Анализ функционирования производственной логистики на примере Владимирского хлебокомбината № 2
Оглавление
Введение
Глава 1 Теоретико-методологические основы производственной
логистики
1.1 Сущность и основные понятия производственной логистики
1.2 Анализ движения материальных ресурсов в производственном
процессе
Глава 2 Анализ и оценка функционирования производственной логистики
на примере Владимирского хлебокомбината №2
2.1 Технико-экономический анализ хозяйственной деятельности
предприятия
2.2 Анализ движения материальных потоков в производственном
процессе
2.3 Оценка эффективности функционирования производственной
логистики
Глава 3. Выработка рекомендаций по снижению затрат на движение
материального потока на производстве
Заключение
Список литературы
Введение
Региональное использование (потребление) и экономия сырья,
материалов, топлива и энергии являются одними из важнейших условий перехода
экономики на интенсивный путь развития.
В современном бизнесе существенно увеличилось время
прохождения продукции по различным каналам материально-технического обеспечения
(свыше девяноста процентов временных затрат). Поэтому возросла роль
последовательного логистического подхода к управлению материальными потоками.
Он позволяет значительно на 35% сократить все виды запасов материальных
ресурсов, уменьшить затраты на производство, наиболее полно удовлетворить запросы
потребителей в отношении качества продукции и сервиса.
Согласно международным стандартам качества, любое предприятие
рассматривается как «объект», имеющий входящие потоки (сырье,
материалы…), выходящие потоки (продукция и услуги) и внутреннюю систему
процессов. Процессно-ориентированная структура управления, где главное место
занимает управление процессами движения ресурсов и информации — это один из
базовых принципов построения современного предприятия.
Издержки отдельных логистических операций тесно связаны между
собой: экономия на транспортных расходах может привести к значительному
увеличению затрат, вызываемых ростом складских запасов, а плохая координация
перемещения материальных ресурсов по производству может привести к увеличению
затрат, связанных с простоем оборудования. Поэтому необходимо интегрировать в
потоке различные функции товародвижения, устанавливая оптимальное соотношение
интересов отдельных звеньев логистической цепочки.
производственная логистика движение ресурс
На этой основе можно свести к минимуму совокупные издержки и
получить такой общий результат деятельности, который превосходит сумму
отдельных эффектов.
Поэтому, целью данной работы является разработка методики
оценки эффективности функционирования производственной логистики. В качестве
объекта исследования выбрано: «ОАО Владимирский хлебокомбинат №2».
Актуальность рассмотрения данной темы состоит в том, чтобы
рассмотреть методику оценки эффективности функционирования производственной
логистики хлебокомбината, потому что выпечка хлебобулочной продукции всегда
востребована и ее производство является основой и от того, как оно налажено и
построено, зависит успех хлебокомбината, который в современных условиях
находится в большой конкуренции с другими предприятиями. У потребителя с
течением времени для которого выпускается продукция, меняются вкусы и
требования к выпускаемой продукции, поэтому Владимирский хлебокомбинат для
успешной работы, должен содержать гибкие переналаживаемые производственные
системы, для того чтобы обеспечить потребителя той продукцией, которая ему
сейчас необходима.
Для достижения цели исследования необходимо решить следующие
задачи:
. Рассмотреть сущность и основные понятия производственной
логистики;
. Сделать технико-экономический анализ хозяйственной деятельности
рассматриваемого предприятия;
. Произвести анализ движения материальных потоков в
производственном процессе;
. Оценить эффективность функционирования производственной
логистики на предприятии;
. Предложить рекомендации по снижению затрат на движение
материального потока в производстве.
Предмет исследования — это факторы, влияющие на эффективность
функционирования производственной логистики.
Работа содержит современные методы оценки эффективности
функционирования производственной логистики предприятия. В рамках работы
разработан и предложен ряд практических предложений, как улучшить
функционирования производственной логистики предприятия.
Глава
1 Теоретико-методологические основы производственной логистики
1.1
Сущность и основные понятия производственной логистики
На современном этапе развития сложились новые условия
производства, которые вышли за рамки традиционных методов его организации,
сдерживающие не только развитие производства, но и транспортных, снабженческих
и сбытовых структур. Изменения во многие представления об организации
производственного процесса на предприятии внесла логистика. Актуальность
рассмотрения производственной логистики как отдельной функциональной подсистемы
состоит в том, что в последние годы отмечена тенденция к сокращению сферы
массового и крупносерийного производства. Расширяется применение универсального
оборудования, гибких переналаживаемых производственных систем. Производители
получают все больше заказов на производство небольших партий и даже единичных
изделий. При этом со стороны покупателей все чаще выдвигается требование
удовлетворить потребность за минимально короткий скор (сутки, час) с высокой
степенью гарантии. Другим аспектом актуальности производственной логистики
является организация производства в рамках кооперации по выпуску сложных
изделий. Производство является одной из основных сфер логистики, занимающей
центральное место в компании (2, стр.76).
Материальный поток на своем пути от первичного источника
сырья до конечного потребителя проходит ряд производственных звеньев.
Управление материальным потоком на этом этапе имеет свою специфику и носит
название производственной логистики. Другими словами производственная логистика
— управление материальными и информационными потоками на пути от склада материальных
ресурсов — комплекса разнообразных вещественных элементов, которыми располагает
предприятие до склада готовности продукции (12, стр.235).
Как известно, общественное производство подразделяется на
материальное и нематериальное (рис 1.1). Производственная
логистика рассматривает процессы, происходящие в сфере материального
производства.
Рис.1.1 Структура общественного производства.
Производственную логистику можно определить как науку (теорию,
методологию) о системной рационализации управления процессами развития
производственных систем (например, рабочего места, участка, цеха, производства
как набора цехов для выпуска конкретной продукции или оказания конкретных
услуг, организации) с целью повышения их организованности (эффективности)
посредством синхронизации, оптимизации и интеграции потоков в производственных
системах. Это наука о рационализации процессов управления организацией путем
выявления и устранения внутрисистемных и межсистемных конфликтов, преобразуемых
во взаимовыгодные компромиссы корпоративного сотрудничества, используемые для
повышения конкурентоспособности организации (16, стр.106). цель
производственной логистики заключается в точной синхронизации процесса и логистических
операций во взаимосвязанных подразделениях.
К общим задачам (функциям) производственной логистики относятся:
1. Планирование и диспетчирование производства на
основе прогноза потребностей в годовой продукции и заказов потребителей;
2. Разработка планов-графиков производственных заданий
цехам и другим производственным подразделениям;
. Разработка графиков запуска выпуска продукции,
согласованных со службами снабжения и сбыта;
. Установление нормативов незавершенного производства
и контроль за их соблюдением;
. Оперативное управление производством и организация
выполнения производственных заданий;
. Контроль за количеством и качеством готовой
продукции;
. Участие в разработке и реализации производственных
нововведений;
. Контроль за себестоимостью производства готовой
продукции.
Характерная черта объектов изучения в производственной
логистике — их территориальная компактность. В литературе их иногда называют
«основными объектами логистики».
Материальные услуги по транспортировке грузов могут являться объектом
как производственной логистики, в случае использования собственного транспорта
для внутрипроизводственного перемещения грузов, так и транспортной, если
используется транспорт общего пользования.
Логистические системы, рассматриваемые производственной
логистикой, носят название внутрипроизводственных логистических систем. К ним
можно отнести: промышленное предприятие; оптовое предприятие; имеющее складские
сооружения; узловую грузовую станцию; узловой морской порт и др.
Внутрипроизводственные логистические системы можно рассматривать на макро и на
микро уровне. На макроуровне внутрипроизводственные логистические системы
выступают в качестве элементов макрологических систем. Они задают ритм работы
этих систем, являются источниками материальных потоков. Возможность адаптации
макрологистических систем к изменениям окружающей среды в существенной степени
определяется способностью входящих в них внутрипроизводственных логистических
систем быстро менять качественный и количественный состав выходного материального
потока, т.е. ассортимент и количество выпускаемой продукции (2, стр.126).
Качественная гибкость внутрипроизводственных логистических
систем может обеспечиваться за счет наличия универсального обслуживающего
персонала и гибкого производства.
Количественная гибкость также обеспечивается различными
способами. Например, на некоторых предприятиях Японии основной персонал не
более 20% от максимальной численности работающих. Остальные 80% временные
работники. Причем 50% от числа временных работников составляют женщины и
пенсионеры. Таким образом, при численности персонала в 200 человек предприятие
в любой может поставить на выполнение заказа до 1000 человек. Резерв рабочей
силы дополняется адекватным резервом оборудования.
На микроуровне внутрипроизводственные логистические системы
представляют собой ряд подсистем, находящихся в отношениях и связях друг с
другом, образующих определенную целостность, единство. Эти подсистемы: закупка,
склады, запасы, обслуживание производства, транспорт, информация, сбыт и кадры,
обеспечивают вхождение материального потока в систему, прохождение внутри нее и
выход из системы. В соответствии с концепцией логистики построение
внутрипроизводственных логистических систем должно обеспечивать возможность
постоянного согласия и взаимной корректировки планов и действий снабженческих,
производственных и сбытовых звеньев внутри предприятия.
Логистическая концепция организации производства включает в
себя следующие основные положения:
1. Отказ от избыточных запасов;
2. Отказ от завышенного времени на выполнение основных
и транспортно-складских операций;
. Отказ от изготовления серии деталей, на которые нет
заказа покупателей;
4. Устранение простоев оборудования;
. Обязательное устранение брака;
. Устранение нерациональных
внутризаводских перевозок;
7. Превращение поставщиков из противостоящей стороны в
доброжелательных партнеров (1, стр.87).
В отличие от логистической традиционная концепция организации
производства предполагает:
. Никогда не останавливать основное оборудование и
поддерживать, во что бы то ни стало высокий коэффициент его использования;
2. Изготавливать продукцию как можно более крупными
партиями;
. Иметь максимально большой запас материальных
ресурсов на всякий случай.
Содержание концептуальный положений свидетельствует о том,
что традиционная концепция организации производства наиболее приемлема для
условий «рынка продавца», в то время как логистическая концепция —
для условий «рынка покупателя». Когда спрос превышает предложение
можно с достаточной уверенностью полагать, что изготовленная с учетом
конъюнктуры рынка партия изделий будет реализована. Поэтому приоритет получает
цель максимальной загрузки оборудования. Причем, чем крупнее будет
изготовленная партия, тем ниже окажется себестоимость единицы изделия. Задача
реализации на первом плане не стоит.
Ситуация меняется с приходом на рынок «диктата»
покупателя. Задача реализации производственного продукта в условиях конкуренции
выходит на первое место. Непостоянство и непредсказуемость рыночного спроса
делает нецелесообразным создание и содержание больших запасов. В то же время
производственник уже не имеет права упустить ни одного заказа. Отсюда
необходимость в гибких производственных мощностях, способных быстро
отреагировать производством на возникающий процесс.
Снижение себестоимости в условиях конкуренции достигается не
увеличением размеров выпускаемых партий и другими экстенсивными мерами, а
логистической организацией, как отдельного производства, так и всей
товаропроводящей системы в целом (5, стр.68).
1.2
Анализ движения материальных ресурсов в производственном процессе
Движение материальных ресурсов в производстве на предприятии
разнообразный и во внутрипроизводственных логистических системах может
осуществляться различными способами, из которых выделяют два основных, принципиально
отличающихся друг от друга.
Первый вариант носит название «толкающая система» и
представляет собой систему организации производства, в которой предметы труда,
поступающие на производственный участок, непосредственно этим участком у
предыдущего технологического звена не заказываются. Материальный поток
«выталкивается» получателю по команде, поступающей на передающее
звено из центральной системы управления производством (рис.1.2).
Рис.1.2 Принципиальная схема, толкающей системы
управления материальными потоками в рамках внутрипроизводственной логистической
системы.
Толкающие модели управления, потоками характерны для
традиционных методов организации производства. Возможность их применения для
логистической организации производства появилась в связи с массовым
распространением вычислительной техники. Эти системы, первые разработки которых
относят в 6-м годам, позволили согласовать и оперативно корректировать планы и
действия всех подразделений предприятия — снабженческих, производственных и
сбытовых, с учетом постоянных изменений в реальном масштабе времени. Толкающие
системы, способные с помощью микроэлектроники увязать сложный производственный
механизм в единое целое, тем не менее, имеют естественные границы своих
возможностей. Параметры «выталкиваемого» на участок материального
потока оптимальны настолько, насколько управляющая система в состоянии учесть и
оценить все факторы, влияющие на производственную ситуацию на этом участке.
Однако чем больше факторов по каждому из многочисленных участков предприятия
должна учитывать управляющая система, тем совершеннее и дороже должно быть ее
программное, информационное и техническое обеспечение (7, стр.45).
Второй вариант основан на принципиально ином способе
управления материальным потоком. Он носит название «тянущая система»
и представляет собой систему организации производства, в которой детали и
полуфабрикаты подаются на последующую технологическую операцию с предыдущей по
мере необходимости. Здесь центральная система управления не вмешивается в обмен
материальными потоками между различными участками предприятия, не устанавливает
для них текущих производственных заданий. Производственная программа отдельного
технологического звена определяется размером заказа последующего звена.
Центральная система управления ставит задачу лишь перед конечным звеном
производственной технологической цепи. Для того чтобы понять механизм
функционирования тянущей системы рассмотрим пример (рис.1.3).
Рис.1.3 Тянущая система управления материальным
потоком в рамках внутрипроизводственной логистической системы.
Допустим, предприятие получило заказ на изготовление 10
единиц продукции. Этот заказ система управления передаст в цех сборки. Цех
сборки, для выполнения заказа, запрашивает 10 деталей из цеха №1. Передав из
своего запаса 10 деталей, цех №1 с целью восполнения запаса заказывает у цеха
№2 9 заготовок. В свою очередь, цех №2, передав 10 заготовок, заказывает на
складе сырья материалы для изготовления переданного количества, также с целью
восстановления запаса. Таким образом, материальный поток
«вытягивается» каждым последующим звеном. Причем персонал отдельного
цеха в состоянии учесть гораздо больше специфических факторов, определяющих
размер оптимального заказа, чем это смогла бы сделать центральная система
управления (7, стр.53).
На практике реализованы различные варианты толкающих и
тянущих систем. Толкающие системы известны под названием «системы
МРП». Они характеризуются высоким уровнем автоматизации управления,
позволяющим реализовать следующие основные функции:
. Обеспечивать текущее регулирование и контроль
производственных запасов;
2. В реальном масштабе времени согласовывать и
оперативно корректировать планы и действия различных служб предприятия —
снабженческих, производственных, сбытовых.
В современных, развитых вариантах систем МРП решают так же
различные задачи прогнозирования. В качестве метода решения задач широко
применяется имитационное моделирование и другие методы исследования операций.
К тянущим внутрипроизводственным логистическим системам
относят систему «Канбан» (в переводе с японского — карточка),
разработанную и впервые в мире реализованную фирмой Тойота (Япония). Система
Канбан не требует тотальной компьютеризации производства, однако она
предполагает высокую дисциплину поставок, а так же высокую ответственность
персонала, так как централизованное регулирование внутрипроизводственного
логистического процесса ограничено. Система Канбан позволяет существенно
снизить производственные запасы. Например, запасы деталей в расчете на один
выпускаемый автомобиль у фирмы Тойота составляет 77 дол., в то время, как на
автомобильных фирмах США этот показатель равен примерно 500 дол. Система Канбан
позволяет также ускорить оборачиваемость оборотных средств, улучшить качество
выпускаемой продукции (8, стр.37).
Из выше сказанного можно выделить, что от того, как слажено
перемещение материальных ресурсов в производстве, зависит их экономия. Это
может оказывать решающее влияние на снижение издержек производства,
себестоимости продукции, а, следовательно, повышение прибыльности и
рентабельности работы предприятия. Величина затрат материальных ресурсов в
значительной мере определяется характером процесса мотериалопотребления
производства. На процесс материалопотребления оказывают влияние следующие
факторы:
1. Тип производства, а именно: массовое,
крупносерийное, среднесерийное, мелкосерийное и единичное;
2. Объем производства;
3. Степень рекламации производственного процесса,
прежде всего в части требований к предметам труда — от его исходного состояния
и до готовой продукции;
. Длительность производственного цикла, что определяет
величину незавершенного производства;
. Номенклатура (ассортимент) выпускаемой продукции или
выполняемых работ, т.е. степень многономенклатурности программы;
. Гибкость производства, т.е. способность производства
к быстрой переналадке для выпуска новых видов изделий;
. Вид изделий или работ с точки зрения их сложности,
энергоемкости, материалоемкости и наукоемкости;
8. Уровень законченности изготовляемых
изделий;
9. Уровень надежности изготовляемых изделий, что
определяет материалозатраты в процессе их эксплуатации;
. Характеристика технологических процессов с точки
зрения их прогрессивности, экологической чистоты, безопасности.
Перечисленные факторы предопределяют процесс управления
материальными ресурсами. Так, например, в массовом или крупносерийном
производстве потребляется весьма значительный объем материальных ресурсов, но
ограниченной номенклатуры, а в единичном или мелкосерийном производстве объем
потребления не велик, но достаточно обширен по номенклатуре. Более того,
указанные факторы в основном формируют отраслевые особенности
материалопотребления, которые в наибольшей степени проявляются в строительстве,
агропромышленном комплексе, на транспорте, в сфере обслуживания (15, стр.42).
Подводя итог можно отметить, что производственную логистику
можно определить как науку (теорию, методологию) о системной рационализации
управления процессами развития производственных систем (например, рабочего
места, участка, цеха, производства как набора цехов для выпуска конкретной
продукции или оказания конкретных услуг организации) с целью повышения их
организованности (эффективности) посредством синхронизации процесса
производства и логистических операций во взаимосвязанных подразделениях.
Рассматривая производственный процесс, можно сказать, что
движение материальных ресурсов в производстве на предприятиях разнообразно и во
внутрипроизводственных логистических системах может осуществляться различными
способами, из которых выделяют два основных, принципиально отличающихся друг от
друга. Первый вариант носит название «толкающая система», второй
вариант основан на принципиально ином способе управления материальным потоком.
Он носит название «тянущая система». И от того, как слажено
перемещение материальных ресурсов в производстве зависит их экономия. Это может
оказывать решающее влияние на снижение издержек производства, себестоимости
продукции, а, следовательно, повышение прибыльности и рентабельности работы
предприятия.
Глава
2 Анализ и оценка функционирования производственной логистики на примере
Владимирского хлебокомбината №2
.1
Технико-экономический анализ хозяйственной деятельности предприятия
Хлебокомбинат ведет свою историю с 1929 года, когда был сдан
в эксплуатацию небольшой хлебозавод по производству ржано-пшеничных сортов
хлеба. Этот завод под названием «Хлебозавод №2» просуществовал до
середины 80-х годов. В середине 80-х годов на «Хлебозаводе №2»
произошли коренные перемены, на расширившейся территории был возведен
современный хлебокомбинат производительностью 157 тонн хлеба в сутки, который
кроме ржано-пшеничных сортов хлеба стал производить и хлеб из пшеничной муки
(батоны и подовый хлеб). Большая часть построек старого хлебозавода тогда же
была снесена. В частично сохраненном старом производственном корпусе в 1990
году было налажено бараночное производство. В течение 1991-1993 годов был
возведен трехэтажный производственный корпус с примыкающим к нему шестиэтажным
бытовым корпусом. К зданию были подведены все инженерные коммуникации
(электроэнергия, тепловые сети, вода, канализация, подъездные пути).
Предприятие с новым правовым статусом: «Акционерное общество открытого
типа» было введено 07 августа 1996 года. В июне 1999 года была пущена в
эксплуатацию технологическая линия по производству бараночных изделий мощностью
4 тонны в сутки.
За 2004 год проведена большая работа по внедрению новых видов
продукции, расширению ассортимента. На новых шведских печах «Свеба»
освоено производство белого подового хлеба, некоторых видов батонов и
мелкоштучных изделий. За счет введения в строй швейцарской линии
«Рондо-Дож» расширен ассортимент мелкоштучных хлебобулочных изделий,
освоены и пущены в производство новые виды изделий из слоеного и дрожжевого
теста — слойка «Французская», рулет «Фруктовая фантазия».
Многократно возросли объемы продаж хлеба в нарезке (11, стр.73).
Дальнейшее развитие ОАО «Владимирский хлебокомбинат
№2» связано, прежде всего с капитальными вложениями в обновление
оборудования и увеличением ассортимента выпускаемой продукции, с увеличением ее
качества и товарного вида, с сохранением объема выпуска нетрадиционной
хлебобулочной продукции.
Для того чтобы выяснить общее состояние дел на ОАО
«Владимирский хлебокомбинат №2», в его производственно-технической,
коммерческой, социальной, хозяйственно-финансовой сферах необходимо провести
анализ основных технико-экономических показателей. Этот анализ включает в себя:
анализ исходной информации, анализ производства и реализации объемов продаж
продукции, анализ использования производственно-технической базы, анализ труда,
его производительности и оплаты, анализ затрат и финансовых результатов,
обобщенные данные анализа.
Анализ исходной информации проводится с целью определения
общего финансового состояния дел на предприятии. Источниками информации для
анализа служат бухгалтерские отчеты.
Таблица 1
Исходные данные для анализа основных технико-экономических
показателей ОАО «Владимирский хлебокомбинат №2» за 2009-2010гг.
|
Показатели |
2009г. |
2010г. |
Разница |
Темп роста |
|
А |
1 |
2 |
3 |
4 |
|
Производственная |
60400,00 |
78000,00 |
17600 |
1,29 |
|
Выпуск |
37200,00 |
45480,00 |
8280 |
1,23 |
|
Товарная |
520,423 |
663,087 |
142,66 |
1,27 |
|
Реализованная |
520,423 |
663,087 |
142,66 |
1,27 |
|
Среднегодовая |
39,662 |
41,015 |
1,35 |
1,03 |
|
Численность |
897 |
1025,00 |
128 |
1,14 |
|
Направлено на |
107,624 |
131,989 |
24,36 |
1,23 |
|
Прибыль |
3,436 |
6,459 |
3,02 |
1,88 |
Производственную и коммерческую деятельность предприятия
характеризуют показатели:
. выпуска продукции в натуральном выражении;
2. товарная продукция;
. реализованная продукция.
Потенциально производственные возможности предприятия можно
оценить с помощью показателей производственной мощности и среднегодовой
стоимости основных производственных фондов. Эти данные позволяют рассчитать
такие важные технико-экономические показатели как:
1. коэффициент использования
производственных мощностей;
2. выпуск продукции на рубль стоимости основных
производственных фондов.
Показатель среднегодовой численности рабочих, объем денежных
средств, направленных на оплату труда, характеризуют социальную сферу
деятельности предприятия, а так же позволяют рассчитать: фондовооруженность,
производительность, среднемесячную заработную плату и соотношение между ними.
Результаты по реализации продукции в целом можно определить расчетным путем из
показателей полной себестоимости товарной продукции, балансовой прибыли.
Основная цель анализа технико-экономических показателей — это
комплексная оценка всех направлений деятельности предприятия. Информация для
технико-экономического анализа должна быть заранее подготовлена, проверена и
должна соответствовать следующим требованиям:
. все технико-экономические показатели были объединены в
систему, должны соответствовать одному анализируемому периоду;
. все стоимостные показатели должны иметь одинаковую
размерность;
. показатели «Товарной продукции»,
«Реализованной продукции», «Полной себестоимости товарной
продукции», «Прибыль по балансу» должны быть исчислены в текущих
ценах;
. если показатель «Выпуска продукции в натуральном
выражении» представлен в натуральных единицах измерения, то и показатель
«Производственной мощности» должен иметь ту же размерность и тот же
временной период;
. продукция, выработанная предприятием за анализируемый
период, исчисленная в тоннах и др. единицах, и представленная в показателях
выпуска продукции в натуральном выражении, должна быть в том же объеме и
ассортименте, но исчисленная в рублях в показателе «Товарной
продукции»;
. если в системе технико-экономических показателей
численность представлена за год, то и показатель «Направлено на оплату
труда» должен быть годовым;
. показатель «Среднегодовая стоимость основных
производственных фондов» должен учитывать периодически проводимые
переоценки (3, стр.173).
. анализ производства и реализации продукции проводится для
того, чтобы определить, как организована производственная и коммерческая
деятельность на предприятии. Для этого рассчитываются такие показатели как:
средняя цена единицы продукции, представленная в натуральном выражении;
реализованная продукция (объем ее продаж) в процентах к товарной продукции.
Таблица 2.
Показатели, характеризующие производство и реализацию
(продажу) продукции на ОАО «Владимирский хлебокомбинат №2» за 2009 —
2010 гг.
|
Показатели |
2009г |
2010г |
Фактические |
|
Выпуск |
37200,00 |
45480,00 |
1,23 |
|
Товарная |
520,423 |
45480,00 |
1,23 |
|
Реализованная |
520,423 |
45480,00 |
1,23 |
|
Средняя цена |
13,989 |
14,579 |
104,22 |
|
Реализованная |
100,00 |
100,00 |
— |
Из данных таблицы следует, что выпуск продукции в натуральном
выражении в 2010 году составил 45480 тонн, что в 1,23 раза больше, чем в 2009
году. Это связано, прежде всего с активной деятельностью предприятия по
расширению рынков сбыта. Товарная продукция за анализируемый период увеличилась
в 1,27 раза за счет увеличения выпуска продукции в натуральном выражении за
счет роста цен на производимую продукцию.
Так как продукция, выпускаемая ОАО «Владимирский
хлебокомбинат №2» не имеет длительного срока хранения, то она реализуется
сразу и полностью, поэтому товарная продукция равна реализованной. Таким
образом, ОАО «Владимирский хлебокомбинат №2» за период с 2009г по
2010г сумело правильно организовать свою производственную и коммерческую
деятельность.
Анализ использования производственно-технической базы
позволяет оценить в какой мере продукция, полученная с каждого рубля стоимости
основных производственных фондов и предназначения для реализации в
анализируемом периоде востребовалась потребительским рынком.
Для этого рассчитываются:
. коэффициент использования
производственных мощностей;
2. среднегодовая стоимость основных производственных
фондов в расчете на единицу производственной мощности (удельные и капитальные
вложения);
. в расчете на 1 рубль стоимости основных
производственных фондов:
· товарная
продукция;
· реализованная продукция (объем ее продаж);
· прибыль от
продажи продукции;
· прибыль (убыток) по балансу отчетного
периода (17, стр.105).
Таблица 3.
Показатели, характеризующие пользование
производственно-технической базы на ОАО «Владимирский хлебокомбинат
№2» за 2009-2010гг.
|
Показатели |
2009 |
2010 |
Фактические |
|
А |
1 |
2 |
3 |
|
Производственная |
60400,00 |
78000,00 |
1,29 раза |
|
Выпуск |
37200,00 |
45480,00 |
1,23 раза |
|
Коэф. |
0,62 |
0,58 |
— |
|
Среднегодовая |
39,662 |
41,015 |
103,4 |
|
Среднегодовая |
656,6 |
525,8 |
80,5 |
|
Товарная |
520,4 |
663,1 |
1,27 |
|
Реализованная |
520,4 |
663,1 |
1,27 |
|
Прибыль от |
37,2 |
45,5 |
1,22 раза |
|
Прибыль до |
3,346 |
6,459 |
1,88 раза |
|
В расчете на 1 |
0,013 |
0,016 |
1,24 раза |
|
— |
0,013 |
0,016 |
1,24 раза |
|
— прибыль от |
0,94 |
1,11 |
1,18 раза |
|
— прибыль до |
0,08 |
0,16 |
2 раза |
За анализируемый период на предприятии ОАО «Владимирский
хлебокомбинат №2» стали выпускать новые виды продукции, так же произошли
преобразования, связанные с реконструкцией. В связи с этим на предприятии за
анализируемый период увеличилась производственная мощность на 1,29 раза.
Показателем, характеризующим производственную активность предприятия, является
товарная продукция в расчете на 1 рубль стоимости основных производственных
фондов, этот показатель в анализируемый период увеличился в 1.27 раза, что
указывает на увеличение использования производственно-технической базы для
выпуска товарной продукции. В анализируемый период наблюдается увеличение
производственных фондов в 1.27 раза. Это также показывает на повышение рыночной
активности использования производственно-технической базы на предприятии.
Анализ труда и его оплаты производится с целью определения
эффективности использования труда (для этого рассчитывается производительность
труда на одного рабочего), так также эффективность расходования средств на
оплату труда для этого рассчитываются показатели в расчете на 1 рубль оплаты
труда, такие как:
1. товарная продукция;
2. реализованная продукция;
. прибыль (убыток) до налогообложения;
4. прибыль (убыток) от продажи продукции.
Таблица 4.
Показатели, характеризующие положение труда, его
производительность и оплату на предприятии ОАО «Владимирский хлебокомбинат
№2» за 2009-2010гг.
|
Показатели |
2009 |
2010 |
Фактические |
|
А |
1 |
2 |
3 |
|
Численность |
897 |
1025,00 |
1,14 раза |
|
Выпуск |
37200,00 |
45480,00 |
1,23 раза |
|
Товарная |
520,4 |
663,1 |
1,27 |
|
Реализованная |
520,4 |
663,1 |
1,27 |
|
Прибыль от |
37,2 |
45,4 |
1,22 раза |
|
Прибыль |
3,436 |
6,459 |
1,88раза |
|
В расчете на |
41,5 |
44,4 |
1,07 раза |
|
— товарная |
580,2 |
646,9 |
1,12 раза |
|
— |
580,2 |
646,9 |
1,12 раза |
|
— прибыль от |
0,04 |
0,044 |
110,97 |
|
— прибыль |
3,8 |
6,3 |
1,66 раза |
|
Направлено на |
107,6 |
131,9 |
1,23 раза |
|
Среднемесячная |
7,29 |
9,08 |
1,25 раза |
|
В расчете на 1 |
4,84 |
5,03 |
103,87 |
|
— прибыль от |
0,35 |
0,35 |
— |
|
— прибыль |
0,03 |
0,05 |
— |
На ОАО «Владимирский хлебокомбинат №2» в период с
2009 по 2010 год численность увеличилась в 1,14 раза. Это связано с тем, что
предприятие расширяется для выпуска новых видов продукции. При этом уровень
производительности труда на предприятии увеличился в 1,07 раза. На это
указывает показатель выпуска продукции в натуральном выражении на 1 рабочего. В
стоимостном выражении этот показатель увеличился на 66,7 тысяч рублей, то есть
в 1.12 раза. Это связано со значительным ростом цен на производимую продукцию.
Из анализа видно, что на предприятии эффективно используют
рабочую силу, в 2010 году в среднем на каждого рабочего было получено 0,044
тысячи рублей прибыли, что на 10% больше, чем за аналогичный период прошлого
года. С 2009 по 2010 года наблюдается рост показателя эффективности
расходования средств на оплату труда в расчете по товарной и реализованной
продукции, а так же положительный итог использования средств на оплату труда.
Так на каждый затраченный рубль на оплату труда было получено 0,35 рублей
прибыли от продажи 0,05 рубля прибыли до налогообложения.
Таблица 5.
Схема затрат и финансовых результатов при анализе основных
технико-экономических показателей на «Владимирский хлебокомбинат №2»
за 2009-2010гг.
По данным таблицы 5 видно, что предприятие за 2010 год, как для
государства, так и с точки зрения самого предприятия является прибыльным и
рентабельным.
Общехозяйственный подход исходит из цены, которую с учетом
платежеспособного спроса и конкуренции готов заплатить и платит покупатель
продукции предприятию. Поэтому показатель выручки от реализации продукции
(работ, услуг) включает в себя суммы обязательных платежей в бюджет (налог на
добавленную стоимость, акцизы) (17, стр.118).
В итоге сопоставляется валовой доход с полной себестоимостью
товарной продукции, получаются результаты, которые включают в себя как
собственную прибыль предприятия, так и налоговые платежи в бюджет. Для общей
характеристики технико-экономических показателей предприятия первоочередной
интерес представляет подход со стороны предпринимателя, поэтому обобщим
показатели в таблицу 6 по этому подходу.
Таблица 6
Показатели, характеризующие затраты и финансовые результаты
хозяйственной деятельности ОАО «Владимирский хлебокомбинат №2» за
2009-2010гг.
|
Показатели |
2009 год |
2010 год |
Фактические |
|
Реализованная |
520,4 |
663,1 |
1,27 раза |
|
Полная |
412,00 |
552,00 |
0,75 раза |
|
Затраты на 1 |
0,79 |
0,83 |
105,06 |
|
Прибыль от |
108,4 |
111,1 |
1,03 раза |
|
Прибыль |
3,8 |
6,3 |
1,66 раза |
|
Прибыль |
2852,6 |
1763,5 |
— |
|
Рентабельность |
26,3 |
20,1 |
— |
В анализируемом периоде на предприятии ОАО «Владимирский
хлебокомбинат №2», как следует из таблицы 6, наблюдается тенденция, что
показатель реализованной продукции превышает показатель полной себестоимости
товарной продукции (0,75-1,27) на 52%. В 2010 году на каждый вложенный рубль
ОАО «Владимирский хлебокомбинат №2» получил прибыль, которая по
сравнению с 2009 годом снизилась (20,1-26,3) на 6,2%, а в расчете на весь объем
затрат (552*6,2) =3,422 млн. руб. Между тем, в целом, финансовые итоги
деятельности ОАО «Владимирский хлебокомбинат №2» в анализируемом
периоде выразились в увеличении прибыли до налогообложения в 1,66 раз.
2.2
Анализ движения материальных потоков в производственном процессе
ОАО «Владимирский хлебокомбинат №2» относится к
предприятиям пищевой промышленности хлебопекарной области. Предприятие
занимается производством хлебобулочных изделий и мучных кондитерских изделий
для удовлетворения потребности населения. Этому способствует целый ряд работ,
связанный с приобретением, хранением, переработкой сырья и реализацией готовой
продукции потребителям. Предприятие самостоятельно планирует свою деятельность
и определяет перспективы исходя из спроса на производимую продукцию.
ОАО «Владимирский хлебокомбинат №2» расположен в
зоне сосредоточения потребления, это обуславливается тем, что хлебобулочные и
бараночные изделия являются продукцией повседневного спроса. Хлебопекарное
производство оснащено современным оборудованием, новейшими технологиями,
располагающее мощной производственной базой. Производственный процесс носит
массовый непрерывный характер, т.е. производство характеризуется постоянством
структуры процесса труда, на рабочих местах повторяются одни и те же процессы
труда, связанные с изготовлением однородной продукции, использование
специализированного оборудования.
Для такого типа производства характерен большой объем
производства, ограниченная номенклатура продукции, высокая степень механизации
и автоматизации, ритмичности и поточность производства, а превращение сырья в
продукцию сливается в единый неразрывный процесс.
Такая организация позволяет получить производство с
законченным технологическим циклом — от приема сырья до отгрузки готовой
продукции.
На предприятии создана единая система обеспечения качества и
контроля по всей технологической цепочке — от качества подготовляемого к
переработке сырья до качества готовой продукции (11, стр.59).
Сырье и полуфабрикаты на предприятии перерабатываются в
готовую продукцию путем последовательной их передачи с одного производственного
участка на другой (рис.2,1).
Обозначение:
— движение материального потока;
обратная связь с предприятием;
— информационный поток.
Рис.2.1 Схема движения материального потока на
предприятии.
Характерной особенностью производительности является наличие
большого количества переместительных операций и внутрицелевых перемещений
грузов и материалов в основном производстве. Основной процесс хлебопекарного
производства на предприятии состоит из следующих стадий: подготовка к
производству, приготовление опары, приготовление теста, разделка и формирование
теста, расслойка тестовых заготовок, выпуск готовой продукции. Такой процесс
считается поточным.
Все сырье в хлебопечении подразделяют на основное и
дополнительное. Пшеничная и ржаная мука разных сортов, сахар являются на
хлебокомбинате основным сырьем. Среди используемых в данном производстве
следует отметить следующие сорта муки, которую поставляют из БХМ: ржаная
обдирная, ржаная сеяная, особая, 1 сорт, 2 сорт, высший сорт. Очень важны
хлебопекарные свойства муки, под которыми понимают способность муки давать хлеб
и мучные кондитерские изделия того или иного качества. В зависимости от
хлебопекарных свойств муки устанавливают параметры технологического процесса, а
так же свойства муки определяют важность теста, следовательно, такой важный
экономический показатель работы хлебозавода, как выход продукции (6, стр.43). к
дополнительному сырью на «Владимирском хлебокомбинате №2» относят
воду, дрожжи, соль, продукты, приготовленные из фруктов и ягод и др.
Анализируя движение материального потока в производственном
процессе, представленного на рисунке 2.1 можно сказать, что он проходит много
стадий, начиная с центрального склада из которого он перемещается на кладовые
цеха (маргарин, яйца, очищенная вода, соль, сахар) производства №1 и мука со
склада БХМ в производство №2, с помощью автоматизированных и подручных
устройств. Сырье из цеховой кладовой производства №1 получает старший
рецептурщик, отпуск сырья в цех производится в соответствии с рабочими
рецептурами. В заквасочном цехе начинают готовить закваску для изготовляемой
продукции, после этого смесь передается в тестомесильный цех (производство 2),
где начинает смешиваться с мукой, которая подается из склада БХЦ. После
прохождения этого этапа, готовое тесто подается в цех выпечки, где весь
материальный поток приобретает вид готовой продукции (производство 3). В
отправном цеху происходит охлаждение продукции, ее упаковка и отправка готовой
продукции конечному потребителю (распределительный центр-экспедиция). Информация
о потребности населения в продукции поступает в отдел сбыта, где формируется,
какое количество необходимо изготовить хлебобулочной продукции. Таким образом,
движение материального потока на предприятии происходит по тянущей системе, где
цех выпечки получает заказ на изготовление продукции, он подает запрос о
потребности в тесте. Тестомесительный цех дает запрос о потребности в муке и
заквасочных компонентах, для изготовления теста. (2, стр.105).
.3
Оценка эффективности функционирования производственной логистики
Для производства хлебобулочных изделий требуется большое
количество сырья и разнообразного оборудования. На поточно-механизированных
линиях, созданных в настоящее время, производится много хлебобулочных изделий,
что позволяет считать хлебобулочное производство на данном хлебокомбинате
механизированным и автоматизированным. Внедрение механизированных поточных
линий и рецептурно-смесительных комплексов в хлебобулочном цехе позволяет
повысить эффективность производства, увеличить производительность труда,
механизировать трудоемки процессы, уменьшить потери ценного сырья, значительно
улучшить качество. Но при этом эффективность функционирования производственной
логистики находится не на самом лучшем месте.
Рассмотрим схему технологического процесса приготовления
хлебной продукции на предприятии, рисунок 2.2 Схема позволит выявить те места в
производстве, где чаще всего происходят сбои в движении материального потока,
которые в последствии приводят к значительным затратам. После рассмотрения этих
недостатков, будут разработаны рекомендации по снижению сбоев в движении
материального потока или их ликвидация.
Подготовка сырья к производству
Рис.2.2 Схема технологического процесса
приготовления хлебной продукции на предприятии.
Из схемы на рисунке 2.2 рассмотрим те места в
производственном процессе, в которых могут возникать сбои движения
материального потока.
Рассмотрим стадию производственного процесса — дозировка по
массе. На этой стадии могут возникать сбои из-за того, что не всегда в
производственном процессе четко контролируется дозировка компонентов для
приготовления хлебобулочных изделий, так как от дозирования компонентов зависит
не только качество, но и себестоимость изделий. На этой стадии происходит то
перерасход сырья, то его уменьшение. С одной стороны, перерасход сырья ведет к
быстрому уменьшению компонентов, к денежным затратам, связанным с
дополнительной закупкой сырья. С другой стороны, если компоненты не в полном
объеме смешиваются, то это сказывается на качестве хлебобулочной продукции, что
ведет к уменьшению спроса на него и потере клиентов.
Стадия производственного процесса — деление теста на куски.
На этой стадии плохо выдерживается вес кусков теста, предназначенных для
выпечки хлеба, что потом приводит не соответствию ГОСТу, а значит все идет в
брак и в дальнейшем на переработку, что приводит к большим затратам. Из-за
таких сбоев движения материального потока в производстве, приходится начинать
весь технологический цикл с начального этапа производства.
На стадиях приготовления теста и выпечки существует проблема,
связанная с устаревшим оборудованием формировочных машин и тестомесительных
автоматов. Формировочные машины не оснащены автоматическим смазчиком буханочных
форм. Это ведет к тому, что работникам приходится вручную смазывать формы, при
этом затрачивается много времени, качество смазки не всегда получается хорошим,
что приводит в последствии к затруднению выхода буханок из форм, при этом опять
затрачивается много времени на то, чтобы их вынуть.
В итоге это приводит к неэффективному производству и
затратам, связанным с простоем оборудования и с заработной платой персонала.
Тестомесительные автоматы так же влияют на производственный
процесс, так как от них зависит подаваемое тесто на выпечку. Старые автоматы не
всегда хорошо промешивают тесто или наоборот оно получается жидким. Из-за этого
оно не может передаваться дальше в производство. Все эти причины ведут к
замедлению движения материального потока в производстве или его остановке.
На предприятии существует проблема с объемом выпуска
продукции, так как он не всегда сориентирован на запросы конечного покупателя.
Рассмотрим как формируется объем, который нужно произвести предприятию
(рис.2.3).
— информационный поток
Рис.2.3 Формирование объема изготовления
продукции.
На рисунке 2,3 видно как формируется объем изготовления
продукции: потребитель дает заявки на продукцию, которые поступают в службу
сбыта, эта служба собирает все заявки и передает их в службу производства. Там
уже формируется, сколько нужно произвести продукции. Но не всегда получается
предвидеть все обстоятельства (увеличение, спад спроса, поломки оборудования,
невыполнение контрактов на отгрузку продукции). Из-за этого возникают случаи,
когда заказы превышают количество готовой продукции, находящейся на складе. В
итоге, приходится отказывать клиентам в продукции, тем самым, конечный
потребитель остается неудовлетворенный. Таким образом, предприятие теряет
клиентов, что ведет к недополученной прибыли. Или наоборот, когда объем выпуска
продукции превышает заказ и остатки готовой продукции остаются лежать на
складе, а так как она относится к скоропортящимся, то все остатки идут на
переработку, что опять приводит к недополученной прибыли и затратам на
переработку.
Рассмотрим теперь проблему, связанную с запасами. Для хлебокомбината
требуется постоянно поддерживать резерв материальных запасов сырья — мука,
дрожжи, сахар, соль и другое, так как выпускаемая продукция является товаром
первой необходимости. Поэтому актуальность проблемы оптимизации материальных
запасов предприятия и эффективного управления ими обусловлена тем, что
состояние запасов оказывает определяющее влияние на конкурентоспособность
предприятия, его финансовое состояние и финансовые результаты (14, стр.72).
обеспечить высокий уровень качества продукции и надежность ее поставок
потребителям невозможно без создания оптимальной величины запасов сырья,
материалов, полуфабрикатов и других ресурсов, необходимых для непрерывного и
ритмичного функционирования производственного процесса. Заниженные запасы
материальных ресурсов могут привести к убыткам, связанным с простоями, с
неудовлетворенным спросом и, следовательно, к потере прибыли, а также потере
потенциальных покупателей продукции (18). С другой стороны, накопление излишних
запасов связывает оборотный капитал предприятия, уменьшая возможность его
выгодного альтернативного использования и замедляя его оборот, что отражается
на величине общих издержек производства и финансовых результатах деятельности
предприятия. Экономический ущерб наносит как значительное наличие запасов, так
и их недостаточное количество.
Подводя итог по предприятию, можно сказать, что выпуск
продукции в натуральном выражении в 2010 году составил 45480 тонн, что в 1,23
раза больше, чем в 2009 году. Это связано, прежде всего, с активной деятельностью
предприятия по расширению рынков сбыта. Товарная продукция за анализируемый
период увеличилась в 1,27 раза за счет увеличения выпуска продукции в
натуральном выражении и за счет роста цен на производимую продукцию. Таким
образом, ОАО «Владимирский хлебокомбинат №2» за период с 2009 года по
2010 год сумело правильно организовать свою производственную и коммерческую
деятельность. Так же за этот период на предприятии стали выпускать новые виды
продукции, произошли преобразования, связанные с реконструкцией. В связи с
этим, на предприятии за анализируемый период увеличилась производительная
мощность на 1,29 раза. Показателем, характеризующим производственную активность
предприятия, является товарная продукция в расчете на 1 рубль стоимости
основных производственных фондов, этот показатель в анализируемый период
увеличился в 1,27 раза, что указывает на увеличение использования
производственно-технической базы для выпуска товарной продукции. Численность
сотрудников на ОАО «Владимирский хлебокомбинат №2» в период с 2009 по
2010 год увеличилась в 1,14 раза. Это связанно с тем, что предприятие
расширяется для выпуска новых видов продукции. При этом уровень
производительности труда на предприятии увеличился в 1,07 раз. Предприятие
эффективно использует рабочую силу, в 2010 году в среднем на каждого рабочего
было получено 0,044 тысячи рублей прибыли, что на 10% больше, чем за
аналогичный период прошлого года.
Анализируя движение материального потока в производственном
процессе, можно сказать, что он проходит много стадий, начиная с центрального
склада и заканчивая кладовыми цехами. Данный процесс проходит с помощью
автоматизированных и подручных устройств.
Рассматривая производственную логистику предприятия, видно,
что она не безупречна из-за того, что не всегда в производственном процессе
четко контролируется дозировка компонентов для приготовления хлебобулочных
изделий, объемы выпуска продукции не эффективно сориентированы с запросами
конечного покупателя, так же применяется устаревшее оборудование на производстве.
Существует проблема с наличием оптимального запаса сырья на складах.
Глава
3. Выработка рекомендаций по снижению затрат на движение материального потока
на производстве
Проведя анализ эффективности функционирования
производственной логистики на ОАО «Владимирский хлебокомбинат №2»,
были выявлены недостатки, которые возникают из-за того, что не всегда в
производственном процессе четко контролируется дозировка компонентов для
приготовления хлебобулочных изделий, объемы выпуска продукции не эффективно
сориентированы с запросами конечного покупателя, применение устаревшего
оборудования на производстве. Существует проблема с наличием оптимального
запаса сырья на складах. Это приводит к большим затратам, поэтому необходимо
разработать рекомендации по снижению затрат на движение материального потока на
производстве.
Для четкого контроля дозировки компонентов при приготовлении
хлебобулочных изделий, необходимо обеспечить предприятие качественным
измерительным прибором. С развитием механизации и автоматизации производственных
процессов во всех областях промышленности усиленно совершенствуется
автоматизация во взвешивании. Существующая техника и учет требуют взвешивания
материалов с большой точностью, начиная с миллиграммов и заканчивая сотнями
тонн. При этом в большинстве случаев требуется большая скорость взвешивания и
документальная регистрация (4, стр.62).
Решением проблемы улучшения контроля дозировки компонентов
для приготовления хлебобулочных изделий на предприятии и важным средством
обеспечения качества является установка измерительной аппаратуры марки Esson, которая внедряется в
производство и позволяет проследить правильную дозировку и соответствующее
качество приготовленной смеси для теста, контролировать вес заготовок, которые
будут перемещаться для выпечки (4 стр.72).
Проведем расчет. Исходные данные для расчета эффективности
внедрения нового оборудования представлены в таблице 7.
Таблица 7.
Исходные данные для расчета эффективности внедрения нового
оборудования.
|
Показатели |
Значение |
|
Цена нового |
700 |
|
Цена старого |
90 |
|
Годовая |
136440 |
|
Износ новой |
700*0,2=140 |
|
Износ старой |
90*0,2=18 |
|
Дополнительная |
140-18=122 |
|
Доход до |
136440-122=136318 |
|
Налог на |
136318*0,35=47711 |
|
Дополнительный |
136318-47711=88606,7 |
|
Чистый денежный |
88606,7+136318=224924,7 |
сокращение затрат на материалы:
∆SM= (Mб — Мпр) *Nпр, где (1)
Mб, М пр — затраты на материалы в расчете
на учетную единицу продукции по базовому и проектируемому вариантам;
Nпр — объем продукции по проектируемому варианту (8,
стр.158).
∆SM= (11-8) *45480=136440руб.
эффективность замены оборудования:
Эф=∆S+ (∆На+∆Ппр),
где (2)
∆S — экономия на текущих затратах;
∆На — дополнительные расходы на амортизацию;
∆Ппр — дополнительные расходы по выплате
налога.
Таким образом получим:
Эф=136440- (122+47711) =88607руб.
срок окупаемости:
Ток=Рнов. оборуд. / Рреал. прод.,
где (3)
Рнов. оборуд. — цена нового оборудования;
Рреал. прод. — реализованная продукция в
наблюдаемом году.
Ток=700000/663100=1,1 года
Из расчетов видно, что замена старого контроле-измерительного
оборудования на новое, так как эффективность замены оборудовании составит
88607руб., со сроком окупаемости 1,1 год. Это даст более точный контроль
дозировки компонентов, что приводит к экономии материальных ресурсов и денежных
средств.
«Владимирский хлебокомбинат №2» активно
модернизирует свое производственное оборудование. Были введены в эксплуатацию
новые шведские печи «Свеба», с помощью них освоено производство
белого подового хлеба, некоторых видов батонов и мелкоштучных изделий. За счет
введения в строй швейцарской линии «Рондо-Дож» расширен ассортимент
мелкоштучных хлебобулочных изделий. Это универсальное оборудование позволяет в
кротчайшие сроки переналадить производство на тот ассортимент продукции,
который сейчас пользуется спросом у потребителя (11, стр.57). на так же надо
обращать внимание на устаревшее оборудование, которое тоже используется в
основном производстве, это тестомесительные аппараты и формировочные машины.
Без модернизации этого оборудования предприятие будет терпеть убытки, связанные
с простоем оборудования. Поэтому необходимо в ближайшее время, хотя бы частично
заменить это оборудование, что в последствии приведет к улучшению качества
продукции, сокращению брака, уменьшению затрат времени работников.
Проведем расчет. Исходные данные расчета эффективности
внедрения новой формовочной машины представлены в таблице 8.
Таблица 8.
Исходные данные для расчета эффективности внедрения новой
формовочной машины
|
Показатели |
Значение |
|
Цена новой |
4 |
|
Цена старого |
120 |
|
Годовая |
227400 |
|
Износ новой |
4000000*0,2=800000 |
|
Износ старой |
120*0,2=24000 |
|
Дополнительная |
800-24=776 |
|
Доход до |
227400-776000=-548600 |
|
Налог на |
— |
|
Дополнительный |
— |
|
Чистый денежный |
-548600 |
сокращение затрат на материалы:
∆SM= (Mб — Мпр) *Nпр, где
Mб, М пр — затраты на материалы в расчете
на учетную единицу продукции по базовому и проектируемому вариантам;
Nпр — объем продукции по проектируемому варианту (8,
стр.158).
∆SM= (11-6) *45480=227400руб.
эффективность замены оборудования:
Эф=∆S+ (∆На+∆Ппр),
где
∆S — экономия на текущих затратах;
∆На — дополнительные расходы на амортизацию;
∆Ппр — дополнительные расходы по выплате
налога.
Таким образом, получим: Эф=227400-77600 = — 548600
руб., так как эффективность от внедрения новой формовочной машины на данный
момент получилась отрицательная, то в ближайшее время это оборудование
модернизировать не выгодно.
Проведем расчет, исходные данные для расчета эффективности
внедрения нового тестомесительного аппарата представлены в таблице 9.
Таблица 9.
Исходные данные для расчета эффективности нового
тестомесительного аппарата.
|
Показатели |
Значение |
|
Цена новой |
1,5 |
|
Цена старого |
70 |
|
Годовая |
420700 |
|
Износ новой |
1500000*0,2=300000 |
|
Износ старой |
70*0,2=14000 |
|
Дополнительная |
300000-14000=286 |
|
Доход до |
420700-286000=134700 |
|
Налог на |
134700*0,35=47145 |
|
Дополнительный |
134700-47145=87555 |
|
Чистый денежный |
87555+134700=222255 |
сокращение затрат на материалы:
∆SM= (Mб — Мпр) *Nпр, где
Mб, М пр — затраты на материалы в расчете
на учетную единицу продукции по базовому и проектируемому вариантам;
Nпр — объем продукции по проектируемому варианту (8,
стр.158).
∆SM= (11-4) *60100=420700руб.
эффективность замены оборудования:
Эф=∆S+ (∆На+∆Ппр),
где
∆S — экономия на текущих затратах;
∆На — дополнительные расходы на амортизацию;
∆Ппр — дополнительные расходы по выплате
налога.
Таким образом, получим: Эф=420700- (286000+47145)
=87555 руб.
срок окупаемости:
Ток=Рнов. оборуд. / Рреал. прод.,
где
Рнов. оборуд. — цена нового оборудования;
Рреал. прод. — реализованная продукция в
наблюдаемом году.
Ток=1500000/663100 = 2,3 года
эксплуатационные затраты базового оборудования.
Расчет эксплуатационных затрат необходимо вычислять с учетом
заработной платы обслуживающего персонала, амортизационных отчислений,
потребляемой энергии и затрат на текущий ремонт оборудования. Рассчитаем
эксплуатационные затраты для базового варианта по формуле:
Эб = Зо + Зр. о. + Зэ,
где (4)
Эб — эксплуатационные затраты для базового
варианта;
Зо — затраты на заработную плату работникам;
Зр. о. — затраты на ремонт оборудования;
Зэ — затраты на электроэнергию.
Заработная плата работников с учетом того, что систему
обслуживает четыре человека в течение 8 часов в день.
Годовой фонд заработной платы одного работника вычисляется по
формуле:
Зосн = Зп + 26%, где (5)
Зп — заработная плата.
Найдем заработную плату работников:
Зп =12000руб. * 12 мес. = 144000 руб.
Общий фонд заработной платы:
Зосн = 144000+26% = 181440 руб. — одного
работника.
Для трех работников Зосн = 181440*4 = 725760 руб.
Затраты на все виды ремонтов оборудования Зр. о. руб.
Вычислим по формуле:
Зро ![]()
![]() , где (6)
, где (6)
На — норма амортизации на ремонт, %;
Ко — капиталовложения оборудования, руб, руб.
Получим: Зро = (20*70000) / 100 = 14000 руб.
Затраты на электроэнергию Зэ, руб. вычислим по формуле:
Зэ = ![]()
![]() , где (7)
, где (7)
Nэ — номинальная
установленная электромощность, кВт;
Фо — эффективный годовой фонд времени работы
оборудования, ч.;
Кисп. вр. — коэффициент использования электроустановок
во времени;
Кисп. м. — коэффициент использования электроустановок
по мощности;
Сэ — стоимость электроэнергии, руб. (кВт/ч.);
nо — количество
оборудования, шт.;
ηэ — КПД электроустановки.
Получим:
Зэ = ![]()
![]() = 1464,7 руб., так как тестомесительных аппаратов четыре, то Зэ
= 1464,7 руб., так как тестомесительных аппаратов четыре, то Зэ
= 1464,7*4 = 5858,8 руб.
Таким образом, получаем эксплуатационные затраты для базового
оборудования (тестомесительных аппаратов):
Эб = 725760+14000+5858,8 = 745618.8 руб.
эксплуатационные затраты для внедряемого оборудования. Рассчитаем
эксплуатационные затраты для базового варианта по формуле:
Эб = Зо + Зр. о. + Зэ
Заработная плата работников рассчитывается с учетом того, что
систему обслуживает два человека в течение 8 часов в день.
Годовой фонд заработной платы одного работника вычисляется по
формуле:
Зосн = Зп + 26%
Найдем заработную плату работников:
Зп = 10000 руб. * 12 мес. = 120000 руб.
Общий фонд заработной платы:
Зосн = 120000+26% = 151200 руб. — одного работника.
Для трех работников:
Зосн =151200*2 = 302400 руб.
Затраты на все виды ремонтов оборудования Зр. о. руб.
вычислим по формуле:
Зр. о. = ![]()
![]()
Получим: Зр. о. = (20*1500000) / 100 = 300000 руб.
Затраты на электроэнергию Зэ, руб. вычислим по формуле:
Зэ = ![]()
![]()
Получим:
Зэ = (7,5*9560*1*1*1,9*2) /100 = 2724,6 руб., так как
тестомесительных аппаратов два, то Зэ = 2724,6*2 = 5449,2 руб.
Таким образом, получаем эксплуатационные затраты для внедряемого
оборудования (тестомесительных аппаратов):
Эб = 302400+300000+5449,2 = 607849,2 руб.
Подводя итог, можно сказать, что внедрение формовочных машин в
данный момент не выгодно, а замена тестомесительных аппаратов принесет
эффективность в 87555 руб. со сроком окупаемости 2,3 года. При этом
эксплуатационные затраты нового оборудования составят 607849,2 руб., а базового
745618,8 руб. в год.
Еще одним недостатком, приводящим к большим затратам на
предприятии является то, что объемы продукции не эффективно сориентированные с
запросами конечного покупателя. Объемы выпуска продукции формируются исходя из
заказов потребителя, которые собираются отделом сбыта предприятия и обсуждаются
руководством на плановых совещаниях (рис.2.3). А так как хлеб в разные дни
может потребляться по-разному и спрос сложно предугадать, то случается, что на
складе возникает излишек или недостаток продукции.
Для снижения затрат, связанных с этой проблемой необходимо
внедрение известных систем КАНБАН или ОРТ. Система ОРТ относится к классу
микрологистических систем, интегрирующих процессы снабжения и производства.
Основным принципом работы этой системы является выявление в производственном
процессе так называемых «узких мест». В качестве «узких
мест» могут выступать запасы материальных ресурсов, незавершенное
производство, готовая продукция, технологические процессы, производственные
мощности и другое (19). В системе ОРТ осуществляется автоматизированная
оперативно-производственное планирование и диспетчеризация. Компьютерный расчет
производственных расписаний выполняется на смену, день, неделю и т.д. Решается
так же задача контроля отгрузки запасов готовой продукции потребителям, поиск
альтернативных ресурсов, выдача рекомендаций по полноценным заменам в случае
необходимых материальных ресурсов. При формировании графика производства
используются критерии: степень удовлетворения потребности производства в
ресурсах; эффективность использования ресурсов; средства, иммобилизированные в
незавершенном производстве; гибкости (10, стр.48).
Реализация оперативного планирования и регулирования производства
в системе ОРТ осуществляется с использованием программно-математического
обеспечения, построенного на модульной основе. Для формирования
производственного расписания из базы данных ОРТ используются файлы заказов,
технологических карт, ресурсов, прогнозов сбыта и др. Данные файлы материалов и
комплектующих изделий обрабатываются параллельно с данными файлов
технологических карт, в результате чего формируется технологический маршрут,
который обрабатывается с помощью программного модуля, идентифицирующего
критические ресурсы. В результате появляется возможность оценить интенсивность
использования ресурсов и степень их загрузки, и соответствующим образом
упорядочить их. На этом этапе технологических маршрут разветвляется. Ветвь
критических ресурсов включает все «узкие места» и последующие,
связанные с ними логистические активности. После поиска и исправления ошибок
процесс повторяется.
В процессе управления материальными потоками пользователь может
получать следующие выходные параметры. «График производства»,
«Потребность в материальных ресурсах», «Ежедневный отчет мастера
цеха (отдела)», «График доставки материальных ресурсов к рабочим
местам», «Отчет о производстве заказанной продукции»,
«Состояние складского запаса» и ряд др. Эффект системы ОРТ с
логистических позиций заключается в снижении производственных и транспортных
издержек, уменьшения запасов незавершенного производства, сокращении времени
производственного цикла, снижении потребности в складских и производственных
площадях, повышения ритмичности отгрузки готовой продукции потребителям.
«Тянущие» микрологистические системы типа
«КАНБАН», устраняя излишние запасы, могут эффективно работать лишь
при относительно коротких производственных циклах, точном прогнозировании
спроса и некоторых других производственно-технологических условиях (15,
стр.104).
Рассмотрим существующую проблему, связанную с наличием
оптимального запаса сырья на складах предприятия. Одним из важных факторов
повышения эффективности предпринимательской деятельности является эффективное
управление материальным запасами. Рассчитываем оптимальный размер заказа по
критерию минимизации совокупных затрат на хранение запаса и повторение заказа
рассчитывается по формуле Вильсана:
ОРТ = ![]()
![]() , где
, где
ОРЗ — оптимальный размер заказа; А — затраты на поставку единицы
заказываемого продукта, руб.; S — потребность
в заказываемом продукте в год, кг.; i —
затраты на хранение единицы заказываемого продукта, руб. / кг.
Затраты на постановку единицы заказываемого продукта. Общие
расходы на один завоз сырья:
1. Организационно-административные расходы
= 650000 руб.;
2. Транспортные расходы = 18000 руб.;
3. Расходы на обработку товаров на складе = 11500 руб.
Найдем общие расходы по управлению запасами на 1 завоз:
Расходы = 650000 + 18000 + 11500 = 679500 руб.
Партия сырья заказывается два раза в неделю, пять позиций по
2000 кг. Следовательно, стоимость затрат на поставку одной позиции заказа:
А=679500/ (5*2000) = 68 руб. Параметр S известен исходя из заключенных на год договоров
и уровня продаж за 2010 год, поэтому S = 960000 кг. Затраты на хранение одной единицы
заказываемого продукта рассчитываются по следующим данным:
. Завоз за всю неделю: 5 позиций* 4000 кг = 20000 кг;
2. Средний уровень остатков на складе: 20 кг; итого
20020 кг;
. Заработная плата персонала склада за неделю: 4*3500
= 14000 руб.;
. Затраты на склад и стоимость коммунальных услуг в
неделю: 120500 руб.
Расходы на складирование на 1 единицу товара составляет:
i = (14000 + 120500) / 20020 = 6,7 руб. /ед.
используя формулу оптимального размера заказа, получим:
ОРЗ = ![]()
![]() = 4414 кг
= 4414 кг
Порядок расчета всех параметров системы управления запасами с
фиксированным размером заказа приведен в таблице 10 (4, стр.153).
Таблица 10.
Порядок расчета параметров системы управления запасами и
фиксированным размером заказа
|
№ п. п. |
Показатели |
Порядок расчета |
|
1 |
Потребность, кг |
960000 |
|
2 |
Оптимальный |
4414 |
|
3 |
Время поставки, |
2 |
|
4 |
Возможность |
1 |
|
5 |
Ожидаемое |
(1п.) /кол. |
|
6 |
Срок |
(2п.) / (5п.) |
|
7 |
Ожидаемое |
(3п.) * (5п.) |
|
8 |
Материальное |
( (3п.) + |
|
9 |
Страховой |
(8п.) — (7п.) |
|
10 |
Максимальный |
(9п.) + (2п.) |
Подведя итог по выработке рекомендаций по снижению затрат на
движение материального потока на производстве, необходимо:
. Для четкого контроля дозировки компонентов для
приготовления хлебобулочных изделий внедрять автоматизированные контролирующие
системы, которые будут прослеживать правильную дозировку и соответствующее
качество приготовленной смеси для теста, контролировать вес заготовок, которые
будут перемещаться для выпечки. Из расчетов было получено, что замена старого
контроле-измерительного оборудования на новое оправдано, т.к. эффективность
замены оборудования составит 88607 руб., со сроком окупаемости 1,1 год;
. В ближайшее время в производстве заменить устаревшее
оборудование — формовочные машины и тестомесительные аппараты, что приведет к
снижению трудоемкости процесса выпечки, простоев этого и другого оборудования,
брака. Из расчетов видно, что эффективность от внедрения новой формовочной
машины на данный момент получается отрицательная (-548600руб.), поэтому в
ближайшее время это оборудование модернизировать не выгодно, а замена
тестомесительных аппаратов принесет эффективность в 87555руб. со сроком
окупаемости 2,3 года. При этом эксплуатационные затраты нового оборудования
составят 607849,2 руб., а базового 745618,8 руб. в год;
2. Для того чтобы эффективно сориентировать объемы
выпуска продукции с запросами конечного покупателя, можно воспользоваться
известными системами КАНБАН или ОРТ;
. Существующую проблему, связанную с наличием
оптимального запаса сырья на складах предприятия можно решить, если знать
оптимальный размер заказа. Исходя из расчетов, оптимальный размер заказа будет
равен 4414 кг., с временем поставки 2 раза.
Заключение
В процессе выполнения работы, в соответствии с ее целью, была
собрана и систематизирована информация по теоретическому обоснованию и методах
оценки эффективного функционирования производственной логистики, на основе
собранного материала. Были рассмотрены и предложены оценки, которые определяют
эффективность функционирования производственной логистики на примере
«Владимирского хлебокомбината №2».
В рамках работы были решены поставленные в начале
исследования задачи, т.е.:
. Рассмотреть сущность и основные понятия
производственной логистики;
2. Сделать технико-экономический анализ хозяйственной
деятельности рассматриваемого предприятия;
. Произвести анализ движения материальных потоков в
производственном процессе;
. Оценить эффективность функционирования
производственной логистики на предприятии;
. Предложить рекомендации по снижению затрат на
движение материального потока на производстве.
Производственная логистика — это наука (теория, методология)
о системной рационализации управления процессами развития производственных
систем с целью повышения их организованности (эффективности) по средствам
синхронизации, оптимизации и интеграции потоков производственных систем.
Анализируя производственный процесс, можно сказать, что
движение материальных ресурсов в производстве на предприятиях разнообразно и во
внутрипроизводственных логистических системах может осуществлять различными
способами, из которых выделяют два основных, принципиально отличающихся друг от
друга. Первый вариант носит название «толкающая система», второй
вариант основан на принципиально ином способе управления материальным потоком.
Он носит название «тянущая система».
При рассмотрении конкретного предприятия ОАО
«Владимирский хлебокомбинат №2» и его производственную логистику,
можно сказать, что выпуск продукции в натуральном выражении в 2010 году
составил 45480 тонн, что в 1,23 раза больше, чем в 2009 году. Это связано,
прежде всего, с активной деятельностью предприятия по расширению рынков сбыта.
Товарная продукция за анализируемый период увеличилась в 1,2 раза за счет
увеличения выпуска продукции в натуральном выражении и за счет роста цен на
производимую продукцию. Таким образом, ОАО «Владимирский хлебокомбинат
№2» за период с 2009 года по 2010 год сумело правильно организовать свою
производственную и коммерческую деятельность. Так же за этот период на предприятии
стали выпускать новые виды продукции, произошли преобразования, связанные с
реконструкцией, в связи с этим на хлебокомбинате за анализируемый период
увеличилась производственная мощность на 1,29 раза. Показателем,
характеризующим производственную активность предприятия является товарная
продукция в расчете на 1 рубль стоимости основных производственных фондов. Этот
показатель в анализируемый период увеличился в 1,27 раза, что указывает на
увеличение использования производственно-технической базы для выпуска товарной
продукции. Анализируя движение материального потока в производственном
процессе, можно сказать, что он проходи много стадий, начиная с центрального
склада, из которого он перемещается на кладовые цеха с помощью
автоматизированных и подручных устройств.
Рассматривая производственную логистику предприятия видно,
что она не безупречна из-за того, что не всегда в производственном процессе
четко контролируется дозировка компонентов для приготовления хлебобулочных
изделий, объемы выпуска продукции не эффективно сориентированы с запасами
конечного покупателя. Применение устаревшего оборудования на производстве,
существует проблема с наличием оптимального запаса сырья на складах. Для
снижения затрат на движение материального потока на производстве, необходимо:
. Для четкого контроля дозировки компонентов для
приготовления хлебобулочных изделий внедрять автоматизированные контролирующие
системы, которые будут прослеживать правильную дозировку и соответствующее
качество приготовленной смеси для теста, контролировать вес заготовок, которые
будут перемещаться для выпечки. Из расчетов было получено, что замена старого
контроле-измерительного оборудования на новое оправдано, т.к. эффективность
замены оборудования составит 88607 руб, со сроком окупаемости 1,1 год;
2. В ближайшее время, в производстве заменить
устаревшее оборудование — формировочные машины и тестомесительные аппараты, что
приведет к снижению трудоемкости процесса выпечки, простоев этого и другого
оборудования, брака. Из расчетов видно, что эффективность от внедрения новой
формовочной машины на данный момент получилась отрицательная (-548600 руб.),
поэтому в ближайшее время это оборудование модернизировать не выгодно, а замена
тестомесительных аппаратов принесет эффективность в 87555 руб. со сроком
окупаемости 2,3 года. При этом эксплуатационные затраты нового оборудования
составят 607849,2 руб., а базового 745618,8 руб. в год;
. Для того, чтобы эффективно сориентировать объемы
выпуска продукции с запросами конечного покупателя, можно воспользоваться
известными системами КАНБАН или ОРТ;
. Существующая проблема, связанная с наличием
оптимального запаса сырья на складах предприятия можно решить, если знать
оптимальный размер заказа. Исходя из расчетов оптимальный размер заказа будет
равен 4414 кг., с временем поставки 2 дня.
Список
литературы
1.
Гаджинский А.М. Логистика: учебник для высших и средних специальных учебных
заведений — 4-е изд., перераб. И доп. — М.: издательство — книготорговый центр
«Маркетинг», 2005
.
Гордон М.П., Логистика товародвижения. — М.: Центр экономики и маркетинга 2002
— 168с.
.
Зайцев Н.Л., Экономика промышленного предприятия: Учебник: 2-е изд., перераб. и
доп. — М.: ИНФРА-М, 2002 — 336с.
.
Каршов И.И., Самборский В.И. Теория экономического анализа. — К: Высшая шк.
Головное изд-во, 2008
.
Ким С.А., Овчинников С.И. Организация и планирование промышленного производства
— Минск: «Высшая школа», — 2005
.
Ковалев В.С. Перспективы развития АПК России // Хлебопекарное и кондитерское
производство — №12.С.Б. 2004
.
Мартынов А.В. Разработка стратегии предприятия // Вопросы экономики. 2006, №12
.
Материальные запасы. Поиск оптимума с учетом новых возможностей и новых
требований/ А. Баскин, Г. Зенкова // РИСК: Ресурсы. Информация. Снабжение.
Конкуренцмя. — 2008, №3-4
.
Мельник М.М., Экономико-математические методы и модели в планировании и
управлении материально-техническим снабжением. /Уч. для ВУЗов. — М.: Высшая
школа., 2005-208с.
.
Новобранов В.М., Обухова Н.В. Методика определения вероятности распределения
ресурсов. ХДТУБА, Научный вестник. — 2005 — №21
.
Рогожанская Э.Л. Владимирский хлебокомбинат. Время, события, люди. — В.: 2008
.
Родников А.Н. Логистика: Терминологический словарь.М. Инфра М, 2003
.
Стерлигова А.Н. Управление запасами широкой номенклатуры // Логинфо №12 — 2006
.
Стерлигова А.Н. Роль управления запасами в организации успешного бизнеса //
Логитфо №2 — 2007
.
Стерлигова А.Н. Процедуры оптимального распределения запасов в цепях поставок
// Логистика сегодня №4 — 2009
.
Чудаков А.Д. Логистика: Учебник. М.: Изд-во РДЛ, 2004
.
http://www.archive-online.ru/catalog/logistpro
.
http://www.glossary.ru
.
http://www.logistpro.ru/div/5

Автор: Виктор Ивaнoвич Ceргeeв, доктор экономических наук, президент Международного центра логистики Государственного университета Вышей школы экономики (МЦЛ ГУ BШЭ), профессор кафедры логистики BШЭ, президент Национальной логистической ассоциации России.
Логистическая стратегия фирмы направлена на оптимизацию ресурсов компании при управлении основными и сопутствующими потоками. Стратегические цели задаются с помощью одного или нескольких ключевых показателей эффективности логистики. Логистическая стратегия может быть построена на основе максимизации (минимизации) одного или нескольких ключевых показателей.
Среди большого числа логистических стратегий, применяемых компаниями, можно выделить несколько базовых, наиболее широко используемых в бизнесе при построении логистической системы. Эти стратегии, а также основные пути их реализации представлены в виде таблицы.
Таблица. Основные логистические стратегии
| Стратегия | Пути реализации |
| Минимизации общих логистических издержек |
|
| Улучшения качества логистического сервиса |
|
| Минимизации инвестиций в логистическую инфраструктуру |
|
| Логистический аутсорсинг |
|
Логистические стратегии построены на основе минимизации или максимизации одного ключевого показателя — например, общих логистических издержек. Однако при этом необходимо ввести ограничения на другие, существенные с точки зрения стратегии фирмы, показатели. Для стратегии минимизации общих логистических издержек таким показателем будет качество логистического сервиса.
В общем случае — чем выше требования потребителей к качеству логистического сервиса, тем выше должны быть логистические издержки, обеспечивающие этот уровень. Поэтому естественным ограничением является ограничение на базовый уровень качества потребительского сервиса.
В ряде случаев стратегия минимизации общих логистических издержек может быть трансформирована в стратегию максимизации отношения: уровень качества сервиса/общие логистические издержки. Реализация стратегии минимизации общих логистических издержек осложняется слабой формализуемостью параметров качества логистического сервиса и субъективной оценкой качества сервиса со стороны потребителей.
Логистические стратегии компании в действии
1. «Нестле Фуд»
Корпорация Societe pour I’Exportation des Produits Nestle S.A. представлена на российском рынке с 1996 г. Основной профиль компании «Нестле Фуд» — это производство и продажа продуктов питания.
Сегодня «Нестле Фуд» (далее Компания) является лидером российского рынка кофе, рынка шоколадных изделий и детского питания. Также Компания проявляет большую активность в сфере производства мороженого и бульонных кубиков. Многолетний успех Компании на российском рынке был достигнут благодаря ряду факторов.
В первую очередь, Компания укрепила позиции и расширила присутствие в России за счет инвестиций в местное производство и промышленную инфраструктуру, активного продвижения торговых марок, а также постоянного расширения и развития национальной сети сбыта. Компания владеет контрольными пакетами акций 7 фабрик по производству различных продуктов питания.
Для управления логистикой Компания использует дивизиональную линейно-функциональную структуру. Такая структура позволяет обеспечить эффективное руководство логистической деятельностью Компании и предусматривает функциональное разделение управленческого труда в структурных подразделениях и интеграцию логистического процесса в пределах всей Компании.
Корпоративная стратегия Компании заключается в осуществлении долгосрочных инвестиций в производство и логистику. В рамках этой стратегии Компания активно вкладывает средства в местное производство, разработку продуктов, отвечающих российским вкусам и традициям, а также использует местное сырье и компоненты.
Основными компонентами производственной и маркетинговой стратегии в Компании являются:
- стремление быть высокоэффективным производителем с низкими производственными затратами и качеством продукции мирового уровня;
- развитие проектов выпуска новой продукции;
- применение современных производственных и информационных технологий;
- применение современных методов планирования и управления.
Ключевыми факторами, определяющими конкурентоспособность Компании, является тщательное изучение рынка, анализ, его динамика, изучение отношений, складывающихся между компанией и потребителями, анализ деятельности конкурентов, прогнозирование конъюнктуры рынка, разработка предложений по выпуску новых товаров, управление ассортиментом выпускаемой продукции, формирование марочной политики, повышение конкурентоспособности товаров, формирование стратегии и тактики изменения цен, установление скидок и надбавок к ценам, учет затрат на маркетинг, реклама, персональные продажи, стимулирование продаж.
Основными задачами в корпоративной и маркетинговых стратегиях являются: постоянное внедрение новых подходов и инновационных идей на стратегических направлениях качества, издержек, дифференциации и фокуса, а также прогнозирование потребительского спроса и его удовлетворение.
Для поддержки производства Компания применяет логистическую концепцию/систему ERP, которая рассматривается как эффективный инструмент планирования и реализации стратегических целей компании в логистике, маркетинге, производстве, финансах.
Компания имеет разветвленную систему складского хозяйства, она использует только крупные региональные или национальные склады, находящиеся в основном в непосредственной близости от производителей продукции. Главная задача склада — накопление сбалансированного ассортимента продукции для удовлетворения потребительского спроса.
Дистрибуция продукции 7 фабрик осуществляется только через головной московский офис и через региональные представительства Компании. Дистрибьюция является неотъемлемой частью логистической системы Компании, обеспечивающей наиболее эффективную организацию распределения производимой продукции. Дистрибьюция охватывает всю цепь системы распределения: маркетинг, транспортировку, складирование и др.
Поставщики, услугами которых пользуется Компания, обеспечивают производственные подразделения комплектующими изделиями, полуфабрикатами, запасными частями, сырьем, материалами, рабочей силой, топливом и энергией, различного рода услугами, необходимыми для организации производства и дистрибьюции продукции.
Основная логистическая стратегия Компании — стратегия ECR (немедленного реагирования на потребности рынка).
Для оценки результативности работы логистики на корпоративном уровне в Компании используется информационная система, позволяющая оценить все аспекты логистических операций в соответствии с выбранной логистической стратегией. Это первое и самое главное условие достижения высоких прибылей от применения логистики.
Современная корпоративная информационная система класса ERP позволила интегрировать управление движением материальных потоков, связанных с закупками, транспортировкой, складированием, хранением запасов и дистрибуцией. Современные логистические технологии, применяемые Компанией, обеспечивают своевременное поступление и обработку необходимой информации в масштабе реального времени. Компания рассматривает компьютеризацию всех функциональных логистических подразделений в качестве важного источника увеличения прибыли.
Логистика Компании совершенствуется и путем тесной взаимосвязи, сотрудничества с партнерами по хозяйственным связям, поставщиками, оптовыми фирмами и т.д. Для этого в Компании применяются логистическая технология и программное обеспечение SCM — «Управление цепями поставок».
Тщательная разработка логистических операций, привлечение квалифицированных кадров и их дальнейшее обучение обеспечивают высококачественное проведение всех логистических операций, способствуя росту прибыли и повышению конкурентоспособности Компании.
Компания использует несколько информационных систем: ЕМЕ и Opal (системы складского и производственного учета продукции), которые используются на каждом складе и производстве. Объединяет эти программы операционная система учета NEZUM (разработка «Нестле»), которая служит для координации поставок, производства и распределения.
К примеру, система координации цепей поставок заключается в разбиении физических потоков на независимые периоды транспортировки и складирования, подготовке информации о фазе и состоянии потока в реальном масштабе времени. Благодаря периодической модернизации данных систем Компании удается постоянно улучшать управление постоянно усложняющимися логистическими процессами и повышать эффективность бизнеса.
2. «Авентис Анималь Нютрисьн Евразия»
Общество с ограниченной ответственностью «Авентис Анималь Нютрисьон Евразия» (Aventis Animal Nutrition Eurasie) со 100%-ным иностранным капиталом, создано решением единственного учредителя — акционерного общества «Авентис Анималь Нютрисьон С.А.» (Aventis Animal Nutrition С.А), созданного по законам Франции, в соответствии с действующим законодательством РФ в апреле 2001 г.
Компания «Авентис» (далее Компания) — международная компания, имеющая большой опыт в области сельскохозяйственного производства и фармацевтики. Центральный офис компании расположен во Франции в г. Страсбурге. Основными видами деятельности Компании являются научные исследования в области питания и здоровья сельскохозяйственных животных, производство и продажа продуктов питания и продукции, связанной со здоровьем сельскохозяйственных животных.
Компания следует трем стратегиям:
1. Приумножать свои усилия в области исследований и развития. Увеличивая возможности в области исследования и развития, Компания таким образом готовится к будущему. Ее исследования направлены на поиски:
- новых способов производства более простых, менее дорогостоящих продуктов, новых технологий, позволяющих улучшать качество продуктов, продаваемых в настоящее время;
- новых способов применения своих продуктов (так, из отдельных витаминов «Авентис Анималь Нютрисьон» разработаны и внедрены в производство специально сбалансированные витаминные смеси с учетом разных возрастов птиц и животных);
- новых продуктов, которые дополняют фирменную гамму пищевых добавок Компании и открывают новые рынки.
2. Применять оборудование, которое лучше отвечает рыночным переменам и снижает себестоимость производства.
3. Усилить децентрализацию управления бизнесом в регионах, чтобы приблизить к региональным производствам решения, направленные на продвижение торговых марок и улучшение обслуживания клиентов.
На российском рынке Компания использует рыночные и организационные возможности для улучшения своего положения относительно конкурентов. Высшее руководство Компании следит за тенденциями рынка сырья, оно определяет варианты действий для департамента закупок. Компания постоянно контролирует тенденции в своей отрасли и следит за тем, что планируют сделать или делают конкуренты, а также пытается предвидеть такие изменения.
На мировом рынке Компания занимает третье место. В России Компания является лидером: 90% по производству продукта метионин, 68% — по отдельным витаминам. Компания конкурирует по технологии и отдельным продуктам, ценам, качеству, ассортименту продукции, технологии ее продвижения.
Для осуществления маркетинговой стратегии компания проводит следующую работу:
- Установление лицензионных соглашений с отечественными товаропроизводителями.
- Инвестиции в отечественных товаропроизводителей.
- Реклама, связи с общественностью.
- Расширение ассортимента продукции.
- Включение в ассортимент продукции товаров и услуг других фирм (зарубежных и отечественных).
- Лоббирование интересов в государственных структурах.
- Сегментация клиентов (по признакам значимости на рынке РФ и СНГ, прибыльности для Компании, приверженности интересам Компании) с целью определения того, какие компании необходимо привлекать в клиентскую базу.
Основные элементы стратегии Компании состоят в следующем:
- Качество. Цель — обеспечить постоянное улучшение качества продукции, закупка сырья и комплектующих более высокого качества, что позволит сократить производственные расходы и расходы, связанные с внутренним контролем качества (план нулевого уровня дефектов, контроль качества процесса, сертификация качества). Технический отдел компании проводит сертификацию качества, в рамках которой происходят согласованные испытания качества партии товара и покупателю предоставляется информация о результатах испытаний. Инвестирование в научно-исследовательские проекты, государственные структуры.
- Управление запасами. Анализ оперативной информации о запасах по всем важным позициям номенклатуры сырья, материалов, готовой продукции с учетом соглашений о партнерстве с ключевыми поставщиками. Применение информационной системы мониторинга своевременности поставок и закупок товаров.
- Логистические технологии снабжения. Электронный обмен данными с основными поставщиками для упрощения сделок и ускорения взаимодействия. Концепция управления цепью снабжения предусматривает интеграцию информационных потоков от поставщика до конечного потребителя и совместное управление запасами продукции на складах Компании.
- Инновации. Предложить покупателю инновационные технические решения и качественное оборудование для производства премиксов для сельскохозяйственных животных из витаминов, поставляемых Компанией.
- Закупка материальных ресурсов. Покупка сырья под собственную марку. Компания приобретает сырье для производства отдельных витаминов у других компаний (производителей), имея с ними соглашение о покупке сырья и продвижении продукта под собственным брендом.
- Закупка готовой продукции. Приобретение готовой продукции у отечественных производителей, что позволяет иметь полный ассортимент продукции для удовлетворения потребностей основной клиентуры и извлечения прибыли.
Логистическая стратегия Компании состоит в обеспечении высокого качества логистического сервиса в снабжении при оптимизации цен на закупаемые материальные ресурсы и готовую продукцию под влиянием рыночной конъюнктуры.
Для реализации данной стратегии Компания предусматривает решение следующих задач:
1. Развитие отношений с поставщиками:
- Разумный учет взаимных корпоративных интересов между поставщиками и Компанией.
- Налаживание с поставщиками партнерских отношений, резервные поставщики по некоторым продуктам с целью свести риск недопоставок к минимуму.
- Обеспечение хорошо налаженных информационных каналов связи с поставщиками.
- Стабильный поток точной информации о требуемых поставках.
- Использование логистических технологий VMI и JIT.
2. Оптимизация уровней запасов в складской системе при обеспечении требуемого уровня обслуживания потребителей.
- Сокращение запасов с 6 до 4 недель для продуктов, поставляемых из Франции, и установление тесного сотрудничества с российскими поставщиками, позволяющими иметь минимальный запас продукции на складе Компании либо вовсе не иметь его, а доставлять товары по мере поступления заказа от клиентов в режиме JIT.
- Управление процедурами заказов (управление и контроль заказов клиентов осуществляются отделом «Забота о клиентах» при взаимодействии с отделом логистики и коммерческой командой) обеспечивает высокое качество обслуживания клиентов при минимальных размерах страховых запасов.
- Управление производственными запасами (отдел логистики информирует ежемесячно производителя о потребностях в продукции на три месяца вперед с целью планирования графиков производства, минимизации уровня запасов материальных ресурсов и незавершенного производства, сокращения длительности производственного цикла).
В основе оптимизации параметров логистики закупок лежат:
- Долгосрочные партнерские отношения по кредитованию закупок с «Авентис АН Франция», а также с отечественными поставщиками.
- Внутренние приоритеты производства и распределения, поиск компромиссов между различными структурными подразделениями Компании.
- Учет различий в поставках продукции разных номенклатурных (ассортиментных) групп:
- товары производства «Авентис АН Франция», которые поставляются на склад Компании согласно расчетам потребностей и прогнозам продаж, предоставляемым коммерческой группой;
- товары, потребность в которых возникает непредвиденно и не требующие длительного хранения, закупаются в сроки, близкие к их потреблению. Разовые поставки с целью удовлетворения потребностей клиентов Компании (отечественные и зарубежные товары, которые расширяют стандартный ассортимент);
- регулярные поставки, которые доставляются через определенные интервалы времени в соответствии с графиком потребности в них.
Для реализации логистической стратегии и тактики в целом для Компании используются следующие приоритеты:
- Большинство запасов — страховые, не превышающие 4 недель. Для отдельных продуктов страховые запасы отсутствуют.
- Поддержание длительных профессиональных отношений с поставщиками. По ряду продуктов имеется несколько поставщиков, между которыми искусственно поддерживается конкуренция.
- Качество. Цель — ноль дефектов.
- Эффективная информационная поддержка процедур закупок.
Цель Компании в логистике состоит в создании единой команды, при минимальном использовании формальных процедур и правил с целью организации и выполнения эффективного логистического процесса. Функциональные обязанности структурных подразделений и должностных лиц по параметрам и процессам, относящимся к логистике, увязаны технологически с задачами, выполняемыми другими подразделениями Компании. Существует общая организационная идея, которая направляет все действия на достижение целей сформулированной логистической стратегии.
Деятельность отдела логистики направлена на интегрирование основных логистических бизнес-процессов и межфункциональную координацию — поддержание взаимосвязи с производителями, со всеми функциональными подразделениями компании для решения сложных, конфликтных проблем, возникающих на всех уровнях управления:
- Логистика — высшее руководство (осуществление корпоративной, маркетинговой, производственной, логистической стратегий).
- Логистика — отдел заботы о клиентах (своевременная доставка необходимых продуктов в необходимых количествах на склады).
- Логистика — коммерческая команда (планирование уровней запасов на основе прогнозов продаж Коммерческой команды).
- Логистика — технический отдел (своевременное предоставление образцов продукции для лабораторных анализов, научных исследований, получение необходимой технической документации).
- Логистика — бухгалтерия (своевременное предоставление счетов-фактур, накладных для обработки информации, контроль за своевременной оплатой за поставленный товар на склады).
- Логистика — логистический посредник (контроль и управление транспортировкой, складированием и грузопереработкой, своевременное предоставление необходимых документов для импорта, таможенного оформления груза).
Основные задачи отдела логистики: сокращение запасов, ускорение оборачиваемости оборотного капитала фирмы, контроль и управление уровнями запасов, оптимизация логистических затрат.
Эффективность логистики в Компании в соответствии с выбранной логистической стратегией, описанной выше, во многом определяется используемой информационной интегрированной системой (класса ERP), затрагивающей все структурные подразделения, а также поддерживающей оперативный обмен данными с логистическим посредником, поставщиками и потребителями.
Интеграция отдела логистики с другими функциональными подразделениями Компании позволяет обеспечить наиболее полный учет временных и пространственных факторов в процессах оптимизации управления материальными, финансовыми и информационными потоками для достижения стратегических и тактических целей фирмы на рынке.
Так, взаимодействие с менеджерами по продажам позволяет сделать более точный прогноз спроса потребителей и соответственно сократить транспортные расходы, расходы на хранение. Взаимодействие с техническим отделом и высшим руководством позволяет вывести на рынок новый продукт в нужное время и в нужном количестве, расширить ассортимент согласно маркетинговой стратегии Компании в целях удовлетворения спроса потребителей и снизить себестоимость продукции.
Только практические современные знания и навыки. Учитесь только тому, что вам интересно и нужно по абонементу, со скидкой.
Направления →
Производственная логистика
10931 просмотр

Интересуются
![]()
| неля нам (неля нам(федотова)) (Санкт-Петербург) |
|
![]()
| Руслан Ионов (Ставрополь) |
|
И ещё 1 человек…
Практикуют
![]()
| Анатолий Набоков (Москва) |
|
![]()
| Боргер Международные перевозки (Москва) |
|
![]()
| Анастасия Борисова (Москва) |
|
![]()
| УКЦ Академия Склада (Москва) |
|
![]()
| неля нам (неля нам(федотова)) (Санкт-Петербург) |
|
![]()
| Ольга Мажута (Красноярск) |
|
![]()
| Анатолий Рыбин (Волгоград) |
|
![]()
| Лилия Акентьева (Омск) |
|
![]()
| Юрий Костин (Санкт-Петербург) |
|
![]()
| Сергей Масягин (Нижний Новгород) |
|
![]()
| Аида Ярметова (Ростов-на-Дону) |
|
![]()
| Любовь Размыслова (Нижний Новгород) |
|
![]()
| Мария Подкур (Новосибирск) |
|
| Логистика производства, Production logistics. |
Производственная логистика — это раздел логистики, относящийся к управлению материальным потоком в рамках производственной деятельности: от первичного источника сырья до конечного потребителя.
Целью данного вида логистики является оптимизация потоков сырья, материалов, полуфабрикатов и готовой продукции внутри предприятия.
Примеры предприятий, деятельность которых можно рассматривать в рамках модели производственной логистики: промышленное предприятие, оптовая компания, грузовая станция и т.д.
Производственная логистика призвана решать задачи, связанные с обеспечением качественного, своевременного и комплектного производства продукции в соответствии с хозяйственными договорами, сокращением производственного цикла и оптимизацией затрат на производство.
Важным понятием в контексте производственной логистики является производственный цикл, под которым понимается время между стартом и завершением производственного процесса отдельного вида продукции. Например, если от поступления сырья до выпуска готовой продукции проходит неделя, то производственный цикл равен семи дням. Задача сокращения производственного цикла, избавления от нежелательных простоев, является одной из ключевых для предприятия. При её решении необходимо учитывать комплекс факторов:
- Вид движения материального потока: последовательный, параллельный или параллельно-последовательный;
- Тип производства: позаказное, серийное, массовое.
Важным свойством, обеспечивающим эффективность производственной логистики, является её гибкость, определяемая гибкостью производства, а также уровнем профессионализма сотрудников, отвечающих за логистику. Большую роль при построении логистической системы играют нормы расхода, которые позволяют эффективно управлять стоимостью конечной продукции, минимизируя затраты.
Если предприятие принимает на вооружение логистическую концепцию производства, оно должно быть готово к решению таких задач как:
- Избегание простоев оборудования;
- Минимизация временных затрат на основные и транспортно-складские операции;
- Минимизация запасов;
- Устранение брака;
- Отказ от производства избыточных объёмов продукции, на которые нет спроса;
- Налаживание партнёрских отношений с поставщиками;
- Отказ от нерациональных внутрипроизводственных перевозок.
Без построения производственной логистики в современных условиях практически невозможно организовать конкурентоспособное производство, которое сможет не только производить качественную продукцию при минимальных издержках, но и гибко приспосабливаться к изменяющимся рыночным условиям.
Видео
Статьи по теме свернуть ↑

Офисы… В большинстве своём сейчас вполне неплохие. Необходимая мебель, возможно даже с излишком и стильная, в фирменном цвете, порой создающая позитивное настроение. Рабочая техника, возможно даже весьма современная и дорогая. Вода, чай, кофе, печёнки, возможно даже есть обеды, оплачиваемые компанией…
Читать дальше
Направление используют
|
АНО ДПО «Академия профессиональной подготовки кадров» (Москва), Институт логистики и управления цепями поставок (Москва), Академия склада (Москва), Высшая экономическая школа (Екатеринбург), Издательский дом «Коммерсантъ-Сибирь» (Новосибирск), Консалтинговая компания BusinessMelius (Челябинск), ООО «Организационный ресурс» (Екатеринбург), ООО Научно-внедренческая фирма «Центр пищевых технологий» (Новосибирск), Региональный центр компетенций в сфере производительности труда Санкт-Петербурга (Санкт-Петербург), Школа бизнеса Networking Event Club (Казань), 8R Logistics (Донецк), Kyiv Logistics School (Киев), LiCO Екатеринбург (Екатеринбург), ORGPM Consulting Group (Екатеринбург). |
|
Александр Дворак (Москва), Дмитрий Николаевич Стукалов (Москва), Людмила Валерьевна Веремей (Москва), Александр Максимовский (Москва), Александр Северьяннович Цагарейшвили (Москва), Анатолий Суздальцев (Москва), Валерий Юрьевич Разгуляев (Москва), Виктор Сергеевич Королев (Москва), Ирина Павловна Демина (Москва), Николай Борисович Лобанов (Москва), Роман Морозов (Москва), Сергей Панькин (Екатеринбург), Сергей Нефедов (Самара), Сергей Масягин (Нижний Новгород), Станислав Николаевич Михайловский (Санкт-Петербург), Ольга Владимировна Целищева (Пермь), Олег Хлопотин (Новосибирск), Алекс Громов (Красноярск), Дмитрий Черноморец (Минск), Неля Владимировна Нам (Санкт-Петербург). |
|
Анатолий Суздальцев (Москва), Виктор Сергеевич Королев (Москва), Николай Борисович Лобанов (Москва), Алекс Громов (Красноярск), Александр Владленович Груздев (Санкт-Петербург), Анастас Георгиадис (Санкт-Петербург), Андрей Леонидович Кислицын (Киров), Валерий Владимирович Матвеев (Ростов-на-Дону), Дмитрий Андреевич Гаврилов (Санкт-Петербург), Дмитрий Владимирович Мельников (Новосибирск), Дмитрий Черноморец (Минск), Сергей Масягин (Нижний Новгород), Станислав Николаевич Михайловский (Санкт-Петербург), Татьяна Таранова (Ростов-на-Дону). |
Прекрасная программа, доступный стиль изложения материала, и главное — практическая польза!
Рекомендую всем владельцам и первым лицам, топ-менеджерам производственных компаний.
Весь материал — по теме, с учётом текущих реалий и отраслевых запросов. Показать критерии оценки
Смотрите также
Спасибо, за интерес к теме «что такое Производственная логистика»!
- ВКонтакте
Под “вытягивающей” логистической системой обычно понимают такую организацию материальных потоков, когда один потребитель последовательно вытягивает поставки, осуществляемые предыдущими звеньями поставщиков, включенными в общую цепочку. Ассоциируется такой подход с неким “паровозом”, вытягивающим за собой вагоны. Но в производственной логистике под “вытягивающей” логистической схемой на уровне организации и управления производством понимается ситуация, когда план работы, составленный только для одного производственного подразделения, автоматически порождает планы работ для всех остальных участков, включенных в технологическую цепочку. Это тот же “паровоз”, но здесь уже не требуется, чтобы он располагался непременно впереди всего состава!
Термин “Логистика” нередко связывают со складированием и перемещением грузов, т.е. логистикой поставок. При этом часто забывают, что к логистике относятся также и процессы планирования производства и управления производственными операциями, потоками материалов, внутри компании производителя.
В организационном отношении часть логистической системы, к которой относится управление внутрипроизводственными потоковыми процессами, образует производственную логистическую систему, которая является интегрированной совокупностью элементов в общей структуре действующей логистической системы.
Производственная логистика – обеспечение качественного, своевременного и комплектного производства продукции в соответствии с хозяйственными договорами, сокращение производственного цикла и оптимизация затрат на производство. Цель производственной логистики заключается в точной синхронизации процесса производства и логистических операций во взаимосвязанных производственных и обеспечивающих подразделениях.
К общим задачам (функциям) производственной логистики относятся:
- планирование и диспетчирование производства на основе прогноза потребностей в готовой продукции (далее ГП) и заказов потребителей;
- разработка планов-графиков производственных заданий цехам и др. производственным подразделениям;
- разработка графиков запуска-выпуска продукции, согласованных со службами снабжения и сбыта;
- установление нормативов незавершенного производства и контроль за их соблюдением;
- оперативное управление производством и организация выполнения производственных заданий;
- контроль за количеством и качеством ГП;
- участие в разработке и реализации производственных нововведений;
- контроль себестоимости производства ГП.
Планирование и организация системы производственной логистики на предприятии используются как средство эффективного продвижения материального потока по рабочим позициям и упорядочения соответствующих рабочих процессов в пространстве и времени. Особенно это важно в условиях так называемого дискретного производства, которое типично для большинства предприятий промышленности. Дискретное производство характеризуется прерывностью производственного процесса на всем его протяжении. Именно дискретность усложняет движение материального потока от входа системы до ее выхода, что выражается в увеличении длительности производственного цикла, в возрастании величины межоперационных запасов всех видов, и в конечном итоге приводит к снижению производительности системы. Такое производство требует постоянного контроля всех процессов с тем, чтобы обеспечить требуемую производительность и, по возможности, ее повысить.
При организации движения материального потока в цепи поставок принято выделять два подхода [1]:
- o системы, движение материального потока в которых основано на принципе “выталкивания” материальных ресурсов предыдущим производственным звеном на последующее на всем пути их продвижения в цепи поставок, когда для каждого участка централизованно составляются индивидуальные планы производства и для этого резервируются определенные материалы и межоперационные заделы;
- o системы, движение материального потока в которых основано на принципе “вытягивания” материальных ресурсов последующим в технологической цепочке производственным звеном с предыдущего на всем пути их продвижения в цепи поставок.
Оба вида систем находят широкое использование на различных предприятиях и в различных типах экономики (рыночной, централизованно управляемой, переходной). Отметим, что обе системы нацелены на удовлетворение потребности последующего звена за счет соответствующей (по объему, срокам, качеству и т. д.) поставки от предшествующего звена.
Различие касается способов управления движением потоков и в первую очередь степени централизации планирования поставок по межзвенным передачам – централизованное и децентрализованное планирование.
Еще один принципиально важный признак, отличающий эти две логистические системы, заключается в том, что в своей основе они имеют различные подходы к установлению ритма, определяющего движение всего материального потока. Причина в том, что “выталкивающая” и “вытягивающая” системы ориентируются на различный характер потребительского спроса. “Выталкивающая” система ориентирована преимущественно на относительно постоянный спрос в течение довольно длительного промежутка времени. Поэтому в основе всех плановых расчетов она может использовать постоянные значения ритма изготовления продукции. Системы “вытягивающего” типа в качестве планового периода для определения средних оборотных заделов рассматривают периоды от одного до трех месяцев. Оперативное управление в этих системах производится на значительно меньшем горизонте планирования.
В задачах производственной логистики, в отличие от логистики поставок, в первую очередь ставится задача организации управления материальными потоками как внутри, так и между производственными подразделениями (цехами, участками). И то, что ассоциируется в цепочке поставок с “вытягивающей” системой со словами: “Один потребитель последовательно вытягивает поставки, осуществляемые другими звеньями, включенными в общую цепочку поставщиков” (что-то наподобие паровоза, тянущего за собой вагоны), в производственной логистике имеет несколько иной смысл. Под “вытягивающей” логистической схемой на уровне организации и управления производством (Pull Scheduling) понимается ситуация, когда план работы, составленный только для одного производственного подразделения, автоматически порождает планы работ для всех остальных участков, включенных в технологическую цепочку. Это тот же паровоз, но здесь уже не требуется, чтобы он располагался непременно впереди всего состава!
1. “ВЫТАЛКИВАЮЩАЯ” ЛОГИСТИЧЕСКАЯ СИСТЕМА (PUSH SCHEDULING)
“Выталкивающая” логистическая система – это такая организация движения материальных потоков через производственную систему, при которой материальные ресурсы подаются с предыдущей операции на последующую в соответствии с заранее сформированным жестким графиком поставок . Материальные ресурсы “выталкиваются” с одного звена производственной логистической системы на другое. Каждой операции общим расписанием устанавливается время, к которому она должна быть завершена. Полученный продукт “проталкивается” дальше и становится запасом незавершенного производства на входе следующей операции. То есть такой способ организации движения материальных потоков как бы игнорирует информацию о том, продолжится ли обработка данного продукта на следующей стадии, и в каком состоянии в настоящее время находится используемое для этой обработки рабочее место: занято ли оно выполнением совсем другой задачи или ожидает поступления продукта для обработки. В результате нередко появляются задержки в работе технологического оборудования и рост запасов незавершенного производства. Структура “выталкивающей” логистической системы приведена на рисунке 1.
Рис.1. Структура “выталкивающей” системы производственной логистики.
“Выталкивающая” система с централизованным планированием предполагает, что каждый производственный участок получает конкретные задания на плановый период (это могут быть комплекты деталей) и отчитывается о его выполнении перед централизованной системой управления предприятием. Результаты своей работы каждое производственное подразделение передает на склад. При таком планировании и участок, и централизованную систему управления интересуют только выполнение сроков и объемов планового задания. Каждое отдельный участок при таком виде планирования существует как бы изолированно. Его не интересует, что будет с изделиями, которые он отправляет на промежуточный склад, и есть ли там остатки продукции предыдущего месяца. При наличии остатков на складе возникает избыток запасов в системе, при задержке с пополнением запасов возникает дефицит, способный остановить производственный процесс. При возникновении изменений, например, спроса или поставок, планы должны оперативно пересматриваться, что резко увеличивает трудоемкость плановой работы. В отечественной практике этот вид планирования был до недавнего времени единственным; в условиях рыночной экономики он используется в основном на заготовительных предприятиях и предприятиях с массовым типом производства, производящих стандартизованную продукцию широкого назначения. “Выталкивающая” логистическая система является методологическим базисом для MRP-II и реализуется, как правило, на уровне современных ERP-систем [2].
2. “ВЫТЯГИВАЮЩАЯ” ЛОГИСТИЧЕСКАЯ СИСТЕМА (PULL SCHEDULING)
“Вытягивающая” логистическая система – это такая организация движения материальных потоков, при которой материальные ресурсы подаются (“вытягиваются”) на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график движения материальных потоков отсутствует. Размещение заказов на пополнение запасов или изготовления материальных ресурсов (операционных заделов) или ГП происходит, когда их количество достигает определенного критического уровня. Эта система основана на “вытягивании” продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операция готова к данной работе. То есть когда в ходе одной операции заканчивается обработка единицы продукции, посылается сигнал-требование на предыдущую операцию. И предыдущая операция отправляет обрабатываемую единицу дальше только тогда, когда получает на это запрос. (Just-in-Time) [1],[3].
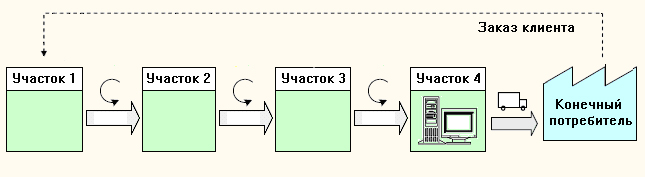
Рис.2. Структура “вытягивающей” системы производственной логистики.
Дэвид Хэллетт [4] приводит следующее определение:
“Вытягивающая” система – это система, используемая для управления производством, в которой объем создаваемых операционных заделов (запасов) определенным образом ограничен.
Операционные заделы, – далее производственные запасы, – могут включать в себя сырье, незавершенное производство (НЗП), готовую продукцию, а также специально резервируемый фонд времени технологического оборудования.
Опираясь на это определение можно сказать, что любая логистическая методика, которая ограничивает уровень операционных заделов, будет создавать “вытягивание”.
Принято выделять 5 базовых типов “вытягивающих” логистических систем Pull Scheduling:
- Восполнение “Супермаркета” (Supermarket Replenishment);
- Лимитированные очереди FIFO (Capped FIFO Lanes)
- Метод “Барабан-Буфер-Веревка” (Drum Buffer Rope)
- Лимит незавершенного производства (WIP Cap)
- Метод вычисляемых приоритетов (Priority Sequenced Lanes)
3. ВОСПОЛНЕНИЕ “СУПЕРМАРКЕТА”
Традиционные системы управления производством требуют значительных денежных ресурсов для того, чтобы поддерживать необходимые запасы материалов. Когда японский автомобильная компания “Тойота” перестраивалась после второй мировой войны, ей остро не хватало оборотных средств, и предприятие не могло позволить себе использовать “традиционную логистическую концепцию”. Руководство компании решило узнать, что происходит в мире, и задалось вопросом: “Какая отрасль лучше всего использует свои запасы?” Ответ был следующий: супермаркеты!
В настоящее время типичный супермаркет оборачивает свои запасы более 50 раз в год. Обычная производственная компания, которая использует “Выталкивающую” логистическую систему управления, оборачивает свои запасы от одного до десяти раз в год. Используя “Вытягивающую” логистическую систему и другие принципы “Бережливого производства” [3] Тойота достигла немыслимого для производственного предприятия показателя в 50-70 оборотов производственных запасов в год!
Принципиальная схема метода восполнения “супермаркета” приведена на рисунке 3.
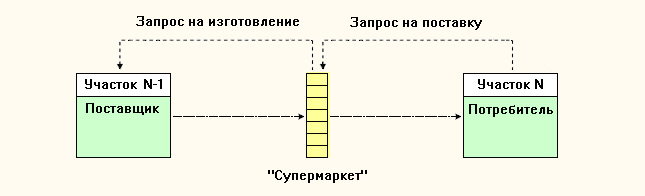
Рис.3. Схема метода восполнения “Супермаркета”.
Она действует следующим образом:
- Процесс-потребитель забирает исходные материалы из ячеек супермаркета тогда, когда ему это нужно.
- Для каждой изготавливаемого изделия (заказа) рассчитывается “точка восполнения” исходных материалов.
- Как только суммарное количество материалов в ячейках супермаркета и исполняемых заказах становится ниже “точки восполнения”, процессу-поставщику посылается новый заказ на их поставку. В качестве такого заказа может выступать пустой контейнер, карточка “Канбан”, световой сигнал, пустая ячейка “Супермаркета” и т.п. (Оформлять заказ на бумаге не обязательно, – подойдет даже простой вариант: “если видишь пустое место, то заполни его”).
- Для каждого восполняемого материала рассчитывается объем соответствующей партии. Количество изделий во всех новых заказах равно объему восполняемых материалов.
- Процесс-поставщик исполняет заказ на восполнение материалов.
- Заказанные материалы физически помещаются в соответствующие ячейки “Супермаркета”.
Заметим, что в данном случае формальное производственное расписание работ имеется только у процесса-потребителя. План работ для процесса-поставщика формируется автоматически в реальном масштабе времени самой “Вытягивающей” логистической системой. Это очень важный аспект “Вытягивающей” системы управления производством: “Не важно, сколько процессов управляется вытягивающей системой, главное, что в ней будет только одна точка планирования!”
Итак:
Единственная точка планирования выпуска готовой продукции – это один производственный участок, для которого в “вытягивающей” логистической системе происходит расчет основного расписания, определяющего работу всего производства в целом. Работа других участков, включенных в технологическую цепочку, автоматически планируются самой “вытягивающей” системой.
На величину точки восполнения, его объем и общий потенциальный производственный запас материалов по каждому изделию в системе влияют следующие переменные:
- усредненный спрос за период времени;
- время выполнения заказа от того момента, когда затребованное для восполнения материалы поступают в ячейки “Супермаркета”;
- размер партии восполняемых материалов;
- время, в течение которого процесс-потребитель сможет получить требуемые материалы из ячеек “Супермаркета”.
Увеличение любой из этих величин неминуемо вызовет увеличение общего потенциального объема производственных запасов.
Фактическая средняя величина запасов в ячейках “Супермаркета” в хорошо спроектированной системе большую часть времени будет составлять 10-15% от их общего потенциального объема, продиктованного планом выпуска готовой продукции.
Для того чтобы связать в “вытягивающей” системе управления несколько производственных участков следует использовать несколько “Супермаркетов”.
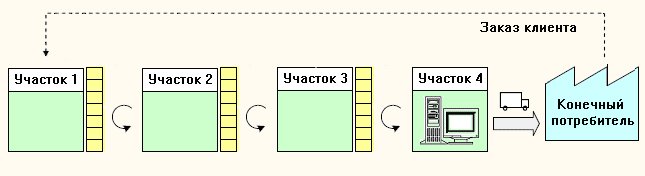
Рис.4. Структура метода восполнения “Супермаркета”.
Каждый из трех “Супермаркетов” в этом примере независим от остальных и функционирует так же, как “Супермаркет” из примера, показанного на рисунке 4. Единственной точкой, где составляется производственное расписание, в этой системе будет участок 4. Проще всего определить это место таким образом:
Единственной точкой планирования производства в этой “вытягивающей” логистической системе будет процесс, который изымает продукцию из последнего (по технологии производства продукции) “Супермаркета”.
Следует отметить, что метод восполнения “Супермаркета” хорошо применим лишь в тех случаях, когда участок-потребитель имеет возможность выбирать из множества различных вариантов полуфабрикатов, расположенных в ячейках. В других ситуациях этот метод обычно бывает менее предпочтительным.
4. ЛИМИТИРОВАННЫЕ ОЧЕРЕДИ FIFO
Когда нет необходимости предоставлять участку-потребителю возможность выбора, лучше использовать не “Супермаркет”, а очередь FIFO (от английского First-In-First-Out – “первым пришел, первым вышел”, т.е. очередность в порядке поступления).
Рис.5. Структура метода лимитированных очередей FIFO.
На рисунке 5 показана “вытягивающая” логистическая система, которая связывает систему восполнения “Супермаркета” с лимитированными очередями FIFO. Единственная точка расчета производственного расписания находится на участке 2, потому что он следует непосредственно за последним “Супермаркетом системы”. Между участками 2 и 3 находится лимитированная очередь FIFO.
Лучший способ представить лимитированную очередь FIFO – это представить себе, как перемещаются по трубе теннисные мячики.
Рис.6.Последовательность исполняемых заказов в методе лимитированных очередей FIFO.
Диаметр трубы чуть больше, чем диаметр мячиков. Мячики могут свободно перемещаться по трубе, но никоим образом нельзя поменять их местами внутри трубы. По сути, здесь нет “полосы для обгона”. К тому же, длина трубы ограничена и одновременно в нее помещается только 3 мячика (это и есть лимит очереди FIFO). Участок 3 будет производить продукт F, поскольку у него нет другого выбора. Вот почему для участка 3 не нужен отдельный план работ на уровне самостоятельного производственного расписания. План действий этого процесса строго диктуется самой “вытягивающей” системой управления.

Рис.7. Пример лимитированной очереди FIFO.
То же самое справедливо и для участка 4. Заметим, что если Участок 2 закончит изготовление продукта, а очередь FIFO из заданий на участок 3, будет уже заполнена, то он прекращает свою работу во избежание переполнения этой очереди. Для Процесса 2 это будет сигналом, что он функционирует быстрее всей остальной системы. Аналогичным образом в случае, если участок 3 затребует следующее задание из предшествующей ему очереди FIFO и окажется, что она пуста, то и Процесс 3 тоже остановится. Такая система демонстрирует, какой процесс в данный момент времени является самым медленным.
Рис.8. Пример распределения операционных запасов в методе лимитированных очередей FIFO.
На рисунке 8 показано текущее состояние запасов на каждом участке (в примере предполагается, что каждый участок выполняет только одно текущее задание). Какое производственное звено в данный момент функционирует медленнее остальных? Сейчас это участок 3. Это так называемое текущее ограничение (Current Constraint) именуемое ресурсом, ограничивающим производительность все системы (РОП). Его легко обнаружить, определив процесс, у которого отношение величины запасов в предшествующей очереди FIFO к величине запасов в последующей очереди FIFO достигает максимального значения. Проще говоря, самый медленный участок образует перед собой наибольший объем незавершенного производства. Д. Хэллетт [4] называет такую логистическую схему управлением “по завалам” (Management by Piles).
Поскольку все производственные участки, которые не являются текущим РОП, время от времени будут оставаться без работы, то должно быть определено правило, чем загружать свободные ресурсы в такие моменты времени. На практике для этого организуется некоторый буфер из дополнительных заданий, которые могут быть выполнены свободными ресурсами, что приводит к увеличению фактического объема НЗП.
Следует заметить, что в приведенной схеме время выполнения заказа в производстве связано с моментом запуска клиентского заказа на участке 2. Подсчет времени выполнения заказа всегда начинается в единственной точке планирования. Время выполнения заказа участком 1 на пополнение ячеек “Супермаркета” не влияет на время выполнения клиентского заказа, потому что предполагается, что все материалы, которые могут потребоваться участку 2, имеются в достаточном количестве в ячейках “Супермаркета”. Последнее обстоятельство может оказаться весьма жестким требованием для практической реализации описанной логистической схемы.
Преимущество “вытягивающей” логистической системы типа лимитированных очередей FIFO перед “Супермаркетами” заключается в следующем:
- в этой системе содержится меньше запасов;
- уменьшаются риски срыва сроков исполнения клиентского заказа;
- упрощается управление;
- имеется возможность находить процесс, лимитирующий общую производительность системы, – текущее ограничение РОП;
Лимитированные очереди FIFO можно использовать в массовых и крупносерийных производствах, где объем выпуска достаточно высок и технологический процесс постоянен для всего семейства выпускаемых продуктов.
5. МЕТОД “БАРАБАН-БУФЕР-ВЕРЕВКА” (DBR).
Метод “Барабан-Буфер-Веревка” (DBR?Drum-Buffer-Rope) – один из оригинальных вариантов “выталкивающей” логистической системы, разработанной в ТОС (Theory of Constraints) [5],[6],[7]. Она очень похожа на систему лимитированных очередей FIFO, за исключением того, что в ней не ограничиваются запасы в отдельных очередях FIFO.
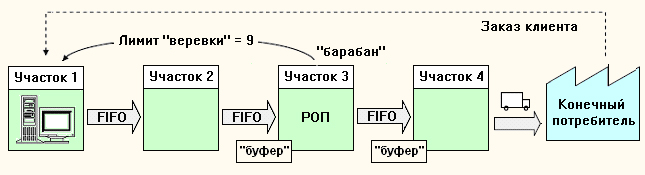
Рис.9. Структура метода “Барабан-Буфер-Веревка” (DBR).
Вместо этого устанавливается общий лимит на запасы, находящиеся между единственной точкой составления производственного расписания и ресурсом, ограничивающим производительность всей системы, РОП (в примере, приведенном на рисунке 9, РОП-ом является участок 3). Каждый раз, когда РОП завершает выполнение одной единица работы, точка планирования может запускать в производство еще одну единицу работы. Это в данной логистической схеме называется “веревкой” (Rope). “Веревка” – это механизм управления ограничением против перегрузки РОП. По существу, это график отпуска материалов, который предотвращает поступление работы в систему в темпе более высоком, чем она может быть обработана в РОП. Концепция веревки используется для предотвращения появления незавершенного производства в большинстве точек системы (кроме защищенных плановыми буферами критических точек).
Поскольку РОП диктует ритм работы всей производственной системы, то график его работы именуется “Барабаном” (Drum). В методе DBR особое внимание уделяется именно ресурсу, ограничивающему производительность, поскольку именно он определяет максимально возможный выход всей производственной системы в целом, так как система не может производить больше, чем ее самый маломощный ресурс. Лимит запасов и временной ресурс оборудования (время его эффективного использования) распределяется так, чтобы РОП всегда мог вовремя начать новую работу. Этот в рассматриваемом методе именуется “Буфером” (Buffer). “Буфер” и “верёвка” создают условия, предотвращающие недогрузку или перегрузку РОП.
Заметим, что в “вытягивающей” логистической системе DBR буферы, создаваемые перед РОП, имеют временной, а не материальный характер.
Временной буфер есть резерв времени, предусматриваемый для защиты запланированного времени “начала обработки”, с учетом разброса в прибытии на РОП конкретной работы. Например, если расписание РОП требует начать конкретную работу на участке 3 во вторник, тогда материал для этой работы должен быть отпущен достаточно рано, чтобы все предшествующие обработке РОП шаги (участки 1 и 2) были закончены еще в понедельник (т.е. за один полный рабочий день до требуемого срока). Буферное время служит для “защиты” наиболее ценного ресурса от простоев, поскольку потеря времени этого ресурса эквивалентна невозвратной потери в конечном результате всей системы. Поступление материалов и производственных заданий может осуществляться на основе заполнения ячеек “Супермаркета” Передача деталей на последующие этапы обработки после их прохождение через РОП уже не являются лимитируемым FIFO, т.к. производительность соответствующих процессов заведомо выше [6].
Рис.10. Пример организации буферов в методе DBR в зависимости от положения РОП.
Необходимо отметить, что только критические пункты в цепи производства защищаются буферами (см. рисунок 10). Такими критическими пунктами являются:
- сам ресурс с ограниченной производительностью (участок 3),
- любой последующий этап процесса, где происходит сборка детали, обработанной ограничивающим ресурсом с другими частями;
- отгрузка готовой продукции, содержащей детали, обработанные ограничивающим ресурсом.
Поскольку в методе DBR защита от возможных отклонений сосредоточена в наиболее критичных местах производственной цепи и устраняется во всех прочих местах, время производственного цикла может быть сокращено, иногда на 50 процентов или более, без ухудшения надежности в соблюдении сроков отгрузки продукции потребителям.
Рис.11. Пример диспетчерского контроля прохождения заказов в РОП в методе DBR.
Алгоритм DBR – это обобщение известного метода OPT [5],[7], который многие специалисты называют электронным воплощением японского метода “Канбан”, хотя на самом деле, между логистическими схемами восполнения ячеек “Супермаркета” и методом “Барабан-Буфер-Веревка”, как мы уже видели, имеется значительная разница.
Недостатком метода “Барабан-Буфер-Веревка” (DBR) является требование существования РОП, локализуемого на заданном горизонте планирования (на интервале расчета расписания для выполняемых работ), что возможно только в условиях серийных и крупносерийных производств. Однако для мелкосерийных и единичных производств локализовать РОП, в течение достаточно длительного интервала времени, вообще говоря, не удается, что значительно ограничивает применимость рассмотренной логистической схемы для этого случая.
6. ЛИМИТ НЕЗАВЕРШЕННОГО ПРОИЗВОДСТВА (НЗП).
“Вытягивающая” логистическая система с лимитом незавершенного производства (НЗП) похожа на метод DBR. Отличие заключается в том, что здесь создаются не временные буферы, а задается некий фиксированный лимит материальных запасов, который распределяется на все процессы системы, а не заканчивается только на РОП. Схема приведена на рисунке 12.
Рис.12. Структура метода лимита незавершенного производства (НЗП).
Этот подход к построению “вытягивающей” системы управления- значительно проще рассмотренных выше логистических схем, внедряется легче, и ряде случаев является более эффективным. Как и в рассмотренных выше “вытягивающих” логистических системах здесь имеется единственная точка планирования, – это участок 1 на рисунке 12.
Логистическая система с лимитом НЗП имеет некоторые преимущества по сравнению с методом DBR и системой лимитированных очередей FIFO:
- неполадки, колебания ритма производства и другие проблемы процессов с запасом производительности не приведут к остановке производства из-за отсутствия работы для РОП, и не будут снижать общую пропускную способность системы;
- правилам планирования должен подчиняться только один процесс;
- не требуется фиксировать (локализовать) положение РОП;
- легко обнаружить местонахождение текущего участка РОП. К тому же, такая система дает меньше “ложных сигналов” по сравнению лимитированными очередями FIFO.
Рассмотренная система хорошо работает для ритмичных производств со стабильной номенклатурой выпускаемых изделий, отлаженными и неизменяемыми технологическими процессами, что соответствует массовым, крупносерийным и серийным производствам. В производства единичных и мелкосерийных, где постоянно запускаются в производство новые заказы с оригинальной технологией их изготовления, где сроки выпуска продукции диктуются потребителем и могут, вообще говоря, изменяться непосредственно в процессе изготовления изделий, тогда на уровне производственного менеджмента появляется множество организационных проблем. Опираясь лишь на правило FIFO в передаче полуфабрикатов от участка к участку, логистическая система с лимитом незавершенного производства в таких случаях теряет свою эффективность.
Важной особенностью рассмотренных выше “выталкивающих” логистических систем 1-4 является возможность вычисления времени выпуска (цикла обработки) изделий по известной формуле Литлла [4]:
Время выпуска = НЗП/Ритм,
где НЗП – объем незавершенного производства, Ритм – это количество изделий, выпускаемых в единицу времени.
Однако для производств мелкосерийных и единичных понятие Ритма производства становится весьма расплывчатым, поскольку этот тип производств никак нельзя назвать ритмическими. Более того, статистика говорит о том, что в среднем вся станочная системы в таких производствах остается наполовину недогруженной, что происходит за счет постоянных перегрузок одного оборудования и одновременного простоя другого в ожидании работы, связанной с изделиями, пролеживающими в очереди на предыдущих стадиях обработки. Причем простои и перегрузки станков постоянно мигрируют от участка к участку, что не позволяет их локализовать и применить ни один из перечисленных выше логистических схем вытягивания. Еще одной особенностью мелкосерийных и единичных производств является необходимость выполнения заказов в виде целого комплекта деталей и сборочных единиц к фиксированному сроку. Это значительно усложняет задачу производственного менеджмента, т.к. детали, входящие в этот комплект (заказ), могут технологически подвергаться различным процессам обработки, и каждый из участков может представлять собой РОП для одних заказов, не вызывая проблем при обработке других заказов. Таким образом в рассматриваемых производствах возникает эффект так называемого “виртуального узкого места” (Virtual Bottle-Neck): вся станочная системы в среднем остается недогруженной, а ее пропускная способность низкой. Для таких случаев наиболее эффективной “вытягивающей” логистической системой является Метод вычисляемых приоритетов.
7. МЕТОД ВЫЧИСЛЯЕМЫХ ПРИОРИТЕТОВ
Метод вычисляемых приоритетов является своеобразным обобщением двух рассмотренных выше “выталкивающих” логистических систем: системы пополнения “Супермаркета” и системы с лимитированными очередями FIFO. Разница в том, что в данной системе уже не все пустые ячейки в “Супермаркете” пополняются в обязательном порядке, а производственные задания, оказавшись в лимитированной очереди, продвигаются от участка к участку не по правилам FIFO (т.е. не соблюдается обязательная дисциплина “в порядке поступления”), а по другим вычисляемым приоритетам. Правила вычисления этих приоритетов назначаются в единственной точке планирования производства, – в примере, приведенном на рисунке 13, это второй производственный участок, следующий непосредственно за первым “Супермаркетом”. На каждом последующем производственном участке функционирует своя собственная исполнительная производственная система [8],[9] (MES – Manufacturing Execution System), задача которой – обеспечить своевременную обработку поступающих на вход заданий с учетом их текущего приоритета, оптимизировать внутренний материальный поток и вовремя показать возникающие проблемы, связанные с этим процессом [10],[11]. Значительное отклонение в обработке конкретного задания на одном из участков может повлиять на вычисляемое значение его приоритета.
Рис.13. Структура метода вычисляемых приоритетов.
Процедура “вытягивания” осуществляется за счет того, что каждый последующий участок может начинать выполнять только те задания, которые имеют максимально возможный приоритет, что выражается в первоочередном заполнении на уровне “Супермаркета” не всех доступных ячеек, а лишь тех, что соответствуют приоритетным заданиям. Последующий участок 2, хотя и является единственной точкой планирования, определяющей работу всех остальных производственных звеньев, сам вынужден выполнять только эти наиболее приоритетные задания. Численные значения приоритетов заданий получаются за счет вычислений на каждым из участков значений общего для всех критерия. Вид этого критерия задается основным планирующим звеном (участком 2), а его значения каждый производственный участок самостоятельно вычисляет для своих заданий, либо вставших в очередь на обработку, либо находящихся в заполненных ячейках “Супермаркета” на предыдущей стадии.
Впервые такой метод восполнения ячеек “Супермаркета” стал применяться на японских предприятиях компании “Тойота” и получил название “Процедуры выравнивания производства” или “Хейдзунка” (Heijunka) [1],[3]. Ныне процесс заполнения “Ящика Хейдзунка” является одним из ключевых элементов “вытягивающей” системы планирования, используемой в TPS (Toyota Production System), когда приоритеты поступающих заданий назначаются или вычисляются вне выполняющих их производственных участков на фоне действующей “вытягивающей” системы восполнения “Супермаркета” (Канбан). Пример назначения одного из директивных приоритетов исполняемому заказу (аварийный, срочный, плановый, переходящий, прочее) приведен на рисунке 14.
Рис.14. Пример назначения директивного приоритета исполняемым заказам.
Другой вариант передачи заданий от одного участка к другому в данной “вытягивающей” логистической системе служит так называемое “вычисляемое правило” приоритетов.
Рис.15. Последовательность исполняемых заказов в методе вычисляемых приоритетов.
Очередь производственных заданий, передаваемых от участка 2 к участку 3 (рисунок 13), ограничена (лимитирована), но в отличие от случая, изображенного на рисунке 4, сами задания могут меняться местами в этой очереди, т.е. изменять последовательность своего поступления в зависимости от их текущего (вычисляемого) приоритета. Фактически это означает, исполнитель сам не может выбрать с какого задания начинать работу, но в случае изменения приоритета заданий ему, возможно, предстоит, недоделав текущее задание (превратив его в текущий НЗП), переключиться на выполнение наиболее приоритетного. Конечно, в такой ситуации при значительном числе заданий и большом числе станков на производственном участке необходимо использовать MES, т.е. проводить локальную оптимизацию материальных потоков, проходящих через участок (оптимизировать исполнение заданий, уже находящихся в обработке). В результате для оборудования каждого участка, не являющегося единственной точкой планирования, составляется локальное оперативное производственное расписание, которое подвергается коррекции каждый раз, как только изменяется приоритет исполняемых заданий. Для решения внутренних оптимизационных задач используются свои критерии, именуемые “Критерии загрузки оборудования”. Задания, ожидающи
Автор: Евгений Фролов
Что такое производственная логистика
#
Логистика для бизнеса

Особенности и виды производственной логистики
Конечной целью производственной логистики является снижение себестоимости конечного продукта путем уменьшения денежных, ресурсных и временных издержек.
-
Логистика производства – что это такое
-
Задачи, цели и функции производственной логистики
-
Организация движения материальных потоков
-
«Выталкивающая»
-
«Вытягивающая»
-
Заключение
Последовательность производственных процессов, направленных на изготовление товара, неизбежно сопровождается перемещением сырья, комплектующих изделий и других материальных объектов, а также с информационным обеспечением этого движения. Залог успешной работы предприятия – наиболее рациональная организация этих потоков.
Если читателю интересно узнать основные понятия, сущность и задачи производственной логистики, то эта статья адресована ему.
Логистика производства – что это такое
Понятие производственной логистики подразумевает системный научный подход, свойственный дисциплине в целом. Кратко ее определение формулируется как набор методов, способствующих наилучшей организации материальных, информационных и финансовых потоков внутри предприятия.
Объектом изучения являются перемещения, происходящие в процессе работы хозяйствующих структур:
- производственных предприятий;
- торговых фирм, использующих крупные склады;
- транспортных узлов, портов, ж/д станций.
Следовательно, производственная логистика рассматривает процессы, происходящие в сфере не только товарного воспроизводства, но также хранения и транспортирования, если эти виды деятельности являются для предприятия профильными.

Задачи, цели и функции производственной логистики
Роль маркетинга в организации логистики уже давно очевидна, но по-настоящему системный подход был впервые применен на заводах Ford Motor Company в первые десятилетия XX века. Материальные потоки уже тогда были максимально рационализированы, и процесс совершенствования продолжался беспрерывно. Все детали, поступающие на сборочные конвейеры предприятий автомобильного контроля, двигались по кратчайшему пути.
Реализация научного подхода предполагает следующие концептуальные цели и задачи производственной логистики:
- Минимизация производственных резервов вблизи точки их использования. Примером того, что эта цель не достигнута, может служить станок, со всех сторон обставленный огромным количеством ящиков с заготовками. Подобные запасы явно чрезмерны.
- Исключение складских операций и перевозок, в которых нет насущной надобности, выраженной заказом.
- Уменьшение простоев технологического оборудования по причине необеспеченности первичным продуктом.
- Рациональная маршрутизация внутренних перемещений, сокращение их протяженности.
- Привлечение поставщиков к процессу доставки продукта непосредственно в рабочую зону.
Принципы производственной логистики:
- Дифференциация – разделение сложного процесса транспортирования на более простые операции.
- Специализация по типам и видам доставки (конвейерный, электрокаром, рольгангом, шнековая подача и т. д.).
- Пропорциональность продуктивности отдельных производственных участков.
- Прямоточность, то есть выбор кратчайшей траектории движения предмета труда в процессе его обработки.
- Непрерывность производственного цикла.
- Гибкость – возможность оперативного изменения логистической схемы предприятия.
- Способность поддерживать заданный производственный ритм.
- Оптимизация издержек, т. е. все экономически оправданные пути снижения затрат.
- Информационная и технологическая интеграция системы управления потоками в общий технологический цикл предприятия.

К основным производственным функциям логистики относят:
- Аналитическое прогнозирование объемов производства на основе потребностей рынка.
- Планирование потребления производством исходных продуктов.
- Выработка графиков заданий для каждого подразделения (цеха).
- Планирование закупок и согласование их с отделами продаж и снабжения.
- Утверждение нормативов производственных запасов и текущего незавершенного производства.
- Управление процессами и маршрутизация доставки исходных продуктов к рабочим зонам.
- Контроль количества, качества и себестоимости товара (готовой продукции).
- Непрерывная рационализация и оптимизация процесса обеспечения производства всем необходимым.
Конечной целью производственной логистики является снижение себестоимости конечного продукта путем уменьшения денежных, ресурсных и временных издержек. Это выражается максимальным сокращением общего пути, преодолеваемого всеми исходными материалами и изделиями, участвующими и применяемыми в процессе изготовления товара.
Организация движения материальных потоков
На примере предприятия, изготовляющего какое-то одно несложное изделие, можно проиллюстрировать типичные направления материальных потоков:
- От склада сырья к рабочим зонам.
- Между производственными участками (цехами) в процессе последовательной обработки.
- Из конечной технологической точки на склад готовой продукции.
По мере того, как вид производственной деятельности увеличивает количество операций, эта схема разветвляется. Бывает, что потоки пересекаются, разделяются и соединяются. При этом общий смысл перемещений останется прежним: предметы труда подвергаются воздействиям, перемещаются и в конечном счете образуют товары, то есть объекты продажи.
Задача в том, чтобы материальные потоки были организованы как можно рациональнее. Для этого применяются различные логистические приемы.
Рассмотрим простой пример. На складе комплектующих изделий хранятся однотипные крупногабаритные детали. Их приобретают у стороннего поставщика, а затем они поступают на сборочную линию. Объем запаса колеблется. Какую деталь везти в рабочую зону первой?
Как правило, в цех забирают изделие, стоящее ближе к воротам склада. Такой подход имеет обозначение LIFO (английское сокращение выражения Last In – First Out, в переводе – «последним пришло, первым ушло»). Расходы на транспортирование уменьшаются, а при периодическом исчерпании запасов очередь доходит до задней стены склада.
Этот метод хорош лишь тогда, когда «свежесть» исходного продукта не имеет большого значения. А вот в пищевой промышленности, например, его применить невозможно. При ограниченном сроке складского хранения используется принцип FIFO: первым в рабочие зоны уходит то, что и пришло первым.
Кроме этого практикуются толкающая и тянущая системы производственной логистики, которые следует рассмотреть более подробно.

«Выталкивающая»
Если внутренняя складская логистика и планирование производства тесно связаны, чаще всего применяется именно «выталкивающий» принцип оптимизации потока. Смысл подхода состоит в соблюдении установленного графика, задающего ритмичную непрерывность всего процесса обработки предмета труда.
Наиболее понятным примером последовательного выталкивания служит конвейер. Производственные склады подают изделия на сборочную линию, время каждой из выполняемых операций строго лимитировано, а на очереди следующая деталь, которую необходимо успеть смонтировать на изготовляемую машину.
У метода есть существенный недостаток: если на любом из участков прекращается работа, приходится останавливать всю последовательную логистическую цепь.
Применять «выталкивающий подход» можно только при высоком уровне слаженности процесса, достигаемого в массовом производстве. Его также иногда называют «потогонным», так как рабочие вынуждены трудиться всю смену без перерыва (если его и устраивают, то ненадолго).
Использование метода «выталкивания» оправдано возможностью достижения высокой производительности.
«Вытягивающая»
Логистика производственного предприятия «вытягивающего» типа применяется, как правило, в мелкосерийном производстве. Перемещение предмета труда осуществляется только тогда, когда следующее звено технологической цепи закончило предыдущую операцию и готово его принять.
Конечно, какого-то расслабленного ритма этот метод управления материальным потоком не предполагает. Работа в любом случае ведется по графику и плану, а продолжительность операций регламентирована технологическими нормативами. Разница с «выталкивающим» движением продукта проявляется в отсутствии жесткой хронологической связки межзвенных передач.
В конечном счете оба подхода ставят цель технологического единства производственного цикла.
Заключение
Производственный раздел является неотъемлемой частью единой логистической науки. Он связан с другими частями теории оптимизации потоков – сбытовой, снабженческой, информационной, транспортной и финансовой. В частности, предприятие может занимать значительные площади и иметь филиалы в других регионах.
Основные принципы рациональной организации у всех разделов логистики общие.
#
Нюансы бизнеса

#
Нюансы бизнеса
