В наше время наибольшую популярность при обустройстве газоходов получили сэндвич трубы. Они обладают отличными эксплуатационными характеристиками. Поэтому данные конструкции пользуются большим спросом.
Производство сэндвич трубы для дымохода является выгодным бизнесом. В этой статье мы разберем основные аспекты, связанные с изготовлением этой продукции.
Содержание
- Организационные моменты
- Станки для резки
- Прокатка ребер жесткости
- Фальцепрокатные станки
- Мобильный листогиб
- Фальцеосадочные станки
- Аппарат контактной точечной сварки
- Важные детали
Организационные моменты

Чтобы начать выпуск рассматриваемой продукции необходимо подобрать хорошее помещение для размещения производства. Его площадь должна составлять не менее пятидесяти квадратных метров. На такой территории можно компактно разместить необходимое оборудование.
Важно, чтобы температура воздуха в таком цехе была не ниже восемнадцати градусов. Оборудование для изготовления сэндвич труб во много совпадет с тем, что используется для производства воздуховодов и вентиляционных каналов.

Сварочный аппарат
Для открытия бизнеса необходимо наличие:
- сварочного аппарата;
- фальцеосадочного станка;
- мобильного проходного листогиба;
- фальцепрокатного станка;
- техники для прокатки ребер жесткости;
- станка для резки металлопроката.
Дымоотводящие каналы стыкуются с помощью колен из гофры. Поэтому будет разумным приобрести оборудование для изготовления этих фасонных частей.
Данный станок бывает двух типов: полуавтоматический и автоматический. В первом случае вашему сотруднику придется в ручном режиме выполнять переустановку заготовки и осуществлять перезапуск оборудования.
Станки для резки

Для изготовления изделий из стали необходимо осуществлять ее подрезку. Для этого чаще всего применяют лазерные станки или гильотины. Для небольшого производства последний вариант более предпочтителен. Их стоимость доступная. К тому же, они занимают немного пространства.
Для работы ручной гильотины не нужно подключать электросеть. Аппарат работает за счет применения физической силы. Он удобен для нарезки листов толщиной до 1.5 мм.
Хорошим выбором будет пневматическая модель гильотины. Такие аппараты оборудованы специальным пневматическим приводом. В случае, если вы переходите на массовое производство сэндвич труб будет разумным приобрести механическую модель. Электрические аналоги подойдут для работы с листами, толщина которых не превышает десяти миллиметров.
Механические модели характеризуются определенным функционалом, облегчающим выполнение производственных задач.
Хорошая гильотина должна обладать:
- контролем за гидроприжимами;
- конвейером для приема готовых изделий;
- комплексом поддержки.
Большинство моделей обладают производительностью 5 листов/час. Различие между ними заключается лишь в толщине разрезаемых листов.
Прокатка ребер жесткости

Чтобы усилить конструкцию изделий нужно применять специальные станки для создания ребер жесткости. Процесс осуществляется путем сгибания стенок уплотнения с шагом, составляющем около двадцати сантиметров.
Такое оборудование включает в себе два компонента, гарантирующие ровную профилировку: формирующее устройство и сварная станина. Первая деталь чаще всего выглядит в виде вальцов с роликами.
Создание ребер жесткости происходит одновременно по всей длине. Ключевая особенность этого оборудования заключается в том, что обрабатываемая заготовка не подвергается деформации.
Фальцепрокатные станки
Метод фальцовки является намного более практичным для соединения металлических деталей, чем сварка или клеевой способ.
Ключевое назначение рассматриваемого станка заключается в создании идеально ровного стыка нескольких компонентов. Данное оборудование позволяет создавать различные виды соединений. В том числе двойные и одинарные.

Станок для фальцовки
Принцип работы аппарата довольно простой. Формирующая деталь осуществляет протяжку металлического листа вдоль оборудования. Таким образом получаются фальцы двойного типа. Они позволяют создавать надежную замковую стыковку двух деталей.
Выбирая данную технику нужно четко знать с металлом какой толщины вам придется работать. Мобильные виды агрегатов характеризуются простым обслуживанием.
Существуют модели, в которых допускается изменение настроек профилирующих роликов. Они позволяют создавать стыковочные элементы и рейки. Функциональность оборудования отражается на его цене.
Фальцепрокатные аппараты ручного типа предназначены для работы с листами нержавейки до 0.7 мм. Для производства сэндвич труб необходимо использовать более мощные модели, позволяющие обрабатывать конструкции не только из нержавейки, но и из оцинковки и меди.
Чтобы осуществить отгиб фальца используют фальцегибочные аппараты. Желательно подбирать технику с электрическим приводом. Такие модели обладают производительностью в два раза большей, чем ручные аналоги. Пользуясь этим станком вы сможете производить до тысячи заготовок в одну рабочую смену.
Мобильный листогиб

Эту технику нужно выбирать особенно тщательно.
Уделите внимание таким моментам, как:
- Показатель мощности.
- Стоимость.
Важно, чтобы техника имела хороший запас мощности. В противном случае оборудование может быстро выйти из строя в условиях постоянной эксплуатации.
Подбирайте модель, способную обрабатывать листы, толщина которых на тридцать или более процентов больше реально нужно.
Цена агрегатов зависит от их категории.
Рассматриваемое оборудование может быть следующих видов:
- гидравлическим;
- электромеханическим;
- ручным.
Последний вариант техники не обладает механическим приводом. Она бывает двух типов: стационарной и мобильной. Для производства сэндвич труб для дымоходов лучше использовать мобильный вариант. Существуют модели, оснащенные отрезными лезвиями. Они дают возможность использовать оборудование как для прогиба заготовок, так и для их резки.

Гидравлические и электромеханические варианты характеризуются большой стоимостью. Но без них невозможно создать массовое производство. Наиболее простые модели указанного типа подходят для обработки листов стали от 1 до 1.5 мм. Более мощные аналоги применяются для работы с заготовками с толщиной до двадцати миллиметров.
Станки часто оснащают комплексом ЧПУ. Для небольшого бизнеса покупка этого оборудование достаточно накладная. Цена таких систем в среднем составляет около восемнадцати тысяч долларов. Кроме того, для работы с таким станком нужен высококвалифицированный персонал.
Фальцеосадочные станки
Данные агрегаты используют в целях осадки фальца при изготовлении пустотелых деталей цилиндрической формы. Существуют модели, работающие как от ручного, так и от электрического привода. Следует выбирать станок, прессовочные ролики которого сделаны из качественной закаленной стали. В электромеханическом варианте оборудования уровень зажима, как правило, регулируется.
Данный вид техники довольно разнообразен.

Разница между моделями состоит в:
- стоимости;
- производительности;
- длине осаживаемого фальца;
- методе установке;
- типе привода для перемещения формующей детали.
Техника с одинаковым показателем длины фальцевого замка характеризуется практически идентичным уровнем производительности. Рассматриваемые агрегаты позволяют обрабатывать до пятидесяти элементов в час.
Аппарат контактной точечной сварки
Некоторые компании отдают предпочтение точечной сварке. Эта процедура позволяет заменить фальцовку или спайку. Применение электричества позволяет нагревать металл до точки плавления. В результате обрабатываемые детали сжимаются, и соединяются друг с другом на молекулярном уровне. При осуществлении стыковой сварки электроток проходит по всей площади сечения свариваемых компонентов.
Важные детали
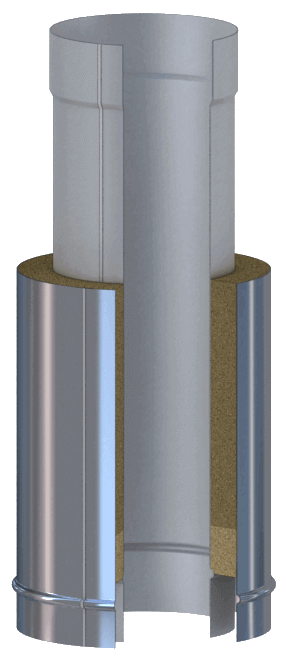
В качестве утеплителя нужно использовать базальтовую или каменную вату. Используйте качественный материал, если хотите чтобы ваша продукция имела хорошую репутацию. Крепление двух труб разного диаметра должно быть надежным. Недостаточно один элемент вставить в другой, а пространство между ними заполнить утеплителем.

Установка изделия
Также для производства сэндвич труб для дымоходов нужно использовать специальное программное обеспечение для проектирования производимой продукции. Если цех будет хорошо оборудован, а рабочий процесс правильно организован, то за одну рабочую смену можно выпускать до 500 готовых изделий.
Смотреть видео:
Сэндвич трубы пользуются спросом
при обустройстве дымоходов, поэтому многие задумываются над приобретением
оборудования для их производства. Это выгодный бизнес с минимальными
вложениями. Траты на станки для сэндвич труб окупаются уже через несколько
месяцев.
Старт предприятия
Для начала нужно определиться с
помещением в котором будут вестись работы. Его минимальная площадь должна
составлять не менее 50 м2,
чтобы на ней удалось разместить станки для труб, материалы для их производства
и грамотно организовать рабочее место.
Оборудование, которое потребуется
для производства сэндвич труб:
- Фальцеосадочный станок;
- Листогиб;
- Фальцепрокатный станок;
- Зигмашина;
- Круглогиб;
- Вальцы.
Покупка полноценной линии станков
для изготовления сэндвич труб позволит поставить процесс на поток, получать прибыль
без дополнительных вложений.
На выходе владелец бизнеса
становится обладателем товара, полностью готового к реализации. Останется лишь
наладить каналы сбыта. Это не представляет сложности, так как сэндвич трубы
широко применяют в качестве основы для дымоходов.
Преимущества станков для
производства сэндвич труб
Станки для сэндвич труб имеют ряд
преимуществ, среди которых:
- Оборудование готово к эксплуатации;
- Высокая производительность системы;
- Отсутствие необходимости в аренде цехов большой
площади; - Соответствие нормам безопасности;
- Экономия расходного сырья;
- Простое использование и обслуживание;
- Доступная цена.
При приобретении комплекса
станков для производства сэндвич труб, удастся оптимизировать рабочий процесс и
быстро добиться получения прибыли.
Как сделать правильный выбор?
Выбирая станки для сэндвич труб,
следует отдавать предпочтение отечественному производителю. Качество их сборки не
уступает оборудованию, производимому за рубежом, а цена в разы ниже.
Рекомендуем обратить внимание на станки для холодной обработки металла
от компании СКС-мастер. Предприятие занимается выпуском профессионального
оборудования уже более 20 лет. Покупая станки для труб от производителя, можно
быть уверенным в том, что изделия не бракованные, на них нет наценки.
Дополнительным преимуществом является гарантия качества, которая подтверждена
не просто словами, а многолетним опытом производства.
В наше время наибольшую популярность при обустройстве газоходов получили сэндвич трубы. Они обладают отличными эксплуатационными характеристиками. Поэтому данные конструкции пользуются большим спросом.
Производство сэндвич трубы для дымохода является выгодным бизнесом. В этой статье мы разберем основные аспекты, связанные с изготовлением этой продукции.
Организационные моменты

Чтобы начать выпуск рассматриваемой продукции необходимо подобрать хорошее помещение для размещения производства. Его площадь должна составлять не менее пятидесяти квадратных метров. На такой территории можно компактно разместить необходимое оборудование.
Важно, чтобы температура воздуха в таком цехе была не ниже восемнадцати градусов. Оборудование для изготовления сэндвич труб во много совпадет с тем, что используется для производства воздуховодов и вентиляционных каналов.
Сварочный аппарат
Для открытия бизнеса необходимо наличие:
- сварочного аппарата;
- фальцеосадочного станка;
- мобильного проходного листогиба;
- фальцепрокатного станка;
- техники для прокатки ребер жесткости;
- станка для резки металлопроката.
Дымоотводящие каналы стыкуются с помощью колен из гофры. Поэтому будет разумным приобрести оборудование для изготовления этих фасонных частей.
Данный станок бывает двух типов: полуавтоматический и автоматический. В первом случае вашему сотруднику придется в ручном режиме выполнять переустановку заготовки и осуществлять перезапуск оборудования.
Кому реализовывать готовую продукцию?
Цена станка для изготовления профильной трубы окупится тем быстрее, чем скорее будут отлажены каналы сбыта. И основную ставку здесь стоит делать именно на оптового покупателя. Ведь это позволит предпринимателю сразу отгружать выпущенную продукцию, а не складировать ее в ожидании клиентов.
В любой сфере заключить выгодные контракты начинающим предпринимателям с оптовиками довольно сложно. Наверняка, сначала придется подстраиваться под клиента, снижая цены на продукцию.
И даже изготовление профильной трубы своими руками на базе пустующего гаража потребует от бизнесмена определенной рекламы. Какие варианты здесь возможны? Можно попробовать рекламные объявления в газетах, статейный материал в специализированных журналах, собственный сайт на просторах Интернета.
Станки для резки
Для изготовления изделий из стали необходимо осуществлять ее подрезку. Для этого чаще всего применяют лазерные станки или гильотины. Для небольшого производства последний вариант более предпочтителен. Их стоимость доступная. К тому же, они занимают немного пространства.
Для работы ручной гильотины не нужно подключать электросеть. Аппарат работает за счет применения физической силы. Он удобен для нарезки листов толщиной до 1.5 мм.
Хорошим выбором будет пневматическая модель гильотины. Такие аппараты оборудованы специальным пневматическим приводом. В случае, если вы переходите на массовое производство сэндвич труб будет разумным приобрести механическую модель. Электрические аналоги подойдут для работы с листами, толщина которых не превышает десяти миллиметров.
Механические модели характеризуются определенным функционалом, облегчающим выполнение производственных задач.
Хорошая гильотина должна обладать:
- контролем за гидроприжимами;
- конвейером для приема готовых изделий;
- комплексом поддержки.
Большинство моделей обладают производительностью 5 листов/час. Различие между ними заключается лишь в толщине разрезаемых листов.
Сырье
Следующим важным моментом станет поиск и выбор поставщиков исходного сырья. В большинстве случаев для этих целей подойдут гранулированные полимеры: полиэтилен или полипропилен.
При подготовке предприятия к работе нужно основательно подойти к выбору поставщика. Ведущими отечественными компаниями, осуществляющими оптовые поставки полимерных гранул, являются:
- «Полипластик» — производит широкий ассортимент полимеров, осуществляя оптовые поставки сырья во все субъекты РФ.
- «ГлавТехПром» — новосибирское торгово-производственное предприятие, лидер в сфере производства полимеров в своем регионе.
- «ТД Пластмасс Групп» — фирма осуществляет оптовые поставки синтетических полимеров высокого качества.
По мнению экспертов, для выпуска ПВХ продукции лучше всего подходит сополимер полипропилена.

Средний ценник на него равняется 55-57 рублей за килограмм. Гранулированный полиэтилен будет стоить порядка 32 рублей за килограмм. Он применяется для выпуска труб ПНД.
Прокатка ребер жесткости
Чтобы усилить конструкцию изделий нужно применять специальные станки для создания ребер жесткости. Процесс осуществляется путем сгибания стенок уплотнения с шагом, составляющем около двадцати сантиметров.
Такое оборудование включает в себе два компонента, гарантирующие ровную профилировку: формирующее устройство и сварная станина. Первая деталь чаще всего выглядит в виде вальцов с роликами.
Создание ребер жесткости происходит одновременно по всей длине. Ключевая особенность этого оборудования заключается в том, что обрабатываемая заготовка не подвергается деформации.
Оборудование и идеи для малого бизнеса
Присмотревшись к изделиям из жести, можно увидеть, что вся конструкция состоит из деталей и элементов, которые под силу сделать своими руками каждому. Достаточно: выбрать схему, чертеж, ознакомится с азами жестяного бизнеса и приобрести несколько гибочных приспособлений. Рекламный стенд образцы водосточная система, сэндвич труба, дымовых и вентиляционных труб ..jpg (14.66 КБ) 14086 просмотров
Помещение
Площадью для размещения цеха может служить гараж или ангар. Для обрабатывания жести используют механические станки и листогибочные устройства, а их автономность сокращает расходы на оплате коммунальных услуг, аренде помещения без электричества.
Цех, ангар ..jpg (9.38 КБ) 14104 просмотра
Первая прибыль
Стол
Если нет металлического стола, чтобы изготавливать негромоздкие жестяные изделия, можно использовать деревянный – его вполне достаточно для таких потребностей. Необходимые размеры: ширина 1,5 метра, длина 2 метра, высота 0,8 метра.
Стол жестянщика ..jpg (11.88 КБ) 14104 просмотра
Ухваты
Для изготовления простейших изделий, способных принести первый доход, понадобится приспособление для производства ухватов (крюков) круглого сечения. Ухваты необходимы при креплении водосточного желоба, распределяющего воду из крыш в водосточные трубы. Цена крюка в розницу составляет 130 рублей, оптом – 90 рублей, стоимость приспособления (оснастки) – 700 рублей.
Приспособление для производства ухватов круглого сечения ..jpg (15.6 КБ) 14104 просмотра
Материалы
Для начинаний новоиспеченного жестянщика подойдут следующие вспомогательные материалы для работы с тонколистовой сталью:
1. Труба металлическая длинной 2 метра и диаметром 80-90 мм; 2. Швеллер или кусок рельса, порядка 2-х метров, шириной 90-100 мм; 3. Кругляк 2 м, диаметром 50 мм.
Инструменты
Инструменты жестянщика ..jpg (13.58 КБ)
Набор инструментов жестянщика:
1. Фигурные ножницы (левые, правые, прямые) 2. Рулетка 5 метров 3. 250 миллиметровый штангельциркуль 4. Линейка метровая советского образца 5. Линейка 500 мм 6. Молоток 100, 250 г 7. Киянка деревянная 8. Чертилка по металла 9. Карандаш 10. Точечная сварка 11. Дрель 12. Болгарка 13. Клёпочник 14. Плоскогубцы
Бизнес-план: металлообработка
Стартовый капитал
Государство идет на встречу малому бизнесу и позволяет получить субсидию для развития предприятия. Человек, зарегистрировавшийся безработным и имеющий бизнес-план, имеет возможность получить единоразовое, единовременное пособие на поддержку и развитие бизнеса.
За получением субсидии обращаются в центры поддержки предпринимательства. Учреждения размещены в каждом регионе России и тесно сотрудничают с органами муниципального управления. Вместе с заявлением в центр занятости понадобится предоставить бизнес-план производства. Если идея бизнес направления удовлетворит критерии Бизнес-Центра (безубыточность бизнеса, предоставление рабочих мест), выдача безвозмездного пособия будет одобрена положительно.
Далее, необходимо пройти регистрацию индивидуального предпринимателя. Субсидия выдается при наличии документов из федеральной налоговой службы.
Уже существующие индивидуальные предприниматели и общества с ограниченной ответственностью могут получить пособие, если возраст компании не превышает 1 год.
Программы субсидий для бизнеса, содержат пункт о размере запрашиваемых средств, процент может варьироваться в зависимости от Центра, к примеру: размер запрашиваемых средств не должен превышать 70% от собственного капитала фирмы. Так, при необходимости получить 100,000 рублей, предприятие должно иметь 70,000 рублей своих.
Дотацию не могут получить фирмы осущствляющие прокат оборудования, изготовлению, торговля алкогольных и табачных изделий.
Производство
Фальцегиб
Фальцегиб ручной.jpg (22.53 КБ) 14104 просмотра
Дополнить производство ухватов можно технологией замкового соединения листовых металлов, которое профессионалы называют «замок лежачего фальца». Соединение помогает деталям водосточных систем и систем вентиляции не пропускать сквозь щели воздух и воду. Делающее фальц устройство называется «фальцегиб» или в народе фальцегибочный станок. Фальцевый станок оснащается пластиковым элементом и не оставляет повреждений листа, царапин на материалах с полимерным, окрашенным покрытием.
Габариты фальце гибочного станка:
1. Длина – 1300 мм; 2. Вес – от 30 кг (определяется комплектацией).
Цена ручного фальцегиба 28,670 рублей.
Листогиб
Листогиб ручной ….jpg (14.5 КБ) 14104 просмотра
Более функциональными устройствами как листогиб, можно раскроить, формировать оцинкованный, лакокрасочный материал, придавая ему необходимую форму. Используя в работе, листогибочный ручной станок — можно сократить время на гибку и раскрой металла в несколько раз, согнуть лист металла без листогиба, трудоемкое и неблагодарное занятие.
Листогиб применяют в производстве: строительных деталей, кровли, декоративной отделки, профилей, каркасов, витрин, вывесок. Ручной листогиб имеет в своей комплектации отрезной станок по металлу и запасные отрезные роликовые ножи для быстрого реза оцинковки.
Характеристики листогибочного устройства:
1. Ширина — 200 мм 2. Высота — 1 метр 3. Длинна — 3000 мм; 4. Вес станка — 170 кг.
Стоимость станка листогиб ручной — 64,540 рублей.
Зиг-машина
Зигмашина.jpg (10 КБ) 14104 просмотра
При помощи зиг-машин формируют: выпуклости и углубления листов, сегменты отводов, детали фасонов. Такие особенности делают станок незаменимым при изготовлении вентиляций, дымоходов, воздуховодов, водостоков круглого сечения. При помощи зиг-машин гофрируют трубы для их соединения, придают круг фальцу, выкатывают замки, воронки и цапаны.
Характеристики зиг-машины:
1. Позволяет обрабатывать толщину стали 0.55 мм; 2. Вес – 10 кг.
Цена – 22,720 рублей.
Полный комплект оборудования для изготовления водосточных систем, вентиляции, воздуховодов
В полный комплект входят:
Полный комплект оборудования для цеха.jpg (18.75 КБ) 14104 просмотра
1. Вальцы; 2. Листогиб; 3. Зиг-машина; 4. Фальцегиб; 5. Фальцеосадочный станок; 6. Круглогиб; 7. Оснастка – приспособление для ухватов.
Цена – 225,000 рублей.
Подробней об оборудовании
Обучение азам и работе с оборудованием
Для обучения азам можно воспользоваться самоучителями жестянщика:
1. Кровельные и жестяные работы – ; 2. Слесарь-жестянщик по промышленной вентиляции – ;
Правильно использовать механические станки и устройства помогут видео уроки – смотреть.
Изделия из жести
Рекламный стенд образцы водосточная система, сэндвич труба, дымовых и вентиляционных труб ..jpg (14.66 КБ) 14086 просмотров
1. Водосточные системы; 2. Сэндвич трубы; 3. Дымовые трубы; 4. Вентиляционные трубы.
Инструменты для монтажа
Если услуги изделий из жести предусматривают монтаж водосточных, вентиляционных систем, понадобятся такие инструменты:
Инструменты для монтажа водосточных, дымовых, вентиляционных систем ..jpg (34.92 КБ) 14083 просмотра
1. Ватерпас; 2. Инструменты для загиба; 3. Рулетка, карандаш, веревка; 4. Ножовка; 5. Заклепочные клещи; 6. Дрель с аккаумулятором; 7. Резиновый и металлический молотки; 8. Клещи; 9. Ножницы по металлу.
Реализация товара
Изделия из жести можно реализовать через:
1. Точки продаж; 2. Предоставление услуг монтажа: водосточных, вентиляционных систем, сэндвич, дымовых труб; 3. Выполнение индивидуальных заказов.
Перед выбором конкретного производства, необходимо проанализировать рынок на потребность услуг изделий из жести. Для анализа консультируются с продавцами магазинов, пересматривают объявления в СМИ, интернет-ресурсах.
Наладить контакт с поставщиками материалов из жести, согласовать цены. Стоит задуматься и о транспорте доставки товаров в точки продаж, заказчикам. Услуги отделений почты можно рассмотреть, как вариант доставки изделий из жести в отдаленные места.
Успех реализации заключается в правильной подаче своих услуг через: объявления в СМИ, раздачу листовок, визиток, расклеивании объявлений в оживленных точках.
Итоги
Не взирая на существование компаний-производителей изделий из жести, рынок нуждается в нестандартном: сандирки, колпаки для ограждений, защитно-декоративные детали окон и стен. Приобретая товары иностранных производителей, покупатель переплачивает за фирменный лейбл, услуги посредника, доставку, наценку точек продаж.
При вложениях 300,000 рублей и грамотной организации, бизнес способен окупится после производства 3-4 водосточных или вентиляционных систем.
Рекомендуем: Бизнес-план: производство профнастила Бизнес-план: производство металлопластиковых труб Бизнес-план: цех по производству металлических дверей Бизнес-план: производство материалов из искусственного камня
Фальцепрокатные станки
Метод фальцовки является намного более практичным для соединения металлических деталей, чем сварка или клеевой способ.
Ключевое назначение рассматриваемого станка заключается в создании идеально ровного стыка нескольких компонентов. Данное оборудование позволяет создавать различные виды соединений. В том числе двойные и одинарные.

Принцип работы аппарата довольно простой. Формирующая деталь осуществляет протяжку металлического листа вдоль оборудования. Таким образом получаются фальцы двойного типа. Они позволяют создавать надежную замковую стыковку двух деталей.
Выбирая данную технику нужно четко знать с металлом какой толщины вам придется работать. Мобильные виды агрегатов характеризуются простым обслуживанием.
Существуют модели, в которых допускается изменение настроек профилирующих роликов. Они позволяют создавать стыковочные элементы и рейки. Функциональность оборудования отражается на его цене.
Фальцепрокатные аппараты ручного типа предназначены для работы с листами нержавейки до 0.7 мм. Для производства сэндвич труб необходимо использовать более мощные модели, позволяющие обрабатывать конструкции не только из нержавейки, но и из оцинковки и меди.
Чтобы осуществить отгиб фальца используют фальцегибочные аппараты. Желательно подбирать технику с электрическим приводом. Такие модели обладают производительностью в два раза большей, чем ручные аналоги. Пользуясь этим станком вы сможете производить до тысячи заготовок в одну рабочую смену.
Какую жесть выбрать
Перед тем сделать трубу из жести подбирается подходящий . Для дымоходов рекомендуется тонкая жесть, покрытая специальным составом.
Козырьки и оголовки выполняются из жести, используемой .
Жестяная труба отводит дым и повышает тягу.
Жесть бывает черная и белая. Черный тип материала представляет собой тонколистовую и холоднокатаную сталь. Продукция изготавливается из сталей различных марок. Материал предлагается производителями в листах или рулонах.
Белая жесть — это материал покрытый оловом с обеих сторон, который обрабатывается методами электролитического и горячего лужения. Данный материал представляет собой низкоуглеродистый и тонкий лист.
Метод обработки наделяет сталь стойкостью к ржавчине и пластичностью.
Производство сопровождается контролем состава веществ. Способ обработки и содержание влияет на получение материала разных марок.
Белый тип жести проходит обработку для улучшения поверхности к адгезии с лаковыми покрытиями.
Применяется лакированная жесть. Процесс лакировки используется для защиты поверхностей от внешних факторов.
Черный и белый тип материала бывает следующих видов:
- лист однократной прокатки является изделием малоуглеродистой стали, которая обрабатывается методом холодной прокатки до нужной толщины;
- металл двукратной прокатки после первой процедуры прокатки подергается второй прокатке и специальной смазке, что уменьшает толщину изделия.
Материал классифицируется по степени твердости и по количеству используемого олова.
Труба из жести обладает технически универсальными качествами.
Мобильный листогиб
Эту технику нужно выбирать особенно тщательно.
Уделите внимание таким моментам, как:
- Показатель мощности.
- Стоимость.
Важно, чтобы техника имела хороший запас мощности. В противном случае оборудование может быстро выйти из строя в условиях постоянной эксплуатации.
Подбирайте модель, способную обрабатывать листы, толщина которых на тридцать или более процентов больше реально нужно. Цена агрегатов зависит от их категории.
Рассматриваемое оборудование может быть следующих видов:
- гидравлическим;
- электромеханическим;
- ручным.
Последний вариант техники не обладает механическим приводом. Она бывает двух типов: стационарной и мобильной. Для производства сэндвич труб для дымоходов лучше использовать мобильный вариант. Существуют модели, оснащенные отрезными лезвиями. Они дают возможность использовать оборудование как для прогиба заготовок, так и для их резки.

Гидравлические и электромеханические варианты характеризуются большой стоимостью. Но без них невозможно создать массовое производство. Наиболее простые модели указанного типа подходят для обработки листов стали от 1 до 1.5 мм. Более мощные аналоги применяются для работы с заготовками с толщиной до двадцати миллиметров.
Станки часто оснащают комплексом ЧПУ. Для небольшого бизнеса покупка этого оборудование достаточно накладная. Цена таких систем в среднем составляет около восемнадцати тысяч долларов. Кроме того, для работы с таким станком нужен высококвалифицированный персонал.
Выбор помещения
Для размещения производственных мощностей подойдет цех площадью в 100-300 квадратов, расположенный за пределами города. Важным моментом здесь станет наличие удобного подъезда для специальной техники, грузовых и легковых автомобилей.
Производственные цеха должны быть подключены к основным инженерным сетям, системой вентиляции, кондиционирования и отопления, охранной и пожарной сигнализации.
Дополнительно нужно позаботиться об обустройстве бытовых помещений и раздевалок для технического персонала и офиса – для административных работников.
Фальцеосадочные станки
Данные агрегаты используют в целях осадки фальца при изготовлении пустотелых деталей цилиндрической формы. Существуют модели, работающие как от ручного, так и от электрического привода. Следует выбирать станок, прессовочные ролики которого сделаны из качественной закаленной стали. В электромеханическом варианте оборудования уровень зажима, как правило, регулируется. Данный вид техники довольно разнообразен.
Разница между моделями состоит в:
- стоимости;
- производительности;
- длине осаживаемого фальца;
- методе установке;
- типе привода для перемещения формующей детали.
Техника с одинаковым показателем длины фальцевого замка характеризуется практически идентичным уровнем производительности. Рассматриваемые агрегаты позволяют обрабатывать до пятидесяти элементов в час.
Преимущества радиального пресса:
- Вращающийся формующий инструмент, состоящий из распределительной и прессующей головки, поворачивающихся в противоположных направлениях для свободной от внутреннего напряжения запрессовки арматуры в бетон;
- Короткое время цикла благодаря производству с двумя опалубками и поворотным столом;
- Разделение производства и распалубки;
- Высокая надежность и низкий износ;
- Низкий уровень шума;
- Высокая мощность привода при производстве толстостенных труб и труб с двойным армированием.
Важные детали
В качестве утеплителя нужно использовать базальтовую или каменную вату. Используйте качественный материал, если хотите чтобы ваша продукция имела хорошую репутацию. Крепление двух труб разного диаметра должно быть надежным. Недостаточно один элемент вставить в другой, а пространство между ними заполнить утеплителем.

Также для производства сэндвич труб для дымоходов нужно использовать специальное программное обеспечение для проектирования производимой продукции. Если цех будет хорошо оборудован, а рабочий процесс правильно организован, то за одну рабочую смену можно выпускать до 500 готовых изделий.
Смотреть видео:
Персонал
Каждая производственная линия должна обслуживаться двумя или тремя операторами. Также в штатное расписание компании необходимо включить технолога, разнорабочих и руководителя.
По заработной плате следует ориентироваться по средним тарифам, действующим в регионе. Как правило, зарплата руководителя устанавливается в районе 50-70 тысяч рублей, технолога – 40-50 тысяч, оператора производственной линии – 25-30 тысяч рублей.

Если предприятие будет работать посменно, то потребуется нанять несколько рабочих бригад, которые будут трудиться в график. Здесь нужно помнить, что недостаточно сформировать коллектив, нужно еще и удержать его. Для этого потребуется предоставить сотрудникам социальные гарантии, обеспечить нормальные условия труда и разработать систему стимулирования.
В наше время наибольшую популярность при обустройстве газоходов получили сэндвич трубы. Они обладают отличными эксплуатационными характеристиками. Поэтому данные конструкции пользуются большим спросом.
Производство сэндвич трубы для дымохода является выгодным бизнесом. В этой статье мы разберем основные аспекты, связанные с изготовлением этой продукции.
Организационные моменты

Чтобы начать выпуск рассматриваемой продукции необходимо подобрать хорошее помещение для размещения производства. Его площадь должна составлять не менее пятидесяти квадратных метров. На такой территории можно компактно разместить необходимое оборудование.
Важно, чтобы температура воздуха в таком цехе была не ниже восемнадцати градусов. Оборудование для изготовления сэндвич труб во много совпадет с тем, что используется для производства воздуховодов и вентиляционных каналов.
Сварочный аппарат
Для открытия бизнеса необходимо наличие:
- сварочного аппарата;
- фальцеосадочного станка;
- мобильного проходного листогиба;
- фальцепрокатного станка;
- техники для прокатки ребер жесткости;
- станка для резки металлопроката.
Дымоотводящие каналы стыкуются с помощью колен из гофры. Поэтому будет разумным приобрести оборудование для изготовления этих фасонных частей.
Данный станок бывает двух типов: полуавтоматический и автоматический. В первом случае вашему сотруднику придется в ручном режиме выполнять переустановку заготовки и осуществлять перезапуск оборудования.
В итоге
Подытоживая вышесказанное, можно смело сделать вывод, что кругозор потенциально успешного предпринимателя должен быть максимально широким. Иногда прибыльный бизнес можно создать в совершенно неожиданных сферах деятельности. Производство дымоходов – яркий тому пример! Справедливости ради, стоит отметить, что не во всех регионах России такое предприятие будет максимально рентабельным. Однако стабильный (пусть даже небольшой) спрос на эту продукцию будет всегда, тем более что можно с упехом продвигаться и на соседние рынки. Удачи в бизнесе!
Станки для резки
Для изготовления изделий из стали необходимо осуществлять ее подрезку. Для этого чаще всего применяют лазерные станки или гильотины. Для небольшого производства последний вариант более предпочтителен. Их стоимость доступная. К тому же, они занимают немного пространства.
Для работы ручной гильотины не нужно подключать электросеть. Аппарат работает за счет применения физической силы. Он удобен для нарезки листов толщиной до 1.5 мм.
Хорошим выбором будет пневматическая модель гильотины. Такие аппараты оборудованы специальным пневматическим приводом. В случае, если вы переходите на массовое производство сэндвич труб будет разумным приобрести механическую модель. Электрические аналоги подойдут для работы с листами, толщина которых не превышает десяти миллиметров.
Механические модели характеризуются определенным функционалом, облегчающим выполнение производственных задач.
Хорошая гильотина должна обладать:
- контролем за гидроприжимами;
- конвейером для приема готовых изделий;
- комплексом поддержки.
Большинство моделей обладают производительностью 5 листов/час. Различие между ними заключается лишь в толщине разрезаемых листов.
Мы не стоим на месте
Этот слоган можно назвать девизом всех, без исключения, отделов . Постоянный поиск – вот что характерно для нашей работы. Мы ищем новые способы развития технологий и решения обустройства, гарантируя лишь высококачественное оборудование, отменный сервис и лишь оригинальные станки с
с гарантией от производителя.
Нас характеризуют такие качества как:
- надежность
- комплексный подход
- отличное сервисное обслуживание
- постоянный сбор информации
Обращаясь к нашим менеджерам за помощью в подборе нужного оборудования, Вы можете положиться на их опыт и высокую квалификацию. Мы не предлагаем то, что нужно продать нам. Мы обеспечиваем станками, которые необходимы Вам.
Прокатка ребер жесткости
Чтобы усилить конструкцию изделий нужно применять специальные станки для создания ребер жесткости. Процесс осуществляется путем сгибания стенок уплотнения с шагом, составляющем около двадцати сантиметров.
Такое оборудование включает в себе два компонента, гарантирующие ровную профилировку: формирующее устройство и сварная станина. Первая деталь чаще всего выглядит в виде вальцов с роликами.
Создание ребер жесткости происходит одновременно по всей длине. Ключевая особенность этого оборудования заключается в том, что обрабатываемая заготовка не подвергается деформации.
Фальцепрокатные станки
Метод фальцовки является намного более практичным для соединения металлических деталей, чем сварка или клеевой способ.
Ключевое назначение рассматриваемого станка заключается в создании идеально ровного стыка нескольких компонентов. Данное оборудование позволяет создавать различные виды соединений. В том числе двойные и одинарные.

Принцип работы аппарата довольно простой. Формирующая деталь осуществляет протяжку металлического листа вдоль оборудования. Таким образом получаются фальцы двойного типа. Они позволяют создавать надежную замковую стыковку двух деталей.
Выбирая данную технику нужно четко знать с металлом какой толщины вам придется работать. Мобильные виды агрегатов характеризуются простым обслуживанием.
Существуют модели, в которых допускается изменение настроек профилирующих роликов. Они позволяют создавать стыковочные элементы и рейки. Функциональность оборудования отражается на его цене.
Фальцепрокатные аппараты ручного типа предназначены для работы с листами нержавейки до 0.7 мм. Для производства сэндвич труб необходимо использовать более мощные модели, позволяющие обрабатывать конструкции не только из нержавейки, но и из оцинковки и меди.
Чтобы осуществить отгиб фальца используют фальцегибочные аппараты. Желательно подбирать технику с электрическим приводом. Такие модели обладают производительностью в два раза большей, чем ручные аналоги. Пользуясь этим станком вы сможете производить до тысячи заготовок в одну рабочую смену.
Вложения и доходы
Предприятие по производству дымоходов потребует довольно значительных расходов, а срок его окупаемости составит не менее двух лет. Так что быстро «отбить» вложенные средства не получится. Итак, рассмотрим основные статьи расходов (цифры даны усредненные, на основе данных по ценам в шести регионах РФ):
- Техника, оборудование и расходные запасные части – 2 000 000 рублей.
- Ежемесячная зарплата персонала – 1 000 000 рублей.
- Реклама и продвижение за год (включая разработку и поддержку сайта предприятия) – 400 000 рублей.
- Коммунальные расходы – около 1 000 000 рублей в месяц.
- «Форс-мажорный» фонд – 200 000 рублей.
- Годовая арендная плата – 300 000 рублей
Итоговая сумма – 4 700 000 рублей может колебаться, так как некоторое оборудование производится за границей и его цена привязана к курсу евро. Чистая ежемесячная прибыль предприятия при средней загруженности производства будет находиться в районе 350 000 рублей. Строгий контроль технической составляющей производства, соответствие стандартам качества и мотивированный персонал отлично способствуют увеличению доходов. Проверено на практике!
Мобильный листогиб
Эту технику нужно выбирать особенно тщательно.
Уделите внимание таким моментам, как:
- Показатель мощности.
- Стоимость.
Важно, чтобы техника имела хороший запас мощности. В противном случае оборудование может быстро выйти из строя в условиях постоянной эксплуатации.
Подбирайте модель, способную обрабатывать листы, толщина которых на тридцать или более процентов больше реально нужно. Цена агрегатов зависит от их категории.
Рассматриваемое оборудование может быть следующих видов:
- гидравлическим;
- электромеханическим;
- ручным.
Последний вариант техники не обладает механическим приводом. Она бывает двух типов: стационарной и мобильной. Для производства сэндвич труб для дымоходов лучше использовать мобильный вариант. Существуют модели, оснащенные отрезными лезвиями. Они дают возможность использовать оборудование как для прогиба заготовок, так и для их резки.

Гидравлические и электромеханические варианты характеризуются большой стоимостью. Но без них невозможно создать массовое производство. Наиболее простые модели указанного типа подходят для обработки листов стали от 1 до 1.5 мм. Более мощные аналоги применяются для работы с заготовками с толщиной до двадцати миллиметров.
Станки часто оснащают комплексом ЧПУ. Для небольшого бизнеса покупка этого оборудование достаточно накладная. Цена таких систем в среднем составляет около восемнадцати тысяч долларов. Кроме того, для работы с таким станком нужен высококвалифицированный персонал.
Персонал и реклама
Грамотный подбор персонала – без малого половина успеха бизнеса! Квалифицированные и ответственные кадры должны работать как надежные шестеренки в сложном механизме предприятия. Оптимальный состав штата сотрудников выглядит следующим образом:
- Инженер-технолог, контролирующий производственный процесс.
- Бухгалтер для управления финансовыми потоками.
- Подсобные рабочие (четыре человека) для выполнения разгрузочно-погрузочных работ и различных несложных поручений.
- Водитель на грузовик, для доставки продукции до потребителей.
Теплые отношения в коллективе и соблюдение субординации обеспечат высокую производительность труда. Зарплату сотрудникам нужно установить немного выше средней по региону.
Что касается рекламы, предприятиям по производству дымоходов лучше не вкладываться в физические рекламные носители (газеты, стенды, баннеры), а просто создать профессиональный сайт и оптимизировать его для поисковиков. Также используйте коммерческие предложения. Реклама в социальных сетях в данном случае будет малоэффективна.
Фальцеосадочные станки
Данные агрегаты используют в целях осадки фальца при изготовлении пустотелых деталей цилиндрической формы. Существуют модели, работающие как от ручного, так и от электрического привода. Следует выбирать станок, прессовочные ролики которого сделаны из качественной закаленной стали. В электромеханическом варианте оборудования уровень зажима, как правило, регулируется. Данный вид техники довольно разнообразен.
Разница между моделями состоит в:
- стоимости;
- производительности;
- длине осаживаемого фальца;
- методе установке;
- типе привода для перемещения формующей детали.
Техника с одинаковым показателем длины фальцевого замка характеризуется практически идентичным уровнем производительности. Рассматриваемые агрегаты позволяют обрабатывать до пятидесяти элементов в час.
Экономичный вариант редуцирования трубы Российского производства
Станок для формовки концов труб CP 30 Т является экономичным решением для выполнения следующих задач: раздача и редуцирование трубы, формовка концов труб, прочие задачи по обработке металла путем прессования.
Наиболее часто станок CP 30 Т используется для раздачи и редуцирования труб круглого и квадратного сечения т.е. для расширения и сужения наружного диаметра трубы с целью соединения «труба в трубу».
Раздача или редуцирование концов труб наиболее часто применяется в мебельной промышленности, для изготовления строительных лесов , в автомобильной промышленности и прочих областях, где необходимо соединение труба в трубу.
Также станок используется для придания необходимой формы концу трубы, например для вальцовки , сплющивания, завальцовки краев и прочих задач.
Важные детали
В качестве утеплителя нужно использовать базальтовую или каменную вату. Используйте качественный материал, если хотите чтобы ваша продукция имела хорошую репутацию. Крепление двух труб разного диаметра должно быть надежным. Недостаточно один элемент вставить в другой, а пространство между ними заполнить утеплителем.

Также для производства сэндвич труб для дымоходов нужно использовать специальное программное обеспечение для проектирования производимой продукции. Если цех будет хорошо оборудован, а рабочий процесс правильно организован, то за одну рабочую смену можно выпускать до 500 готовых изделий.
Смотреть видео:
( 2 оценки, среднее 4 из 5 )
Производство сэндвич трубы для дымохода — что для этого необходимо и план организации
В наше время наибольшую популярность при обустройстве газоходов получили сэндвич трубы. Они обладают отличными эксплуатационными характеристиками. Поэтому данные конструкции пользуются большим спросом.
Производство сэндвич трубы для дымохода является выгодным бизнесом. В этой статье мы разберем основные аспекты, связанные с изготовлением этой продукции.
Организационные моменты
Чтобы начать выпуск рассматриваемой продукции необходимо подобрать хорошее помещение для размещения производства. Его площадь должна составлять не менее пятидесяти квадратных метров. На такой территории можно компактно разместить необходимое оборудование.
Важно, чтобы температура воздуха в таком цехе была не ниже восемнадцати градусов. Оборудование для изготовления сэндвич труб во много совпадет с тем, что используется для производства воздуховодов и вентиляционных каналов.
Для открытия бизнеса необходимо наличие:
- сварочного аппарата;
- фальцеосадочного станка;
- мобильного проходного листогиба;
- фальцепрокатного станка;
- техники для прокатки ребер жесткости;
- станка для резки металлопроката.
Дымоотводящие каналы стыкуются с помощью колен из гофры. Поэтому будет разумным приобрести оборудование для изготовления этих фасонных частей.
Данный станок бывает двух типов: полуавтоматический и автоматический. В первом случае вашему сотруднику придется в ручном режиме выполнять переустановку заготовки и осуществлять перезапуск оборудования.
В итоге
Подытоживая вышесказанное, можно смело сделать вывод, что кругозор потенциально успешного предпринимателя должен быть максимально широким. Иногда прибыльный бизнес можно создать в совершенно неожиданных сферах деятельности. Производство дымоходов – яркий тому пример! Справедливости ради, стоит отметить, что не во всех регионах России такое предприятие будет максимально рентабельным. Однако стабильный (пусть даже небольшой) спрос на эту продукцию будет всегда, тем более что можно с упехом продвигаться и на соседние рынки. Удачи в бизнесе!
Станки для резки
Для изготовления изделий из стали необходимо осуществлять ее подрезку. Для этого чаще всего применяют лазерные станки или гильотины. Для небольшого производства последний вариант более предпочтителен. Их стоимость доступная. К тому же, они занимают немного пространства.
Для работы ручной гильотины не нужно подключать электросеть. Аппарат работает за счет применения физической силы. Он удобен для нарезки листов толщиной до 1.5 мм.
Хорошим выбором будет пневматическая модель гильотины. Такие аппараты оборудованы специальным пневматическим приводом. В случае, если вы переходите на массовое производство сэндвич труб будет разумным приобрести механическую модель. Электрические аналоги подойдут для работы с листами, толщина которых не превышает десяти миллиметров.
Механические модели характеризуются определенным функционалом, облегчающим выполнение производственных задач.
Хорошая гильотина должна обладать:
- контролем за гидроприжимами;
- конвейером для приема готовых изделий;
- комплексом поддержки.
Большинство моделей обладают производительностью 5 листов/час. Различие между ними заключается лишь в толщине разрезаемых листов.
Мы не стоим на месте
Этот слоган можно назвать девизом всех, без исключения, отделов . Постоянный поиск – вот что характерно для нашей работы. Мы ищем новые способы развития технологий и решения обустройства, гарантируя лишь высококачественное оборудование, отменный сервис и лишь оригинальные станки с
с гарантией от производителя.
Нас характеризуют такие качества как:
- надежность
- комплексный подход
- отличное сервисное обслуживание
- постоянный сбор информации
Обращаясь к нашим менеджерам за помощью в подборе нужного оборудования, Вы можете положиться на их опыт и высокую квалификацию. Мы не предлагаем то, что нужно продать нам. Мы обеспечиваем станками, которые необходимы Вам.
Прокатка ребер жесткости
Чтобы усилить конструкцию изделий нужно применять специальные станки для создания ребер жесткости. Процесс осуществляется путем сгибания стенок уплотнения с шагом, составляющем около двадцати сантиметров.
Такое оборудование включает в себе два компонента, гарантирующие ровную профилировку: формирующее устройство и сварная станина. Первая деталь чаще всего выглядит в виде вальцов с роликами.
Создание ребер жесткости происходит одновременно по всей длине. Ключевая особенность этого оборудования заключается в том, что обрабатываемая заготовка не подвергается деформации.
Фальцепрокатные станки
Метод фальцовки является намного более практичным для соединения металлических деталей, чем сварка или клеевой способ.
Ключевое назначение рассматриваемого станка заключается в создании идеально ровного стыка нескольких компонентов. Данное оборудование позволяет создавать различные виды соединений. В том числе двойные и одинарные.
Станок для фальцовки
Принцип работы аппарата довольно простой. Формирующая деталь осуществляет протяжку металлического листа вдоль оборудования. Таким образом получаются фальцы двойного типа. Они позволяют создавать надежную замковую стыковку двух деталей.
Выбирая данную технику нужно четко знать с металлом какой толщины вам придется работать. Мобильные виды агрегатов характеризуются простым обслуживанием.
Существуют модели, в которых допускается изменение настроек профилирующих роликов. Они позволяют создавать стыковочные элементы и рейки. Функциональность оборудования отражается на его цене.
Фальцепрокатные аппараты ручного типа предназначены для работы с листами нержавейки до 0.7 мм. Для производства сэндвич труб необходимо использовать более мощные модели, позволяющие обрабатывать конструкции не только из нержавейки, но и из оцинковки и меди.
Чтобы осуществить отгиб фальца используют фальцегибочные аппараты. Желательно подбирать технику с электрическим приводом. Такие модели обладают производительностью в два раза большей, чем ручные аналоги. Пользуясь этим станком вы сможете производить до тысячи заготовок в одну рабочую смену.
Вложения и доходы
Предприятие по производству дымоходов потребует довольно значительных расходов, а срок его окупаемости составит не менее двух лет. Так что быстро «отбить» вложенные средства не получится. Итак, рассмотрим основные статьи расходов (цифры даны усредненные, на основе данных по ценам в шести регионах РФ):
- Техника, оборудование и расходные запасные части – 2 000 000 рублей.
- Ежемесячная зарплата персонала – 1 000 000 рублей.
- Реклама и продвижение за год (включая разработку и поддержку сайта предприятия) – 400 000 рублей.
- Коммунальные расходы – около 1 000 000 рублей в месяц.
- «Форс-мажорный» фонд – 200 000 рублей.
- Годовая арендная плата – 300 000 рублей
Итоговая сумма – 4 700 000 рублей может колебаться, так как некоторое оборудование производится за границей и его цена привязана к курсу евро. Чистая ежемесячная прибыль предприятия при средней загруженности производства будет находиться в районе 350 000 рублей. Строгий контроль технической составляющей производства, соответствие стандартам качества и мотивированный персонал отлично способствуют увеличению доходов. Проверено на практике!
Мобильный листогиб
Эту технику нужно выбирать особенно тщательно.
Уделите внимание таким моментам, как:
- Показатель мощности.
- Стоимость.
Важно, чтобы техника имела хороший запас мощности. В противном случае оборудование может быстро выйти из строя в условиях постоянной эксплуатации.
Подбирайте модель, способную обрабатывать листы, толщина которых на тридцать или более процентов больше реально нужно. Цена агрегатов зависит от их категории.
Рассматриваемое оборудование может быть следующих видов:
- гидравлическим;
- электромеханическим;
- ручным.
Последний вариант техники не обладает механическим приводом. Она бывает двух типов: стационарной и мобильной. Для производства сэндвич труб для дымоходов лучше использовать мобильный вариант. Существуют модели, оснащенные отрезными лезвиями. Они дают возможность использовать оборудование как для прогиба заготовок, так и для их резки.
Гидравлические и электромеханические варианты характеризуются большой стоимостью. Но без них невозможно создать массовое производство. Наиболее простые модели указанного типа подходят для обработки листов стали от 1 до 1.5 мм. Более мощные аналоги применяются для работы с заготовками с толщиной до двадцати миллиметров.
Станки часто оснащают комплексом ЧПУ. Для небольшого бизнеса покупка этого оборудование достаточно накладная. Цена таких систем в среднем составляет около восемнадцати тысяч долларов. Кроме того, для работы с таким станком нужен высококвалифицированный персонал.
Персонал и реклама
Грамотный подбор персонала – без малого половина успеха бизнеса! Квалифицированные и ответственные кадры должны работать как надежные шестеренки в сложном механизме предприятия. Оптимальный состав штата сотрудников выглядит следующим образом:
- Инженер-технолог, контролирующий производственный процесс.
- Бухгалтер для управления финансовыми потоками.
- Подсобные рабочие (четыре человека) для выполнения разгрузочно-погрузочных работ и различных несложных поручений.
- Водитель на грузовик, для доставки продукции до потребителей.
Теплые отношения в коллективе и соблюдение субординации обеспечат высокую производительность труда. Зарплату сотрудникам нужно установить немного выше средней по региону.
Что касается рекламы, предприятиям по производству дымоходов лучше не вкладываться в физические рекламные носители (газеты, стенды, баннеры), а просто создать профессиональный сайт и оптимизировать его для поисковиков. Также используйте коммерческие предложения. Реклама в социальных сетях в данном случае будет малоэффективна.
Фальцеосадочные станки
Данные агрегаты используют в целях осадки фальца при изготовлении пустотелых деталей цилиндрической формы. Существуют модели, работающие как от ручного, так и от электрического привода. Следует выбирать станок, прессовочные ролики которого сделаны из качественной закаленной стали. В электромеханическом варианте оборудования уровень зажима, как правило, регулируется. Данный вид техники довольно разнообразен.
Разница между моделями состоит в:
- стоимости;
- производительности;
- длине осаживаемого фальца;
- методе установке;
- типе привода для перемещения формующей детали.
Техника с одинаковым показателем длины фальцевого замка характеризуется практически идентичным уровнем производительности. Рассматриваемые агрегаты позволяют обрабатывать до пятидесяти элементов в час.
Экономичный вариант редуцирования трубы Российского производства
Станок для формовки концов труб CP 30 Т является экономичным решением для выполнения следующих задач: раздача и редуцирование трубы, формовка концов труб, прочие задачи по обработке металла путем прессования.
Наиболее часто станок CP 30 Т используется для раздачи и редуцирования труб круглого и квадратного сечения т.е. для расширения и сужения наружного диаметра трубы с целью соединения «труба в трубу».
Раздача или редуцирование концов труб наиболее часто применяется в мебельной промышленности, для изготовления строительных лесов , в автомобильной промышленности и прочих областях, где необходимо соединение труба в трубу.
Также станок используется для придания необходимой формы концу трубы, например для вальцовки , сплющивания, завальцовки краев и прочих задач.
Важные детали
В качестве утеплителя нужно использовать базальтовую или каменную вату. Используйте качественный материал, если хотите чтобы ваша продукция имела хорошую репутацию. Крепление двух труб разного диаметра должно быть надежным. Недостаточно один элемент вставить в другой, а пространство между ними заполнить утеплителем.
Установка изделия
Также для производства сэндвич труб для дымоходов нужно использовать специальное программное обеспечение для проектирования производимой продукции. Если цех будет хорошо оборудован, а рабочий процесс правильно организован, то за одну рабочую смену можно выпускать до 500 готовых изделий.
Производство дымоходов
Вряд ли начинающие предприниматели спят и видят себя производителями дымоходов. Слишком уж это специфический и непопулярный вид бизнеса. Однако, эти конструкции из жести и нержавейки довольно востребованы на строительном рынке, и открытие предприятия по их производству может стать очень прибыльным делом. Главное – знать с какой стороны подойти к реализации данной бизнес-идеи. О чём, собственно, мы и поговорим в этой статье.

С чего начать?
Прежде чем сделать первый шаг к открытию данного бизнеса, необходимо провести всесторонний мониторинг рынка и оценить отношение спроса к предложению. Далее нужно пройти стандартную процедуру регистрации ИП, составить бизнес-план и приступить к поиску подходящего помещения.
Арендовать производственный цех лучше за городской чертой: цена ниже и меньше проблем с получением нужных разрешений от пожарной службы и СЭС. Площадь помещения должна быть не менее 100 квадратных метров. Офисную часть можно расположить в непосредственной близости от производственного сегмента – правда, тут надо не забыть о хорошей звукоизоляции.
Данное производство требует большого количества электроэнергии, так что резервная электролиния не роскошь, а необходимость. Склады сырья и готовой продукции целесообразно будет разместить в отгороженной части производственного цеха.
Оборудование и сырьё для производства
Перед закупкой оборудования для цеха проконсультируйтесь со знающими людьми. Если у вас нет таких знакомых, уделите несколько часов своего времени поиску специалистов на тематических интернет-форумах и в социальных сетях. Одно можно сказать точно: оборудование лучше покупать европейского производства (Германия, Италия). Оно хоть и стоит дороже отечественных аналогов, но и срок службы у него выше. К тому же импортное оборудование более дружелюбно к обслуживающему его персоналу. Примерный «набор» станков и инструментов для производства дымоходов выглядит так:
- Устройство для лазерной резки Laser-Jet SM 600 – 560 000 рублей.
- Станок для прокатки ребер жесткости Schechtl SZP – 780 000 рублей.
- Фальцепрокатный станок MetalMaster MLC-12R – 130 000 рублей.
- Мобильный проходной листогиб MetalMaster EuroMaster LBM 300 – 180 000 рублей.
- Электромеханический фальцеосадочный станок ФПМ-1300 – 150 000 рублей.
- Устройство для контактной точечной сварки PUNTA S – 100 000 рублей.
Производственным сырьём для дымоходов являются листы жести и нержавеющей стали, которые легко приобрести на металлопрокатных заводах, коих немало разбросано по просторам России.
Персонал и реклама
Грамотный подбор персонала – без малого половина успеха бизнеса! Квалифицированные и ответственные кадры должны работать как надежные шестеренки в сложном механизме предприятия. Оптимальный состав штата сотрудников выглядит следующим образом:
- Инженер-технолог, контролирующий производственный процесс.
- Бухгалтер для управления финансовыми потоками.
- Подсобные рабочие (четыре человека) для выполнения разгрузочно-погрузочных работ и различных несложных поручений.
- Водитель на грузовик, для доставки продукции до потребителей.
Теплые отношения в коллективе и соблюдение субординации обеспечат высокую производительность труда. Зарплату сотрудникам нужно установить немного выше средней по региону.
Что касается рекламы, предприятиям по производству дымоходов лучше не вкладываться в физические рекламные носители (газеты, стенды, баннеры), а просто создать профессиональный сайт и оптимизировать его для поисковиков. Также используйте коммерческие предложения. Реклама в социальных сетях в данном случае будет малоэффективна.
Вложения и доходы
Предприятие по производству дымоходов потребует довольно значительных расходов, а срок его окупаемости составит не менее двух лет. Так что быстро «отбить» вложенные средства не получится. Итак, рассмотрим основные статьи расходов (цифры даны усредненные, на основе данных по ценам в шести регионах РФ):
- Техника, оборудование и расходные запасные части – 2 000 000 рублей.
- Ежемесячная зарплата персонала – 1 000 000 рублей.
- Реклама и продвижение за год (включая разработку и поддержку сайта предприятия) – 400 000 рублей.
- Коммунальные расходы – около 1 000 000 рублей в месяц.
- «Форс-мажорный» фонд – 200 000 рублей.
- Годовая арендная плата – 300 000 рублей
Итоговая сумма – 4 700 000 рублей может колебаться, так как некоторое оборудование производится за границей и его цена привязана к курсу евро. Чистая ежемесячная прибыль предприятия при средней загруженности производства будет находиться в районе 350 000 рублей. Строгий контроль технической составляющей производства, соответствие стандартам качества и мотивированный персонал отлично способствуют увеличению доходов. Проверено на практике!
В итоге
Подытоживая вышесказанное, можно смело сделать вывод, что кругозор потенциально успешного предпринимателя должен быть максимально широким. Иногда прибыльный бизнес можно создать в совершенно неожиданных сферах деятельности. Производство дымоходов – яркий тому пример! Справедливости ради, стоит отметить, что не во всех регионах России такое предприятие будет максимально рентабельным. Однако стабильный (пусть даже небольшой) спрос на эту продукцию будет всегда, тем более что можно с упехом продвигаться и на соседние рынки. Удачи в бизнесе!
Станки для гибки металлических дымоходов и труб

- sale




Компания Metal Master предлагает Вам широкий ассортимент ручных станков для производства дымоходов. Реализуемое оборудование отличается надёжностью, качеством исполнения и низкой стоимостью.
За длительное время своей работы (20 лет), мы получили огромное количество положительных отзывов от довольных клиентов.
Видео: обзор станка для гибки дымоходов

Видео: обзор вальцов для гибки труб

Мы поможем Вам подобрать достойной листогиб для изготовления дымоходов. Ниже будут предложены дельные советы, прислушавшись к которым можно выбрать оптимальный вариант техники для своего производства:
- Подбирайте агрегат с запасом. Он должен позволять обрабатывать металл на 30-50 процентов большей толщины;
- Внимательно изучайте технические характеристики станка. Вы должны точно знать формы металлических деталей производством, которых Вы собираетесь заниматься ближайшие несколько лет. Какое оборудование требуется стационарное или передвижное? Всё зависит от места установки;
- Потребуются ли Вам для качественной работы дополнительные опции (роликовые ножи, столы поддержки)?
Если Вам требуется мобильный станок для ремонтной мастерской или строительной площадки, то в этом случае оптимальным решением будет покупка ручного непроходного листогиба.
Вес такого оборудования не превышает 250 кг., толщина листового металла может варьироваться от 0,63 мм до 1,5 мм, длина листа (1040 мм до 2050 мм).
Листогибы Metal Master серий LBM и LBA отлично подойдут для решения технологических задач в условиях ограниченного производственного пространства.
Работа в цеху требует надёжной и долговечной техники, такой как ручные полнопроходные листогибы.
Наличие специальных полированных накладок позволит Вам работать с металлом, который обладает лакокрасочным или полимерным покрытием.
Для того чтобы произвести высокоточный гиб листового металла и создать из него изделие сложной формы, например такое как дымоход Вам потребуется сегментальный листогиб (лёгкая регулировка прижима листа, наличие пружинного компенсатора, нет ограничений в глубине подачи заготовки).
Дымоходы из нержавеющей стали от производителя
Более 15 лет опыта производства дымоходов из нержавеющей стали. Гарантия производителя на всю продукцию. Высокое качество изготовления, приемлемые цены и широкий ассортимент дымоходов для каминов, печей, газовых и твердотопливных котлов.
Стальные дымоходы «Феникс»
Компания «Феникс» основана в 2007 году. Мы занимаемся производством дымоходов из нержавеющей стали для промышленного и бытового применения. Качество продукции подтверждено соответствующими сертификатами и не уступает той, что изготавливается в Европе. За годы существования компания выросла из маленького цеха в крупное автоматизированное производство.
Мы выпускаем одноконтурные (неутепленные), двухконтурные (сэндвич) и коаксиальные дымоходы. На все изделия распространяется гарантия до 15 лет.
Наши преимущества
Легкий монтаж
Благодаря высокой точности производства и огромному выбору фасонных элементов установка дымоходов проходит довольно просто.

Изготовление дымоходов произвольной конфигурации
У нас есть возможность производить изделия по эскизам и чертежам заказчика

Большой ассортимент
В каталоге представлены трубы диаметром 100 – 1000 мм с толщиной стали 0,4– 1 мм.

Возможность использования с любыми приборами отопления
Дымоходы «Феникс» подходят для газовых, твердотопливных котлов, печей, каминов.

Современная производственная база
В изготовлении продукции используется инновационное оборудование ведущих европейских брендов.

Гарантия на все изделия до 15 лет
На производстве осуществляется строгий многоступенчатый контроль качества, что позволяет нам гарантировать высокое качество выпускаемой продукции.

Мы предлагаем






Доставка по Москве и Московской области собственным транспортом компании.
Доставка по России популярными транспортными компаниями.
Самовывоз со склада в Подмосковье, где вам окажут помощь с погрузкой товара.
Дымоходы из нержавеющей стали от производителя ФЕНИКС
Современный дымоход – это не просто труба из нержавеющей стали, а сложная система, состоящая из патрубков различного размера, переходников, отводов, прочих деталей, позволяющих создать модульную конструкцию любой формы.
Несмотря на то, что на современном рынке предлагаются дымоходы, выполненные из разных материалов, одним из самых лучших считается нержавеющая сталь. Компания «Феникс» использует в производстве только качественное сырье.
В зависимости от марки стали гарантия на готовые изделия может достигать 15 лет.
Особенности стальных дымоходов «Феникс»
Наши дымоходы из нержавеющей стали обладают такими особенностями:
Высокая надежность.
Изделия служат длительное время без необходимости их ремонтировать. При этом они способствуют экономичной и безопасной работе приборов отопления.
Применение в производстве самого большого ассортимента сталей.
Базовый ассортимент наших дымоходных систем изготавливается из самых популярных коррозионностойких аустенитных и ферритных марок сталей, в том числе: AISI 430, AISI 409, AISI 304, AISI 310, AISI 316, AISI 321, а также других специальных сталей, наиболее подходящих для решения задач клиента.
Применение качественного сырья.
Для изготовления двухконтурных дымоходов применяется мелкодисперсный базальт, с автоматизированной набивкой изделий, плотностью не менее 160 кг/м3, выступающий в роли изолятора. Температура его спекания составляет 700°С, что позволяет использовать дымоходы с данным видом утеплителя на большинстве отопительных приборов.
Для использования изделия при более высоких температурных режимах его можно заменить более экологичным муллитокремнеземистым волокном с рабочими температурами до 900 °С.
Простота установки.
Мы придерживаемся высокой точности при изготовлении всех элементов дымоходной системы. У нас есть большой выбор фасонных деталей. Это упрощает монтаж дымоходов.
Изготовление на современно оборудованном заводе.
Благодаря использованию высокоточной TIG-сварки швов обеспечивается их герметичность. Кроме того, на производстве предусмотрен многоуровневый контроль качества, что сделало возможным пройти сертификацию продукции и предоставлять гарантию на готовые изделия до 15 лет.
У нас есть решение для каждого клиента.
Наши дымоходные системы подходят для всех типов отопительных приборов – котлов, каминов, печей. Они собираются из труб и прочих деталей нужного диаметра, толщины стенки, изоляции. В нашем каталоге вы найдете трубы диаметром от 100 до 1000 мм.
Но также можно сделать заказ на изготовление продукции по индивидуальным параметрам. Толщина стали для производства труб может составлять 0,4-1 мм, а толщина изоляции в двухконтурных моделях – 30, 50, 100 мм.
Сэндвич дымоход: правила выбора дымоходной системы
Партнёрский материал
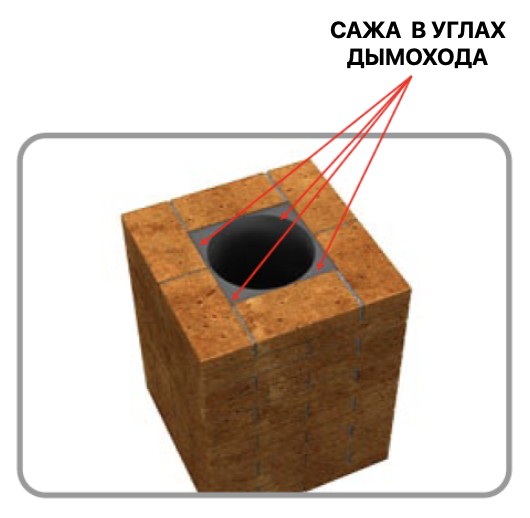
Кирпичный дымоход и сэндвич дымоход: конструкционные особенности
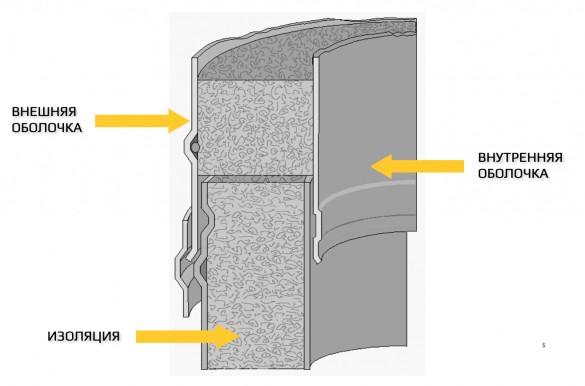
— А при чём здесь бутерброд? — спросил как-то покупатель. И действительно, какое отношение имеет сэндвич к дымоходу? Дело в том, что сэндвич содержит несколько слоёв из хлеба и начинки, и это строение как нельзя лучше подходит к описанию современных дымоходных систем (ДС). Роль хлеба здесь выполняет сталь, а начинка — теплоизоляция.
Очень долго традиционным решением был кирпичный дымоход. Однако, технологии эволюционируют, решения оптимизируются и улучшаются, и дымоход в итоге стал круглым.
Такой подход позволил:
- значительно уменьшить шахту;
- сократить время на чистку дымохода, так как не нужно вычищать углы;
- снизить пожароопасность — в круглых дымоходах значительно уменьшено скопление сажи, которая может воспламениться.
И также в круглой трубе лучше тяга, а это делает горение топлива равномерным. Говоря просто — тепло не будет улетать в трубу через круглый дымоход, как это происходит в дымоходах из кирпича.
Нержавеющая сталь — почему именно из неё делают дымоходы?
Совершенствование технологий позволило создать новые материалы, которые дали толчок к развитию отрасли. По этой причине выбор нержавеющей стали в качестве оболочки дымохода стал таким же логичным решением, как и придания ему круглой формы.
Но тонкостенная нержавейка не сразу стала использоваться для дымоходов. Развитие металлургии позволило улучшать характеристики стали и придавать ей необходимые свойства. В случае с дымоходами из стали, главное требование — это жаростойкость.
Дымовые газы разогреваются до 800–1000 °C. Дымоход из стали выдерживает воздействие высоких температур, но он же является хорошим проводником тепла. А так как раскалённая труба может причинить серьёзный ожог, её решили закрыть защитным теплоизоляционным слоем.
Но и теплоизоляционный слой требует защиты от атмосферных и прочих внешних воздействий. Поэтому поверх изоляции стали делать металлический кожух, но уже не из жаропрочной стали, а менее обычной, которой не требуется противостоять экстремально высоким температурам.
Какой дымоход считается надёжным и безопасным
Надёжность и безопасность — важнейшие качества дымохода. Если дымоходная система не отвечает этим требованиям, применять её категорически нельзя. И неважно из какого материала она сделана. Здесь можно провести аналогию со строительством: дом без фундамента стоять не будет, каким бы красивым он ни был. Так и ненадёжный дымоход долго не прослужит.
Дымоходная система — это, прежде всего, инженерная сеть и её подбором и монтажом должны заниматься исключительно профессионалы. Так же, как и с отопительными приборами. Безусловно, выбор можно сделать, опираясь на эффектный вид и «приемлемую» цену, но результатом такого выбора может стать пожар или отравление угарным газом.
Главное при покупке стального дымохода — это качество материалов. В обязательном порядке спрашивайте у продавца сертификаты испытаний системы, а также интересуйтесь, какие пожаробезопасные отступы необходимо выполнить от горючих материалов.

Согласно СП 7.13130.2013 Отопление, вентиляция и кондиционирование п. 5.27, размеры разделок и отступок у теплогенерирующих аппаратов и дымовых каналов заводского изготовления следует принимать в соответствии с технической документацией завода-изготовителя.
Говоря проще, безопасность вам должен гарантировать производитель дымохода. Если разделки не указаны, производитель путается в значениях, значит, сертификации не проводилось и испытаний попросту не было. И, соответственно, безопасности вам никто не гарантирует.
СП (свод правил) — это своеобразный закон для строителей. Данный документ указывает и рекомендует нормы строительства, проектирования, производства строительных изделий и их эксплуатации. Иначе говоря, СП — это своего рода аналог административного и уголовного кодексов в строительстве.
Какие секреты скрывают производители стальных дымоходов
Любая инженерная система состоит из нюансов и дымоход не является исключением. Мы вам расскажем, на какие подводные камни можно наткнуться при выборе ДС.
Сталь
Сталь для дымохода должна быть исключительно жаростойкой. К тому же сталь должна противостоять негативному воздействию конденсата — он выпадает при охлаждении дымовых газов или влаги, находящейся в топливе.
Не стоит путать конденсат, который образуется в дымоходе с каплями на окнах, появляющимися в холодную погоду. Конденсат в дымоходе — это далеко не водичка, а агрессивная кислота, действие которой с каждой последующей растопкой только усиливается.
Если вы видите на фасаде дымоход из стали со следами коррозии, значит, он подвергся влиянию конденсата. Но если дымоход ржавеет снаружи, то что с ним произошло внутри? Всё просто: если коррозия добралась до наружной оболочки, то внутренний контур уже проржавел, изоляция нарушена, а пользователи этого сэндвич дымохода подвержены смертельной опасности — отравлению угарными газами или пожару.
Производство сэндвич трубы для дымохода — что для этого необходимо и план организации
В наше время наибольшую популярность при обустройстве газоходов получили сэндвич трубы. Они обладают отличными эксплуатационными характеристиками. Поэтому данные конструкции пользуются большим спросом.
Производство сэндвич трубы для дымохода является выгодным бизнесом. В этой статье мы разберем основные аспекты, связанные с изготовлением этой продукции.
- Организационные моменты
- Станки для резки
- Прокатка ребер жесткости
- Фальцепрокатные станки
- Мобильный листогиб
- Фальцеосадочные станки
- Аппарат контактной точечной сварки
- Важные детали
Организационные моменты
Чтобы начать выпуск рассматриваемой продукции необходимо подобрать хорошее помещение для размещения производства. Его площадь должна составлять не менее пятидесяти квадратных метров. На такой территории можно компактно разместить необходимое оборудование.
Важно, чтобы температура воздуха в таком цехе была не ниже восемнадцати градусов. Оборудование для изготовления сэндвич труб во много совпадет с тем, что используется для производства воздуховодов и вентиляционных каналов.
Для открытия бизнеса необходимо наличие:
- сварочного аппарата;
- фальцеосадочного станка;
- мобильного проходного листогиба;
- фальцепрокатного станка;
- техники для прокатки ребер жесткости;
- станка для резки металлопроката.
Дымоотводящие каналы стыкуются с помощью колен из гофры. Поэтому будет разумным приобрести оборудование для изготовления этих фасонных частей.
Данный станок бывает двух типов: полуавтоматический и автоматический. В первом случае вашему сотруднику придется в ручном режиме выполнять переустановку заготовки и осуществлять перезапуск оборудования.
Станки для резки
Для изготовления изделий из стали необходимо осуществлять ее подрезку. Для этого чаще всего применяют лазерные станки или гильотины. Для небольшого производства последний вариант более предпочтителен. Их стоимость доступная. К тому же, они занимают немного пространства.
Для работы ручной гильотины не нужно подключать электросеть. Аппарат работает за счет применения физической силы. Он удобен для нарезки листов толщиной до 1.5 мм.
Хорошим выбором будет пневматическая модель гильотины. Такие аппараты оборудованы специальным пневматическим приводом. В случае, если вы переходите на массовое производство сэндвич труб будет разумным приобрести механическую модель. Электрические аналоги подойдут для работы с листами, толщина которых не превышает десяти миллиметров.
Механические модели характеризуются определенным функционалом, облегчающим выполнение производственных задач.
Хорошая гильотина должна обладать:
- контролем за гидроприжимами;
- конвейером для приема готовых изделий;
- комплексом поддержки.
Большинство моделей обладают производительностью 5 листов/час. Различие между ними заключается лишь в толщине разрезаемых листов.
Прокатка ребер жесткости
Чтобы усилить конструкцию изделий нужно применять специальные станки для создания ребер жесткости. Процесс осуществляется путем сгибания стенок уплотнения с шагом, составляющем около двадцати сантиметров.
Такое оборудование включает в себе два компонента, гарантирующие ровную профилировку: формирующее устройство и сварная станина. Первая деталь чаще всего выглядит в виде вальцов с роликами.
Создание ребер жесткости происходит одновременно по всей длине. Ключевая особенность этого оборудования заключается в том, что обрабатываемая заготовка не подвергается деформации.
Фальцепрокатные станки
Метод фальцовки является намного более практичным для соединения металлических деталей, чем сварка или клеевой способ.
Принцип работы аппарата довольно простой. Формирующая деталь осуществляет протяжку металлического листа вдоль оборудования. Таким образом получаются фальцы двойного типа. Они позволяют создавать надежную замковую стыковку двух деталей.
Выбирая данную технику нужно четко знать с металлом какой толщины вам придется работать. Мобильные виды агрегатов характеризуются простым обслуживанием.
Существуют модели, в которых допускается изменение настроек профилирующих роликов. Они позволяют создавать стыковочные элементы и рейки. Функциональность оборудования отражается на его цене.
Фальцепрокатные аппараты ручного типа предназначены для работы с листами нержавейки до 0.7 мм. Для производства сэндвич труб необходимо использовать более мощные модели, позволяющие обрабатывать конструкции не только из нержавейки, но и из оцинковки и меди.
Чтобы осуществить отгиб фальца используют фальцегибочные аппараты. Желательно подбирать технику с электрическим приводом. Такие модели обладают производительностью в два раза большей, чем ручные аналоги. Пользуясь этим станком вы сможете производить до тысячи заготовок в одну рабочую смену.
Мобильный листогиб
Эту технику нужно выбирать особенно тщательно.
Уделите внимание таким моментам, как:
- Показатель мощности.
- Стоимость.
Важно, чтобы техника имела хороший запас мощности. В противном случае оборудование может быстро выйти из строя в условиях постоянной эксплуатации.
Подбирайте модель, способную обрабатывать листы, толщина которых на тридцать или более процентов больше реально нужно.
Цена агрегатов зависит от их категории.
Рассматриваемое оборудование может быть следующих видов:
- гидравлическим;
- электромеханическим;
- ручным.
Последний вариант техники не обладает механическим приводом. Она бывает двух типов: стационарной и мобильной. Для производства сэндвич труб для дымоходов лучше использовать мобильный вариант. Существуют модели, оснащенные отрезными лезвиями. Они дают возможность использовать оборудование как для прогиба заготовок, так и для их резки.
Гидравлические и электромеханические варианты характеризуются большой стоимостью. Но без них невозможно создать массовое производство. Наиболее простые модели указанного типа подходят для обработки листов стали от 1 до 1.5 мм. Более мощные аналоги применяются для работы с заготовками с толщиной до двадцати миллиметров.
Станки часто оснащают комплексом ЧПУ. Для небольшого бизнеса покупка этого оборудование достаточно накладная. Цена таких систем в среднем составляет около восемнадцати тысяч долларов. Кроме того, для работы с таким станком нужен высококвалифицированный персонал.
Фальцеосадочные станки
Данные агрегаты используют в целях осадки фальца при изготовлении пустотелых деталей цилиндрической формы. Существуют модели, работающие как от ручного, так и от электрического привода. Следует выбирать станок, прессовочные ролики которого сделаны из качественной закаленной стали. В электромеханическом варианте оборудования уровень зажима, как правило, регулируется.
Данный вид техники довольно разнообразен.
Разница между моделями состоит в:
- стоимости;
- производительности;
- длине осаживаемого фальца;
- методе установке;
- типе привода для перемещения формующей детали.
Техника с одинаковым показателем длины фальцевого замка характеризуется практически идентичным уровнем производительности. Рассматриваемые агрегаты позволяют обрабатывать до пятидесяти элементов в час.
Аппарат контактной точечной сварки
Некоторые компании отдают предпочтение точечной сварке. Эта процедура позволяет заменить фальцовку или спайку. Применение электричества позволяет нагревать металл до точки плавления. В результате обрабатываемые детали сжимаются, и соединяются друг с другом на молекулярном уровне. При осуществлении стыковой сварки электроток проходит по всей площади сечения свариваемых компонентов.
Важные детали
В качестве утеплителя нужно использовать базальтовую или каменную вату. Используйте качественный материал, если хотите чтобы ваша продукция имела хорошую репутацию. Крепление двух труб разного диаметра должно быть надежным. Недостаточно один элемент вставить в другой, а пространство между ними заполнить утеплителем.
Также для производства сэндвич труб для дымоходов нужно использовать специальное программное обеспечение для проектирования производимой продукции. Если цех будет хорошо оборудован, а рабочий процесс правильно организован, то за одну рабочую смену можно выпускать до 500 готовых изделий.
Оборудование для производства топливных брикетов из опилок и других видов сырья
Топливные брикеты, которые также называют пеллетами, становятся в нашей стране популярным видом твердого топлива, которое используется для обогрева как частных жилых строений, так и зданий промышленного назначения. Именно поэтому многие из тех, кто имеет доступ к дешевому сырью, из которого изготавливаются пеллеты, задумывается над вопросами о том, как и где приобрести оборудование для производства топливных брикетов. Прежде чем всерьез начинать заниматься организацией производства брикетированного топлива, необходимо разобраться с тем, что собой представляет такое топливо, а также изучить технологию его изготовления и получить представление об оборудовании, которое для этих целей используется.

Производство топливных брикетов из сосновых опилок
Что такое топливные брикеты
Топливные брикеты, которые в зависимости от используемого для их производства оборудования могут иметь различные размеры и формы, получают путем прессования сырья природного происхождения. Наиболее распространенными видами сырья, используемого для изготовления брикетов, являются:
- отходы деревообработки и лесозаготовки – опилки, стружка, древесная кора, листва и даже хвоя;
- отходы деятельности предприятий, занимающихся переработкой сельскохозяйственной продукции (пшеничная, рисовая и гречишная шелуха, подсолнечная лузга);
- солома, тростник, мелкие фракции торфа и угля;
- птичий помет, образующийся в больших количествах в результате деятельности крупных птицеводческих комплексов.

Разновидности топливных брикетов и сырья для их производства
Наиболее популярными по целому ряду причин являются топливные брикеты, для производства которых используют древесную опилочную массу. При производстве таких брикетов с использованием промышленного оборудования на предварительно подготовленные опилки оказывается значительное давление. В результате из сырья выделяется природное вещество лигнин, которое выступает в роли связующего компонента. Таким образом, технология производства топливных брикетов позволяет изготавливать экологически чистое топливо, не содержащее в своем составе вредных для здоровья человека и окружающей среды химических веществ.
Если проводить сравнение топливных брикетов из опилок с другими видами топлива, то можно отметить следующее:
- при сгорании одной тонны пеллет образуется такое же количество тепловой энергии, как при сжигании:
- пятисот литров дизельного топлива;
- семисот литров топочного мазута.
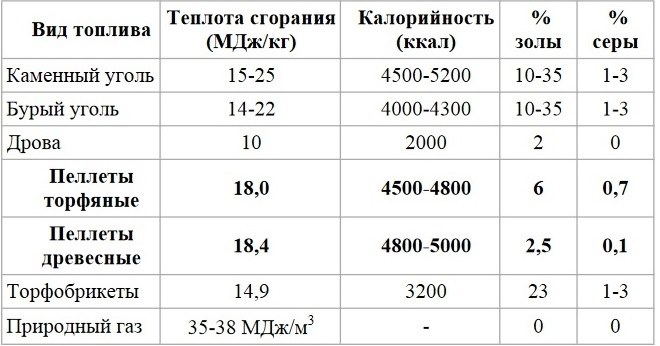
Сравнение пеллет с другими типами топлива
Из наиболее значимых достоинств пеллетного топлива следует выделить:
- более длительный (практически в два раза), если сравнивать топливные брикеты с обычными дровами, период горения;
- низкая зольность (количество золы, остающейся после полного сгорания топливных брикетов, не превышает 1 % от общей массы использованного топлива);
- уменьшение эмиссии углекислого газа в 10–50 раз (кроме того, при сгорании топливных бриектов практически не образуется сера).

Топливные брикеты могут использоваться везде, где требуется продолжительное горение с минимальным выделением газообразных отходов
Сфер применения древесного брикетного топлива с каждым готом становится все больше. Сегодня среди них можно выделить следующие:
- обеспечение функционирования систем автономного отопления частных домов и дач;
- обогрев зданий, обслуживаемых котельными ЖКХ;
- обеспечение функционирования комбинированных систем по производству тепла и электроэнергии;
- применение в качестве наполнителя для кошачьих туалетов, а также для локализации и удаления влаги из любых мест в доме.
Производство топливных брикетов будет выгодным лишь в том случае, если сырье для их изготовления обходится очень дешево (оптимальный вариант – отходы основного производства).

Так выглядит мобильная линия брикетирования опилок
Так, задуматься над тем, чтобы организовать изготовление топливных брикетов, стоит предприятиям, занимающимся такими видами деятельности, как:
- сбор и переработка сельскохозяйственной продукции;
- выращивание и содержание крупного рогатого скота и домашней птицы;
- разработка торфяных месторождений;
- лесозаготовка;
- изготовление продукции из натуральной древесины и продуктов ее переработки.
Предприятия, работающие в вышеперечисленных сферах, наладив производство топливных брикетов, решают одновременно две задачи: организуют эффективную утилизацию отходов основного производства и получают дополнительную прибыль. Оборудование для изготовления топливных брикетов в таких случаях окупается достаточно быстро.
Технология производства
Классическая технология изготовления топливных гранул из древесных отходов включает в себя несколько последовательных этапов:
- Очистку сырья от посторонних примесей и его предварительное дробление.
- Сушку материала, выполняемую с целью доведения его влажности до 8–12 %.
- Финишное дробление отходов на более мелкие фракции.
- Водоподготовку или обработку подготовленного сырья паром, что необходимо для доведения его до требуемого уровня влажности.
- Прессование материала, для чего преимущественно применяются экструдерные установки.
- Охлаждение готовых брикетов и их финишную сушку.
- Фасовку готовой продукции.

Основные этапы производства топливных брикетов
Каждый из вышеперечисленных этапов технологического процесса изготовления топливных брикетов выполняется с определенной целью и с использованием соответствующего оборудования. Так, предварительное измельчение очищенного сырья необходимо для того, чтобы ускорить его последующую сушку, выполняемую, как правило, в печах барабанного типа. На данном этапе сырье измельчается до такого состояния, чтобы его отдельные частицы не превышали в длину и ширину 25 мм, а в толщину – 2 мм.
Водоподготовка сырья или его обработка паром выполняются в том случае, если влажность опилочной массы составляет менее 8 %. Обращать внимание на влажность опилок перед их прессованием необходимо потому, что превышение данного параметра (свыше 15 %) и его снижение (ниже 8 %) негативно отражается на качестве прессования брикета.

Сырье, очищенное от крупных включений, подается посредством транспортерной ленты в измельчитель
Для брикетирования опилочную массу подвергают воздействию сильного давления, в результате чего она не только спрессовывается в брикет с плотной внутренней структурой, но и самопроизвольно нагревается до температуры, значение которой может доходить до 70° С. Именно поэтому после выхода из прессовального оборудования нагретый топливный брикет необходимо охладить естественным путем или при помощи принудительного обдува воздухом.
Некоторые производители топливных брикетов в целях снижения себестоимости производства такого топлива предлагают его конечным потребителям россыпью, не упаковывая в отдельную тару. Конечно, стоимость топливных брикетов, реализуемых россыпью, ниже, чем цена упакованной продукции, но срок хранения такого топлива, которое ничем не защищено от негативного воздействия внешних факторов, достаточно короткий. Именно поэтому для топливных брикетов, на состояние которых сильное влияние оказывают механические воздействия и повышенная влажность, лучше предусмотреть наличие упаковки, в качестве которой могут быть использованы полиэтиленовые мешки.
Состав технологической линии
Оборудование для изготовления брикетов из древесных отходов, работающее по вышеописанной технологической схеме, должно включать в себя целый перечень технических устройств. Каждое из них предназначено для решения определенных задач.
Для того чтобы организовать полноценное производство брикетов из древесного сырья, потребуется следующее технологическое оборудование:
- дробилка барабанного или дискового типа, на которой будет осуществляться предварительное измельчение сырья;
- молотковая мельница, на которой сыпучая древесная масса будет подвергнута финишному (более тонкому) измельчению;
- котел, в котором будет нагреваться воздух для сушки опилочной массы;
- сушилка, в качестве которой преимущественно используются установки барабанного типа;
- барабан или бункер, в котором будет осуществляться смешивание компонентов для брикетов;
- пресс, предназначенный непосредственно для брикетирования сыпучей опилочной массы;
- установка, которая будет обеспечивать охлаждение готовой продукции;
- сито, на котором готовые пеллеты будут отсеиваться от опилок и древесной стружки, не спрессовавшихся в процессе брикетирования;
- желоба, при помощи которых будет обеспечиваться загрузка сыпучего сырья в пресс-гранулятор и выгрузка из него готовой продукции;
- упаковочная установка, оснащенная весовым оборудованием.
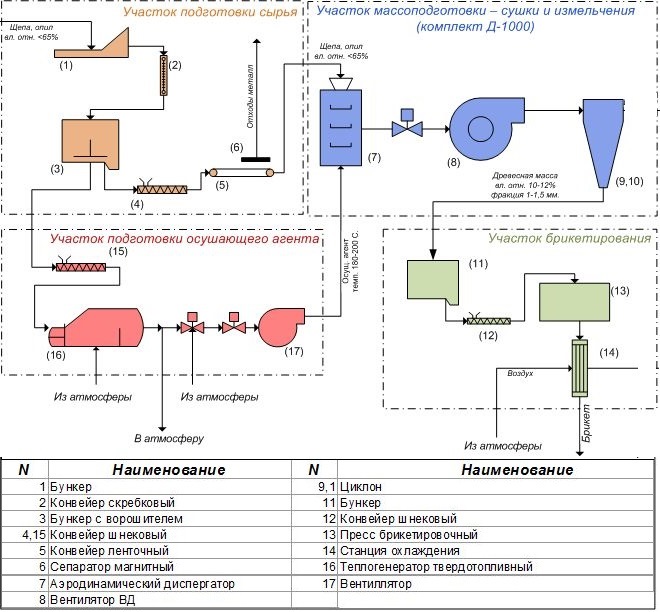
В составе линии по производству топливных брикетов можно выделить четыре технологических участка
Все элементы для производства топливных брикетов оборудования должны соединяться между собой транспортирующими устройствами. В качестве таких устройств, в частности, могут быть использованы ленточные или шнековые транспортеры. Кроме того, производственные линии, предназначенные для изготовления брикетов из опилок и др., должны содержать в своем составе вентиляционные установки, которые будут обеспечивать не только охлаждение готовых пеллет, но и отвод дыма из зоны сушки сырья для их производства.
Оборудование для прессования
При принятии решения об организации производства топливных брикетов особое внимание следует уделить выбору оборудования, на котором будет осуществляться процесс их прессования из сыпучей опилочной массы. Оборудование для производства брикетов, предлагаемое сегодня многими зарубежными и отечественными производителями, может представлять собой установку экструдерного типа, а также пресс, в котором формирование плотных гранул происходит при продавливании опилочной массы через отверстия матрицы за счет движения по ней зубчатого катка.

Экструдерный пресс ПЭ-4 для брикетирования опилок
При использовании оборудования первого типа плотные древесные гранулы образуются благодаря тому, что опилки под воздействием шнека винтового типа продавливаются через отверстие конической формы. В оборудовании обоих типов для получения гранул требуемой длины готовые пеллеты обрезает вращающийся плоский нож.
И в заключение небольшой видеоролик, наглядно демонстрирующий работу пресса для изготовления топливных брикетов.
В наше время наибольшую популярность при обустройстве газоходов получили сэндвич трубы. Они обладают отличными эксплуатационными характеристиками. Поэтому данные конструкции пользуются большим спросом.
Производство сэндвич трубы для дымохода является выгодным бизнесом. В этой статье мы разберем основные аспекты, связанные с изготовлением этой продукции.
Организационные моменты

Чтобы начать выпуск рассматриваемой продукции необходимо подобрать хорошее помещение для размещения производства. Его площадь должна составлять не менее пятидесяти квадратных метров. На такой территории можно компактно разместить необходимое оборудование.
Важно, чтобы температура воздуха в таком цехе была не ниже восемнадцати градусов. Оборудование для изготовления сэндвич труб во много совпадет с тем, что используется для производства воздуховодов и вентиляционных каналов.
Сварочный аппарат
Для открытия бизнеса необходимо наличие:
- сварочного аппарата;
- фальцеосадочного станка;
- мобильного проходного листогиба;
- фальцепрокатного станка;
- техники для прокатки ребер жесткости;
- станка для резки металлопроката.
Дымоотводящие каналы стыкуются с помощью колен из гофры. Поэтому будет разумным приобрести оборудование для изготовления этих фасонных частей.
Данный станок бывает двух типов: полуавтоматический и автоматический. В первом случае вашему сотруднику придется в ручном режиме выполнять переустановку заготовки и осуществлять перезапуск оборудования.
В ассортименте…
У нас Вы найдете все, что Вам нужно. Вам не придется искать дополнительные детали и оборудование. Для нас характерно обеспечение полным набором необходимого оборудования для производства дымоходов. Мы предлагаем оборудование для:
- раскройки заготовок
- вальцовки деталей
- сварки встык
- формовки концов труб
- зиговки концов труб
- сборки теплоизолированного прямолинейного участка
- 3D — плазменной резки
- роликовой сварки деталей
- изготовления круглых фасонных деталей (заглушки и крышки)
- сборки теплоизолированного отвода
Станки для резки
Для изготовления изделий из стали необходимо осуществлять ее подрезку. Для этого чаще всего применяют лазерные станки или гильотины. Для небольшого производства последний вариант более предпочтителен. Их стоимость доступная. К тому же, они занимают немного пространства.
Для работы ручной гильотины не нужно подключать электросеть. Аппарат работает за счет применения физической силы. Он удобен для нарезки листов толщиной до 1.5 мм.
Хорошим выбором будет пневматическая модель гильотины. Такие аппараты оборудованы специальным пневматическим приводом. В случае, если вы переходите на массовое производство сэндвич труб будет разумным приобрести механическую модель. Электрические аналоги подойдут для работы с листами, толщина которых не превышает десяти миллиметров.
Механические модели характеризуются определенным функционалом, облегчающим выполнение производственных задач.
Хорошая гильотина должна обладать:
- контролем за гидроприжимами;
- конвейером для приема готовых изделий;
- комплексом поддержки.
Большинство моделей обладают производительностью 5 листов/час. Различие между ними заключается лишь в толщине разрезаемых листов.
Прокатный станок для профильной трубы в производстве и дома + видео
Металлические конструкции всегда пользуются большой популярностью благодаря их прочности, вследствие чего прокатный станок для профильной трубы ни на одном заводе простаивать не будет, да и дома не помешает.
1 Каким бывает прокатный стан для производства профильной трубы
Красивый современный стеллаж, алюминиевая стремянка, теплица в загородном хозяйстве, козырек над дверью – все это чаще всего изготавливается из металлических профилей. Они могут иметь вид прямоугольный (включая квадрат), многоугольный и овальный, не говоря уже о трубах круглого сечения. Выпускаются эти стальные и алюминиевые изделия на специальных прокатных станах. Независимо от формы поперечного среза и калибра, производство профилей может выполняться полным циклом, то есть начиная с сырья и заканчивая готовой продукцией или же только холодным обжатием обычной круглой трубы.
Рекомендуем ознакомиться
Технология формирования изделий из слитка или даже с предварительным литьем осуществляется на крупных промышленных линиях, где заготовка проходит несколько этапов обработки. В таком производстве бывают задействованы литейно-прокатные станы, реверсивные одноклетевые либо многоклетевые, непрерывные линии, а также станы холодной прокатки. В одном промышленном комплексе могут быть задействованы все перечисленные агрегаты или только некоторые из них. Если в начале технологического процесса не предусматривается литье, в качестве сырья используются металлические слитки.
Многие металлические конструкции не требуют особой прочности, и профили для них необязательно изготавливать с заранее заданными свойствами вроде большой степени упругости или высокого сопротивления на разрыв. В этом случае изделия из стали и алюминия достаточно будет получить путем холодной прокатки в валках из трубы круглого сечения. Подобную линию можно собрать в небольшом помещении, а для изделий небольших размеров отдельный стан легко установить в домашней мастерской на загородном участке. Главное, чтобы поблизости не было жилых помещений, поскольку шум от обработки металла обжатием довольно сильный.
2 Как работает прокатный станок для профильной трубы
Рассмотрим разные последовательности обработки заготовки до ее превращения в готовый профиль. Начнем литейно-прокатного процесса, когда сразу следом за машиной для непрерывного центробежного литья толстостенной заготовки устанавливают стан с валками, которые начинают формировать пустотелый цилиндр отливки по мере его поступления из кристаллизатора. Данная технология предусматривает использование высокой остаточной температуры изделия. Такие линии называются блюмингами, с них сходят заготовки для дальнейшей, более точной обкатки, предварительно разрезающиеся до нужных размеров механическими ножницами или пилами.
Непрерывный прокатный станок для производства профильной трубы бесшовного типа представляет собой линию из ряда агрегатов, в которую подается в качестве сырья слиток или стальной круг, размеры которого заранее внесены в чертежи. Путем использования поперечно-винтовых валков на прошивном стане в заготовке создают полость, в итоге получается промежуточный продукт – гильза. В ней формируется равномерный внутренний диаметр посредством насадки на калибровочную оправку с прерывно-периодической внешней обкаткой на фасонном стане.
Еще один способ изготовления труб – печное сваривание их из металлической ленты. Изначально скрученная в рулон, она разматывается при поступлении в производственную линию, приваривается к концу предыдущей, уже задействованной в техническом процессе и отправляется в стан через газовую печь. Там лента сворачивается в трубу, проходя 12 валков, каждая пара которых объединена с калибром. Когда кромки витков соединяются, металл, разогретый в печи до 1350 градусов, самостоятельно сваривается. Механические пилы делят готовое изделие на отрезки, которые калибруются и отправляются в очередной стан с вальцами, уминающими стенки до образования нужного профиля.
Наиболее простой вариант – холодный прокат из уже готовых труб круглого сечения. По сути, это отдельно задействованный последний этап описанного ранее технического процесса, с той лишь разницей, что в качестве сырья изначально закупаются готовые металлические трубы с кольцевой формой среза. Валки с соответствующей формой выемки устанавливаются рядами попарно, причем каждый ряд крутится в противоположном направлении. В целом такой агрегат занимает немного места, и самые маломощные модели могут быть установлены в домашней мастерской.
Для прокатного стана в первую очередь необходимо надежное основание, прикрученное к тяжелому верстаку или прямо к бетонному полу, чтобы в процессе работы механизм не сдвигался с места.
Прокатка ребер жесткости
Чтобы усилить конструкцию изделий нужно применять специальные станки для создания ребер жесткости. Процесс осуществляется путем сгибания стенок уплотнения с шагом, составляющем около двадцати сантиметров.
Такое оборудование включает в себе два компонента, гарантирующие ровную профилировку: формирующее устройство и сварная станина. Первая деталь чаще всего выглядит в виде вальцов с роликами.
Создание ребер жесткости происходит одновременно по всей длине. Ключевая особенность этого оборудования заключается в том, что обрабатываемая заготовка не подвергается деформации.
Фальцепрокатные станки
Метод фальцовки является намного более практичным для соединения металлических деталей, чем сварка или клеевой способ.
Ключевое назначение рассматриваемого станка заключается в создании идеально ровного стыка нескольких компонентов. Данное оборудование позволяет создавать различные виды соединений. В том числе двойные и одинарные.

Принцип работы аппарата довольно простой. Формирующая деталь осуществляет протяжку металлического листа вдоль оборудования. Таким образом получаются фальцы двойного типа. Они позволяют создавать надежную замковую стыковку двух деталей.
Выбирая данную технику нужно четко знать с металлом какой толщины вам придется работать. Мобильные виды агрегатов характеризуются простым обслуживанием.
Существуют модели, в которых допускается изменение настроек профилирующих роликов. Они позволяют создавать стыковочные элементы и рейки. Функциональность оборудования отражается на его цене.
Фальцепрокатные аппараты ручного типа предназначены для работы с листами нержавейки до 0.7 мм. Для производства сэндвич труб необходимо использовать более мощные модели, позволяющие обрабатывать конструкции не только из нержавейки, но и из оцинковки и меди.
Чтобы осуществить отгиб фальца используют фальцегибочные аппараты. Желательно подбирать технику с электрическим приводом. Такие модели обладают производительностью в два раза большей, чем ручные аналоги. Пользуясь этим станком вы сможете производить до тысячи заготовок в одну рабочую смену.
Оборудование для производства труб из нержавеющей стали

Эксплуатация и сферы применения нержавеющих труб интенсивно развиваются, а спрос на такой вид металлопроката неуклонно растет, будь то Москва, Новосибирск, Томск или Уренгой. Вызвано это особыми свойствами нержавеющей стали — она очень прочна и инертна к агрессивной среде. Устойчивость перед разрушающими факторами позволяет применять нержавеющую сталь в мебельной, авиационной, пищевой, химической и корабельной промышленности. Благодаля эксплуатационным качествам, нержавеющая сталь широко применяется и в медицине. Так, невозможно изготовить ни один хирургический инструмент без того, чтобы купить сначала нержавейку как материал для производства таких инструментов.
Невозможно представить и многие другие производственные сферы без использования нержавеющей стали и труб из нее. И не просто потому, что этот материал оправдывает соотношение цена качество, а потому, что он действительно незаменим в пищевой, машиностроительной, трубопроводной и многих других производственных сферах.
Основным материалом, который применяется для производства труб на оборудовании для производства труб из нержавеющей стали является сталь марки ANSI 304. Она содержит минимум 18% Cr и 8% Ni. Такое содержание Cr обеспечивает формирование на поверхности оксидного слоя, что придает стали устойчивость к воздействию разнообразных химических веществ. Аустенитная сталь ANSI 304 — с низким содержанием углерода. Сталь этой марки является наиболее широко используемой из всех марок нержавеющей стали. Основное применение — в оборудовании для химических и пищевых предприятий и предприятий общественного питания. Оборудование для производства, хранения и транспортировки молока, пива, вина и других напитков, а также химреактивов.
Хочется отметить, что оборудование можно использовать также для производства труб и из углеродистой стали. Сварка может производиться не только аргоно-дуговым сварочным аппаратом. Можно также использовать высокочастотный сварочный аппарат или лазерный сварочный аппарат. Использование высокочастотного сварочного аппарата позволяет заметно увеличить в несколько раз скорость производства трубы, но стоимость такого сварочного аппарата увеличивает также стоимость оборудования.
Компания удачно использовала лазерный сварочный аппарат для производства трубы малого диаметра из нержавеющей стали с одновременным размещением в такой трубке электрического кабеля. Длина такой трубки составила до 5 000 м.
Как уже упоминалось ранее основной целью деятельности компании является максимальное удовлетворение потребностей наших клиентов. Поэтому мы можем разработать любую комплектацию нашей линии в зависимости от пожеланий наших заказчиков.

— длина — 11,95 м
— ширина — 1,5 м
— высота по максимальному размеру — 1,7 м
Основная машина — 4,950 м
Основной состав оборудования для производства труб из нержавеющей стали:
— Устройство для разматывания ленты
— Участок формования
— Участок сварки
— Устройство для полировки сварного шва
— Участок калибровки, калибровка производится протаскиванием через фильер
— Стойка для хранения труб
— Основной электроаппарат SIEMENS для управления контактором (реле) для управления работой двигателей
— Стойка высокой точности
— Вытягивающее намоточное устройство емкостью 630 м. Фирма может поставить по желанию бесплатно дополнительный цилиндр для хранения произведенных труб
— Сварочный аппарат Panasonic
Надежность сварного шва очень высокая, но по желанию фирма может также поставить Тестер дефектоскопии сварного шва методом вихревых токов. Он работает в автоматическом режиме. При обнаружении дефекта подает сигнал тревоги.
Можем предложить вам также станок для нарезки штрипсы (ленты) необходимых вам размеров. Эта лента используется для производства различного вида труб.
Линия по производству нержавеющей трубы
Технические параметры обычного оборудования нержавеющей трубы
| Модель | ZG20 | ZG40 | ZG40 | ZG50 | ZG60 |
| Диаметр(mm) | 4~15 | 6~32 | 8~45 | 25~76 | 50.8~114 |
| Толщина стенки(mm) | 0.17~0.8 | 0.17~1.2 | 0.17~2 | 0.4~2.5 | 0.5~3 |
| Скорость(m) | 2~15 | 2~18 | 2~15 | 3~12 | 3~12 |
| Электродвигатель(kw) | 3 | 5.5 | 7.5 | 11 | 15 |
| Полировальный ящик | нуту | 3kw*2 | 3kw*2 | 3kw*3 | 3kw*3 |
| Длина главнго станки (m) | 2.4 | 6 | 6.5 | 7.5 | 8.5 |
Технические параметры промышленного оборудования нержавеющей трубы
| Модель | ZG40 | ZG50 | ZG60 | ZG80 | ZG100 |
| Диаметр(mm) | 8~45 | 25~76 | 50.8~114 | 89~159 | 114~219 |
| Толщина стенки(mm) | 0.3~3 | 0.4~3.5 | 0.6~4 | 0.4~5 | 1~5 |
| Скорость(m) | 0.5~5 | 0.6~4 | 0.6~4 | 0.5~3 | 0.8~4 |
| Электродвигатель(kw) | 7.5+5.5 | 11+7.5 | 15+11 | 18.5+15 | 22+15 |
| Полировальный ящик | 3kw*2 | 3kw*2 | 3kw*3 | 3kw*3 | 3kw*3 |
| Режим передачи | коробка передач | Коробка передач | Передач передач | Коробка передач | Передач передач |
| Длина главного станки(m) | 7.8 | 8.5 | 9 | 13 | 13.6 |
Стандартные диаметры производимых труб на нашем оборудовании: ф4~ф135мм. Но по вашему требованию трубы можно производить также большего лиаметра из нержавеющей или из углеродистой стали. Можно также производить гофрированные трубы. Оборудование позволяет производить не только круглые, но и профилированные трубы, квадратного или прямоугольного сечения.
ZG60 оборудование для производства нержавеющей трубы
- диаметр производства трубы: Ф 50.8mm~ Ф 114mm, скорость производства трубы:5~10М/min
- карусельная этажерка, точилка, гладкий вал 10 комплектов, вертикальный вал 11 комплектов, электродвигатель с трансформированием частоты 7.5 Kw, электроаппарат SIEMENS, штамп, аргонно-дуговая электрическая сварка 600A.
- Электрическая мощность машины 23 квт, может использовать 12 квт. Длина машины для изготовления 6-метровых труб — 17,5м, для 3-метровых труб — 14,5 м.
- Пресс-формы для изготовления труб
- Материал — хром, полученный под воздействием высокой температуры в вакууме. Прочность≥HRC61~63, смоделировано Auto Cad и CNC

1, Двухместная вертикальная стойка для размотки. Вес нетто 2,5т
2, Основные и трансмиссионные части
Основные части
- 2 горизонтальных стойки
- 2 комплекта гор. стоек
- 7 комплектов вертикальных роликовых стоек
Трансмиссионные части
- двигатель преобразования частоты 11 кВт
- одна коробка передач1:1.6 и1:3.2
- червячный привод для модели 90 и редуктор понижения скорости
- червячный привод для модели 90 и двойной редуктор понижения скорости 1:20 — 3
- для модели 130 9 штук карданного вала
3, Сварка
- 2 комплекта роликовых стоек
- 1 комплект вертикальной роликовой стойки
- 1 комплект роликового регулируемого устройства для сварки
4, Шлифование в установке для сварки
- одна электронная шлифовальная шайба Φ300хΦ25х35, блок управления, который состоит из 2 двигателей по 3 кВт и одного — 0,25 кВт — всего 3 двигателя
- корейская шлифовальная лента, состоит из 2 двигателей по 3 кВт и редуктора с цепочным зацеплением 0,75 кВт
5, Размеры
- 4 комплекта роликовых стоек
- 5 комплектов вертикальных роликовых стоек
- одна турецкая головка
- трансмиссия: 4 модели 90 1:20
- одна модель 130
6, Резка
- один двигатель 3 кВт
- лезвие для резки Φ400мм х Φ32мм х 1.5мм~4мм
- следящий цилиндр Φ63мм х 30мм
- подачи цилиндра Φ63мм х 200мм
- обратный цилиндр Φ63мм х 1200мм
- 3 распределителя с электромагнитным управлением
- сепаратор очистки загрязненной воды
- ходовой выключатель
- один выпускной клапан
- 2 клапана для регулирования скорости
7, Стойка для штамповки
- цилиндрическая стойка для штамповки Φ50мм х 100мм
- опрокинутая этажерка
- стойка для поднятия труб — 1 штука
- электронные элементы контроля включения.
Мобильный листогиб
Эту технику нужно выбирать особенно тщательно.
Уделите внимание таким моментам, как:
- Показатель мощности.
- Стоимость.
Важно, чтобы техника имела хороший запас мощности. В противном случае оборудование может быстро выйти из строя в условиях постоянной эксплуатации.
Подбирайте модель, способную обрабатывать листы, толщина которых на тридцать или более процентов больше реально нужно. Цена агрегатов зависит от их категории.
Рассматриваемое оборудование может быть следующих видов:
- гидравлическим;
- электромеханическим;
- ручным.
Последний вариант техники не обладает механическим приводом. Она бывает двух типов: стационарной и мобильной. Для производства сэндвич труб для дымоходов лучше использовать мобильный вариант. Существуют модели, оснащенные отрезными лезвиями. Они дают возможность использовать оборудование как для прогиба заготовок, так и для их резки.

Гидравлические и электромеханические варианты характеризуются большой стоимостью. Но без них невозможно создать массовое производство. Наиболее простые модели указанного типа подходят для обработки листов стали от 1 до 1.5 мм. Более мощные аналоги применяются для работы с заготовками с толщиной до двадцати миллиметров.
Станки часто оснащают комплексом ЧПУ. Для небольшого бизнеса покупка этого оборудование достаточно накладная. Цена таких систем в среднем составляет около восемнадцати тысяч долларов. Кроме того, для работы с таким станком нужен высококвалифицированный персонал.
Мы не стоим на месте
Этот слоган можно назвать девизом всех, без исключения, отделов . Постоянный поиск – вот что характерно для нашей работы. Мы ищем новые способы развития технологий и решения обустройства, гарантируя лишь высококачественное оборудование, отменный сервис и лишь оригинальные станки с
с гарантией от производителя.
Нас характеризуют такие качества как:
- надежность
- комплексный подход
- отличное сервисное обслуживание
- постоянный сбор информации
Обращаясь к нашим менеджерам за помощью в подборе нужного оборудования, Вы можете положиться на их опыт и высокую квалификацию. Мы не предлагаем то, что нужно продать нам. Мы обеспечиваем станками, которые необходимы Вам.
Фальцеосадочные станки
Данные агрегаты используют в целях осадки фальца при изготовлении пустотелых деталей цилиндрической формы. Существуют модели, работающие как от ручного, так и от электрического привода. Следует выбирать станок, прессовочные ролики которого сделаны из качественной закаленной стали. В электромеханическом варианте оборудования уровень зажима, как правило, регулируется. Данный вид техники довольно разнообразен.
Разница между моделями состоит в:
- стоимости;
- производительности;
- длине осаживаемого фальца;
- методе установке;
- типе привода для перемещения формующей детали.
Техника с одинаковым показателем длины фальцевого замка характеризуется практически идентичным уровнем производительности. Рассматриваемые агрегаты позволяют обрабатывать до пятидесяти элементов в час.
Станки для изготовления водостока | ПКП СТАНБОКС
Производим полный комплект для изготовления трубы водостока из оцинкованной стали. Также на этих станках можно делать колена, воронки и другие элементы водосточной системы из оцинковки. Дополнительно комплект станков применяется при изготовлении дымоходов, элементов вентиляции, кожухов изоляционных оболочек теплотрасс.
Краткое описание работы:
- На фальцегибе сгибаем лежачий фальц
- С помощью вальцев скатываем цилиндр будущей трубы
- Защелкиваем ранее полученнный фальц и фальцеосадочный станком закатываем его до состояния герметичного шва
- Зиговочный станок позволит прокатать ребра жесткости, сужение (гофра) и сделать зиги для сборки воронок и колена
Станок фальцегиб
Массивные шарниры и тяжелая гибочная балка, дают возможность производить ровный и точный гиб фальца, от которого зависит качество шва на водосточной трубе. Все узлы фальцегиба изготовлены из стали марки 09г2с, что значительно сокращает их износ. Также станок применяется для гибки ребра жесткости водосточного желоба, а таже других элементов крепления при изготовлении элементов водостока.
Вальцы ручные
Станок для вальцовки труб и других элементов водостока с консольным отводимым в сторону верхним валом для удобства съема прокатанной трубы. Вальцы этой серии имеют механику быстрого перемещения валов, что увеличивает скорость работы на станке, а органы управления расположенные с одной стороны станка упрощают работу, за счет чего повышается производительность.
Фальцеосадочный консольный
Осадочный позволяет вести быструю работу, так как прижим осуществляется одним движением рычага — эксцентрика. Специальная конструкция верхнего хобота гарантирует достаточное давление на металл и полную герметичность осаживаемого шва. Дополнительно фальцеосадочный может применятся для закатки кромки листа согнутой на 180 градусов (усиленная кромка).
Зиговочная машина ручная
Зиговка ручная с полным комплектом роликов (отбортовка, ребро жесткости и гофра) для производства зиговочных операций на всех элементах водосточной системы. Также можно заказать ролики для резки металла и использовать зигмашину, как листорез — кругорез.
На всех всех производимых нами станках, вращающиеся подверженные трению узлы (шейки валов, ролики, подвижные эксцентрики и т. д.) выполнены на подшипниках, что позволяет отказаться от постоянной смазки, устраняет люфт и гарантирует легкое вращение на протяжении всего срока службы станка.
Также можно заказать станки оборудованные эл. механическим приводом.
Обычно станки всегда в наличии, отгрузка из цеха. Обращайтесь покажем различные варианты комплектации.
valci.ru
Важные детали
В качестве утеплителя нужно использовать базальтовую или каменную вату. Используйте качественный материал, если хотите чтобы ваша продукция имела хорошую репутацию. Крепление двух труб разного диаметра должно быть надежным. Недостаточно один элемент вставить в другой, а пространство между ними заполнить утеплителем.

Также для производства сэндвич труб для дымоходов нужно использовать специальное программное обеспечение для проектирования производимой продукции. Если цех будет хорошо оборудован, а рабочий процесс правильно организован, то за одну рабочую смену можно выпускать до 500 готовых изделий.
Смотреть видео:
В наше время наибольшую популярность при обустройстве газоходов получили сэндвич трубы. Они обладают отличными эксплуатационными характеристиками. Поэтому данные конструкции пользуются большим спросом.
Производство сэндвич трубы для дымохода является выгодным бизнесом. В этой статье мы разберем основные аспекты, связанные с изготовлением этой продукции.
Организационные моменты

Чтобы начать выпуск рассматриваемой продукции необходимо подобрать хорошее помещение для размещения производства. Его площадь должна составлять не менее пятидесяти квадратных метров. На такой территории можно компактно разместить необходимое оборудование.
Важно, чтобы температура воздуха в таком цехе была не ниже восемнадцати градусов. Оборудование для изготовления сэндвич труб во много совпадет с тем, что используется для производства воздуховодов и вентиляционных каналов.
Сварочный аппарат
Для открытия бизнеса необходимо наличие:
- сварочного аппарата;
- фальцеосадочного станка;
- мобильного проходного листогиба;
- фальцепрокатного станка;
- техники для прокатки ребер жесткости;
- станка для резки металлопроката.
Дымоотводящие каналы стыкуются с помощью колен из гофры. Поэтому будет разумным приобрести оборудование для изготовления этих фасонных частей.
Данный станок бывает двух типов: полуавтоматический и автоматический. В первом случае вашему сотруднику придется в ручном режиме выполнять переустановку заготовки и осуществлять перезапуск оборудования.
Выбор помещения
Для размещения производственных мощностей подойдет цех площадью в 100-300 квадратов, расположенный за пределами города. Важным моментом здесь станет наличие удобного подъезда для специальной техники, грузовых и легковых автомобилей.
Производственные цеха должны быть подключены к основным инженерным сетям, системой вентиляции, кондиционирования и отопления, охранной и пожарной сигнализации.
Дополнительно нужно позаботиться об обустройстве бытовых помещений и раздевалок для технического персонала и офиса – для административных работников.
Станки для резки
Для изготовления изделий из стали необходимо осуществлять ее подрезку. Для этого чаще всего применяют лазерные станки или гильотины. Для небольшого производства последний вариант более предпочтителен. Их стоимость доступная. К тому же, они занимают немного пространства.
Для работы ручной гильотины не нужно подключать электросеть. Аппарат работает за счет применения физической силы. Он удобен для нарезки листов толщиной до 1.5 мм.
Хорошим выбором будет пневматическая модель гильотины. Такие аппараты оборудованы специальным пневматическим приводом. В случае, если вы переходите на массовое производство сэндвич труб будет разумным приобрести механическую модель. Электрические аналоги подойдут для работы с листами, толщина которых не превышает десяти миллиметров.
Механические модели характеризуются определенным функционалом, облегчающим выполнение производственных задач.
Хорошая гильотина должна обладать:
- контролем за гидроприжимами;
- конвейером для приема готовых изделий;
- комплексом поддержки.
Большинство моделей обладают производительностью 5 листов/час. Различие между ними заключается лишь в толщине разрезаемых листов.
Сырье
Следующим важным моментом станет поиск и выбор поставщиков исходного сырья. В большинстве случаев для этих целей подойдут гранулированные полимеры: полиэтилен или полипропилен.
При подготовке предприятия к работе нужно основательно подойти к выбору поставщика. Ведущими отечественными компаниями, осуществляющими оптовые поставки полимерных гранул, являются:
- «Полипластик» — производит широкий ассортимент полимеров, осуществляя оптовые поставки сырья во все субъекты РФ.
- «ГлавТехПром» — новосибирское торгово-производственное предприятие, лидер в сфере производства полимеров в своем регионе.
- «ТД Пластмасс Групп» — фирма осуществляет оптовые поставки синтетических полимеров высокого качества.
По мнению экспертов, для выпуска ПВХ продукции лучше всего подходит сополимер полипропилена.

Средний ценник на него равняется 55-57 рублей за килограмм. Гранулированный полиэтилен будет стоить порядка 32 рублей за килограмм. Он применяется для выпуска труб ПНД.
Прокатка ребер жесткости
Чтобы усилить конструкцию изделий нужно применять специальные станки для создания ребер жесткости. Процесс осуществляется путем сгибания стенок уплотнения с шагом, составляющем около двадцати сантиметров.
Такое оборудование включает в себе два компонента, гарантирующие ровную профилировку: формирующее устройство и сварная станина. Первая деталь чаще всего выглядит в виде вальцов с роликами.
Создание ребер жесткости происходит одновременно по всей длине. Ключевая особенность этого оборудования заключается в том, что обрабатываемая заготовка не подвергается деформации.
Как правильно гнуть металл
Кровельные элементы, как правило, скрыты от глаз прохожих и какие-либо претензии по декоративной части к ним не предъявляются. Это делает возможным ручное изготовление деталей с использованием шаблонов, но приходится постоянно оправлять изделие киянкой.
Это не самый лучший подход: линии сгиба и всё изделие в целом получаются волнистыми, а работа над одной деталью может растянуться на долгое время. Для штучных изделий это вполне терпимо, но если приходится обносить водостоком весь дом — следует получить в своё распоряжение необходимое оборудование и приспособления.
Сегодня листогибы занимают собственный сегмент на рынке профессионального инструмента и доступны повсеместно. Цена их довольно высока, но ведь только на собственном, проверенном оборудовании можно изготовить детали отличного качества. Арендовать листогиб — тоже вариант, но станок, переходящий из рук в руки, не будет обладать необходимой точностью и безотказностью.
Фальцепрокатные станки
Метод фальцовки является намного более практичным для соединения металлических деталей, чем сварка или клеевой способ.
Ключевое назначение рассматриваемого станка заключается в создании идеально ровного стыка нескольких компонентов. Данное оборудование позволяет создавать различные виды соединений. В том числе двойные и одинарные.

Принцип работы аппарата довольно простой. Формирующая деталь осуществляет протяжку металлического листа вдоль оборудования. Таким образом получаются фальцы двойного типа. Они позволяют создавать надежную замковую стыковку двух деталей.
Выбирая данную технику нужно четко знать с металлом какой толщины вам придется работать. Мобильные виды агрегатов характеризуются простым обслуживанием.
Существуют модели, в которых допускается изменение настроек профилирующих роликов. Они позволяют создавать стыковочные элементы и рейки. Функциональность оборудования отражается на его цене.
Фальцепрокатные аппараты ручного типа предназначены для работы с листами нержавейки до 0.7 мм. Для производства сэндвич труб необходимо использовать более мощные модели, позволяющие обрабатывать конструкции не только из нержавейки, но и из оцинковки и меди.
Чтобы осуществить отгиб фальца используют фальцегибочные аппараты. Желательно подбирать технику с электрическим приводом. Такие модели обладают производительностью в два раза большей, чем ручные аналоги. Пользуясь этим станком вы сможете производить до тысячи заготовок в одну рабочую смену.
Какую жесть выбрать
Перед тем сделать трубу из жести подбирается подходящий . Для дымоходов рекомендуется тонкая жесть, покрытая специальным составом.
Козырьки и оголовки выполняются из жести, используемой .
Жестяная труба отводит дым и повышает тягу.
Жесть бывает черная и белая. Черный тип материала представляет собой тонколистовую и холоднокатаную сталь. Продукция изготавливается из сталей различных марок. Материал предлагается производителями в листах или рулонах.
Белая жесть — это материал покрытый оловом с обеих сторон, который обрабатывается методами электролитического и горячего лужения. Данный материал представляет собой низкоуглеродистый и тонкий лист.
Метод обработки наделяет сталь стойкостью к ржавчине и пластичностью.
Производство сопровождается контролем состава веществ. Способ обработки и содержание влияет на получение материала разных марок.
Белый тип жести проходит обработку для улучшения поверхности к адгезии с лаковыми покрытиями.
Применяется лакированная жесть. Процесс лакировки используется для защиты поверхностей от внешних факторов.
Черный и белый тип материала бывает следующих видов:
- лист однократной прокатки является изделием малоуглеродистой стали, которая обрабатывается методом холодной прокатки до нужной толщины;
- металл двукратной прокатки после первой процедуры прокатки подергается второй прокатке и специальной смазке, что уменьшает толщину изделия.
Материал классифицируется по степени твердости и по количеству используемого олова.
Труба из жести обладает технически универсальными качествами.
Мобильный листогиб
Эту технику нужно выбирать особенно тщательно.
Уделите внимание таким моментам, как:
- Показатель мощности.
- Стоимость.
Важно, чтобы техника имела хороший запас мощности. В противном случае оборудование может быстро выйти из строя в условиях постоянной эксплуатации.
Подбирайте модель, способную обрабатывать листы, толщина которых на тридцать или более процентов больше реально нужно. Цена агрегатов зависит от их категории.
Рассматриваемое оборудование может быть следующих видов:
- гидравлическим;
- электромеханическим;
- ручным.
Последний вариант техники не обладает механическим приводом. Она бывает двух типов: стационарной и мобильной. Для производства сэндвич труб для дымоходов лучше использовать мобильный вариант. Существуют модели, оснащенные отрезными лезвиями. Они дают возможность использовать оборудование как для прогиба заготовок, так и для их резки.

Гидравлические и электромеханические варианты характеризуются большой стоимостью. Но без них невозможно создать массовое производство. Наиболее простые модели указанного типа подходят для обработки листов стали от 1 до 1.5 мм. Более мощные аналоги применяются для работы с заготовками с толщиной до двадцати миллиметров.
Станки часто оснащают комплексом ЧПУ. Для небольшого бизнеса покупка этого оборудование достаточно накладная. Цена таких систем в среднем составляет около восемнадцати тысяч долларов. Кроме того, для работы с таким станком нужен высококвалифицированный персонал.
Характеристики и уникальные данные производимой продукции:
- Возможность производства большого количества разнообразных товаров, таких как: крупногабаритных рамных конструкций, труб больших размеров, микротуннельных труб, магистральных труб, труб овального сечения;
- Производство труб наружным диаметром до 6000 мм, внутренним диаметром от 250 мм;
- Длина изделия может изменятся от 250 до 6000 мм;
- Вес изделия благодаря мощности установки может достигать 30 000 кг;
- Высокая скорость производства от 3 до 25 минут.
Более подробно о нашем оборудовании вы можете посмотреть на сайте производителя TOPWERK
Фальцеосадочные станки
Данные агрегаты используют в целях осадки фальца при изготовлении пустотелых деталей цилиндрической формы. Существуют модели, работающие как от ручного, так и от электрического привода. Следует выбирать станок, прессовочные ролики которого сделаны из качественной закаленной стали. В электромеханическом варианте оборудования уровень зажима, как правило, регулируется. Данный вид техники довольно разнообразен.
Разница между моделями состоит в:
- стоимости;
- производительности;
- длине осаживаемого фальца;
- методе установке;
- типе привода для перемещения формующей детали.
Техника с одинаковым показателем длины фальцевого замка характеризуется практически идентичным уровнем производительности. Рассматриваемые агрегаты позволяют обрабатывать до пятидесяти элементов в час.
Преимущества радиального пресса:
- Вращающийся формующий инструмент, состоящий из распределительной и прессующей головки, поворачивающихся в противоположных направлениях для свободной от внутреннего напряжения запрессовки арматуры в бетон;
- Короткое время цикла благодаря производству с двумя опалубками и поворотным столом;
- Разделение производства и распалубки;
- Высокая надежность и низкий износ;
- Низкий уровень шума;
- Высокая мощность привода при производстве толстостенных труб и труб с двойным армированием.
Важные детали
В качестве утеплителя нужно использовать базальтовую или каменную вату. Используйте качественный материал, если хотите чтобы ваша продукция имела хорошую репутацию. Крепление двух труб разного диаметра должно быть надежным. Недостаточно один элемент вставить в другой, а пространство между ними заполнить утеплителем.

Также для производства сэндвич труб для дымоходов нужно использовать специальное программное обеспечение для проектирования производимой продукции. Если цех будет хорошо оборудован, а рабочий процесс правильно организован, то за одну рабочую смену можно выпускать до 500 готовых изделий.
Смотреть видео:
Персонал
Каждая производственная линия должна обслуживаться двумя или тремя операторами. Также в штатное расписание компании необходимо включить технолога, разнорабочих и руководителя.
По заработной плате следует ориентироваться по средним тарифам, действующим в регионе. Как правило, зарплата руководителя устанавливается в районе 50-70 тысяч рублей, технолога – 40-50 тысяч, оператора производственной линии – 25-30 тысяч рублей.

Если предприятие будет работать посменно, то потребуется нанять несколько рабочих бригад, которые будут трудиться в график. Здесь нужно помнить, что недостаточно сформировать коллектив, нужно еще и удержать его. Для этого потребуется предоставить сотрудникам социальные гарантии, обеспечить нормальные условия труда и разработать систему стимулирования.
Первое простейшее изделие
Для начала изготовим простейший кровельный элемент — конёк. Чтобы он впоследствии ровно и плотно лёг на крышу, сперва определите угол разворота, приложив на один из скатов длинную тонкую рейку.
Ширина полок конька — от 15 до 30 см, соответственно, понадобится полоса вдвое большей ширины с припуском по 10 мм с каждой стороны. Этот край может иметь неровности с допуском 2–3 мм, так что ровный раскрой не нужен. Нанесите разметку из трёх продольных линий: центр конька и оба его края. Уложите полосу центром на край стола и прижмите бруском под двумя струбцинами по линии разметки.
Снизу под выступающий край листа нужно подложить ровную доску и загнуть полку кверху, соблюдая отмеченный угол разворота ±10º. Теперь заготовку нужно отпустить и сместить назад, чтобы линия разметки края приходилась точно на грань бруска. Снова зажимаем заготовку и хорошо затягиваем струбцины, а затем проходим по кромке киянкой, заворачивая её перпендикулярно вверх.
Обработка кромок необходима для придания жёсткости профилю конька. Для их изготовления можно также использовать рейку-правило, прижатую через брусок: клиновидный торец планки позволит сделать дозагиб края больше, чем на 90º. После предварительного загиба обеих кромок их нужно уложить на деревянную шпалу и отбить киянкой, сплющивая загиб. Во множестве листогибов эта операция выполняется одним проходом каретки роликового кромкогиба.
Обрабатывая кромку вручную, идите от одного края к другому последовательно, а затем выровняйте визуальные неровности руками. Уже на этом этапе можно задуматься о частичной механизации и создании примитивного станка. Например, если гибочную планку изготовить из металла или твёрдого дерева и закрепить её на двухосевых шарнирах, обработка пойдёт не в пример быстрее и чётче.