарно-винторезные |
|||||||||||||
Сверла центровочные, ролики накатные из стали
|
||||||||||||||
|
Карта 74 |
Листов 2 |
|||||||||||||
|
Лист 2 |
||||||||||||||
|
|
||||||||||||||
|
II. Накатывание рифлений по цилиндрической |
||||||||||||||
|
Диаметр |
Длина |
Режимы резания |
||||||||||||
|
10 |
20 |
30 |
40 |
50 |
75 |
100 |
125 |
150 |
i |
So, мм/об |
V, |
|||
|
Время на поверхность, мин |
||||||||||||||
|
20 |
1,70 |
1,90 |
2,40 |
2,60 |
2,70 |
— |
— |
— |
— |
2 |
0,4 |
16 |
||
|
30 |
1,80 |
2,00 |
2,60 |
2,90 |
3,10 |
3,50 |
— |
— |
— |
15 |
||||
|
40 |
1,90 |
2,10 |
2,90 |
3,20 |
3,50 |
4,10 |
— |
— |
— |
3 |
16 |
|||
|
50 |
2,00 |
2,40 |
3,30 |
3,70 |
4,20 |
5,50 |
7,00 |
— |
— |
4 |
0,5 |
|||
|
75 |
2,10 |
2,70 |
3,70 |
4,30 |
5,00 |
7,00 |
8,00 |
10,5 |
12,0 |
5 |
0,7 |
1,4 |
||
|
100 |
2,60 |
3,00 |
4,20 |
5,00 |
6,00 |
8,00 |
10,0 |
12,5 |
15,0 |
0,8 |
16 |
|||
|
125 |
— |
3,30 |
4,70 |
5,50 |
6,50 |
9,00 |
11,5 |
14,5 |
17,0 |
6 |
0,9 |
|||
|
150 |
— |
3,70 |
5,50 |
6,50 |
8,00 |
11,0 |
13,5 |
17,0 |
20,5 |
1,0 |
15 |
|||

|
Неполное штучное время ЗАЧИСТКА
|
Токарно-винторезные |
|||||||||||||||||||||
Шлифовальная шкурка |
||||||||||||||||||||||
Карта 75 |
Листов 1 |
|||||||||||||||||||||
|
Лист 1 |
||||||||||||||||||||||
|
1. Зачистка |
||||||||||||||||||||||
|
Диаметр |
Длина |
|||||||||||||||||||||
|
20 |
50 |
75 |
100 |
150 |
200 |
300 |
400 |
500 |
800 |
1000 |
||||||||||||
|
Время на |
||||||||||||||||||||||
|
30 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,60 |
0,80 |
— |
— |
— |
— |
|||||||||||
|
50 |
0,20 |
0,25 |
0,40 |
0,50 |
0,60 |
0,80 |
1,10 |
1,30 |
1,70 |
— |
— |
|||||||||||
|
75 |
0,25 |
0,30 |
0,50 |
0,60 |
0,70 |
1,00 |
1,30 |
1,50 |
2,10 |
2,60 |
— |
|||||||||||
|
100 |
0,30 |
0,40 |
0,60 |
0,70 |
0,90 |
1,20 |
1,50 |
1,80 |
2,40 |
3,30 |
3,90 |
|||||||||||
|
150 |
0,35 |
0,50 |
0,70 |
0,80 |
1,10 |
1,40 |
1,80 |
2,20 |
2,90 |
3,70 |
4,30 |
|||||||||||
|
200 |
0,40 |
0,60 |
0,80 |
1,00 |
1,30 |
1,70 |
2,30 |
2,80 |
3,60 |
4,40 |
4,90 |
|||||||||||
|
250 |
— |
0,70 |
0,90 |
1,20 |
1,60 |
2,00 |
2,60 |
3,30 |
3,90 |
4,80 |
5,50 |
|||||||||||
|
300 |
— |
— |
1,00 |
1,40 |
1,80 |
2,20 |
2,90 |
3,50 |
4,10 |
5,00 |
6,00 |
|||||||||||
|
II. Зачистка торцовых поверхностей и фасок |
||||||||||||||||||||||
|
Вид обработки |
Диаметр |
|||||||||||||||||||||
|
30 |
50 |
75 |
100 |
150 |
200 |
250 |
300 |
|||||||||||||||
|
Время на |
||||||||||||||||||||||
|
Обработка торца на |
> 0,5 R |
0,20 |
0,25 |
0,40 |
0,50 |
0,80 |
1,00 |
1,20 |
1,50 |
|||||||||||||
|
≤ 0,5 R |
0,15 |
0,20 |
0,25 |
0,40 |
0,60 |
0,70 |
0,80 |
1,00 |
||||||||||||||
|
Обработка фасок |
0,10 |
0,12 |
0,15 |
0,20 |
0,25 |
0,30 |
0,35 |
0,40 |
||||||||||||||
|
Неполное штучное время ОПИЛИВАНИЕ
|
Токарно-винторезные |
|||||||||||
Напильник |
||||||||||||
Карта 76 |
Листов 1 |
|||||||||||
|
Лист 1 |
||||||||||||
|
Диаметр обрабатываемой |
Длина |
|||||||||||
|
10 |
20 |
30 |
40 |
50 |
75 |
100 |
150 |
200 |
300 |
|||
|
Время на |
||||||||||||
|
25 |
0,15 |
0,20 |
0,25 |
0,30 |
0,35 |
0,45 |
0,60 |
0,70 |
0,80 |
1,10 |
||
|
50 |
0,30 |
0,40 |
0,45 |
0,50 |
0,60 |
0,70 |
0,80 |
0,90 |
1,20 |
1,50 |
||
|
75 |
0,50 |
0,60 |
0,70 |
0,70 |
0,80 |
0,90 |
1,10 |
1,30 |
1,60 |
2,10 |
||
|
100 |
0,60 |
0,70 |
0,80 |
0,90 |
1,00 |
1,20 |
1,40 |
1,60 |
1,90 |
2,60 |
||
|
125 |
0,80 |
0,90 |
1,00 |
1,10 |
1,20 |
1,40 |
1,60 |
1,90 |
2,40 |
3,90 |
||
|
150 |
0,90 |
1,00 |
1,10 |
1,30 |
1,40 |
1,60 |
1,80 |
2,20 |
2,80 |
4,00 |
||
|
200 |
1,10 |
1,30 |
1,40 |
1,50 |
1,60 |
1,80 |
2,10 |
2,60 |
3,20 |
4,50 |
||
|
Неполное |
Токарно-винторезные |
|||||||||
|
ПРОТАЧИВАНИЕ ШЕЕК ВАЛА ПОД ЛЮНЕТ, Rz |
Резцы с пластинами Т15К10 |
|||||||||
|
Сталь конструкционная углеродистая, 170…210 НВ |
Карта 77 |
Листов 1 |
||||||||
|
Лист 1 |
||||||||||
|
|
||||||||||
|
Протачивание |
||||||||||
|
Длина вала L, мм, до |
Длина проточки под |
Диаметр вала D, мм, до |
||||||||
|
50 |
75 |
100 |
125 |
150 |
200 |
250 |
||||
|
Время, мин |
||||||||||
|
2000 |
50 |
1,00 |
1,10 |
1,30 |
1,70 |
1,90 |
2,30 |
2,80 |
||
|
100 |
1,50 |
1,70 |
2,20 |
2,50 |
3,20 |
4,00 |
4,80 |
|||
|
2500 |
50 |
1,10 |
1,30 |
1,60 |
1,90 |
2,30 |
2,80 |
3,80 |
||
|
100 |
1,70 |
2,20 |
2,60 |
3,20 |
4,00 |
4,80 |
7,00 |
|||
|
св. 2500 |
50 |
— |
— |
1,80 |
2,30 |
2,80 |
3,80 |
4,60 |
||
|
100 |
— |
— |
3,00 |
4,00 |
4,80 |
7,00 |
8,50 |
|||
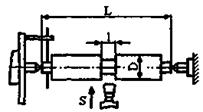
|
Неполное штучное время НАРУЖНОЕ Сталь коррозионностойкая, 12Х18Н9Т |
Токарно-винторезные |
||||||||||
|
Резцы с |
|||||||||||
Карта 78 |
Листов 3 |
||||||||||
|
Лист 1 |
|||||||||||
|
|
|||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||||
|
25 |
50 |
75 |
100 |
150 |
200 |
250 |
300 |
||||
|
Время на рабочий |
|||||||||||
|
20 |
2 |
0,50 |
0,60 |
0,60 |
— |
— |
— |
— |
— |
||
|
3 |
0,50 |
0,60 |
0,70 |
— |
— |
— |
— |
— |
|||
|
30 |
2 |
0,60 |
0,70 |
0,80 |
0,90 |
— |
— |
— |
— |
||
|
3 |
0,60 |
0,80 |
0,90 |
1,10 |
— |
— |
— |
— |
|||
|
50 |
2 |
0,60 |
0,70 |
0,80 |
1,00 |
1,10 |
— |
— |
— |
||
|
5 |
0,60 |
0,80 |
1,00 |
1,10 |
1,40 |
— |
— |
— |
|||
|
75 |
2 |
0,70 |
0,80 |
1,00 |
1,20 |
1,70 |
2,10 |
2,40 |
— |
||
|
5 |
0,70 |
0,90 |
1,20 |
1,40 |
2,60 |
2,50 |
3,00 |
— |
|||
|
100 |
3 |
0,70 |
0,90 |
1,10 |
1,40 |
2,00 |
2,40 |
2,90 |
3,30 |
||
|
5 |
0,80 |
1,10 |
1,30 |
1,70 |
2,40 |
2,90 |
3,50 |
4,10 |
|||
|
8 |
0,80 |
1,20 |
1,60 |
2,00 |
2,80 |
3,60 |
4,40 |
5,00 |
|||


|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 80, 14…12 КВАЛИТЕТ,Сталь |
Токарно-винторезные |
|||||||||||||
Резцы с пластинами ВК8 |
||||||||||||||
|
Карта 78 |
Листов 3 |
|||||||||||||
|
Лист 2 |
||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
||||
|
Время на рабочий |
||||||||||||||
|
125 |
3 |
0,90 |
1,20 |
1,50 |
1,80 |
2,70 |
3,30 |
3,80 |
4,40 |
— |
— |
— |
||
|
5 |
1,00 |
1,40 |
1,80 |
2,20 |
3,20 |
4,00 |
4,80 |
5,50 |
— |
— |
— |
|||
|
8 |
1,10 |
1,60 |
2,50 |
2,60 |
3,80 |
4,80 |
6,00 |
7,00 |
— |
— |
— |
|||
|
150 |
3 |
1,00 |
1,30 |
1,70 |
2,10 |
3,00 |
3,70 |
4,50 |
5,00 |
6,50 |
— |
— |
||
|
5 |
1,10 |
1,50 |
2,00 |
2,50 |
3,60 |
4,60 |
5,50 |
6,50 |
8,00 |
— |
— |
|||
|
8 |
1,20 |
1,80 |
2,40 |
3,00 |
4,30 |
5,50 |
7,50 |
8,00 |
10,0 |
— |
— |
|||
|
200 |
3 |
1,10 |
1,50 |
1,90 |
2,40 |
3,50 |
4,40 |
5,50 |
6,00 |
7,50 |
9,50 |
11,5 |
||
|
5 |
1,20 |
1,80 |
2,40 |
3,00 |
4,30 |
5,50 |
6,50 |
8,00 |
9,50 |
12,0 |
14,5 |
|||
|
8 |
1,30 |
2,00 |
2,80 |
3,60 |
5,00 |
6,50 |
8,00 |
9,50 |
12,0 |
15,0 |
18,0 |
|||
|
250 |
3 |
1,20 |
1,70 |
2,20 |
2,80 |
4,10 |
5,00 |
6,50 |
7,50 |
9,00 |
11,5 |
14,0 |
||
|
5 |
1,30 |
2,00 |
2,80 |
3,50 |
5,00 |
6,50 |
8,00 |
9,50 |
12,0 |
15,0 |
18,0 |
|||
|
8 |
1,50 |
2,40 |
3,40 |
4,30 |
6,00 |
8,00 |
10,0 |
12,0 |
15,0 |
18,5 |
22,5 |
|||
|
300 |
3 |
1,30 |
2,00 |
2,70 |
3,40 |
4,90 |
6,50 |
7,50 |
9,00 |
11,5 |
14,0 |
17,5 |
||
|
5 |
1,50 |
2,40 |
3,30 |
4,30 |
6,00 |
8,00 |
10,0 |
12,0 |
14,5 |
18,5 |
22,5 |
|||
|
8 |
1,80 |
2,90 |
4,10 |
5,50 |
7,50 |
10,0 |
12,5 |
15,0 |
18,5 |
23,5 |
28,5 |
|||
|
350 |
3 |
1,50 |
2,30 |
3,20 |
4,10 |
6,00 |
7,50 |
9,50 |
11,5 |
14,0 |
17,5 |
21,5 |
||
|
5 |
1,70 |
2,80 |
4,10 |
5,00 |
7,50 |
10,0 |
12,0 |
14,5 |
18,5 |
23,0 |
28,0 |
|||
|
8 |
2,00 |
3,50 |
5,00 |
6,50 |
9,00 |
12,5 |
15,5 |
18,5 |
23,0 |
29,0 |
35,5 |
|||
|
400 |
3 |
1,60 |
2,50 |
3,40 |
4,40 |
6,50 |
8,50 |
10,5 |
12,5 |
15,5 |
19,0 |
23,5 |
||
|
5 |
1,80 |
3,00 |
4,40 |
5,50 |
8,00 |
9,50 |
13,5 |
16,0 |
20,0 |
25,0 |
30,5 |
|||
|
8 |
2,10 |
3,70 |
5,50 |
7,00 |
10,0 |
13,5 |
16,5 |
20,0 |
25,0 |
31,5 |
38,5 |
|||
|
Неполное НАРУЖНОЕ Сталь |
Токарно-винторезные |
||||||||||||||||||
|
Резцы с |
|||||||||||||||||||
|
Карта 78 |
Листов 3 |
||||||||||||||||||
|
Лист 3 |
|||||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||||||||||||
|
25 |
50 |
75 |
100 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
|||||||||
|
Время на рабочий |
|||||||||||||||||||
|
450 |
3 |
1,75 |
2,45 |
3,60 |
4,70 |
7,00 |
9,00 |
11,5 |
13,5 |
17,0 |
21,5 |
26,5 |
|||||||
|
5 |
2,20 |
3,15 |
4,65 |
6,00 |
9,00 |
12,0 |
15,0 |
18,0 |
22,5 |
28,5 |
35,0 |
||||||||
|
8 |
2,90 |
4,10 |
6,00 |
8,00 |
11,5 |
15,50 |
19,0 |
23,0 |
29,0 |
36,5 |
44,5 |
||||||||
|
500 |
3 |
1,80 |
2,55 |
3,75 |
4,95 |
7,50 |
9,50 |
12,0 |
14,5 |
18,0 |
23,0 |
28,0 |
|||||||
|
5 |
2,30 |
3,35 |
4,95 |
6,50 |
9,50 |
12,50 |
16,0 |
19,0 |
24,0 |
30,5 |
37,0 |
||||||||
|
8 |
3,00 |
4,35 |
6,50 |
8,50 |
12,0 |
16,50 |
20,5 |
24,5 |
30,5 |
39,0 |
47,5 |
||||||||
|
Поправочные |
|||||||||||||||||||
|
Состояния поверхности |
Состояние поверхности |
без корки |
по корке |
||||||||||||||||
|
Коэффициент |
1,0 |
1,25 |
|||||||||||||||||
|
Марки твердого сплава |
Марка твердого сплава |
ВК8 |
Т5К10 |
Т15К6 |
|||||||||||||||
|
Коэффициент |
1,0 |
0,75 |
0,55 |
||||||||||||||||
|
Примечания: 2. При 2. При поперечном точении при отношении диаметров в конце и в начале |
|||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Сталь |
Токарно-винторезные |
||||||||||||
|
Резцы с |
|||||||||||||
Карта 79 |
Листов 2 |
||||||||||||
|
Лист 1 |
|||||||||||||
|
|
|||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
400 |
||||
|
Время на рабочий |
|||||||||||||
|
20 |
1,0 |
0,67 |
0,74 |
0,83 |
— |
— |
— |
— |
— |
— |
— |
||
|
30 |
0,73 |
0,82 |
0,93 |
— |
— |
— |
— |
— |
— |
— |
|||
|
50 |
0,76 |
0,87 |
1,00 |
— |
— |
— |
— |
— |
— |
— |
|||
|
75 |
0,85 |
1,00 |
1,20 |
1,40 |
— |
— |
— |
— |
— |
— |
|||
|
100 |
0,90 |
1,10 |
1,35 |
1,60 |
2,20 |
2,45 |
— |
— |
— |
— |
|||
|
125 |
1,35 |
1,55 |
1,90 |
2,20 |
2,80 |
3,10 |
— |
— |
— |
— |
|||
|
150 |
1,10 |
1,70 |
2,10 |
2,45 |
3,15 |
3,55 |
4,10 |
— |
— |
— |
|||
|
175 |
1,45 |
1,75 |
2,20 |
2,60 |
3,35 |
3,80 |
4,40 |
5,00 |
6,00 |
— |
|||
|
200 |
1,45 |
1,80 |
2,25 |
2,70 |
3,45 |
3,90 |
4,55 |
5,50 |
6,50 |
— |
|||
|
225 |
1,50 |
1,85 |
2,30 |
2,80 |
3,60 |
4,05 |
4,75 |
6,00 |
7,00 |
8,00 |
|||


|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 40…Rz 20, 11
|
Токарно-винторезные |
||||||||||||||||||
Резцы с пластинами ВК8 |
|||||||||||||||||||
|
Карта 79 |
Листов 2 |
||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
||||||||
|
Время на рабочий |
|||||||||||||||||||
|
250 |
1,0 |
1,55 |
1,95 |
2,50 |
3,00 |
3,90 |
4,40 |
5,00 |
6,50 |
7,50 |
9,00 |
— |
— |
||||||
|
300 |
1,60 |
2,15 |
2,85 |
3,50 |
4,50 |
5,00 |
6,00 |
7,50 |
9,00 |
11,0 |
13,5 |
16,5 |
|||||||
|
350 |
1,70 |
2,30 |
3,00 |
3,80 |
4,85 |
5,50 |
6,50 |
8,00 |
9,50 |
12,0 |
15,0 |
18,5 |
|||||||
|
400 |
1,80 |
2,50 |
3,40 |
4,25 |
5,50 |
6,50 |
7,50 |
9,50 |
11,0 |
14,0 |
17,5 |
21,5 |
|||||||
|
450 |
2,00 |
2,80 |
3,80 |
5,00 |
6,00 |
7,50 |
8,50 |
11,0 |
12,5 |
16,0 |
19,5 |
24,0 |
|||||||
|
500 |
2,20 |
3,10 |
4,00 |
5,50 |
7,00 |
8,00 |
9,50 |
12,0 |
13,5 |
17,5 |
22,0 |
27,0 |
|||||||
|
Поправочные |
|||||||||||||||||||
|
Марки твердого сплава |
Марка твердого сплава |
ВК8 |
Т5К10 |
Т15К6 |
|||||||||||||||
|
Коэффициент |
1,0 |
0,75 |
0,55 |
||||||||||||||||
|
Примечания: 1. При 2. При поперечном точении при отношении диаметров в конце и в начале |
|||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Сталь |
Токарно-винторезные |
|||||||||||
|
Резцы с |
||||||||||||
Карта 80 |
Листов 2 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
||||
|
Время на рабочий |
||||||||||||
|
20 |
1,0 |
0,87 |
0,91 |
0,98 |
— |
— |
— |
— |
— |
— |
||
|
30 |
0,92 |
1,00 |
1,15 |
— |
— |
— |
— |
— |
— |
|||
|
50 |
1,00 |
1,10 |
1,20 |
1,45 |
2,00 |
— |
— |
— |
— |
|||
|
75 |
1,15 |
1,35 |
1,55 |
1,80 |
2,55 |
2,90 |
— |
— |
— |
|||
|
100 |
1,20 |
1,45 |
1,80 |
2,10 |
2,90 |
3,25 |
4,15 |
— |
— |
|||
|
125 |
1,75 |
2,05 |
2,45 |
2,85 |
3,75 |
4,15 |
4,75 |
5,50 |
— |
|||
|
150 |
1,85 |
2,20 |
2,70 |
3,20 |
4,15 |
4,70 |
5,50 |
6,50 |
7,50 |
|||
|
175 |
1,95 |
2,40 |
3,00 |
3,65 |
4,75 |
5,50 |
6,50 |
7,50 |
8,50 |
|||


|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Ra 2,5, 8…9 КВАЛИТЕТСталь |
Токарно-винторезные |
||||||||||||||
Резцы с пластинами ВК8 |
|||||||||||||||
|
Карта 80 |
Листов 2 |
||||||||||||||
|
Лист 2 |
|||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
400 |
500 |
600 |
||||
|
Время на рабочий |
|||||||||||||||
|
200 |
1,0 |
2,00 |
2,50 |
3,20 |
3,90 |
5,00 |
5,50 |
6,50 |
8,00 |
9,50 |
11,5 |
— |
— |
||
|
225 |
2,05 |
2,70 |
3,45 |
4,20 |
5,50 |
6,00 |
7,50 |
9,00 |
10,5 |
12,5 |
15,5 |
— |
|||
|
250 |
2,10 |
2,80 |
3,60 |
4,40 |
5,50 |
6,50 |
7,50 |
9,50 |
11,0 |
13,5 |
16,5 |
20,5 |
|||
|
300 |
2,25 |
3,00 |
4,00 |
5,00 |
6,50 |
7,50 |
9,00 |
11,0 |
12,5 |
15,5 |
19,5 |
24,0 |
|||
|
350 |
2,45 |
3,45 |
4,70 |
6,00 |
7,50 |
9,00 |
10,5 |
13,0 |
15,5 |
19,0 |
21,0 |
29,0 |
|||
|
400 |
2,60 |
3,65 |
5,00 |
6,50 |
8,00 |
9,50 |
11,5 |
14,0 |
17,0 |
21,0 |
26,5 |
32,0 |
|||
|
500 |
2,80 |
4,10 |
5,50 |
7,50 |
9,50 |
11,5 |
13,5 |
16,5 |
20,0 |
24,0 |
31,0 |
38,0 |
|||
|
Примечания: 1. При 2. При поперечном точении при отношении диаметров в конце и в начале |
|||||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ, Сталь |
Токарно-винторезные |
||||||||
|
Резцы с |
|||||||||
Карта 81 |
Листов 3 |
||||||||
|
Лист 1 |
|||||||||
|
|
|||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
|||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
||||
|
Время на рабочий |
|||||||||
|
I. Обработка расточным резцом |
|||||||||
|
50 |
2 |
0,56 |
0,75 |
0,95 |
1,15 |
— |
— |
||
|
5 |
0,60 |
0,83 |
1,03 |
1,25 |
— |
— |
|||
|
75 |
2 |
0,67 |
0,90 |
1,15 |
1,40 |
1,90 |
— |
||
|
3 |
0,70 |
1,00 |
1,25 |
1,55 |
2,05 |
— |
|||
|
5 |
0,77 |
1,10 |
1,45 |
1,80 |
2,40 |
— |
|||
|
100 |
2 |
0,71 |
1,00 |
1,30 |
1,60 |
2,15 |
2,50 |
||
|
3 |
0,76 |
1,10 |
1,50 |
1,80 |
2,40 |
2,75 |
|||
|
5 |
0,85 |
1,25 |
1,70 |
2,10 |
2,75 |
3,25 |
|||
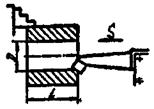

|
Неполное РАСТАЧИВАНИЕ, Rz
|
Токарно-винторезные |
|||||||||
Резцы с пластинами ВК8 |
||||||||||
|
Карта 81 |
Листов 3 |
|||||||||
|
Лист 2 |
||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
||||
|
Время на рабочий |
||||||||||
|
II. Обработка резцом в контрольной оправке |
||||||||||
|
75 |
3 |
0,68 |
0,92 |
1,15 |
1,40 |
1,90 |
— |
— |
||
|
5 |
0,73 |
0,98 |
1,25 |
1,55 |
2,10 |
— |
— |
|||
|
100 |
3 |
0,73 |
1,05 |
1,35 |
1,65 |
2,20 |
2,55 |
— |
||
|
5 |
0,80 |
1,15 |
1,50 |
1,85 |
2,45 |
2,75 |
— |
|||
|
8 |
0,92 |
1,35 |
1,95 |
2,20 |
2,85 |
3,35 |
— |
|||
|
125 |
3 |
0,92 |
1,30 |
1,65 |
2,05 |
2,85 |
3,25 |
3,80 |
||
|
5 |
1,05 |
1,50 |
1,95 |
2,45 |
3,20 |
3,80 |
4,60 |
|||
|
8 |
1,30 |
1,95 |
2,65 |
3,25 |
4,40 |
5,00 |
6,00 |
|||
|
150 |
3 |
1,00 |
1,45 |
1,95 |
2,40 |
3,30 |
3,80 |
4,50 |
||
|
5 |
1,15 |
1,75 |
2,40 |
2,95 |
4,10 |
4,70 |
5,50 |
|||
|
8 |
1,50 |
2,35 |
3,25 |
4,15 |
5,50 |
6,50 |
9,50 |
|||
|
Неполное РАСТАЧИВАНИЕ, Сталь |
Токарно-винторезные |
||||||||||||||||
|
Резцы с |
|||||||||||||||||
|
Карта 81 |
Листов 3 |
||||||||||||||||
|
Лист 3 |
|||||||||||||||||
|
Диаметр |
Глубина резания t, мм.до |
Длина |
|||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
400 |
||||||||
|
Время на рабочий |
|||||||||||||||||
|
200 |
3 |
1,10 |
1,65 |
2,25 |
2,85 |
3,90 |
4,50 |
5,50 |
6,50 |
8,00 |
9,50 |
||||||
|
5 |
1,25 |
2,05 |
2,85 |
3,55 |
4,80 |
5,50 |
6,50 |
8,50 |
10,0 |
12,0 |
|||||||
|
8 |
1,70 |
2,75 |
3,85 |
4,85 |
6,50 |
7,50 |
9,00 |
11,5 |
13,5 |
17,0 |
|||||||
|
225 |
3 |
1,20 |
1,95 |
2,65 |
3,45 |
4,60 |
5,50 |
6,50 |
8,00 |
9,50 |
11,5 |
||||||
|
5 |
1,45 |
2,40 |
3,35 |
4,25 |
5,50 |
6,50 |
8,00 |
10,0 |
12,0 |
15,0 |
|||||||
|
8 |
1,95 |
3,25 |
4,65 |
6,00 |
7,50 |
9,00 |
11,0 |
14,0 |
16,5 |
20,5 |
|||||||
|
250 |
3 |
1,35 |
2,30 |
3,25 |
4,15 |
5,50 |
6,50 |
8,00 |
10,0 |
11,5 |
14,5 |
||||||
|
5 |
1,65 |
2,85 |
4,05 |
5,50 |
7,00 |
8,00 |
10,0 |
12,5 |
15,0 |
18,5 |
|||||||
|
8 |
2,85 |
4,05 |
6,00 |
7,50 |
9,50 |
11,5 |
14,0 |
17,5 |
21,0 |
26,0 |
|||||||
|
Поправочные |
|||||||||||||||||
|
Марки твердого сплава |
Марка твердого сплава |
ВК8 |
Т5К10 |
Т15К6 |
|||||||||||||
|
Коэффициент |
1,0 |
0,75 |
0,55 |
||||||||||||||
|
Примечание. При обработке сталей марок |
|||||||||||||||||
Неполное штучное времяРАСТАЧИВАНИЕ, Rz 40…Rz 20, 11
|
Токарно-винторезные |
|||||||||||||||||
Резцы с пластинами ВК8 |
||||||||||||||||||
Карта 82 |
Листов 1 |
|||||||||||||||||
|
Лист 1 |
||||||||||||||||||
|
|
||||||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Длина |
||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||||||
|
Время на рабочий |
||||||||||||||||||
|
30 |
1 |
0,69 |
0,80 |
0,92 |
— |
— |
— |
— |
— |
— |
— |
— |
||||||
|
50 |
0,73 |
0,92 |
1,05 |
1,25 |
— |
— |
— |
— |
— |
— |
— |
|||||||
|
75 |
0,85 |
1,05 |
1,3 |
1,55 |
2,15 |
— |
— |
— |
— |
— |
— |
|||||||
|
100 |
0,89 |
1,2 |
1,45 |
1,8 |
2,45 |
2,75 |
— |
— |
— |
— |
— |
|||||||
|
125 |
1,4 |
1,65 |
2,0 |
2,4 |
3,05 |
3,4 |
— |
— |
— |
— |
— |
|||||||
|
150 |
1,45 |
1,8 |
2,25 |
2,7 |
3,45 |
3,9 |
4,6 |
— |
— |
— |
— |
|||||||
|
200 |
1,55 |
2,0 |
2,55 |
3,1 |
4,0 |
4,55 |
5,5 |
6,5 |
7,5 |
8,5 |
10 |
|||||||
|
250 |
1,7 |
2,25 |
2,95 |
3,65 |
4,7 |
5,5 |
6,5 |
8,0 |
9,5 |
10 |
12 |
|||||||
|
Поправочные |
||||||||||||||||||
|
Марки твердого сплава |
Марка твердого сплава |
ВК8 |
Т5К10 |
Т15К6 |
||||||||||||||
|
Коэффициент |
1,0 |
0,75 |
0,55 |
|||||||||||||||
|
Примечание. При обработке сталей марок |
||||||||||||||||||

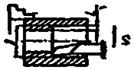
Неполное штучное времяРАСТАЧИВАНИЕ, Ra 2,5, 9 КВАЛИТЕТСталь
|
Токарно-винторезные |
|||||||||||||
Резцы с пластинами Т15К6 |
||||||||||||||
Карта 83 |
Листов 1 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
30 |
1 |
0,91 |
1,0 |
1,1 |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
1,0 |
1,15 |
1,3 |
1,5 |
— |
— |
— |
— |
— |
— |
— |
|||
|
75 |
1,15 |
1,35 |
1,6 |
1,85 |
2,6 |
— |
— |
— |
— |
— |
— |
|||
|
100 |
1,2 |
1,5 |
1,85 |
2,2 |
3,0 |
3,35 |
3,85 |
— |
— |
— |
— |
|||
|
125 |
1,8 |
2,15 |
2,6 |
3,0 |
4,0 |
4,45 |
5,0 |
— |
— |
— |
— |
|||
|
150 |
1,9 |
2,3 |
2,85 |
3,4 |
4,5 |
5,0 |
5,5 |
7,0 |
8,0 |
— |
— |
|||
|
200 |
2,05 |
2,55 |
3,1 |
3,9 |
5,0 |
6,0 |
7,0 |
8,0 |
9,5 |
11 |
— |
|||
|
250 |
2,2 |
2,85 |
3,75 |
4,6 |
6,0 |
7,0 |
8,0 |
10 |
11,5 |
13,5 |
15 |
|||
|
Примечание. При обработке сталей марок |
||||||||||||||
|
Неполное штучное время ОТРЕЗАНИЕ Сталь |
Токарно-винторезные |
|||||||||
|
Резцы с |
||||||||||
Карта 84 |
Листов 3 |
|||||||||
|
Лист 1 |
||||||||||
|
|
||||||||||
|
I. Отрезание деталей с отверстиями или труб |
||||||||||
|
Диаметр обрабатываемой |
Ширина резца B, мм, до |
Длина хода |
Режимы резания |
|||||||
|
10 |
20 |
30 |
40 |
So, мм/об |
V, м/мин |
Np, кВт |
||||
|
Время на рабочий ход, мин. |
||||||||||
|
50 |
4 |
0,8 |
1,1 |
— |
— |
0,08 |
50 |
2,0 |
||
|
75 |
4 |
0,9 |
1,3 |
1,85 |
— |
0,1 |
47 |
1,7 |
||
|
100 |
5 |
0,95 |
1,35 |
1,9 |
2,45 |
0,12 |
47 |
2,9 |
||


|
Неполное штучное время ОТРЕЗАНИЕСталь |
Токарно-винторезные |
|||||||||||||||
Резцы с пластинами ВК8 |
||||||||||||||||
|
Карта 84 |
Листов 3 |
|||||||||||||||
|
Лист 2 |
||||||||||||||||
|
I. Отрезание деталей с отверстиями или труб |
||||||||||||||||
|
Диаметр |
Ширина резца B, мм, до |
Длина хода |
Режимы резания |
|||||||||||||
|
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
So, мм/об |
V, м/мин |
Np, кВт |
||||
|
Время на рабочий ход, мин. |
||||||||||||||||
|
125 |
6 |
1,1 |
1,6 |
2,35 |
3,05 |
3,8 |
— |
— |
— |
— |
— |
0,12 |
47 |
3,4 |
||
|
150 |
6 |
1,25 |
1,95 |
2,85 |
3,75 |
4,65 |
5,5 |
— |
— |
— |
0,12 |
47 |
3,4 |
|||
|
200 |
8 |
1,6 |
2,25 |
2,9 |
3,75 |
4,65 |
5,5 |
6,5 |
— |
— |
— |
0,15 |
47 |
3,4 |
||
|
250 |
10 |
1,7 |
2,45 |
3,45 |
4,15 |
5,0 |
6,5 |
7,5 |
8,5 |
9,5 |
— |
0,17 |
47 |
4,1 |
||
|
300 |
12 |
2,0 |
2,95 |
4,2 |
5,0 |
6,5 |
8,0 |
9,0 |
10,5 |
11,5 |
13 |
0,17 |
47 |
4,9 |
||
|
350 |
14 |
2,3 |
3,5 |
5,0 |
6,5 |
8,0 |
9,5 |
11 |
13 |
14,5 |
16 |
0,17 |
44 |
5,8 |
||
|
400 |
14 |
2,75 |
7,25 |
6,5 |
7,5 |
9,5 |
11,5 |
13,5 |
15,5 |
17 |
19 |
0,17 |
44 |
5,8 |
||
|
Неполное ОТРЕЗАНИЕ Сталь |
Токарно-винторезные |
||||||||||
|
Резцы с |
|||||||||||
|
Карта 84 |
Листов 3 |
||||||||||
|
Лист 3 |
|||||||||||
|
II. Отрезание деталей сплошного сечения |
|||||||||||
|
Диаметр |
Ширина резца В, |
Время на рабочий |
Режимы резания |
||||||||
|
So, мм/об |
V, м/мин |
Np, кВт |
|||||||||
|
15 |
3 |
0,51 |
0,06 |
47 |
1,2 |
||||||
|
30 |
3 |
0,93 |
0,08 |
39 |
1,4 |
||||||
|
40 |
4 |
1,2 |
0,09 |
38 |
1,7 |
||||||
|
60 |
4 |
2,1 |
0,1 |
39 |
1,7 |
||||||
|
80 |
5 |
2,85 |
0,11 |
40 |
2,4 |
||||||
|
90 |
5 |
2,95 |
0,13 |
40 |
2,4 |
||||||
|
100 |
5 |
3,45 |
0,15 |
39 |
2,4 |
||||||
|
Поправочные |
|||||||||||
|
Марки твердого сплава |
Марка твердого сплава |
ВК8 |
Т5К10 |
Т15К6 |
|||||||
|
Коэффициент |
1,0 |
0,75 |
0,55 |
||||||||
|
Примечание. При обработке сталей марок |
|||||||||||
Неполное штучное времяСВЕРЛЕНИЕ
|
Токарно-винторезные |
||||||||||||||||
Сверла спиральные из стали Р6М5 |
|||||||||||||||||
Карта 85 |
Листов 1 |
||||||||||||||||
|
Лист 1 |
|||||||||||||||||
|
|
|||||||||||||||||
|
Диаметр |
Длина |
||||||||||||||||
|
10 |
20 |
40 |
60 |
80 |
100 |
125 |
150 |
175 |
200 |
||||||||
|
Время на рабочий |
|||||||||||||||||
|
6 |
0,6 |
0,8 |
1,2 |
1,9 |
— |
— |
— |
— |
— |
— |
|||||||
|
8 |
0,4 |
0,6 |
1,0 |
1,5 |
2,1 |
2,4 |
— |
— |
— |
— |
|||||||
|
10 |
0,5 |
0,6 |
1,1 |
1,7 |
2,4 |
2,7 |
2,95 |
3,8 |
5,5 |
7,0 |
|||||||
|
12 |
0,5 |
0,7 |
1,0 |
1,6 |
2,1 |
2,4 |
2,7 |
3,6 |
4,8 |
6,0 |
|||||||
|
16 |
0,6 |
0,9 |
1,4 |
2,2 |
2,9 |
3,5 |
4,3 |
5,0 |
6,5 |
8,0 |
|||||||
|
20 |
0,7 |
1,1 |
1,6 |
2,3 |
3,2 |
3,9 |
4,5 |
5,5 |
7,0 |
8,5 |
|||||||
|
25 |
1,0 |
1,5 |
2,1 |
3,1 |
4,1 |
4,9 |
5,5 |
7,5 |
9,0 |
10,5 |
|||||||
|
30 |
1,2 |
1,7 |
2,4 |
3,4 |
4,5 |
5,5 |
6,0 |
8,0 |
9,5 |
11 |
|||||||
|
Поправочные |
|||||||||||||||||
|
Нанесение износостойких |
Нанесение износостойкого |
Наличие покрытия |
После первой |
После второй |
После третьей заточки |
||||||||||||
|
Коэффициент |
0,85 |
0,9 |
0,95 |
1,0 |
|||||||||||||
|
Примечания: 1. При 2. При 3. Время дано для сверления отверстий с ручной подачей. При |
|||||||||||||||||

|
Неполное штучное время НАРУЖНОЕ Медные и алюминиевые сплавы, 100…140 НВ |
Токарно-винторезные |
||||||||||||||
|
Резцы из стали |
|||||||||||||||
Карта 86 |
Листов 2 |
||||||||||||||
|
Лист 1 |
|||||||||||||||
|
|
|||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
|||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
||||
|
Время на рабочий |
|||||||||||||||
|
30 |
3 |
0,45 |
0,5 |
0,6 |
0,7 |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
5 |
0,5 |
0,6 |
0,7 |
0,8 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
50 |
3 |
0,5 |
0,6 |
0,7 |
0,8 |
1,2 |
1,3 |
— |
— |
— |
— |
— |
— |
||
|
5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,3 |
1,4 |
— |
— |
— |
— |
— |
— |
|||
|
75 |
5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,6 |
1,8 |
2,0 |
— |
— |
— |
— |
— |
||
|
8 |
0,7 |
0,9 |
1,1 |
1,3 |
1,8 |
2,1 |
2,4 |
— |
— |
— |
— |
— |
|||
|
100 |
5 |
0,7 |
0,8 |
1,0 |
1,2 |
1,7 |
1,8 |
2,1 |
2,5 |
2,8 |
— |
— |
— |
||
|
8 |
0,8 |
0,9 |
1,2 |
1,4 |
1,9 |
2,1 |
2,4 |
2,9 |
3,3 |
— |
— |
— |
|||
|
125 |
5 |
0,8 |
1,0 |
1,2 |
1,4 |
1,9 |
2,2 |
2,5 |
2,9 |
3,3 |
3,7 |
4,1 |
— |
||
|
8 |
0,9 |
1,1 |
1,3 |
1,6 |
2,2 |
2,5 |
2,8 |
3,3 |
3,7 |
4,2 |
4,6 |
— |
|||
|
150 |
5 |
0,9 |
1,1 |
1,4 |
1,6 |
2,3 |
2,6 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
||

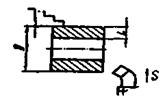
|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 80, 14…12 КВАЛИТЕТМедные |
Токарно-винторезные |
|||||||||||||||||||||||||||
Резцы из стали Р6М5 |
||||||||||||||||||||||||||||
|
Карта 86 |
Листов 2 |
|||||||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
||||||||||||||
|
Время на рабочий |
||||||||||||||||||||||||||||
|
150 |
8 |
1,0 |
1,3 |
1,6 |
1,9 |
2,5 |
2,9 |
3,3 |
3,9 |
4,5 |
5,0 |
5,5 |
6,5 |
— |
— |
— |
||||||||||||
|
200 |
5 |
0,9 |
1,2 |
1,6 |
1,9 |
2,6 |
2,9 |
3,4 |
4,0 |
4,6 |
5,5 |
6,0 |
6,5 |
7,0 |
8,0 |
8,0 |
||||||||||||
|
8 |
1,1 |
1,4 |
1,8 |
2,1 |
2,9 |
3,3 |
3,8 |
4,5 |
5,5 |
6,0 |
6,5 |
7,5 |
8,0 |
9,0 |
9,5 |
|||||||||||||
|
Поправочные |
||||||||||||||||||||||||||||
|
Обрабатываемого материала и |
Обрабатываемый |
|||||||||||||||||||||||||||
|
Медные сплавы |
Алюминиевые сплавы |
|||||||||||||||||||||||||||
|
НВ ≤ 140 |
НВ >140 |
Силумин и литейные |
Силумин и литейные |
Дюралюмин., σR = 200…300 МПа |
||||||||||||||||||||||||
|
Коэффициент |
||||||||||||||||||||||||||||
|
1,0 |
1,25 |
0,8 |
0,7 |
0,6 |
||||||||||||||||||||||||
|
Состояния поверхности |
С коркой |
Без корки |
||||||||||||||||||||||||||
|
Коэффициент |
||||||||||||||||||||||||||||
|
1,0 |
0,85 |
|||||||||||||||||||||||||||
|
Нанесения износостойких |
Нанесение |
Без нанесения |
С нанесением |
|||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||||||||||||||||||||
|
Примечание. При поперечном точении при |
||||||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Медные |
Токарно-винторезные |
|||||||||||||||||
|
Резцы из стали |
||||||||||||||||||
Карта 87 |
Листов 2 |
|||||||||||||||||
|
Лист 1 |
||||||||||||||||||
|
|
||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
||||
|
Время на рабочий |
||||||||||||||||||
|
Параметр |
||||||||||||||||||
|
30 |
до 5 |
0,7 |
0,8 |
0,9 |
1,0 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
1,9 |
2,3 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
75 |
0,9 |
1,1 |
1,3 |
1,5 |
1,7 |
2,1 |
2,3 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
100 |
1,0 |
1,2 |
1,4 |
1,6 |
1,9 |
2,3 |
2,7 |
3,2 |
3,7 |
— |
— |
— |
— |
— |
— |
|||
|
125 |
1,1 |
1,4 |
1,6 |
1,9 |
2,2 |
2,8 |
3,3 |
3,9 |
4,5 |
5,0 |
6,0 |
— |
— |
— |
— |
|||
|
150 |
1,2 |
1,5 |
1,8 |
2,2 |
2,6 |
3,3 |
4,0 |
4,7 |
5,5 |
6,0 |
6,5 |
7,5 |
— |
— |
— |
|||
|
200 |
1,4 |
1,8 |
2,2 |
2,6 |
3,0 |
3,8 |
4,6 |
5,5 |
6,5 |
7,5 |
8,0 |
9,0 |
10 |
11 |
12 |
|||
|
Параметр |
||||||||||||||||||
|
30 |
до 2 |
0,7 |
0,8 |
0,9 |
1,0 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
0,8 |
1,0 |
1,2 |
1,4 |
1,8 |
2,0 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
75 |
0,9 |
1,1 |
1,4 |
1,7 |
2,2 |
2,5 |
2,9 |
— |
— |
— |
— |
— |
— |
— |
— |
|||


|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 40, 14…12 КВАЛИТЕТ, Rz 20, 11 КВАЛИТЕТМедные |
Токарно-винторезные |
|||||||||||||||||||||||||||||
Резцы из стали Р6М5 |
||||||||||||||||||||||||||||||
|
Карта 87 |
Листов 2 |
|||||||||||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
||||||||||||||||
|
Время на рабочий |
||||||||||||||||||||||||||||||
|
100 |
до 2 |
1,0 |
1,3 |
1,6 |
2,0 |
2,6 |
3,0 |
3,5 |
4,2 |
5,0 |
— |
— |
— |
— |
— |
— |
||||||||||||||
|
125 |
1,3 |
1,6 |
2,0 |
2,4 |
3,3 |
3,7 |
4,4 |
5,0 |
6,0 |
7,0 |
8,0 |
— |
— |
— |
— |
|||||||||||||||
|
150 |
1,4 |
1,7 |
2,3 |
2,8 |
3,8 |
4,3 |
5,0 |
6,0 |
7,5 |
8,5 |
9,5 |
10,5 |
— |
— |
— |
|||||||||||||||
|
200 |
1,5 |
2,0 |
2,8 |
3,5 |
4,5 |
5,5 |
6,5 |
8,0 |
9,5 |
10,5 |
12 |
13,5 |
15 |
16,5 |
18 |
|||||||||||||||
|
Поправочные |
||||||||||||||||||||||||||||||
|
Обрабатываемого материала и |
Обрабатываемый |
|||||||||||||||||||||||||||||
|
Медные сплавы |
Алюминиевые сплавы |
|||||||||||||||||||||||||||||
|
НВ ≤ 140 |
НВ >140 |
Силумин и литейные |
Силумин и литейные |
Дюралюмин, σR = 200…300 МПа |
||||||||||||||||||||||||||
|
Коэффициент |
||||||||||||||||||||||||||||||
|
1,0 |
1,25 |
0,8 |
0,7 |
0,6 |
||||||||||||||||||||||||||
|
Состояния поверхности |
С коркой |
Без корки |
||||||||||||||||||||||||||||
|
Коэффициент * |
||||||||||||||||||||||||||||||
|
1,0 |
0,85 |
|||||||||||||||||||||||||||||
|
Нанесения износостойких |
Нанесение |
Без нанесения |
С нанесением |
|||||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||||||||||||||||||||||
|
Примечания. 1. При 2*). Применять по необходимости только при глубине резания до 5 мм. |
||||||||||||||||||||||||||||||
|
Неполное штучное время НАРУЖНОЕ Медные |
Токарно-винторезные |
|||||||||||||||||
|
Резцы из стали |
||||||||||||||||||
Карта 88 |
Листов 2 |
|||||||||||||||||
|
Лист 1 |
||||||||||||||||||
|
|
||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
||||
|
Время на рабочий |
||||||||||||||||||
|
30 |
1,0 |
0,8 |
0,9 |
1,0 |
1,1 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
0,9 |
1,1 |
1,3 |
1,5 |
1,7 |
2,0 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
75 |
1,0 |
1,2 |
1,5 |
1,8 |
2,1 |
2,4 |
2,8 |
— |
— |
— |
— |
— |
— |
— |
— |
|||
|
100 |
1,1 |
1,5 |
1,9 |
2,3 |
2,7 |
3,1 |
3,9 |
4,7 |
5,5 |
— |
— |
— |
— |
— |
— |
|||
|
125 |
1,2 |
1,7 |
2,2 |
2,7 |
3,2 |
3,8 |
4,7 |
5,5 |
6,5 |
7,5 |
8,5 |
— |
— |
— |
— |
|||


|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rа
|
Токарно-винторезные |
||||||||||||||||||||||
Резцы из стали Р6М5 |
|||||||||||||||||||||||
|
Карта 88 |
Листов 2 |
||||||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
|||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
|||||||||
|
Время на рабочий |
|||||||||||||||||||||||
|
150 |
1,0 |
1,4 |
1,9 |
2,5 |
3,1 |
3,7 |
4,4 |
5,5 |
6,5 |
7,5 |
8,5 |
10 |
11,5 |
— |
— |
— |
|||||||
|
200 |
1,5 |
2,2 |
2,9 |
3,6 |
4,3 |
5,0 |
6,5 |
8,0 |
9,5 |
11 |
12,5 |
14 |
15,5 |
17 |
18,5 |
||||||||
|
Поправочные |
|||||||||||||||||||||||
|
Обрабатываемого материала и |
Обрабатываемый |
||||||||||||||||||||||
|
Медные сплавы |
Алюминиевые сплавы |
||||||||||||||||||||||
|
НВ ≤ 140 |
НВ > 140 |
Силумин и литейные |
Силумин и литейные |
Дюралюмин., σR = 200…300 МПа |
|||||||||||||||||||
|
Коэффициент |
|||||||||||||||||||||||
|
1,0 |
1,25 |
0,8 |
0,7 |
0,6 |
|||||||||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ, Медные |
Токарно-винторезные |
|||||||||||||
|
Резцы из стали |
||||||||||||||
Карта 89 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
30 |
3 |
0,45 |
0,6 |
0,7 |
0,8 |
— |
— |
— |
— |
— |
— |
— |
||
|
5 |
0,5 |
0,7 |
0,8 |
1,0 |
— |
— |
— |
— |
— |
— |
— |
|||
|
50 |
3 |
0,6 |
0,7 |
0,9 |
1,1 |
1,5 |
1,6 |
— |
— |
— |
— |
— |
||
|
5 |
0,6 |
0,8 |
1,1 |
1,3 |
1,8 |
2,0 |
— |
— |
— |
— |
— |
|||
|
75 |
5 |
0,6 |
0,9 |
1,1 |
1,3 |
1,8 |
2,0 |
2,3 |
— |
— |
— |
— |
||
|
8 |
0,7 |
1,1 |
1,4 |
1,6 |
2,2 |
2,5 |
2,9 |
— |
— |
— |
— |
|||
|
100 |
5 |
0,7 |
1,0 |
1,3 |
1,6 |
2,1 |
2,4 |
2,7 |
2,3 |
3,9 |
— |
— |
||
|
8 |
0,8 |
1,2 |
1,5 |
1,9 |
2,4 |
2,8 |
3,3 |
4,0 |
4,7 |
— |
— |
|||
|
125 |
5 |
0,9 |
1,2 |
1,5 |
1,7 |
2,6 |
2,9 |
3,3 |
3,9 |
4,5 |
5,0 |
5,5 |
||
|
8 |
1,0 |
1,4 |
1,7 |
2,1 |
2,9 |
3,3 |
3,8 |
4,5 |
5,0 |
6,0 |
6,5 |
|||
|
150 |
5 |
1,0 |
1,2 |
1,7 |
2,1 |
2,9 |
3,3 |
3,8 |
4,5 |
5,5 |
6,0 |
7,0 |
||
|
8 |
1,1 |
1,5 |
2,0 |
2,5 |
3,3 |
3,8 |
4,4 |
5,5 |
6,0 |
7,0 |
8,0 |
|||


|
Неполное РАСТАЧИВАНИЕ, Rz 80, 14…12 КВАЛИТЕТМедные |
Токарно-винторезные |
||||||||||||||||||||
Резцы из стали Р6М5 |
|||||||||||||||||||||
|
Карта 89 |
Листов 2 |
||||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
|||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
|||||||||||
|
Время на рабочий |
|||||||||||||||||||||
|
200 |
5 |
1,1 |
1,5 |
1,9 |
2,4 |
3,3 |
3,7 |
4,4 |
5,5 |
6,0 |
7,0 |
8,0 |
|||||||||
|
8 |
1,2 |
1,7 |
2,3 |
2,8 |
3,7 |
4,3 |
5,0 |
6,0 |
7,5 |
8,5 |
9,5 |
||||||||||
|
Поправочные |
|||||||||||||||||||||
|
Обрабатываемого материала и |
Обрабатываемый |
||||||||||||||||||||
|
Медные сплавы |
Алюминиевые сплавы |
||||||||||||||||||||
|
НВ ≤ 140 |
НВ > 140 |
Силумин и литейные |
Силумин и литейные |
Дюралюмин., σR = 200…300 МПа |
|||||||||||||||||
|
Коэффициент |
|||||||||||||||||||||
|
1,0 |
1,25 |
0,8 |
0,7 |
0,6 |
|||||||||||||||||
|
Состояния поверхности |
С коркой |
Без корки |
|||||||||||||||||||
|
Коэффициент |
|||||||||||||||||||||
|
1,0 |
0,85 |
||||||||||||||||||||
|
Нанесения износостойких |
Нанесение износостойкого |
Без нанесения |
С нанесением |
||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
|||||||||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ, Медные |
Токарно-винторезные |
|||||||||||||
|
Резцы из стали |
||||||||||||||
Карта 90 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
Параметр |
||||||||||||||
|
30 |
5 |
0,45 |
0,53 |
0,63 |
0,68 |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
0,54 |
0,68 |
0,83 |
0,97 |
1,1 |
1,25 |
— |
— |
— |
— |
— |
|||
|
75 |
0,66 |
0,88 |
1,1 |
1,35 |
1,85 |
2,05 |
2,4 |
— |
— |
— |
— |
|||
|
100 |
0,72 |
1,0 |
1,3 |
1,6 |
2,2 |
2,5 |
2,95 |
3,55 |
4,15 |
— |
— |
|||
|
125 |
0,93 |
1,3 |
1,65 |
2,0 |
2,8 |
3,15 |
3,7 |
4,4 |
5,0 |
6,0 |
7,0 |
|||
|
150 |
1,0 |
1,45 |
1,9 |
2,35 |
3,25 |
3,65 |
4,35 |
5,0 |
6,0 |
7,5 |
8,0 |
|||
|
200 |
1,15 |
1,7 |
2,35 |
2,9 |
3,95 |
4,55 |
5,5 |
6,5 |
8,0 |
9,0 |
10 |
|||
|
Параметр |
||||||||||||||
|
30 |
1 |
0,73 |
0,9 |
1,1 |
1,25 |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
0,9 |
1,15 |
1,5 |
1,75 |
2,4 |
2,75 |
— |
— |
— |
— |
— |
|||
|
75 |
1,05 |
1,5 |
1,95 |
2,4 |
3,25 |
3,65 |
4,35 |
— |
— |
— |
— |
|||
|
100 |
1,15 |
1,75 |
2,35 |
2,9 |
3,9 |
4,5 |
5,5 |
6,5 |
8,0 |
— |
— |
|||

|
Неполное РАСТАЧИВАНИЕ, Rz 40, 14…12 КВАЛИТЕТ, Rz 20, 11 КВАЛИТЕТМедные |
Токарно-винторезные |
||||||||||||||||||||||
Резцы из стали Р6М5 |
|||||||||||||||||||||||
|
Карта 90 |
Листов 2 |
||||||||||||||||||||||
|
Лист 2 |
|||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
|||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
|||||||||||||
|
Время на рабочий |
|||||||||||||||||||||||
|
125 |
1 |
1,65 |
2,35 |
3,1 |
3,8 |
4,35 |
5,5 |
6,5 |
8,0 |
9,5 |
11 |
12,5 |
|||||||||||
|
150 |
1,8 |
2,65 |
3,6 |
4,45 |
5,5 |
6,5 |
8,0 |
9,5 |
11,5 |
13,5 |
15 |
||||||||||||
|
200 |
2,05 |
3,2 |
4,5 |
5,5 |
7,0 |
8,0 |
10 |
10,5 |
15 |
17,5 |
19,5 |
||||||||||||
|
Поправочные |
|||||||||||||||||||||||
|
Твердости обрабатываемого материала |
Обрабатываемый |
||||||||||||||||||||||
|
Медные сплавы |
Алюминиевые сплавы |
||||||||||||||||||||||
|
НВ ≤ 140 |
НВ > 140 |
Силумин и литейные |
Силумин и литейные |
Дюралюмин., σR = 200…300 МПа |
|||||||||||||||||||
|
Коэффициент* |
|||||||||||||||||||||||
|
1,0 |
1,25 |
0,8 |
0,7 |
0,6 |
|||||||||||||||||||
|
Состояния поверхности |
С коркой |
Без корки |
|||||||||||||||||||||
|
Коэффициент |
|||||||||||||||||||||||
|
1,0 |
0,85 |
||||||||||||||||||||||
|
Нанесения износостойких |
Нанесение износостойкого |
Без нанесения |
С нанесением |
||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
|||||||||||||||||||||
|
Примечание.* |
|||||||||||||||||||||||
|
Неполное штучное время РАСТАЧИВАНИЕ, Медные |
Токарно-винторезные |
|||||||||||||
|
Резцы из стали |
||||||||||||||
Карта 91 |
Листов 2 |
|||||||||||||
|
Лист 1 |
||||||||||||||
|
|
||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||
|
Время на рабочий |
||||||||||||||
|
30 |
1,0 |
0,88 |
1,0 |
1,15 |
1,25 |
— |
— |
— |
— |
— |
— |
— |
||
|
50 |
0,97 |
1,15 |
1,35 |
1,55 |
2,25 |
2,35 |
— |
— |
— |
— |
— |
|||
|
75 |
1,05 |
1,4 |
1,7 |
2,0 |
2,8 |
3,1 |
3,6 |
— |
— |
— |
— |
|||
|
100 |
1,1 |
1,5 |
1,9 |
2,25 |
3,1 |
3,5 |
4,1 |
4,9 |
5,5 |
— |
— |
|||
|
125 |
1,65 |
2,15 |
2,65 |
3,1 |
3,9 |
4,35 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
|||
|
150 |
1,7 |
2,3 |
2,95 |
3,55 |
4,4 |
5,0 |
6,0 |
7,0 |
8,5 |
9,5 |
11 |
|||

|
Неполное РАСТАЧИВАНИЕ, Rа
|
Токарно-винторезные |
|||||||||||||||||||||
Резцы из стали Р6М5 |
||||||||||||||||||||||
|
Карта 91 |
Листов 2 |
|||||||||||||||||||||
|
Лист 2 |
||||||||||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
||||||||||||
|
Время на рабочий |
||||||||||||||||||||||
|
200 |
1,0 |
1,8 |
2,55 |
3,25 |
4,2 |
5,0 |
6,0 |
6,5 |
8,5 |
10 |
11,5 |
13 |
||||||||||
|
Поправочные |
||||||||||||||||||||||
|
Обрабатываемого материала и |
Обрабатываемый |
|||||||||||||||||||||
|
Медные сплавы |
Алюминиевые сплавы |
|||||||||||||||||||||
|
НВ ≤ 140 |
НВ > 140 |
Силумин и литейные |
Силумин и литейные |
Дюралюмин., σR = 200…300 МПа |
||||||||||||||||||
|
Коэффициент |
||||||||||||||||||||||
|
1,0 |
1,25 |
0,8 |
0,7 |
0,6 |
||||||||||||||||||
|
Нанесения износостойких |
Нанесение износостойкого |
Без нанесения |
С нанесением |
|||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||||||||||||||
|
Неполное штучное время ОТРЕЗАНИЕ Медные |
Токарно-винторезные |
||||||||||||
|
Резцы из стали |
|||||||||||||
Карта 92 |
Листов 3 |
||||||||||||
|
Лист 1 |
|||||||||||||
|
|
|||||||||||||
|
I. Отрезание деталей с отверстиями или труб |
|||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина хода |
Режимы резания |
||||||||||
|
20 |
30 |
40 |
50 |
60 |
70 |
80 |
So, мм/об |
V, м/мин |
Np, кВт |
||||
|
Время на рабочий ход, мин. |
|||||||||||||
|
50 |
4 |
1,25 |
— |
— |
— |
— |
— |
— |
0,17 |
50 |
1,0 |
||
|
75 |
4 |
1,4 |
1,6 |
— |
— |
— |
— |
— |
0,2 |
47 |
|||
|
100 |
5 |
1,8 |
2,0 |
2,4 |
— |
— |
— |
— |
0,2 |
40 |
|||
|
125 |
6 |
2,0 |
2,3 |
2,9 |
3,4 |
— |
— |
— |
0,2 |
40 |
|||
|
150 |
6 |
— |
3,0 |
3,4 |
4,1 |
5,0 |
— |
— |
0,2 |
38 |
|||
|
200 |
8 |
— |
3,0 |
3,3 |
4,0 |
4,9 |
5,5 |
6,0 |
0,26 |
40 |
1,1 |
||


|
Неполное ОТРЕЗАНИЕМедные |
Токарно-винторезные |
||||||||||||||
Резцы из стали Р6М5 |
|||||||||||||||
|
Карта 92 |
Листов 3 |
||||||||||||||
|
Лист 2 |
|||||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина хода |
Режимы резания |
||||||||||||
|
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
So, мм/об |
V, м/мин |
NP, кВт |
||||
|
Время на рабочий ход, мин. |
|||||||||||||||
|
250 |
10 |
— |
— |
4,7 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
— |
0,3 |
31 |
1,1 |
||
|
300 |
12 |
— |
— |
3,8 |
4,1 |
5,0 |
6,0 |
6,5 |
7,0 |
8,0 |
0,39 |
33 |
1,6 |
||
|
350 |
14 |
— |
4,6 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10 |
0,39 |
35 |
1,8 |
|||
|
400 |
14 |
— |
— |
— |
7,0 |
7,5 |
8,5 |
10 |
11 |
12 |
0,39 |
31 |
|||
|
Неполное ОТРЕЗАНИЕ Медные |
Токарно-винторезные |
|||||||||||||
|
Резцы из стали |
||||||||||||||
|
Карта 92 |
Листов 3 |
|||||||||||||
|
Лист 3 |
||||||||||||||
|
II. Отрезание деталей сплошного сечения |
||||||||||||||
|
Диаметр |
Глубина резания t, мм, до |
Время на рабочий |
Режимы резания |
|||||||||||
|
So, мм/об |
V, м/мин |
NP, кВт |
||||||||||||
|
10 |
2 |
0,9 |
0,06 |
39 |
1,0 |
|||||||||
|
20 |
3 |
0,9 |
0,14 |
50 |
||||||||||
|
30 |
1,05 |
0,14 |
47 |
|||||||||||
|
40 |
4 |
1,1 |
0,14 |
50 |
||||||||||
|
60 |
1,65 |
0,2 |
38 |
|||||||||||
|
80 |
5 |
2,2 |
0,2 |
40 |
||||||||||
|
90 |
2,4 |
0,2 |
40 |
|||||||||||
|
100 |
3,1 |
0,2 |
39 |
|||||||||||
|
Поправочные |
||||||||||||||
|
Обрабатываемого материала и |
Обрабатываемый |
|||||||||||||
|
Медные сплавы |
Алюминиевые сплавы |
|||||||||||||
|
НВ ≤ 140 |
НВ > 140 |
Силумин и литейные |
Силумин и литейные |
Дюралюмин., σR = 200…300 МПа |
||||||||||
|
Коэффициент |
||||||||||||||
|
1,0 |
1,25 |
0,8 |
0,7 |
0,6 |
||||||||||
|
Нанесения износостойких |
Нанесение износостойкого |
Без нанесения |
С нанесением износостойкого |
|||||||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||||||
Неполное штучное времяНАРУЖНОЕ ТОЧЕНИЕ,
|
Токарно-винторезные |
|||||||||||
Резцы из стали Р6М5 |
||||||||||||
Карта 93 |
Листов 1 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр обрабатываемой |
Глубина резания |
Длина |
||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
||||
|
Время на рабочий |
||||||||||||
|
30 |
3 |
0,5 |
0,6 |
0,7 |
0,8 |
— |
— |
— |
— |
— |
||
|
5 |
0,5 |
0,7 |
0,8 |
0,9 |
— |
— |
— |
— |
— |
|||
|
50 |
3 |
0,6 |
0,8 |
0,9 |
1,2 |
1,5 |
1,7 |
— |
— |
— |
||
|
5 |
0,6 |
0,9 |
1,1 |
1,3 |
1,7 |
2,0 |
— |
— |
— |
|||
|
75 |
3 |
0,7 |
0,9 |
1,1 |
1,4 |
1,8 |
2,1 |
2,4 |
— |
— |
||
|
5 |
0,8 |
1,1 |
1,4 |
1,8 |
2,4 |
2,7 |
3,2 |
— |
— |
|||
|
100 |
3 |
0,7 |
0,9 |
1,2 |
1,4 |
1,9 |
2,2 |
2,6 |
3,0 |
3,5 |
||
|
5 |
0,8 |
1,2 |
1,6 |
2,0 |
2,6 |
3,0 |
3,6 |
4,4 |
5,0 |
|||

Неполное штучное времяНАРУЖНОЕ ТОЧЕНИЕ,
|
Токарно-винторезные |
|||||||||||
Резцы из стали Р6М5 |
||||||||||||
Карта 94 |
Листов 1 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
||||
|
Время на рабочий |
||||||||||||
|
30 |
3 |
0,68 |
0,77 |
0,89 |
1,0 |
— |
— |
— |
— |
— |
||
|
5 |
0,74 |
0,87 |
1,05 |
1,2 |
— |
— |
— |
— |
— |
|||
|
50 |
3 |
0,8 |
0,95 |
1,15 |
1,3 |
1,8 |
2,0 |
— |
— |
— |
||
|
5 |
0,89 |
1,1 |
1,35 |
1,65 |
2,25 |
2,5 |
— |
— |
— |
|||
|
75 |
3 |
0,94 |
1,15 |
1,45 |
1,75 |
2,4 |
2,7 |
3,1 |
— |
— |
||
|
5 |
1,0 |
1,3 |
1,7 |
2,05 |
2,8 |
3,2 |
3,75 |
— |
— |
|||
|
100 |
3 |
0,98 |
1,25 |
1,6 |
1,95 |
2,65 |
3,0 |
3,5 |
4,15 |
4,85 |
||
|
5 |
1,15 |
1,55 |
2,1 |
2,6 |
3,5 |
4,0 |
4,8 |
6,0 |
7,0 |
|||

|
Неполное штучное время НАРУЖНОЕ Эбонит |
Токарно-винторезные |
|||||||||||
|
Резцы из стали |
||||||||||||
Карта 95 |
Листов 2 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
||||
|
Время на рабочий |
||||||||||||
|
Параметр |
||||||||||||
|
30 |
1 |
0,52 |
0,6 |
0,87 |
0,97 |
— |
— |
— |
— |
— |
||
|
50 |
0,6 |
0,71 |
1,0 |
1,15 |
1,6 |
1,75 |
— |
— |
— |
|||
|
75 |
0,97 |
1,15 |
1,35 |
1,6 |
2,2 |
2,45 |
2,8 |
— |
— |
|||
|
100 |
1,05 |
1,25 |
1,5 |
1,8 |
2,5 |
2,8 |
3,25 |
3,9 |
4,5 |
|||
|
Неполное НАРУЖНОЕ ТОЧЕНИЕ, Rz 40…Rz 20, 11 КВАЛИТЕТ, Ra 2,5, 9…8 КВАЛИТЕТ Эбонит |
Токарно-винторезные |
|||||||||||
Резцы из стали Р6М5 |
||||||||||||
|
Карта 95 |
Листов 2 |
|||||||||||
|
Лист 2 |
||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
||||
|
Время на рабочий |
||||||||||||
|
Параметр |
||||||||||||
|
30 |
1 |
0,9 |
1,0 |
1,1 |
— |
— |
— |
— |
— |
— |
||
|
50 |
1,05 |
1,15 |
1,4 |
1,55 |
2,2 |
2,4 |
— |
— |
— |
|||
|
75 |
1,15 |
1,35 |
1,65 |
1,95 |
2,7 |
3,0 |
3,0 |
— |
— |
|||
|
100 |
1,25 |
1,5 |
1,75 |
2,2 |
2,9 |
3,4 |
3,9 |
4,6 |
4,65 |
|||
Неполное штучное времяРАСТАЧИВАНИЕ, Rz 80, 14…12 КВАЛИТЕТЭбонит |
Токарно-винторезные |
|||||||||||
Резцы из стали Р6М5 |
||||||||||||
Карта 96 |
Листов 1 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
||||
|
Время на рабочий |
||||||||||||
|
30 |
3 |
0,5 |
0,7 |
0,8 |
0,9 |
— |
— |
— |
— |
— |
||
|
5 |
0,5 |
0,7 |
0,9 |
1,1 |
— |
— |
— |
— |
— |
|||
|
50 |
3 |
0,6 |
0,9 |
1,1 |
1,3 |
1,7 |
1,9 |
— |
— |
— |
||
|
5 |
0,7 |
0,9 |
1,2 |
1,5 |
2,0 |
2,2 |
— |
— |
— |
|||
|
75 |
3 |
0,7 |
1,0 |
1,3 |
1,6 |
2,1 |
2,4 |
2,8 |
— |
— |
||
|
5 |
0,8 |
1,3 |
1,7 |
2,1 |
2,8 |
3,2 |
3,8 |
— |
— |
|||
|
100 |
3 |
0,8 |
1,2 |
1,5 |
1,9 |
2,7 |
2,9 |
3,5 |
4,2 |
5,0 |
||
|
5 |
0,9 |
1,3 |
1,8 |
2,3 |
3,0 |
3,5 |
4,2 |
5,0 |
6,0 |
|||

Неполное штучное времяРАСТАЧИВАНИЕ, Rz 40…Rz 20, 14…12 КВАЛИТЕТЭбонит |
Токарно-винторезные |
|||||||||||
Резцы из стали Р6М5 |
||||||||||||
Карта 97 |
Листов 1 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
||||
|
Время на рабочий |
||||||||||||
|
30 |
3 |
0,71 |
0,82 |
0,95 |
1,1 |
— |
— |
— |
— |
— |
||
|
5 |
0,8 |
0,99 |
1,2 |
1,45 |
— |
— |
— |
— |
— |
|||
|
50 |
3 |
0,84 |
1,0 |
1,25 |
1,45 |
2,0 |
2,25 |
— |
— |
— |
||
|
5 |
0,95 |
1,2 |
1,55 |
1,9 |
2,55 |
2,9 |
— |
— |
— |
|||
|
75 |
3 |
1,0 |
1,3 |
1,65 |
2,0 |
2,75 |
3,1 |
3,65 |
— |
— |
||
|
5 |
1,1 |
1,5 |
1,95 |
2,4 |
3,25 |
3,75 |
4,4 |
— |
— |
|||
|
100 |
3 |
1,05 |
1,4 |
1,8 |
2,2 |
3,0 |
3,45 |
4,05 |
4,9 |
5,5 |
||
|
5 |
1,25 |
1,8 |
2,45 |
3,2 |
4,1 |
4,75 |
5,5 |
7,0 |
8,5 |
|||

|
Неполное РАСТАЧИВАНИЕ, Rz 40…Rz 20, 11 КВАЛИТЕТ, Ra 2,5, 9…8 КВАЛИТЕТ Эбонит |
Токарно-винторезные |
|||||||||||
|
Резцы из стали |
||||||||||||
|
Карта 98 |
Листов 2 |
|||||||||||
|
Лист 1 |
||||||||||||
|
|
||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, |
Длина |
||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
||||
|
Время на рабочий |
||||||||||||
|
Параметр |
||||||||||||
|
30 |
1 |
0,7 |
0,81 |
0,95 |
1,1 |
— |
— |
— |
— |
— |
||
|
50 |
0,8 |
0,95 |
1,15 |
1,3 |
1,85 |
2,0 |
— |
— |
— |
|||
|
75 |
0,9 |
1,1 |
1,35 |
1,6 |
2,2 |
2,45 |
2,8 |
— |
— |
|||
|
100 |
0,95 |
1,2 |
1,5 |
1,8 |
2,5 |
2,8 |
3,25 |
3,85 |
4,5 |
|||

Неполное штучное времяРАСТАЧИВАНИЕ, Rz 40…Rz
|
Токарно-винторезные |
|||||||||||
Резцы из стали Р6М5 |
||||||||||||
Карта 98 |
Листов 2 |
|||||||||||
|
Лист 2 |
||||||||||||
|
Диаметр обрабатываемой |
Глубина резания t, мм, до |
Длина |
||||||||||
|
25 |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
||||
|
Время на рабочий |
||||||||||||
|
Параметр |
||||||||||||
|
30 |
1 |
0,9 |
1,05 |
1,2 |
1,35 |
— |
— |
— |
— |
— |
||
|
50 |
1,05 |
1,2 |
1,45 |
1,65 |
2,35 |
2,55 |
— |
— |
— |
|||
|
75 |
1,15 |
1,4 |
1,7 |
2,0 |
2,75 |
3,05 |
3,5 |
— |
— |
|||
|
100 |
1,25 |
1,6 |
2,0 |
2,4 |
3,25 |
3,7 |
4,3 |
5,0 |
6,0 |
|||
5. ПРИЛОЖЕНИЯ
РЕЖИМЫ РЕЗАНИЯПродольное
|
Приложение 1 |
||||||||||
|
Листов 19 |
Лист 1 |
||||||||||
|
Обрабатываемый |
Вид обработки |
Мощность станка N, кВт |
Диаметр |
Черновая обработка |
|||||||
|
Глубина резания t, мм, до |
|||||||||||
|
3 |
5 |
8…10 |
|||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
||||||
|
Сталь |
Наружное продольное |
4,5…6 |
20 |
0,4…0,5 |
57…63 |
0,3…0,4 |
57…63 |
— |
— |
||
|
30 |
0,5…0,7 |
66…70 |
0,35…0,45 |
66…70 |
— |
— |
|||||
|
50 |
0,7 |
63…79 |
0,45…0,5 |
63…79 |
— |
— |
|||||
|
75 |
74 |
74 |
— |
— |
|||||||
|
125 |
79 |
79 |
— |
— |
|||||||
|
250 |
75 |
0,5 |
75 |
— |
— |
||||||
|
7,8…14 |
20 |
0,5 .0,6 |
75…90 |
0,4 |
75…90 |
— |
— |
||||
|
30 |
0,6…0,75 |
90…94 |
0,45…0,5 |
90…94 |
— |
— |
|||||
|
75 |
0,7…0,75 |
82…94 |
82…94 |
— |
— |
||||||
|
250 |
— |
— |
0,45…0,75 |
78,5…90 |
0,5 |
75,5…90 |
|||||
|
300 |
— |
— |
0,75 |
94 |
94 |
||||||
|
350 |
— |
— |
88 |
88 |
|||||||
|
400 |
— |
— |
80 |
80 |
|||||||
|
Чугун |
4,5…6 |
30 |
0,45 |
63…66 |
0,35 |
63…66 |
— |
— |
|||
|
50 |
0,7 |
49 |
0,6 |
49 |
— |
— |
|||||
|
75 |
1,0 |
47 |
0,8 |
47 |
— |
— |
|||||
|
100 |
50 |
0,85 |
50 |
— |
— |
||||||
|
250 |
— |
— |
1,0 |
45…49 |
0,85 |
45…49 |
|||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
||||||||||
|
Листов 19 |
Лист 2 |
||||||||||
|
Обрабатываемый |
Вид обработки |
Мощность станка N, |
Диаметр |
Черновая обработка |
|||||||
|
Глубина резания t, мм, до |
|||||||||||
|
3 |
5 |
8 |
|||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
||||||
|
Чугун серый |
Наружное продольное |
7,8…14 |
30 |
0,7 |
55…56,5 |
0,6 |
55…56,5 |
— |
— |
||
|
50 |
59,5 |
59,5 |
— |
— |
|||||||
|
75 |
1,2 |
47 |
1,0 |
47 |
— |
— |
|||||
|
125 |
49…50 |
49…50 |
— |
— |
|||||||
|
400 |
— |
— |
1,2 |
44…47 |
1,0 |
44…47 |
|||||
|
Медные |
4,5…14 |
50 |
0,5 |
75…78 |
0,4 |
75…78 |
— |
— |
|||
|
75 |
— |
— |
0,5 |
75 |
0,4 |
75 |
|||||
|
100 |
— |
— |
0,6 |
78 |
0,5 |
78 |
|||||
|
200 |
— |
— |
0,7 |
70…78 |
0,6 |
70…78 |
|||||
|
Эбонит |
4,5…10 |
50 |
0,25 |
94 |
0,2 |
94 |
— |
— |
|||
|
75 |
0,3 |
— |
— |
||||||||
|
125 |
0,45 |
63 |
0,35 |
64 |
— |
— |
|||||
|
150 |
59 |
59 |
— |
— |
|||||||
|
300 |
63 |
63 |
— |
— |
|||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
||||||||||
|
Листов 19 |
Лист 3 |
||||||||||
|
Обрабатываемый |
Вид обработки |
Мощность станка N, кВт |
Диаметр |
Чистовая обработка |
|||||||
|
Rz 40…Rz 20, 14…12 квалитет |
Rz 40…Rz 20, 11 квалитет |
Rа 2,5, 9…8 квалитет |
|||||||||
|
Глубина резания t, мм, до |
|||||||||||
|
4…6 |
1…2 |
||||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
||||||
|
Сталь |
Наружное продольное |
4,5 |
20 |
0,3 |
76…100 |
0,35 |
95 |
— |
— |
||
|
30 |
105 |
130 |
— |
— |
|||||||
|
100 |
94…125 |
150 |
— |
— |
|||||||
|
150 |
94…120 |
150 |
— |
— |
|||||||
|
250 |
98…125 |
160 |
— |
— |
|||||||
|
6…10 |
20 |
100…113 |
140 |
— |
— |
||||||
|
30 |
105…132 |
141 |
— |
— |
|||||||
|
50 |
99…141 |
141…211 |
— |
— |
|||||||
|
75 |
94…132 |
196…220 |
— |
— |
|||||||
|
100 |
99…112 |
198…223 |
— |
— |
|||||||
|
250 |
132…141 |
188…223 |
— |
— |
|||||||
|
14 |
20 |
0,35 |
101 |
0,35…0,4 |
80…140 |
0,25 |
125 |
||||
|
30 |
105…118 |
118…211 |
176 |
||||||||
|
50 |
93…99 |
196 |
196 |
||||||||
|
75 |
94…118 |
188…235 |
188…236 |
||||||||
|
100 |
99…126 |
198…251 |
198…250 |
||||||||
|
150 |
94…126 |
188…247 |
188…235 |
||||||||
|
250 |
98…126 |
196…251 |
245…250 |
||||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
||||||||||
|
Листов 19 |
Лист 4 |
||||||||||
|
Обрабатываемый |
Вид обработки |
Мощность станка N, кВт |
Диаметр |
Чистовая обработка |
|||||||
|
Rz 40…Rz 20, 14…12 квалитет |
Rz 40…Rz 20, 11 квалитет |
Rа 2,5, 9…8 квалитет |
|||||||||
|
Глубина резания t, мм, до |
|||||||||||
|
4…6 |
1…2 |
||||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
||||||
|
Сталь |
Наружное продольное |
14 |
300 |
0,35 |
118 |
0,4 |
236 |
0,25 |
196…235 |
||
|
350 |
110 |
220 |
220 |
||||||||
|
400 |
101 |
201 |
200 |
||||||||
|
Чугун |
4,5…14 |
50 |
0,25 |
78…82 |
0,3 |
88…100 |
0,35 |
108 |
|||
|
75 |
0,28 |
72 |
0,3 |
94 |
|||||||
|
125 |
0,35…0,4 |
78 |
0,4 |
98 |
|||||||
|
200 |
0,45 |
70…78,5 |
0,45 |
96 |
|||||||
|
400 |
0,5 |
78,5…83 |
0,5 |
||||||||
|
Медные |
4,5…10 |
30…200 |
0,4 |
95 |
0,25 |
95 |
0,2 |
120 |
|||
|
Эбонит |
4,5…10 |
50 |
0,2…0,3 |
75…78 |
0,2…0,3 |
80 |
0,15…0,17 |
120 |
|||
|
75 |
0,23…0,3 |
74 |
0,35 |
0,19 |
|||||||
|
125 |
0,26…0,3 |
63 |
|||||||||
|
300 |
0,3…0,4 |
59…63 |
|||||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
||||||||||
|
Листов 19 |
Лист 5 |
||||||||||
|
Обрабатываемый |
Вид обработки |
Мощность станка N, |
Диаметр |
Черновая обработка |
|||||||
|
Глубина резания t, мм, до |
|||||||||||
|
3 |
5 |
8 |
|||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
||||||
|
Сталь |
Растачивание резцом |
4,5…14 |
30 |
0,3 |
85 |
0,2 |
85 |
— |
— |
||
|
50 |
0,4 |
78 |
0,3 |
78 |
— |
— |
|||||
|
100 |
0,45 |
74…78 |
74…78 |
— |
— |
||||||
|
150 |
75 |
75 |
— |
— |
|||||||
|
250 |
— |
— |
0,45 |
0,3 |
75 |
||||||
|
400 |
— |
— |
|||||||||
|
500 |
— |
— |
70…72 |
70…72 |
|||||||
|
Растачивание |
75 |
— |
— |
0,7 |
75 |
0,6 |
75 |
||||
|
125 |
— |
— |
79 |
79 |
|||||||
|
300 |
— |
— |
75 |
75 |
|||||||
|
350 |
— |
— |
69 |
69 |
|||||||
|
500 |
— |
— |
70…72 |
70…72 |
|||||||
|
Чугун серый |
Растачивание |
30 |
— |
— |
0,6 |
60 |
0,4 |
60 |
|||
|
50 |
— |
— |
|||||||||
|
75 |
— |
— |
|||||||||
|
100 |
— |
— |
|||||||||
|
125 |
— |
— |
|||||||||
|
200 |
— |
— |
|||||||||
|
400 |
— |
— |
|||||||||
|
450 |
— |
— |
|||||||||
|
500 |
— |
— |
|||||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
||||||||||
|
Листов 19 |
Лист 6 |
||||||||||
|
Обрабатываемый |
Вид обработки |
Мощность станка N, |
Диаметр |
Черновая обработка |
|||||||
|
Глубина резания t, мм, до |
|||||||||||
|
3 |
5 |
8 |
|||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
||||||
|
Чугун серый |
Растачивание резцом |
4,5…14 |
300 |
— |
— |
0,7 |
76 |
0,45 |
76 |
||
|
500 |
— |
— |
0,5 |
86 |
0,35 |
86 |
|||||
|
Медные и |
Растачивание резцом |
4,5…10 |
50 |
0,4 |
60…63 |
0,3 |
60…63 |
— |
— |
||
|
75 |
74 |
74 |
— |
— |
|||||||
|
100 |
0,5 |
63 |
0,4 |
63 |
— |
— |
|||||
|
150 |
— |
— |
0,6 |
59 |
0,5 |
59 |
|||||
|
200 |
— |
— |
63 |
0,5 |
63 |
||||||
|
Эбонит |
50 |
0,25 |
78 |
0,2 |
75…78 |
— |
— |
||||
|
75 |
0,3 |
74 |
74 |
— |
— |
||||||
|
100 |
0,45 |
50 |
0,35 |
50 |
— |
— |
|||||
|
200 |
47…50 |
47…50 |
— |
— |
|||||||
|
Примечания: 1. Режимы 2. При применении резцов из быстрорежущей стали в случае нанесения |
|||||||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
||||||||||
|
Листов 19 |
Лист 7 |
||||||||||
|
Обрабатываемый |
Вид обработки |
Мощность станка N, |
Диаметр |
Чистовая обработка |
|||||||
|
Rz 40…Rz 20, 14…12 квалитет |
Rz 40…Rz 20, 11 квалитет |
Rа 2,5, 9…8 квалитет |
|||||||||
|
Глубина резания t, мм, до |
|||||||||||
|
5 |
1 |
||||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
||||||
|
Сталь |
Растачивание резцом |
4,5…14 |
30 |
0,25 |
106 |
0,35 |
150 |
0,25 |
140 |
||
|
50 |
105 |
157 |
157 |
||||||||
|
100 |
106…111 |
185…198 |
|||||||||
|
150 |
98…106 |
148…157 |
190…195 |
||||||||
|
250 |
110 |
157 |
|||||||||
|
400 |
99…104 |
151…165 |
175…185 |
||||||||
|
500 |
— |
— |
— |
— |
160 |
||||||
|
Чугун серый |
Растачивание |
30 |
0,4 |
85 |
0,45 |
94 |
0,25 |
122 |
|||
|
50 |
88 |
99 |
0,35 |
108 |
|||||||
|
75 |
84 |
106 |
|||||||||
|
100 |
79 |
99 |
|||||||||
|
125 |
63 |
98 |
|||||||||
|
200 |
75…79 |
101…106 |
|||||||||
|
400 |
88…98 |
||||||||||
|
450 |
82 |
89…98 |
— |
— |
|||||||
|
500 |
0,45 |
79 |
79 |
— |
— |
||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
||||||||||||
|
Листов 19 |
Лист 8 |
||||||||||||
|
Обрабатываемый |
Вид обработки |
Мощность станка N, |
Диаметр |
Чистовая обработка |
|||||||||
|
Rz 40…Rz 20, 14…12 квалитет |
Rz 40…Rz 20, 11 квалитет |
Rа 2,5, 9…8 квалитет |
|||||||||||
|
Глубина резания t, мм, до |
|||||||||||||
|
5 |
1 |
||||||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
||||||||
|
Медные |
Растачивание резцом |
4,5…10 |
50 |
0,3 |
95 |
0,15 |
95 |
0,18 |
120 |
||||
|
75 |
|||||||||||||
|
100 |
|||||||||||||
|
150 |
|||||||||||||
|
200 |
|||||||||||||
|
Эбонит |
50 |
0,18…0,3 |
60…63 |
0,2…0,3 |
80 |
0,15…0,17 |
120 |
||||||
|
75 |
0,23…0,3 |
60 |
0,35 |
0,19 |
|||||||||
|
100 |
0,26…0,4 |
50 |
|||||||||||
|
300 |
0,3…0,4 |
||||||||||||
|
Примечания: 1. Режимы 2. При применении резцов из быстрорежущей стали в случае нанесения |
|||||||||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
||||||||||
|
Листов 19 |
Лист 9 |
||||||||||
|
Режущий инструмент |
Обрабатываемый |
Диаметр |
Ширина паза В, |
Вид обработки |
|||||||
|
Прорезание |
Прорезание |
||||||||||
|
Режимы резания |
|||||||||||
|
i |
S, мм/об |
V, м/мин |
i |
S, мм/об |
V, м/мин |
||||||
|
Резцы с пластинами Т15К6 |
Сталь |
30 |
5 |
1 |
0,1 |
90 |
1 |
0,1 |
75 |
||
|
10 |
0,12 |
0,12 |
|||||||||
|
50 |
5 |
1 |
0,13 |
78 |
1 |
0,13 |
63 |
||||
|
10 |
0,15 |
0,15 |
|||||||||
|
75 |
5 |
1 |
0,15 |
74 |
1 |
0,15 |
59 |
||||
|
10 |
0,.18 |
0,18 |
|||||||||
|
100 |
5 |
1 |
0,18 |
63 |
1 |
0,18 |
50 |
||||
|
10 |
0,23 |
0,23 |
|||||||||
|
20 |
2 |
2 |
|||||||||
|
150 |
5 |
1 |
0,18 |
63 |
0,18 |
50…47 |
|||||
|
10 |
2 |
0,23 |
2 |
0,23 |
|||||||
|
20 |
|||||||||||
|
300 |
5 |
1 |
0,18 |
63…60 |
1 |
0,18 |
50…47 |
||||
|
10 |
2 |
0,23 |
2 |
0,23 |
|||||||
|
20 |
|||||||||||
|
500 |
10 |
1 |
0,18 |
62 |
1 |
0,18…0,17 |
44…31,5 |
||||
|
20 |
2 |
0,23 |
2 |
0,23 |
|||||||
|
Резцы |
30 |
5 |
1 |
0,1 |
38 |
1 |
0,1 |
30 |
|||
|
10 |
0,12 |
0,12 |
|||||||||
|
50 |
5 |
1 |
0,13 |
39 |
1 |
0,13 |
31,5 |
||||
|
10 |
0,15 |
0,15 |
|||||||||
|
75 |
5 |
1 |
0,15 |
29 |
1 |
0,15 |
23,5 |
||||
|
10 |
0,18 |
0,18 |
|||||||||
|
100 |
5 |
1 |
0,18 |
31,5 |
1 |
0,18 |
25 |
||||
|
10 |
0,22 |
0,23 |
|||||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
|||||||||||||
|
Листов 19 |
Лист 10 |
|||||||||||||
|
Режущий инструмент |
Обрабатываемый |
Диаметр |
Ширина паза В, |
Вид обработки |
||||||||||
|
Прорезание |
Прорезание |
|||||||||||||
|
Режимы резания |
||||||||||||||
|
i |
S, мм/об |
V, м/мин |
i |
S, мм/об |
V, м/мин |
|||||||||
|
Резцы из стали Р6М5 |
Сталь |
100 |
20 |
2 |
0,22 |
31,5 |
2 |
0,23 |
25 |
|||||
|
150 |
5 |
1 |
0,18 |
30 |
1 |
0,18 |
23,5…25 |
|||||||
|
10 |
0,23 |
|||||||||||||
|
20 |
2 |
0,22 |
2 |
|||||||||||
|
300 |
5 |
1 |
0,18 |
31,8…30 |
1 |
0,18 |
25…22 |
|||||||
|
10 |
2 |
0,23 |
||||||||||||
|
20 |
2 |
0,22 |
||||||||||||
|
500 |
10 |
1 |
0,22 |
27,5…23 |
1 |
0,23 |
22…18 |
|||||||
|
20 |
2 |
2 |
||||||||||||
|
Резцы с пластинами ВК6, |
Чугун серый |
30 |
5 |
1 |
0,13 |
47 |
1 |
0,12 |
47 |
|||||
|
10 |
0,17 |
0,15 |
||||||||||||
|
50 |
5 |
1 |
0,18 |
49 |
1 |
0,15 |
47 |
|||||||
|
10 |
0,22 |
46 |
0,25 |
37 |
||||||||||
|
75 |
5 |
1 |
0,22 |
44 |
1 |
0,18 |
47 |
|||||||
|
10 |
0,25 |
41 |
0,25 |
38 |
||||||||||
|
100 |
5 |
1 |
0,25 |
44 |
1 |
0,18 |
39 |
|||||||
|
10 |
0,3 |
36 |
0,25 |
|||||||||||
|
20 |
2 |
0,3…0,5 |
36…32 |
2 |
0,28…0,5 |
39…31 |
||||||||
|
150 |
5 |
1 |
0,32 |
31 |
1 |
0,18 |
39…47 |
|||||||
|
10 |
0,38 |
0,28 |
39…38 |
|||||||||||
|
20 |
2 |
0,38…0,5 |
30 |
2 |
0,28…0,5 |
39…31 |
||||||||
|
300 |
5 |
1 |
0,4…0,45 |
30 |
1 |
0,18 |
39…38 |
|||||||
|
10 |
0,28 |
|||||||||||||
|
20 |
2 |
0,45…0,55 |
31…25 |
2 |
0,28…0,5 |
39…31 |
||||||||
|
РЕЖИМЫ РЕЗАНИЯ Прорезание пазов Rz 80, 14…12 квалитет |
Приложение 1 |
||||||||||
|
Листов 19 |
Лист 11 |
||||||||||
|
Режущий инструмент |
Обрабатываемый |
Диаметр |
Ширина паза В, |
Вид обработки |
|||||||
|
Прорезание |
Прорезание |
||||||||||
|
Режимы резания |
|||||||||||
|
i |
S, мм/об |
V, м/мин |
i |
S, мм/об |
V, м/мин |
||||||
|
Резцы с пластинами ВК6, |
Чугун серый |
500 |
10 |
1 |
0,45 |
27…25 |
1 |
0,28 |
35…31 |
||
|
20 |
2 |
0,45…0,55 |
2 |
0,28…0,5 |
35…26 |
||||||
|
Резцы |
30 |
5 |
1 |
0,13 |
19 |
1 |
0,12 |
19 |
|||
|
10 |
0,17 |
15 |
0,2 |
15 |
|||||||
|
50 |
5 |
1 |
0,18 |
19 |
1 |
0,15 |
20 |
||||
|
10 |
0,22 |
15 |
0,25 |
16 |
|||||||
|
75 |
5 |
1 |
0,25 |
15 |
1 |
0,15 |
19 |
||||
|
10 |
0,30 |
12 |
0,25 |
15 |
|||||||
|
100 |
5 |
1 |
0,35 |
16 |
1 |
0,17 |
20 |
||||
|
10 |
0,30 |
12 |
0,25 |
16 |
|||||||
|
20 |
2 |
0,3…0,5 |
12 |
2 |
0,25…0,5 |
16…12 |
|||||
|
150 |
5 |
1 |
0,32 |
16 |
1 |
0,17 |
20…19 |
||||
|
10 |
0,38 |
15 |
0,25 |
16…15 |
|||||||
|
20 |
2 |
0,38…0,5 |
12,5…11,5 |
2 |
0,25…0,5 |
16…12 |
|||||
|
300 |
5 |
1 |
0,4 |
16…15 |
1 |
0,17 |
20…19 |
||||
|
10 |
0,45 |
12,5…12 |
0,25 |
16…18 |
|||||||
|
20 |
2 |
0,45…0,55 |
2 |
0,25…0,5 |
16…13 |
||||||
|
500 |
10 |
1 |
0,45 |
15 |
1 |
0,25 |
18…16 |
||||
|
20 |
2 |
0,45…0,55 |
11,5… 12 |
2 |
0,25…0,4 |
18…14 |
|||||
|
Примечание. При |
|||||||||||
|
РЕЖИМЫ РЕЗАНИЯ Обработка |
Приложение 1 |
|||||||
|
Листов 19 |
Лист 12 |
|||||||
|
Вид обработки |
Параметр |
Диаметр инструмента, |
Обрабатываемый |
|||||
|
Сталь |
Чугун серый |
|||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
|||||
|
Сверление |
— |
6 |
0,15 |
18 |
0,22 |
24 |
||
|
8 |
0,18 |
20 |
25 |
|||||
|
10 |
0,22 |
18 |
0,25 |
|||||
|
12 |
0,26 |
19 |
0,30 |
24 |
||||
|
16 |
0,19 |
24 |
0,20 |
25 |
||||
|
20 |
0,14 |
28 |
0,15 |
31 |
||||
|
25 |
0,11 |
33 |
0,12 |
39 |
||||
|
30 |
0,08 |
38 |
0,10 |
38 |
||||
|
Рассверливание |
— |
25 |
0,4…0,5 |
19,5 |
0,5…0,6 |
20 |
||
|
30 |
19 |
0,6…0,7 |
24 |
|||||
|
40 |
20 |
0,7…0,8 |
20 |
|||||
|
50 |
19,5 |
0,4…0,6 |
25…20 |
|||||
|
60 |
0,5 |
19 |
0,4 |
24 |
||||
|
Зенкерование |
Rz 80, 14…12 квалитет |
15 |
0,5 |
19 |
0,7 |
24 |
||
|
20 |
0,6 |
0,9 |
20 |
|||||
|
25 |
0,7 |
20 |
1,0 |
|||||
|
30 |
0,8 |
14 |
1,1 |
19 |
||||
|
35 |
0,9 |
1,2 |
18 |
|||||
|
40 |
13 |
1,4 |
16 |
|||||
|
50 |
1,0 |
1,6 |
||||||
|
60 |
1,1 |
11 |
1,8 |
15 |
||||
|
80 |
1,2 |
2,0 |
||||||
|
РЕЖИМЫ РЕЗАНИЯ Обработка |
Приложение 1 |
|||||||
|
Листов 19 |
Лист 13 |
|||||||
|
Вид обработки |
Параметр |
Диаметр инструмента, |
Обрабатываемый |
|||||
|
Сталь |
Чугун серый |
|||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
|||||
|
Зенкерование |
Rа 2,5, 9…8 квалитет |
15 |
0,4 |
19 |
0,5 |
24 |
||
|
20 |
0,45 |
0,6 |
20 |
|||||
|
25 |
0,5 |
20 |
0,7 |
|||||
|
30 |
0,6 |
14 |
0,8 |
19 |
||||
|
35 |
0,9 |
18 |
||||||
|
40 |
0,7 |
13 |
1,0 |
16 |
||||
|
50 |
0,8 |
1,1 |
||||||
|
60 |
11 |
1,2 |
||||||
|
80 |
0,9 |
1,4 |
15 |
|||||
|
Развертывание |
Rа 2,5, 9 квалитет (обработка одной разверткой) |
10 |
0,7 |
12,5 |
1,4 |
7,8 |
||
|
15 |
0,8 |
10,6 |
1,5 |
7,5 |
||||
|
20 |
10,0 |
1,7 |
6,3 |
|||||
|
25 |
0,9 |
9,4 |
1,8 |
4,9 |
||||
|
30 |
1,0 |
1,9 |
4,7 |
|||||
|
35 |
1,1 |
7,8 |
2,0 |
5,5 |
||||
|
40 |
1,2 |
7,9 |
2,1 |
5,0 |
||||
|
50 |
1,4 |
6,9 |
2,2 |
4,9 |
||||
|
60 |
1,5 |
7,5 |
2,3 |
3,8 |
||||
|
70 |
1,6 |
6,9 |
2,5 |
4,4 |
||||
|
80 |
1,7 |
6,3 |
2,7 |
4,0 |
||||
|
РЕЖИМЫ РЕЗАНИЯ Обработка |
Приложение 1 |
||||||||||||
|
Листов 19 |
Лист 14 |
||||||||||||
|
Вид обработки |
Параметр |
Диаметр инструмента, |
Обрабатываемый |
||||||||||
|
Сталь |
Чугун серый |
||||||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
||||||||||
|
Развертывание |
Rа 1,25, 7 квалитет (обработка двумя развертками) |
10 |
0,7 |
3,1 |
1,4 |
7,8 |
|||||||
|
15 |
0,8 |
3,0 |
1,5 |
7,5 |
|||||||||
|
20 |
3,1 |
1,7 |
6,3 |
||||||||||
|
25 |
0,9 |
3,0 |
1,8 |
4,9 |
|||||||||
|
30 |
1,0 |
1,9 |
4,7 |
||||||||||
|
35 |
1,1 |
2,0 |
5,5 |
||||||||||
|
40 |
1,2 |
2,1 |
5,0 |
||||||||||
|
50 |
1,4 |
3,1 |
2,2 |
4,9 |
|||||||||
|
60 |
1,5 |
3,0 |
2,3 |
3,8 |
|||||||||
|
70 |
1,6 |
3,2 |
2,5 |
4,4 |
|||||||||
|
80 |
1,7 |
2,9 |
2,7 |
4,0 |
|||||||||
|
Поправочные |
|||||||||||||
|
Инструмент |
Обрабатываемый |
Покрытие |
После первой |
После второй |
После третьей |
||||||||
|
Коэффициент |
|||||||||||||
|
Сверла из |
Сталь |
1,18 |
1,1 |
1,08 |
1,0 |
||||||||
|
Чугун, алюминиевые |
1,1 |
1,04 |
1,02 |
1,0 |
|||||||||
|
Примечания: 1. При 2. Режимы резания приведены для обработки отверстий с ручной |
|||||||||||||
|
РЕЖИМЫ РЕЗАНИЯ Точение, |
Приложение 1 |
|||||||||
|
Листов 19 |
Лист 15 |
|||||||||
|
Поправочные |
||||||||||
|
Твердости стали |
Точение, обработка |
НВ |
до 170 |
170…210 |
свыше 210 |
|||||
|
Коэффициент |
1,1…1,25 |
1,0 |
0,8…0,9 |
|||||||
|
Прорезание пазов |
Группа стали |
Углеродистые, |
Марганцовистые, |
|||||||
|
НВ |
до 170 |
170…210 |
свыше 210 |
до 170 |
170…210 |
свыше 210 |
||||
|
Коэффициент |
1,1…1,25 |
1,0 |
0,8…0,9 |
1,1…1,25 |
1,0 |
0,8…0,9 |
||||
|
Твердости чугуна |
НВ |
220 |
свыше 220 |
|||||||
|
Коэффициент |
1,0 |
0,8…0,9 |
||||||||
|
Состояния |
Состояние |
по корке |
без корки |
|||||||
|
Коэффициент |
1,0 |
1,1 |
||||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
||||||||||
|
Листов 19 |
Лист 16 |
||||||||||
|
Обрабатываемый |
Вид обработки |
Мощность станка N, |
Диаметр |
Черновая обработка |
|||||||
|
Режущий инструмент |
|||||||||||
|
ВК8 |
|||||||||||
|
Глубина резания t, мм, до |
|||||||||||
|
3 |
5 |
8 |
|||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
||||||
|
Сталь коррозионностойкая |
Наружное продольное |
4,5…14 |
20 |
0,3…0,25 |
60 |
— |
— |
— |
— |
||
|
30 |
0,4…0,3 |
55 |
— |
— |
— |
— |
|||||
|
50 |
0,6 |
49 |
0,45 |
49 |
— |
— |
|||||
|
75 |
59 |
59 |
— |
— |
|||||||
|
175 |
59…63 |
59…63 |
0,35 |
59…63 |
|||||||
|
300 |
59 |
59 |
59 |
||||||||
|
450 |
55…57 |
55…57 |
55…57 |
||||||||
|
500 |
59 |
59 |
59 |
||||||||
|
Растачивание |
30 |
0,35 |
63 |
0,30 |
63 |
— |
— |
||||
|
50 |
74 |
— |
— |
||||||||
|
75 |
0,35…0,3 |
79 |
0,25 |
74 |
— |
— |
|||||
|
100 |
79 |
— |
— |
||||||||
|
120 |
— |
— |
— |
— |
— |
— |
|||||
|
150 |
— |
— |
— |
— |
— |
— |
|||||
|
200 |
— |
— |
— |
— |
— |
— |
|||||
|
250 |
— |
— |
— |
— |
— |
— |
|||||
|
Растачивание |
75 |
0,35 |
74 |
0,3 |
74 |
— |
— |
||||
|
100 |
79 |
79 |
0,25 |
79 |
|||||||
|
200 |
0,45 |
59…63 |
0,35 |
59…63 |
59…63 |
||||||
|
225 |
57 |
57 |
57 |
||||||||
|
250 |
50 |
50 |
50 |
||||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
|||||||||
|
Листов 19 |
Лист 17 |
|||||||||
|
Обрабатываемый |
Вид обработки |
Мощность станка N, кВт |
Режущий инструмент |
Диаметр |
Чистовая обработка |
|||||
|
Rz 40…Rz 20, 11 квалитет |
Rа 2,5, 9…8 квалитет |
|||||||||
|
Глубина резания t, мм, до |
||||||||||
|
1 |
||||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
|||||||
|
Сталь |
Наружное продольное |
4,5…14 |
ВК8 |
20 |
0,2 |
101 |
— |
— |
||
|
30 |
0,25 |
110 |
— |
— |
||||||
|
50 |
0,3 |
105 |
— |
— |
||||||
|
75 |
0,35 |
94 |
— |
— |
||||||
|
175 |
94…99 |
— |
— |
|||||||
|
300 |
0,4 |
94…99 |
— |
— |
||||||
|
450 |
96…99 |
— |
— |
|||||||
|
500 |
96 |
— |
— |
|||||||
|
Т15К6 |
20 |
— |
— |
0,22 |
120 |
|||||
|
30 |
— |
— |
||||||||
|
50 |
— |
— |
||||||||
|
75 |
— |
— |
||||||||
|
175 |
— |
— |
||||||||
|
300 |
— |
— |
||||||||
|
450 |
— |
— |
||||||||
|
500 |
— |
— |
||||||||
|
Растачивание |
ВК8 |
30 |
0,2 |
113 |
— |
— |
||||
|
50 |
0,25 |
94 |
— |
— |
||||||
|
75 |
0,3 |
— |
— |
|||||||
|
100 |
— |
— |
||||||||
|
125 |
98 |
— |
— |
|||||||
|
150 |
94 |
— |
— |
|||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
|||||||||
|
Листов 19 |
Лист 18 |
|||||||||
|
Обрабатываемый |
Вид обработки |
Мощность станка N, кВт |
Режущий инструмент |
Диаметр |
Чистовая обработка |
|||||
|
Rz 40…Rz 20, 11 квалитет |
Rа 2,5, 9…8 квалитет |
|||||||||
|
Глубина резания t, мм, до |
||||||||||
|
1 |
||||||||||
|
S, мм/об |
V, м/мин |
S, мм/об |
V, м/мин |
|||||||
|
Сталь |
Растачивание резцом |
4,5…14 |
ВК8 |
200 |
0,3 |
100 |
— |
— |
||
|
250 |
98 |
— |
— |
|||||||
|
Т15К6 |
30 |
— |
— |
0,22 |
106 |
|||||
|
50 |
— |
— |
111 |
|||||||
|
75 |
— |
— |
113 |
|||||||
|
100 |
— |
— |
111 |
|||||||
|
125 |
— |
— |
110 |
|||||||
|
150 |
— |
— |
106 |
|||||||
|
200 |
— |
— |
113 |
|||||||
|
250 |
— |
— |
110 |
|||||||
|
Сверление |
Сверла из стали |
Черновая обработка |
||||||||
|
Rz 80, 14…12 квалитет |
||||||||||
|
S, мм/об |
V, м/мин |
|||||||||
|
6 |
0,12 |
12 |
||||||||
|
8 |
0,15 |
13 |
||||||||
|
10 |
0,20 |
10 |
||||||||
|
12 |
0,23 |
9,5 |
||||||||
|
16 |
0,18 |
10 |
||||||||
|
20 |
0,15 |
13 |
||||||||
|
25 |
0,11 |
16 |
||||||||
|
РЕЖИМЫ РЕЗАНИЯ Продольное и |
Приложение 1 |
||||||||||||
|
Листов 19 |
Лист 19 |
||||||||||||
|
Поправочные |
|||||||||||||
|
Состояния |
Состояние |
Без корки |
По корке |
||||||||||
|
Коэффициент |
1,0 |
0,8 |
|||||||||||
|
Марки твердого |
Марка твердого |
ВК8 |
Т5К10 |
Т15К6 |
|||||||||
|
Коэффициент |
1,0 |
1,3 |
1,8 |
||||||||||
|
Нанесения |
при сверлении |
Сверла из |
С покрытием |
После первой |
После второй |
Без покрытия или |
|||||||
|
Коэффициент |
1,18 |
1,1 |
1,08 |
1,0 |
|||||||||
|
Примечания: 1. При 2. При 3. При 4. Режимы резания даны для сверления отверстий с ручной подачей. При |
|||||||||||||
ВЫБОР МАРОК ИНСТРУМЕНТАЛЬНОГО МАТЕРИАЛА В ЗАВИСИМОСТИ ОТ ВИДА,
|
Приложение 2 |
|||||||||
|
Листов 3 |
Лист 1 |
|||||||||
|
Характер и условия |
Жесткость системы «станок |
Сравнительная |
Рекомендуемые |
|||||||
|
углеродистой и |
специальной |
закаленной стали |
чугуна |
цветных металлов и |
неметаллических |
|||||
|
1. Точение |
||||||||||
|
Черновое точение |
Повышенная |
Наивысшая |
Т5К10 |
ВК8 |
— |
ВК6 |
ВК6, Р6М5 |
— |
||
|
Нормальная |
Средняя |
ВК8, Р6М5 |
Р6М5 |
— |
ВК6 |
ВК6, Р6М5 |
— |
|||
|
Недостаточная |
Пониженная |
Р6М5 |
Р6М5 |
— |
ВК8 |
ВК6, Р6М5 |
— |
|||
|
Черновое точение по |
Повышенная |
Наивысшая |
Т15К6 |
Т5К10 |
— |
ВК6 |
ВК6, Р6М5 |
ВК2, ВК3 |
||
|
Нормальная |
Средняя |
Т14К8 |
ВК8 |
— |
ВК6 |
ВК6, Р6М5 |
ВК6 |
|||
|
Недостаточная |
Пониженная |
Т5К10, Р6М5 |
Р6М5 |
— |
ВК8 |
ВК6, Р6М5 |
ВК8 |
|||
|
Получистовое и |
Повышенная |
Наивысшая |
Т15К6 |
Т5К10 |
Т14К8 |
ВК6 |
ВК6 |
ВК2, ВК3 |
||
|
Нормальная |
Средняя |
Т14К8 |
ВК8, Р6М5 |
Т5К10 |
ВК6 |
ВК6 |
ВК6 |
|||
|
Недостаточная |
Пониженная |
Т5К10, Р6М5 |
Р6М5 |
ВК8 |
ВК8 |
ВК6 |
ВК6 |
|||
|
ВЫБОР МАРОК |
Приложение 2 |
|||||||||
|
Листов 3 |
Лист 2 |
|||||||||
|
Характер и условия |
Жесткость системы «станок |
Сравнительная |
Рекомендуемые |
|||||||
|
углеродистой и |
специальной |
закаленной стали |
чугуна |
цветных металлов и |
неметаллических |
|||||
|
Получистовое и |
Повышенная |
Наивысшая |
Т30К4 |
Т15К6 |
Т15К6 |
ВК2, ВК3 |
ВК2, ВК3 |
ВК2, ВК3 |
||
|
Нормальная |
Средняя |
Т15К6 |
Т14К8 |
Т14К8 |
ВК6 |
ВК3 |
ВК2, ВК3 |
|||
|
Недостаточная |
Пониженная |
Т15К6 |
Т5К10 |
Т5К10 |
ВК6 |
ВК6 |
ВК6 |
|||
|
Тонкое точение |
Повышенная |
Наивысшая |
Т60К20 |
— |
Т30К4 |
ВК2, ВК3 |
ВК2, ВК3 |
ВК2, ВК3 |
||
|
Нормальная |
Средняя |
Т30К4 |
— |
Т15К6 |
ВК2, ВК3 |
ВК2, ВК3 |
ВК2, ВК3 |
|||
|
2. Сверление |
||||||||||
|
Сплошное сверление |
Повышенная |
Наивысшая |
Т14К8, Р6М5 |
ВК8, Р6М5 |
ВК6 |
ВК6, Р6М5 |
— |
ВК2, Р6М5 |
||
|
Нормальная |
Средняя |
Т15К6, Р6М5 |
ВК6, Р6М5 |
ВК6 |
ВК6, Р6М5 |
Р6М5 |
ВК6, Р6М5 |
|||
|
Недостаточная |
Пониженная |
Т15К6, Р6М5 |
ВК6, Р6М5 |
ВК8 |
ВК8, Р6М5 |
— |
ВК6, Р6М5 |
|||
|
Рассверливание |
Повышенная |
Наивысшая |
Т15К6, Р6М5 |
Т15К10, Р6М5 |
ВК2, ВК3 |
ВК2, ВК3 |
Р6М5 |
ВК2, ВК3, Р6М5 |
||
|
Нормальная |
Средняя |
Т15К6, Р6М5 |
ВК6, Р6М5 |
ВК6 |
ВК6, |
ВК6, Р6М5 |
||||
|
Недостаточная |
Пониженная |
Т14К6, Р6М5 |
ВК6, Р6М5 |
ВК8 |
ВК8, Р6М5 |
— |
ВК6, Р6М5 |
|||
|
ВЫБОР МАРОК |
Приложение 2 |
|||||||||
|
Листов 3 |
Лист З |
|||||||||
|
Характер и условия |
Жесткость системы «станок |
Сравнительная |
Рекомендуемые |
|||||||
|
углеродистой и |
специальной |
закаленной стали |
чугуна |
цветных металлов и |
неметаллических |
|||||
|
3. Зенкерование |
||||||||||
|
Черновое |
Повышенная |
Наивысшая |
Т14К8, Р6М5 |
Т5К10, Р6М5 |
— |
ВК2, Р6М5 |
— |
ВК2, ВК3, Р6М5 |
||
|
Нормальная |
Средняя |
Т5К10, Р6М5 |
ВК6, Р6М5 |
— |
ВК8, Р6М5 |
Р6М5 |
ВК6, Р6М5 |
|||
|
Недостаточная |
Пониженная |
ВК8, Р6М5 |
ВК8, Р6М5 |
— |
ВК8, |
ВК6, Р6М5 |
||||
|
Чистовое |
Повышенная |
Наивысшая |
Т30К4, Р6М5 |
Т15К6, Р6М5 |
Т15К6 |
ВК2, |
ВК2, ВК3, Р6М5 |
|||
|
Нормальная |
Средняя |
Т15К6, Р6М5 |
Т14К8, Р6М5 |
Т14К8 |
ВК6, |
ВК6, Р6М5 |
||||
|
Недостаточная |
Пониженная |
Т15К6, Р6М5 |
Т5К10, Р6М5 |
Т14К8 |
ВК6, |
ВК6, Р6М5 |
||||
|
4. Развертывание |
||||||||||
|
Развертывание |
Повышенная |
Наивысшая |
Т60К16, Р6М5 |
Т30К4, Р6М5 |
Т30К4 |
ВК2, ВК3, Р6М5 |
Р6М5 |
ВК2, ВК3, Р6М5 |
||
|
Нормальная |
Средняя |
Т30К4, Р6М5 |
Т15К6, Р6М5 |
Т15К6Т |
ВК6, |
ВК6, Р6М5 |
||||
|
Недостаточная |
Пониженная |
Т15К6, Р6М5 |
Т15К6, Р6М5 |
Т15К6 |
ВК6, |
ВК6, Р6М5 |
||||
СКОРОСТЬ РЕЗАНИЯ υ В ЗАВИСИМОСТИ ОТ ДИАМЕТРА ОБРАБАТЫВАЕМОЙ
|
Приложение 3 |
||||||||||||||||||||||||
|
Листов 2 |
Лист 1 |
||||||||||||||||||||||||
|
Диаметр |
Частота вращения |
||||||||||||||||||||||||
|
60 |
70 |
81 |
94 |
109 |
127 |
147 |
170 |
197 |
229 |
265 |
307 |
356 |
413 |
479 |
555 |
644 |
747 |
865 |
1000 |
1160 |
1330 |
1560 |
|||
|
Скорость резания |
|||||||||||||||||||||||||
|
16 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
24 |
28 |
32 |
37 |
43 |
50 |
58 |
67 |
78 |
||
|
18 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
23 |
27 |
31 |
36 |
42 |
49 |
57 |
66 |
76 |
88 |
||
|
20 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
22 |
26 |
30 |
35 |
40 |
46 |
54 |
63 |
72 |
84 |
97 |
||
|
22 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
21 |
25 |
28 |
33 |
38 |
44 |
51 |
60 |
69 |
80 |
93 |
107 |
||
|
25 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
21 |
24 |
28 |
33 |
38 |
43 |
50 |
59 |
68 |
79 |
91 |
105 |
122 |
||
|
30 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
22 |
25 |
29 |
33 |
38 |
45 |
52 |
60 |
70 |
81 |
94 |
109 |
127 |
147 |
||
|
35 |
— |
— |
— |
— |
— |
— |
— |
— |
22 |
25 |
29 |
34 |
39 |
46 |
53 |
61 |
71 |
82 |
96 |
110 |
128 |
148 |
172 |
||
|
40 |
— |
— |
— |
— |
— |
— |
— |
21 |
25 |
29 |
33 |
39 |
45 |
50 |
60 |
70 |
81 |
94 |
108 |
126 |
145 |
169 |
195 |
||
|
45 |
— |
— |
— |
— |
— |
— |
21 |
24 |
28 |
32 |
36 |
43 |
50 |
58 |
68 |
78 |
91 |
105 |
122 |
141 |
164 |
190 |
— |
||
|
50 |
— |
— |
— |
— |
— |
20 |
23 |
27 |
31 |
36 |
42 |
48 |
56 |
65 |
75 |
87 |
101 |
117 |
136 |
157 |
182 |
— |
— |
||
|
60 |
— |
— |
— |
— |
21 |
24 |
28 |
32 |
37 |
43 |
50 |
58 |
67 |
78 |
90 |
104 |
121 |
140 |
162 |
188 |
— |
— |
— |
||
|
75 |
— |
— |
— |
22 |
26 |
30 |
34 |
40 |
46 |
54 |
63 |
72 |
84 |
97 |
113 |
130 |
151 |
175 |
203 |
— |
— |
— |
— |
||
|
80 |
— |
— |
20 |
23 |
27 |
32 |
37 |
43 |
49 |
57 |
66 |
77 |
89 |
103 |
119 |
138 |
160 |
186 |
— |
— |
— |
— |
— |
||
|
90 |
— |
20 |
23 |
27 |
32 |
37 |
43 |
49 |
57 |
66 |
77 |
89 |
103 |
119 |
138 |
160 |
186 |
— |
— |
— |
— |
— |
— |
||
|
110 |
20 |
23 |
27 |
32 |
37 |
43 |
49 |
57 |
66 |
77 |
89 |
103 |
119 |
138 |
160 |
186 |
— |
— |
— |
— |
— |
— |
— |
||
|
СКОРОСТЬ РЕЗАНИЯ |
Приложение 3 |
|||||||||||||||||||
|
Листов 2 |
Лист 2 |
|||||||||||||||||||
|
Диаметр |
Частота вращения |
|||||||||||||||||||
|
33 |
39 |
45 |
52 |
60 |
70 |
81 |
94 |
109 |
127 |
147 |
170 |
197 |
229 |
265 |
307 |
356 |
413 |
479 |
||
|
Скорость резания |
||||||||||||||||||||
|
120 |
— |
— |
— |
19 |
22 |
26 |
30 |
35 |
40 |
47 |
54 |
63 |
72 |
84 |
97 |
113 |
130 |
150 |
175 |
|
|
130 |
— |
— |
19 |
22 |
25 |
29 |
34 |
39 |
45 |
52 |
61 |
70 |
82 |
95 |
109 |
127 |
147 |
170 |
197 |
|
|
150 |
— |
18 |
21 |
24 |
28 |
33 |
38 |
44 |
51 |
59 |
68 |
79 |
92 |
106 |
123 |
143 |
165 |
192 |
— |
|
|
175 |
18 |
21 |
24 |
28 |
33 |
38 |
44 |
51 |
59 |
68 |
79 |
92 |
106 |
123 |
143 |
165 |
192 |
— |
— |
|
|
200 |
21 |
24 |
28 |
33 |
38 |
44 |
51 |
59 |
68 |
79 |
92 |
106 |
123 |
143 |
165 |
192 |
— |
— |
— |
|
|
225 |
24 |
28 |
33 |
38 |
44 |
51 |
59 |
68 |
79 |
92 |
106 |
123 |
143 |
165 |
192 |
— |
— |
— |
— |
|
|
250 |
26 |
31 |
35 |
41 |
47 |
55 |
64 |
74 |
86 |
99 |
115 |
133 |
154 |
179 |
— |
— |
— |
— |
— |
|
|
275 |
29 |
34 |
39 |
45 |
52 |
60 |
70 |
81 |
94 |
108 |
125 |
145 |
169 |
195 |
— |
— |
— |
— |
— |
|
|
300 |
31 |
37 |
42 |
49 |
57 |
66 |
76 |
88 |
102 |
118 |
137 |
159 |
184 |
— |
— |
— |
— |
— |
— |
|
|
320 |
33 |
39 |
45 |
52 |
60 |
70 |
81 |
94 |
108 |
125 |
145 |
169 |
195 |
— |
— |
— |
— |
— |
— |
|
|
325 |
34 |
40 |
46 |
53 |
61 |
71 |
82 |
96 |
110 |
128 |
148 |
172 |
199 |
— |
— |
— |
— |
— |
— |
|
|
350 |
36 |
43 |
50 |
57 |
66 |
76 |
88 |
102 |
118 |
137 |
159 |
184 |
— |
— |
— |
— |
— |
— |
— |
|
|
375 |
39 |
46 |
53 |
61 |
71 |
82 |
96 |
110 |
128 |
148 |
172 |
199 |
— |
— |
— |
— |
— |
— |
— |
|
|
400 |
42 |
49 |
57 |
65 |
75 |
87 |
101 |
117 |
136 |
157 |
182 |
— |
— |
— |
— |
— |
— |
— |
— |
|
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ, ПРИНЯТОЕ ПРИ РАСЧЕТЕ
|
Приложение 4 |
|||||||
|
Листов 3 |
Лист 1 |
|||||||
|
№ позиции |
Характер обработки |
Измеряемый размер, |
Длина |
|||||
|
100 |
500 |
1000 |
2000 |
|||||
|
Время, мин |
||||||||
|
1 |
Наружное точение и |
30 |
0,38 |
0,59 |
0,75 |
— |
||
|
50 |
0,43 |
0,65 |
0,81 |
— |
||||
|
100 |
0,49 |
0,75 |
0,92 |
1,62 |
||||
|
500 |
0,65 |
1,08 |
1,30 |
2,27 |
||||
|
2 |
Наружное точение и |
30 |
0,59 |
0,81 |
0,97 |
— |
||
|
50 |
0,65 |
0,97 |
1,13 |
— |
||||
|
100 |
0,70 |
1,08 |
1,24 |
1,94 |
||||
|
500 |
1,08 |
1,04 |
1,73 |
2,05 |
||||
|
3 |
Наружное точение и |
30 |
0,81 |
1,13 |
1,30 |
— |
||
|
50 |
0,86 |
1,30 |
1,46 |
— |
||||
|
100 |
0,92 |
1,40 |
1,67 |
2,48 |
||||
|
500 |
1,40 |
1,94 |
2,27 |
3,35 |
||||
|
4 |
Наружное точение и |
30 |
1,02 |
1,56 |
1,73 |
— |
||
|
50 |
1,19 |
1,73 |
2,00 |
— |
||||
|
100 |
1,35 |
1,94 |
2,30 |
3,20 |
||||
|
500 |
1,83 |
2,70 |
3,13 |
4,50 |
||||
|
ВСПОМОГАТЕЛЬНОЕ |
Приложение 4 |
||||||
|
Листов 3 |
Лист 2 |
||||||
|
№ позиции |
Характер обработки |
Измеряемый размер, |
Длина |
||||
|
50 |
100 |
250 |
|||||
|
Время, мин |
|||||||
|
5 |
Поперечное точение, |
50 |
0,32 |
0,43 |
0,65 |
||
|
100 |
0,43 |
0,55 |
0,75 |
||||
|
200 |
0,54 |
0,65 |
0,86 |
||||
|
6 |
Поперечное точение, |
50 |
0,59 |
0,65 |
0,65 |
||
|
100 |
0,70 |
0,75 |
0,75 |
||||
|
200 |
0,81 |
0,86 |
0,97 |
||||
|
7 |
Поперечное точение Rа 2,5, 9 квалитет |
50 |
0,70 |
0,76 |
0,97 |
||
|
100 |
0,81 |
0,97 |
1,19 |
||||
|
200 |
0,92 |
1,19 |
1,50 |
||||
|
8 |
Поперечное точение Rа 1,25, 7 квалитет |
50 |
0,92 |
0,97 |
0,97 |
||
|
100 |
1,02 |
1,08 |
1,19 |
||||
|
200 |
1,13 |
1,30 |
1,60 |
||||
|
9 |
Точение конических |
25 |
— |
— |
— |
||
|
100 |
0,86 |
0,97 |
1,19 |
||||
|
500 |
1,30 |
1,40 |
1,73 |
||||
|
10 |
Точение конических |
25 |
— |
— |
— |
||
|
100 |
0,97 |
1,19 |
1,40 |
||||
|
500 |
1,19 |
1,50 |
1,80 |
||||
|
ВСПОМОГАТЕЛЬНОЕ |
Приложение 4 |
|||||||
|
Листов 3 |
Лист 3 |
|||||||
|
№ позиции |
Характер обработки |
Измеряемый размер, |
длина |
|||||
|
50 |
100 |
250 |
||||||
|
Время, мин |
||||||||
|
11 |
Отрезание и |
наружных |
без измерения |
— |
0,32 |
0,43 |
— |
|
|
с измерением |
— |
0,65 |
0,86 |
— |
||||
|
12 |
внутренних |
без измерения |
— |
0,43 |
0,54 |
— |
||
|
с измерением |
— |
0,75 |
0,9 |
— |
||||
|
13 |
обтачивание |
радиусов |
без измерения |
— |
0,22 |
— |
— |
|
|
с измерением |
— |
0,32 |
— |
— |
||||
|
14 |
фасок |
без измерения |
— |
0,11 |
— |
— |
||
|
с измерением |
— |
0,22 |
— |
— |
||||
|
15 |
Накатывание |
— |
0,32 |
0,43 |
0,54 |
|||
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И
|
Приложение 5 |
||||||||
|
Листов 13 |
Лист 1 |
||||||||
|
Группа стали |
Марка |
Механические |
|||||||
|
В состоянии |
После термической |
||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
||||
|
Углеродистая обыкновенного |
Ст 0 |
380-94 |
Г |
107 |
— |
— |
— |
||
|
Ст |
— |
— |
— |
||||||
|
Ст |
— |
— |
— |
||||||
|
Ст |
— |
— |
— |
||||||
|
Ст |
137 |
— |
— |
— |
|||||
|
Ст |
— |
— |
— |
||||||
|
Ст |
|||||||||
|
Ст |
124 |
— |
— |
— |
|||||
|
Ст |
— |
— |
— |
||||||
|
Ст |
|||||||||
|
Ст |
152 |
— |
— |
— |
|||||
|
Ст |
— |
— |
— |
||||||
|
Ст |
|||||||||
|
Ст |
158 |
— |
— |
— |
|||||
|
Ст |
|||||||||
|
Ст |
197 |
— |
— |
— |
|||||
|
Ст |
|||||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
||||||||
|
Листов 13 |
Лист 2 |
||||||||
|
Группа стали |
Марка |
Механические |
|||||||
|
В состоянии |
Для калиброванного |
||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
||||
|
Углеродистая |
05 кп |
1050-74 |
Г |
131 |
— |
— |
— |
||
|
08 кп |
1050-74 |
Г |
— — 131 179 |
— |
— |
— |
|||
|
08 |
Г |
— |
— |
— |
|||||
|
08 |
Г Н |
Отжиг или высокий |
— |
131 |
|||||
|
10 кп |
1050-74 |
Г |
— |
— |
— |
— |
|||
|
10 |
Г |
— |
— |
— |
|||||
|
10 |
1050-88 |
Г |
143 |
Отжиг или высокий |
290 |
143 |
|||
|
Н |
187 |
||||||||
|
15 |
Г |
— |
— |
— |
|||||
|
15 пс |
1050-74 |
Г |
— |
— |
— |
— |
|||
|
15 |
1050-88 |
Г |
149 |
Отжиг или высокий |
340 |
149 |
|||
|
Н |
197 |
||||||||
|
20 |
1050-74 |
Г |
163 |
Отжиг или высокий |
390 |
163 |
|||
|
1050-88 |
Н |
207 |
|||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
||||||||
|
Листов 13 |
Лист 3 |
||||||||
|
Группа стали |
Марка |
Механические |
|||||||
|
В состоянии |
Для |
||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
||||
|
Углеродистая |
25 |
1050-74 |
Г |
170 |
Отжиг или высокий |
410 |
170 |
||
|
1050-88 |
Н |
217 |
|||||||
|
30 |
1050-74 |
Г |
179 |
Отжиг или высокий |
440 |
179 |
|||
|
1050-88 |
Н |
229 |
|||||||
|
35 |
1050-74 |
Г |
207 |
Отжиг или высокий |
470 |
187 |
|||
|
1050-88 |
Н |
229 |
|||||||
|
40 |
1050-74 |
Г |
217 |
Отжиг или высокий |
510 |
197 |
|||
|
1050-88 |
О |
187 |
|||||||
|
Н |
241 |
||||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
||||||||
|
Листов 13 |
Лист 4 |
||||||||
|
Группа стали |
Марка |
Механические |
|||||||
|
В состоянии |
Для |
||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
||||
|
Углеродистая |
45 |
1050-74 |
Г |
229 |
— |
— |
— |
||
|
О |
197 |
Отжиг или высокий |
540 |
207 |
|||||
|
1050-88 |
Н |
241 |
|||||||
|
50 |
1050-74 |
Г |
241 |
Отжиг или высокий |
560 |
217 |
|||
|
О |
207 |
||||||||
|
1050-88 |
Н |
255 |
|||||||
|
55 |
1050-74 |
Г |
255 |
Отжиг или высокий |
— |
229 |
|||
|
О |
217 |
||||||||
|
1050-88 |
Н |
269 |
|||||||
|
60 |
1050-74 |
Г |
255 |
Отжиг или высокий |
— |
229 |
|||
|
О |
229 |
||||||||
|
1050-88 |
Н |
269 |
|||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
||||||||
|
Листов 13 |
Лист 5 |
||||||||
|
Группа стали |
Марка |
Механические |
|||||||
|
В состоянии |
После термической |
||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
||||
|
Марганцовистая |
15Г |
4543-71 |
Г |
207 |
Закалка 880 |
410 |
163 |
||
|
О |
163 |
||||||||
|
20Г |
4543-71 |
Г |
269 |
Закалка 880 |
450 |
179 |
|||
|
О |
179 |
||||||||
|
25Г |
4543-71 |
Г |
269 |
Закалка 880 Отпуск 560 |
490 |
197 |
|||
|
О |
197 |
||||||||
|
30Г |
4543-71 |
Г |
269 |
Закалка 860 Отпуск 600 |
540 |
197 |
|||
|
О |
197 |
||||||||
|
35Г |
4543-71 |
Г |
269 |
Закалка 860 Отпуск 600 |
— |
— |
|||
|
О |
207 |
||||||||
|
40Г |
4543-71 |
Г |
269 |
Закалка 860 Отпуск 600 |
590 |
229 |
|||
|
О |
207 |
||||||||
|
45Г |
4543-71 |
Г |
228 |
Закалка 850 Отпуск 600 |
620 |
— |
|||
|
О |
229 |
||||||||
|
50Г |
4543-71 |
Г |
269 |
Закалка 850 Отпуск 600 |
650 |
229 |
|||
|
О |
229 |
||||||||
|
10Г2 |
4543-71 |
Г |
197 |
Закалка 920 |
420 |
197 |
|||
|
О |
197 |
||||||||
|
30Г2 |
4543-71 |
Г |
207 |
Закалка 880 Отпуск 600 |
590 |
207 |
|||
|
О |
207 |
||||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
||||||||
|
Листов 13 |
Лист 6 |
||||||||
|
Группа стали |
Марка |
||||||||
|
Механические |
|||||||||
|
В состоянии |
После термической |
||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
||||
|
Марганцовистая |
40Г |
4543-71 |
Г |
331 |
Закалка 860 |
590 |
207 |
||
|
О |
207 |
Отпуск |
|||||||
|
45Г |
4543-71 |
Г |
241 |
Закалка 850 Отпуск 600 |
620 |
229 |
|||
|
О |
187 |
||||||||
|
50Г |
4543-71 |
Г |
241 |
Закалка 850 |
650 |
220 |
|||
|
О |
229 |
Отпуск |
|||||||
|
Углеродистая |
А 12 |
1414-75 |
Г |
160 |
— |
— |
— |
||
|
А |
Г |
168 |
— |
— |
— |
||||
|
А |
Г |
185 |
— |
— |
— |
||||
|
А |
Г |
201 |
— |
— |
— |
||||
|
А |
Н |
217 |
— |
— |
— |
||||
|
А |
Н |
217 |
— |
— |
— |
||||
|
А |
Н |
223 |
— |
— |
— |
||||
|
А |
Н |
229 |
— |
— |
— |
||||
|
Сернисто-марганцовистая |
А40Г |
Г |
207 |
— |
— |
229 |
|||
|
Хромистая |
15Х |
4543-71 |
Г |
217 |
Закалка 770…880° Отпуск 180° |
690 |
179 |
||
|
О |
179 |
||||||||
|
Н |
217 |
||||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
|||||||||
|
Листов 13 |
Лист 7 |
|||||||||
|
Группа стали |
Марка |
Механические |
||||||||
|
В состоянии |
После термической |
|||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
|||||
|
Хромистая |
20Х |
4543-71 |
Г |
229 |
Закалка 770…880° Отпуск 180° |
780 |
179 |
|||
|
О |
179 |
|||||||||
|
Н |
229 |
|||||||||
|
30Х |
4543-71 |
Г |
241 |
Закалка 860° Отпуск 500° |
880 |
186 |
||||
|
О |
187 |
|||||||||
|
Н |
241 |
|||||||||
|
30ХРА |
4543-71 |
Г |
229 |
Закалка 860…900° Отпуск 200° |
1570 |
241 |
||||
|
О |
241 |
|||||||||
|
Н |
229 |
|||||||||
|
35Х |
4543-71 |
Н |
255 |
Закалка 860 Отпуск 500 |
910 |
197 |
||||
|
О |
197 |
|||||||||
|
38ХА |
4543-71 |
Г |
248 |
Закалка 860 Отпуск 550 |
930 |
207 |
||||
|
О |
207 |
|||||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
|||||||
|
Листов 13 |
Лист 8 |
|||||||
|
Группа стали |
Марка |
Механические |
||||||
|
В состоянии |
После термической |
|||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
|||
|
Хромистая |
40Х |
4543-71 |
Н |
269 |
Закалка 860 Отпуск |
980 |
217 |
|
|
О |
217 |
|||||||
|
45Х |
4543-71 |
Н |
269 |
Закалка 840 Отпуск |
1030 |
229 |
||
|
О |
229 |
|||||||
|
50Х |
4543-71 |
Н |
269 |
Закалка 830 Отпуск |
1080 |
229 |
||
|
О |
229 |
|||||||
|
Хромованадиевая |
15ХФ |
4543-71 |
Н |
217 |
— |
— |
— |
|
|
О |
187 |
|||||||
|
40ХФА |
4543-71 |
Н |
269 |
Отпуск 650° |
880 |
241 |
||
|
О |
241 |
|||||||
|
Хромомолибденовая и |
15ХМ |
4543-71 |
Н |
229 |
Закалка 880° Отпуск |
440 |
179 |
|
|
О |
179 |
|||||||
|
30ХМ (30ХМА) |
4543-71 |
Н |
269 |
Закалка 880 Отпуск |
930 |
229 |
||
|
О |
229 |
|||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
||||||||
|
Листов 13 |
Лист 9 |
||||||||
|
Группа стали |
Марка |
Механические |
|||||||
|
в состоянии |
после термической |
||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
||||
|
Хромомолибденовая и |
35ХМ |
4543-71 |
Н |
269 |
Закалка 850 Отпуск 560 |
930 |
241 |
||
|
О |
241 |
||||||||
|
38ХМ |
4543-71 |
Н |
269 |
Закалка 850 Отпуск 580 |
980 |
241 |
|||
|
О |
241 |
||||||||
|
Хромокремнистая |
33ХС |
4543-71 |
Н |
269 |
Закалка 920 Отпуск 630 |
880 |
241 |
||
|
О |
241 |
||||||||
|
38ХС |
4543-71 |
Г |
229 |
Закалка 900 Отпуск 630 |
930 |
255 |
|||
|
О |
255 |
||||||||
|
Н |
300 |
||||||||
|
40ХС |
543-71 |
Г |
262 |
Закалка 900 Отпуск 540 |
1230 |
255 |
|||
|
О |
255 |
||||||||
|
Н |
285 |
||||||||
|
Хромомарганцовая |
18ХГТ |
4543-71 |
Г |
229 |
Закалка 870…950 Отпуск 200 |
980 |
187 |
||
|
О |
187 |
||||||||
|
Н |
229 |
||||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
||||||||
|
Листов 13 |
Лист 10 |
||||||||
|
Группа стали |
Марка |
Механические |
|||||||
|
В состоянии |
после термической |
||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
||||
|
Хромомарганцовая |
20ХГР |
4543-71 |
Г |
285 |
Закалка 880 Отпуск 200 |
980 |
197 |
||
|
О |
197 |
||||||||
|
Н |
285 |
||||||||
|
30ХГТ |
4543-71 |
Г |
311 |
Закалка 850…950 Отпуск 200 |
1470 |
229 |
|||
|
О |
229 |
||||||||
|
40ХГТР |
4543-71 |
Н |
269 |
Закалка 840 Отпуск |
980 |
229 |
|||
|
О |
229 |
||||||||
|
Хромокремнемарганцовая |
20ХГСА |
4543-71 |
Н |
269 |
Закалка 880 Отпуск 500 |
780 |
207 |
||
|
О |
207 |
||||||||
|
25ХГСА |
4543-71 |
Н |
269 |
Закалка 880 Отпуск 480 |
1080 |
217 |
|||
|
О |
217 |
||||||||
|
30ХГС |
4543-71 |
Н |
269 |
Закалка 880 Отпуск 540 |
1080 |
229 |
|||
|
О |
229 |
||||||||
|
30ГСА |
4543-71 |
Г |
363 |
Закалка 880 Отпуск 540 |
1080 |
229 |
|||
|
О |
229 |
||||||||
|
Н |
269 |
||||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
||||||||
|
Листов 13 |
Лист 11 |
||||||||
|
Группа стали |
Марка |
Механические |
|||||||
|
В состоянии |
после термической |
||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
||||
|
Хромокремнемарганцовая |
35ХГСА |
4543-71 |
Н |
269 |
Закалка 700…950 Отпуск 230 |
1620 |
241 |
||
|
О |
241 |
||||||||
|
Хромоникелевая и |
20ХН |
4543-71 |
Н |
269 |
Закалка 860… 810 Отпуск 180 |
780 |
197 |
||
|
О |
197 |
||||||||
|
40ХН |
4543-71 |
Н |
269 |
Закалка 820… Отпуск 500 |
980 |
207 |
|||
|
О |
207 |
||||||||
|
45ХН |
4543-71 |
О |
207 |
Закалка 820 Отпуск 530 |
1030 |
207 |
|||
|
50ХН |
4543-71 |
О |
207 |
Закалка 820 Отпуск 530 |
1080 |
207 |
|||
|
12ХН2 |
4543-71 |
О |
207 |
Закалка 860…810 Отпуск 180 |
780 |
207 |
|||
|
12ХН3А |
4543-71 |
О |
217 |
Закалка 860…810 Отпуск 180 |
930 |
217 |
|||
|
20ХН3А |
4543-71 |
О |
255 |
Закалка 820 Отпуск 500 |
930 |
255 |
|||
|
12Х2НЧА |
4543-71 |
Г |
255 |
Закалка 760…800 Отпуск 180° Отпуск 180 |
1130 |
269 |
|||
|
О |
269 |
||||||||
|
Н |
255 |
||||||||
|
О |
269 |
||||||||
|
20Х2НЧА |
4543-71 |
Г |
277 |
Закалка 860…780 |
1270 |
269 |
|||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
||||||||
|
Листов 13 |
Лист 12 |
||||||||
|
Группа стали |
Марка |
Механические |
|||||||
|
В состоянии |
после термической |
||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
||||
|
Хромоникелевая и |
30ХН3А |
4543-71 |
О |
241 |
Закалка 820 Отпуск 530 |
980 |
241 |
||
|
Хромомарганцовоникелевая |
20ХГНР |
4543-71 |
О |
197 |
Закалка 930…780 Отпуск 200 |
1270 |
197 |
||
|
38ХГН |
4543-71 |
О |
229 |
Закалка 850 Отпуск 570 |
780 |
229 |
|||
|
Хромоникельмолибденовая |
20ХН2М (20ХНМ) |
4543-71 |
О |
229 |
Закалка 860…780 Отпуск 200 |
880 |
229 |
||
|
30ХН2МА (30ХНМА) |
4543-71 |
О |
241 |
Закалка 860 Отпуск 530 |
980 |
241 |
|||
|
МЕХАНИЧЕСКИЕ |
Приложение 5 |
||||||||
|
Листов 13 |
Лист 13 |
||||||||
|
Группа стали |
Марка |
Механические |
|||||||
|
В состоянии |
после термической |
||||||||
|
ГОСТ |
состояние |
НВ ≤ |
Типовая |
σв, |
НВ ≤ |
||||
|
Хромоникельмолибденовая |
38Х2Н2МА (38ХНМА) |
4543-71 |
О |
269 |
Закалка 870 Отпуск 580 |
1080 |
269 |
||
|
40ХН2МА (40ХНМА) |
4543-71 |
О |
269 |
Закалка 850 Отпуск 620 |
1080 |
269 |
|||
|
40Х2Н2МА (40Х1НВА) |
4543-71 |
О |
255 |
Закалка 870 Отпуск 600 |
1080 |
255 |
|||
|
38ХН3МА |
4543-71 |
О |
269 |
Закалка 850 Отпуск 590 |
1080 |
269 |
|||
|
18Х2НЧМА (18Х2НЧВА) |
4543-71 |
О |
269 |
Закалка 950…860 Отпуск 200 |
1130 |
269 |
|||
|
Хромоникельмолибденованадиевая |
30ХН2МФА |
4543-71 |
О |
269 |
Закалка 860 Отпуск 680 |
880 |
269 |
||
|
36Х2Н2МФА |
4543-71 |
О |
269 |
Закалка 850 Отпуск 600 |
1180 |
269 |
|||
|
45ХН2МФА (45НМФА) |
4543-71 |
О |
269 |
Закалка 860 Отпуск 460 |
1420 |
269 |
|||
|
20ХНЧФА |
4543-71 |
О |
269 |
Закалка 850 Отпуск 630 |
880 |
269 |
|||
|
Хромоалюминиевая с |
38Х2МЮА (38ХМЮА) |
4543-71 |
О |
229 |
Закалка 940 Отпуск 640 |
980 |
229 |
||
|
Н |
255 |
||||||||
|
Условные обозначения: Г — сталь |
|||||||||
МЕХАНИЧЕСКИЕ СВОЙСТВА ТЕРМИЧЕСКИ ОБРАБОТАННЫХ ЗАГОТОВОК ИЗ
|
Приложение 6 |
|||||||
|
Листов 3 |
Лист 1 |
|||||||
|
ГОСТ |
Марка сплава |
Рекомендуемый |
Температура |
Временное |
Твердость, НВ |
|||
|
23705-79 |
ХН77ТЮ (ЭИ437А) |
Закалка при (1080 ± 10) °С, |
20 700 |
— 610 |
321 — 255 — |
|||
|
ХН77ТЮР (ЭИ437Б) ХН77ТЮР-ВД (ЭИ437Б-ВД) |
20 700 |
— 740 |
321 — 255 — |
|||||
|
ХН77ТЮРУ (ЭИ437БУ) |
Закалка при (1080 ± 10) °С, |
20 |
980 |
321 — 262 |
||||
|
ХН77ТЮРУ-ВД (ЭИ437БУ-ВД) (437БУ-ПД) |
Закалка при (1080 ± 10) °С, |
20 |
980 |
321 — 262 |
||||
|
ХН67МВТЮ-ВД (ЭП202-ВД) |
Закалка при 1100 — 1150 °С, |
20 |
930 |
341 — 241 |
||||
|
ХН65ВМТЮ (ЭИ893) |
1. Закалка при (1170 ± 10) °С, 2. Закалка при (1170 ± 10) °С, |
20 750 |
830 640 |
— — |
||||
|
ХН65ВМТЮ-ВИ (ЭИ893-ВИ) |
20 750 |
830 640 |
— — |
|||||
|
ХН65ВМТЮ-ВД (ЭИ893-ВД) |
Нагрев до (1020 ± 10) °С, |
20 750 |
830 640 |
— — |
||||
|
МЕХАНИЧЕСКИЕ |
Приложение 6 |
||||
|
Листов 3 |
Лист 2 |
||||
|
ГОСТ |
Марка сплава |
Рекомендуемый |
Температура |
Временное |
Твердость, НВ |
|
23705-79 |
ХН70ВМТЮФ (ЭИ826) ХН70ВМТЮФ-ВД (ЭИ826-ВД) |
Закалка при (1210 ± 10) °С, |
20 |
— |
341 — 299 |
|
850 |
590 |
— |
|||
|
20 |
— |
341 — 299 |
|||
|
850 |
590 |
— |
|||
|
ХН62МВКЮ (ЭИ867) |
Закалка при (1220 ± 10) °С, выдержка |
20 900 |
— 570 |
352 — 285 — |
|
|
ХН62МВКЮ-ВД (ЭИ867-ВД) |
Закалка при (1220 ± 10) °С, выдержка |
20 900 |
— 570 |
352 — 285 |
|
|
ХН75ВМЮ (ЭИ827) |
Закалка при (1200 ± 10) °С, |
20 850 |
— 590 |
321 — 255 — |
|
|
ХН70ВМТЮ (ЭИ617) |
Закалка при (1190 ± 10) °С, |
20 |
— |
341 — 299 |
|
|
800 |
670 |
— |
|||
|
ХН70ВМТЮ ВИ (ЭИ617-ВИ) |
20 |
— |
341 — 299 |
||
|
800 |
690 |
— |
|||
|
ХН70МВТЮБ (ЭИ598) |
Закалка при (1200 ± 10) °С, |
20 |
— |
341 — 299 |
|
|
800 |
690 |
— |
|||
|
ХН70МВТЮБ- ВД |
20 |
— |
341-299 |
||
|
800 |
690 |
— |
|||
|
20 |
— |
341 — 299 |
|||
|
ХН70МВТЮБ- ВИ |
800 |
690 |
— |
||
|
ХН56ВМКЮ- ВД |
Закалка при |
20 900 |
— 640 |
363 — 302 — |
|
МЕХАНИЧЕСКИЕ |
Приложение 6 |
||||
|
Листов 3 |
Лист 3 |
||||
|
ГОСТ |
Марка сплава |
Рекомендуемый |
Температура |
Временное |
Твердость, НВ |
|
23705-79 |
ХН55ВМТКЮ-ВД (ЭИ929-ВД) |
Закалка при (1220 ± 10) °С, |
20 900 |
— 570 |
341 — 285 — |
|
ХН51ВМТЮК ФР-ВД (ЭП220-ВД) |
Закалка при (1220 ± 10) °С, выдержка |
20 950 |
— 640 |
352 — 285 — |
|
|
ХН60МЮВТ-ВД (ЭП539-ВД) |
Закалка при (1210 ± 10) °С, выдержка |
20 850 |
— 490 |
363 — 285 — |
|
|
ХН58МКЮР-ВД (ЭП238-ВД) |
Закалка при (1220 ± 10) °С, выдержка |
20 950 |
— 490 |
352 — 302 — |
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛЕЙ И СПЛАВОВ И УСРЕДНЕННЫЕ
|
Приложение 7 |
|||||||
|
Листов 1 |
Лист 1 |
|||||||
|
Марка стали или сплава |
Механические |
Марка резца |
Рекомендуемый |
Усредненные |
||||
|
σв, |
НВ |
|||||||
|
12Х18Н9Т |
≤ 540 |
≤ 150 |
ВК8 |
0,12 — 1,0 |
1,0 |
|||
|
550…590 |
≤ |
1,2 |
||||||
|
640…740 |
≤ |
0,9 |
||||||
|
13Х11Н2В2МФ |
1080…1180 |
≤ 320 |
Т15К6 |
0,1 — 0,94 |
1,0 |
|||
|
1180… 1420 |
≤ |
0,75 |
||||||
|
> 1420 |
> |
0,38 |
||||||
|
1080…1180 |
≤ 320 |
ВК8 |
0,80 |
|||||
|
1180…1420 |
≤ |
0,60 |
||||||
|
> 1420 |
> |
0,30 |
||||||
|
14Х17Н2 |
780…930 |
≤ 400 |
ВК8 |
0,1 — 0,5 |
1,0 |
|||
|
45Х14Н14В2М |
1080…1270 |
≤ |
0,75 |
|||||
|
12Х21Н5Т |
700…780 |
200 |
ВК8 |
0,13 — 0,86 |
0,85 |
|||
|
20Х23Н18 |
800…980 |
≤ |
0,65 |
|||||
|
31Х19Н9МВБТ |
590…600 |
≤ 290 |
ВК8 |
0,11 — 0,72 |
0,8 |
|||
|
≤ 590 |
О ≤ 197 |
ВК8, Т15К6 |
0,2 — 0,27 |
1,5 |
||||
|
20X13 |
930…1080 |
О |
1,2 |
|||||
|
30X13 |
≤ |
О |
1,3 |
|||||
|
40X13 |
930…1980 |
О |
1,2 |
|||||
|
> |
О |
0,9 |
||||||
|
Условные обозначения: О — отожженная. |
||||||||
МЕХАНИЧЕСКИЕ СВОЙСТВА ПОКОВОК ИЗ КОРРОЗИОННОСТОЙКИХ
|
Приложение 8 |
|||||
|
Листов 1 |
Лист 1 |
|||||
|
ГОСТ |
Класс стали |
Марка стали |
Предел прочности |
Твердость на |
||
|
25054-81 |
Мартенситный |
20X13 |
588 |
197 — 248 |
||
|
30X13 |
735 |
235 — 277 |
||||
|
09Х16Н4Б |
931 |
269 — 302 |
||||
|
07Х16Н4Б |
882 |
269 — 302 |
||||
|
20Х17Н2 |
813 |
248 — 293 |
||||
|
Мартенситно-ферритный |
12X13 |
539 |
187 — 299 |
|||
|
14Х17Н2 |
784 |
248 — 293 |
||||
|
Ферритный |
08X13 |
539 |
187 — 229 |
|||
|
Аустенитно-мартенситный |
07Х16Н6 |
1176 |
341 — 415 |
|||
|
08Х17Н5М3 |
1176 |
341 — 415 |
||||
|
Аустенитно-ферритный |
08Х18Г8Н2Т |
по согласованию |
||||
|
15Х18Н12С4ТЮ |
по согласованию |
|||||
|
08Х21Н6М2Т |
539 |
140 — 200 |
||||
|
08Х22Н6Т |
539 |
140 — 200 |
||||
|
Аустенитный |
10Х14Г14Н4Т |
по согласованию |
||||
|
10Х17Н13М2Т |
510 |
≤ 200 |
||||
|
10Х17Н13М3Т |
510 |
≤ 200 |
||||
|
03Х17Н14М3 |
470 |
≤ 179 |
||||
|
08Х17Н15М3Т |
490 |
≤ 200 |
||||
|
12Х18Н9 |
490 |
≤ 179 |
||||
|
12Х18Н9Т |
510 |
≤ 170 |
||||
|
04Х18Н10 |
441 |
≤ 179 |
||||
|
08Х18Н10 |
470 |
≤ 170 |
||||
|
08Х18Н10Т |
490 |
≤ 179 |
||||
|
12Х18Н10Т |
510 |
≤ 179 |
||||
|
03Х18Н11 |
441 |
≤ 179 |
||||
|
03Х21Н21М4ГБ |
по согласованию |
|||||
|
10Х23Н18 |
490 |
≤ 179 |
||||
|
Сплавы на никелевой |
ХН65МВ |
735 |
≤ 220 |
|||
|
ХН78Т |
588 |
≤ 200 |
||||
|
Сплавы на |
06ХН28МДТ |
510 |
≤ 200 |
|||
|
ХН32Т |
470 |
— |
||||
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА И МЕДНЫХ СПЛАВОВ |
Приложение
|
|||||||
|
Листов 7 |
Лист 1 |
|||||||
|
Серый чугун (ГОСТ 1412-85) |
Ковкий чугун (ГОСТ 1215-79) |
|||||||
|
Марка отливки |
Твердость по |
Марка отливки |
Твердость по |
|||||
|
СЧ 10 |
120…205 |
КЧ 30-6 |
163 |
|||||
|
СЧ 15 |
130…241 |
КЧ 33-8 |
163 |
|||||
|
— |
— |
КЧ 35-10 |
163 |
|||||
|
СЧ 20 |
143…250 |
КЧ 37-12 |
163 |
|||||
|
— |
— |
КЧ 45-7 |
207 |
|||||
|
— |
— |
КЧ 50-5 |
120 |
|||||
|
СЧ 25 |
156…250 |
КЧ 55-4 |
241 |
|||||
|
СЧ 30 |
163…270 |
КЧ 60-3 |
269 |
|||||
|
СЧ 35 |
179…290 |
КЧ 65-3 |
269 |
|||||
|
Примечание. Перлито-ферритный |
||||||||
|
Медные сплавы |
||||||||
|
Группы |
Марки |
Твердость по |
||||||
|
Гетерогенные |
Высокой твердости |
БрА11Ж6Н6 |
250 |
|||||
|
БрА10Ж4Н4Л |
169 |
|||||||
|
БрА10Ж3Мц2 |
119 |
|||||||
|
Средней твердости |
БрА9Ж3Л |
100 |
||||||
|
БрА9Мц2Л |
80 |
|||||||
|
Бр. ОФ 6,5-0,15 |
90 |
|||||||
|
Свинцовистые при |
Бр03Ц12С5 |
63 |
||||||
|
Бр03Ц7С5Н1 |
63 |
|||||||
|
ЛМцС58-2-2 |
85 |
|||||||
|
Гомогенные сплавы |
Бр.0Ф4-0,25 |
91 200 |
||||||
|
Бр.0Ц4-3 |
70 170 |
|||||||
|
С содержанием |
Бр.0ЦС4-4-2,5 |
70 170 |
||||||
|
С содержанием |
Бр.04Ц4С17 |
60 25 |
||||||
|
Бр.С30 |
||||||||
|
Примечание: |
||||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 9 |
||||||
|
Листов 7 |
Лист 2 |
||||||
|
Оловянные и |
|||||||
|
Вид бронзы |
ГОСТ |
Марка |
Способ литья |
Временное сопротивление |
Твердость по Бринеллю, |
||
|
Не менее |
|||||||
|
Оловянные бронзы |
613-79 |
БрО3Ц12С5 |
к |
206 |
588 |
||
|
п |
176,2 |
588 |
|||||
|
БрО3Ц7С5Н1 |
к |
206 |
588 |
||||
|
п |
176,2 |
588 |
|||||
|
БрО4Ц7С5 |
к |
176,2 |
588 |
||||
|
п |
147 |
588 |
|||||
|
БрО4Ц4С17 |
к |
147 |
588 |
||||
|
п |
147 |
588 |
|||||
|
БрО5Ц5С5 |
к |
176,2 |
588 |
||||
|
п |
147 |
588 |
|||||
|
БрО5С25 |
к |
137,2 |
588 |
||||
|
п |
147 |
441 |
|||||
|
БрО6Ц6С3 |
к |
176,2 |
588 |
||||
|
п |
147 |
588 |
|||||
|
БрО8Ц4 |
к |
196 |
735 |
||||
|
п |
196 |
735 |
|||||
|
БрО10Ф1 |
к |
245 |
882 |
||||
|
п |
215,5 |
784 |
|||||
|
БрО10Ц2 |
к |
225,5 |
735 |
||||
|
п |
215,5 |
637 |
|||||
|
БрО10С10 |
к |
196 |
735 |
||||
|
п |
176,2 |
637 |
|||||
|
Примечания: 1. |
|||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 9 |
||||||||
|
Листов 7 |
Лист 3 |
||||||||
|
Оловянные и |
|||||||||
|
Вид бронзы |
ГОСТ |
Марка |
Способ литья |
Временное |
Относительное |
Твердость по |
|||
|
Не менее |
|||||||||
|
Безоловянные бронзы |
493-79 |
БрА9Мц2Л |
к |
392 |
20 |
784 |
|||
|
п |
392 |
20 |
784 |
||||||
|
БрА10Мц2Л |
к |
490 |
12 |
1078 |
|||||
|
п |
490 |
12 |
1078 |
||||||
|
БрА9Ж3Л |
к |
490 |
12 |
980 |
|||||
|
п |
392 |
10 |
980 |
||||||
|
БрА10Ж3Мц2 |
к |
490 |
12 |
1176 |
|||||
|
п |
392 |
10 |
980 |
||||||
|
БрА10Ж4Н4Л |
к |
587 |
6 |
1666 |
|||||
|
п |
587 |
5 |
1568 |
||||||
|
БрА11Ж6Н6 |
к |
587 |
2 |
2450 |
|||||
|
п |
587 |
2 |
2450 |
||||||
|
БрА9Ж4Н4Мц1 |
к |
587 |
12 |
1568 |
|||||
|
п |
587 |
12 |
1568 |
||||||
|
БрС30 |
к |
58,7 |
4 |
245 |
|||||
|
БрСу3Н3Ц3С20Ф |
к |
157 |
2 |
637 |
|||||
|
п |
607 |
18 |
— |
||||||
|
Примечания: 1. |
|||||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 9 |
|||||||||
|
Листов 7 |
Лист 4 |
|||||||||
|
Прутки медные ГОСТ |
||||||||||
|
Способ |
Диаметр прутков, |
Временное |
||||||||
|
Тянутые мягкие |
3 — 50 |
≥ 200 |
||||||||
|
Тянутые полутвердые |
3 — 50 |
≥ 240 |
||||||||
|
Тянутые твердые |
3 — 50 |
≥ 270 |
||||||||
|
Прессованные |
20 — 150 |
≥ 190 |
||||||||
|
Тянутые прутки |
||||||||||
|
Состояние материала |
Диаметр прутков, мм |
Временное |
||||||||
|
Мягкие |
3 — 50 |
≥ 210 |
||||||||
|
Полутвердые |
3 — 50 |
≥ 240 |
||||||||
|
Твердые |
3 — 50 |
≥ 290 |
||||||||
|
Бронзовые прутки |
||||||||||
|
ГОСТ |
Марка бронзы |
Способ изготовления |
Диаметр прутков, мм |
Временное |
Твердость по |
|||||
|
1628-78 |
БрАМц9-2 |
Тянутые |
5 — 12 |
540 |
≥ 115 |
|||||
|
13 — 40 |
540 |
≥ 115 |
||||||||
|
Прессованные |
25 — 45 |
490 |
≥ 95 |
|||||||
|
48 — 120 |
470 |
≥ 95 |
||||||||
|
БрАЖ9-4 |
Прессованные |
16 — 160 |
540 |
110 + 80 |
||||||
|
БрАЖМц10-3-1,5 |
Прессованные |
16 — 160 |
590 |
130 + 200 |
||||||
|
БрАЖН10-4-4 |
Прессованные |
20 — 160 |
640 |
170 + 220 |
||||||
|
БрКМц3-1 |
Тянутые (твердые) |
5 — 12 |
490 |
— |
||||||
|
13 — 41 |
490 |
— |
||||||||
|
Катаные |
30 — 100 |
390 |
— |
|||||||
|
Прессованные |
30 — 120 |
340 |
— |
|||||||
|
БрКН1-3 |
Прессованные |
20 — 80 |
490 |
— |
||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 9 |
||||||||||||
|
Листов 7 |
Лист 5 |
||||||||||||
|
Прутки |
|||||||||||||
|
ГОСТ |
Марка бронзы |
Способ |
Диаметр прутков, мм |
Состояние |
Временное сопротивление |
Твердость то |
|||||||
|
Не менее |
|||||||||||||
|
10025-78 |
БрОФ6,5-0,15 |
Тянутые или |
5 — 20 |
Мягкий |
352,8 |
70 |
|||||||
|
Полутвердый |
392 |
120 |
|||||||||||
|
Твердый |
470,4 |
140 |
|||||||||||
|
Особотвердый |
548,8 |
150 |
|||||||||||
|
Прессованные |
100 — 110 |
343,0 |
70 |
||||||||||
|
БрОФ7-0,2 |
Тянутые или |
16 — 40 |
Мягкий |
392 |
80 |
||||||||
|
Полутвердый |
441 |
130 |
|||||||||||
|
Твердый |
519,4 |
150 |
|||||||||||
|
Особотвердый |
568,4 |
180 |
|||||||||||
|
Прессованные |
40 — 95 |
362,6 |
70 |
||||||||||
|
Прутки латунные |
|||||||||||||
|
ГОСТ |
Марка латуни |
Способ изготовления |
Диаметр прутков, мм |
Временное сопротивление |
Твердость по |
||||||||
|
1060-90 |
Л63 |
Прессованные |
10 — 160 |
290 (30) |
— |
||||||||
|
Тянутые мягкие |
3 — 50 |
290 (30) |
70 |
||||||||||
|
Тянутые полутвердые |
3 — 40 |
370 (38) |
100 |
||||||||||
|
Тянутые твердые |
3 — 12 |
440 (45) |
130 |
||||||||||
|
ЛС 59-1 |
Прессованные |
10 — 50 |
360 (37) |
— |
|||||||||
|
55 — 160 |
360 (37) |
— |
|||||||||||
|
Тянутые мягкие |
3 — 50 |
330 (34) |
80 |
||||||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 9 |
|||||||
|
Листов 7 |
Лист 6 |
|||||||
|
Прутки из латуней |
||||||||
|
ГОСТ |
Марка латуни |
Способ изготовления |
Диаметр прутков, мм |
Временное сопротивление |
Твердость по |
|||
|
2060-90 |
ЛС59-1 |
Тянутые полутвердые |
3 — 12 |
410 (42) |
100 |
|||
|
13 — 20 |
390 (40) |
— |
||||||
|
Тянутые твердые |
21 — 40 |
390 (40) |
— |
|||||
|
3 — 12 |
490 (50) |
130 |
||||||
|
ЛС63-3 |
Тянутые твердые |
3 — 9,5 |
590 (60) |
155 |
||||
|
10 — 14 |
540 (55) |
143 |
||||||
|
15 — 20 |
490 (50) |
130 |
||||||
|
Тянутые полутвердые |
10 — 20 |
350 (36) |
95 |
|||||
|
ЛО62-1 |
Прессованные |
10 — 160 |
360 (37) |
— |
||||
|
Тянутые полутвердые |
3 — 50 |
390 (40) |
100 |
|||||
|
ЛЖС 58-1-1 |
Прессованные |
10 — 160 |
290 (30) |
— |
||||
|
Тянутые полутвердые |
3 — 50 |
440 (45) |
130 |
|||||
|
ЛМц 58-2 |
Прессованные |
10 — 160 |
390 (40) |
— |
||||
|
Тянутые полутвердые |
3 — 12 |
440 (45) |
130 |
|||||
|
13 — 50 |
410 (42) |
125 |
||||||
|
ЛЖМц 59-1-1 |
Прессованные |
10 — 160 |
430 (44) |
— |
||||
|
Тянутые полутвердые |
3 — 12 |
490 (50) |
130 |
|||||
|
13 — 50 |
440 (45) |
130 |
||||||
|
ЛАЖ 60-1-1 |
Прессованные |
10 — 160 |
440 (45) |
— |
||||
|
МЕХАНИЧЕСКИЕ |
Приложение 9 |
||||||
|
Листов 7 |
Лист 7 |
||||||
|
Прутки из латуней |
|||||||
|
ГОСТ |
Марка латуни |
Способ литья |
Временное |
Твердость по Бринеллю, |
|||
|
17711-93 |
ЛЦ40С |
П |
215 (22) |
70 |
|||
|
К, Ц |
215 (22) |
80 |
|||||
|
ЛЦ40Сд |
Д |
196 (20) |
70 |
||||
|
К |
264 (27) |
100 |
|||||
|
ЛЦ40Мц1,5 |
П |
372 (38) |
100 |
||||
|
К, Ц |
392 (40) |
110 |
|||||
|
ЛЦ40Мц3Ж |
П |
441 (44) |
90 |
||||
|
К |
490 (50) |
100 |
|||||
|
Д |
392 (40) |
||||||
|
ЛЦ40Мц3А |
К, Ц |
441 (45) |
115 |
||||
|
ЛЦ38Мц2С2 |
П |
245 (25) |
80 |
||||
|
К |
343 (35) |
85 |
|||||
|
ЛЦ37Мц2С2К |
К |
343 (35) |
110 |
||||
|
ЛЦ30А3 |
П |
294 (30) |
80 |
||||
|
К |
392 (40) |
90 |
|||||
|
ЛЦ25С2 |
П |
146 (15) |
60 |
||||
|
ЛЦ23А6Ж3Мц2 |
П |
686 (69) |
160 |
||||
|
К, П |
705 (72) |
165 |
|||||
|
ЛЦ16К4 |
П |
294 (30) |
100 |
||||
|
К |
343 (35) |
110 |
|||||
|
ЛЦ14К3С3 |
К |
294 (30) |
100 |
||||
|
П |
245 (25) |
90 |
|||||
Примечание: Условные
обозначения способов литья: П — литье в песчаную литейную форму; К — кокильное
литье; Д — литье под давлением; Ц — центробежное литье.
МЕХАНИЧЕСКИЕ СВОЙСТВА ПРУТКОВ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ
|
Приложение 10 |
|||||||
|
Листов 11 |
Лист 1 |
|||||||
|
ГОСТ |
Прочность прутков |
Марка сплава |
Состояние материала |
Состояние материала |
Диаметр прутков, мм |
Временное |
||
|
21488-97 |
Прутки нормальной прочности |
АД0, АД1, АД |
Без термической |
Без термической |
От 8 до 300 вкл. |
60 (6) |
||
|
АМц, АМцС |
Без термической |
Без термической |
От 8 до 350 вкл. |
100 (10) |
||||
|
АМг2 |
Без термической |
Без термической |
От 8 до 300 вкл. |
175 (18) |
||||
|
АМг3 |
Без термической |
Без термической |
От 8 до 300 вкл. |
175 (18) |
||||
|
Отожженное |
Отожженное |
От 8 до 300 вкл. |
175 (18) |
|||||
|
АМг5 |
Без термической |
Без термической |
От 8 до 300 вкл. |
265 (27) |
||||
|
Св. 300 до 400 вкл. |
245 (25) |
|||||||
|
Отожженное |
Отожженное |
От 8 до 300 вкл. |
265 (27) |
|||||
|
АМг6 |
Без термической |
Без термической |
От 8 до 300 вкл. |
315 (32) |
||||
|
Св. 300 до 400 вкл. |
285 (29) |
|||||||
|
Отожженное |
Отожженное |
От 8 до 300 вкл. |
315 (32) |
|||||
|
МЕХАНИЧЕСКИЕ |
Приложение 10 |
|||||||
|
Листов 11 |
Лист 2 |
|||||||
|
ГОСТ |
Прочность прутков |
Марка сплава |
Состояние материала |
Состояние материала |
Диаметр прутков, мм |
Временное |
||
|
21488-97 |
Прутки нормальной прочности |
АД31 |
Без термической |
Без термической |
От 8 до 300 вкл. |
90 (9) |
||
|
Закаленное и |
От 8 до 300 вкл. |
135 (14) |
||||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
135 (14) |
|||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
195 (20) |
|||||
|
АД33 |
Без термической |
Закаленное и |
От 8 до 300 вкл. |
175 (18) |
||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
175 (18) |
|||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
265 (27) |
|||||
|
АД35 |
Без термической |
Закаленное и |
От 8 до 300 вкл. |
195 (20) |
||||
|
МЕХАНИЧЕСКИЕ |
Приложение 10 |
|||||||
|
Листов 11 |
Лист 3 |
|||||||
|
ГОСТ |
Прочность прутков |
Марка сплава |
Состояние материала |
Состояние материала |
Диаметр прутков, мм |
Временное |
||
|
21488-97 |
Прутки нормальной прочности |
АД35 |
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
195 (20) |
||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
315 (32) |
|||||
|
АВ |
Без термической |
Закаленное и |
От 8 до 300 вкл. |
175 (18) |
||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
175 (18) |
|||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
295 (30) |
|||||
|
Д1 |
Без термической |
Без термической |
От 8 до 300 вкл. |
195 (20) |
||||
|
Закаленное и |
От 8 до 130 вкл. |
375 (38) |
||||||
|
Св. 130 до 300 вкл. |
355 (36) |
|||||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
375 (38) |
|||||
|
МЕХАНИЧЕСКИЕ |
Приложение 10 |
|||||||
|
Листов 11 |
Лист 4 |
|||||||
|
ГОСТ |
Прочность прутков |
Марка сплава |
Состояние материала |
Состояние материала |
Диаметр прутков, мм |
Временное |
||
|
21488-97 |
Прутки нормальной прочности |
Д16 |
Без термической |
Без термической |
От 8 до 300 вкл. |
245 (25) |
||
|
Закаленное и |
От 8 до 22 вкл. |
390 (40) |
||||||
|
Св. 22 до 130 вкл. |
420 (43) |
|||||||
|
Св. 130 до 300 вкл. |
410 (42) |
|||||||
|
Св. 300 до 400 вкл. |
390 (40) |
|||||||
|
Закаленное и |
Закаленное и |
От 8 до 22 вкл. |
390 (40) |
|||||
|
Св. 22 до 100 вкл. |
420 (43) |
|||||||
|
АК4 |
Без термической |
Закаленное и |
От 8 до 300 вкл. |
355 (36) |
||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
355 (36) |
|||||
|
МЕХАНИЧЕСКИЕ |
Приложение 10 |
|||||||
|
Листов 11 |
Лист 5 |
|||||||
|
ГОСТ |
Прочность прутков |
Марка сплава |
Состояние материала |
Состояние материала |
Диаметр прутков, мм |
Временное |
||
|
21488-97 |
Прутки нормальной прочности |
АК4-1 |
Без термической |
Закаленное и |
От 8 до 100 вкл. |
390 (40) |
||
|
Св. 100 до 300 вкл. |
365 (37) |
|||||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
390 (40) |
|||||
|
АК6 |
Без термической |
От 8 до 300 вкл. |
355 (36) |
|||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
355 (36) |
|||||
|
АК8 |
Без термической |
Закаленное и |
От 8 до 150 вкл. |
450 (46) |
||||
|
Св. 150 до 300 вкл. |
430 (44) |
|||||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
450 (46) |
|||||
|
В95 |
Без термической |
Закаленное и |
От 8 до 22 вкл. |
490 (50) |
||||
|
МЕХАНИЧЕСКИЕ |
Приложение 10 |
|||||||
|
Листов 11 |
Лист 6 |
|||||||
|
ГОСТ |
Прочность прутков |
Марка сплава |
Состояние материала |
Состояние материала |
Диаметр прутков, мм |
Временное |
||
|
21488-97 |
Прутки нормальной прочности |
В95 |
Без термической |
Закаленное и |
Св. 22 до 130 вкл. |
530 (54) |
||
|
Св. 130 до 300 вкл. |
510 (52) |
|||||||
|
Св. 300 до 400 вкл. |
490 (50) |
|||||||
|
Закаленное и |
Закаленное и |
От 8 до 22 вкл. |
490 (50) |
|||||
|
Св. 22 до 100 вкл. |
530 (54) |
|||||||
|
1915 |
Без термической |
Горячепрессованное |
От 8 до 15 вкл. |
345 (35) |
||||
|
Горячепрессованное |
От 8 до 15 вкл. |
275 (28) |
||||||
|
Закаленное и |
От 8 до 130 вкл. |
375 (38) |
||||||
|
Св. 130 до 200 вкл. |
355 (36) |
|||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 10 |
|||||||
|
Листов 11 |
Лист 7 |
|||||||
|
ГОСТ |
Прочность прутков |
Марка сплава |
Состояние материала |
Состояние материала |
Диаметр прутков, мм |
Временное |
||
|
21488-97 |
Прутки нормальной прочности |
1915 |
Отожженное |
Отожженное |
От 8 до 300 вкл. |
275 (28) |
||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
345 (35) |
|||||
|
Закаленное и |
Закаленное и естественно |
От 8 до 100 вкл. |
275 (28) |
|||||
|
Закаленное и |
От 8 до 100 вкл. |
380 (39) |
||||||
|
1925 |
Без термической |
Горячепрессованное |
От 8 до 15 вкл. |
345 (35) |
||||
|
Горячепрессованное |
От 8 до 15 вкл. |
275 (28) |
||||||
|
МЕХАНИЧЕСКИЕ |
Приложение 10 |
|||||||
|
Листов 11 |
Лист 8 |
|||||||
|
ГОСТ |
Прочность прутков |
Марка сплава |
Состояние материала |
Состояние материала |
Диаметр прутков, мм |
Временное |
||
|
21488-97 |
Прутки нормальной |
1925 |
Без термической |
Закаленное и |
От 8 до 130 вкл. |
375 (38) |
||
|
Св. 130 до 200 вкл. |
355 (36) |
|||||||
|
Отожженное |
Отожженное |
От 8 до 300 вкл. |
295 (30) |
|||||
|
Закаленное и |
Закаленное и естественно |
От 8 до 100 вкл. |
355 (36) |
|||||
|
Закаленное и естественно |
От 8 до 100 вкл. |
285 (29) |
||||||
|
ВД1 |
Без термической |
Закаленное и |
От 8 до 100 вкл. |
335 (34) |
||||
|
Св. 100 до 160 вкл. |
335 (34) |
|||||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
335 (34) |
|||||
|
МЕХАНИЧЕСКИЕ |
Приложение 10 |
|||||||
|
Листов 11 |
Лист 9 |
|||||||
|
ГОСТ |
Прочность прутков |
Марка сплава |
Состояние материала |
Состояние материала |
Диаметр прутков, мм |
Временное |
||
|
21488-97 |
Прутки нормальной |
В95-2 |
Без термической |
Закаленное и |
От 8 до 100 вкл. |
355 (36) |
||
|
Св. 100 до 160 вкл. |
335 (34) |
|||||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
355 (36) |
|||||
|
АКМ |
Без термической |
Закаленное и |
От 8 до 300 вкл. |
315 (32) |
||||
|
Отожженное |
Отожженное |
От 8 до 300 вкл. |
Не более 245 (25) |
|||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
315 (32) |
|||||
|
Прутки повышенной |
АВ |
Без термической |
Закаленное и |
От 8 до 300 вкл. |
315 (32) |
|||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
315 (32) |
|||||
|
Д1 |
Без термической |
Закаленное и |
От 8 до 300 вкл. |
420 (43) |
||||
|
МЕХАНИЧЕСКИЕ |
Приложение 10 |
|||||||
|
Листов 11 |
Лист 10 |
|||||||
|
ГОСТ |
Прочность прутков |
Марка сплава |
Состояние материала |
Состояние материала |
Диаметр прутков, мм |
Временное |
||
|
21488-97 |
Прутки повышенной прочности |
Д1 |
Закаленное и |
Закаленное к |
От 8 до 100 вкл. |
420 (43) |
||
|
Д16 |
Без термической |
Закаленное и |
От 8 до 300 вкл. |
450 (46) |
||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
450 (46) |
|||||
|
АК6 |
Без термической |
Закаленное и |
От 8 до 300 вкл. |
375 (38) |
||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
375 (38) |
|||||
|
АК8 |
Без термической |
Закаленное и |
От 8 до 300 вкл. |
460 (47) |
||||
|
Закаленное и |
Закаленное и |
От 8 до 100 вкл. |
460 (47) |
|||||
|
МЕХАНИЧЕСКИЕ |
Приложение 10 |
|||||||
|
Листов 11 |
Лист 11 |
|||||||
|
ГОСТ |
Прочность прутков |
Марка сплава |
Состояние материала |
Состояние материала |
Диаметр прутков, мм |
Временное |
||
|
21488-97 |
Прутки повышенной |
В95 |
Без термической |
Закаленное и |
От 8 до 22 вкл. |
510 (52) |
||
|
Св. 22 до 130 вкл. |
550 (56) |
|||||||
|
Св. 130 до 300 вкл. |
530 (54) |
|||||||
|
Закаленное и |
Закаленное и |
От 8 до 22 вкл. |
510 (52) |
|||||
|
Св. 22 до 100 вкл. |
550 (56) |
|||||||
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛИ ТИПА ВАЛОВ И
|
Приложение 11 |
|||||
|
Листов 5 |
Лист 1 |
|||||
|
I. Прокат и поковка
|
||||||
|
Характер заготовки |
Окончательный |
Припуск, мм |
||||
|
по диаметру D или ширине А, В |
по длине L |
по диаметру или |
по длине «b» |
|||
|
Круглое сечение |
30 |
100 |
5 |
5 |
||
|
> 100 |
6 |
|||||
|
50 |
100 |
5 |
||||
|
> 100 |
6 |
|||||
|
80 |
250 |
7 |
6 |
|||
|
> 250 |
8 |
7 |
||||
|
> 80 |
250 |
|||||
|
> 250 |
9 |
|||||
|
Прямоугольное |
50 |
≤ 250 |
5 |
6 |
||
|
> 250 |
6 |
7 |
||||
|
80 |
≤ 250 |
5 |
6 |
|||
|
> 250 |
6 |
7 |
||||
|
120 |
≤ |
|||||
|
> |
9 |
|||||
|
> 120 |
≤ |
7 |
||||
|
> |
9 |
|||||
|
ПРИПУСКИ НА |
Приложение 11 |
||||||||||||||
|
Листов 5 |
Лист 2 |
||||||||||||||
|
II. Поковки Прямоугольное и |
|||||||||||||||
|
Длина детали L, мм |
Припуск по |
Диаметр детали D или размер сечения В, А, мм |
|||||||||||||
|
до 50 |
св. 50 до 70 |
св. 70 до 90 |
св. 90 до 120 |
св. 120 до 160 |
св. 160 до 200 |
св. 200 до 250 |
св. 250 до 300 |
св. 300 до 360 |
св. 360 до 500 |
св. 500 до 650 |
св. 650 до 800 |
||||
|
Припуск, мм |
|||||||||||||||
|
до 250 |
а |
5 |
6 |
7 |
8 |
9 |
— |
— |
— |
— |
— |
— |
— |
||
|
b |
13 |
15 |
18 |
20 |
23 |
— |
— |
— |
— |
— |
— |
— |
|||
|
св. 250 до 500 |
а |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
— |
— |
— |
— |
||
|
b |
15 |
18 |
20 |
23 |
25 |
28 |
30 |
33 |
— |
— |
— |
— |
|||
|
св. 500 до 800 |
а |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
— |
— |
||
|
b |
18 |
20 |
23 |
25 |
28 |
30 |
33 |
35 |
38 |
40 |
— |
— |
|||
|
св. 800 до 1200 |
а |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
||
|
b |
20 |
23 |
25 |
28 |
30 |
33 |
35 |
38 |
40 |
43 |
45 |
48 |
|||
|
св. 1200 до 1700 |
а |
— |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
||
|
b |
— |
25 |
28 |
30 |
33 |
35 |
38 |
40 |
43 |
45 |
48 |
50 |
|||
|
св. 1700 до 2300 |
а |
— |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
||
|
b |
— |
28 |
30 |
33 |
35 |
38 |
40 |
43 |
45 |
48 |
50 |
53 |
|||
|
св. 2300 до 3000 |
а |
— |
— |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
||
|
b |
— |
— |
33 |
35 |
38 |
40 |
43 |
45 |
48 |
50 |
53 |
55 |
|||
|
св. 3000 до 4000 |
а |
— |
— |
— |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
||
|
b |
— |
— |
— |
38 |
40 |
43 |
45 |
48 |
50 |
53 |
55 |
58 |
|||
|
Примечание. Для заготовки прямоугольного |
|||||||||||||||
|
ПРИПУСКИ НА |
Приложение 11 |
|||||
|
Листов 5 |
Лист 3 |
|||||
|
Поковка
|
||||||
|
Высота детали Н, |
Диаметр детали D или d размеры А, В, мм |
Припуск, мм |
||||
|
на высоту Н(b) |
на диаметр D или размеры А, В(а) |
на диаметр |
||||
|
До 50 |
До 180 |
8 |
11 |
15 |
||
|
181 — 250 |
9 |
12 |
16 |
|||

|
ПРИПУСКИ НА |
Приложение 11 |
|||||
|
Листов 5 |
Лист 4 |
|||||
|
Высота детали Н, |
Диаметр детали D или d размеры А, В, мм |
Припуск, мм |
||||
|
на высоту Н(b) |
на диаметр D или размеры А, В(а) |
на диаметр |
||||
|
51 — 80 |
До 180 |
8 |
11 |
16 |
||
|
181 — 250 |
9 |
12 |
17 |
|||
|
251 — 360 |
11 |
14 |
20 |
|||
|
81 — 120 |
До 180 |
11 |
12 |
17 |
||
|
181 — 250 |
12 |
14 |
19 |
|||
|
251 — 360 |
13 |
16 |
22 |
|||
|
121 — 180 |
До 180 |
13 |
13 |
18 |
||
|
181 — 250 |
14 |
16 |
21 |
|||
|
251 — 360 |
15 |
18 |
24 |
|||
|
361 — 500 |
15 |
20 |
26 |
|||
|
181 — 250 |
До 250 |
17 |
17 |
22 |
||
|
251 — 360 |
18 |
18 |
25 |
|||
|
361 — 500 |
18 |
21 |
27 |
|||
|
ПРИПУСКИ НА |
Приложение 11 |
|||||||||||||
|
Листов 5 |
Лист 5 |
|||||||||||||
|
III. Отливка из серого чугуна и стальные |
||||||||||||||
|
Наибольший |
Положение |
Чугун серый |
Сталь |
|||||||||||
|
Номинальный |
||||||||||||||
|
до 120 |
св. 120 до 260 |
св. 260 до 500 |
св. 500 до 800 |
св. 800 до 1250 |
св. 1250 до 2000 |
до 120 |
св. 120 до 260 |
св. 260 до 500 |
св. 500 до 800 |
св. 800 до 1250 |
св. 1250 до 2000 |
|||
|
Припуск, мм |
||||||||||||||
|
до 120 |
Верх |
4,5 |
— |
— |
— |
— |
— |
5 |
— |
— |
— |
— |
— |
|
|
Низ, бок |
3,5 |
— |
— |
— |
— |
— |
4 |
— |
— |
— |
— |
— |
||
|
св. 120 до 260 |
Верх |
5 |
5,5 |
— |
— |
— |
— |
5 |
6 |
— |
— |
— |
— |
|
|
Низ, бок |
4 |
4,5 |
— |
— |
— |
— |
4 |
5 |
— |
— |
— |
— |
||
|
св. 260 до 500 |
Верх |
6 |
7 |
7 |
— |
— |
— |
6 |
8 |
9 |
— |
— |
— |
|
|
Низ, бок |
4,5 |
5 |
6 |
— |
— |
— |
5 |
6 |
6 |
— |
— |
— |
||
|
св. 500 до 800 |
Верх |
7 |
7 |
8 |
9 |
— |
— |
7 |
8 |
10 |
11 |
— |
— |
|
|
Низ, бок |
5 |
5 |
6 |
7 |
— |
— |
5 |
6 |
7 |
7 |
— |
— |
||
|
св. 800 до 1250 |
Верх |
7 |
8 |
8 |
9 |
10 |
— |
9 |
10 |
11 |
12 |
13 |
— |
|
|
Низ, бок |
5,5 |
6 |
6 |
7 |
7,5 |
— |
6 |
7 |
8 |
8 |
9 |
— |
||
|
св. 1250 до 2000 |
Верх |
8 |
8 |
9 |
9 |
10 |
12 |
10 |
11 |
12 |
13 |
14 |
16 |
|
|
Низ, бок |
6 |
6 |
7 |
7 |
8 |
9 |
7 |
8 |
9 |
9 |
10 |
11 |
||
|
св. 2000 до 3150 |
Верх |
9 |
9 |
10 |
10 |
11 |
12 |
10 |
11 |
11 |
12 |
13 |
13 |
|
|
Низ, бок |
7 |
7 |
8 |
8 |
9 |
9 |
7 |
8 |
8 |
9 |
10 |
10 |
||
|
св. 3150 до 5000 |
Верх |
9 |
10 |
10 |
11 |
12 |
14 |
10 |
11 |
12 |
13 |
13 |
13 |
|
|
Низ, бок |
7 |
8 |
8 |
9 |
9 |
11 |
8 |
8 |
9 |
9 |
10 |
10 |
||
ТЕОРЕТИЧЕСКАЯ МАССА ЗАГОТОВКИ |
Приложение 12 |
|||||||||||||||||||||
|
Листов 2 |
Лист 1 |
|||||||||||||||||||||
|
1. Заготовка
|
||||||||||||||||||||||
|
Диаметр заготовки D, мм |
10 |
12 |
16 |
20 |
25 |
32 |
40 |
|||||||||||||||
|
Теоретическая масса на длину 1 |
0,617 |
0,888 |
1,58 |
2,47 |
3,85 |
6,32 |
9,87 |
|||||||||||||||
|
Диаметр заготовки D, мм |
100 |
120 |
160 |
200 |
250 |
320 |
400 |
|||||||||||||||
|
Теоретическая масса на длину 1 |
6,17 |
8,88 |
15,8 |
24,7 |
38,5 |
63,2 |
98,7 |
|||||||||||||||
|
2. Заготовка прямоугольная
|
||||||||||||||||||||||
|
Ширина заготовки В, мм |
Высота заготовки Н, мм |
|||||||||||||||||||||
|
40 |
50 |
60 |
80 |
100 |
120 |
140 |
160 |
200 |
220 |
250 |
320 |
400 |
||||||||||
|
Теоретическая масса на длину 1 м, кг |
||||||||||||||||||||||
|
50 |
15,7 |
19,6 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||||
|
60 |
18,8 |
23,6 |
28,3 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|||||||||


|
ТЕОРЕТИЧЕСКАЯ МАССА ЗАГОТОВКИ |
Приложение 12 |
|||||||||||||
|
Листов 2 |
Лист 2 |
|||||||||||||
|
Ширина заготовки В, мм |
Высота заготовки Н, мм |
|||||||||||||
|
40 |
50 |
60 |
80 |
100 |
120 |
140 |
160 |
200 |
220 |
250 |
320 |
400 |
||
|
Теоретическая масса на длину 1 м, кг |
||||||||||||||
|
80 |
25,1 |
31,4 |
37,7 |
50,2 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
100 |
31,4 |
39,3 |
47,1 |
62,8 |
78,5 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
120 |
37,7 |
47,1 |
56,5 |
75,4 |
94,2 |
113 |
— |
— |
— |
— |
— |
— |
— |
|
|
140 |
44,0 |
55,0 |
65,9 |
87,9 |
110 |
132 |
154 |
— |
— |
— |
— |
— |
— |
|
|
160 |
50,2 |
62,8 |
75,4 |
100 |
126 |
151 |
176 |
201 |
— |
— |
— |
— |
— |
|
|
180 |
56,5 |
70,7 |
84,8 |
113 |
141 |
170 |
198 |
226 |
282 |
310 |
354 |
452 |
565 |
|
|
200 |
62,8 |
78,5 |
94,2 |
126 |
157 |
188 |
220 |
251 |
314 |
346 |
392 |
502 |
628 |
|
|
220 |
69,1 |
86,4 |
104 |
138 |
173 |
207 |
242 |
276 |
346 |
380 |
432 |
553 |
691 |
|
|
250 |
78,5 |
98,1 |
118 |
157 |
196 |
236 |
275 |
314 |
392 |
432 |
490 |
628 |
785 |
|
|
280 |
87,9 |
110 |
132 |
176 |
220 |
264 |
308 |
352 |
440 |
484 |
550 |
703 |
879 |
|
|
320 |
100 |
126 |
151 |
201 |
251 |
301 |
352 |
402 |
502 |
553 |
628 |
804 |
1005 |
|
|
360 |
— |
— |
— |
226 |
283 |
339 |
396 |
452 |
565 |
622 |
706 |
904 |
1130 |
|
|
400 |
— |
— |
— |
251 |
314 |
377 |
440 |
502 |
628 |
691 |
785 |
1005 |
1256 |
|
|
450 |
— |
— |
— |
283 |
353 |
424 |
495 |
565 |
707 |
777 |
883 |
1130 |
1413 |
|
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
|
Условные обозначения |
Единица измерения |
Обозначаемые параметры и величины |
|
1. Размеры обработки |
||
|
D, D1, d, d1, Ø |
мм |
Диаметр |
|
Dmax |
мм |
Максимальный |
|
L, l |
мм |
Длина |
|
L3, l3 |
мм |
Длина |
|
Li, li |
мм |
Расчетная |
|
B |
мм |
Ширина |
|
i |
— |
Число |
|
P |
мм |
Шаг |
|
Y |
— |
Число |
|
2. Время |
||
|
Нвр |
мин |
Норма |
|
Тш |
″ |
Норма |
|
tн.ш.1, tн.ш.2, tн.ш.n |
″ |
Неполное |
|
to |
″ |
Основное |
|
tп.з. |
″ |
Подготовительно-заключительное |
|
tв.у. |
″ |
Вспомогательное |
|
tв.п. |
″ |
Вспомогательное |
|
tв.изм. |
″ |
Вспомогательное |
|
Условные обозначения |
Единица измерения |
Обозначаемые параметры и величины |
|
|
Вобс |
% |
Время |
|
|
Вотл |
″ |
Время |
|
|
Ктш |
— |
Коэффициент на штучное время в зависимости от партии |
|
|
q |
шт. |
Число |
|
|
3. Режимы резания |
|||
|
V |
м/мин. |
Скорость |
|
|
So |
мм/об. |
Подача |
|
|
Sм |
мм/мин. |
Подача |
|
|
n |
об/мин. |
Частота |
|
|
Nэ |
кВт |
Эффективная |
|
|
Np |
кВт |
Мощность |
|
|
Нд |
кВт |
Мощность |
|
|
Рz |
кг |
Тангенциальная |
|
|
t |
мм |
Глубина |
|
|
4. Характеристика обрабатываемого материала |
|||
|
НВ |
НВ |
Твердость |
|
|
σв |
МПа |
Временное |
|
|
5. Характеристика |
|||
|
φ |
° |
Главный |
|
|
r |
мм |
Радиус |
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Общемашиностроительные нормативы
режимов резания. Справочник в двух томах. Том 1. М.: Машиностроение, 1991 г.
2. Государственный стандарт Союза ССР.
Виды обработки резанием. Термины и определения общих понятий. ГОСТ
25761-83. Государственный комитет СССР по стандартам. Москва.
3. Государственные стандарты Союза ССР.
Технические условия. Сталь углеродистая, легированная, конструкционная,
повышенной прочности, коррозионностойкая, (ГОСТ
1050-74, ГОСТ
535-88, ГОСТ
4543-71, ГОСТ
1050-88, ГОСТ
19281-89, ГОСТ
1414-75, ГОСТ
23705-79, ГОСТ
25054-81). Государственный комитет по стандартам. Москва.
4. Государственные стандарты Союза ССР.
Технические условия. Отливки из ковкого чугуна, прутки медные, бронзовые,
бронза безоловянная, литейная, прутки латунные, оловянные, литейные (ГОСТ
1535-91, ГОСТ 493-79, ГОСТ
2060-90, ГОСТ 1628-78, ГОСТ
613-79, ГОСТ 10025-78,
ГОСТ
10988-75, ГОСТ 380-94, ГОСТ
493-79). Государственный комитет по стандартам. Москва.
5. Межгосударственные стандарты.
Технические условия. Сплавы медноцинковые (латуни) литейные, прутки
прессованные из алюминия и алюминиевых сплавов, прутки из никеля, прутки и
трубы бронзовые и латунные литые, сталь углеродистая обыкновенного качества, (ГОСТ 17711-93, ГОСТ
21488-97, ГОСТ 380-94, ГОСТ
13083-77). Межгосударственный совет по стандартизации, метрологии и сертификации.
Минск.
6. Стандарт 8.417-81 (СТ СЭВ 1052-78).
Единицы физических величин.
7. Паспортные данные металлорежущих
станков.
СОДЕРЖАНИЕ
1. Общая часть. 2
2. Характеристика применяемого
оборудования. 8
3. Организация труда. 9
4. Нормативная часть. 13
Карта 1 Поправочные коэффициенты
в зависимости от партии обрабатываемых деталей. 13
Карта 2
Подготовительно-заключительное время. 13
Карта 3 Вспомогательное время на
установку и снятие детали при работе в самоцентрирующем патроне или цанге. 15
Карта 4 Вспомогательное время на
установку и снятие детали при работе в четырехкулачковом патроне. 18
Карта 5 Вспомогательное время на
установку и снятие детали при работе в центрах (грибках, ершах) 21
Карта 6 Вспомогательное время на
установку и снятие детали при работе на оправке. 22
Карта 7 Вспомогательное время на
установку и снятие детали при работе на планшайбе и планшайбе с угольником.. 23
Карта 8 Вспомогательное время на
приемку детали на станке. 24
Неполное штучное время
Чугун серый, 180…220 НВ
Карта 9 Наружное точение, Rz 80, 14…12 квалитет. Резцы с пластинами ВК8. Nд = 4,5…6 кВт. 26
Карта 10 Наружное точение, Rz 80,
14…12 квалитет. Резцы с пластинами ВК8. Nд = 7,8…14 кВт. 27
Карта 11 Наружное точение, Rz 40…Rz 20, 14…12 квалитет. Резцы
с пластинами ВК8. Nд = 4,5…14 кВт. 28
Карта 12 Наружное точение, Rz 40…Rz 20, 11 квалитет. Резцы с
пластинами ВК8. Nд = 4,5…14 кВт. 29
Карта 13 Наружное точение, Ra 2,5, 9…8
квалитет. Резцы с пластинами ВК8. Nд = 4,5…14 кВт. 30
Карта 14 Растачивание резцом, Rz 80,
14…12 квалитет. Резцы с пластинами ВК8. Nд = 4,5…14 кВт. 31
Карта 15 Растачивание резцом в оправке, Rz
80, 14…12 квалитет. Резцы с пластинами ВК8. Nд = 4,5…14 кВт. 32
Карта 16 Растачивание отверстий, Rz
40…Rz 20, 14…12 квалитет, Rz
40…Rz 20, 11 квалитет. Резцы
с пластинами ВК6, ВК8. Nд = 4,5…14 кВт. 33
Карта 17. Растачивание отверстий,
Rz 2,5, 9…8 квалитет. Резцы
с пластинами ВК6. Nд = 4,5…14 кВт. 34
Карта 18 Отрезание. Резцы с
пластинами ВК8. Nд = 4,5…14 кВт. 35
Карта 19 Прорезание наружных пазов, Rz
80, 14…12 квалитет. Резцы с пластинами ВК6, ВК8.
Nд = 4,5…14 кВт. 36
Карта 20 Прорезание наружных пазов, Rz
80, 14…12 квалитет. Резцы из стали Р6М5. Nд = 4,5…14 кВт. 37
Карта 21 Прорезание пазов в отверстиях Rz
80, 14…12 квалитет. Резцы с пластинами ВК6, ВК8.
Nд = 4,5…14 кВт. 39
Карта 22 Прорезание пазов в отверстиях Rz
80, 14…12 квалитет. Резцы из стали Р6М5. Nд = 4,5…14 кВт. 40
Карта 23 Нарезание наружной метрической резьбы напроход, поле
допуска 8g. Резцы с пластинами
ВК6, ВК8. Nд = 4,5…14 кВт. 42
Карта 24 Нарезание наружной метрической резьбы напроход, поле
допуска 7Н. Резцы с пластинами ВК6, ВК8. Nд = 4,5…14 кВт. 43
Карта 25 Нарезание наружной
метрической резьбы, поле допуска 8g. Плашки круглые
из стали Р6М5. Nд = 4,5…14 кВт. 43
Карта 26 Нарезание внутренней метрической резьбы напроход, поле
допуска 7Н. Резцы и метчики машинные из стали
Р6М5. Nд = 4,5…14 кВт. 44
Карта 27 Нарезание внутренней трапециедальной резьбы напроход,
поле допуска 7Н. Резцы с пластинами ВК6. Nд = 4,5…14 кВт. 45
Карта 28. Сверление отверстий, Rz80, 14…12 квалитет. Сверла
спиральные из стали Р6М5. Nд = 4,5…14 кВт. 46
Карта 29 Рассверливание
отверстий, Rz80, 14…12 квалитет. Сверла спиральные из стали Р6М5. Nд = 4,5…14 кВт. 47
Карта 30 Зенкерование отверстий, Rz80, 14…12 квалитет Rz20,
9…8 квалитет.
Зенкеры из стали Р6М5. Nд = 4,5…14 кВт. 48
Карта 31 Развертывание отверстий, Ra 2,5…1,25, 8…7 квалитет. Развертки из стали Р6М5. Nд = 4,5…14 кВт. 48
Карта 32 Обработка фасонных поверхностей (выпуклых и вогнутых).
Обработка фасок и галтелей. Резцы фасонные из
стали Р6М5. Nд = 4,5…14 кВт. 50
Сталь конструкционная углеродистая, 170…210 НВ
Карта 33 Наружное точение, Rz 80,
14…12 квалитет ![]() . Резцы с
. Резцы с
пластинами Т5К10. Nд = 4,5…14 кВт. 51
Карта 34 Наружное точение, Rz 80,
14…12 квалитет ![]() . Резцы с
. Резцы с
пластинами Т5К10. Nд = 7,8…14 кВт. 52
Карта 35 Наружное точение, Rz 80,
14…12 квалитет, ![]() . Резцы с
. Резцы с
пластинами Т5К10. Nд = 4,5…6 кВт. 53
Карта 36 Наружное точение, Rz 80,
14…12 квалитет, ![]() . Резцы с
. Резцы с
пластинами Т5К10. Nд = 7,8…10 кВт. 55
Карта 37 Наружное точение, Rz 80,
14…12 квалитет, ![]() . Резцы с
. Резцы с
пластинами Т5К10. Nд = 14 кВт. 57
Карта 38 Наружное точение, Rz 40…Rz 20, 14…12 квалитет, ![]() . Резцы
. Резцы
с пластинами Т5К10, Т15К6. Nд = 4,5 кВт. 59
Карта 39 Наружное точение, Rz 40…Rz 20, 14…12 квалитет, ![]() . Резцы
. Резцы
с пластинами Т5К10, Т15К6. Nд = 6…10 кВт. 60
Карта 40 Наружное точение, Rz 80…Rz 40, 14…12 квалитет, Rz 40…Rz 20, 11 квалитет, ![]() . Резцы с
. Резцы с
пластинами Т5К10, Т15К6. Nд = 4,5…14 кВт. 61
Карта 41 Наружное точение, Rz 40…Rz 20, 11 квалитет Rz 80…Rz 40, 14…12 квалитет, ![]() . Резцы
. Резцы
с пластинами Т5К10, Т15К6. Nд = 4,5…14 кВт. 63
Карта 42 Наружное точение, Ra 2,5 9…8
квалитет, ![]() . Резцы с
. Резцы с
пластинами Т15К6. Nд = 4,5…14 кВт. 65
Карта 43 Наружное точение, Ra 2,5 9…8
квалитет, ![]() . Резцы с
. Резцы с
пластинами Т15К6. Nд = 4,5…14 кВт. 66
Карта 44 Растачивание резцом, Rz 80,
14…12 квалитет. Резцы с пластинами Т5К10. Nд = 4,5…14 кВт. 67
Карта 45 Растачивание резцом в оправке, Rz
80, 14…12 квалитет. Резцы с пластинами Т5К10. Nд = 4,5…14 кВт. 68
Карта 46 Растачивание, Rz 40…Rz 20, 14…12 квалитет, Rz 40…Rz
20, 11 квалитет. Резцы с пластинами Т5К10. Nд = 4,5…14 кВт. 69
Карта 47 Растачивание, Ra 2,5 9…8 квалитет. Резцы с
пластинами Т15К6. Nд = 4,5…14 кВт. 70
Карта 48 Отрезание. Резцы с
пластинами Т15К6. Nд = 4,5…14 кВт. 71
Карта 49 Отрезание. Резцы из стали
Р6М5. Nд = 4,5…14 кВт. 72
Карта 50 Прорезание наружных пазов, Rz
80, 14…12 квалитет. Резцы с
пластинами Т5К10. Nд = 4,5…14 кВт. 74
Карта 51 Прорезание наружных пазов, Rz
80, 14…12 квалитет. Резцы из
стали Р6М5. Nд = 4,5…14 кВт. 75
Карта 52 Прорезание пазов в отверстиях Rz 80, 14…12 квалитет. Резцы с пластинами Т15К6. Nд = 4,5…14 кВт. 76
Карта 53 Прорезание пазов в отверстиях Rz 80, 14…12 квалитет. Резцы из стали Р6М5. Nд = 4,5…14 кВт. 78
Карта 54 Точение конических поверхностей Rz 80…Rz 40, 14…12 квалитет. Резцы с пластинами Т5К10. Nд = 4,5…14 кВт. 79
Карта 55 Точение конических поверхностей, 9…8 квалитет. Резцы с пластинами Т15К6. Nд = 4,5…14 кВт. 81
Карта 56 Нарезание наружной метрической резьбы напроход, поле
допуска 8g. Резцы с
пластинами Т15К6. Nд = 4,5…14 кВт. 82
Карта 57 Нарезание наружной метрической резьбы напроход, поле
допуска 8g. Резцы из стали
Р6М5. Nд = 4,5…14 кВт. 83
Карта 58 Нарезание внутренней метрической резьбы напроход, поле
допуска 7Н. Резцы с пластинами Т15К6. Nд = 4,5…14 кВт. 85
Карта 59 Нарезание внутренней метрической резьбы напроход, поле
допуска 7Н. Резцы из стали Р6М5. Nд = 4,5…14 кВт. 86
Карта 60 Нарезание наружной и внутренней метрической резьбы в
упор, поле допуска 8g, 7Н. Резцы из стали Р6М5. Nд = 4,5…14 кВт. 88
Карта 61 Нарезание наружной метрической резьбы, поле допуска 8g. Плашки круглые из стали
9ХС. Nд = 4,5…14 кВт. 89
Карта 62 Нарезание внутренней метрической резьбы, поле допуска
7Н. Резцы и метчики машинные из стали Р6М5. Nд = 4,5…14 кВт. 90
Карта 63 Нарезание наружной трапецеидальной резьбы напроход,
поле допуска 7g. Резцы с
пластинами Т15К6. Nд = 4,5…14 кВт. 92
Карта 64 Нарезание наружной трапецеидальной резьбы напроход,
поле допуска 7g. Резцы
из стали Р6М5. Nд = 4,5…14 кВт. 95
Карта 65 Нарезание наружной трапецеидальной резьбы в упор, поле
допуска 7g. Резцы из
стали Р6М5. Nд = 4,5…14 кВт. 98
Карта 66 Нарезание наружной модульной резьбы напроход, квалитет
9. Резцы из стали Р6М5. Nд = 4,5…14 кВт. 99
Карта 67 Нарезание наружной трубной резьбы, класс точности – В. Резцы резьбовые из стали Р6М5. Nд = 4,5…14 кВт. 101
Карта 68 Нарезание внутренней трубной резьбы, класс точности –
В. Резцы резьбовые из стали Р6М5. Nд = 4,5…14 кВт. 102
Карта 69 Сверление отверстий, Rz 80, 14…12 квалитет. Сверла
спиральные из стали Р6М5. Nд = 4,5…14 кВт. 102
Карта 70 Рассверливание
отверстий, Rz 80, 14…12 квалитет. Сверла спиральные из стали Р6М5. Nд = 4,5…14 кВт. 103
Карта 71 Зенкерование отверстий, Rz 80,
14…12 квалитет, Rz 20, 9…8 квалитет. Зенкеры из стали Р6М5. Nд = 4,5…14 кВт. 105
Карта 72 Развертывание отверстий, Ra 2,5, 8 квалитет, Ra 1,25, 7 квалитет. Развертки
из стали Р6М5. Nд = 4,5…14 кВт. 106
Карта 73 Обработка фасонных поверхностей (выпуклых и вогнутых).
Обработка фасок и галтелей. Резцы фасонные из
стали Р6М5. Nд = 4,5…14 кВт. 107
Карта 74 Центрование торцов, накатывание рифлений. Сверла центровочные, ролики накатные из стали Р6М5. Nд = 4,5…14 кВт. 108
Карта 75 Зачистка поверхностей
шлифовальной шкуркой. Шлифовальная шкурка. Nд = 4,5…14 кВт. 109
Карта 76 Опиливание
цилиндрических поверхностей напильником. Напильник.
Nд = 4,5…14 кВт. 109
Карта 77 Протачивание шеек вала
под люнет Rz40…Rz20, 11
квалитет. Резцы с пластинами Т15К10. Nд = 4,5…14 кВт. 110
Сталь коррозионностойкая, 12Х18Н9Т
Карта 78 Наружное точение, Rz 80, 14…12 квалитет. Резцы с
пластинами ВК8. Nд = 4,5…14 кВт. 111
Карта 79 Наружное точение, Rz
40…Rz 20, 11 квалитет. Резцы с пластинами ВК8. Nд = 4,5…14 кВт. 112
Карта 80 Наружное точение, Ra 2,5, 8…9 квалитет. Резцы с
пластинами ВК8. Nд = 4,5…14 кВт. 113
Карта 81 Растачивание, Rz 80
14…12 квалитет. Резцы с пластинами ВК8. Nд = 4,5…14 кВт. 114
Карта 82 Растачивание, Rz 40…Rz 20, 11
квалитет. Резцы с пластинами ВК8. Nд = 4,5…14 кВт. 115
Карта 83 Растачивание, Ra 2,5, 9 квалитет. Резцы с пластинами Т15К6. Nд = 4,5…14 кВт. 116
Карта 84 Отрезание. Резцы с пластинами
ВК8. Nд = 4,5…14 кВт. 117
Карта 85 Сверление отверстий, Rz 80, 14…12 квалитет. Сверла спиральные из стали Р6М5. Nд = 4,5…14 кВт. 118
Медные и алюминиевые сплавы, 100…140 НВ
Карта 86 Наружное точение, Rz 80, 14…12 квалитет. Резцы
из стали Р6М5. Nд = 4,5…10 кВт. 119
Карта 87 Наружное точение, Rz 40, 14…12 квалитет, Rz 20, 11 квалитет. Резцы из
стали Р6М5. Nд = 4,5…10 кВт. 120
Карта 88 Наружное точение, Rа
2,5, 9 квалитет. Резцы из стали Р6М5. Nд = 4,5…10 кВт. 121
Карта 89 Растачивание, Rz 80, 14…12 квалитет. Резцы из стали Р6М5. Nд = 4,5…14 кВт. 122
Карта 90 Растачивание, Rz 40, 14…12 квалитет, Rz 20, 11 квалитет. Резцы из
стали Р6М5. Nд = 4,5…14 кВт. 123
Карта 91 Растачивание, Rа 2,5, 9
квалитет. Резцы из стали Р6М5. Nд = 4,5…10 кВт. 124
Карта 92 Отрезание. Резцы из стали
Р6М5. Nд = 4,5…14 кВт. 125
Эбонит
Карта 93 Наружное точение, Rz 80, 14…12 квалитет. Резцы из стали Р6М5. Nд = 4,5…14 кВт. 125
Карта 94 Наружное точение, Rz 40…Rz 20, 14…12 квалитет. Резцы
из стали Р6М5. Nд = 4,5…14 кВт. 126
Карта 95 Наружное точение, Rz 40…Rz 20, 11 квалитет, Ra 2,5, 9…8 квалитет. Резцы из стали Р6М5. Nд = 4,5…14 кВт. 127
Карта 96 Растачивание, Rz 80, 14…12 квалитет. Резцы из стали Р6М5. Nд = 4,5…14 кВт. 127
Карта 97 Растачивание, Rz 40…Rz 20, 14…12 квалитет. Резцы
из стали Р6М5. Nд = 4,5…14 кВт. 128
Карта 98 Растачивание, Rz 40…Rz 20, 11 квалитет, Ra 2,5, 9…8 квалитет. Резцы
из стали Р6М5. Nд = 4,5…14 кВт. 128
5. Приложения. 129
Приложение 1 Режимы резания. 129
Приложение 2 Выбор марок
инструментального материала в зависимости от вида, характера, условий
обработки и обрабатываемого материала. 139
Приложение 3 Скорость резания
υ в зависимости от диаметра обрабатываемой поверхности D и частоты
вращения шпинделя станка — n. 142
Приложение 4 Вспомогательное
время, связанное с переходом, принятое при расчете нормативов. 142
Приложение 5 Механические
свойства основных конструкционных углеродистых и легированных сталей. 144
Приложение 6 Механические
свойства термически обработанных заготовок из жаропрочных сплавов. 150
Приложение 7 Механические
свойства сталей и сплавов и усредненные поправочные коэффициенты.. 153
Приложение 8 Механические
свойства поковок из коррозионностойких сталей и сплавов. 153
Приложение 9 Механические
свойства чугуна и медных сплавов. 154
Приложение 10 Механические
свойства прутков из алюминия и алюминиевых сплавов. 158
Приложение 11 Припуски на
механическую обработку детали типа валов и плоские. 163
Приложение 12 Теоретическая масса
заготовки. 166
Условные обозначения. 167
Список использованной литературы.. 167
Расчет норм времени на сверлильной, фрезерной и токарной операциях
Министерство образования и науки Украины
Житомирский государственный технологический
университет
Кафедра ТМ и КТС
Курсовая работа
по дисциплине «Техническое нормирование»
ТЕМА:
«Расчет норм времени на сверлильной, фрезерной и
токарной операциях»
Исполнил:
Житомир
Содержание
1. Расчет нормы времени
на сверлильной операции
2. Расчет нормы времени
на фрезерной операции
3. Расчет нормы времени
на токарной операции
Список литературы
1. Расчёт нормы времени на
сверлильной операции
Исходные данные:
1.
Деталь
— шайба
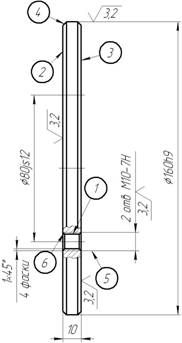
2.
Величина
партии запуска деталей N
=
257 шт.
3.
Операция
— сверлильная.
4.
Обрабатываемый
материал — чугун СЧ20, σв=196 МПа = 19,6 кг/мм2; НВ
170…241.
5.
Станок
— радиально-сверлильный мод. 2Н55. Частоты вращения шпинделя и величины подач
станка см. в табл. 1-3:
Таблица
1
Частота
вращения шпинделя станка мод. 2Н55, мин-1
|
20 |
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
|
160 |
200 |
250 |
315 |
400 |
500 |
630 |
800 |
1000 |
|
1250 |
1600 |
2000 |
Таблица
2
Частота
обратного вращения шпинделя станка мод. 2Н55, мин-1
|
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
|
200 |
250 |
315 |
400 |
500 |
630 |
800 |
1000 |
1250 |
|
1600 |
2000 |
Таблица
3
Подачи
станка мод. 2Н55, мм/об
|
0,056 |
0,08 |
0,112 |
0,16 |
0,224 |
0,315 |
0,45 |
0,63 |
0,90 |
1,25 |
|
1,80 |
2,5 |
6.
Режущий
инструмент:
—
сверло спиральное Ø8,4
ГОСТ 1604-71;
—
метчик Ø10 ГОСТ 3266-81;
—
зенковка коническая 45º, Ø16 ГОСТ 14953-80 прямая и обратная.
Материал
всех инструментов – быстрорежущая сталь Р6М5.
7.
Измерительный
инструмент: калибры пробки.
8.
Приспособление:
самоцентрирующие машинные тиски с ручным зажимом, сверление по разметке.
9.
Вспомогательный
инструмент: быстросменный сверлильный патрон с комплектом переходных втулок и
плавающим патроном для разверток.
Расчет
массы заготовки
Массу
чугунной заготовки после предварительной токарной (фрезерной) обработки определяем
по формуле:
m = V
ρ = (πd
2/4 h)
ρ,
где
V = πd
2/4 h
— объем заготовки;
d
=
160 мм — диаметр заготовки;
h
=
10 мм — высота заготовки;
ρ = 7000 кг/м3
— плотность чугуна.
Масса
заготовки составит:
m = (π
0,162 /4∙
0,01) 7000 ≈ 1,407 (кг).
Принимаем
для дальнейших расчетов вес заготовки равным 1,4 кг.
Расчет
режимов резания
Принимаем,
предварительно:
Подача:
по
карте 46, стр. 110, [2] подачу для сверления:
Для
сверла Ø8,4 мм , группа подач I
(сверление отверстий в жёстких деталях) – S=0,28–0,34
мм/об
Согласовываем
по станку:
S1=0,315
мм/об,
Подачу
для метчика Ø10 мм примем равной шагу резьбы по карте 84, стр. 149, [2]:
S5=1,25
мм/об.
По
карте 58, стр. 122, [2] выберем подачу для зенкования фаски 6: группа
подач I – S=0,6…0,7
мм/об.
Согласовываем
по станку:
S6=0,63
мм/об.
Скорость
резания, предварительно определяем:
по
карте 47, стр. 111, [2], для сверления поверхности 1.
Для
обработки чугуна группа твердости 170-255 НВ и подачи S
до 0,4:
При
диаметре сверла до 20: V1=27
м/мин.
По
карте 84, стр. 149, [2] для нарезания резьбы метчиком диаметром 10 мм в сером
чугуне скорость резания: V5
=
6,9 м/мин, учитывая поправочные коэффициенты:
—
на группу твёрдости чугуна: ![]() ;
;
—
на класс точности резьбы: ![]() ;
;
—
на материал режущей части: ![]() ;
;
Скорость
резания примет значение: V5
=
6,9*0,7 = 4,83 (м/мин)
По
карте 60, стр. 123, [2], для зенкования поверхностей 6 для обработки
чугуна группа твердости 170-255 НВ, подачи S
до 0,75, зенковка цельная Р6М5, глубина резания 1мм:
V6=24,5
м/мин.
Находим
частоты вращения шпинделя для каждой поверхности:
Поверхность
1 сверление Ø8,4:
n1
=
1000V1/(pd1)
= 1000*27/(3,14*8,4) ≈ 1023,7 (мин-1).
Принимаем
по станку n1=1000
мин-1.
Поверхность
5, нарезание резьбы Ø10:
n5
=
1000V5/(pd5)
= 1000*4,83/(3,14*10) ≈ 154,7 (мин-1).
Принимаем
по станку n5=160
мин—1.
Поверхность
6, зенкование фаски 1*45º зенковкой конической:
n6
=
1000V6/(pd6)
= 1000*24,5/(3,14*(8,4+1*2) ≈ 750,2 (мин-1).
Принимаем
по станку n6=800
мин-1.
Результаты
расчета режимов резания сводим в таблицу 4.:
Таблица
4.Режимы резания при обработке детали
|
Номер поверхности |
Содержание |
Частота мин-1 |
Подача, мм/об |
|
1 |
Сверление |
1000 |
0,315 |
|
5 |
Нарезание |
160 |
1,25 |
|
6 |
Зенкование |
800 |
0,63 |
Структура
операции
Структура операции устанавливается с
учетом необходимости переключения режимов резания, смены режущего инструмента и
контрольных замеров для каждой поверхности. Для этого используем данные
расчетов режимов резания (см. табл. 4) и требования к точности обработки каждой
поверхности (см. чертеж детали).
1.
Установить,
закрепить и снять деталь:
2.
Обработка
поверхности 1:
2.1.
Установить
режимы резания для черновой обработки поверхности 1 – сверления
Ø8,4.
2.2.
Установить
в быстросменном патроне шпинделя сверло Ø8,4 для обработки данной поверхности.
2.3.
Сверлить
Ø8,4 (поверхность 1) на проход.
3.
Обработка
поверхности 6:
3.1.
Установить
режимы резания для обработки поверхности 6 – зенкования фасок
1*45º.
3.2.
Установить
в быстросменном патроне шпинделя коническую зенковку для обработки фаски
1*45º со стороны верхней плоскости.
3.3.
Обработать
поверхность 6 – одну фаску 1*45º до Ø10,4 со стороны верхней
плоскости.
3.4.
Установить
в быстросменном патроне шпинделя обратную коническую зенковку для обработки
фаски 1*45º со стороны нижней плоскости.
3.5.
Обработать
поверхность 6 – одну фаску 1*45º до Ø10,4 со стороны нижней
плоскости.
4.
Обработка
поверхности 5:
4.1.
Установить
режимы резания для нарезания резьбы на поверхности 5 — М10.
4.2.
Установить
в быстросменном патроне шпинделя метчик Ø10 для обработки данной поверхности.
4.3.
Нарезать
резьбу в отверстии на поверхности 5.
5.
Открепить,
закрепить шпиндельную головку станка и переместить ее на 80 мм.
6.
Обработка
поверхности 1:
6.1.
Установить
режимы резания для черновой обработки поверхности 1 – сверления
Ø8,4.
6.2.
Установить
в быстросменном патроне шпинделя сверло Ø8,4 для обработки данной поверхности.
6.3.
Сверлить
Ø8,4 (поверхность 1) на проход.
7.
Обработка
поверхности 6:
7.1.
Установить
режимы резания для обработки поверхности 6 – зенкования фасок
1*45º.
7.2.
Установить
в быстросменном патроне шпинделя коническую зенковку для обработки фаски
1*45º со стороны верхней плоскости.
7.3.
Обработать
поверхность 6 – одну фаску 1*45º до Ø10,4 со стороны верхней
плоскости.
7.4.
Установить
в быстросменном патроне шпинделя обратную коническую зенковку для обработки
фаски 1*45º со стороны нижней плоскости.
7.5.
Обработать
поверхность 6 – одну фаску 1*45º до Ø10,4 со стороны нижней
плоскости.
8.
Обработка
поверхности 5:
8.1.
Установить
режимы резания для нарезания резьбы на поверхности 5 — М10.
8.2.
Установить
в быстросменном патроне шпинделя метчик Ø10 для обработки данной поверхности.
8.3.
Нарезать
резьбу в отверстии на поверхности 5.
9.
Произвести
контрольные замеры поверхностей 5 каждой 10-й детали.
Определение
основного (технологического) времени
Основное
(технологическое) время определяется по формуле
tO=(l
+l1)i
/ (ns),
гдеl
— длина обрабатываемой поверхности (определяется по чертежу), мм;
l1
= длина врезания и перебега инструмента
(определяется согласно приложению 1, стр. 206, [1]), мм;
l2
—
длина прохода при взятии пробных стружек, при работе мерным инструментом
l2 =0;
i
—
число проходов при обработке данной поверхности; (і=2,
т.к. в детали 2 отверстия)
n
—
частота вращения шпинделя, мин-1;
s —
подача, мм/об.
(при
нарезании резьбы l1 — длина рабочей части метчика)
Определяем
величины длин для каждой поверхности в соответствии с принятой структурой
операции, заданными размерами по чертежу, заданными режущими инструментами и
необходимостью делать проходы для взятия пробных стружек (Приложение 1, стр.
206, [1]).
Результаты
сводим в табл. 5.
Таблица
5.
Длины
обработки, врезания и перебега, на взятие пробной стружки, мм.
|
Номер перехода |
Содержание перехода |
Длина поверхности l, |
Длина врезания и перебега l1, |
Общая длина (l |
|
1, 5 |
Сверление пов. 1 |
10 |
5 |
15 |
|
2, 6 |
Зенкование пов. 6 |
(10,4-8)/2 = 1,2 |
2 |
3,2 |
|
3, 7 |
Зенкование пов. 6 |
(10,4-8)/2 = 1,2 |
2 |
3,2 |
|
4, 8 |
Нарезание резьбы на |
10 |
18 |
28 |
Определяем основное время для каждого
перехода, учитывая данные табл. 4 и 5.
Переход
1, 5. Сверление пов. 1 до Ø8,5:
∑tO1,
5 = 2*(15) / (1000*0,315) ≈ 0,1 мин.
Переход
2, 3, 6, 7. Зенкование пов. 6 – фаски 1*45º
∑tO2,3,6,7
=
4*(3,2) / (800*0,63) ≈ 0,025 мин.
Переход
4, 8. Нарезание резьбы:
∑tO4,
8 = 2*(28) / (160*1,25) ≈ 0,28 мин.
Общее основное (технологическое)
время, необходимое для обработки всех поверхностей детали, составляет:
tO=
tO1+
tO2+
tO3+
tO4 +
tO5+
tO6+
tO7 +
tO8
= 0,1+0,025+0,28 ≈ 0,4 мин.
Определение
вспомогательного времени
Вспомогательное
время на установку и снятие детали
Вспомогательное
время на установку и снятие детали весом 1,4 кг в самоцентрирующих
призматических машинных тисках с ручным зажимом определяем по карте 9, стр. 43,
[1] (позиция №23) tУст = 0,15 мин.
Вспомогательное
время, связанное с переходом
Вспомогательное
время, связанное с переходом, при обработке несколькими инструментами в
операции устанавливается по карте №29 для радиально-сверлильных станков, стр.
102-105, [1]
Максимальный
диаметр сверления станка 2Н55 составляет 50 мм, следовательно он относится ко ІІ
группе
Вспомогательное
время, не вошедшее в комплексное время, связанное с переходом:
Переход
1, поверхность 1 – сверление Ø8,4 на
проход.
à
Для
II группы станков, вспомогательное
время, связанное с переходом при сверлении по разметке с механической подачей,
наибольшим диаметром просверливаемого отверстия до 50 мм и длиной
горизонтального перемещения инструмента 0 мм:
tПер1
= 0,11 мин (позиция№1).
à
Время
на изменение числа оборотов шпинделя
tп1
= 0,09 мин (позиция №13).
à
Время
на изменение величины или направления подачи
ts1
= 0,09 мин (поз. №13).
à
Время
на смену инструмента диаметром до 15 мм в быстросменном патроне без выключения
вращения шпинделя:
tРИ1
= 0,05 мин (поз. №15).
à
Суммарное
вспомогательное время, связанное с переходом 1:
tПер1
= 0,11+0,09+0,09+0,05 = 0,34 мин.
Переход
2, поверхность 6 – обработка фаски 1*45º
до Ø10,4 на верхней плоскости.
à
Для
II группы станков, вспомогательное
время, связанное с переходом при зенковании с ручной подачей, наибольшим
диаметром до 50 мм и длиной горизонтального перемещения инструмента 0 мм:
tПер2
= 0,06
мин
(позиция №5).
à
Время
на изменение числа оборотов шпинделя
tп2
= 0,09
мин
(позиция №13).
à
Время
на изменение величины или направления подачи
ts2
= 0,09
мин
(поз. №13).
à
Время
на смену инструмента диаметром до 30
мм
в быстросменном патроне с выключением вращения шпинделя
tРИ2
= 0,09 мин (поз. №17).
à
Суммарное
вспомогательное время, связанное с переходом 2:
tПер2
=0,05+0,08+0,08+0,09 = 0,33 мин.
Переход
3, поверхность 6 – обработка фаски 1*45º
до Ø10,4 на нижней плоскости.
à
Для
IІ группы
станков, вспомогательное время, связанное с переходом при зенковании с ручной
подачей, наибольшим диаметром до 50 мм и длиной горизонтального перемещения инструмента
0 мм:
tПер3
= 0,38 мин
(позиция №6).
à
Время
на изменение величины или направления подачи
ts3
= 0,09 мин
(поз. №13).
à
Время
на смену инструмента диаметром до 30
мм
в быстросменном патроне с выключением вращения шпинделя
tРИ3
= 0,09 мин (поз. №17).
à
Суммарное
вспомогательное время, связанное с переходом 3:
tПер3
=0,38+0,09+0,09
= 0,56 мин.
Переход
4, поверхность 5 – нарезание резьбы М10 без
реверса:
à
Для
IІ группы станков, вспомогательное
время, связанное с переходом при нарезании резьбы без реверса, наибольшим
диаметром до 50 мм и длиной
горизонтального перемещения инструмента для обработки следующего отверстия 0 мм:
tПер4
= 0,06 мин (позиция
№7).
à
Время
на смену инструмента диаметром до 30
мм в быстросменном патроне с выключением вращения шпинделя:
à
tРИ4
= 0,09 мин (поз. №17).
à
Время
на изменение числа оборотов шпинделя
à
tп4
= 0,09
мин
(позиция №13).
à
Время
на изменение величины или направления подачи
ts4
= 0,09 мин
(поз. №12).
à
Суммарное
вспомогательное время, связанное с переходом 4:
tПер4
= 0,06+0,09+0,09+0,09
= 0,33 мин.
Переход
5, поверхность 1 – сверление Ø8,4 на
проход.
à
Для
II группы станков, вспомогательное
время, связанное с переходом при сверлении по разметке с механической подачей,
наибольшим диаметром просверливаемого отверстия до 50
мм и длиной горизонтального перемещения инструмента для обработки следующего
отверстия до 200 мм:
tПер5
= 0,14
мин
(позиция№1).
à
Время
на изменение числа оборотов шпинделя
tп5
= 0,09 мин (позиция №13).
à
Время
на изменение величины или направления подачи
ts5
= 0,09 мин (поз. №13).
à
Время
на смену инструмента диаметром до 15 мм в быстросменном патроне без выключения
вращения шпинделя:
à
tРИ5
= 0,05 мин (поз. №15).
à
à
Суммарное
вспомогательное время, связанное с переходом 1:
tПер5
= 0,14+0,09+0,09+0,05 = 0,37
мин.
Переход
6, поверхность 6
– обработка фаски 1*45º до Ø10,4 на верхней плоскости.
à
Для
II группы станков, вспомогательное
время, связанное с переходом при зенковании с ручной подачей, наибольшим
диаметром до 50 мм и длиной горизонтального перемещения инструмента 0 мм:
tПер6
= 0,06
мин
(позиция №5).
à
Время
на изменение числа оборотов шпинделя
tп6
= 0,09
мин
(позиция №13).
à
Время
на изменение величины или направления подачи
ts6
= 0,09
мин
(поз. №13).
à
Время
на смену инструмента диаметром до 30
мм
в быстросменном патроне с выключением вращения шпинделя
à
tРИ6
= 0,09 мин (поз. №17).
à
Суммарное
вспомогательное время, связанное с переходом 2:
tПер6
=
0,05+0,08+0,08+0,09
= 0,33 мин.
Переход
7, поверхность 6
– обработка фаски 1*45º до Ø10,4 на нижней плоскости.
à
Для
IІ группы станков, вспомогательное
время, связанное с переходом при зенковании с ручной подачей, наибольшим
диаметром до 50 мм и длиной горизонтального перемещения инструмента 0 мм:
tПер7
= 0,38 мин
(позиция №6).
à
Время
на изменение величины или направления подачи
ts7
=
0,09 мин
(поз. №13).
à
Время
на смену инструмента диаметром до 30
мм
в быстросменном патроне с выключением вращения шпинделя
à
tРИ7
= 0,09 мин (поз. №17).
à
Суммарное
вспомогательное время, связанное с переходом 3:
tПер7
=0,38+0,09+0,09
= 0,56 мин.
Переход
8, поверхность 5
– нарезание резьбы М10 без реверса:
à
Для
IІ группы станков, вспомогательное
время, связанное с переходом при нарезании резьбы без реверса, наибольшим
диаметром до 50 мм и длиной
горизонтального перемещения инструмента для обработки следующего отверстия 0 мм:
tПер8
= 0,06 мин (позиция
№7).
à
Время
на смену инструмента диаметром свыше до 30
мм в быстросменном патроне с выключением вращения шпинделя:
tРИ8
= 0,09 мин (поз. №17).
à
Время
на изменение числа оборотов шпинделя
tп8
= 0,09
мин
(позиция №13).
à
Время
на изменение величины или направления подачи
ts8
=
0,09 мин
(поз. №12).
à
Суммарное
вспомогательное время, связанное с переходом 4:
tПер8
= 0,06+0,09+0,09+0,09
= 0,33 мин.
Общее
вспомогательное время, связанное с переходами для всех переходов всех
обрабатываемых поверхностей:
tПер
= tПер1+
tПер2+
tПер3+
tПер4+
tПер5+
tПер6+
tПер7+
tПер8
=
=
0,34+0,33+0,56+0,33+0,37+0,33+0,56+0,33
= 3,15
мин.
Вспомогательное
время на контрольные измерения
Вспомогательное
время на контрольные измерения обработанной поверхности устанавливается по
карте 86, стр. 185-199, [1], в зависимости от измерительного инструмента,
точности и величины контролируемого размера, а также длины измеряемой поверхности.
Контролируемые
поверхности: №5 – 2 резьбовых отверстия М10-7Н длиной 10 мм. Контроль
выборочный, контролируется одна деталь из десяти. Измерительный инструмент –
калибры-пробки резьбовые со вставками двусторонние ГОСТ 17758-72.
tИзм
= 0,22 мин (поз. №
233,
стр. 195) — на одно отверстие
Общее
вспомогательное время на контрольные измерения для всех обрабатываемых поверхностей:
tИзмРасч
=2 tИзм
=
2*0,22 = 0,44 мин ;
Общее
вспомогательное время на контрольные измерения для всех обрабатываемых поверхностей
в расчете на одну деталь (с учетом частоты контроля):
tИзм =
tИзмРасч
/
10 = 0,44 / 10 ≈ 0,04 мин
Вспомогательное
время (расчетное) на операцию составляет:
tв= tУст
+ tПер
+ tИзм
= 0,15+3,15+0,04
= 3,34
мин;
Уточняем,
ориентировочно, время, в количестве рабочих смен, необходимое для обработки
всей партии:
пСмен
= N * tОп
/ (8,2*60),
гдеN
= 257 — размер партии, шт;
tОп
— расчетное оперативное время на изготовление одной детали, мин.
ТОп
= ТО
+ tВ
= 0,4+3,34
= 3,74 мин;
8,2
—
продолжительность рабочей смены в часах.
Тогда:
пСменн=N
* ТОп /
(8,2*60) =257*3,74/(8,2*60)
≈ 1,95
смены.
Принимаем
поправочный коэффициент на вспомогательное время по карте 1, стр.31, [1] для
обработки деталей повторяющихся конструкций на станках среднего размера и суммарной
продолжительности обработки партии деталей по трудоемкости за 1-2 смен КtВ
= 1, следовательно предварительно
рассчитанное оперативное время не изменится:
(С
учетом поправочного коэффициента, уточненное вспомогательное время на операцию
составит:
ТВ0=
КtВ*tВ0=
1,0*3,34
= 3,34
мин.
Тогда,
с учетом уточненного вспомогательного времени, оперативное время составит:
ТОп=
ТО +
tВ
=
0,4+3,34
= 3,74 мин.)
Время
на обслуживание рабочего места
Время
на обслуживание рабочего места определяется для радиально-сверлильных станков
(карта 30, стр. 106) в зависимости от наибольшего диаметра просверливаемого
отверстия и состоит из времени на техническое обслуживание и времени организационного
обслуживания.
Время
на обслуживание рабочего места для наибольшего диаметра просверливаемого отверстия
50 мм составит aОбс
= 4% оперативного времени (карта 30, стр. 106, [1]).
tОбс=
0,04*3,74
≈
0,15
мин
Время
перерывов
на отдых и личные надобности
Время
перерывов на отдых и личные надобности определяется по карте 88, стр. 203, [1]
в зависимости от вида подачи, веса детали и продолжительности оперативного
времени
Для
механической подачи, веса детали до 5 кг и длительности оперативного времени операции свыше 1 мин время перерывов на отдых и личные надобности составит aОтд
= 4% оперативного
времени.
tОтд
= 0,04*3,74
≈
0,15
мин
Подготовительно-заключительное
время
Подготовительно-заключительное
время состоит из времени на наладку станка, инструментов и приспособлений (Тп.з.А),
времени на дополнительные приемы (Тп.з.Б), и времени
на получения и сдачу инструментов и приспособлений в начале и в конце работы (Тп.з.В).
Подготовительно-заключительное
определяется по карте 30, стр. 106, [1] для радиально-сверлильных станков и
определяется в зависимости от способа установки детали,
количества режущих инструментов в наладке и наибольшего диаметра просверливаемого
отверстия.
Для
обработки в универсальном приспособлении (самоцентрирующем патроне) и
количестве режущих инструментов в наладке до
6 (1. сверло Ø8,4; 2.
зенковка коническая прямая; 3.
зенковка коническая обратная; 4.
метчик
Ø10), наибольшем диаметре
просверливаемого отверстия до 50 мм Тп.з.А составит:
Тп.з.А
= 13 мин (поз. №2).
Время
на дополнительные приемы не расходуется
Тп.з.Б
= 0.
Время
на получения и сдачу инструментов и приспособлений в начале и в конце работы
принимается в интервале 5-7 мин (позиция №15, стр. 107). Принимаем:
Тп.з.В
= 6 мин.
Таким
образом:
Тп.з.=
Тп.з.А+ Тп.з.Б+Тп.з.В
=13+0+6
= 19 мин
Штучное
время
Штучное
время рассчитывается без учета размера партии и подготовительно-заключительного
времени:
Тшт=
(ТО
+ ТВ)*(1 + (aОбс+
aОтд)/100)
= (0,4+3,34)*(1+(0,04+0,04)) ≈ 4,04 мин
Штучно-калькуляционное
время
Штучное-калькуляционное
время является нормой времени на обработку одной детали из партии заданного
размера и рассчитывается с учетом всех составляющих:
Тшк.к=Тшт
+ Тп.з. /N
= 4,04+ 19./ 257 ≈
4,11 мин
2.
Расчёт нормы времени на фрезерной операции
Исходные данные:
10.
Деталь
— шайба
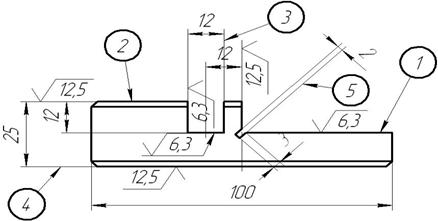
Рис.
1. Эскиз детали
11.
Величина
партии запуска деталей N=
131 шт.
12.
Операция
— фрезерная;.
13.
Обрабатываемый
материал СЧ20, σв=196 МПа = 19,6 кг/мм2; НВ 170…241
14.
Характер
заготовки — заготовка предварительно обработана,
припуск составляет 1,5 мм.
15.
Станок
— вертикально-фрезерный, мод 6Р12. Частота вращения шпинделя и величины подач
станка см. в табл.1-3.
16.
Приспособление:
самоцентрирующие машинные тиски с ручным зажимом
Таблица
1
Частота
вращения шпинделя станка мод. 6Р12, мин-1
|
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
|
250 |
315 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
Таблица
2
Продольные
и поперечные подачи станка мод. 6Р12, мм/мин.
|
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
|
200 |
250 |
315 |
400 |
500 |
630 |
800 |
1000 |
1250 |
Таблица
3
Вертикальные
подачи станка мод. 6Р12, мм/мин.
|
8,3 |
10,5 |
13,3 |
16,7 |
21 |
27,7 |
33,3 |
41,7 |
53,3 |
|
66,7 |
83,3 |
105 |
133 |
167 |
210 |
278 |
333 |
418 |
17.
Режущий
инструмент :
—
фреза торцовая: ГОСТ 9473-80; материал режущей части ВК6, число зубьев z
=
12, диаметр D
=
125 мм, ширина В = 42 мм;
—
фреза концевая ГОСТ 17026-71, длина L
= 96 мм, длина режущей части l
=
26мм, число зубьев z
=
4, материал режущей части — быстрорежущая сталь.
18.
Измерительный
инструмент — штангенциркуль.
19.
Приспособление
— самоцентрирующие машинные тиски.
Расчет
режимов резания
Для
обработки торцовой фрезой
Принимаем,
предварительно, по карте 108, стр. 209, [2] для симметричной установки фрезы
при ширине фрезерования b
= 100 > 0,6*D (0,6*125=75),
мощности станка 5-10 кВт, при обработке чугуна твердым сплавом ВК6 подачу на
зуб sz
=
0,20-0,24
мм/зуб.
Режимы
резания, предварительно, определяем по карте 114, стр. 220, [2]. Для обработки
серого чугуна при t
< 1,5 мм,
фрезой из твердого сплава ВК6, в зависимости от диаметра и числа зубьев
(диаметр 125 мм с числом зубьев 12):
для
Sz
=
0,18 мм/зуб:
v
= 180 м/мин, n
= 380 об/мин, Sм
=
830
мм/мин;
а
для
Sz
=
0,26 мм/зуб:
v
= 158 м/мин, n
= 335 об/мин, Sм
=
1030
мм/мин;
Принимаем
частоту вращения шпинделя и минутную подачу по станку:
n
= 400 об/мин, Sм
=
1000
мм/мин.
Уточняем
скорость резания:
![]() м/мин
м/мин
Для
обработки концевой фрезой
Глубина
паза = 12 мм.
Для
фрезерования паза принимаем, предварительно, по карте 161, стр. 293, [2] в
зависимости от диаметра и числа зубьев фрезы, обрабатываемого материала (серый
чугун), при глубине паза до 15 мм, подачу на зуб: sz
=
0,05 — 0,03 мм/зуб.
Режимы
резания, предварительно, определяем по карте 166, стр. 298, [2]. Для обработки
серого чугуна при глубине паза t
< 15 мм, фрезой из быстрорежущей стали, в зависимости от диаметра и числа
зубьев:
для
Sz
=
0,04 мм/зуб:
v
= 35 м/мин, n = 700 об/мин, Sм
=
96 мм/мин;
а
для Sz
=
0,05 мм/зуб:
v
= 33 м/мин, n = 660 об/мин, Sм
=
122 мм/мин;
Принимаем
частоту вращения шпинделя и минутную подачу по станку:
n
= 630 об/мин, Sм
=
100 мм/мин.
Уточняем
скорость резания
![]() м/мин
м/мин
Структура
операции
1.
Установить,
закрепить и снять деталь.
2.
Переход
1. Обработка поверхности 1:
3.
Установить
режимы резания;
a.
Обработать
поверхность 1;
4.
Произвести
контрольный замер размера 12js12.
5.
Сменить
инструмент.
6.
Переход
2.
Обработка паза 3:
6.1.
Установить режимы резания;
6.2.
Обработать паз 3.
7.
Произвести
контрольный замер размера 12js12
и 12js14.
Определение
основного (технологического) времени
Основное
(технологическое) время определяется по формуле
tO
= (l
+l1+l2)
/ Sм,
гдеl
— длина обрабатываемой поверхности (определяется по чертежу), мм;
l1
— длина врезания и перебега, мм;
l2
— дополнительная длина на взятие пробной стружки, мм
Sм
— минутная подача.
Переход
1. Поверхность 1.
По
чертежу принимаем для поверхности 1 :
l
= 50 мм
Согласно
приложению 1, лист 4, стр. 208, [1], для ширины торцевого фрезерования с
симметричным расположением детали 100 мм и диаметра фрезы
D = 125 мм: l1 =
29 мм.
Принимаем
для поверхности 1
l1
= 29 мм.
Длина
на взятие пробной стружки по приложению 3, стр. 220, [1]
l2
= 8.
Основное
время для поверхности 1:
tO1
= (50 + 29 + / 1000
≈
0,09 мин
Переход
2. Поверхность 3.
По
чертежу принимаем для поверхности 1 :
l
= 50 мм
Согласно
приложению 1, лист 4, стр. 208, [1], для ширины фрезерования 12 мм и диаметра концевой фрезы D = 12 мм :
l1
= 3 мм
Длина
на взятие пробной стружки :
l2
= 0.
Основное
время для поверхности 3:
tO2=
(50 + 3 + 0) / 100 ≈ 0,53 мин
ТO
= tO1
+ tO2
= 0,09 + 0,53
= 0,62
мин.
Вспомогательное
время на установку и снятие детали
Для
определения вспомогательного времени на установку детали предварительно
необходимо вычислить ее вес G.
Вес заготовки определяем по формуле
 ,
,
где
V = πd
2/4 h
— объем заготовки;
d
=
100 мм — диаметр заготовки;
h
=
25 мм —высота заготовки;
h1
— глубина паза с учётом припуска (12-1,5 = 10,5 мм)
ρ = 7000 кг/м3
— плотность чугуна.
Масса
заготовки составит:
m = [(π
0,12 /4∙
0,025) — (π
0,12 /8∙
0,0105)] 7000 ≈ 1,08 (кг).
Вспомогательное время на установку и
снятие детали весом до 3 кг в самоцентрирующих машинных тисках, с
обработанными установочными поверхностями, без выверки, определяем по карте 9,
стр. 43, поз. 23, [1]:
TУст
= 0,15 мин.
Обработка
ведётся с одной установки.
Вспомогательное
время, связанное с переходом
Вспомогательное
время, связанное с переходом устанавливается по карте №31, стр. 108-109, [1]
для обработки плоскостей для II
группы станков – длина стола св. 750 до 1250 мм.
Переход
1, поверхность 1. Фрезеровать
плоскость со взятием пробных
стружек, при измеряемом размере до 100 мм, для II
группы станков
tПер.1
= 0,65 мин. (поз.6)
Переход
2, поверхность 3. Фрезеровать паз 3 без взятия пробных
стружек:
à
Изменить
число оборотов шпинделя: 0,07 мин
à
Изменить
величину подачи: 0,07 мин
à
Для
установки фрезы по лимбу (поз. 3, стр. 108) вспомогательное время, связанное с
переходом равно: 0,30 мин.
Суммарное
вспомогательное время на этом переходе:
tПер.2
= 0,30 +0,07 + 0,07 = 0,44 мин
Общее
вспомогательное время, связанное с переходами, для всех обрабатываемых поверхностей
составит:
tПер.
= tПер.1
+ tПер.2
= 0,65+0,44 = 1,09 мин.
Вспомогательное
время на контрольные измерения
Вспомогательное
время на контрольные измерения обработанной поверхности устанавливается по
карте 86, стр. 191, [1], в зависимости от измерительного инструмента
(штангенциркуль), точности и величины контролируемого размера, а также длины
измеряемой поверхности.
Контролируемый
размер 12js12
:
(см. обрабатываемая плоскость 1)
Для
измерения штангенциркулем с точностью измерения 0,01 мм, измеряемого размера до 50 мм, длиной измеряемой поверхности до 50 мм, время на измерение составит (поз. 158, стр. 191):
tИзм
1 = 0,1 мин.
Контролируемый
размер 12js12
(см. обрабатываемый паз 3).
Для
измерения штангенциркулем с точностью измерения 0,01 мм, измеряемого размера до 50 мм, длиной измеряемой поверхности до 50 мм, время на измерение составит (поз. 158, стр. 191):
tИзм
2 = 0,1 мин.
Контролируемый
размер 12js14
(см. обрабатываемый паз 3).
Для
измерения штангенциркулем с точностью измерения 0,01 мм, измеряемого размера до 50 мм, длиной измеряемой поверхности до 50 мм, время на измерение составит (поз. 158, стр. 191):
tИзм
3 = 0,1 мин.
Общее
вспомогательное время на контрольные измерения для всех обрабатываемых поверхностей:
tИзм =
tИзм
1 + tИзм
2 + tИзм
3 = 0,1+0,1+0,1
= 0,3 мин
Вспомогательное
время на операцию составляет:
tВ=tУст
+ tПер
+ tИзм
= 0,15+1,09+0,3
= 1,54 мин.
Уточняем,
ориентировочно, время, в количестве рабочих смен, необходимое для обработки
всей партии:
пСмен=N
* ТОп / (8,2*60),
гдеN
= 131шт — размер партии;
ТОп
— оперативное время на изготовление одной детали, мин.
ТОп=ТО
+ ТВ = 0,62+1,54
= 2,16 мин
8,2
час
— продолжительность рабочей смены.
Тогда:
пСменн
=131*2,16 / (8,2*60) ≈ 0,6 смены.
Принимаем
поправочный коэффициент на вспомогательное время по карте 1, стр.31, [1] для
обработки деталей повторяющихся конструкций на станках среднего размера и
суммарной продолжительности обработки партии деталей по трудоемкости за 0,6-1
смен КtВ
= 1,15.
Тогда,
с учетом поправочного коэффициента, уточненное вспомогательное время на операцию
составит:
ТВ0=
КtВ*tВ04=
1,15*1,54
=
1,77 мин.
Время
на обслуживание рабочего места, отдых и личные надобности
Время
на обслуживание рабочего места состоит из времени на техническое обслуживание и
времени организационного обслуживания (II
группа станков).
Время
на обслуживание рабочего места составит
aОбс=3,5%
оперативного времени (карта 32, стр. 110, [1]).
Время
перерывов на отдых и личные надобности для механической подачи составит
aОтд
= 4% оперативного времени
(карта 88, стр. 202, [1]).
Подготовительно-заключительное
время
Подготовительно-заключительное
определяется для группы горизонтально-, вертикально- и универсально-фрезерных
станков по карте 32, стр. 110, [1]. Подготовительно-заключительное время
состоит из времени на наладку станка, инструментов и приспособлений (Тп.з.А),
времени на дополнительные приемы (Тп.з.Б), и времени
на получения и сдачу инструментов и приспособлений в начале и в конце работы (Тп.з.В).
Для
обработки в универсальном приспособлении (тиски), без делительной головки, с 2
устанавливаемыми фрезами, II
группе станков (стол до 1250 мм):
Тп.з.А
= 16 мин (позиция №2).
Время
на дополнительные приемы не расходуется
Тп.з.Б
= 0.
Время
на получения и сдачу инструментов и приспособлений в начале и в конце работы:
Тп.з.В
= 7 мин (позиция №24).
Суммарное
подготовительно-заключительное время:
Тп.з.=
Тп.з.А+ Тп.з.Б+Тп.з.В
=
16+0+7 = 23 мин
Штучное
время
Штучное
время рассчитывается без учета размера партии и подготовительно-заключительного
времени:
Тшт
= (ТО + ТВ)(1 + (aОбс+
aОтд.Л)/100)=
(0,62+1,77)*(1+(3,5+4)/100)) = 2,56 мин
Штучно-калькуляционное
время
Штучное-калькуляционное
время является нормой времени на обработку одной детали из партии заданного размера
и рассчитывается с учетом всех составляющих:
Тшк
= Тшт + Тп.з. / N
= 2,56+23/131 = 2,73 мин
3.
Расчет нормы времени на токарной операции
Исходные
данные:
Деталь
– шайба
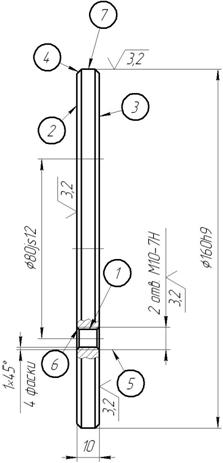
Рис.1.
Эскиз детали
8.
Величина
партии запуска деталей 257 шт.
9.
Операция
– токарная.
10.
Обрабатываемый
материал: чугун СЧ20, σв=196
МПа = 19,6 кг/мм2; НВ 170…241
11.
Характер
заготовки – заготовка предварительно обработана с оставшимся припуском 1,5 мм. Поверхности 7
и 4 обрабатываются за один проход
12.
Вес
заготовки – 1,4 кг.
13.
Станок
– токарно-винторезный, мод. 16К20. Частота вращения шпинделя и величины
продольных подач станка см. в табл. 1 и 2 (поперечная подача равна ½
продольной подачи).
Таблица
1.
Частота
вращения шпинделя станка мод. 16К20, мин-1
|
12,5 |
16 |
20 |
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
|
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
800 |
1000 |
|
1250 |
1600 |
Таблица
2.
Продольные
подачи станка мод. 16К20, мм/об.
|
0,05 |
0,06 |
0,07 |
0,08 |
0,09 |
0,1 |
0,125 |
0,15 |
0,175 |
0,2 |
|
0,25 |
0,3 |
0,35 |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
1,0 |
1,2 |
|
1,4 |
1,6 |
2,4 |
2,8 |
14.
Режущий
инструмент (материал режущей части резцов – твердый сплав Т15К6): резец
проходной, φ = 45О , ГОСТ 18878-73.
15.
Измерительный
инструмент – штангенциркуль.
16.
Приспособление
– патрон самоцентрирующий с пневматическим зажимом;
Расчет
режимов резания
Глубину
резания для обработки поверхности 7
принимаем
равной припуску, т.к. обработка
осуществляется за один проход: t
= 1,5 мм.
Глубина
резания при снятии фаски
4 (1,5×45º) равна: t
= 1,5 мм.
Принимаем,
предварительно, по карте 3, стр. 39, [2] подачу для обработки
каждой поверхности в зависимости от заданной шероховатости (чистоты)
поверхности. По чертежу детали поверхности 7 и 4 должны обрабатываться с
шероховатостью Ra3,2.
Для
класса чистоты Ñ5 (соответствует шероховатости Ra3,2)
при обработке чугуна, для всего диапазона скоростей, и для радиуса при вершине
резца r = 0,5 мм рекомендуется принимать подачу в пределах 0,15…0,25 мм/об. Принимаем
предварительно для этих поверхностей s
= 0,2 мм/об.
Скорость
резания, предварительно, определяем по карте 9,
стр. 50, [2]. Для обработки серого чугуна
(σв=196 МПа = 19,6 кг/мм2; НВ 170…241)
резцами из твердого сплава Т15К6, глубиной резания до 1,8 мм, с подачей s
= 0,2 мм/об, главный угол в плане резца = 45º, находим:
à
Для
наружного продольного и поперечного точения резцом с главным углом в плане φ=45О,
при отношении начальной и конечной обработки d:D=0,8…1,0
ближайшая табличная подача s
= 0,23 мм/об. Для этой подачи при обработке серого
чугуна рекомендуется скорость V
= 154 м/мин
Частота
вращения шпинделя :
Поверхность
7 и 4 (Æ100).
Материал
детали – чугун СЧ20
n
= 1000V/(pd)=1000*154/(3,14*100)
≈ 490 мин-1.
Принимаем
по станку n = 500 мин-1.
Структура
операции
Структура операции устанавливается с
учетом необходимости переключения режимов резания, смены режущего инструмента и
контрольных замеров для каждой поверхности. Для этого используем данные
расчетов режимов резания и требования к точности обработки каждой поверхности
(см. чертеж детали).
17.
Установить,
закрепить и снять деталь: без выверки на биение;
18.
Обработка
поверхности 7 (проточить Æ100h14
на длине 10):
a.
Установить
режимы резания для обработки поверхности 7.
b.
Установить
(позиционировать) режущий инструмент для обработки данной поверхности.
c.
Обработать
поверхность.
d.
Произвести
контрольные замеры.
19.
Обработка
поверхности 4 (снять фаску
1,5×45º):
a.
Установить
режимы резания для обработки поверхности 4 (те
же что и для пов. 7).
b.
Обработать
поверхность.
Определение
основного (технологического) времени
Основное
(технологическое) время определяется по формуле
tO
= ( l
+l1+l2)i
/ (ns),
гдеl
– длина обрабатываемой поверхности (определяется по чертежу), мм;
l1
– длина врезания и перебега резца (определяется
согласно приложению 1, стр. 204, [1]), мм;
l2
– дополнительная длина на взятие пробной стружки
(определяется согласно приложению 3, стр. 220, [1]), мм;
i
–
число проходов при обработке данной поверхности;
n
–
частота вращения шпинделя, мин-1;
s
–
подача, мм/об.
Определяем
величины длин для каждой поверхности в соответствии с принятой структурой
операции, заданными размерами по чертежу, заданными режущими инструментами и
необходимостью делать проходы для взятия пробных стружек (Приложение 1, стр.
204, [1] и Приложение 3, стр. 220 [1]).
Поверхность
7:
длина
обработки l = 10
мм; длина врезания и перебега l1
= 3,5 мм; длина на взятие пробной стружки l2
= 0 мм;
Поверхность
4:
длина
обработки l =1,5 мм;
длина врезания и перебега l1
= 3,5 мм; длина на взятие пробной стружки l2=
0мм;
Определяем основное время
для каждой поверхности.
Поверхность
7.
tO7
= (10+3,5) / (500*0,23) = 0,12 мин.
Поверхность
4.
tO4
= (1,5+3,5) / (500*0,23) = 0,04 мин.
Общее основное (технологическое)
время, необходимое для обработки всех поверхностей детали составляет:
ТO
= 0,12 + 0,04 = 0,16 мин.
Вспомогательное
время на установку и снятие детали
Вспомогательное время на установку и
снятие детали весом 1,4 кг в самоцентрирующем патроне с пневматическим зажимом
определяем по карте 2, стр. 32, [1], без выверки:
tУст
=
0,17 мин
Вспомогательное
время, связанное с переходом
Вспомогательное
время, связанное с переходом устанавливается по карте №18, стр. 64-69, [1] для
чистовой обработки с установкой резца на размер, на станке с наибольшим
диаметром изделия, устанавливаемым над станиной равным 400 мм (II
группа станков).
Переход
1.
Поверхность
7 (проточить Æ100h14
на длине 10).
à
Для
измеряемого диаметра – до 100 мм, II
группы станков, вспомогательное время, связанное с переходом равно
tПер.1
= 0,12 мин (позиция №3).
Переход
2.
Поверхность
4 (снять фаску 1,5×45º).
à
Для
измеряемого диаметра – до 100 мм, II
группы станков, вспомогательное время, связанное с переходом равно
tПер.2
= 0,12 мин (позиция №3).
Общее
вспомогательное время, связанное с переходами для всех обрабатываемых поверхностей:
tПер.
= tПер.1
+ tПер.2
= 0,12+0,12 = 0,24 мин.
Вспомогательное
время на контрольные измерения
Вспомогательное
время на контрольные измерения обработанной поверхности устанавливается по
карте 86, стр. 185-199, [1], в зависимости от измерительного инструмента,
точности и величины контролируемого размера, а также длины измеряемой поверхности.
Поверхность
7 (контролируемый размер Æ100h14;
длина измеряемой поверхности 10).
à
Для
измерения штангенциркулем с точностью измерения 0,01 мм, измеряемого размера до 100 мм и длиной измеряемой поверхности до 50 мм, время на измерение составит tИзм
= 0,13 мин (поз. №159, стр. 191).
Вспомогательное
время на операцию составляет:
TВ0
= tУст
+ tПер
+ tИзм
= 0,17+0,24+0,13
= 0,54 мин;
Уточняем,
ориентировочно, время, в количестве рабочих смен, необходимое для обработки
всей партии:
пСмен=N
* ТОп / (8,2*60),
гдеN
= 257 – размер партии, шт;
ТОп
– оперативное время на изготовление одной детали, мин.
ТОп=ТО
+ ТВ =
0,16 + 0,54 = 0,7 мин;
8,2
–
продолжительность рабочей смены в часах.
Тогда:
пСменн=
N * ТОп / (8,2*60) =300*0,7/(8,2*60) ≈
0,42 смены.
Принимаем
поправочный коэффициент на вспомогательное время по карте 1, стр.31, [1] для обработки
деталей повторяющихся конструкций на станках среднего размера и суммарной
продолжительности обработки партии деталей по трудоемкости за 0,25 — 0,5 смен КtВ
= 1,32.
Тогда,
с учетом поправочного коэффициента, уточненное вспомогательное время на
операцию составит:
ТВ=
КtВ*TВ0=
1,32*0,54
≈ 0,71 мин;
Время
на обслуживание рабочего места, отдых и личные надобности
Время
на обслуживание рабочего места состоит из времени на техническое обслуживание и
времени организационного обслуживания и определяется для группы
токарно-винторезных станков для наибольшего диаметра изделия, устанавливаемого
над станиной 400 мм (станок мод. 16К20 – II
группа станков).
Время
на обслуживание рабочего места составит
aОбс
= 4% оперативного
времени (карта 19, стр. 70, [1]).
Время
перерывов на отдых и личные надобности для механической подачи составит
aОтд.Л
= 4% оперативного времени
(карта 88, стр. 202, [1]).
Подготовительно-заключительное
время
Подготовительно-заключительное
определяется для группы токарно-винторезных станков по карте 19, стр. 70, [1].
Подготовительно-заключительное время состоит из времени на наладку станка,
инструментов и приспособлений (Тп.з.А), времени на
дополнительные приемы (Тп.з.Б), и времени на получения
и сдачу инструментов и приспособлений в начале и в конце работы (Тп.з.В).
Для
обработки в универсальном приспособлении и количестве режущих инструментов в
наладке до 2, наибольшего диаметра изделия, устанавливаемого над станиной 400 мм
Тп.з.А
= 16 мин (позиция №1).
Время
на дополнительные приемы не расходуется – Тп.з.Б =0.
Время
на получения и сдачу инструментов и приспособлений в начале и в конце работы Тп.з.В
= 7 мин (позиция №18).
Таким
образом:
Тп.з.=
Тп.з.А+ Тп.з.Б+Тп.з.В
=16+0+7
= 23 мин
Штучное
время
Норму
штучного времени определяем для каждого варианта обрабатываемого материала
детали, способа закрепления и выверки детали в патроне по формуле:
Тшт=(ТО
+ ТВ)(1 + (aОбс+
aОтд.Л)/100)
Тшт=
(0,16
+ 0,71)(1 + (4+ 4)/100) ≈ 0,94 мин.
Штучно-калькуляционное
время
Норму
штучно-калькуляционного времени определяем по формуле:
Тшк=Тшт
+ Тп.з. /N
= 0,94 + 23./ 257 = 1,03 мин
СПИСОК
ЛИТЕРАТУРЫ
1.
Общемашиностроительные
нормативы времени вспомогательного на обслуживание рабочего места и
подготовительно-заключительного для технического нормирования станочных работ.
Серийное производство. — М.: Машиностроение,1974
2.
Общемашиностроительные
нормативы режимов резания для технического нормирования работ на металлорежущих
станках. Часть 1. Токарные, карусельные, токарно-револьверные,
алмазно-расточные, сверлильные, строгальные, долбежные и фрезерные станки. —
М.: Машиностроение, 1974