Величина
эффективного фонда времени работы
оборудования зависит от режима работы
участка и времени простоя оборудования
в ремонте. Число дней на ремонт
определяется на основе нормативов,
содержащихся в «Единой системе
планово-предупредительного ремонта
оборудования».
На
предприятиях с прерывным производством
эффективный фонд времени одного станка
рассчитывается следующим образом:
ТЭФ
= (ТК
– ТВ)
а
с
Ки
, (2.1)
где
ТК
– календарное число дней в году, ТК
= 365;
ТВ
– количество выходных и праздничных
дней в плановом году,
ТВ
= 113;
а
– продолжительность работы одной смены,
а = 8;
с
– количество смен, с = 2;
На
предприятии вводят 2 смены для увеличения
объёма выпуска продукции. В ночное время
стоимость электроэнергии дешевле, в
результате чего уменьшается себестоимость
продукции. Требуется дополнительная
оплата рабочим, но эти затраты малы по
сравнению с уменьшением затрат на
эксплуатацию и амортизацию оборудования
и транспортных средств, текущий ремонт
оборудования, износ инструмента и
приспособлений.
Ки
– коэффициент использования оборудования,
при отсутствии необходимых данных Ки
берется в пределах 0,93 – 0,97. Ки
= 0,97.
ТЭФ
= (ТК
– ТВ)
а
с
Ки
=(365-113)
820,97=3911,04
час
3. Расчет потребного количества оборудования для выполнения производственной программы
Расчётное
количество оборудования определяется
по каждой группе однотипного оборудования
отдельно по формуле
![]() ,
,
где
∑ТШТ
– штучное время данного вида обработки
(фрезерной, сверлильной и т.д.), в мин.;
КН
– планируемый коэффициент выполнения
норм штучного времени, КН
=
1,2;
В
– общий годовой выпуск деталей, В = 17000
шт. (по индивидуальному заданию).
Расчет
потребного количества оборудования
для токарной операции:
![]()
принимаем
Чр.т
= 1шт.;
Результаты
расчетов приводятся в таблице 3.1.
Затем
определяем коэффициент загрузки на
заданную программу:
 ,
,
где
ЧР
– расчётное количество станков;
ЧП
– принятое количество станков.
Таблица
3.1 – Ведомость потребности в оборудовании
|
№ п/п |
Наименование |
Модель марка) |
Коли- чество станков |
Стоимость, руб. |
Транспорти-ровка
оборудова-ния, (20% |
Полная |
|
|
одного |
всех |
||||||
|
1. |
Токарный |
16К20 |
1 |
189280000 |
189280000 |
37856000 |
227136000 |
|
Итого: |
227136000 |
![]()
Затем
составляется планировка участка
(фрагмента), на которой изображается
оборудование, проходы, проезды и т.д. в
масштабе (Приложение).
4. Расчет потребного количества рабочих по профессиям: разрядам и фонда их заработной платы
Для
расчета потребного количества рабочих,
занятых на нормируемых работах,
составляется баланс рабочего времени
одного среднесписочного рабочего
(таблица 4.1).
Заполнение
строк 4, 6 и 7 производится на основании
данных предприятия.
После
составления баланса рабочего времени
(табл.4.1) определяют количество основных
производственных рабочих по профессиям
и разрядам с учетом сложности выполняемых
работ и их трудоемкости, с учетом
коэффициента выполнения норм.
Таблица
4.1 – Баланс рабочего времени одного
среднесписочного рабочего на 2013 год
|
Состав |
Расчет |
Время |
|
1. |
Тк |
|
|
2. в выходные, |
Тв
Тпр Твых |
|
|
3. |
Тк |
Тн |
|
4. в
б)
в)
г)
общественных д) |
Тн/я 26 ─ 10 5 1 |
|
|
5. |
Тн |
Тп |
|
6. |
Тном |
|
|
7.
в
б) |
Тпот 0,1 0,1 |
|
|
8. |
Тном |
Тср |
|
9. |
Тп |
Тпл |
Предварительно
рассчитывается штучно-калькуляционное
время по операциям по формуле
Тшт.к.
=
Тшт
+ Тп.з
где
Тп.з.
–
подготовительно-заключительное
время
Тп.з.
=
%
× Топ;
[2,23];
Тп.з=
0,038
× 3,1563 = 0,1199 (мин.)
Тшт.к.
=
3,7128+0,1199 = 3,8327 (мин.)
Для
расчета численности основных
производственных рабочих используют
формулу:
где
Тпл
– эффективный
фонд рабочего времени одного рабочего,
ч.;
Тшт.к.
– штучно-калькуляционное время по
операциям, мин.;
Кн
– планируемый коэффициент выполнения
норм штучного времени, КН=1,2.
![]() =
=
0,552 (чел)
После
определения численности основных
производственных рабочих, определяем
трудоемкость годовой программы с учётом
выполнения норм выработки по видам
работ (фрезерная, сверлильная и
шлифовальная):
![]() (час)
(час)
Номинальный
фонд времени одного рабочего в часах
определяется умножением номинального
фонда времени Тн
на номинальную продолжительность
рабочего дня Тном.
Явочное число рабочих рассчитывается
делением трудоемкости годовой программы
Твн
с учетом Кн
на номинальный фонд времени одного
рабочего. Списочное число рабочих
рассчитывается делением трудоемкости
годовой программы Твн
с учетом Кн
на полезный фонд времени одного рабочего
Тпл
(таблица 4.2).
Тарифный
фонд заработной платы рабочих, занятых
на нормируемых работах, определяем как
произведение часовой тарифной ставки
и трудоемкости производственной
программы (по операциям: фрезерование,
сверление, шлифование).
Расчет
численности рабочих, занятых на
нормируемых работах приведен в таблице
4.2
Таблица
4.2 – Расчет численности рабочих, занятых
на нормируемых работах
|
Профессии |
Разряд |
Трудоемкость |
Номинальный |
Явочное |
Плановый
фонд работы |
Списочное число рабочих, (чел) |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Токарь |
3 |
904,9 |
2016 |
0,45 |
1638 |
0,552 |
|
Итого: |
— |
904,9 |
— |
0,45 |
— |
0,552 |
Тарифные
ставки находим умножением тарифной
ставки первого разряда на тарифный
коэффициент соответствующего разряда
(3 разряд: тарифный коэффициент Ктар
= 1,35; 3 разряд: тарифный коэффициент Ктар
= =1,57 (взят из действующей тарифной
сетки). Минимальная (месячная) тарифная
ставка 1-го разряда с 01.09.2013г. составляет
260000 руб., среднемесячный фонд рабочего
времени (в часах) устанавливается
Министерством труда и социальной защиты
на каждый календарный год (на 2013 г. –
167,3 ч.).
 ,
,
где
![]() – тарифная ставка первого разряда;
– тарифная ставка первого разряда;
![]() –тарифный
–тарифный
коэффициент соответствующего разряда;
Т
ср.
мес.
– среднемесячный фонд рабочего времени.
 ,
,
Величина
доплат по премиальным системам, за
работу ночное время, оплата отпусков
берется по данным предприятия.
Ориентировочно доплаты по премиальным
составляют до 25% (принимаем 25%) от
тарифного фонда, оплата отпусков 10 –
15% (принимаем 10%) к тарифному фонду
заработной платы.
Доплаты
за работу в ночное время выплачиваются
в размере до 25% часовой тарифной ставки
каждый час работы в ночную смену. Время
ночной работы считается с 22 часов до 6
часов утра. С учетом этого, работая во
вторую смену одну неделю, рабочий на
ночное время расходует два часа в смену,
на две недели (одна – в первую смену,
другая – во вторую) приходится по одному
часу в смену. Поэтому общее количество
часов работы в ночное время при двухсменном
режиме определяется отношением
трудоемкости годовой производственной
программы с учетом выполнения норм
выработки к номинальной продолжительности
рабочего дня,
для
токарной операции Т н.
т..=![]() (час),
(час),
Доплаты
за работу в ночное время:
![]() .
.
Трудоемкость
годовой программы без учета выполнения
норм выработки, определяем:
![]() .
.
![]() (час)
(час)
Тарифный
фонд заработной платы рабочих, занятых
на нормируемых работах, определяется
как произведение часовой тарифной
ставки и трудоемкости производственной
программы (отдельно каждая операции) :
![]()
![]() (руб)
(руб)
Доплаты
по премиальным системам:
![]()
Расчет
отпускной зарплаты:
![]() .
.
Прочие
доплаты принять в размере 10% от тарифного
фонда заработной платы:
![]() . Расчет
. Расчет
заработной платы рабочих, занятых на
нормируемых работах приведен в таблице
4.3.
Таблица
4.3 – Расчет заработной платы рабочих,
занятых на нормируемых работах
|
Наименование |
Разряд |
Часовая |
Трудоемкость |
Тарифный |
Доплаты, |
Оплата |
Годовой |
||
|
по |
за |
прочие |
|||||||
|
Токарная |
3 |
2098,03 |
1085,93 |
2278313,7 |
569578,4 |
59321,8 |
227831,4 |
227831,4 |
3362876,7 |
|
Итого |
2278313,7 |
569578,4 |
59321,8 |
227831,4 |
227831,4 |
3362876,7 |
Таким
образом, основная заработная плата
производственных рабочих составила
2278313,7 руб., а дополнительная – 1084563 руб.,
годовой фонд заработной платы –3362876,7
руб.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Для чего проводят анализ производственной мощности?
Какие разновидности расчета производственной мощности используются на практике?
Что означает понятие «узкое место» в производственной мощности
С помощью каких показателей определяют эффективность использования производственной мощности?
Любое производственное предприятие стремится снизить себестоимость выпускаемой продукции, чтобы увеличить ее рентабельность. В первую очередь при этом обращают внимание на прямые производственные затраты, которые формируют величину производственной себестоимости единицы продукции. Но зачастую не меньшее влияние на себестоимость выпуска продукции оказывает эффективность использования производственных мощностей предприятия. Поэтому экономическая служба предприятия должна систематически анализировать уровень загрузки производственных мощностей и контролировать эффективность их использования. Как проводить такой анализ, расскажем в статье.
Для чего проводят анализ производственных мощностей предприятия
Производственная мощность предприятия определяется как максимально возможный объем выпуска продукции в единицу времени (час, смена, месяц, год) при условии, что у предприятия есть все виды ресурсов, и с учетом имеющегося уровня технологий и организации производства. Производственная мощность всегда измеряется в тех же единицах, что и выпускаемая продукция. Они могут быть:
• натуральными (штуки, метры, тонны и т. д.);
• условно-натуральными (условные пары обуви, условные тысячи банок, условный кубометр и т. п.);
• стоимостными.
Как проанализировать влияние ресурсов предприятия на производственную мощность

Каждый вид ресурсов оказывает свое влияние на максимально возможный объем выпускаемой предприятием продукции.
• Производственная мощность предприятия по оборудованию (ПМоб) рассчитывается по формуле:
ПМоб = (ФВоб × Чоб × КВН) / Тед,
где ФВоб — эффективный фонд времени работы единицы оборудования;
Чоб — число единиц оборудования, выпускающего продукцию;
КВН — коэффициент выполнения норм;
Тед — нормативное время в часах на выпуск единицы продукции.
• Производственная мощность предприятия по персоналу (ПМп) рассчитывается по формуле:
ПМп = (Чп × ФВп × КВН) / Тед,
где Чп — число персонала, выпускающего продукцию;
ФВп — эффективный фонд времени работы одного производственного рабочего.
• Производственная мощность предприятия по производственной площади (ПМпл) рассчитывается на предприятиях со сборочным выпуском продукции и достаточно длительным производственным циклом:
ПМпл = (ФВ × ПЛ) / (Тед × ПЛп),
где ФВ — эффективный фонд времени работы всех единиц оборудования, выпускающего продукцию;
ПЛ — производственная площадь подразделения, м2;
ПЛп — производственная площадь, занимаемая под единицу продукции.
Соответственно, потенциальная производственная мощность предприятия будет равняться наименьшему из расчетных значений. А чтобы ее увеличить, нужно увеличить другие виды ресурсов до выравнивания всех показателей до максимального значения.
Расчет годовой производственной мощности производственного цеха предприятия
Производственный цех включает в себя две производственные линии по выпуску продукции, нормативное время на выпуск единицы продукции — 0,5 ч.
Численность производственных рабочих цеха — 20 чел.
Рассчитаем максимально возможную производственную мощность этого цеха за год.
Для этого проведем следующие расчеты:
1. Производственную мощность по оборудованию (ПМоб) определим как частное, в числителе которого произведение:
• эффективного фонда времени работы производственного оборудования:
общее время 365 дн. × 24 ч – 365 дн. × 3 ч (это время на подготовку к выпуску) – 8 ч × 12 мес. (время на техобслуживание) – 40 ч в год (время на плановый текущий ремонт) = 7529 ч в год;
• числа единиц производственного оборудования (2 линии);
• коэффициента выполнения норм выпуска (0,9),
а в знаменателе — нормативное время выпуска единицы продукции (0,5 ч):
ПМоб = (7529 × 2 × 0,9) / 0,5 = 27 104 ед. продукции.
2. Производственная мощность по персоналу рассчитывается как частное, в числителе которого произведение:
• численности производственного персонала (20 чел.);
• эффективного фонда времени работы одного производственного рабочего:
160 ч × 12 мес. – отпуск 160 ч = 1760 ч;
• коэффициента выполнения норм (0,9),
а в знаменателе — нормативное время выпуска единицы продукции (1 чел.-ч):
ПМп = (20 × 1760 × 0,9) / 1 = 31 680 ед. продукции.
Результаты расчетов представлены в табл. 1.
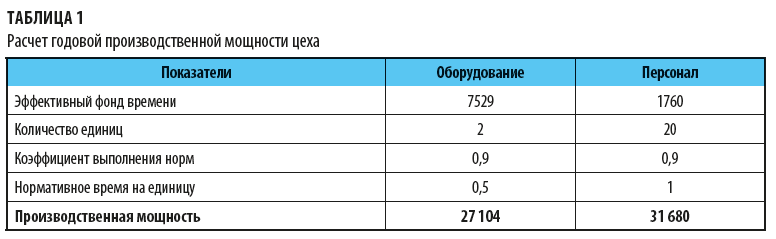
Вывод
Полученные результаты говорят о том, что у предприятия ресурсы персонала превышают ресурсы оборудования, поэтому на момент проведения расчетов максимально возможная производственная мощность составляет 27 104 ед. продукции в год.
Если предприятие хочет ее увеличить, ему следует повысить производительность оборудования.
Если же этот объем выпуска продукции не планируется повышать, то у предприятия имеются излишние ресурсы персонала, которые следует снизить.
Какие есть виды анализа производственной мощности предприятия
Анализ производственной мощности предприятия может проводиться в различных вариантах (см. рисунок).
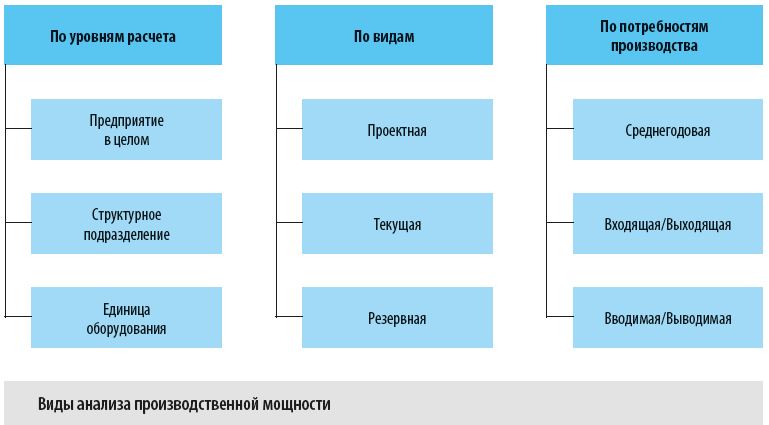
Рассмотрим цели каждого вида анализа производственной мощности:
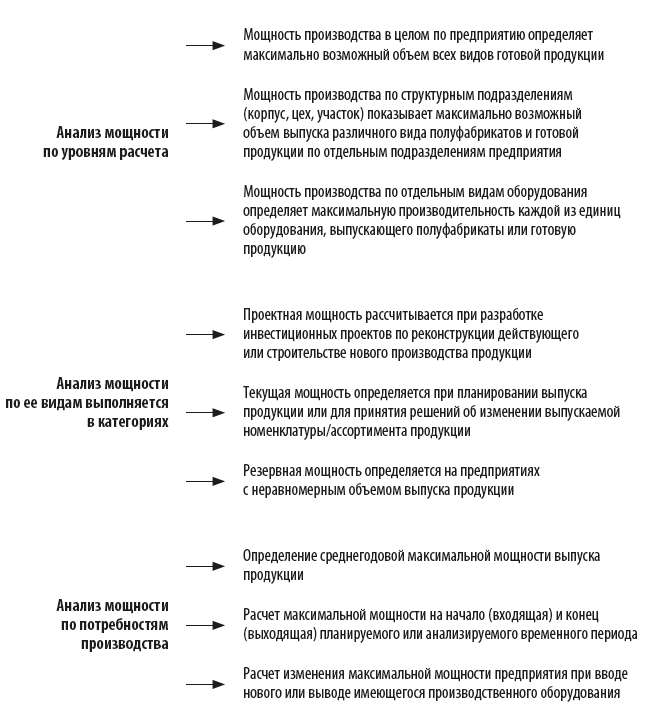
Однако рассмотренные формулы и расчеты будут верны при условии, что предприятие выпускает только один вид продукции и только на одном виде производственного оборудования, что на практике встречается редко.
В большинстве случаев величина производственной мощности зависит не от отдельного вида оборудования, а от всей цепочки оборудования, задействованного в технологическом процессе выпуска продукции. Поэтому общая производственная мощность будет равняться мощности наименее производительной единицы оборудования в данной цепочке. Данную единицу оборудования называют «узким местом» производственной мощности. Оно может возникать из-за предметной или технологической специализации технологического процесса выпуска продукции.
Материал публикуется частично. Полностью его можно прочитать в журнале «Справочник экономиста» № 8, 2022.
[c.151]
РАСЧЕТ ЭФФЕКТИВНОГО ФОНДА ВРЕМЕНИ РАБОТЫ ОБОРУДОВАНИЯ
[c.29]
В непрерывном производстве в расчет принимают 24 ч работы в сутки. Число смен в сутки зависит от продолжительности смены. В производствах с нормальными условиями труда обычно 3 смены по 8 ч работы при 4-бригадном графике сменности, по которому через каждые 3 или 4 дня работы рабочим предоставляется отдых на 24 или 36 ч. В производствах с вредными условиями труда принимается 4 смены по 6 ч работы при 5-бригадном графике сменности. Максимальное время работы оборудования составит 8040 ч/год. В непрерывных производствах не предусмотрены сокращения продолжительности рабочей смены в предвыходные дни и в ночные часы работы. Поэтому максимальное время работы оборудования в год будет эффективным фондом. времени. Расчет эффективного фонда времени работы оборудования оформляется в виде таблицы по форме 3.
[c.31]
Фюо — Расчет эффективного фонда времени работы оборудования и
[c.48]
Расчет эффективного фонда времени работы оборудования. Календарный фонд времени составляет 365 дней в году. Число выходных и праздничных дней в году в среднем 111.
[c.46]
Расчет эффективного фонда времени работы единицы оборудования производится следующим образом [c.96]
Эффективный фонд времени работы оборудования в течение года определяется путем исключения из календарного времени планируемых простоев производства. Расчет осуществляется только для основных ведущих машин, аппаратов, агрегатов. Эффективное время вспомогательного оборудования принимают по ведущим машинам, аппаратам, агрегатам.
[c.30]
Пример 2. Эффективный фонд времени работы оборудования — 240 дней в год при непрерывном режиме. Продолжительность одного оборота камеры вагонного типа—2 ч. Норма выхода суперфосфата — 2 т из 1 т природного фосфата. Оптовая цена 1 т суперфосфата — 25 руб. Данные для расчета приведены ниже [c.132]
Время остановок на ремонт при расчете эффективного фонда времени может быть исчислено по-разному 1) оно может быть учтено в фонде времени работы оборудования в том году, когда по графику ППР намечено его проведение 2) при расчете эффективного фонда времени может быть учтена среднегодовая величина простоя на ремонт, определяемая как
[c.150]
Если расчет ведется по установленной трудоемкости, то необходимо, кроме трудоемкости, знать коэффициент выполнения норм выработки, эффективный фонд времени работы единицы оборудования. Расчет ведется по формуле
[c.57]
Исходным пунктом в проведении технической подготовки производства новых изделий, а следовательно, и в расчетах сравнительной экономической эффективности их проектных вариантов являются результаты расчетов по модели определения направлений научно-технического прогресса (i2. 54) — (2.60). Если же эти результаты предусматривают освоение производства сразу нескольких новых видов техники, то первоначальные расчеты экономической эффективности должны начинаться по многопродуктовым моделям предложенной системы. После решения многопродуктовых моделей становятся известными допустимые объемы дефицитных ресурсов для каждого из новых изделий в отдельности. Выявленные допустимые объемы дефицитных ресурсов в дальнейшем выступают в качестве ограничений при решении однопродуктовых моделей. Кроме этих ограничений, однопродуктовые модели будут включать еще и те, которые не были учтены ранее и касаются каждого проектируемого изделия в отдельности. Ими могут быть лимитируемые фонды времени, работы оборудования,, лимиты дефицитных ресурсов, и другие. Несмотря на то, что одно-продуктовые модели основаны также на агрегированных технико-экономических показателях, расчеты по ним будут уже более точными. После решения однопродуктовых моделей должно начинаться решение моделей второго уровня.
[c.115]
Расчет годового фонда времени работы машины. Различают следующие фонды времени машины а) календарный фонд времени б) режимный (номинальный) фонд времени, учитывающий нерабочее время по режиму работы в) полезный (эффективный) фонд времени. Последний рассчитывается вычетом из режимного фонда времени количества дней или часов простоя оборудования в ремонте.
[c.46]
Фонд времени работы оборудования и режим работы предприятия. При расчете П.м. предприятия принимается максимально возможный плановый (эффективный) годовой фонд времени работы оборудования. Для агрегатов непрерывного действия (доменные и мартеновские печи, химические
[c.223]
Для расчета потребной на квартал численности основных рабочих необходимо определить трудоемкость работ и фонды времени одного рабочего. Эффективный фонд, исходя из условий задачи, равен номинальному фонду времени работы оборудования, скорректированному на невыходы на работу, т. е. /. = 480 х (1 — 14,5/100) = 410,4 ч. Трудоемкость может быть определена на основании данных табл. 11.3 [c.255]
Производительность универсальной машины (агрегата) П. Для машин (агрегатов) циклического действия, универсального оборудования, на котором могут выполняться различные операции, при относительно высоком удельном весе подготовительно-заключительного и вспомогательного времени расчет годовой производительности имеет некоторые особенности. Такой расчет производится по деталям (изделиям) -представителям и с учетом среднего процента перевыполнения норм выработки (например, металлорежущее, деревообрабатывающее, кузнечно-прессовое оборудование). В этих случаях годовая производительность станка (агрегата) П определяется исходя из годового эффективного фонда времени работы данного оборудования Фэ, нормы времени на изготовление одного изделия (детали) -представителя t и среднего процента перевыполнения норм У/ [c.145]
Расчет эффективного фонда времени оборудования. Номинальный фонд времени работы оборудования составляет
[c.67]
Расчет численности операторов производится исходя из трудоемкости годового объема работы, эффективного фонда времени работы рабочего, коэффициентов, учитывающих затраты времени рабочего на обслуживание рабочего места и наблюдение за работой оборудования и многостаночного обслуживания.
[c.140]
При закреплении ассортимента продукции за группой взаимозаменяемого оборудования общий эффективный фонд времени его работы распределяется аналогичным образом, как и по оборудованию одинаковой производительности, но в основу расчета принимаются не индивидуальные, а усредненные по группе оборудования (участку) нормы производительности по выпуску каждого продукта.
[c.154]
Наиболее важным этапом при расчете необходимого оборудования является обоснование планового баланса времени использования техники, т. е. обоснование эффективного фонда времени, в течение которого должно работать оборудование. При составлении планового баланса времени исходят из требований наиболее полного экстенсивного использования оборудования за счет всемерного сокращения простоев в ремонте, резерве, а также ликвидации потерь времени по организационным и другим причинам.
[c.195]
Производственная мощность рассчитывается исходя из максимально возможного времени работы оборудования и использования площадей. Важное значение при расчете производственной мощности имеют показатели фондов времени. Различают календарный, режимный (номинальный) и эффективный (действительный, или рабочий) фонды времени.
[c.51]
Календарный фонд, как правило, не может служить основой для выполнения объемных расчетов, так как редкое промышленное предприятие может работать непрерывно без остановок в течение достаточно длительного периода времени. Номинальный фонд используется обычно в расчетах поточных линий, где плановое техническое обслуживание оборудования выполняется в нерабочее время, а потери по организационным причинам сведены к минимуму ввиду высокого уровня организации производства. Эффективный фонд чаще всего используется в проектных расчетах участков и цехов, а учет действительного фонда времени работы позволяет не только планировать, но и контролировать загрузку оборудования. Размеры эффективного и действительного фондов, как видим, самым существенным образом зависят от технического состояния оборудования и потерь времени на его ремонт и техническое обслуживание. Таким образом, эти фонды напрямую связаны с показателями надежности оборудования. Организация технического обслуживания и ремонта оборудования подробно рассмотрена в главе 13, а здесь мы остановимся только на анализе влияния показателей надежности на расчет фондов времени.
[c.248]
Эти нормы периодически пересматриваются с учетом показателей, достигнутых передовыми ремонтными бригадами в данной отрасли промышленности. На предприятиях с непрерывным процессом производства время для проведения капитального ремонта оборудования, агрегатов, установок, имеющих межремонтный период работы более одного года, учитывается в том году, в котором будет производиться ремонт. При определении фонда эффективного времени работы оборудования по предприятиям с сезонным характером производства время на капитальный ремонт в расчет не принимается.
[c.133]
При определении производственной мощности предприятия, цеха, участка и производительности оборудования, машины, агрегата в расчет принимается эффективный (расчетный) фонд времени работы, а также прогрессивные технические нормы выработки оборудования (машин, агрегатов), нормы трудоемкости единицы продукции и нормы выхода продукции из сырья с учетом передовой технологии, организации труда и производства.
[c.153]
Фэ — эффективный годовой фонд времени работы данного оборудования, ч. Затраты на. содержание и эксплуатацию оборудования, приходящиеся на единицу продукции. Важнейшим методом распределения расходов на содержание и эксплуатацию оборудования на единицу продукции является расчет, выполняемый с помощью так называемых сметных (нормативных) ставок. Сметная (нормативная) ставка — это сумма расходов на единицу продукции Рц, подлежащая включению в плановую себестоимость калькулируемого объекта.
[c.279]
В основу расчета производственной мощности единицы оборудования (или всего оборудования одинакового назначения) принимается максимально возможный фонд времени его работы (эффективный фонд) Т. Он исчисляется путем исключения из календарного фонда минимально необходимых потерь времени, определяемых с учетом особенностей технологического процесса, режима работы и др.
[c.149]
Время технически неизбежных остановок оборудования, учитываемое при расчете эффективного фонда времени, исчисляется на основе установленных прогрессивных норм периодичности и длительности остановок каждого вида, к числу которых относятся время на смену ассортимента время на проведение мелкого ремонта, не учитываемого в нормах по ППР время на перекомплектовку оборудования при работе по совмещенным схемам время на разогрев оборудования, проведение подготовительных, вспомогательных и прочих работ.
[c.151]
Исходными данными для расчета служат технические нормы выработки или проектные показатели производительности оборудования, агрегатов и установок и использования площадей, трудоемкости изделий, нормы выхода продукции и сырья. В качестве годового (расчетного) фонда времени работы оборудования, агрегатов, установок для предприятий с непрерывным циклом производства принимают число календарных дней в году за вычетом нормированного времени на ремонт и технологические остановки оборудования и агрегатов, если эти остановки не входят в нормы использования агрегатов, для расчета годового фонда рабочего времени принимают 24 рабочих часа в сутки (эффективный фонд работы оборудования). Для предприятий с непрерывным процессом производства фонд времени работы оборудования, агрегатов и установок (в часах) определяют исходя из трех- или четырехсменного режима работы и установленной продолжительности смен (в часах) с учетом сокращения рабочего времени в праздничные дни и исключе-
[c.167]
Фонд времени работы оборудования и режим работы предприятия. При расчете производственной мощности предприятия принимается максимально возможный плановый (эффективный) годовой фонд времени работы оборудования. Для агрегатов непрерывного действия (доменные и мартеновские печи, химические агрегаты и т.п.) плановый (эффективный) фонд времени (Tll rn) рассчитывается по формуле
[c.162]
На основе указанной экономико-математической модели были выполнены расчеты оптимальной загрузки оборудования литьевого цеха Карачаровского завода пластмасс. Литьевые машины подразделялись на 16 групп (в соответствии с максимальным объемом отливки). Для каждой группы определялся эффективный фонд времени, исходя из числа единиц в группе, режима работы цеха и графика планово-предупредительных ремонтов на 1970 г.
[c.212]
Для анализа эффективности основных лромышленно-производственных фондов используются показатели из Отчета промышленного предприятия о выполнении плана по продукции (форма №  и Отчета о наличии и движении основных фондов и амортизационного фонда (форма № 11). Кроме того, для более полной характеристики использования основных промышленно-произ-водственных фондов целесообразно привлечь данные о количестве установленного на предприятии оборудования и отработанном времени, в том числе показатели баланса времени работы машин и оборудования и другие показатели из расчета производственных мощностей предприятия и объединения.
и Отчета о наличии и движении основных фондов и амортизационного фонда (форма № 11). Кроме того, для более полной характеристики использования основных промышленно-произ-водственных фондов целесообразно привлечь данные о количестве установленного на предприятии оборудования и отработанном времени, в том числе показатели баланса времени работы машин и оборудования и другие показатели из расчета производственных мощностей предприятия и объединения.
[c.100]
При расчете коэффициента использования оборудования по мощности могут возникнуть определенные затруднения, которые связаны с большой номенклатурой выпускаемой на промышленных предприятиях продукции, невозможностью ее учета в единых измерениях, что не позволяет установить соотношение фактически произведенной продукции и максимально возможной при использовании натуральных измерителей. Так, B. . Лемпа и В.К. Полтарыгин в работе Повышения эффективности использования основных производственных фондов предложили показатель использования оборудования по мощности рассчитывать как отношение нормы машинного времени на производство единицы продукции к фактическим затратам времени. Однако нормирование машинного времени на единицу продукции очень трудоемкая процедура и поэтому метод расчета не нашел применения.
[c.144]
2.3. Эффективный годовой фонд времени работы оборудования
Эффективный годовой фонд времени работы оборудования — это номинальный фонд времени за вычетом простоев оборудования в плановых и неплановых ремонтах и техническом обслуживании.
Эффективный годовой фонд времени работы оборудования приведен в табл.3.
|
Оборудование |
Режим работы оборудования |
|||||||||||||||||||||||||||||||||||||||||||
|
В одну смену |
В две смены |
В три смены |
Непрерывно |
|||||||||||||||||||||||||||||||||||||||||
|
Эффективный годовой фонд времени работы оборудования, ч |
||||||||||||||||||||||||||||||||||||||||||||
|
МЕТАЛЛОРЕЖУЩЕЕ ОБОРУДОВАНИЕ |
||||||||||||||||||||||||||||||||||||||||||||
|
Металлорежущие станки массой, т: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 10 |
2000 |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св.10 до 30 |
1900 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 30 до 100 |
1900 |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 100 |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Металлорежущие станки с программным управлением (ПУ) массой, т: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 10 |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св.10 до 30 |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 30 до 100 |
— |
3700 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 100 |
— |
3600 |
5300 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Металлорежущие станки с ЧПУ типа «Обрабатывающий центр» массой, т: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 10 |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св.10 до 30 |
— |
3700 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 30 до 100 |
— |
3700 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 100 |
— |
3600 |
5300 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Гибкие производственные модули (ГПМ), робототехнические комплексы (РТК), как устанавливаемые отдельно, так и встраиваемые в автоматизированные участки, цехи массой, т: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 10 |
— |
3800 |
5600 |
8200 |
||||||||||||||||||||||||||||||||||||||||
|
св.10 до 30 |
— |
3700 |
5500 |
8000 |
||||||||||||||||||||||||||||||||||||||||
|
св. 30 до 100 |
— |
3700 |
5400 |
7900 |
||||||||||||||||||||||||||||||||||||||||
|
св. 100 |
— |
3600 |
5300 |
7800 |
||||||||||||||||||||||||||||||||||||||||
|
Агрегатные станки |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматические линии |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ |
||||||||||||||||||||||||||||||||||||||||||||
|
Деревообрабатывающие станки |
2000 |
4000 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
КУЗНЕЧНО-ПРECCOBOE ОБОРУДОВАНИЕ |
||||||||||||||||||||||||||||||||||||||||||||
|
Прессы механические |
||||||||||||||||||||||||||||||||||||||||||||
|
Прессы листоштамповочные, обрезные, винтовые, усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 1000 |
2000 |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 1000 до 3150 |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
То же, уникальные усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
св. 3150 до 8000 |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 8000 |
— |
3600 |
5300 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прессы кривошипные горячештамповочные, усилием от 10000 до 16000 кН |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
То же, уникальные усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
25000 |
— |
3700 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
40000 |
— |
3600 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
От 63000 до 125000 |
— |
3400 |
5000 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Комплексы оборудования на базе прессов кривошипных горячештамповочных усилием от 10000 до 16000 кН |
— |
3600 |
5300 |
— |
||||||||||||||||||||||||||||||||||||||||
|
То же, уникальные усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
25000 |
— |
3500 |
5100 |
— |
||||||||||||||||||||||||||||||||||||||||
|
40000 |
— |
3400 |
5000 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прессы кривошипно-коленные чеканочные усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 10000 |
— |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 10000 |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прессы кривошипные для холодного выдавливания |
— |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прессы гидравлические |
||||||||||||||||||||||||||||||||||||||||||||
|
Прессы ковочные (уникальные) усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 8000 |
— |
3600 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
12500 |
— |
— |
— |
7600 |
||||||||||||||||||||||||||||||||||||||||
|
20000 |
— |
— |
— |
7300 |
||||||||||||||||||||||||||||||||||||||||
|
31500 |
— |
— |
— |
7000 |
||||||||||||||||||||||||||||||||||||||||
|
40000 |
— |
— |
— |
7000 |
||||||||||||||||||||||||||||||||||||||||
|
63000 |
— |
— |
— |
6900 |
||||||||||||||||||||||||||||||||||||||||
|
100000 и выше |
— |
— |
— |
6700 |
||||||||||||||||||||||||||||||||||||||||
|
Комплексы оборудования для свободной ковки с ПУ (уникальные) усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 5000 |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 5000 до 31500 |
— |
3500 |
5200 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прессы листоштамповочные рамные |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прессы листошатмповочные колонные |
— |
3500 |
5100 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прессы для прессования изделий из пластмасс |
— |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины для литья под давлением термопластичных материалов |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прессы одностоечные монтажно- |
— |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прессы правильные автоматизированные |
— |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Установки для гидравлической штамповки |
— |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Ножницы |
||||||||||||||||||||||||||||||||||||||||||||
|
Ножницы листовые с наклонным ножом |
2000 |
4000 |
6000 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Комплексы оборудования на базе листовых ножниц |
1900 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Ножницы сортовые |
2000 |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Гибкие производственные модули (ГПМ) |
— |
3800 |
5600 |
8000 |
||||||||||||||||||||||||||||||||||||||||
|
Машины для гибки, правки и профилирования |
||||||||||||||||||||||||||||||||||||||||||||
|
Машины гибочные и правильные для листа |
2000 |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины сортогибочные и трубогибочные |
2000 |
4000 |
6000 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Молоты |
||||||||||||||||||||||||||||||||||||||||||||
|
Молоты ковочные с МПЧ, кг: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 400 |
— |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 400 до 2000 |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
То же, уникальные с МПЧ, кг: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 5000 |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 5000 |
— |
3700 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Молоты штамповочные с МПЧ от 630 до 2000 кг |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
То же, уникальные с МПЧ, кг: |
||||||||||||||||||||||||||||||||||||||||||||
|
от 3150 до 5000 |
— |
3600 |
5300 |
— |
||||||||||||||||||||||||||||||||||||||||
|
от 10000 до 25000 |
— |
3500 |
5000 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины ковочные |
||||||||||||||||||||||||||||||||||||||||||||
|
Машины горизонтально- |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
То же, уникальные усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
св. 4000 до 8000 |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
12500 |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
от 20000 до 31500 |
— |
3500 |
5200 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Вальцы ковочные |
— |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Станы поперечно-клиновой прокатки |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматы кузнечно-прессовые и автоматические линии |
||||||||||||||||||||||||||||||||||||||||||||
|
Автоматы холодновысадочные двухударные, обрезные, кривошипные многопозиционные для холодного выдывливания |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматы многопозиционные и автоматы-комбайны холодновысадочные (для болтов диаметром до 12 мм, гаек диаметром резьбы до 20 мм) |
— |
3700 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
То же, уникальные (для болтов диаметром 12 мм и более, гаек диаметром резьбы 20 мм и более) |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматы резьбонакатные, универсально-гибочные и пружинно-навивочные |
— |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматические клепальные прессы и установки |
— |
3700 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматы листовой штамповки с нижним приводом |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматы многопозиционные листоштамповочные усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 3150 |
— |
3600 |
5300 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 3150 |
— |
3500 |
5200 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Комплексы оборудования на базе прессов механическим усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 1000 |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 1000 до 3150 |
— |
3600 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
То же, уникальные, усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 8000 |
— |
3500 |
5200 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 8000 |
— |
3500 |
5200 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматы горячештамповочные |
— |
3700 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Гибкие производственные модули (ГПМ), робототехнические комплексы (РТК) на базе прессов усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 3150 |
— |
3800 |
5600 |
8000 |
||||||||||||||||||||||||||||||||||||||||
|
св. 3150 |
— |
3600 |
5300 |
7900 |
||||||||||||||||||||||||||||||||||||||||
|
Автоматические линии на базе механических прессов и трехкоординатные прессы-автоматы (для крупных и средних облицовочных деталей) |
— |
3500 |
5200 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматические линии для горячей штамповки |
— |
3500 |
5100 |
— |
||||||||||||||||||||||||||||||||||||||||
|
ЛИТЕЙНОЕ ОБОРУДОВАНИЕ |
||||||||||||||||||||||||||||||||||||||||||||
|
Оборудование для литья в разовые формы, очистное и регенерационное |
||||||||||||||||||||||||||||||||||||||||||||
|
Сита, аэраторы, вибростолы |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Формовочные машины грузоподъемностью до 500 кг, смесители чашечные (бегуны), смесители для приготовления холоднотвердеющих, жидкостекольных и пластических самотвердеющих смесей), выбивные решетки, комплекс оборудования для изготовления стержней из ХТС |
1900 |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины формовочные грузоподъемностью св. 500 кг, машины стрежневые полуавтоматические с отверждением в нагреваемой и ненагреваемой оснастке, барабаны очистные галтовочные |
1900 |
3700 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Гидрокамеры, установки электрогидравлические |
— |
3600 |
5200 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Дробеметные камеры и барабаны, пескометы, охладители формовочных смесей |
— |
3700 |
5200 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматические и механизированные формовочные линии |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматические формовочные линии безопочной формовки |
— |
3600 |
5300 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматизированные линии изготовления стержней |
— |
3700 |
5300 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для механической, пневматической и гидравлической регенерации |
— |
3700 |
5300 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для специальных видов литья |
||||||||||||||||||||||||||||||||||||||||||||
|
Машины и комплексы для литья под давлением, машины центробежного литья |
1900 |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины и установки для литья в кокиль и под низким давлением |
1900 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматизированное оборудование и автоматизированные линии для литья по выплавляемым и выжигаемым моделям, в оболочновые формы |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
ПЕЧНОЕ И ТЕРМИЧЕСКОЕ ОБОРУДОВАНИЕ |
||||||||||||||||||||||||||||||||||||||||||||
|
Печи плавильные |
||||||||||||||||||||||||||||||||||||||||||||
|
Дуговые электропечи переменного и постоянного тока для плавки стали и чугуна |
1900 |
3800 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Индукционные печи промышленной и повышенной частоты для плавки стали и плавки, подогрева, разливки чугуна |
1900 |
3800 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Индукционные канальные электропечи |
1900 |
3800 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Печи плавильные для медных сплавов |
1900 |
3800 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Печи правильные для алюминиевых и других легких сплавов |
1900 |
3800 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Вагранки (блок из двух штук с учетом ежедневного ремонта) |
2000 |
4000 |
— |
6000 |
||||||||||||||||||||||||||||||||||||||||
|
Закрытые вагранки с подогревом дутья и очисткой газов |
1900 |
3800 |
— |
5800 |
||||||||||||||||||||||||||||||||||||||||
|
Термическое оборудование |
||||||||||||||||||||||||||||||||||||||||||||
|
Автоматизированные агрегаты с циклом обработки 10 ч и более |
— |
— |
— |
7500 |
||||||||||||||||||||||||||||||||||||||||
|
Автоматизированные, безмуфельные агрегаты для химиико-термической обработки |
— |
— |
— |
5400 |
||||||||||||||||||||||||||||||||||||||||
|
Печи и агрегаты непрерывного действия |
— |
— |
— |
5800 |
||||||||||||||||||||||||||||||||||||||||
|
Печи периодического действия |
— |
3800 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматические линии для комплексной термообработки инструмента |
— |
— |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Высокочастотные установки |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Вакуумные печи и установки |
— |
3800 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Лазерные установки для термообработки |
— |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Газоприготовительные установки |
— |
— |
— |
5900 |
||||||||||||||||||||||||||||||||||||||||
|
Печи сушильные |
||||||||||||||||||||||||||||||||||||||||||||
|
Печи для сушки песка |
1900 |
3800 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Сушила камерные и конвейерные для сушки форм и стержней |
1900 |
3800 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
ОБОРУДОВАНИЕ СВАРОЧНОЕ И ДЛЯ ГАЗОПЛАЗМЕННОЙ ОБРАБОТКИ МЕТАЛЛА |
||||||||||||||||||||||||||||||||||||||||||||
|
Установки для сборки и электродуговой сварки, механическое сварочное оборудование (манипуляторы, вращатели, позиционеры и др.) |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автомаатические линии, многоэлектродные машины |
— |
3700 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Гибкие производственные модули (ГПМ, РТК, ГПЛ) |
— |
3700 |
5600 |
8000 |
||||||||||||||||||||||||||||||||||||||||
|
Источники питания для электродуговой сварки: |
||||||||||||||||||||||||||||||||||||||||||||
|
трансформаторы сварочные |
2000 |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
выпрямители и преобразователи сварочные |
1900 |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Полуавтоматы и автоматы для дуговой сварки под флюсом и в среде защитных газов (с источниками питания) |
1900 |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины контактные для точечной и рельефной сварки |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины контактной и шовной, стыковой и сваркии трением |
1900 |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для специальных способов сварки (лазерное, электронно-лучевое и др.) |
1900 |
3800 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины и установки для кислородной и плазменно-дуговой резки |
1900 |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
ОБОРУДОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ |
||||||||||||||||||||||||||||||||||||||||||||
|
Автоматические автооператорные и механизированные линии |
1900 |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Немеханизированное оборудованиие (ванны, сушильные шкафы, верстаки, фильтры, насосы, установки для фильтрации, установки для растворения каустика и т.д.) |
2000 |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
ОБОРУДОВАНИЕ ЦЕХОВ ОКРАСКИ |
||||||||||||||||||||||||||||||||||||||||||||
|
Комплексные автоматизированные, роботизированные и механизированные линии |
1900 |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Немеханизированное оборудование (тупиковое окрасочное и сушильное оборудование, моечные машины, решетки с нижним отсосом, верстаки с нижним отсосом, мешалки красок, баки, насосы для приготовления красок) |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
ОБОРУДОВАНИЕ ПО ПРОИЗВОДСТВУ ДЕТАЛЕЙ ИЗ МЕТАЛЛОПОРОШКОВ |
||||||||||||||||||||||||||||||||||||||||||||
|
Размольно-смесительное, сушильное и другое оборудование |
||||||||||||||||||||||||||||||||||||||||||||
|
Размольно-смесительное и классифицирующее оборудование |
1900 |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Виброгалтовочное оборудование |
1900 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Сушильное оборудование |
1900 |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Установки вакуумное маслопропитки |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Линии штамповки деталей (печи для нагрева под штамповку, прессы) |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прессовое оборудование |
||||||||||||||||||||||||||||||||||||||||||||
|
Автоматы механические с номинальным усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 1600 |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 1600 |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматы гидравлические с номинальным усилием, кН: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 1600 |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 1600 |
— |
3600 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ |
||||||||||||||||||||||||||||||||||||||||||||
|
Рабочие места сборщиков без механизированных приспособлений и инструмента (столы, верстаки, плиты) |
2000 |
4000 |
6000 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Рабочие места сборщиков и сборочное оборудование оснащенное механизированными приспособлениями (инструментом) |
2000 |
4000 |
6000 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Сборочное автоматическое и полуавтоматическое оборудование, устанавливаемое отдельно и встраиваемое в автоматизированные участки (линии) |
2000 |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Главный конвейер сборки |
— |
3800 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Испытательные стенды |
2000 |
4000 |
6000 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Испытательные стенды с автоматической регистрацией результатов испытания |
2000 |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматические сборочные линии |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
СБОРОЧНО-МОНТАЖНОЕ ОБОРУДОВАНИЕ (РАДИОПРИБОРОСТРОЕНИЕ) |
||||||||||||||||||||||||||||||||||||||||||||
|
Оборудование для подготовки проводов, кабелей, резки заготовок, витых сердечников, изоляционных трубок, подготовки радиоэлементов к сборке |
2000 |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматы и полуавтоматы для установки навесных элементов на печатные платы |
1900 |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматы и полуавтоматы для формовки радиоэлементов, установки пайки «волной» |
1900 |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Производство электрорадиоэлементов |
||||||||||||||||||||||||||||||||||||||||||||
|
Оборудование для навивки сердечников, отжига, калибровки и спекания заготовок сердечников |
2000 |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для пропитки и заливки изделий; намоточное оборудование |
2000 |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для снятия заусенцев с трансформаторной ленты |
2000 |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматизированные линии для изготовления печатных плат |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Гибкие производственные модули (ГПМ), робототехнические комплексы (РТК), как устанавливаемые отдельно, так и встраваемые в автоматизированные участки, цехи |
— |
3800 |
5600 |
8000 |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для изготовления печатных плат, оборудование для фотолитографии, напылительные установки |
2000 |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для изготовления толстопленочных микросхем; оборудование для изготовления БИС’ов |
1900 |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Рабочие места при конвейерной сборке |
2000 |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Контрольно-испытательные и тренировочное оборудование |
2000 |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Регулировочное оборудование для аппаратуры, излучающей интенсивные СВЧ колебания; оборудование для климатических испытаний узлов, блоков, изделий в термобарокамерах |
1900 |
3800 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Производство структур сверхбольших интегральных схем (СБИС) с использованием чистых производственных помещений (ЧПП) |
||||||||||||||||||||||||||||||||||||||||||||
|
Оборудование ионного легирования, плазмохимической обработки, технохимии, диффузии, окисления, осаждения диэлектриков, вакуумного напыления, нанесения и проявления фоторезиста |
— |
— |
— |
8200 |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование контроля |
— |
— |
— |
8200 |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование экспонирования |
— |
— |
— |
7900 |
||||||||||||||||||||||||||||||||||||||||
|
ОБОРУДОВАНИЕ ПРЕДПРИЯТИЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ПРОМЫШЛЕННОСТИ |
||||||||||||||||||||||||||||||||||||||||||||
|
Производство свинцово-кислотных аккумуляторов |
||||||||||||||||||||||||||||||||||||||||||||
|
Мельничное оборудование, конвейеры формовочные |
— |
— |
— |
8000 |
||||||||||||||||||||||||||||||||||||||||
|
Автоматизированные линии для приготовления активных масел и изготовления электродов |
— |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Конвейеры формовочные |
— |
— |
— |
8000 |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для сушки, сборочное |
— |
— |
— |
8500 |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для приготовления мастики |
— |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для гальванического свинцевания |
— |
— |
— |
8500 |
||||||||||||||||||||||||||||||||||||||||
|
Автоматы для отливки карусельные и прутковые |
— |
— |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Емкостная аппаратура для приготовления электролита |
— |
— |
— |
8000 |
||||||||||||||||||||||||||||||||||||||||
|
Производство щелочных тяговых аккумуляторов |
||||||||||||||||||||||||||||||||||||||||||||
|
Смесители непрерывного действия (в автоматическом режиме) |
— |
3700 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматические и полуавтоматические электродные линии для изготовления положительных и отрицательных электродов |
— |
3700 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Механизированные линии сборки аккумуляторов, имеющие автоматическое сварочное оборудование |
— |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Полуавтоматические стенды формирования аккумуляторов, емкостная аппаратура для изготовления электролита |
— |
— |
— |
8000 |
||||||||||||||||||||||||||||||||||||||||
|
Производство преобразовательной техники |
||||||||||||||||||||||||||||||||||||||||||||
|
Оборудование для производства силовых полупроводниковых приборов |
||||||||||||||||||||||||||||||||||||||||||||
|
Оборудование для прецизионной резки и шлифовки полупроводниковых материалов |
1900 |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прецизионные печи с контролируемой атмосферой для проведения диффузионных процессов |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Производство ламп накаливания общего назначения |
||||||||||||||||||||||||||||||||||||||||||||
|
Линия сборки ламп |
— |
3600 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Станки для навивки спиралей |
— |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Станки для сварки выводов |
— |
3800 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Производство газоразрядных ламп низкого давления |
||||||||||||||||||||||||||||||||||||||||||||
|
Линии сборки ламп |
— |
3600 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Станки для навивки спиралей |
— |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Станки для сварки выводов |
— |
3800 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Производство газоразрядных ламп высокого давления |
||||||||||||||||||||||||||||||||||||||||||||
|
Линии сборки горелок |
— |
3600 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Линии для сборки ламп |
— |
3700 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Сушильно-пропиточное оборудование |
||||||||||||||||||||||||||||||||||||||||||||
|
Печи: |
||||||||||||||||||||||||||||||||||||||||||||
|
конвейерные |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
камерные |
1900 |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Установки для пропитки и заливки изделий, окраски лобовых частей |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Лакоприготовительное оборудование |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Кабельное производство |
||||||||||||||||||||||||||||||||||||||||||||
|
Волочильное оборудование |
||||||||||||||||||||||||||||||||||||||||||||
|
Волочильные машины: |
||||||||||||||||||||||||||||||||||||||||||||
|
грубого волочения |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
грубого волочения со скольжением для алюминия |
— |
3500 |
5200 |
— |
||||||||||||||||||||||||||||||||||||||||
|
среднего волочения |
— |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
тонкого волочения |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
тончайшего волочения |
— |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
однократного волочения |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для отжига проволоки, травления катанки, лужения |
||||||||||||||||||||||||||||||||||||||||||||
|
Печи отжига: |
||||||||||||||||||||||||||||||||||||||||||||
|
шахтного и колпакового типа для светлого отжига медной и алюминиевой проволоки |
— |
— |
— |
5700 |
||||||||||||||||||||||||||||||||||||||||
|
конвейерные |
— |
— |
— |
5600 |
||||||||||||||||||||||||||||||||||||||||
|
протяжные и многоходовые |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
для шин и коллекторов с выдвижным подом |
— |
— |
— |
5700 |
||||||||||||||||||||||||||||||||||||||||
|
Агрегаты непрерывного травления катанки |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
То же, с регенерационной установкой |
— |
3600 |
5300 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Лудильные установки |
— |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Установка электролитно-плазменной очистки медной катанки |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прокатное оборудование |
||||||||||||||||||||||||||||||||||||||||||||
|
Цепные волочильные станы с максимальным усилием, тс: |
||||||||||||||||||||||||||||||||||||||||||||
|
10 |
— |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 10 |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Станы холодного проката, мощностью электродвигателей, кВт: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 18 |
— |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 18 |
— |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Плющильный стан |
— |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Полунепрерывный прокатный стан 250 |
— |
— |
— |
5600 |
||||||||||||||||||||||||||||||||||||||||
|
Прессы, экструзионные и вулканизированные линии |
||||||||||||||||||||||||||||||||||||||||||||
|
Прессы: |
||||||||||||||||||||||||||||||||||||||||||||
|
для наложения алюминиевых оболочек усилием, тс: |
||||||||||||||||||||||||||||||||||||||||||||
|
2х2000 |
— |
— |
— |
5100 |
||||||||||||||||||||||||||||||||||||||||
|
2х1600 |
— |
— |
— |
5200 |
||||||||||||||||||||||||||||||||||||||||
|
1250-1600 |
— |
— |
— |
5800 |
||||||||||||||||||||||||||||||||||||||||
|
5000 |
— |
— |
— |
5100 |
||||||||||||||||||||||||||||||||||||||||
|
для наложения свинцовых оболочек |
— |
— |
— |
5800 |
||||||||||||||||||||||||||||||||||||||||
|
Установка для изготовления металлических оболочек с применением высокочастотной сварки |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Экструзионные линии: |
||||||||||||||||||||||||||||||||||||||||||||
|
для пластмасс и фторопласта |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Автоматические и полуавтоматические линии для изготовления жил и проводов с диаметром червяка, мм: |
||||||||||||||||||||||||||||||||||||||||||||
|
63 |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
до 90,125 |
— |
3600 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Агрегаты непрерывной вулканизации (ЛКНВ) с диаметром червяка, мм: |
||||||||||||||||||||||||||||||||||||||||||||
|
63-125 |
— |
3700 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
160 |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
90-160 (двушнековый) |
— |
3600 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Бумагомассная машина |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Линия непрерывной вулканизации пластмассовой изоляции трех- и четырехшнековые |
— |
— |
— |
5300 |
||||||||||||||||||||||||||||||||||||||||
|
Крутильные машины |
||||||||||||||||||||||||||||||||||||||||||||
|
Крутильные машины: |
||||||||||||||||||||||||||||||||||||||||||||
|
сигарного типа с диаметром щеки отдающей катушки, мм: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 200 |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
200-630 |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 630 |
— |
3700 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
рамочные двойной и четверной скрутки с диаметром катушек, мм: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 400 |
— |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 400 |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
жесткорамные без открутки с количеством катушек в клети: |
||||||||||||||||||||||||||||||||||||||||||||
|
6-18 |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
24 и выше |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
клетьевого типа с откруткой с количеством катушек в клетки: |
||||||||||||||||||||||||||||||||||||||||||||
|
6-18 |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
24 и выше |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
общей скрутки с диаметром щеки отдающей катушки, мм: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 160 |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
2500 и выше |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
для скрутки в пару и четверку жил кабелей связи |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
машины разнонаправленной скрутки: |
||||||||||||||||||||||||||||||||||||||||||||
|
в пару и пучок, пучков в кабель, силовых кабелей |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины изолировочные и обмоточные |
||||||||||||||||||||||||||||||||||||||||||||
|
Машины: |
||||||||||||||||||||||||||||||||||||||||||||
|
вертикальные лентообмоточные до 4 лент |
— |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
горизонтальные лентообмоточные: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 8 лент |
— |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
12-48 лент |
— |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
на 120 лент и более |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
вертикальные для изолирования жил кабелей связи |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
пряжеобмоточные с количеством ходов: |
||||||||||||||||||||||||||||||||||||||||||||
|
2-18 |
— |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
16-18 |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
стеклообмоточные вертикального типа |
— |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
стеклообмоточные горизонтального типа |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Экранировочные машины |
— |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Бронировочные машины: |
||||||||||||||||||||||||||||||||||||||||||||
|
для наложения ленточной брони с диаметром кабеля, мм: |
||||||||||||||||||||||||||||||||||||||||||||
|
15-40 |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
20-60 |
— |
3600 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
20-120 |
— |
3500 |
5100 |
— |
||||||||||||||||||||||||||||||||||||||||
|
комбинированные с диаметром кабеля, мм, до: |
||||||||||||||||||||||||||||||||||||||||||||
|
70 |
— |
3700 |
5500 |
— |
||||||||||||||||||||||||||||||||||||||||
|
120 |
— |
3500 |
5200 |
— |
||||||||||||||||||||||||||||||||||||||||
|
для наложения проволочной брони с диаметром кабеля, мм: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 40 |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
40-86 |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины оплеточные катушечные (коклюшечные): |
||||||||||||||||||||||||||||||||||||||||||||
|
одноходовые |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
многоходовые |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Тростильные машины |
— |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Мишуроделательные машины |
— |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Перемоточные станки, аппараты сухого испытания и пропиточнополировальные станки |
— |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Бумаго- и пленкорезательные машины |
— |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Сушильное пропиточное оборудование |
— |
— |
— |
8300 |
||||||||||||||||||||||||||||||||||||||||
|
Агрегаты для термообработки проводов |
— |
— |
— |
5800 |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для производства облученных проводов |
— |
— |
— |
5800 |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для изготовления оптического волокна |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование по переработке резины |
||||||||||||||||||||||||||||||||||||||||||||
|
Резиносмесители с объемом смесительной массы, дм |
||||||||||||||||||||||||||||||||||||||||||||
|
до 140 |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 140 |
— |
3500 |
5200 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Каландры: |
||||||||||||||||||||||||||||||||||||||||||||
|
трехвалковые |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
четырехвалковые |
— |
3600 |
5400 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Стрейнеры |
— |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Вальцы с длиной рабочей части валков, мм: |
||||||||||||||||||||||||||||||||||||||||||||
|
до 1500 |
— |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
св. 1500 |
— |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины для резки тканей корда и резины |
— |
4000 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Эмальагрегаты: |
||||||||||||||||||||||||||||||||||||||||||||
|
горизонтального типа |
— |
— |
— |
7800 |
||||||||||||||||||||||||||||||||||||||||
|
для тончайшей проволоки |
— |
— |
— |
7000 |
||||||||||||||||||||||||||||||||||||||||
|
вертикального типа |
— |
— |
— |
7600 |
||||||||||||||||||||||||||||||||||||||||
|
лакировочные печи |
— |
— |
— |
5800 |
||||||||||||||||||||||||||||||||||||||||
|
Прочее оборудование |
||||||||||||||||||||||||||||||||||||||||||||
|
Металлоткацкие станки |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Измельчители и грануляторы пластмасс |
2000 |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Навойные станции |
2000 |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Проборные установки и ма-* для шнуров на мерные длины |
2000 |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
________________ Производство электроизоляционных материалов |
||||||||||||||||||||||||||||||||||||||||||||
|
Линия пропитки стеклопластиков полимерными смолами (вертикальная) |
— |
— |
— |
7500 |
||||||||||||||||||||||||||||||||||||||||
|
Пропиточные машины для бумаг (вертикальные и горизонтальные) |
— |
— |
— |
7500 |
||||||||||||||||||||||||||||||||||||||||
|
Линия для сборки, прессовки и разборки стеклопластиков (на базе прессов) |
— |
— |
— |
5400 |
||||||||||||||||||||||||||||||||||||||||
|
Прессы гидравлические для листовых пластиков (11-, 12- и 20-ти этажные) |
— |
— |
— |
5400 |
||||||||||||||||||||||||||||||||||||||||
|
Линия обрезки и контроля стеклотекстолита |
— |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Машины для лакировки фольги |
— |
— |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Бумагорезательные машины |
— |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Отрезные станки |
— |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Производство фарфора |
||||||||||||||||||||||||||||||||||||||||||||
|
Оборудование для дробления и помола материалов: |
||||||||||||||||||||||||||||||||||||||||||||
|
дробилки, дезинтеграторы бегуны |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
стругачи |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
мельницы |
1800 |
3600 |
5300 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для сортировки и классификации материалов: |
||||||||||||||||||||||||||||||||||||||||||||
|
грохоты |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
сита |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
сепараторы |
2000 |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для магнитной очистки сырья, керамических масс и глазурей, электромагнитные сепараторы; сито типа «Боултон», питатели и дозаторы |
2000 |
3900 |
5900 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для изготовления керамических масс: |
||||||||||||||||||||||||||||||||||||||||||||
|
смесители |
1900 |
3700 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
насосы мембранные |
2000 |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
насосы песковые |
1900 |
3800 |
5600 |
— |
||||||||||||||||||||||||||||||||||||||||
|
фильтрпрессы |
1900 |
3800 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
мешалки |
1900 |
3900 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
вакуумпрессы на промине массы |
1800 |
3600 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для формирования и обработки полуфабриката: |
||||||||||||||||||||||||||||||||||||||||||||
|
вакуумпрессы с диаметром шнека, мм: |
||||||||||||||||||||||||||||||||||||||||||||
|
450-500 |
1800 |
3500 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
750 |
1700 |
3300 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
формовочные станки |
2000 |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
оправочные станки |
2000 |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
формовочные полуавтоматы |
1900 |
3800 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
станки для склейки |
2000 |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
оправочные полуавтоматы |
1900 |
3800 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
полуавтоматы для горячего литья |
1900 |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прессы для изготовления электроустановочных изделий и капсулей: |
||||||||||||||||||||||||||||||||||||||||||||
|
прессы механические |
2000 |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
прессы гидравлические |
1900 |
3800 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Станки для зачистки и глазуровки изолятора: |
||||||||||||||||||||||||||||||||||||||||||||
|
установки для глазурования крупногабаритных изоляторов |
2000 |
4000 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
глазуровочные полуавтоматы |
2000 |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
зачистные машинки |
2000 |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Сушилки: |
||||||||||||||||||||||||||||||||||||||||||||
|
туннельные |
— |
— |
— |
7500 |
||||||||||||||||||||||||||||||||||||||||
|
камерные |
— |
— |
— |
5900 |
||||||||||||||||||||||||||||||||||||||||
|
конвейерные |
— |
— |
— |
5800 |
||||||||||||||||||||||||||||||||||||||||
|
распылительные |
— |
— |
— |
5800 |
||||||||||||||||||||||||||||||||||||||||
|
сушильные барабаны |
2000 |
3900 |
5800 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Термическое оборудование |
||||||||||||||||||||||||||||||||||||||||||||
|
Печи: |
||||||||||||||||||||||||||||||||||||||||||||
|
туннельные |
— |
— |
— |
8400 |
||||||||||||||||||||||||||||||||||||||||
|
с выкатным подом |
— |
— |
— |
7800 |
||||||||||||||||||||||||||||||||||||||||
|
Горны |
— |
— |
— |
7800 |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование для шлифовки армирования и испытания изоляторов |
1800 |
3600 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Стекольное производство |
||||||||||||||||||||||||||||||||||||||||||||
|
Оборудование по подготовке и составлению шихты |
||||||||||||||||||||||||||||||||||||||||||||
|
Дробильно-помольное оборудование |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Сушильные барабаны |
— |
3800 |
5700 |
— |
||||||||||||||||||||||||||||||||||||||||
|
Дозировочно-смесительная линия |
— |
3800 |
5800 |
8100 |
||||||||||||||||||||||||||||||||||||||||
|
Линия транспортировки шихты и боя от бункеров накопителей |
— |
— |
— |
8200 |
||||||||||||||||||||||||||||||||||||||||
|
Оборудованиие стекольных цехов |
||||||||||||||||||||||||||||||||||||||||||||
|
Стекловаренные печи |
— |
— |
— |
8400 |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование по изготовлению: |
||||||||||||||||||||||||||||||||||||||||||||
|
колбочного стекла |
— |
— |
— |
8100 |
||||||||||||||||||||||||||||||||||||||||
|
трубочного и штабикового стекла |
— |
— |
— |
8200 |
||||||||||||||||||||||||||||||||||||||||
|
стеклянных рассеивателей, баллонов, элементов |
— |
— |
— |
8100 |
||||||||||||||||||||||||||||||||||||||||
|
Оборудование стеклозаготовительное, механической обработки изделий |
— |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
Прочее оборудование (формовой, чеканной мастерских, участка трубок и головок) |
— |
3900 |
— |
— |
||||||||||||||||||||||||||||||||||||||||
|
ПРОЧЕЕ ОБОРУДОВАНИЕ |
||||||||||||||||||||||||||||||||||||||||||||
|
Камнеобрабатывающее оборудование |
2000 |
4000 |
— |
— |
 :
: