ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ ГОСУДАРСТВЕННОГО КОМИТЕТА СССР ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
Ушсрждсим:
Государе гнойным коми icu’M СССР по трупу и социальным попросам и Секретариатом ВЦСПС Постановление М» 342 IS-I4 от 25 мая RS7 I.
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ -НОРМАТИВЫ ВРЕМЕНИ на слесарные работы по ремонту оборудования
МОСКВА ЭКОНОМИКА 1989
1. ОБЩАЯ ЧАСТЬ
1.1. Общемашиностроительные нормативы времени предназначены для расчета укрупненных нормативов и норм времени.
1.2. При пересмотре нормативов в основу положены следующие материалы:
данные фотохронометражных .наблюдений и результатов анализа организации
труда;
Общемашиностроительные нормативы времени на слесарные работы по ремонт}’ оборудования (М.: НИИ труда, 1973);
Общемашиностроительные нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин (М.: НИИ труда, 1982).
1.3. При пересмотре нормативов использованы:
Положение об организации нормирования труда в народном хозяйстве, утвержденное постановлением Государственного комитета СССР по труду и социальным вопросам и Президиума ВЦСПС N» 226/П-6 от 19 июня 1986 г.;
Методические рекомендации по разработке нормативных материалов для нормирования труда рабочих (М.: НИИ труда, 1983).
1.4. В нормативных картах приведены эмпирические формулы, по которым рассчитаны нормативы времени в зависимости от принятых факторов. Эти формулы могут быть использованы при расчете норм времени на ЭВМ.
1.5. Нормативная часть сборника состоит из 4. частей:
слесарно-разборочные работы;
слесарно-сборочные работы;
вспомогательные работы;
слесарные работы.
1.6. Нормативы времени установлены на выполнение комплекса приемов или приема одним слесарем-ремонтником в нормальных условиях труда.
При выполнении работ слесарем-ремонтником в стесненном положении, ограничивающем его движение (т. е. при установке деталей, узлов снизу, в труднодоступных местах, на ощупь стоя на коленях или сидя на корточках), время, указанное в картах соответствующих нормативов, рекомендуется применять с коэффициентом 1,3.
1.7. Нормативы времени предусматривают выполнение работ вручную с деталями и узлами массой до 20 кг.
При работе вручную с деталями и узлами массой 20—30 кг время в картах увеличивать на коэффициент 1,2.
3
Снятие и установку деталей (узлов) массой свыше 30 кг производят электротельфером со скоростью перемещения 20 м/мин и скоростью подъема до 8 м/мин; электромостовым краном со скоростью перемещения крана 70 м/мин, со скоростью перемещения тележки 40 м/мин и скоростью подъема 8 м/мин; кран-балкой со скоростью перемещения крана 30 м/мин, скоростью подъема 8 м/мин и скоростью перемещения тали 30 м/мин.
1*
|
№ |
м |
Наименование |
Факторы, влияющие |
Ni карты. |
Время, |
|
опера- |
пере- |
и содержание |
на продолжительность |
ПОЗИЦИЯ, |
МИН |
|
ции |
хода |
работ |
ремонта |
лист |
|
|
I |
Ремонт корпуса |
задней бабки |
|||
|
1 |
Зачистить забоины и за- |
Инструмент — нал иль- |
174-1 |
||
|
диры поверхностей |
ник, длина контура |
||||
|
1, 2, 3, 4, 5, 6 |
поверхности |
||||
|
L —418 мм |
1,32 |
||||
|
L —110 мм |
0,90 |
||||
|
L —160 мм |
1,10 |
||||
|
L — 840 мм |
1,52 |
||||
|
L — 320 мм |
1,18 |
||||
|
L — 320 мм |
1,18 |
||||
|
L — 800 мм |
1,43 |
||||
|
2 |
Удалить стружку после |
Длина 315 мм. |
150-9 |
0,39 |
|
|
запиловки |
ширина 200 мм |
||||
|
3 |
Шабрить поверхность 1,2,3 |
Si-90 см» |
183-1 |
0,16-90 0,7-1,2-12,1 |
|
|
корпуса задней бабки |
S*-39 см* |
К-0,7 183-4 К-0,7 |
0,26 — 39 0,7-1,2 — 8,52 |
||
|
Sa-44,8 см* |
183-3 К-0,7 |
0,24-44,8 0,7- 1,2-9,03 |
|||
|
4 |
Шабрить поверхность плиты 4, S, 6 |
Sa —812 см* |
183-1 К-0,7 |
0,10-812 0,7- 1,2-68,2 |
|
|
Ss — 576 см* |
183-4 К-0,7 |
0,14 — 576 — 0,7 -1,2 — 67,74 |
|||
|
Se—768 см* |
183-3 К-0,7 |
0,12-768-0;7-1,2-77,4 |
|||
|
5 |
Запрессовать предвари- |
0 75 мм, L 125 мм |
105-4 |
6,03 -1,2-7,24 |
|
|
тельно изготовленную |
К-1,2 |
||||
|
втулку в отверстие задней бабки |
|||||
|
6 |
Сверлить 2 отверстия |
0 5 мм |
185-4 |
1,16 0,95-2-2,20 |
|
|
в стыке втулки и зад- |
глубина отверстий |
К-0,95 |
|||
|
ней бабки, нарезать |
10 мм |
||||
|
резьбу Мб и ввернуть |
материал — чугун |
189-1 |
1,24- 0,9- 2-2,23 |
||
|
стопорные винты |
отверстие — глухое |
К-0,9 |
|||
|
М6Х10 |
отверстий — 2 |
8-2 К-0,95 |
0,14 • 2 • 0,95—0,27 |
||
|
7 |
Сверлить отверстия во |
0 10 глубина 25 мм |
185-7 |
3,23 0,8 — 2,58 |
|
|
втулке через имеющие- |
отверстие — сквозное |
К-0,8 |
3,34 0,8 — 2,67 |
||
|
ся отверстия в корпусе |
0 12 глубина 25 мм |
188-2 |
0,64-0,8-0,51 |
||
|
задней бабки, развер- |
отверстие — сквозное |
00 0 1 ЬЙ |
|||
|
нуть отверстия |
188-3 К-0,8 |
0,74 0,8-0,59 |
|||
|
Итого |
Т’оп.рекП’ 268,87 |
||||
|
и |
Ремонт винта |
||||
|
1 |
Рихтовать изогнутый хо- |
0 винта 28 мм |
159-3 |
0,66 |
|
|
довой винт Итого |
Ъ 410 мм |
Т>п.рем7* |
|
||||||||||||||||||
|
111 l’CMOHT |1)К0Я1КИ |
I
IV
I
Рассверлил, о пюре те
Л IH ||1Шф|{|
Patncpiivn. 01 персте иол
ШШф|
.1ачис« ип. itoiicpMiocn.
рукоятки Ооожирил. рукоятку Покрасил, рукоятку в лпа слоя
И то го Ремо1гт маховичка
Запилил, шпоночный naj в маховичке
Изготовить шпонку Итого
0 онюротя 8 мм L 40 мм
0 8 мм, L 40 мм
0 45. L 185.3 мм
L 187.5 мм 0 35 мм L 187,5 мм 0 45 мм поверхность цилин* лричсская
Припуск 0.2 мм для каждой боковой поверхности ширина 0.6 см материт C4I8-36 сегмент 5 X 6.5 L 15 мм
18о-6 К-0.8 188-2 К — 0.8 171-1
1.44,0.8-1.15
0.88 0.8 + 0.3 -1.00
0.68
147-3 0J!9
155-12 0.83 — 2- 1,66
178-1
184-3
^оп.ремэ
0,44 — 0.6 — 2 — 0.53 —
|
1.8.1.3. Расчет нормы времени на сборку задней бабки |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
13
|
Ns опера ции |
№ пере хода |
Наименование и содержание работ |
Факторы, влияющие на продолжительность сборки |
№ карты, позиция, лист |
Время, мин |
|
8 |
Запрессовать ось ручки 36 |
0 оси 12 мм L посадки 25 мм |
67-2 |
0,06 |
|
|
III |
9 |
Установить ручку 34 Итого Сборка рукоятки |
Q ручки 0,4 кг L продвижения 70 мм |
87-2 |
0,31 Хэп.сз” 6,83 |
|
1 |
Установить маховичок 5 |
Q маховичка 3 кг L посадки 60 мм |
70-4 |
0,97 |
|
|
2 |
Ввернуть гайку 30 |
0 гайки 16 мм L ввертывания 20 мм |
58-5 |
0,61 |
|
|
3 |
Установить винт 8 |
Q винта 1,5 кг L винта 410 мм |
85-1 |
0,40 |
|
|
4 |
Ввернуть винты 26 |
0 винта 30 мм L ввертывания 30 мм количество 4 шт. |
58-7 К-1,4 К-0,95 |
1,11 — 4 -1,4 0,95 — 5,90 |
|
|
5 |
Ввернуть пробку 20 |
0 пробки 10 мм L ввертывания 8 мм |
60-3 |
0,41 |
|
|
6 |
Запрессовать втулку 27 |
0 втулки 38 мм L запрессовки 28 мм |
106-1 |
0,57 |
|
|
7 |
Запрессовать штифт 51 |
0 штифта 5 мм L посадки 38 мм |
76-2 |
0,69 |
|
|
8 |
Запрессовать втулку 28 |
0 втулки 38 мм L выпрессовки 42 мм |
106-1 |
0,74 |
|
|
9 |
Запрессовать подшипник 38 |
0 подшипника 16 мм L запрессовки 20 мм |
94-1 |
0,30 |
|
|
10 |
Установить проставку 29 |
0 проставки 36 мм |
68-1 лист 2 |
0,22 |
|
|
И |
Установить ступицу 25 |
0 ступицы 36 мм LSS мм |
67-4 |
0,25 |
|
|
IV |
12 |
Ввернуть винт 49 Итого Сборка пинолн |
0 винта 8 мм L ввертывания 12 мм |
62-3 |
0,28 Тзп.сз” |
|
1 |
Установить рукоятку 35 |
0 рукоятки 16 мм Q рукоятки 0,5 кг L продвижения 50 мм |
87-1 |
0,28 |
|
|
2 |
Установить упор 31 |
0 упора 12 мм L продвижения 22 мм |
76-4 |
0,70 |
|
|
3 |
Установить гайку 2 |
Q гайки 0,3 кг L продвижения 66 мм |
87-2 К-1,2 |
0,31- 1,2-0,37 |
|
|
4 |
Установить фланец 15 |
Q фланца 0,22 кг L фланца 73 мм |
80-1 |
0,18 |
|
|
5 |
Ввернуть винты 48 |
0 винта 8 мм L ввертывания 15 мм количество 3 шт. |
62-3 |
0,28-3 0,95-0,80 |
|
|
V |
6 |
Установить пиноль в сборе 22 Итого Сборка в установка плиты |
Q пиноли 9,2 кг L продвижения 380 мм |
87-5 |
1,02 ^оп.С4— 3,35 |
|
1 |
Установить проставку 29 |
0 проставки 15,5 мм |
68-1 лист 2 |
0,22 |
|
|
2 |
Установить эксцентриковый валик 9 |
Q валика 0,96 кг L валика 155 мм |
96-1 |
1,23 |
|
Продолжение |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Общее оперативное время на слесарный ремонт задней бабки
Топ. уз. общ — Ton.pi + Т0П. pj + Т0п.ремз «** ***
+ 2
+ Ton.cs + Топ.св = 7.02 + 6,41 +
+ 4,78 + 3,40 + 0,68 + 6,83 + 11,34 + — 359,26
Ш — 1 on.pi т 1 on. Pi *Г *0П. РЗ т «0П-Р4 Т «on.ps Т *оп
мз + Т0п.рем4 + Т0п.с| + Т0П.С2 + Т0п.сз + T0n.c4 + «1 !,74 + 8,82 + 7,38 + 0,45 + 6,10 + 268.87 + 0,66 +
+ 3,35 + 9,38 + 11,05 =
Так как Кр = Кре« = Кс — К, то К — I + -?а±-1*£+Зт* +
при ап, = 2Дк. 134 — 1 — I); аовс = 4Дк.134 — 2 — 1); а0„ = 2,5(к. 135 — 1); ад.„ = 2,0 135-2).
2.5 + 4.0 + 2,5 + 2,0 11
100 + 100
Норма времени на слесарный ремонт задней бабки
Н,р.у, = Т0„.у„ о4щ— К = 359,26* 1,11 = 398,78 мин.
2. ОРГАНИЗАЦИЯ ТРУДА ПРИ РЕМОНТЕ ОБОРУДОВАНИЯ
Нормативы времени в сборнике установлены для наиболее распространенных условий выполнения работ и организации труда на рабочем месте.
Организация рабочего места определяется наличием и размещением необходимого оборудования, приспособлений и инструмента. Типовая планировка участка ремонта оборудования, обеспечивающая наиболее экономное использование производственных площадей и сокращение расстояний переходов рабочих и транспортировки материалов за счет рационального расположения оборудования и оргтехоснастки, представлена на рис. 3.
В целях повышения качества ремонтируемого оборудования и применения передовых методов и приемов труда предусмотрена специализация рабочих мест на участке. Приведенная планировка разработана на основе следующих исходных данных технологического процесса:
состава и габаритов оборудования и оснастки; габаритов предметов труда и их количества; предлагаемой системы обслуживания рабочих мест; норм безопасности труда и санитарной гигиены.
Централизация ремонта отдельных узлов и механизмов позволяет организовать выполнение работ пооперационно. В этом случае разборочные операции выполняются отдельно от сборочных. При этом на сборочных работах используются более квалифицированные исполнители, поскольку эти работы в большинстве случаев связаны также с регулировочными и другими операциями.
Проведение разборочных и сборочных работ при ремонте узлов и механизмов требует предварительной установки и закрепления их в удобном для выполнения работ положении. Для этой цели применяется как специализированное оборудование (различные стенды и приспособления;, так и универсальное (слесарные верстаки и др.).
Организация труда на рабочих местах должна удовлетворять требованиям охраны труда, техники безопасности и правилам промышленной санитарии и гигиены.
Все закрытые помещения ремонтно-механических цехов и мастерских должны иметь возможность естественного проветривания, а там, где производятся сварочные работы или в воздухе содержатся испарения масел, нефтепродуктов и растворов моечной установки, должна быть принудительная вентиляция с воздухообменом от 1 до 10 раз в час в зависимости от объема помещения.
Немаловажное значение имеет освещенность рабочих мест. Высокую рассеянность света, благоприятную для нормальных условий труда, создает естественное освещение (окна в наружных стенах). Кроме того, при ремонте оборудования используется комбинированное освещение. Светильники располагают так, чтобы луч света лампы хорошо освещал рабочее место, но не отражался в глаза рабочему. Для освещения отдельных узлов и деталей применяют ручные переносные светильники или
17
|
Рис. 3. Типовая планировка рабочего места слесарей по ремонту и межремонтному обслуживанию оборудования: |
/ — наждачное точило ЗБ634; 2 — инструментальный шкаф С3722-21; 3 — тумбочка бригадира СД 37154)6; 4 — настольный пресс; 5 — стационарный верстак СД 3701-07А; 6 — сверлильный станок 2Н125; 7—стул; В — передвижной верстак СМ 522-00-00; 9 — ванна ПМ-0402; 10 — консольный кран НКМ-203; // — стеллаж для материалов и запасных частей С3722-32; /2 —стол для ремонта узлов СД 3702-09; 13 — приемный столик СД 37254)1; 14- ремонтная площадка СД 3738-5
поворотные светильники на кронштейнах. Светильники имеют арматуру, предохраняющую глаза рабочих от ослепления, а сами светильники—от механических повреждений. Освещенность производственных помещений и рабочих мест при люминесцентном освещении должна быть не менее 200 л.
3. ХАРАКТЕРИСТИКА ОБОРУДОВАНИЯ, ПРИСПОСОБЛЕНИИ И ИНСТРУМЕНТА, ПРИМЕНЯЕМЫХ ПРИ РЕМОНТЕ
ОБОРУДОВАНИЯ
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
19 |
Примечание. Наряду с указанными допускается применение других типов оборудования, приспособлений, инструмента без корректировки норм.
4. НОРМАТИВНАЯ ЧАСТЬ
4.1. СЛЕСАРНО-РАЗБОРОЧНЫЕ РАБОТЫ
РАССТОПОРЕНИЕ РЕЗЬКОВЫХ СОЕДИНЕНИИ, ЗАСТОПОРЕННЫХ ПРОВОЛОКОЙ
Слесарно-разбнрочимс работ ы
Карма
Содержание р а б о Iы
1. Вит, инструмент
2. Отпустить проволоку
3. Выгатить проволоку
4. Отложить проволоку и инструмент
Т-0,37
|
по* зи- иии |
Диаметр проволоки D. ММ, до |
Количество болтов (гаек) п, шт., до |
||||
|
2 |
3 |
5 |
7 |
10 |
||
|
Время на 1 болт (гайку) Т мин |
||||||
|
1 |
1.0 |
0,30 |
0,26 |
0,22 |
0,20 |
0,18 |
|
2 |
1,3 |
0,34 |
0,30 |
0,26 |
0,23 |
0,21 |
|
3 |
1,6 |
0,38 |
0,33 |
0,28 |
0,25 |
0,23 |
|
4 |
2,0 |
0,42 |
0,37 |
0,32 |
0,29 |
0,26 |
|
5 |
2,5 |
0,47 |
0,41 |
0,35 |
0,32 |
0,29 |
21
Нормативами правка прутков, углового проката, валов (валиков) вручную предусматривается при прогибе (кривизне) 15 мм на 1 пог. м и с точностью правки до 2 мм.
При правке прутков, углового проката, валов (валиков) при прогибе (кривизне) до 15 мм на 1 пог. м и с точностью правки до 2 мм время по карте применяют с коэффициентом 0,85.
При правке прутков, углового проката, валов (валиков) при прогибе (кривизне) свыше 15 мм на 1 пог. м и с точностью правки до 2 мм время по карте применяют с коэффициентом 1,3, а при точности правки до 4 мм —с коэффициентом 1,15.
Нормативы времени на вывертывание (ввертывание) болтов, винтов, гаек и шпилек даны для трубной и метрической резьбы с крупным шагом. При вывертывании (ввертывании) болтов, винтов, гаек и шпилек метрической резьбы с мелким шагом время по карте увеличивают на коэффициент 1,2.
Запрессовка (выпрессовка) деталей, предусмотренная нормативами, производится без подогрева (охлаждения) деталей. При предварительном нагреве (охлаждении) деталей время по карте на запрессовку (выпрессовку) применяют с коэффициентом 0,7.
Приведенные в нормативных картах пределы числовых показателей (длина, диаметр, масса и т. д.), в которых указано «до», следует понимать включительно.
1.8. МЕТОДИКА РАСЧЕТА НОРМ ВРЕМЕНИ ПО НОРМАТИВАМ
(Расчет производится по действующей на заводе технологии)
Норма времени на слесарный ремонт оборудования (металлорежущего, литейного, деревообрабатывающего и кузнечно-прессового) при пользовании настоящими нормативами рассчитывается следующим образом:
П
Н.Р = 2 Нвр.у “1“ Нвр.рс ,
У*= I
где п Нвр — норма времени на слесарный ремонт одного станка (машины), чел.-ч; 2 jHep.y — сумма норм времени на слесарный ремонт (разборку, ремонт, сборку) у ~ узлов станка (машины), чел.-ч;
п — количество узлов в станке (машине), шт.;
Нвр.рс — норма времени на общую разборку и сборку станка (машины), чел.-ч. Норма времени на слесарный ремонт узла станка (машины) определяется по формуле
Нвр.у — 2 Нвр.о»
где £ НВр.о — сумма норм времени на слесарные операции, входящие в ремонт узла 0 » станка (машины).
Норма времени на общую разборку и сборку станка определяется по формуле
П П
Нвр.рс := 2 Нвр.ор -f~ 2 Нвр.ОС«
ор = I ОС = I
где 2 Нвр.ор — сумма норм времени на слесарные операции по общей разборке станка ор “1 (машины);
2 Нвр.ос — сумма норм времени на слесарные операции по общей сборке станка ос ”1 (машины).
4
РАССТОПОРЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, ЗАСТОПОРЕННЫХ СТОПОРНЫМИ ШАЙБАМИ (ЗАМКОВЫМИ ПЛАСТИНАМИ)
Слесарно-разборочные
работы
Карта 2
Содержание работы
1. Взять инструмент
2. Разогнуть лапки шайбы (углы пластинки)
3. Снять шайбу (пластинку) с болта
4. Отложить шайбу (пластинку) и инструмент
Т — 0,09 • п°>« • В0‘33
|
№ по* ЭИ* ции |
Количество отгибаемых лапок шайб (углов пластин) п, шт. |
Толщина шайбы (пластины) В, мм, до |
||||
|
0,5 |
1.0 |
1.5 |
2,0 |
2,5 |
||
|
Время на 1 шайбу (пластину) т, мин |
||||||
|
1 |
1 |
0,07 |
0,0? |
0,10 |
0,11 |
0,12 |
|
2 |
2 |
о,н |
0,14 |
0,16 |
0,17 |
0,18 |
|
3 |
3 |
0,14 |
0,17 |
0,20 |
0,22 |
0,24 |
|
4 |
4 |
0,16 |
0,21 |
0,24 |
0,26 |
0,28 |
Ниже прицелена формула, ио которой раеемитынаеця норма времени на сяссар-ную операцию
• Тцр.о — I «II * 1»
глс Т,,,, — оперативное время на слесарную операцию, которое определяется как сумма нормативного оперативного времени на выполнение комплексов приемов и приемов, входящих в операцию, т. с.
Топ — li “Н (2 4* Н -Ь … + tn
где ti, b, tn — нормативное оперативное время на выполнение комплекса приемов или приема операции (берется по соответствующей карте-сборника нормативов); —
п — количество комплексов приемов или приемов, входящих в операцию;
К — коэффициент, учитывающий время на подготовительно-заключитель- _ ную работу, на обслуживание рабочего места, на отдых и личные потребности, необходимое для выполнения данной операции:
I/ _ | I 4* 3„Лс 4* 3ог, Вл 0
Х — “Г 100
где апз — время на подготовительно-заключительную работу;
а0бс— время на обслуживание рабочего места; а0Тд— время на отдых; ал.„ — время на личные потребности; аП}, Зобе, а0Тд,ал.п— в процентах от оперативного времени (берутся по соответствующим картам сборника нормативов).
1.8.1. Пример расчета нормы времени на ремонт по нормативам
|
Операция: ремонт зазней бабки станка модели 16К20 Исходные данные: общая масса задней бабки — 97,9 кт: количество деталей — 53 шт. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
5 |
|
н п/п |
Наименование детали |
Основные размеры |
Коли чество |
Материал |
Масса одной детали |
|
12 |
Планка |
L 270 |
1 |
Сталь 45 |
3,87 |
|
13 |
Уплотнение |
0 74 |
1 |
||
|
14 |
Упор |
0 16Н, L 13 |
1 |
Сталь 40 |
0,08 |
|
15 |
Фланец |
0 73 |
1 |
Сталь 45 |
0,22 |
|
L5 |
|||||
|
16 |
Втулка |
040 |
1 |
Сталь 45 |
0,15 |
|
L 29 |
|||||
|
17 |
Гайка |
М16, L30 |
1 |
Сталь 45 |
0,27 |
|
18 |
Шайба |
025 |
1 |
Сталь 45 |
0,34 |
|
19 |
Кольцо |
0 25 |
1 |
Сталь А12 |
0,03 |
|
20 |
Пробка |
0 10, L8 |
1 |
Сталь А12 |
0,01 |
|
21 |
Прокладка |
89 X 399 |
1 |
||
|
22 |
Пиноль |
0 75X380 |
1 |
Сталь 40 |
9,2 |
|
23 |
Винт |
M12.L27 |
2 |
Сталь 45 |
0,1 |
|
24 |
Упор |
М8, L 30 |
1 |
Сталь 45 |
0,02 |
|
25 |
Ступица |
0 36, L 55 |
1 |
Сталь 45 |
0,3 |
|
26 |
Винт |
0 30, L 30 |
4 |
Сталь 45 |
0,15 |
|
27 |
Втулка |
0 38, L 28 |
1 |
Сталь А12 |
0,38 |
|
28 |
Втулка |
0 38, L 42 |
1 |
Сталь А12 |
0,6 |
|
29 |
Проставка |
0 15,5 |
1 |
— |
0,25 |
|
30 |
Гайка |
0 16, L 20 |
1 |
Сталь 45 |
|
|
31 |
Упор |
0 12, L22 |
1 |
Сталь 40 |
0,03 |
|
32 |
Планка |
L 188 |
1 |
Сталь 40 |
4,25 |
|
33 |
Кольцо |
0 49,7, L 75 |
1 |
Сталь А12 |
0,104 |
|
делительное |
|||||
|
34 |
Ручка |
L95 |
1 |
Сталь А12 |
0,4 |
|
35 |
Рукоятка |
0 35, L 220 |
1 |
Сталь А12 |
0,5 |
|
36 |
Ось ручки |
0 12, L 25 |
1 |
Сталь 45 |
|
|
37 |
Крышка |
0 88, L 10,5 |
1 |
— |
0,04 |
|
38 |
Подшипник |
16X20 |
1 |
Сталь 45 |
|
|
39 |
Рукоятка |
0 18C.L260 |
1 |
Сталь А12 |
0,5 |
|
40 |
Труба |
0 6, L 148 |
1 |
Медь |
0,023 |
|
41 |
Кольцо |
020 |
1 |
Сталь А12 |
— |
|
пружинное |
|||||
|
42 |
Штифт |
0 6Г L 16 |
1 |
Сталь 45 |
— |
|
43 |
Штифт |
0 8Г L 16 |
1 |
Сталь 45 |
— |
|
44 |
Винт |
M10L20 |
1 |
Сталь 35 |
|
|
45 |
Штифт |
0 5Г L 36 |
1 |
||
|
46 |
Гайка |
М8 |
1 |
||
|
47 |
Шпонка |
6X11 |
1 |
||
|
48 |
Винты |
М8 |
3 |
||
|
49 |
Винт |
M8L12 |
1 |
||
|
50 |
Подшипник |
16 мм L 20 |
1 |
||
|
51 |
Штифт |
5X38 |
1 |
||
|
52 |
Втулка |
0 24 L 75 |
1 |
||
|
53 |
Подшипник |
25X47X15 |
1 |
|
0W-0U-2S-2-3ГОСТ№1-73 |
|
KIM KIM |
00
|
1.8.1.1. Расчет нормы времени на разборку задней бабки |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
0.52
|
9 |
Вымрсссовап. илифг 45 |
0 штифта 5Г мм L выпрессовки 36 мм |
23-2 |
|
10 |
Снять рукоятку 39 |
0 рукоятки 0,5 кг L пролпижения 40 мм • |
32-1 |
|
11 |
Вывернуть упор 24 |
0 упора 8 мм L вывертывания 30 мм |
8-3 |
|
12 |
Снять гайку 46 |
ф гайки 8 мм L 30 мм |
12-1 |
|
13 |
Снять шпонку 47 |
6X11 |
21-3 К-1,2 |
|
14 |
Вынуть эксцентриковый валик 9 |
Q валика 0,96 кг L выпрессовки 185 мм |
37-ф |
|
15 |
Вынул, проставку 29 И т,о го Снятие и разборка ппноли |
ф проставки 15,5 мм |
14-1 лист 2 |
|
1. |
Извлечь пиноль в сборе 22 |
Q пиноли 9,2 кг L 380 мм |
31-5 |
|
2 |
Вывернуть винты 48 |
ф винта 8 мм L вывертывания 15 мм количество 3 шт. |
8-3 К-0,95 |
|
3 |
Снять фланец 15 |
0 фланца 0,22 кг L фланца 73 мм |
26-1 |
|
4 |
Снять гайку 2 |
0 гайки 0,3 кг / продвижения 66 мм |
32-1 К — 1,2 |
|
5 |
Извлечь упор 31 |
0 упора 12 мм / пролвижения 22 мм |
23-4 |
|
6 |
Извлечь рукоятку 35 Итого Разборка рукоятки |
0 рукоятки 16 мм Q рукоятки 0,5 кг L продвижения 50 мм |
31-1 |
|
1 |
Вывернуть винт 49 |
0 винта 8 мм L вывертывания 12 мм |
8-3 |
|
2 |
Снять ступицу 25 |
0 ступицы 36 мм L 55 мм |
13-4 |
|
3 |
Снять проставку 29 |
IL проставки 36 мм |
14-1 лист 2 |
0.33 0.42 0.05 0,25- 1.2-0.3 0.42 0,17 «Гоп.ра— 6,41
0.70
0,19-0,95 -3-0,54
0.15 0,50 • 1,2 — 0/.0 0,55 0,20
Ton.pi “ 2, • 4
0,19
0,29
0,17
о
|
>6 опера ции |
J* пере хода |
Наименование и содержание работ |
Факторы, влияющие на продолжительность разборки |
N» карты, позиция, лист |
Время, мин |
|
4 |
Снять подшипник 38 |
0 подшипника 16 мм L выпрессовки 20 мм |
35-1 |
0,25 • |
|
|
5 |
Снять втулку 28 |
0 втулки 38 мм L выпрессовки 42 мм |
45-3 |
1,92 |
|
|
б |
Выбить штифт 51 |
0 штифта 5 мм L посадки 38 мм |
23-2 |
0,52 |
|
|
7 |
Снять вТулку 27 |
0 втулки 38 мм L выпрессовки 28 мм |
45-3 |
1,55 |
|
|
8 |
Вывернуть пробку 20 |
0 пробки 10 мм L вывертывания 8 мм |
6-3 |
0,28 |
|
|
9 |
Вывернуть винты 26 |
0 винта 20 мм L вывертывания 30 мм количество 4 шт. |
8-7 К-0,95 |
0,59 — 4 — 0,95 — 2,24 |
|
|
10 |
Снять винт 8 |
Q винта 1,5 кг L винта 410 мм |
29—4 |
0,31 |
|
|
И |
Вывернуть гайку 30 |
0 гайки 16 мм L вывертывания 20 мм |
4-5 |
0,39 |
|
|
V |
12 |
Снять маховичок 5 Итого Разборка маховичка |
Q маховичка 3 кг L посадки 60 мм |
16—4 |
0,73 Топ.р«— 8,82 |
|
1 |
Снять ручку 34 |
Q ручки 0,4 кг L продвижения 70 мм |
32-1 |
0,50 |
|
|
2 |
Выпрессовать ось ручки 36 |
0 оси 12 мм L посадки 25 мм |
13-2 |
0,05 |
|
|
3 |
Снять втулку 52 |
0 втулки 24 мм L выпрессовки 75 мм |
45-2 |
2,09 |
|
|
4 |
Снять делительное кольцо 33 |
Q кольца 0,104 кг L продвижения 75 мм |
31-2 |
0,22 |
|
|
5 |
Снять втулку 16 |
0 втулки 40 мм L выпрессовки 80 мм |
45-3 |
2,55 |
|
|
6 |
Снять шпонку 47 |
S шпонки сегментной 6Х И |
21-3 К-1,2 |
0,25 • 1,2 — 0,30 |
|
|
7 |
Снять подшипник 53 |
0 подшипника 25 мм L выпрессовки 125 мм |
35-2 |
1,15 |
|
J* |
N* |
Наименование и |
Факторы, влияющие на |
W карты. |
Время, |
|
опера- ции |
пере хода |
содержание работ |
продолжительность разборки |
Л01И11ИЯ, лист |
МИН |
|
8 |
Спять фланец 4 |
Q фланпа 0,55 кг L продвижения 140 мм |
31-3 |
0,26 |
|
|
9 |
Снять кольцо 19 |
Q колып 0,03 кг L продвижения 160 мм |
31-3 |
0.26 |
|
|
Итого |
Т»оп.р4 ” 7,38 |
||||
|
VI |
Разборка корпуса задней бабки |
||||
|
1 |
Снять крышку 37 |
Q крышки 0,Q4 кг, 0 88 мм |
26-1 |
0,15 |
|
|
2 |
Снять уплотнение 13 |
0 уплотнения 74 мм |
12-4 |
0.08 -0.9 -0.07 |
|
|
L продвижения 17 мм |
К-0,9 |
||||
|
3 |
Снять прокладку 21 |
89X199 |
14-10 лист 1 |
0.23 |
|
|
Итого |
«lon.pf— 0.45 |
||||
|
VII |
Промывка деталей |
||||
|
1 |
Промыть детали задней бабки |
Перемещение электротельфером на |
139-1 |
1,00 |
|
|
расстояние 2 м, масса 97,3 кг, количество деталей 53 шт. |
149-8 |
5,W |
|||
|
Итого |
Топ.рт- 6,10 |
| Найти: | |
| Где: | |
| Тип документа: | |
| Отображать: | |
| Упорядочить: |
Скачать Общемашиностроительные нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин. Мелкосерийное и единичное производство
Дата актуализации: 01.01.2021


Общемашиностроительные нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин. Мелкосерийное и единичное производство
| Статус: | Справочные материалы, МП, ТПР |
| Название рус.: | Общемашиностроительные нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин. Мелкосерийное и единичное производство |
| Дата добавления в базу: | 01.01.2019 |
| Дата актуализации: | 01.01.2021 |
| Область применения: | Нормативы времени предназначены для технического нормирования слесарных и слесарно-сборочных работ, выполняемых в механических и механосборочных цехах машиностроительных заводов в условиях мелкосерийного и единичного производства. Нормативы рекомендованы для применения на предприятиях машиностроения, рассчитаны на нормировщиков и технологов, а также других инженерно-технических работников, занятых расчетом технически обоснованных норм времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин в механосборочных цехах машиностроительных предприятий |
| Оглавление: | Введение Методические указания и организационно-технические условия I. Слесарные работы Карта 1. Разметка деталей при помощи чертилки, циркуля и масштабной линейки Карта 2. Окернивание линий (контура) и кернение центров отверстий Карта 3. Сверление сквозных отверстий электросверлилкой или пневматической сверлильной машиной Карта 4. Сверление сквозных отверстий на сверлильном переносном станке Карта 5. Зенкование отверстий пневматической сверлильной машиной или электросверлилкой Карта 6. Зенкерование сквозных отверстий пневматической сверлильной машиной или электросверлилкой Карта 7. Развертывание цилиндрических и конических сквозных отверстий пневматической сверлильной машиной, электросверлилкой и на переносном сверлильном станке Карта 8. Развертывание цилиндрических и конических сквозных отверстий вручную Карта 9. Нарезание и прогонка (калибровка) резьбы в сквозных отверстиях вручную Карта 10. Развертывание и нарезание резьбы в конических отверстиях Карта 11. Нарезание и прогонка резьбы на стержнях плашкой Карта 12. Нарезание и прогонка резьбы на стержнях клуппом Карта 13. Опиливание плоскостей после механической обработки Карта 14. Зачистка заусенцев крепежных деталей напильником после механической обработки Карта 15. Зачистка заусенцев и притупление острых кромок по контуру на плоских и цилиндрических деталях пневматической шлифовальной машиной после механической обработки Карта 16. Зачистка заусенцев и притупление острых кромок по контуру на плоских и цилиндрических деталях напильником после механической обработки Карта 17. Зачистка кромок зубьев цилиндрических колес с двух сторон после механической обработки Карта 18. Зачистка заусенцев и притупление острых кромок шлицев пневматической машиной со стальной или абразивной шарошкой Карта 19. Зачистка поверхностей шлифовальной шкуркой Карта 20. Зачистка сварных швов пневматической шлифовальной машиной Карта 21. Резка ручной ножовкой Карта 22. Резка листового проката ручными рычажными ножницами Карта 23. Резка листового проката вибрационными ножницами Карта 24. Резка листового проката ручными кровельными ножницами Карта 25. Резка листового проката ручными ножницами Карта 26. Обрубка припуска на горизонтальной плоскости пневматическим рубильным молотком Карта 27. Обрубка припуска на горизонтальной плоскости зубилом вручную Карта 28. Вырубка деталей из листа зубилом вручную Карта 29. Вырубка круглых прокладок просечкой и пробивка отверстий в прокладках пробойником Карта 30. Вырубка прямых канавок крейцмейселем Карта 31. Вырубка прямых канавок пневматическим рубильным молотком Карта 32. Рубка проволоки, шплинтов, пружин Карга 33. Правка после заготовительных операций углового проката и швеллера под винтовым прессом Карта 34. Правка прутков, углового проката, швеллеров и деталей из листового проката на плите вручную после заготовительных операций Карта 35. Гибка полосы и прутков в приспособлении Карта 36. Гибка полосы и прутков в тисках Карта 37. Притирание плоских поверхностей на чугунной плите и шлифовальном круге Карта 38. Притирание плоских поверхностей на стекле Карта 39. Притирание цилиндрических поверхностей Карта 40. Притирание кранов и пробок Карта 41. Притирание клапанов Карта 42. Шабрение горизонтальной плоскости Карта 43. Шабрение бронзовых вкладышей, установленных неподвижно (при окрашивании перемещается вал), с проверкой горизонтальности и параллельности смежному валу Карта 44. Шабрение бронзовых втулок Карта 45. Клеймение деталей и узлов Трубогибочные работы Карта 46. Наполнение труб песком с помощью ковша и утрамбовка ручным молотком Карта 47. Гибка труб вручную по шаблону Карта 48. Гибка труб вручную на плите по упорам в холодном и горячем состоянии Карта 49. Гибка труб вручную в холодном и горячем состоянии. Приспособление роликовое Карта 50. Гибка труб на станках в холодном состоянии Карта 51. Выбивка песка из труб Карта 52. Наполнение труб гидронаполнителем Карта 53. Гибка труб с гидронаполнителем вручную. Приспособление роликовое Карта 54. Гибка труб с гидронаполнителем вручную в тисках Карта 55. Слив гидронаполнителя из труб после гибки II. Слесарно-сборочные работы Соединение деталей, узлов Карта 56. Установка валов, валиков, осей с деталями в корпус вручную или подъемником Карта 57. Установка деталей, узлов на вал или в отверстие до упора вручную или подъемником Карта 58. Изготовление и установка шпонок в паз вала или отверстие Карта 59. Пригонка и установка шпонок в паз вала или отверстие Карта 60. Пригонка внутренней поверхности гнезд (постели) и внешней поверхности вкладышей подшипника Карта 61. Пригонка замков и плоскостей разъема подшипников Карта 62. Запрессование деталей, узлов на вал или в отверстие со шпонкой вручную или подъемником. Карта 63. Запрессование деталей, узлов на вал или в отверстие со шпонкой под гидравлическим прессом. Установка деталей, узлов вручную или подъемником Карта 64. Установка деталей на плоскость по риске или кромке Карта 65. Установка деталей на плоскость по риске или кромке с креплением струбцинами Карта 66. Установка деталей, узлов на башмаки или клинья Карта 67. Установка деталей, узлов со шлицевым соединением вручную Карта 68. Установка шариков в отверстие, гнездо или канавку Карта 69. Установка пружин на вал, в гнездо свободно или с растяжением Карта 70. Установка пружинных колец Карта 71. Установка уплотнительных колец, дисков, сальников Карта 72. Установка резиновых деталей в отверстие или на вал вручную Карта 73. Установка ременных и цепных передач Карта 74. Установка реек на станину с креплением винтами и штифтами Карта 75. Установка указательных и фирменных табличек Карта 76. Запрессование деталей, узлов на вал или в отверстие под гидравлическим прессом. Установка деталей, узлов вручную или подъемником Карта 77. Запрессование подшипников качения на вал или в отверстие гидравлическим прессом. Карта 78. Запрессование цилиндрических и конических штифтов в отверстие Карта 79. Запрессование цилиндрических и конических штифтов с разметкой, сверлением и развертыванием отверстий Карта 80. Запрессование цилиндрических и конических штифтов со сверлением и развертыванием отверстий. Карта 81. Запрессование цилиндрических и конических штифтов с развертыванием отверстий Карта 82. Соединение труб с фитингами Резьбовое соединение деталей, узлов Карта 83. Ввертывание и навертывание пробок, крышек, масленок, барашков свободно вручную Карта 84. Ввертывание и навертывание штуцеров, масленок, пробок гаечным ключом Карта 85. Ввертывание и навертывание пробок, штуцеров и масленок с установкой прокладок Карта 86. Навертывание круглых гаек Карта 87. Ввертывание винтов отверткой Заклепочное соединение деталей, узлов Карта 88. Клепка на пневматическом и вибрационном станке и гидравлическом прессе Карта 89. Клепка пневматическим и слесарным молотком Стопорение резьбовых соединений узлов Карта 90. Стопорение резьбовых соединений шайбами, замковыми пластинами или кернением Карта 91. Стопорение резьбовых соединений проволокой (групповое шплинтование) Пригоночно-регулировочные работы Карта 92. Установка деталей, узлов на плоскость вручную или краном, с пригонкой (сопряжение с одной плоскостью или с совмещением по одной прямолинейной кромке) Карта 93. Установка деталей, узлов по месту вручную с пригонкой (на сферическую поверхность с плотным прилеганием) Карта 94. Установка деталей, узлов в проем с равномерным зазором с пригонкой вручную или подъемником Карта 95. Проверка легкости вращения детали, узла при сборке Карта 96. Установка регулировочных винтов Карта 97. Регулировка деталей в пазах Карта 98. Регулировка расположения и установка зацепления цилиндрических шестерен (деталей) на валу Карта 99. Осевая регулировка валиков с шестернями Карта 100. Регулировка зацепления конических пар колес Карта 101. Регулировка зацепления червячных пар Прочие слесарно-сборочные работы Карта 102. Статическая балансировка деталей, узлов Карта 103. Динамическая балансировка деталей, узлов Карта 104. Пневматическое испытание узлов на прочность и плотность швов Карта 105. Повышение водяного давления до требуемого ручным или пневматическим насосом при испытании узлов на прочность и плотность швов Карта 106. Гидравлическое испытание узлов на прочность и плотность швов емкостью от 1 до 300 м3 Карта 107. Гидравлическое испытание труб и змеевиков Карта 108. Промывание деталей в ванне (групповое) Карта 109. Смазывание поверхностей деталей маслом и окрашивание краской Карта 110. Наполнение смазкой узлов и внутренних полостей деталей Карта 111. Отрезка электропроводов Карта 112. Снятие изоляции и очистка концов провода Карта 113. Сборка маслопроводных трубок Укрупненные комплексы приемов Карта 114. Установка деталей, узлов на плоскость с совмещением отверстий, установкой прокладки, шайб и креплением болтами с гайками гаечным или торцовым ключом Карта 115. Ввертывание шпилек солдатиком, установка прокладки, деталей, узлов, шайб с креплением гайками гаечным или торцовым ключом Карта 116. Установка валов в открытые гнезда подшипников с содержанием работы по пунктам I, II, III Карта 117. Установка крышек вручную или подъемником и привертывание их винтами или болтами Карта 118. Установка крышек вручную или подъемником со сверлением отверстий и нарезанием резьбы и привертывание их винтами или болтами Карта 119. Вырубка прокладок по месту обстукиванием молотком по наружному и внутреннему контуру деталей (шаблона) с пробивкой отверстий, окрашиванием краской и установкой Карта 120. Промывание деталей в ванне (поштучно), сушка сжатым воздухом и протирка Вспомогательные приемы Карта 121. Установка и крепление деталей в тисках вручную Карта 122. Перемещение рабочего в горизонтальном или вертикальном направлении с грузом и без груза Карга 123. Перемещение и кантовка деталей, узлов электромостовым краном Карта 124. Перемещение тележки с грузом и без груза Карта 125. Взвешивание деталей, узлов, запись результатов взвешивания в паспорт Карта 126. Осмотр деталей, узлов перед сборкой III. Приложения Нормативные карты, на основе которых составлены укрупненные комплексы (см. карты 114 — 120) Карта 127. Установка деталей, узлов на плоскость с совмещением отверстий Карта 128. Установка деталей, узлов на шпильки Карта 129. Установка валов в сборе в открытые гнезда подшипников Карта 130. Установка круглых прокладок Карта 131. Установка прямоугольных прокладок Карта 132. Установка болтов, пальцев в отверстия одной или нескольких деталей Карта 133. Установка шайб Карта 134. Запрессование подшипников качения на вал или в отверстие вручную Карта 135. Регулировка подшипников Карта 136. Ввертывание шпилек с помощью двух гаек, солдатика и ключа с резьбовым патроном Карта 137. Завертывание болтов, гаек гаечным ключом Карта 138. Завертывание болтов, гаек торцовым ключом Карта 139. Стопорение резьбовых соединений шплинтами и расшплинтовка Карта 140. Промывание деталей в ванне (поштучно) Карта 141. Обдувка деталей, узлов сжатым воздухом перед сборкой для удаления пыли и стружки Карта 142. Протирка деталей, узлов сухой салфеткой или замшей Карта 143. Поправочные коэффициенты на измененные условия работы Карта 144. Подготовительно-заключительное время, время на обслуживание рабочего места, отдых и личные надобности |
| Разработан: | ВПКТИ Всесоюзный проектно-технологический институт тяжелого машиностроения |
| Издан: | Издательство Машиностроение (1974 г. ) |
| Расположен в: | Техническая документация Экология МАШИНОСТРОЕНИЕ Станочные системы Станочные системы в целом СОЦИОЛОГИЯ. УСЛУГИ. ОРГАНИЗАЦИЯ ФИРМ И УПРАВЛЕНИЕ ИМИ. АДМИНИСТРАЦИЯ. ТРАНСПОРТ Труд. Занятость Строительство Нормативные документы Отраслевые и ведомственные нормативно-методические документы Производство монтажных и специальных строительных работ |

ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ
ПРИ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОМ ИНСТИТУТЕ ТРУДА
ГОСУДАРСТВЕННОГО КОМИТЕТА СССР
ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ
ВРЕМЕНИ НА СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ ПРИ СБОРКЕ
МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ
Общемашиностроительные нормативы времени на слесарно-сборочные работы при сборке металлоконструкций под сварку.
Сборник содержит укрупненные нормативы времени на слесарно-сборочные работы при сборке металлоконструкций под сварку: вычерчивание схемы сборки на плите; установка базовой и других деталей в зависимости от формы (лист, полоса, уголок, швеллер, двутавр, трубы и т.п.), прихватка деталей струбцинами, приспособлениями и сваркой; зачистка сварных швов; клеймение; перемещение и кантовка деталей и узлов.
В Приложениях даются справочные материалы для определения массы разных заготовок.
Нормативы разработаны Центральным бюро нормативов по труду при участии нормативно-исследовательских организаций предприятий машиностроения.
Издание рассчитано на технологов и нормировщиков, а также других инженерно-технических работников, занятых установлением технически обоснованных норм времени при сборке металлоконструкций под сварку, и рекомендовано ЭМС ЦБНТ для применения на предприятиях машиностроения.
Настоящий сборник является уточненным и дополненным изданием ранее выпущенных нормативов (1972 г.) того же наименования.
Замечания и предложения по сборнику просьба направлять по адресу: 105043, Москва, Е-43, 4-ая Парковая, д. 29, ЦБНТ.
1. Сборник нормативов времени предназначен для расчета технически обоснованных норм времени на слесарно-сборочные работы при сборке металлоконструкций под сварку, выполняемых на машиностроительных предприятиях в условиях среднесерийного, мелкосерийного и единичного типов производства.
2. В основу разработки указанного сборника нормативов положены хронометражные наблюдения и фотографии рабочего дня, результаты анализа организации труда.
3. Сборник содержит укрупненные нормативы штучного времени на выполнение комплекса организационно и технологически связанных между собой трудовых приемов. Нормативы штучного времени являются расчетными величинами для определения нормы времени на изделие и выражены в минутах на выполнение полного объема работы, указанного в содержании нормативных карт, с технологически необходимой численностью рабочих. Для упрощения расчета нормы времени на изделие в нормативных картах приведено время с учетом времени на организационно-техническое обслуживание рабочего места в размере 3% и на отдых и личные надобности в размере 7% от оперативного времени. Время организационно-технического обслуживания рабочего места предусматривает:
раскладку и уборку инструмента; подключение токопроводов к трансформатору, включение тока и регулировку силы тока; подключение пневмоинструмента к воздухопроводу; уборку рабочего места в процессе работы и по окончании смены.
4. Состав и продолжительность подготовительно-заключительного времени приведены в карте 1. Подготовительно-заключительное время дано в процентах от штучного времени в зависимости от сложности выполняемой работы и рассчитано на задание не менее чем на одну смену. Оно не входит в штучное время и нормируется на партию узлов, включаемых в сменное задание.
5. В нормативных картах наряду с числовыми значениями приведены эмпирические формулы, по которым рассчитаны нормативы времени в зависимости от принятых факторов. Эти формулы могут быть использованы при расчете норм времени на ЭВМ.
6. Приведенные в сборнике числовые значения факторов: параметры деталей и сопрягаемых кромок, масса деталей, узлов и другие, в которых указано «до», следует понимать включительно.
7. Нормативные карты рассчитаны для удобных условий выполнения работы. При неудобных условиях выполнения работы следует применять поправочный коэффициент K = 1,1.
Неудобным положением в работе следует считать такое, при котором темп передвижения рабочего ограничен наличием различных перегородок внутри металлоконструкций, доступ к месту установки узла требует передвижения на коленях, в согнутом положении и т.п., применения переносных лестниц.
8. Нормативы штучного времени рассчитаны для условий мелкосерийного производства при продолжительности обработки изделий до 1 смены. Для условий единичного и среднесерийного производства в зависимости от продолжительности обработки партии изделий ко времени по картам следует применять поправочные коэффициенты:
Таблица 1
|
Продолжительность обработки партии изделий в сменах, до: |
||
|
0,5 |
1 |
свыше 1 |
|
Коэффициент K |
||
|
1,1 |
1,0 |
0,9 |
9. При выполнении работ с помощью подъемного крана на его вызов добавляется время — 1,3 мин к норме штучного времени в каждом отдельном случае.
10. Прихватка деталей или узлов дуговой электросваркой производится электросварщиками, входящими в состав бригады сборщиков. Время прихватки включено в нормы штучного времени из расчета 2 — 3 прихватки на 1 м сопряжения при длине одной прихватки до 20 мм. Если прихватка выполняется электросварщиками, не входящими в состав бригады сборщиков, их работа нормируется отдельно по карте 18.
11. Нормативы предусматривают сборку узлов, изготавливаемых из малоуглеродистых и углеродистых сталей. В случае сборки узлов из легированных сталей нормативы времени необходимо применять с коэффициентом  = 1,2.
= 1,2.
12. При внедрении на предприятиях более совершенных, чем это предусмотрено в нормативах, организации производства труда, технологии работы, оборудования, оснастки и т.п., повышающих производительность труда рабочих, следует разрабатывать методом технического нормирования и вводить в установленном порядке местные нормы, соответствующие более высокой производительности труда.
13. С введением настоящего сборника ранее действующий сборник «Общемашиностроительные нормативы времени на слесарно-сборочные работы при сборке металлоконструкций под сварку», издания 1972 г. и дополнительное издание сборника в 1974 г. отменяются.
14. Расчет нормы времени на изделие при сборке металлоконструкций под сварку производится по следующей формуле:
 ,
,
где  ,
,  ,
,  ,…
,…  — штучное время, взятое из нормативных карт на выполнение отдельных переходов;
— штучное время, взятое из нормативных карт на выполнение отдельных переходов;
K — коэффициент, учитывающий продолжительность собираемых узлов партии;
 — коэффициент, учитывающий условия выполнения работы;
— коэффициент, учитывающий условия выполнения работы;
 — подготовительно-заключительное время, определяемое по карте 1.
— подготовительно-заключительное время, определяемое по карте 1.
Для пояснения метода расчета технически обоснованных норм времени по настоящим нормативам ниже приведен пример расчета нормы времени.
Пример расчета нормы времени
Операция: сборка щита с прихватом электросваркой.
Исходные данные: общая масса щита — 290 кг; количество деталей щита — 6 шт.; размер партии изделий — 10 шт.; сборка с разметкой и выверкой.
|
N п/п |
Содержание работы |
Факторы, влияющие на продолжительность приема сборочных работ |
Номер карты и позиции |
Время по нормативам, мин |
|
1 |
Застропить деталь, подать к месту сборки, провести внешний осмотр, установить на сборочную плиту и отстропить |
Масса 53 кг; деталь плоская |
3, позиция 1ж |
1,25 |
|
2 |
Подать деталь N 2 к месту сборки, провести внешний осмотр, разметить место установки, установить по одному торцу с разметкой, подогнать места сопряжений, выдержав размеры по чертежу, прихватить детали электросваркой |
Длина детали 1,16 м; профиль швеллера N 12 с разметкой и выверкой |
8, позиция 3а |
1,84 |
|
3 |
Подать деталь N 3 к месту сборки, провести внешний осмотр, разметить место установки, установить по одному торцу с разметкой и выверкой, подогнать места сопряжений, прихватить детали электросваркой |
Длина детали 1,645 м; профиль швеллера N 12, с разметкой и выверкой |
8, позиция 3а |
1,84 |
|
4 |
Подать деталь N 4 к месту сборки, провести внешний осмотр, разметить место установки, установить деталь по одному торцу, выверить, подогнать место сопряжения, выдержав размеры по чертежу, прихватить электросваркой |
Длина детали 1,16 м; профиль — двутавровая балка N 12 |
9, позиция 3д |
3,25 |
|
5 |
Застропить деталь N 5, подать к месту сборки, провести внешний осмотр, разметить места установки, установить деталь по четырем местам сопряжения, выверить места сопряжения, прихватить деталь электросваркой, отстропить деталь |
Длина детали 3,8 м; профиль швеллера N 12 |
8, позиция 16з |
4,86 |
|
6 |
Застропить деталь N 6, подать к месту сборки, провести внешний осмотр, разметить место установки, установить деталь по разметке, подогнать места сопряжений, выдержав размеры по чертежу, при хватить электросваркой, отстропить деталь |
Толщина сопрягаемых кромок 8 мм; масса листа 70 кг; материал — листовая сталь; сопряжение прямолинейное; длина сопрягаемых кромок 4,2 м |
6, позиция 13б |
7,77 |
|
Итого по сборнику ( |
20,81 |
|||
|
Подготовительно-заключительное время |
Сложность работы — средняя, партия — 10 шт. |
1, табл. 1 K = 1,1 |
4% |

Характеристика применяемого оборудования,
инструмента, приспособлений
Нормативы времени рассчитаны для нормирования сборочных работ, выполняемых ручным и механизированным инструментом, к числу которого относится:
ручной инструмент:
разметочный инструмент (разметочная и сборочная плита, линейки, циркули, шаблоны);
кувалды и молотки, зубила, кернеры, технологические планки, клинья;
механизированный инструмент:
пневматические отбойные молотки;
пневматические и электрические шлифовальные машинки, используемые для зачистки кромок под сварку и сварных швов;
приспособления:
сборка сварных конструкций может осуществляться путем простейших совмещений по разметке, контрольным отверстиям, шаблонам в универсальных приспособлениях (упорах, кондукторах) и других специальных сборочных приспособлениях, облегчающих и упрощающих сборку (струбцины, рамки, стяжки, распорки). Для сборки конструкций применяются стяжные, прижимные и распорные сборочные приспособления;
при сборке решетчатых конструкций применяются упрощенные кондукторы, базой для которых служат сборочные стеллажи. К упрощенным кондукторам относятся: упоры-фиксаторы, с помощью которых определяется общее очертание конструкций и взаимное положение ее элементов;
копирные приспособления, по которым детали собираемой конструкции совмещаются с такими же деталями готовой конструкции, служащей сборочным копиром;
сборка пространственных решетчатых конструкций (мачт, решетчатых колонн, стрел кранов и др.) производится или раздельно по элементам с последующей окончательной сборкой, или за один прием с применением объемных сборочных кондукторов;
плоские сплошные листовые конструкции двутаврового, коробчатого, корытного или крестового сечения, состоящие из листовых и полосовых деталей, собираются в кондукторах с винтовыми и пневматическими прижимами;
в единичном производстве сплошные сечения собираются при помощи рамочных и других сборочных приспособлений — направляющих упоров из коротких уголков.
ОРГАНИЗАЦИЯ ТРУДА И РАБОЧЕГО МЕСТА
Нормативы времени рассчитаны с учетом организации труда и рабочих мест, характерных для цехов сборки металлоконструкций на машиностроительных предприятиях, в условиях единичного, мелкосерийного и среднесерийного производства.
При расчете нормативных величин в картах приняты следующие организационно-технические условия:
работа производится в закрытом помещении и выполняется рабочими соответствующей квалификации согласно тарифно-квалификационному справочнику;
комплектование деталей для сборки производится вспомогательными рабочими;
транспортировка деталей и узлов к рабочему месту сборки производится основными рабочими только в пределах рабочей зоны (в радиусе до 10 м);
заготовки и узлы, поступающие на сборку, должны по конструкции соответствовать чертежам и техническим условиям на их изготовление и не требовать правки, подрубки и подрезки при установке на сборочном узле;
проводимые при сборке металлоконструкций газорезные работы, пневматическая рубка и подогревы нормируются самостоятельно по нормативам на соответствующие виды работ;
нормативы предусматривают сборку узлов на стеллажах, сборочной плите, роликовых опорах или на полу. При сборке узлов при других условиях к нормативам времени применяются поправочные коэффициенты, указанные в нормативных картах данного сборника;
помещение должно соответствовать санитарно-гигиеническим условиям труда и правилам санитарной гигиены по СН 245-71, СНИП-11-А-9-71.
Нормативы времени предусматривают наиболее рациональную организацию труда рабочих мест.
Планировка рабочих мест и система их обслуживания разработаны с использованием типовых проектов организации рабочих мест слесарей по сборке металлоконструкций.
Ниже приводятся рисунки, на которых показана планировка рабочих мест слесарей-сборщиков.
Приведенная на рисунках планировка рабочих мест слесарей-сборщиков обеспечивает:
а) минимально необходимые расстояния для передвижения слесарей по сборке металлоконструкций в процессе работы (в пределах до 10 м);
б) обслуживание рабочих мест вспомогательными рабочими (доставка заготовок, оснастки, технический контроль и т.д.) с помощью кранов.
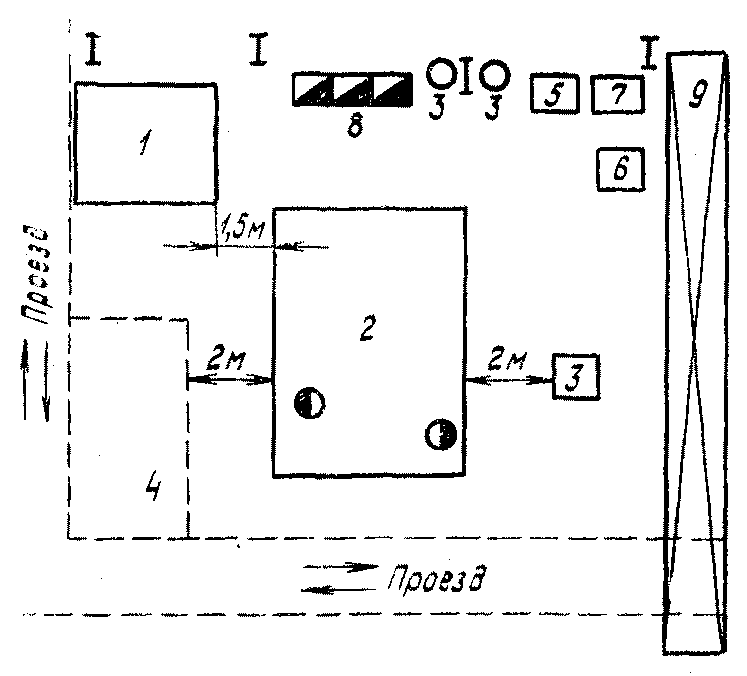
Рис. 1. Рабочее место слесарей-сборщиков
на участке сборки металлоконструкций малогабаритных узлов
для условий единичного и мелкосерийного производства:
1 — стеллажи для хранения мелких заготовок и узлов;
2 — сборочная плита; 3 — контейнер грузоподъемный;
4 — место для сборки узлов; 5 — шкаф для приспособлений;
6 — стол для хранения и чтения чертежей; 7 — бригадная
инструментальная тумбочка; 8 — электросварочный реостат;
9 — мостовой кран
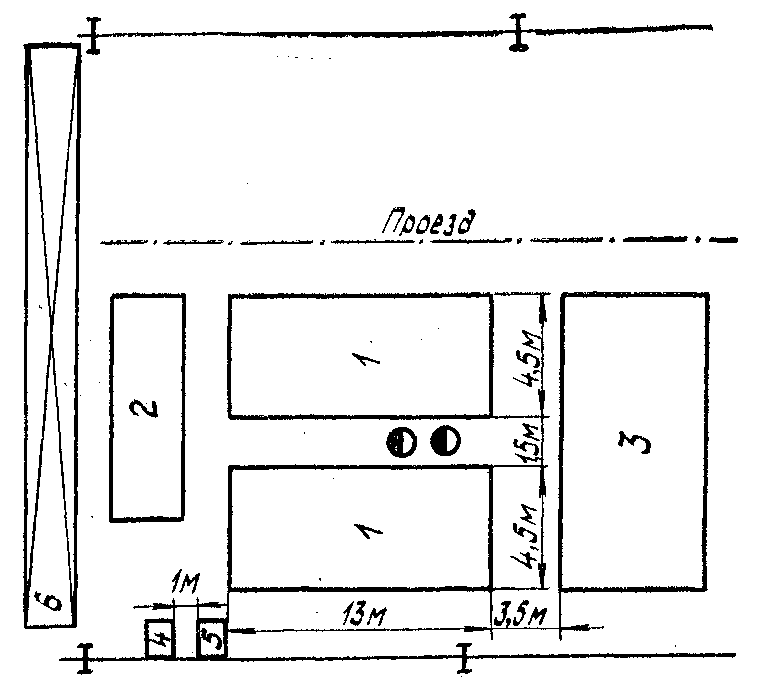
Рис. 2. Рабочее место слесарей-сборщиков
на участке сборки металлоконструкций крупногабаритных узлов
для условий единичного и мелкосерийного производства:
1 — рабочее место для сборки металлоконструкций; 2 — место
для заготовок; 3 — место для собранных узлов; 4 — шкаф
для инструмента и приспособлений; 5 — источник
электропитания; 6 — электромостовой кран

Рис. 3. Рабочее место бригады слесарей-сборщиков
на участке сборки металлоконструкций малогабаритных
узлов для условий среднесерийного производства:
1 — 2 — площадь для хранения заготовок; 3 — стеллаж
для хранения заготовок длиной более 1,5 м; 4 — верстак
для комплектации; 5 — кран-укосина грузоподъемностью 0,5 т;
6 — стенд для зачистки и правки заготовок; 7 — стенд
для сборки и прихватки узлов и контроля; 8 — сварочные
трансформаторы; 9 — инструментальная тумбочка; 10 — тара
для транспортировки; 11 — тара для транспортировки
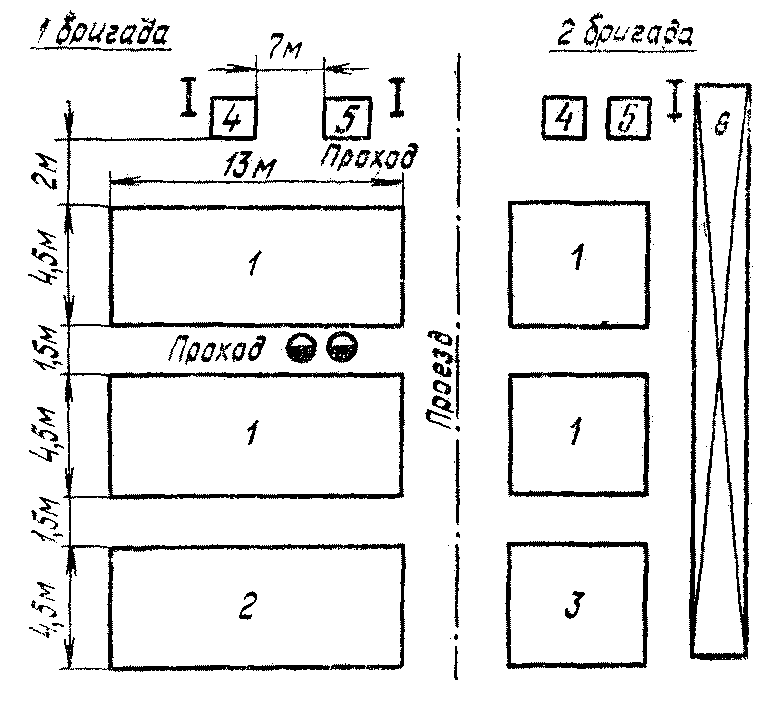
Рис. 4. Рабочее место бригады слесарей-сборщиков
на участке сборки металлоконструкций крупногабаритных узлов
для условий среднесерийного производства:
1 — рабочее место для сборки металлоконструкций; 2 — место
для заготовок; 3 — место для собранных узлов; 4 — шкаф
для инструмента и приспособлений; 5 — источник
электропитания; 6 — электромостовой кран
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ |
Карта 1 |
Состав подготовительно-заключительного времени
1. Получение сменного задания, наряда, чертежа
2. Получение инструмента, приспособлений
3. Ознакомление с чертежами, документацией, получение инструктажа и указаний от мастера
4. Подготовка рабочего места
5. Сдача технологической документации, инструмента, приспособлений после выполнения работы
6. Сдача работы ОТК
|
Наименование затрат рабочего времени |
Сложность выполняемой работы |
||
|
простая |
средняя |
сложная |
|
|
Подготовительно-заключительное время, % от нормы штучного времени |
3 |
4 |
5 |
Степень сложности работы
Простая: сборка кронштейнов, рычагов, тяг, рамок, коллекторов, труб и тому подобных узлов (при количестве деталей в конструкции до 15 шт.).
Средняя сложность: сборка кожухов, ограждений, лестниц, трапов, перил, поручней, баков, ящиков, балок, стоек и тому подобных узлов (при количестве деталей в конструкции до 50 шт.).
Сложная: сборка стрел, рам, траверс, бункеров, каркасов, барабанов, картеров и тому подобных узлов (при количестве деталей в конструкции свыше 50 шт.).
|
ВЫЧЕРЧИВАНИЕ СХЕМЫ СБОРКИ УЗЛА НА СБОРОЧНОЙ ПЛИТЕ |
Сборка под сварку |
|
Карта 2 |
Содержание работы
1. Очистить поверхность плиты щеткой
2. Покрыть используемую поверхность плиты мелом
3. Разметить и вычертить на плите схему сборки узла
|
N позиции |
Переходы |
Единицы измерения |
Время на переход, мин |
|
1 |
Очистка плиты щеткой и покрытие размечаемой поверхности мелом |
1 м2 поверхности |
1,00 |
|
2 |
Откладывание на плите длин отрезков и углов при построении схемы |
1 размер или угол |
0,90 |
|
3 |
Нанесение на плите рисок схемы с помощью чертилки |
1 пог. м риски |
0,40 |
|
4 |
Нанесение линий меловой ниткой |
1 пог. м длины |
0,40 |
Примечание.
1. Норма времени на вычерчивание схемы сборки узла определяется как сумма времени по переходам позиций 1, 2, 3 или 1, 2, 4, деленная на размер партии собираемых узлов.
2. При вычерчивании схемы на установку мелких узлов (при площади менее одного м2) время по карте принимать с коэффициентом K = 0,7.
|
УСТАНОВКА БАЗОВОЙ ДЕТАЛИ (УЗЛА) СОБИРАЕМОЙ КОНСТРУКЦИИ |
Сборка под сварку |
|
Карта 3, лист 1 |
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, провести внешний осмотр
3. Установить деталь (узел) на плиту, стеллаж или в приспособление
4. Остропить деталь (узел) (при установке подъемным краном)
|
N позиции |
Место установки |
Вручную |
Подъемным краном |
||||||||
|
Масса детали (узла), Q, кг, до: |
|||||||||||
|
1 |
3 |
5 |
8 |
15 |
50 |
100 |
150 |
200 |
300 |
||
|
Время на установку детали (узла), T, мин |
|||||||||||
|
1 |
Плита, стеллаж |
0,14 |
0,20 |
0,24 |
0,28 |
0,34 |
1,03 |
1,25 |
1,4 |
1,5 |
1,70 |
|
2 |
Приспособление |
0,18 |
0,26 |
0,31 |
0,36 |
0,44 |
1,4 |
1,7 |
1,85 |
2,0 |
2,25 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
УСТАНОВКА БАЗОВОЙ ДЕТАЛИ (УЗЛА) СОБИРАЕМОЙ КОНСТРУКЦИИ |
Сборка под сварку |
|||||
|
Карта 3, лист 2 |
||||||
|
При снятии деталей (узлов) |
При установке деталей (узлов) двумя кранами |
При установке деталей (узлов) тельфером |
При установке деталей (узлов) по предварительно размеченной схеме |
При установке деталей (узлов), имеющих габаритный размер более 4 м |
При перемещении деталей (узлов) на расстояние, м, до: |
|
|
10 |
15 |
|||||
|
Коэффициент K |
||||||
|
0,9 |
1,5 |
0,8 |
1,1 |
1,15 |
1,0 |
1,1 |
|
N позиции |
Место установки |
Подъемным краном |
|||||||||
|
Масса детали, (узла), Q, кг, до: |
|||||||||||
|
500 |
800 |
1250 |
2000 |
3000 |
5000 |
8000 |
12500 |
20000 |
25000 |
||
|
Время на установку детали (узла), T, мин |
|||||||||||
|
1 |
Плита, стеллаж |
1,90 |
2,20 |
2,45 |
2,75 |
3,10 |
3,5 |
4,0 |
4,5 |
5,2 |
5,5 |
|
2 |
Приспособление |
2,6 |
2,9 |
3,3 |
3,7 |
4,2 |
4,7 |
5,4 |
6,1 |
6,9 |
7,4 |
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
Примечание. Нормативы времени рассчитаны на установку базовых деталей на плиту, в приспособление, вручную или подъемным краном. При измененных условиях работы время по карте применять с коэффициентами:
|
T = |
T = |
|
T = |
T = |
 позиция 1 (вручную);
позиция 1 (вручную); позиция 1 (краном);
позиция 1 (краном); позиция 2 (вручную);
позиция 2 (вручную); позиция 2 (краном)
позиция 2 (краном)|
УСТАНОВКА МЕЛКИХ ДЕТАЛЕЙ ИЗ ЛИСТА, ПОЛОСЫ (КОСЫНОК, ПЛАТИКОВ, ПРИВАРЫШЕЙ, ПЛАНОК И ПОДОБНЫХ ДЕТАЛЕЙ) БЕЗ ПОДГОНКИ |
Сборка под сварку |
|
Карта 4, лист 1 |
Содержание работы
1. Разметить место установки детали
2. Поднести деталь к месту установки, провести внешний осмотр
3. Установить деталь по разметке
4. Прихватить электросваркой
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
На каждые 0,5 м добавлять последующие |
||||||
|
0,1 |
0,16 |
0,25 |
0,4 |
0,63 |
1,0 |
1,6 |
|||
|
Время на установку детали (узла), T, мин |
|||||||||
|
1 |
1 |
0,295 |
0,36 |
0,43 |
0,52 |
0,63 |
0,76 |
0,92 |
0,12 |
|
2 |
3 |
0,37 |
0,45 |
0,54 |
0,65 |
0,79 |
0,95 |
1,16 |
0,15 |
|
3 |
5 |
0,42 |
0,50 |
0,60 |
0,73 |
0,88 |
1,06 |
1,30 |
|
|
4 |
8 |
0,46 |
0,55 |
0,66 |
0,80 |
0,97 |
1,17 |
1,42 |
0,18 |
|
5 |
15 |
0,52 |
0,63 |
0,76 |
0,92 |
1,10 |
1,34 |
1,63 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
Примечание. Нормативы времени рассчитаны на установку деталей на плоскую поверхность втавр и встык с прямолинейным сопряжением кромок. При измененных условиях работы время по карте применять с коэффициентами:
|
УСТАНОВКА МЕЛКИХ ДЕТАЛЕЙ ИЗ ЛИСТА, ПОЛОСЫ (КОСЫНОК, ПЛАТИКОВ, ПРИВАРЫШЕЙ, ПЛАНОК И ПОДОБНЫХ ДЕТАЛЕЙ) БЕЗ ПОДГОНКИ |
Сборка под сварку |
|||
|
Карта 4, лист 2 |
||||
|
При установке деталей (узлов) внахлестку |
При установке деталей (узлов) на цилиндрическую поверхность |
При криволинейном сопряжении кромок |
При установке деталей (узлов) подгонкой мест сопряжения |
Установка деталей (узлов) без разметки |
|
Коэффициент K |
||||
|
0,8 |
1,1 |
1,3 |
1,2 |
0,6 |
T = 
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК ПО ПРЕДВАРИТЕЛЬНО РАЗМЕЧЕННОЙ СХЕМЕ С ВЫВЕРКОЙ |
Сборка под сварку |
|
Карта 5, лист 1 |
|
|
Содержание работы |
|
|
1. Закрепить деталь (узел) 2. Переместить деталь (узел) к месту установки, провести внешний осмотр 3. Установить деталь (узел), подогнать места сопряжений, выдержав величину зазоров и размеры по чертежу и техническим условиям 4. Прихватить деталь (узел) электросваркой 5. Отстропить деталь (узел) |
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Вид сопряжений |
|||||||||||
|
прямолинейный |
криволинейный |
|||||||||||||
|
Толщина сопрягаемых кромок, h, мм, до: |
||||||||||||||
|
7 |
11 |
16 |
22 |
28 |
40 и более |
7 |
11 |
16 |
22 |
28 |
40 и более |
|||
|
Время на установку детали (узла), T, мин |
||||||||||||||
|
1 |
50 |
0,5 |
1,86 |
2,02 |
2,27 |
2,31 |
2,42 |
2,58 |
2,41 |
2,63 |
2,82 |
3,0 |
3,14 |
3,36 |
|
2 |
0,8 |
2,35 |
2,56 |
2,75 |
2,92 |
3,05 |
3,27 |
3,05 |
3,32 |
3,57 |
3,79 |
3,97 |
4,25 |
|
|
3 |
1,3 |
2,99 |
3,26 |
3,5 |
3,72 |
3,99 |
4,17 |
3,89 |
4,24 |
4,55 |
4,84 |
5,06 |
5,42 |
|
|
4 |
1,8 |
3,52 |
3,84 |
4,12 |
4,38 |
4,58 |
4,9 |
4,58 |
4,99 |
5,36 |
5,69 |
5,96 |
6,37 |
|
|
5 |
2,5 |
4,15 |
4,52 |
4,86 |
5,16 |
5,4 |
— |
5,39 |
5,88 |
6,31 |
6,7 |
7,02 |
— |
|
|
6 |
3,5 |
4,91 |
5,35 |
5,75 |
6,10 |
— |
— |
6,38 |
6,95 |
7,47 |
7,93 |
8,3 |
— |
|
|
7 |
На каждый метр свыше 3,5 |
0,55 |
0,65 |
— |
— |
— |
— |
0,65 |
— |
— |
— |
— |
— |
|
|
8 |
100 |
0,3 |
2,02 |
2,2 |
2,36 |
2,51 |
2,62 |
2,81 |
— |
2,85 |
3,1 |
3,3 |
3,4 |
3,65 |
|
9 |
0,8 |
2,55 |
2,78 |
2,98 |
3,17 |
3,32 |
3,55 |
— |
3,61 |
3,88 |
4,12 |
4,32 |
4,62 |
|
|
10 |
1,3 |
3,25 |
3,54 |
3,8 |
4,04 |
4,23 |
4,53 |
4,23 |
4,61 |
4,95 |
5,25 |
5,5 |
5,89 |
|
|
11 |
1,8 |
3,83 |
4,17 |
4,48 |
4,76 |
4,98 |
5,33 |
4,97 |
5,42 |
5,82 |
6,18 |
6,47 |
6,93 |
|
|
12 |
2,5 |
4,51 |
4,91 |
5,28 |
5,61 |
5,87 |
6,28 |
5,86 |
6,39 |
6,86 |
7,29 |
7,63 |
8,16 |
|
|
13 |
3,5 |
5,33 |
5,81 |
6,24 |
6,63 |
6,94 |
7,43 |
6,94 |
7,56 |
8,11 |
8,62 |
9,02 |
9,66 |
|
|
14 |
На каждый метр свыше 3,5 |
0,55 |
0,65 |
— |
— |
— |
— |
0,65 |
— |
— |
— |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК ПО ПРЕДВАРИТЕЛЬНО РАЗМЕЧЕННОЙ СХЕМЕ С ВЫВЕРКОЙ |
Сборка под сварку |
|||||||||||||
|
Карта 5, лист 2 |
||||||||||||||
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Вид сопряжений |
|||||||||||
|
прямолинейный |
криволинейный |
|||||||||||||
|
Толщина сопрягаемых кромок h, мм, до: |
||||||||||||||
|
7 |
11 |
16 |
22 |
28 |
40 и более |
7 |
11 |
16 |
22 |
28 |
40 и более |
|||
|
Время на установку детали (узла), T, мин |
||||||||||||||
|
15 |
200 |
0,8 |
2,77 |
3,02 |
3,24 |
3,45 |
3,61 |
3,86 |
— |
3,93 |
4,22 |
4,48 |
4,69 |
5,02 |
|
16 |
1,3 |
3,53 |
3,85 |
4,14 |
4,39 |
4,6 |
4,92 |
— |
5,0 |
5,38 |
5,71 |
5,98 |
6,4 |
|
|
17 |
1,8 |
4,16 |
4,53 |
4,87 |
5,17 |
5,41 |
5,79 |
5,41 |
5,89 |
6,32 |
6,72 |
7,03 |
7,53 |
|
|
18 |
2,5 |
4,9 |
5,34 |
5,74 |
6,09 |
6,38 |
6,83 |
6,37 |
6,94 |
7,45 |
7,92 |
8,29 |
8,88 |
|
|
19 |
3,5 |
5,8 |
6,32 |
6,79 |
7,2 |
7,55 |
8,08 |
7,54 |
8,21 |
8,82 |
9,37 |
9,8 |
10,5 |
|
|
20 |
На каждый метр свыше 3,5 |
0,55 |
0,65 |
— |
— |
— |
— |
0,65 |
— |
— |
— |
— |
— |
|
|
21 |
400 |
1,3 |
3,84 |
4,19 |
4,49 |
4,77 |
5,0 |
5,35 |
— |
— |
5,84 |
6,21 |
6,5 |
6,95 |
|
22 |
1,8 |
4,52 |
4,93 |
5,29 |
5,62 |
5,88 |
6,29 |
— |
6,4 |
6,87 |
7,3 |
7,64 |
8,18 |
|
|
23 |
2,5 |
5,33 |
5,8 |
6,23 |
6,62 |
6,93 |
7,42 |
6,92 |
7,54 |
8,09 |
8,6 |
9,0 |
9,64 |
|
|
24 |
3,5 |
6,3 |
6,97 |
7,37 |
7,83 |
8,2 |
8,78 |
8,19 |
8,93 |
9,58 |
10,2 |
10,6 |
11,4 |
|
|
25 |
На каждый метр свыше 3,5 |
0,6 |
0,7 |
— |
— |
— |
— |
0,75 |
0,9 |
— |
— |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
26 |
630 |
1,3 |
4,06 |
4,42 |
4,75 |
5,04 |
5,28 |
5,65 |
— |
— |
6,17 |
6,55 |
6,86 |
7,34 |
|
27 |
1,8 |
4,77 |
5,2 |
5,58 |
5,93 |
6,21 |
6,65 |
— |
6,76 |
7,26 |
7,71 |
8,07 |
8,64 |
|
|
28 |
2,5 |
5,63 |
6,13 |
6,58 |
7,0 |
7,32 |
7,83 |
7,31 |
7,97 |
8,55 |
9,09 |
9,51 |
10,2 |
|
|
29 |
3,5 |
6,66 |
7,25 |
7,79 |
8,27 |
8,66 |
9,27 |
8,65 |
9,43 |
10,1 |
10,8 |
11,3 |
12,0 |
|
|
30 |
На каждый метр свыше 3,5 |
0,7 |
0,8 |
0,9 |
1,0 |
— |
— |
0,9 |
1,0 |
1,15 |
1,25 |
— |
— |
|
|
31 |
1000 |
1,8 |
— |
— |
— |
7,23 |
7,52 |
7,96 |
— |
— |
8,94 |
9,4 |
9,77 |
10,3 |
|
32 |
2,5 |
7,1 |
7,63 |
8,1 |
8,52 |
8,86 |
9,38 |
— |
9,92 |
10,5 |
11,0 |
11,5 |
12,2 |
|
|
33 |
3,5 |
8,4 |
9,03 |
9,58 |
10,1 |
10,5 |
11,1 |
10,9 |
11,7 |
12,5 |
13,1 |
13,6 |
14,4 |
|
|
34 |
5,0 |
10,0 |
10,8 |
11,5 |
12,0 |
12,5 |
13,3 |
13,0 |
14,0 |
15,0 |
15,6 |
16,3 |
17,3 |
|
|
35 |
На каждый метр свыше 5,0 |
0,7 |
0,8 |
0,9 |
1,0 |
— |
— |
0,9 |
1,0 |
1,15 |
1,25 |
— |
— |
|
|
36 |
2500 |
2,5 |
— |
— |
11,2 |
11,7 |
12,2 |
12,9 |
— |
— |
14,6 |
15,2 |
15,9 |
16,8 |
|
37 |
3,5 |
— |
12,4 |
13,2 |
13,9 |
14,4 |
15,3 |
— |
16,1 |
17,2 |
18,0 |
18,7 |
19,9 |
|
|
38 |
5,0 |
13,8 |
14,9 |
15,8 |
16,6 |
17,3 |
18,3 |
17,9 |
19,4 |
20,5 |
21,5 |
22,5 |
23,8 |
|
|
39 |
7,0 |
16,4 |
17,6 |
18,7 |
19,6 |
20,4 |
21,6 |
21,3 |
22,9 |
24,3 |
25,5 |
26,5 |
28,0 |
|
|
40 |
На каждый метр свыше 7,0 |
0,8 |
0,9 |
1,0 |
1,1 |
— |
— |
1,0 |
1,15 |
1,25 |
1,4 |
— |
— |
|
|
41 |
4000 |
3,5 |
— |
14,7 |
15,6 |
16,4 |
17,0 |
18,0 |
— |
19,1 |
20,2 |
21,3 |
22,1 |
23,4 |
|
42 |
5,0 |
— |
17,5 |
18,6 |
19,6 |
20,4 |
21,5 |
— |
22,8 |
24,2 |
25,5 |
26,5 |
27,9 |
|
|
43 |
7,0 |
— |
20,7 |
22,0 |
23,2 |
24,1 |
25,5 |
25,1 |
26,9 |
28,6 |
30,1 |
31,3 |
33,2 |
|
|
44 |
10,0 |
— |
24,8 |
26,3 |
27,7 |
28,8 |
30,5 |
30,0 |
32,2 |
34,2 |
36,0 |
37,4 |
39,6 |
|
|
45 |
На каждый метр свыше 10,0 |
— |
1,1 |
1,2 |
1,3 |
— |
— |
1,15 |
1,25 |
1,35 |
1,45 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК ПО ПРЕДВАРИТЕЛЬНО РАЗМЕЧЕННОЙ СХЕМЕ С ВЫВЕРКОЙ |
Сборка под сварку |
|||||||||||||
|
Карта 5, лист 3 |
||||||||||||||
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Вид сопряжений |
|||||||||||
|
прямолинейный |
криволинейный |
|||||||||||||
|
Толщина сопрягаемых кромок, h, мм, до: |
||||||||||||||
|
7 |
11 |
16 |
22 |
28 |
40 и более |
7 |
11 |
16 |
22 |
28 |
40 и более |
|||
|
Время на установку детали (узла), T, мин |
||||||||||||||
|
46 |
6300 |
3,5 |
— |
17,2 |
18,2 |
19,2 |
20,0 |
21,1 |
— |
22,4 |
23,7 |
25,0 |
26 |
27,4 |
|
47 |
5,0 |
— |
20,5 |
21,8 |
22,9 |
23,9 |
25,3 |
— |
26,6 |
28,3 |
29,8 |
31,1 |
32,9 |
|
|
48 |
7,0 |
— |
24,3 |
25,8 |
27,2 |
28,2 |
29,9 |
— |
31,6 |
33,5 |
35,4 |
36,7 |
38,9 |
|
|
49 |
10,0 |
— |
29,0 |
30,8 |
32,5 |
33,7 |
35,7 |
— |
37,7 |
40,0 |
42,2 |
43,8 |
46,4 |
|
|
50 |
На каждый метр свыше 10,0 |
— |
1,1 |
1,2 |
1,3 |
— |
— |
— |
1,4 |
1,5 |
1,6 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечание.
1. Нормативы времени рассчитаны на установку деталей по предварительно размеченной схеме, с выверкой, с сопряжением по одной стороне и сборку втавр и встык, вырезанных ножницами или газорезкой. При измененных условиях работы время по карте применять с коэффициентами:
|
Вид сопряжения |
Установка деталей с сопрягаемыми кромками, обработанными на станках |
Установка деталей по отверстиям, пазам, свободно |
Установка деталей, имеющих контрольные отверстия, вырезы и требующие точной координации и выверки их |
Сопряжение с другими деталями |
||||
|
встык, втавр |
в угол |
внахлестку |
||||||
|
при выверке деталей в трех плоскостях |
при стыковке листов, полос более 2-х стыков, а также на каждый последующий стык |
в жестком контуре, по трем сторонам |
||||||
|
Коэффициент K |
||||||||
|
1,0 |
1,1 |
0,9 |
0,7 |
0,7 |
1,2 |
1,2 |
0,75 |
1,8 |
2. При определении длины сопрягаемых кромок в расчет принимается длина устанавливаемой детали. При сборке деталей внахлестку учитывается длина прилегающих кромок детали.
 — позиции 1 … 30 (прямолинейный);
— позиции 1 … 30 (прямолинейный);
 — позиции 1 … 30 (криволинейный);
— позиции 1 … 30 (криволинейный);
 — позиции 31 … 50 (прямолинейный);
— позиции 31 … 50 (прямолинейный);
 — позиции 31 … 50 (криволинейный)
— позиции 31 … 50 (криволинейный)
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК С РАЗМЕТКОЙ И ВЫВЕРКОЙ |
Сборка под сварку |
|
Карта 6, лист 1 |
|
|
Содержание работы 1. Застропить деталь (узел) 2. Переместить деталь (узел) к месту установки, провести внешний осмотр 3. Разметить место установки детали на сборочном узле 4. Установить деталь (узел), подогнать места сопряжений, выдержав величину зазоров и размеры по чертежу и техническим условиям 5. Прихватить деталь (узел) электросваркой 6. Отстропить деталь (узел) |
|
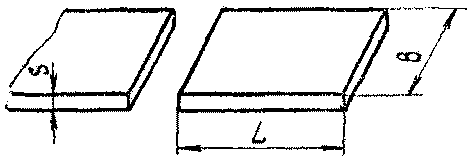
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Вид сопряжений |
|||||||||||
|
прямолинейный |
криволинейный |
|||||||||||||
|
Толщина сопрягаемых кромок, h, мм, до: |
||||||||||||||
|
7 |
11 |
16 |
22 |
28 |
40 и более |
7 |
11 |
16 |
22 |
28 |
40 и более |
|||
|
Время на установку детали (узла), T, мин |
||||||||||||||
|
1 |
50 |
0,5 |
2,22 |
2,43 |
2,6 |
2,76 |
2,9 |
3,1 |
2,89 |
3,15 |
3,39 |
3,6 |
3,76 |
4,03 |
|
2 |
0,8 |
2,82 |
3,07 |
3,3 |
3,5 |
3,67 |
3,92 |
3,67 |
4,0 |
4,29 |
4,55 |
4,77 |
5,09 |
|
|
3 |
1,3 |
3,69 |
3,91 |
4,2 |
4,46 |
4,67 |
5,0 |
4,67 |
5,08 |
5,46 |
5,8 |
6,07 |
6,5 |
|
|
4 |
1,8 |
4,22 |
4,6 |
4,94 |
5,25 |
5,5 |
5,88 |
5,49 |
5,98 |
6,42 |
6,83 |
7,15 |
7,64 |
|
|
5 |
2,5 |
4,98 |
5,43 |
5,83 |
6,19 |
6,48 |
6,94 |
6,47 |
7,06 |
7,58 |
— |
— |
— |
|
|
6 |
3,5 |
5,89 |
6,42 |
6,9 |
7,32 |
7,67 |
8,21 |
7,66 |
8,35 |
8,97 |
— |
— |
— |
|
|
7 |
На каждый метр свыше 3,5 |
0,65 |
0,7 |
— |
— |
— |
— |
0,8 |
0,9 |
— |
— |
— |
— |
|
|
8 |
100 |
0,5 |
— |
— |
2,83 |
3,0 |
3,15 |
3,37 |
— |
— |
3,68 |
3,9 |
4,1 |
4,38 |
|
9 |
0,8 |
3,06 |
3,34 |
3,58 |
3,8 |
4,0 |
4,26 |
4,0 |
4,34 |
4,65 |
4,94 |
5,2 |
5,54 |
|
|
10 |
1,3 |
3,9 |
4,25 |
4,56 |
4,85 |
5,08 |
5,43 |
5,07 |
5,53 |
5,93 |
6,3 |
6,6 |
7,06 |
|
|
11 |
1,8 |
4,59 |
5,0 |
5,37 |
5,7 |
5,97 |
6,4 |
5,97 |
6,5 |
7,0 |
7,4 |
7,76 |
8,32 |
|
|
12 |
2,5 |
5,41 |
5,89 |
6,33 |
6,73 |
7,04 |
7,54 |
7,0 |
7,66 |
8,23 |
8,75 |
9,15 |
9,8 |
|
|
13 |
3,5 |
6,4 |
6,97 |
7,49 |
7,96 |
8,33 |
8,92 |
8,32 |
9,06 |
9,74 |
10,3 |
10,8 |
11,6 |
|
|
14 |
На каждый метр свыше 3,5 |
0,7 |
0,8 |
0,9 |
1,1 |
— |
— |
0,8 |
0,9 |
— |
— |
— |
— |
|
|
15 |
200 |
0,8 |
— |
— |
3,89 |
4,14 |
4,33 |
4,63 |
— |
— |
5,06 |
5,38 |
5,63 |
6,02 |
|
16 |
1,3 |
4,24 |
4,62 |
4,96 |
5,27 |
5,52 |
5,9 |
5,51 |
6,0 |
6,45 |
6,85 |
7,17 |
7,67 |
|
|
17 |
1,8 |
5,0 |
5,44 |
5,84 |
6,2 |
6,49 |
6,95 |
6,5 |
7,07 |
7,6 |
8,06 |
8,44 |
9,0 |
|
|
18 |
2,5 |
5,88 |
6,4 |
6,88 |
7,31 |
7,65 |
8,19 |
7,64 |
8,3 |
8,94 |
9,5 |
9,95 |
10,6 |
|
|
19 |
3,5 |
6,96 |
7,58 |
8,14 |
8,65 |
9,05 |
9,69 |
9,05 |
9,85 |
10,6 |
11,2 |
11,8 |
12,6 |
|
|
20 |
На каждый метр свыше 3,5 |
0,8 |
0,9 |
1,0 |
— |
— |
— |
0,8 |
0,9 |
— |
— |
— |
— |
|
|
21 |
400 |
1,3 |
— |
— |
5,39 |
5,73 |
6,0 |
6,42 |
— |
— |
7,0 |
7,45 |
7,8 |
8,35 |
|
22 |
1,8 |
5,42 |
5,9 |
6,35 |
6,74 |
7,06 |
7,55 |
7,05 |
7,67 |
8,26 |
8,76 |
9,18 |
9,8 |
|
|
23 |
2,5 |
6,39 |
6,96 |
7,48 |
7,95 |
8,32 |
8,9 |
8,3 |
9,0 |
9,7 |
10,3 |
10,8 |
11,6 |
|
|
24 |
3,5 |
7,56 |
8,24 |
8,85 |
9,4 |
9,84 |
10,5 |
9,8 |
10,7 |
11,5 |
12,2 |
12,8 |
13,7 |
|
|
25 |
На каждый метр свыше 3,5 |
0,7 |
0,80 |
0,9 |
1,0 |
— |
— |
0,8 |
0,9 |
— |
— |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК С РАЗМЕТКОЙ И ВЫВЕРКОЙ |
Сборка под сварку |
|||||||||||||
|
Карта 6, лист 2 |
||||||||||||||
|
N позиции |
Масса детали (узла), Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Вид сопряжений |
|||||||||||
|
прямолинейный |
криволинейный |
|||||||||||||
|
Толщина сопрягаемых кромок, h, мм, до: |
||||||||||||||
|
7 |
11 |
16 |
22 |
28 |
40 и более |
7 |
11 |
16 |
22 |
28 |
40 и более |
|||
|
Время на установку детали (узла), T, мин |
||||||||||||||
|
26 |
630 |
1,3 |
— |
— |
5,69 |
6,05 |
6,33 |
6,78 |
— |
— |
7,4 |
7,86 |
8,23 |
8,81 |
|
27 |
1,8 |
5,73 |
6,24 |
6,7 |
7,12 |
7,45 |
7,97 |
7,45 |
8,1 |
8,7 |
9,25 |
9,69 |
10,4 |
|
|
28 |
2,5 |
6,75 |
7,36 |
7,9 |
8,39 |
8,78 |
9,4 |
8,77 |
9,57 |
10,3 |
10,9 |
11,4 |
12,2 |
|
|
29 |
3,5 |
7,98 |
8,7 |
9,35 |
9,93 |
10,4 |
11,0 |
10,4 |
11,3 |
12,2 |
13,0 |
13,5 |
14,3 |
|
|
30 |
На каждый метр свыше 3,5 |
0,7 |
0,80 |
0,9 |
— |
— |
— |
0,8 |
0,9 |
— |
— |
— |
— |
|
|
31 |
1000 |
1,8 |
— |
— |
8,26 |
8,69 |
9,03 |
9,56 |
— |
— |
10,7 |
11,3 |
11,7 |
12,4 |
|
32 |
2,5 |
8,53 |
9,16 |
9,73 |
10,2 |
10,6 |
11,3 |
11,0 |
11,9 |
12,6 |
13,3 |
13,8 |
14,7 |
|
|
33 |
3,5 |
10,0 |
10,8 |
11,5 |
12,1 |
12,6 |
13,3 |
13 |
14 |
15,0 |
15,7 |
16,4 |
17,3 |
|
|
34 |
5,0 |
12,0 |
13,0 |
13,8 |
14,5 |
15,0 |
16,0 |
15,6 |
16,9 |
17,9 |
18,9 |
19,5 |
20,8 |
|
|
35 |
На каждый метр свыше 5,0 |
0,7 |
0,8 |
0,9 |
1,0 |
— |
— |
0,95 |
1,0 |
1,1 |
1,2 |
— |
— |
|
|
36 |
2500 |
2,5 |
— |
— |
13,4 |
14,1 |
14,7 |
15,5 |
— |
— |
17,4 |
18,3 |
19,1 |
20,2 |
|
37 |
3,5 |
13,9 |
14,9 |
15,8 |
16,7 |
17,4 |
18,4 |
18 |
19,4 |
20,5 |
21,7 |
22,6 |
23,9 |
|
|
38 |
5,0 |
16,6 |
17,8 |
19,0 |
20 |
20,7 |
22 |
21,6 |
23,1 |
24,7 |
26,0 |
25,9 |
28,6 |
|
|
39 |
7,0 |
19,7 |
21,1 |
22,4 |
23,6 |
24,5 |
26,0 |
25,6 |
27,4 |
29,1 |
30,6 |
31,8 |
33,8 |
|
|
40 |
На каждый метр свыше 7,0 |
0,8 |
0,9 |
1,0 |
1,2 |
— |
— |
1,2 |
1,3 |
1,4 |
1,55 |
— |
— |
|
|
41 |
4000 |
3,5 |
— |
— |
18,7 |
19,7 |
20,5 |
21,6 |
— |
— |
24,3 |
25,6 |
26,6 |
28,1 |
|
42 |
5,0 |
— |
— |
22,3 |
23,5 |
24,5 |
25,9 |
— |
— |
29,0 |
30,5 |
31,8 |
33,7 |
|
|
43 |
7,0 |
— |
— |
26,5 |
27,8 |
28,9 |
30,6 |
— |
— |
34,5 |
36,1 |
37,6 |
39,7 |
|
|
44 |
10,0 |
— |
— |
31,6 |
33,3 |
34,6 |
36,6 |
— |
— |
41 |
43,3 |
44,9 |
47,6 |
|
|
45 |
На каждый метр свыше 10,0 |
— |
— |
1,0 |
1,2 |
— |
— |
— |
— |
1,4 |
1,55 |
— |
— |
|
|
46 |
6300 |
3,5 |
— |
— |
21,9 |
23,0 |
24 |
25,4 |
28,5 |
29,9 |
31,2 |
33,0 |
||
|
47 |
5,0 |
— |
— |
26,2 |
27,6 |
28,7 |
30,3 |
— |
— |
34,0 |
35,8 |
37,3 |
39,4 |
|
|
48 |
7,0 |
— |
31,0 |
32,6 |
33,9 |
35,9 |
— |
— |
40,3 |
42,4 |
44,0 |
46,7 |
||
|
49 |
10,0 |
— |
37,0 |
39,0 |
40,5 |
42,9 |
— |
— |
48,1 |
50,7 |
52,6 |
55,8 |
||
|
50 |
На каждый метр свыше 10,0 |
— |
— |
1,0 |
1,2 |
— |
— |
— |
— |
1,75 |
1,8 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечания. См. примечание к карте 5.
 — позиции 1 … 30 (прямолинейный);
— позиции 1 … 30 (прямолинейный);
 — позиции 1 … 30 (криволинейный);
— позиции 1 … 30 (криволинейный);
 — позиции 31 … 50 (прямолинейный);
— позиции 31 … 50 (прямолинейный);
 — позиции 31 … 50 (криволинейный)
— позиции 31 … 50 (криволинейный)
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ УГЛОВОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 7, лист 1 |
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, провести внешний осмотр
3. Установить деталь по разметке, выверить и подогнать места сопряжений по чертежу и техническим условиям
4. Прихватить электросваркой
5. Отстропить деталь (узел)
|
N позиции |
Вид сопряжения детали |
Длина детали, L, м, до: |
Номер профиля угловой стали, N, до: |
||||||||
|
3,2 |
4 |
5 |
6,3 |
8 |
10 |
12,5 |
16 |
20 |
|||
|
Время на установку детали, T, мин |
|||||||||||
|
1 |
По одному торцу
|
0,25 |
0,358 |
0,378 |
0,40 |
0,424 |
0,45 |
0,584 |
0,622 |
0,76 |
0,862 |
|
2 |
0,5 |
0,506 |
0,535 |
0,566 |
0,599 |
0,636 |
0,827 |
0,937 |
1,08 |
1,22 |
|
|
3 |
1 |
0,716 |
0,757 |
0,80 |
0,848 |
0,90 |
1,17 |
1,32 |
1,52 |
1,72 |
|
|
4 |
2 |
1,01 |
1,07 |
1,13 |
1,2 |
1,27 |
1,65 |
1,87 |
2,15 |
2,44 |
|
|
5 |
4 |
1,43 |
1,51 |
1,60 |
1,70 |
1,80 |
2,34 |
2,65 |
3,04 |
3,45 |
|
|
6 |
8 |
2,02 |
2,14 |
2,26 |
2,40 |
2,54 |
3,31 |
3,75 |
4,30 |
4,87 |
|
|
7 |
12 |
2,48 |
2,62 |
2,77 |
2,94 |
3,12 |
4,05 |
4,59 |
5,27 |
5,97 |
|
|
8 |
По двум торцам
|
0,25 |
0,47 |
0,50 |
0,525 |
0,556 |
0,59 |
0,766 |
0,865 |
1,04 |
1,21 |
|
9 |
0,5 |
0,664 |
0,702 |
0,742 |
0,786 |
0,835 |
1,08 |
1,22 |
1,48 |
1,71 |
|
|
10 |
1 |
0,934 |
0,993 |
1,05 |
1,11 |
1,18 |
1,53 |
1,73 |
2,09 |
2,42 |
|
|
11 |
2 |
1,33 |
1,40 |
1,48 |
1,57 |
1,67 |
2,17 |
2,45 |
2,95 |
3,42 |
|
|
12 |
4 |
1,88 |
1,98 |
2,10 |
2,22 |
2,36 |
3,06 |
3,46 |
4,18 |
4,84 |
|
|
13 |
8 |
2,65 |
2,81 |
2,97 |
3,15 |
3,34 |
4,33 |
4,89 |
5,90 |
6,84 |
|
|
14 |
12 |
3,25 |
3,44 |
3,64 |
3,85 |
4,09 |
5,30 |
6,0 |
7,23 |
8,38 |
|
|
15 |
В трех-четырех местах по полке (замыкающий уголок) |
0,25 |
0,761 |
0,81 |
0,862 |
0,92 |
0,984 |
1,23 |
1,36 |
1,52 |
1,69 |
|
16 |
0,5 |
0,977 |
1,04 |
1,10 |
1,18 |
1,26 |
1,57 |
1,74 |
1,95 |
2,16 |
|
|
17 |
1 |
1,25 |
1,33 |
1,42 |
1,52 |
1,62 |
2,02 |
2,24 |
2,50 |
2,78 |
|
|
18 |
2 |
1,60 |
1,71 |
1,82 |
1,94 |
2,08 |
2,59 |
2,87 |
3,22 |
3,56 |
|
|
19 |
4 |
2,06 |
2,20 |
2,34 |
2,49 |
2,67 |
3,32 |
3,68 |
4,13 |
4,57 |
|
|
20 |
8 |
2,65 |
2,82 |
3,00 |
3,20 |
3,42 |
4,27 |
4,73 |
5,3 |
5,87 |
|
|
21 |
12 |
3,07 |
3,26 |
3,47 |
3,70 |
3,96 |
4,94 |
5,47 |
6,13 |
6,79 |
|
|
22 |
По всей длине полки
|
0,5 |
0,976 |
1,05 |
1,13 |
1,21 |
1,31 |
1,63 |
1,97 |
2,44 |
2,95 |
|
23 |
0,8 |
1,21 |
1,30 |
1,40 |
1,50 |
1,62 |
2,01 |
2,44 |
3,01 |
3,65 |
|
|
24 |
1,3 |
1,51 |
1,63 |
1,75 |
1,88 |
2,03 |
2,5 |
3,03 |
3,75 |
4,54 |
|
|
25 |
1,8 |
1,76 |
1,89 |
2,03 |
2,18 |
2,36 |
2,9 |
3,51 |
4,34 |
5,26 |
|
|
26 |
2,5 |
2,05 |
2,20 |
2,36 |
2,54 |
2,74 |
3,36 |
4,07 |
5,03 |
6,10 |
|
|
27 |
3,5 |
2,39 |
2,56 |
2,75 |
2,97 |
3,20 |
3,91 |
4,73 |
5,85 |
7,09 |
|
|
28 |
5,0 |
2,81 |
3,02 |
3,35 |
3,50 |
3,77 |
4,59 |
5,56 |
6,87 |
8,33 |
|
|
29 |
7,0 |
3,28 |
3,53 |
3,79 |
4,08 |
4,40 |
5,34 |
6,47 |
8,0 |
9,69 |
|
|
30 |
10,0 |
3,87 |
4,16 |
4,46 |
4,81 |
5,19 |
6,27 |
7,59 |
9,39 |
11,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |

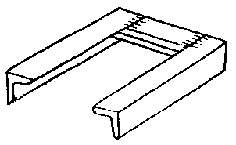
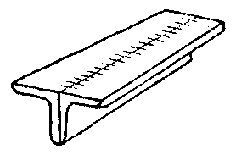
Примечания.
1. Нормативы времени рассчитаны на установку деталей по заранее размеченной схеме. При измененных условиях работы время по карте применять с коэффициентами:
|
При установке деталей с разметкой |
При установке деталей с сопряжением по двум торцам в жестком контуре |
При установке деталей, имеющих контролируемые отверстия, вырезы, требующие точной координации и выверки |
При установке гнутых деталей (с подрезкой торцов газом) |
При установке деталей с фигурной обработкой сопрягаемых торцов |
|
Коэффициент K |
||||
|
1,2 |
1,4 |
1,2 |
1,5 |
1,2 |
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ УГЛОВОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 7, лист 2 |
2. Время на установку неравнобоких уголков устанавливать по большему размеру полок угловой стали.
|
Установка вручную |
Установка краном |
|
|
|
 — позиции 1 … 7;
— позиции 1 … 7; — позиции 8 … 14;
— позиции 8 … 14; — позиции 15 … 21;
— позиции 15 … 21; — позиции 22 … 30;
— позиции 22 … 30; — позиции 1 … 7;
— позиции 1 … 7; — позиции 8 … 14;
— позиции 8 … 14; — позиции 15 … 21;
— позиции 15 … 21; — позиции 22 … 30
— позиции 22 … 30|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ШВЕЛЛЕРНОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 8, лист 1 |
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, провести внешний осмотр
3. Разметить место установки детали на сборочном узле (при сборке по разметке)
4. Установить деталь (узел) по разметке, выверить и подогнать места сопряжений, выдержав размеры по чертежу и техническим условиям
5. Прихватить деталь электросваркой
6. Отстропить деталь (узел) (при установке подъемным краном)
|
N позиции |
Вид сопряжения |
Длина детали, L, м, до: |
Установка без разметки |
Установка с разметкой |
||||||||||
|
Номер профиля швеллерной стали, N, до: |
||||||||||||||
|
8 |
14 |
20 |
24 |
30 |
40 |
8 |
14 |
20 |
24 |
30 |
40 |
|||
|
Время на установку детали, T, мин |
||||||||||||||
|
1 |
По одному торцу
|
0,5 |
0,592 |
0,787 |
0,944 |
1,04 |
1,16 |
1,35 |
0,71 |
0,944 |
1,13 |
1,25 |
1,39 |
1,62 |
|
2 |
1,0 |
0,826 |
1,10 |
1,32 |
1,45 |
1,62 |
1,87 |
1,0 |
1,32 |
1,58 |
1,74 |
1,94 |
2,25 |
|
|
3 |
2,0 |
1,15 |
1,53 |
1,84 |
2,02 |
2,26 |
2,62 |
1,38 |
1,84 |
2,2 |
2,42 |
2,7 |
3,14 |
|
|
4 |
4,0 |
1,60 |
2,14 |
2,56 |
2,81 |
3,15 |
3,65 |
1,92 |
2,57 |
3,07 |
3,37 |
3,78 |
4,38 |
|
|
5 |
8,0 |
2,24 |
2,98 |
3,58 |
3,92 |
4,4 |
— |
2,69 |
3,58 |
4,3 |
4,7 |
5,28 |
— |
|
|
6 |
12 |
2,72 |
3,62 |
4,34 |
4,77 |
— |
— |
3,26 |
4,34 |
5,20 |
5,72 |
— |
— |
|
|
7 |
По двум торцам
|
0,5 |
0,838 |
1,06 |
1,23 |
1,33 |
1,46 |
1,65 |
1,0 |
1,27 |
1,48 |
1,6 |
1,75 |
2,0 |
|
8 |
1,0 |
1,22 |
1,54 |
1,79 |
1,93 |
2,12 |
2,4 |
1,46 |
1,85 |
2,15 |
2,3 |
2,54 |
2,9 |
|
|
9 |
2,0 |
1,77 |
2,24 |
2,60 |
2,81 |
3,09 |
3,48 |
2,12 |
2,69 |
3,12 |
3,37 |
3,71 |
4,18 |
|
|
10 |
4,0 |
2,58 |
3,26 |
3,78 |
4,08 |
4,49 |
5,07 |
3,1 |
3,91 |
4,54 |
4,9 |
5,39 |
6,08 |
|
|
11 |
8,0 |
3,75 |
4,74 |
5,5 |
5,94 |
6,53 |
— |
4,5 |
5,69 |
6,6 |
7,13 |
7,84 |
— |
|
|
12 |
12 |
4,66 |
5,9 |
6,85 |
7,4 |
— |
— |
5,59 |
7,08 |
8,22 |
8,88 |
— |
— |
|
|
13 |
В трех, четырех местах по стенке (замыкающий швеллер) |
0,5 |
1,06 |
1,32 |
1,51 |
1,62 |
1,77 |
1,98 |
1,27 |
1,58 |
1,81 |
1,94 |
2,12 |
2,38 |
|
14 |
1,0 |
1,54 |
1,91 |
2,20 |
2,36 |
2,58 |
2,88 |
1,85 |
2,29 |
2,64 |
2,83 |
3,09 |
3,46 |
|
|
15 |
2,0 |
2,24 |
2,78 |
3,2 |
3,43 |
3,75 |
4,19 |
2,67 |
3,34 |
3,84 |
4,12 |
4,5 |
5,03 |
|
|
16 |
4,0 |
3,25 |
4,05 |
4,65 |
4,99 |
5,45 |
6,09 |
3,9 |
4,86 |
5,58 |
6,0 |
6,54 |
7,3 |
|
|
17 |
8,0 |
4,73 |
5,88 |
6,76 |
7,26 |
7,92 |
— |
5,68 |
7,06 |
8,11 |
8,71 |
9,5 |
— |
|
|
18 |
12 |
5,89 |
7,32 |
8,42 |
9,04 |
— |
— |
7,07 |
8,78 |
10,1 |
10,8 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
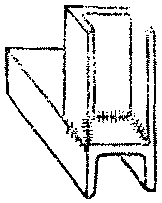
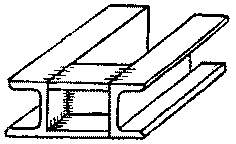
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ШВЕЛЛЕРНОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|||||||||||||
|
Карта 8, лист 2 |
||||||||||||||
|
N позиции |
Вид сопряжения |
Длина детали, L, м, до: |
Установка без разметки |
Установка с разметкой |
||||||||||
|
Номер профиля швеллерной стали, N, до: |
||||||||||||||
|
8 |
14 |
20 |
24 |
30 |
40 |
8 |
14 |
20 |
24 |
30 |
40 |
|||
|
Время на установку детали, T, мин |
||||||||||||||
|
19 |
По всей длине швеллера
|
0,5 |
1,46 |
1,85 |
2,15 |
2,32 |
2,55 |
2,87 |
1,75 |
2,22 |
2,58 |
2,78 |
3,05 |
3,44 |
|
20 |
0,8 |
1,79 |
2,26 |
2,63 |
2,84 |
3,12 |
3,52 |
2,15 |
2,71 |
3,16 |
3,41 |
3,74 |
4,22 |
|
|
21 |
1,3 |
2,2 |
2,79 |
3,24 |
3,5 |
3,84 |
4,33 |
2,64 |
3,35 |
3,89 |
4,20 |
4,61 |
5,2 |
|
|
22 |
1,8 |
2,53 |
3,2 |
3,72 |
4,02 |
4,42 |
4,98 |
3,04 |
3,84 |
4,46 |
4,82 |
5,30 |
5,97 |
|
|
23 |
2,5 |
2,92 |
3,69 |
4,29 |
4,63 |
5,08 |
5,74 |
3,5 |
4,43 |
5,15 |
5,56 |
6,1 |
6,89 |
|
|
24 |
3,5 |
3,37 |
4,27 |
4,96 |
5,35 |
5,88 |
6,63 |
4,04 |
5,12 |
5,95 |
6,42 |
7,06 |
7,96 |
|
|
25 |
5,0 |
3,93 |
4,98 |
5,78 |
6,24 |
6,85 |
7,73 |
4,72 |
5,98 |
6,94 |
7,49 |
8,22 |
9,28 |
|
|
26 |
7,0 |
4,55 |
5,75 |
6,68 |
7,21 |
7,92 |
— |
5,46 |
6,90 |
8,02 |
8,65 |
9,50 |
— |
|
|
27 |
10 |
5,3 |
6,7 |
7,79 |
8,4 |
— |
— |
6,36 |
8,04 |
9,35 |
10,0 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
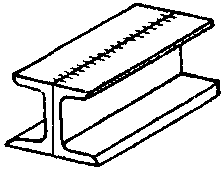
Примечание. Нормативы времени рассчитаны на установку деталей на плоскую поверхность, встык с прямолинейным сопряжением кромок. При измененных условиях работы время по карте применять с коэффициентами:
|
При установке деталей с сопряжением по двум торцам в жестком контуре |
При установке деталей, имеющих контролируемые отверстия, вырезы, требующие точной координации и выверки |
При установке гнутых деталей (с подрезкой торцов газом) |
При установке деталей с фигурной обработкой сопрягаемых торцов |
|
Коэффициент K |
|||
|
1,4 |
1,2 |
1,5 |
1,2 |
|
Без разметки |
С разметкой |
|
|
|
 позиции 1 … 6
позиции 1 … 6 позиции 7 … 12
позиции 7 … 12 позиции 13 … 18
позиции 13 … 18 позиции 19 … 27
позиции 19 … 27 позиции 1 … 6
позиции 1 … 6 позиции 7 … 12
позиции 7 … 12 позиции 13 … 18
позиции 13 … 18 позиции 19 … 27
позиции 19 … 27|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ДВУТАВРОВОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 9, лист 1 |
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, провести внешний осмотр
3. Разметить место установки детали на сборочном узле (при сборке по разметке)
4. Установить деталь (узел) по разметке, выверить и подогнать места сопряжений, выдержав размеры и зазоры по чертежу и техническим условиям
5. Прихватить электросваркой
6. Отстропить деталь (узел)
|
N позиции |
Вид сопряжения |
Длина детали, L, м, до: |
Установка без разметки |
Установка с разметкой |
||||||
|
Номер профиля двутавровой стали, N, до: |
||||||||||
|
14 |
20 |
30 |
40 |
14 |
20 |
30 |
40 |
|||
|
Время на установку детали (узла), T, мин |
||||||||||
|
1 |
По одному торцу
|
0,5 |
1,06 |
1,23 |
1,48 |
1,68 |
1,27 |
1,48 |
1,77 |
2,01 |
|
2 |
1,0 |
1,69 |
1,98 |
2,37 |
2,69 |
2,03 |
2,38 |
2,84 |
3,22 |
|
|
3 |
2,0 |
2,71 |
3,17 |
3,79 |
4,30 |
3,25 |
3,81 |
4,55 |
5,16 |
|
|
4 |
4,0 |
4,34 |
5,08 |
6,08 |
6,89 |
5,21 |
6,10 |
7,29 |
8,27 |
|
|
5 |
8,0 |
6,96 |
8,14 |
9,73 |
11,0 |
8,35 |
9,77 |
11,7 |
13,3 |
|
|
6 |
12,0 |
9,17 |
10,7 |
12,8 |
14,6 |
11,0 |
12,9 |
15,4 |
17,5 |
|
|
7 |
По двум торцам
|
0,5 |
1,42 |
1,66 |
1,98 |
2,25 |
1,70 |
1,99 |
2,38 |
2,70 |
|
8 |
1,0 |
2,27 |
2,66 |
3,18 |
3,61 |
2,73 |
3,19 |
3,82 |
4,33 |
|
|
9 |
2,0 |
3,64 |
4,26 |
5,09 |
5,78 |
4,37 |
5,11 |
6,11 |
6,94 |
|
|
10 |
4,0 |
5,84 |
6,83 |
8,16 |
9,26 |
7,00 |
8,19 |
9,79 |
11,1 |
|
|
11 |
8,0 |
9,35 |
10,9 |
13,0 |
14,8 |
11,2 |
13,1 |
15,7 |
17,8 |
|
|
12 |
12,0 |
12,3 |
14,4 |
17,2 |
19,6 |
14,8 |
17,3 |
20,7 |
23,5 |
|
|
13 |
В трех-четырех местах по стенке (замыкающий двутавр) |
0,5 |
1,92 |
2,25 |
2,69 |
3,05 |
2,30 |
2,69 |
3,22 |
3,66 |
|
14 |
1,0 |
3,08 |
3,60 |
4,30 |
4,88 |
3,69 |
4,32 |
5,16 |
5,86 |
|
|
15 |
2,0 |
4,93 |
5,77 |
6,89 |
7,82 |
5,92 |
6,92 |
8,27 |
9,39 |
|
|
16 |
4,0 |
7,90 |
9,24 |
11,0 |
12,5 |
9,48 |
11,1 |
13,2 |
15,0 |
|
|
17 |
8,0 |
12,6 |
14,8 |
17,7 |
20,1 |
15,2 |
17,7 |
21,2 |
24,0 |
|
|
18 |
12,0 |
16,6 |
19,5 |
23,3 |
26,4 |
20,0 |
23,4 |
28,0 |
31,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |

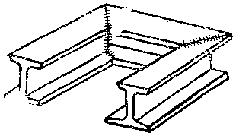
Примечание. См. примечание к карте 8.
|
|
|
 позиции 1 … 6 — без разметки;
позиции 1 … 6 — без разметки; позиции 1 … 6 с разметкой;
позиции 1 … 6 с разметкой; позиции 7 … 12 — без разметки;
позиции 7 … 12 — без разметки; позиции 7 … 12 с разметкой;
позиции 7 … 12 с разметкой; позиции 13 … 18 — без разметки;
позиции 13 … 18 — без разметки; позиции 13 … 18 — с разметкой
позиции 13 … 18 — с разметкой|
УСТАНОВКА ДЕТАЛЕЙ ИЗ УГЛОВОЙ И ШВЕЛЛЕРНОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ (СОПРЯЖЕНИЕ ДЕТАЛЕЙ ПО ДВУМ КОНЦАМ ПОЛОК, ВНАХЛЕСТКУ) |
Сборка под сварку |
|
Карта 10 |
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, проверить внешним осмотром
3. Разметить место установки детали на сборочном узле (при сборке по разметке)
4. Установить деталь (узел) по разметке, выверить и подогнать места сопряжений, выдержав размеры и зазоры по чертежу и техническим условиям
5. Прихватить электросваркой
6. Отстропить деталь (узел)
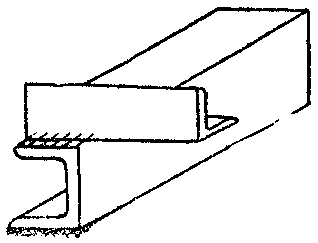
|
N позиции |
Способ установки |
Масса детали, Q, кг, до: |
Установка без разметки |
Установка с разметкой |
||||
|
Длина детали, L, м, до: |
||||||||
|
2 |
4 |
свыше 4 |
2 |
4 |
свыше 4 |
|||
|
Время на установку детали T, мин. |
||||||||
|
1 |
Вручную |
1 |
0,410 |
0,530 |
— |
0,492 |
0,636 |
— |
|
2 |
3 |
0,522 |
0,675 |
— |
0,627 |
0,810 |
— |
|
|
3 |
5 |
0,585 |
0,755 |
— |
0,702 |
0,907 |
— |
|
|
4 |
10 |
0,681 |
0,880 |
1,02 |
0,817 |
1,06 |
1,23 |
|
|
5 |
15 |
0,744 |
0,962 |
1,12 |
0,893 |
1,15 |
1,34 |
|
|
6 |
Подъемным краном |
50 |
2,06 |
2,49 |
2,78 |
2,48 |
2,99 |
3,33 |
|
7 |
100 |
2,65 |
3,19 |
3,56 |
3,18 |
3,83 |
4,28 |
|
|
8 |
200 |
3,40 |
4,10 |
4,57 |
4,08 |
4,92 |
5,49 |
|
|
9 |
300 |
3,93 |
4,74 |
5,29 |
4,72 |
5,69 |
6,35 |
|
|
10 |
500 |
— |
5,70 |
6,36 |
— |
6,84 |
7,63 |
|
|
11 |
800 |
— |
— |
8,06 |
— |
— |
9,67 |
|
|
12 |
1250 |
— |
— |
8,85 |
— |
— |
10,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
|
|
|
 позиции 1 … 5 — без разметки;
позиции 1 … 5 — без разметки; позиции 1 … 5 — с разметкой;
позиции 1 … 5 — с разметкой; позиции 6 … 12 без разметки;
позиции 6 … 12 без разметки; позиции 6 … 12 — с разметкой
позиции 6 … 12 — с разметкой|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ТРУБ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 11, лист 1 |
|
|
Содержание работы 1. Застропить деталь (узел) 2. Переместить деталь (узел) к месту установки, провести внешний осмотр 3. Разметить место установки детали на сборочном узле (при сборке по разметке) 4. Установить деталь (узел) по разметке, выверить и подогнать места сопряжений, выдержав размеры и зазоры по чертежу и техническим условиям 5. Прихватить электросваркой 6. Отстропить деталь (узел) |
|

|
N позиции |
Вид сопряжения |
Наружный диаметр трубы, D, мм, до: |
Толщина стенки трубы, h, мм, до: |
Установка без разметки |
Установка с разметкой |
||||||||||
|
Длина трубы, L, м, до: |
|||||||||||||||
|
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
||||
|
Время на установку детали (узла), T, мин |
|||||||||||||||
|
1 |
По одному торцу |
32 |
6 |
0,870 |
1,18 |
1,60 |
2,17 |
2,95 |
4,0 |
1,04 |
1,42 |
1,92 |
2,61 |
3,54 |
4,80 |
|
2 |
4 |
0,947 |
1,28 |
1,74 |
2,36 |
3,21 |
4,35 |
1,14 |
1,54 |
2,09 |
2,83 |
3,85 |
5,22 |
||
|
3 |
50 |
4 |
1,07 |
1,46 |
1,97 |
2,68 |
3,63 |
4,93 |
1,29 |
1,75 |
2,37 |
3,22 |
4,37 |
5,93 |
|
|
4 |
6 |
1,17 |
1,58 |
2,15 |
2,92 |
3,96 |
5,37 |
1,40 |
1,91 |
2,59 |
3,51 |
4,76 |
6,45 |
||
|
5 |
10 |
1,30 |
1,76 |
2,39 |
3,25 |
4,40 |
5,98 |
1,56 |
2,12 |
2,88 |
3,90 |
5,30 |
7,18 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ТРУБ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
||||||||||||||
|
Карта 11, лист 2 |
|||||||||||||||
|
N позиции |
Вид сопряжения |
Наружный диаметр трубы, D, мм, до: |
Толщина стенки трубы, h, мм, до: |
Установка без разметки |
Установка с разметкой |
||||||||||
|
Длина трубы, L, м, до: |
|||||||||||||||
|
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
||||
|
Время на установку детали (узла), T, мин |
|||||||||||||||
|
6 |
По одному торцу |
83 |
6 |
1,48 |
2,01 |
2,73 |
3,70 |
5,02 |
6,81 |
1,78 |
2,42 |
3,28 |
4,45 |
6,04 |
8,19 |
|
7 |
10 |
1,65 |
2,23 |
3,04 |
4,12 |
5,59 |
7,58 |
1,98 |
2,69 |
3,65 |
4,95 |
6,72 |
9,12 |
||
|
8 |
14 |
1,77 |
2,40 |
3,26 |
4,42 |
6,0 |
8,14 |
2,12 |
2,89 |
3,92 |
5,32 |
7,21 |
9,78 |
||
|
9 |
18 |
1,97 |
2,53 |
3,44 |
4,66 |
6,32 |
8,58 |
2,24 |
3,05 |
4,13 |
5,60 |
7,60 |
10,3 |
||
|
10 |
127 |
10 |
2,02 |
2,73 |
3,71 |
5,03 |
6,83 |
9,26 |
2,42 |
3,29 |
4,46 |
6,05 |
8,21 |
11,1 |
|
|
11 |
14 |
2,16 |
2,93 |
3,98 |
5,40 |
7,33 |
9,24 |
2,60 |
3,53 |
4,79 |
6,49 |
8,81 |
11,9 |
||
|
12 |
18 |
2,28 |
3,09 |
4,20 |
5,69 |
7,72 |
10,5 |
2,82 |
3,82 |
5,18 |
7,03 |
9,54 |
12,9 |
||
|
13 |
24 |
2,42 |
3,29 |
4,46 |
6,05 |
8,20 |
11,1 |
2,91 |
3,95 |
5,36 |
7,27 |
9,86 |
13,4 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ДВУТАВРОВОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
||||||||||||||
|
Карта 11, лист 3 |
|||||||||||||||
|
N позиции |
Вид сопряжения |
Наружный диаметр трубы, D, мм, до: |
Толщина стенки трубы, h, мм, до: |
Установка без разметки |
Установка с разметкой |
||||||||||
|
Длина трубы, L, м, до: |
|||||||||||||||
|
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
0,5 |
1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
||||
|
Время на установку детали (узла), T, мин |
|||||||||||||||
|
14 |
По одному торцу |
180 |
14 |
2,55 |
3,46 |
4,69 |
6,36 |
8,63 |
11,7 |
3,06 |
4,16 |
5,64 |
7,65 |
10,4 |
14,1 |
|
15 |
18 |
2,69 |
3,64 |
4,94 |
6,71 |
9,1 |
12,3 |
3,23 |
4,38 |
5,94 |
8,06 |
10,9 |
14,8 |
||
|
16 |
24 |
2,85 |
3,87 |
5,25 |
7,12 |
9,67 |
13,1 |
3,43 |
4,65 |
6,31 |
8,57 |
11,6 |
15,8 |
||
|
17 |
245 |
14 |
2,95 |
3,99 |
5,42 |
7,35 |
9,98 |
13,5 |
3,54 |
4,80 |
6,52 |
8,84 |
12,0 |
16,3 |
|
|
18 |
18 |
3,11 |
4,21 |
5,72 |
7,75 |
10,5 |
14,3 |
3,73 |
5,07 |
6,87 |
9,32 |
12,6 |
17,2 |
||
|
19 |
24 |
3,30 |
4,47 |
6,07 |
8,24 |
11,2 |
15,2 |
3,97 |
5,38 |
7,30 |
9,90 |
13,4 |
18,2 |
||
|
20 |
32 |
4 |
1,21 |
1,64 |
2,23 |
3,03 |
4,10 |
5,57 |
1,45 |
1,97 |
2,67 |
3,63 |
4,92 |
6,68 |
|
|
21 |
6 |
1,32 |
1,79 |
2,43 |
3,29 |
4,47 |
6,06 |
1,58 |
2,15 |
2,91 |
3,95 |
5,36 |
7,27 |
||
|
22 |
50 |
4 |
1,49 |
2,03 |
2,75 |
3,73 |
5,06 |
6,87 |
1,79 |
2,43 |
3,30 |
4,47 |
6,07 |
8,23 |
|
|
23 |
6 |
1,63 |
2,21 |
2,99 |
4,06 |
5,51 |
7,48 |
1,95 |
2,65 |
3,59 |
4,87 |
6,61 |
8,97 |
||
|
24 |
10 |
1,81 |
2,46 |
3,33 |
4,52 |
6,14 |
8,32 |
2,17 |
2,95 |
3,99 |
5,42 |
7,36 |
9,98 |
||
|
25 |
По двум торцам |
83 |
6 |
2,06 |
2,80 |
3,80 |
5,16 |
7,0 |
9,49 |
2,48 |
3,36 |
4,56 |
6,18 |
8,39 |
11,4 |
|
26 |
10 |
2,29 |
3,12 |
4,23 |
5,74 |
7,79 |
10,6 |
2,76 |
3,74 |
5,07 |
6,88 |
9,34 |
12,7 |
||
|
27 |
14 |
2,47 |
3,35 |
4,54 |
6,16 |
8,36 |
11,3 |
2,96 |
4,01 |
5,45 |
7,39 |
10,0 |
13,6 |
||
|
28 |
18 |
2,60 |
3,53 |
4,79 |
6,49 |
8,81 |
11,9 |
3,12 |
4,23 |
5,74 |
7,79 |
10,6 |
14,3 |
||
|
29 |
127 |
10 |
2,81 |
3,81 |
5,17 |
7,01 |
9,51 |
12,9 |
3,37 |
4,57 |
6,20 |
8,41 |
11,4 |
15,5 |
|
|
30 |
14 |
3,01 |
4,09 |
5,54 |
7,52 |
10,2 |
13,8 |
3,61 |
4,90 |
6,65 |
9,02 |
12,2 |
16,6 |
||
|
31 |
18 |
3,18 |
4,31 |
5,85 |
7,93 |
10,8 |
14,6 |
3,81 |
5,17 |
7,01 |
9,51 |
12,9 |
17,5 |
||
|
32 |
24 |
3,37 |
4,58 |
6,21 |
8,42 |
11,4 |
15,5 |
4,05 |
5,49 |
7,45 |
10,1 |
13,7 |
18,6 |
||
|
33 |
180 |
14 |
3,55 |
4,82 |
6,53 |
8,80 |
12,0 |
16,3 |
4,26 |
5,78 |
7,84 |
10,6 |
14,4 |
19,6 |
|
|
34 |
18 |
3,74 |
5,08 |
6,89 |
9,34 |
12,7 |
17,2 |
4,49 |
6,09 |
8,26 |
11,2 |
15,2 |
20,6 |
||
|
35 |
24 |
3,97 |
5,39 |
7,32 |
9,92 |
13,5 |
18,3 |
4,77 |
6,47 |
8,74 |
11,9 |
16,2 |
21,9 |
||
|
36 |
245 |
14 |
4,10 |
5,57 |
7,55 |
10,3 |
13,9 |
18,9 |
4,92 |
6,68 |
9,06 |
12,3 |
16,7 |
22,6 |
|
|
37 |
18 |
4,33 |
5,87 |
7,96 |
10,8 |
14,7 |
19,9 |
5,19 |
7,04 |
9,55 |
12,9 |
17,6 |
23,8 |
||
|
38 |
24 |
4,59 |
6,23 |
8,46 |
11,5 |
15,6 |
21,1 |
5,51 |
7,48 |
10,1 |
13,8 |
18,7 |
25,3 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечание. Нормативы времени рассчитаны на установку деталей из прямых труб с прямолинейным сопряжением кромок. При измененных условиях работы время по карте применять с коэффициентами:
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ТРУБ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 11, лист 3 |
|
При установке труб с сопряжением по двум торцам в жестком контуре |
При установке деталей, имеющих контролируемые отверстия, требующих точной координации и выверки их |
При установке гнутых труб (с подрезкой торцов газом) |
При установке деталей по отверстиям свободно, без разметки |
При сопряжении труб под углом |
При сопряжении торцов труб с плоскими поверхностями |
|
Коэффициент K |
|||||
|
1,5 |
1,2 |
1,5 |
0,6 |
1,1 |
0,7 |
|
|
|
 позиции 1 … 19 — без разметки;
позиции 1 … 19 — без разметки; позиции 1 … 19 — с разметкой;
позиции 1 … 19 — с разметкой; позиции 20 … 38 — без разметки;
позиции 20 … 38 — без разметки; позиции 20 … 38 — с разметкой
позиции 20 … 38 — с разметкой|
УСТАНОВКА ЛИТЫХ И КОВАНЫХ ДЕТАЛЕЙ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 12, лист 1 |
|
|
Содержание работы 1. Взять или застропить деталь 2. Переместить деталь к месту установки, провести внешний осмотр 3. Разметить место установки на сборочном узле (при сборке по разметке) 4. Установить деталь по разметке, выверить и подогнать места сопряжений, выдержав размеры и зазоры по чертежу и техническим условиям 5. Прихватить электросваркой 6. Отстропить деталь (при установке подъемным краном) |
|
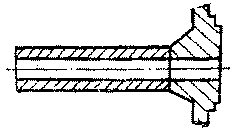
|
N позиции |
Способ установки |
Масса детали, Q, кг, до: |
Длина сопряжений, L, м, до: |
Установка без разметки |
|||
|
Поверхность обработанная |
Поверхность необработанная |
||||||
|
прямолинейная |
криволинейная |
прямолинейная |
криволинейная |
||||
|
Время на установку детали, T, мин |
|||||||
|
1 |
Вручную |
3 |
0,6 |
1,08 |
1,41 |
1,36 |
1,77 |
|
2 |
1,0 |
1,20 |
1,56 |
1,50 |
1,96 |
||
|
3 |
1,7 |
1,34 |
1,74 |
1,68 |
2,18 |
||
|
4 |
5 |
0,6 |
1,25 |
1,63 |
1,57 |
2,04 |
|
|
5 |
1,0 |
1,39 |
1,81 |
1,74 |
2,26 |
||
|
6 |
1,7 |
1,54 |
2,0 |
1,94 |
2,51 |
||
|
7 |
8 |
0,6 |
1,43 |
1,86 |
1,79 |
2,33 |
|
|
8 |
1,0 |
1,58 |
2,06 |
1,98 |
2,57 |
||
|
9 |
1,7 |
1,76 |
2,29 |
2,21 |
2,87 |
||
|
10 |
15 |
0,6 |
1,7 |
2,22 |
2,14 |
2,77 |
|
|
11 |
1,0 |
1,89 |
2,46 |
2,36 |
3,07 |
||
|
12 |
1,7 |
2,1 |
2,73 |
2,63 |
3,42 |
||
|
Индекс |
а |
б |
в |
г |
|
УСТАНОВКА ЛИТЫХ И КОВАНЫХ ДЕТАЛЕЙ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
||||||
|
Карта 12, лист 2 |
|||||||
|
N позиции |
Способ установки |
Масса детали, Q, кг, до: |
Длина сопряжений, L, м, до: |
Установка без разметки |
|||
|
Поверхность обработанная |
Поверхность необработанная |
||||||
|
прямолинейная |
криволинейная |
прямолинейная |
криволинейная |
||||
|
Время на установку детали, T, мин |
|||||||
|
13 |
Подъемным краном |
50 |
1,0 |
4,0 |
5,3 |
5,0 |
6,6 |
|
14 |
1,7 |
4,5 |
5,8 |
5,6 |
7,3 |
||
|
15 |
3,0 |
5,0 |
6,5 |
6,3 |
8,2 |
||
|
16 |
5,0 |
5,6 |
7,2 |
7,0 |
9,0 |
||
|
17 |
100 |
1,0 |
4,9 |
6,4 |
6,2 |
8,0 |
|
|
18 |
1,7 |
5,5 |
7,1 |
6,8 |
8,9 |
||
|
19 |
3,0 |
6,2 |
8,0 |
7,7 |
10,0 |
||
|
20 |
5,0 |
6,8 |
8,9 |
8,5 |
11,0 |
||
|
21 |
200 |
1,0 |
6,0 |
7,8 |
7,5 |
9,8 |
|
|
22 |
1,7 |
6,7 |
8,7 |
8,4 |
10,9 |
||
|
23 |
3,0 |
7,5 |
9,75 |
9,4 |
12,2 |
||
|
24 |
5,0 |
8,3 |
10,8 |
10,4 |
13,5 |
||
|
25 |
300 |
1,0 |
6,8 |
8,8 |
8,5 |
11,0 |
|
|
26 |
1,7 |
7,5 |
9,8 |
9,4 |
12,3 |
||
|
27 |
3,0 |
8,5 |
11,0 |
10,6 |
13,7 |
||
|
28 |
5,0 |
9,4 |
12,2 |
11,7 |
15,2 |
||
|
29 |
500 |
1,0 |
7,9 |
10,2 |
9,8 |
12,8 |
|
|
30 |
1,7 |
8,7 |
11,4 |
10,9 |
14,2 |
||
|
31 |
3,0 |
9,8 |
12,7 |
12,3 |
15,9 |
||
|
32 |
5,0 |
10,9 |
14,1 |
13,6 |
17,7 |
||
|
33 |
1000 |
1,0 |
9,6 |
12,5 |
12,0 |
15,6 |
|
|
34 |
1,7 |
10,7 |
13,9 |
13,4 |
17,4 |
||
|
35 |
3,0 |
12,0 |
15,6 |
15,0 |
19,5 |
||
|
36 |
5,0 |
13,3 |
17,3 |
16,6 |
21,6 |
||
|
37 |
2000 |
1,0 |
11,8 |
15,3 |
14,7 |
19,1 |
|
|
38 |
1,7 |
13,0 |
17,0 |
16,3 |
21,3 |
||
|
39 |
3,0 |
14,7 |
19,0 |
18,3 |
23,8 |
||
|
40 |
5,0 |
16,2 |
21,1 |
20,3 |
26,4 |
||
|
41 |
5000 |
1,0 |
15,3 |
20,0 |
19,2 |
24,9 |
|
|
42 |
1,7 |
17,0 |
22,2 |
21,3 |
27,7 |
||
|
43 |
3,0 |
19,1 |
24,8 |
23,9 |
31,0 |
||
|
44 |
5,0 |
21,2 |
27,5 |
26,5 |
34,4 |
||
|
Индекс |
а |
б |
в |
г |
Примечание. При установке деталей по разметке время по карте применять с коэффициентом K = 1,2.
|
|
|
 — позиции 1 … 12 (гр. а);
— позиции 1 … 12 (гр. а); — позиции 1 … 12 (гр. б);
— позиции 1 … 12 (гр. б); — позиции 1 … 12 (гр. в);
— позиции 1 … 12 (гр. в); — позиции 1 … 12 (гр. г);
— позиции 1 … 12 (гр. г); — позиции 13 … 44 (гр. а);
— позиции 13 … 44 (гр. а); — позиции 13 … 44 (гр. б);
— позиции 13 … 44 (гр. б); — позиции 13 … 44 (гр. в);
— позиции 13 … 44 (гр. в); — позиции 13 … 44 (гр. г).
— позиции 13 … 44 (гр. г).|
УСТАНОВКА БОБЫШЕК ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 13, лист 1 |
Содержание работы
1. Взять бобышку
2. Установить и подогнать по отверстию или по разметке
3. Прихватить электросваркой
|
N позиции |
Вид установки бобышек |
Диаметр или наибольший размер бобышки, D, мм, до: |
|||||||
|
30 |
40 |
55 |
75 |
100 |
130 |
180 |
250 |
||
|
Время на установку детали (узла), T, мин |
|||||||||
|
1 |
В отбортованное отверстие |
0,35 |
0,45 |
0,59 |
0,76 |
0,96 |
1,2 |
— |
— |
|
|
|||||||||
|
2 |
По внутреннему диаметру |
0,43 |
0,54 |
0,70 |
0,90 |
1,15 |
1,4 |
1,85 |
2,35 |
|
|
|||||||||
|
3 |
По наружному диаметру |
0,60 |
0,72 |
0,89 |
1,10 |
1,3 |
1,6 |
1,95 |
2,45 |
|
|
|||||||||
|
4 |
По разметке |
0,66 |
0,78 |
0,98 |
1,20 |
1,45 |
1,70 |
2,15 |
2,65 |
|
|
|||||||||
|
5 |
По отверстию в корпусе |
0,36 |
0,46 |
0,59 |
0,77 |
0,96 |
1,20 |
1,55 |
2,0 |
|
|
|||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
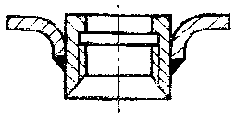
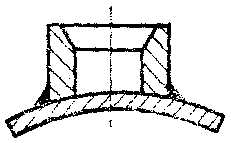
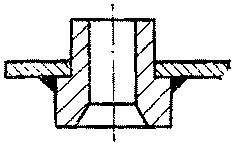
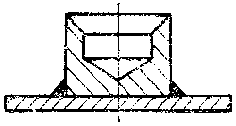
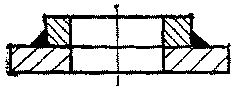
Примечание. При установке бобышек без подгонки время по карте применять с коэффициентом K = 0,6.
|
УСТАНОВКА СВАРНЫХ УЗЛОВ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 14, лист 1 |
|
|
Содержание работы |
|
|
1. Застропить узел 2. Переместить узел к месту установки, провести внешний осмотр 3. Разместить место установки узла 4. Установить узел, подогнать места сопряжений, выдержав величину зазоров и размеры по чертежу и техническим условиям 5. Прихватить электросваркой 6. Отстропить узел |
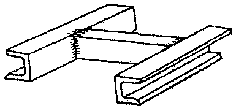
|
N позиции |
Масса узла, Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Толщина сопрягаемых кромок, h, мм, до: |
|||||
|
5 |
8 |
10 |
16 |
24 |
32 |
|||
|
Время на установку узла, T, мин |
||||||||
|
1 |
50 |
0,5 |
3,16 |
3,41 |
3,53 |
3,81 |
4,07 |
4,26 |
|
2 |
0,8 |
4,29 |
4,63 |
4,80 |
5,17 |
5,52 |
5,80 |
|
|
3 |
1,0 |
4,77 |
5,14 |
5,33 |
5,74 |
6,13 |
6,42 |
|
|
4 |
1,4 |
5,58 |
6,02 |
6,24 |
6,73 |
7,18 |
7,52 |
|
|
5 |
2,0 |
6,6 |
7,12 |
7,38 |
7,96 |
8,49 |
8,89 |
|
|
6 |
3,0 |
7,99 |
8,62 |
8,93 |
9,63 |
10,3 |
10,8 |
|
|
7 |
5,0 |
10,2 |
10,9 |
11,4 |
12,2 |
13,0 |
13,7 |
|
|
8 |
100 |
0,5 |
3,65 |
3,94 |
4,08 |
4,40 |
4,7 |
4,92 |
|
9 |
0,8 |
5,0 |
5,39 |
5,59 |
6,02 |
6,43 |
6,73 |
|
|
10 |
1,0 |
5,55 |
5,98 |
6,21 |
6,69 |
7,14 |
7,48 |
|
|
11 |
1,4 |
6,51 |
7,01 |
7,27 |
7,84 |
8,36 |
8,76 |
|
|
12 |
2,0 |
7,69 |
8,29 |
8,6 |
9,27 |
9,89 |
10,4 |
|
|
13 |
3,0 |
9,31 |
10,0 |
10,4 |
11,2 |
12,0 |
12,5 |
|
|
14 |
5,0 |
11,8 |
12,7 |
13,2 |
14,3 |
15,2 |
15,9 |
|
|
15 |
8,0 |
14,7 |
15,9 |
16,5 |
17,8 |
18,9 |
19,9 |
|
|
16 |
200 |
0,5 |
4,26 |
4,59 |
4,75 |
5,12 |
5,47 |
5,73 |
|
17 |
0,8 |
5,83 |
6,28 |
6,51 |
7,02 |
7,49 |
7,84 |
|
|
18 |
1,0 |
6,47 |
6,98 |
7,23 |
7,79 |
8,32 |
8,71 |
|
|
19 |
1,4 |
7,58 |
8,17 |
8,47 |
9,13 |
9,74 |
10,2 |
|
|
20 |
2,0 |
8,96 |
9,66 |
10,0 |
10,8 |
11,5 |
12,1 |
|
|
21 |
3,0 |
10,8 |
11,6 |
12,0 |
13,0 |
13,9 |
14,6 |
|
|
22 |
5,0 |
13,8 |
14,8 |
15,4 |
16,6 |
17,7 |
18,6 |
|
|
23 |
8,0 |
17,2 |
18,5 |
19,2 |
20,7 |
22,1 |
23,1 |
|
|
24 |
500 |
1,0 |
7,92 |
8,53 |
8,84 |
9,53 |
10,2 |
10,7 |
|
25 |
1,4 |
9,27 |
9,99 |
10,4 |
11,2 |
11,9 |
12,5 |
|
|
26 |
2,0 |
10,9 |
11,8 |
12,3 |
13,2 |
14,1 |
14,8 |
|
|
27 |
3,0 |
13,3 |
14,3 |
14,8 |
15,9 |
17,0 |
17,8 |
|
|
28 |
5,0 |
16,8 |
18,2 |
18,8 |
20,3 |
21,6 |
22,7 |
|
|
29 |
8,0 |
21,0 |
22,6 |
23,5 |
25,3 |
27,0 |
28,3 |
|
|
30 |
12,0 |
26,4 |
28,5 |
29,5 |
31,8 |
34,0 |
35,6 |
|
|
31 |
1000 |
1,0 |
9,22 |
9,94 |
10,3 |
11,1 |
11,8 |
12,4 |
|
32 |
1,4 |
10,8 |
11,6 |
12,0 |
13,0 |
13,8 |
14,5 |
|
|
33 |
2,0 |
12,8 |
13,7 |
14,3 |
15,4 |
16,4 |
17,2 |
|
|
34 |
3,3 |
15,5 |
16,6 |
17,2 |
18,6 |
19,8 |
20,8 |
|
|
35 |
5,0 |
19,6 |
21,2 |
21,9 |
23,6 |
25,3 |
26,4 |
|
|
36 |
8,0 |
24,5 |
26,4 |
27,4 |
29,5 |
31,5 |
33,0 |
|
|
37 |
12,0 |
30,7 |
33,2 |
34,4 |
37,0 |
39,5 |
41,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
|
УСТАНОВКА СВАРНЫХ УЗЛОВ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 14, лист 2 |
|
N позиции |
Масса узла, Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
Толщина сопрягаемых кромок, h, мм, до: |
|||||
|
5 |
8 |
10 |
16 |
24 |
32 |
|||
|
Время на установку узла, T, мин |
||||||||
|
38 |
2000 |
1,0 |
10,7 |
11,6 |
12,0 |
12,9 |
13,8 |
14,5 |
|
39 |
1,4 |
12,6 |
13,6 |
14,0 |
15,1 |
16,2 |
16,9 |
|
|
40 |
2,0 |
14,8 |
16,0 |
16,6 |
17,9 |
19,1 |
20,0 |
|
|
41 |
3,0 |
17,9 |
19,4 |
20,1 |
21,6 |
23,1 |
24,2 |
|
|
42 |
5,0 |
22,8 |
24,6 |
25,5 |
27,5 |
29,4 |
30,8 |
|
|
43 |
8,0 |
28,5 |
30,7 |
31,8 |
34,4 |
36,7 |
38,4 |
|
|
44 |
12,0 |
35,8 |
38,6 |
40,0 |
43,2 |
46,0 |
40,2 |
|
|
45 |
5000 |
1,0 |
13,1 |
14,2 |
14,7 |
15,8 |
16,9 |
17,7 |
|
46 |
1,4 |
15,4 |
16,6 |
17,2 |
18,5 |
19,8 |
20,7 |
|
|
47 |
2,0 |
18,2 |
19,6 |
20,3 |
21,9 |
23,4 |
24,5 |
|
|
48 |
3,0 |
22,0 |
23,7 |
24,6 |
26,5 |
28,3 |
29,6 |
|
|
49 |
5,0 |
27,9 |
30,2 |
31,3 |
33,7 |
35,9 |
37,7 |
|
|
50 |
8,0 |
34,9 |
37,6 |
39,0 |
42,0 |
44,9 |
47,0 |
|
|
51 |
12,0 |
43,8 |
47,3 |
49,0 |
52,8 |
56,4 |
59,0 |
|
|
52 |
10000 |
1,0 |
15,3 |
16,5 |
17,0 |
18,4 |
19,7 |
20,6 |
|
53 |
1,4 |
17,9 |
19,3 |
20,0 |
21,6 |
23,0 |
24,1 |
|
|
54 |
2,0 |
21,2 |
22,8 |
23,6 |
25,5 |
27,2 |
28,5 |
|
|
55 |
3,0 |
25,6 |
27,6 |
28,6 |
30,8 |
32,9 |
34,5 |
|
|
56 |
5,0 |
32,6 |
35,1 |
36,4 |
39,3 |
41,9 |
43,9 |
|
|
57 |
8,0 |
40,6 |
43,8 |
45,4 |
48,9 |
52,3 |
54,7 |
|
|
58 |
12,0 |
51,0 |
55,0 |
57,0 |
61,5 |
65,6 |
68,7 |
|
|
59 |
20000 |
1,0 |
17,8 |
19,2 |
19,9 |
21,5 |
22,9 |
24,0 |
|
60 |
1,4 |
20,8 |
22,5 |
23,3 |
25,1 |
26,8 |
28,0 |
|
|
61 |
2,0 |
24,6 |
26,6 |
27,6 |
29,7 |
31,7 |
33,2 |
|
|
62 |
3,0 |
29,8 |
32,2 |
33,4 |
36,0 |
38,4 |
40,2 |
|
|
63 |
5,0 |
37,9 |
40,9 |
42,4 |
45,7 |
48,8 |
51,1 |
|
|
64 |
8,0 |
47,3 |
51,0 |
52,9 |
57,0 |
60,8 |
63,7 |
|
|
65 |
12,0 |
59,5 |
64,1 |
66,5 |
71,7 |
76,5 |
80,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечания:
1. Нормативы времени рассчитаны на установку узлов длиной до 3-х метров и со стыковым или тавровым сопряжением кромок. При измененных условиях работы время по карте применять с коэффициентами:
|
Длина узла, м, до: |
Установка в приспособлении |
Вид сопряжения |
Криволинейное сопряжение кромок узлов |
Установка без разметки |
При установке узлов с отверстиями или обработанными поверхностями, требующими координации и точной выверки их |
|||||
|
3 |
6 |
10 |
свыше 10 |
втавр |
внахлестку |
комбинированный (тавровое, стыковое, внахлестку) |
||||
|
Коэффициент K |
||||||||||
|
1,0 |
1,1 |
1,2 |
1,3 |
0,8 |
1,0 |
0,9 |
1,1 |
1,3 |
0,6 |
1,2 |
2. Время на закрепление и открепление узлов в приспособлении брать по карте 17.

|
УСТАНОВКА ДЕТАЛЕЙ НА БАЗОВУЮ ДЕТАЛЬ В СБОРОЧНОМ ПРИСПОСОБЛЕНИИ (СОПРЯЖЕНИЕ ЛИСТОВЫХ ДЕТАЛЕЙ ПО КРОМКАМ, ДЕТАЛЕЙ ИЗ ПРОФИЛЬНОЙ СТАЛИ ПО ТОРЦАМ) |
Сборка под сварку |
|
Карта 15, лист 1 |
Содержание работы
1. Взять или застропить деталь
2. Переместить деталь к месту установки, провести внешний осмотр
3. Установить деталь в приспособление на базовую деталь по упорам и фиксаторам
4. Подогнать места сопряжений, выдержав величину зазоров и размеры по чертежу и техническим условиям
5. Отстропить деталь (при перемещении подъемным краном)
|
N позиции |
Способ установки |
Масса детали, Q, кг, до: |
Длина сопрягаемых кромок, L, м, до: |
|||||||||
|
0,5 |
0,8 |
1,3 |
1,8 |
2,5 |
3,5 |
5,0 |
7,0 |
10 |
на каждый метр свыше 10 |
|||
|
Время на установку детали, T, мин |
||||||||||||
|
1 |
Вручную |
5 |
0,60 |
0,685 |
0,784 |
0,859 |
0,942 |
1,04 |
1,14 |
1,26 |
1,39 |
— |
|
2 |
10 |
0,734 |
0,837 |
0,959 |
1,05 |
1,15 |
1,27 |
1,39 |
1,54 |
1,69 |
— |
|
|
3 |
15 |
0,825 |
0,942 |
1,08 |
1,18 |
1,29 |
1,42 |
1,57 |
1,73 |
1,91 |
0,30 |
|
|
4 |
Подъемным краном |
50 |
1,92 |
2,18 |
2,46 |
2,68 |
2,92 |
3,19 |
3,50 |
3,82 |
4,19 |
0,40 |
|
5 |
100 |
2,32 |
2,63 |
2,97 |
3,23 |
3,52 |
3,85 |
4,22 |
4,60 |
5,05 |
0,50 |
|
|
6 |
200 |
2,65 |
3,00 |
3,40 |
3,70 |
4,03 |
4,40 |
4,83 |
5,27 |
5,78 |
0,60 |
|
|
7 |
400 |
3,37 |
3,82 |
4,32 |
4,70 |
5,12 |
5,59 |
6,14 |
6,70 |
7,35 |
0,60 |
|
|
8 |
630 |
3,81 |
4,32 |
4,89 |
5,32 |
5,79 |
6,32 |
6,94 |
7,50 |
8,30 |
0,60 |
|
|
9 |
1000 |
4,32 |
4,89 |
5,54 |
6,02 |
6,56 |
7,16 |
7,86 |
8,57 |
9,41 |
0,60 |
|
|
10 |
2500 |
5,53 |
6,26 |
7,09 |
7,72 |
8,40 |
9,17 |
10,0 |
11,0 |
12,0 |
0,65 |
|
|
11 |
4000 |
6,28 |
7,11 |
8,05 |
8,76 |
9,54 |
10,4 |
11,4 |
12,5 |
13,7 |
0,65 |
|
|
12 |
6300 |
7,1 |
8,04 |
9,10 |
9,9 |
10,8 |
11,8 |
12,9 |
14,1 |
15,5 |
0,65 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
Примечания:
1. Нормативы времени рассчитаны на сопряжение листовых деталей по кромкам, деталей из профильного металла — по торцам. При измененных условиях работы время по карте применять с коэффициентами:
|
Установка деталей по штырю, отверстию |
Установка листовых деталей с криволинейным сопряжением кромок |
Установка деталей с сопрягаемыми кромками, обработанными на станке |
|
Коэффициент K |
||
|
0,9 |
1,3 |
0,7 |
2. Время на закрепление и открепление детали в приспособлении брать по карте 17.
|
|
|
 — позиции 1 … 3;
— позиции 1 … 3; — позиции 4 … 12
— позиции 4 … 12|
УСТАНОВКА ДЕТАЛЕЙ НА БАЗОВУЮ ДЕТАЛЬ В СБОРОЧНОМ ПРИСПОСОБЛЕНИИ ИЗ УГЛОВОЙ И ШВЕЛЛЕРНОЙ СТАЛИ (СОПРЯЖЕНИЕ ДЕТАЛЕЙ ПО ДВУМ КОНЦАМ ПОЛОК ВНАХЛЕСТКУ) |
Сборка под сварку |
|
Карта 16 |
Содержание работы
1. Взять или застропить деталь
2. Переместить деталь к месту установки, провести внешний осмотр
3. Установить деталь в приспособление на базовую деталь по упорам и фиксаторам
4. Подогнать места сопряжений, выдержав зазоры по техническим условиям
5. Отстропить деталь (при перемещении подъемным краном)
|
N позиции |
Способ установки |
Масса детали, Q, кг, до: |
Длина детали, L, м, до: |
||
|
2 |
4 |
свыше 4 |
|||
|
Время на установку детали, T, мин |
|||||
|
1 |
Вручную |
5 |
0,496 |
0,687 |
— |
|
2 |
10 |
0,614 |
0,85 |
1,18 |
|
|
3 |
15 |
0,713 |
0,987 |
1,37 |
|
|
4 |
Подъемным краном |
50 |
1,45 |
1,86 |
2,39 |
|
5 |
100 |
1,90 |
2,44 |
3,13 |
|
|
6 |
200 |
2,49 |
3,2 |
4,11 |
|
|
7 |
300 |
2,92 |
3,75 |
4,81 |
|
|
8 |
500 |
— |
4,57 |
5,87 |
|
|
9 |
800 |
— |
5,49 |
7,05 |
|
|
10 |
1250 |
— |
6,54 |
8,39 |
|
|
Индекс |
а |
б |
в |
Примечание. Время на закрепление и открепление детали в приспособлении брать по карте 17.
|
|
|
 — позиции 1 … 3;
— позиции 1 … 3; позиции 4 … 10
позиции 4 … 10|
КРЕПЛЕНИЕ И ОТКРЕПЛЕНИЕ ДЕТАЛЕЙ ПРИ СБОРКЕ УЗЛОВ В ПРИСПОСОБЛЕНИЯХ |
Сборка под сварку |
|
Карта 17, лист 1 |
Содержание работы
1. Подойти к месту крепления деталей (расстояние до 3 м), взять зажим, струбцину, скобу, стяжку и установить на зажимные детали
2. Зажать собираемые детали (длина завертывания до 10 мм)
3. Отжать и откинуть зажим, струбцину, снять и отложить скобу, струбцину
|
N позиции |
Рисунок |
Способ крепления |
Время на одно крепление и открепление, T, мин |
|
1 |
|
Винтовым зажимом (стационарным) |
0,35 |
|
2 |
|
Пневматическим зажимом |
0,15 |
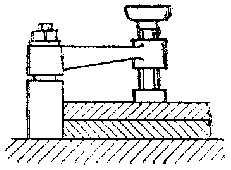
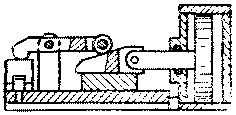
|
КРЕПЛЕНИЕ И ОТКРЕПЛЕНИЕ ДЕТАЛЕЙ ПРИ СБОРКЕ УЗЛОВ В ПРИСПОСОБЛЕНИЯХ |
Сборка под сварку |
||||
|
Карта 17, лист 2 |
|||||
|
N позиции |
Рисунок |
Способ крепления |
Время на одно крепление и открепление, T, мин |
||
|
3 |
|
Откидной (шарнирной) струбциной односторонней |
Размер зева, мм |
до 300 |
0,45 |
|
4 |
свыше 300 |
0,55 |
|||
|
5 |
Откидной (шарнирной) струбциной двухсторонней |
Размер зева, мм |
до 300 |
0,60 |
|
|
6 |
свыше 300 |
0,70 |
|||
|
7 |
|
Съемной струбциной |
Размер зева, мм |
до 300 |
0,65 |
|
8 |
свыше 300 |
0,75 |
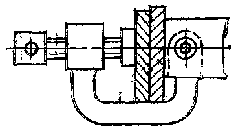
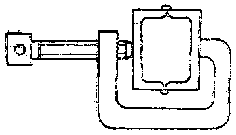
|
N позиции |
Рисунок |
Способ крепления |
Время на одно крепление и открепление, T, мин |
||
|
9 |
|
Скобой и клином |
Высота скобы, мм |
до 150 |
0,60 |
|
10 |
свыше 150 |
0,70 |
|||
|
|
Стяжкой винтовой или распоркой |
Длина стяжки, L, м, до: |
Диаметр стяжки, D, мм, до: |
||
|
20 |
30 |
50 |
|||
|
Время на одну стяжку, T, мин |
|||||
|
11 |
1 |
0,838 |
0,966 |
1,15 |
|
|
12 |
2 |
1,04 |
1,2 |
1,43 |
|
|
13 |
3 |
1,18 |
1,36 |
1,63 |
|
|
Индекс |
а |
б |
в |
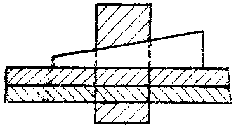
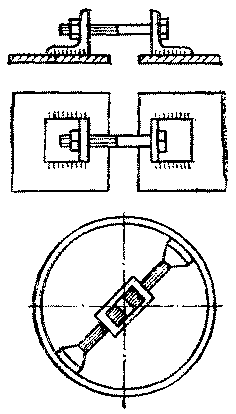

|
ПРИХВАТКА ДЕТАЛЕЙ, УЗЛОВ ЭЛЕКТРОСВАРКОЙ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ (ПОЛОЖЕНИЕ ШВА — НИЖНЕЕ, ГОРИЗОНТАЛЬНОЕ И ВЕРТИКАЛЬНОЕ) |
Сборка под сварку |
|
Карта 18 |
Содержание работы
1. Подвести электродержатель с электродом к месту прихватки (расстояние перехода до 1 м)
2. Возбудить дугу и прихватить детали
3. Отвести электродержатель
|
N позиции |
Толщина металла, h, мм, до: |
Длина одной прихватки, L, мм, до: |
Марка электрода |
||
|
УОНИ-13; ЦМ-7; ОММ-5; МЭЗ-4 |
ОЗС-6 ЦМ-7С; ОЗС-3 |
СВ-08ГгС; СВ-0,8ГС в среде |
|||
|
Время на одну прихватку, T, мин |
|||||
|
1 |
4 |
20 |
0,08 |
0,06 |
0,05 |
|
2 |
30 |
0,09 |
0,07 |
0,06 |
|
|
3 |
40 |
0,11 |
0,08 |
0,07 |
|
|
4 |
50 |
0,13 |
0,09 |
0,08 |
|
|
5 |
6 — 8 |
20 |
0,09 |
0,07 |
0,06 |
|
6 |
30 |
0,10 |
0,08 |
0,07 |
|
|
7 |
40 |
0,12 |
0,09 |
0,08 |
|
|
8 |
50 |
0,15 |
0,11 |
0,10 |
|
|
9 |
10 — 14 |
20 |
0,10 |
0,08 |
0,07 |
|
10 |
30 |
0,11 |
0,09 |
0,08 |
|
|
11 |
40 |
0,13 |
0,11 |
0,10 |
|
|
12 |
50 |
0,16 |
0,13 |
0,12 |
|
|
13 |
свыше 14 |
20 |
0,11 |
0,09 |
0,08 |
|
14 |
30 |
0,13 |
0,10 |
0,09 |
|
|
15 |
40 |
0,16 |
0,13 |
0,12 |
|
|
16 |
50 |
0,20 |
0,16 |
0,15 |
|
|
Индекс |
а |
б |
в |
Примечание. Нормативы времени рассчитаны на прихватку деталей узлов электросваркой без зачистки шлака и брызг. На зачистку одной прихватки от шлака и брызг ко времени по карте добавлять 0,03 мин.
|
УСТАНОВКА И СНЯТИЕ БОЛТОВ (ГАЕК) ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ |
Сборка под сварку |
|
Карта 19 |
Содержание работы
1. Взять болт, отвернуть гайку, снять шайбу и поставить болт в отверстие узла
2. Надеть шайбу на болт, завернуть гайку вручную и довернуть ключом
3. Отложить ключ
|
N позиции |
Длина завертывания болта гайки, L, мм, до: |
Диаметр резьбы, D, мм, до: |
||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
24 |
30 |
36 |
42 |
48 |
||
|
Время на болт или гайку, T, мин |
||||||||||||
|
1 |
1,5d |
0,481 |
0,539 |
0,590 |
0,635 |
0,712 |
0,778 |
0,837 |
0,916 |
0,985 |
1,05 |
1,10 |
|
2 |
2,5d |
0,560 |
0,629 |
0,687 |
0,739 |
0,830 |
0,907 |
0,976 |
1,07 |
1,15 |
1,22 |
1,29 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
Примечание. Нормативы времени рассчитаны на установку и снятие болтов с метрической резьбой. При измененных условиях работы время по карте применять с коэффициентами:
|
При одновременной установке и снятии более 30 болтов и гаек |
При завертывании и отвертывании болтов, гаек торцовым ключом |
При снятии |
|
Коэффициент K |
||
|
0,7 |
0,7 |
0,7 |

|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МЕТАЛЛА ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 20, лист 1 |
Содержание работы
1. Взять или застропить деталь
2. Переместить деталь к месту установки и провести внешний осмотр
3. Разметить место установки детали на сборочном узле
4. Установить деталь по разметке (или схеме), выверить и подогнать места сопряжений, выдержав величину зазоров по чертежу и техническим условиям
5. Прихватить деталь электросваркой
6. Отстропить деталь, узел (при установке подъемным краном)
|
N позиции |
Вид сопряжения |
Диаметр прутка, D, мм, до: |
Длина прутка, L, мм, до: |
|||||||||
|
0,5 |
0,7 |
1,0 |
1,4 |
2,0 |
2,8 |
4,0 |
5,6 |
8,0 |
11,0 |
|||
|
Время на установку детали, T, мин |
||||||||||||
|
1 |
По одному торцу |
8 |
0,849 |
1,04 |
1,29 |
1,58 |
1,95 |
— |
— |
— |
— |
— |
|
2 |
12 |
1,05 |
1,28 |
1,58 |
1,94 |
2,4 |
2,94 |
— |
— |
— |
— |
|
|
3 |
18 |
1,28 |
1,57 |
1,95 |
2,38 |
2,95 |
3,61 |
4,47 |
— |
— |
— |
|
|
4 |
27 |
1,58 |
1,93 |
2,39 |
2,93 |
3,63 |
4,44 |
5,50 |
— |
— |
— |
|
|
5 |
40 |
1,93 |
2,36 |
2,93 |
3,58 |
4,44 |
5,43 |
6,72 |
— |
— |
— |
|
|
6 |
60 |
2,37 |
2,90 |
3,60 |
4,40 |
5,46 |
6,67 |
8,27 |
— |
— |
— |
|
|
7 |
По двум торцам |
8 |
1,37 |
1,68 |
2,08 |
2,55 |
3,15 |
3,86 |
4,78 |
5,85 |
7,25 |
8,77 |
|
8 |
12 |
1,62 |
1,98 |
2,46 |
3,00 |
3,72 |
4,56 |
5,64 |
6,91 |
8,56 |
10,3 |
|
|
9 |
18 |
1,91 |
2,34 |
2,90 |
3,55 |
4,40 |
5,38 |
6,67 |
8,16 |
10,1 |
12,2 |
|
|
10 |
27 |
2,26 |
2,77 |
3,43 |
4,19 |
5,19 |
6,35 |
7,87 |
9,63 |
11,9 |
14,4 |
|
|
11 |
40 |
2,66 |
3,25 |
4,03 |
4,93 |
6,10 |
7,47 |
9,25 |
11,3 |
14,0 |
17,0 |
|
|
12 |
60 |
3,14 |
3,84 |
4,75 |
5,82 |
7,20 |
8,82 |
10,6 |
13,4 |
16,6 |
20,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МЕТАЛЛА ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 20, лист 2 |
Примечание. При измененных условиях работы время по карте применять с коэффициентами:
|
Вид установки |
В жестком контуре по двум торцам |
При сопряжении под углом 45° |
||
|
на плоскость |
на сферическую поверхность |
в отверстия |
||
|
Коэффициент K |
||||
|
0,7 |
1,0 |
0,7 |
1,5 |
1,1 |
 — позиции 1 … 6;
— позиции 1 … 6;
 — позиции 7 … 12
— позиции 7 … 12
|
УСТАНОВКА РЕБЕР ЖЕСТКОСТИ |
Сборка под сварку |
|
Карта 21, лист 1 |
Содержание работы
1. Подать ребро жесткости к месту сборки, провести внешний осмотр
2. Установить ребро по месту, подогнать места сопряжений
3. Прихватить ребро электросваркой
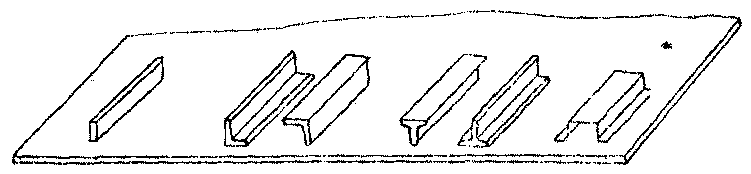
|
N позиции |
Вид профиля |
Способ установки |
Размер сечения, B, или номер профиля, N, мм, до: |
Длина жесткости, L, мм, до: |
||||||||
|
400 |
700 |
1100 |
1600 |
2200 |
3000 |
4000 |
5300 |
8000 |
||||
|
Время, T, мин |
||||||||||||
|
1 |
Полоса |
На ребро |
40 X 14 |
0,933 |
1,2 |
1,47 |
1,74 |
2,01 |
2,31 |
2,63 |
2,98 |
3,59 |
|
2 |
60 X 20 |
1,20 |
1,55 |
1,90 |
2,25 |
2,59 |
2,98 |
3,39 |
3,85 |
4,63 |
||
|
3 |
100 X 30 |
1,66 |
2,14 |
2,62 |
3,10 |
3,58 |
4,11 |
4,68 |
5,32 |
6,4 |
||
|
4 |
120 X 30 |
1,86 |
2,40 |
2,94 |
3,48 |
4,01 |
4,62 |
5,25 |
5,96 |
7,17 |
||
|
5 |
140 X 30 |
2,05 |
2,64 |
3,24 |
3,83 |
4,42 |
5,08 |
5,79 |
6,57 |
7,91 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
УСТАНОВКА РЕБЕР ЖЕСТКОСТИ |
Сборка под сварку |
|||||||||||
|
Карта 21, лист 1 |
||||||||||||
|
N позиции |
Вид профиля |
Способ установки |
Размер сечения, B, или номер профиля, N, мм, до: |
Длина жесткости, L, мм, до: |
||||||||
|
400 |
700 |
1100 |
1600 |
2200 |
3000 |
4000 |
5300 |
8000 |
||||
|
Время, T, мин |
||||||||||||
|
6 |
Сталь угловая |
На полку |
3,2 |
0,839 |
1,08 |
1,32 |
1,57 |
1,81 |
2,08 |
2,36 |
2,68 |
3,23 |
|
7 |
6,3 |
1,29 |
1,65 |
2,03 |
2,40 |
2,77 |
3,18 |
3,62 |
4,11 |
4,95 |
||
|
8 |
9 |
1,61 |
2,07 |
2,54 |
3,0 |
3,47 |
3,98 |
4,54 |
5,15 |
6,20 |
||
|
9 |
12,5 |
1,98 |
2,55 |
3,12 |
3,69 |
4,26 |
4,90 |
5,58 |
6,33 |
7,62 |
||
|
10 |
16 |
2,31 |
2,97 |
3,65 |
4,32 |
4,98 |
5,73 |
6,52 |
7,40 |
8,90 |
||
|
11 |
На ребро |
3,2 |
0,978 |
1,26 |
1,54 |
1,82 |
2,10 |
2,42 |
2,76 |
3,13 |
3,76 |
|
|
12 |
6,3 |
1,50 |
1,93 |
2,36 |
2,80 |
3,23 |
3,71 |
4,22 |
4,79 |
5,77 |
||
|
13 |
9 |
1,87 |
2,41 |
2,96 |
3,50 |
4,04 |
4,64 |
5,29 |
6,0 |
7,22 |
||
|
14 |
12,5 |
2,31 |
2,97 |
3,64 |
4,30 |
4,97 |
5,71 |
6,50 |
7,38 |
8,88 |
||
|
15 |
16 |
2,70 |
3,47 |
4,25 |
5,03 |
5,80 |
6,67 |
7,60 |
8,62 |
10,4 |
||
|
16 |
Тавровый |
На полку |
12 |
1,69 |
2,14 |
2,58 |
3,02 |
3,46 |
— |
— |
— |
— |
|
17 |
18 |
2,18 |
2,76 |
3,33 |
3,90 |
4,46 |
— |
— |
— |
— |
||
|
18 |
27 |
2,81 |
3,56 |
4,30 |
5,04 |
5,76 |
— |
— |
— |
— |
||
|
19 |
40 |
3,60 |
4,56 |
5,51 |
6,45 |
7,38 |
— |
— |
— |
— |
||
|
20 |
На ребро |
12 |
1,86 |
2,35 |
2,85 |
3,33 |
3,81 |
— |
— |
— |
— |
|
|
21 |
18 |
2,40 |
3,04 |
3,67 |
4,30 |
4,92 |
— |
— |
— |
— |
||
|
22 |
27 |
3,10 |
3,92 |
4,74 |
5,55 |
6,35 |
— |
— |
— |
— |
||
|
23 |
40 |
3,97 |
5,03 |
6,08 |
7,11 |
8,13 |
— |
— |
— |
— |
||
|
24 |
Швеллеры (гнутые из листа) |
На полку |
5 |
0,957 |
1,28 |
1,62 |
1,97 |
2,32 |
2,73 |
3,17 |
3,67 |
4,55 |
|
25 |
6,5 |
1,17 |
1,57 |
1,99 |
2,42 |
2,85 |
3,35 |
3,89 |
4,50 |
5,58 |
||
|
26 |
8 |
1,38 |
1,85 |
2,34 |
2,84 |
3,35 |
3,94 |
4,57 |
5,29 |
6,56 |
||
|
27 |
10 |
1,64 |
2,20 |
2,78 |
3,38 |
4,00 |
4,69 |
5,44 |
6,30 |
7,80 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
Примечание. Нормативы времени рассчитаны при установке ребер жесткости на плоскость. При измененных условиях работы время по карте применять с коэффициентами:
|
При установке в обечайку |
При установке гнутых профилей |
При установке ребер жесткости типа дуг |
|
Коэффициент K |
||
|
1,2 |
1,2 |
1,25 |
 — позиции 1 … 5;
— позиции 1 … 5;
 — позиции 6 … 10;
— позиции 6 … 10;
 — позиции 11 … 15;
— позиции 11 … 15;
 — позиции 16 … 19;
— позиции 16 … 19;
 — позиции 20 … 23;
— позиции 20 … 23;
 — позиции 24 … 27
— позиции 24 … 27
|
УСТАНОВКА ДЕТАЛЕЙ НА ВАЛ |
Сборка под сварку |
|
Карта 22 |
Содержание работы
1. Взять деталь
2. Переместить деталь к рабочему месту сборки, провести внешний осмотр
3. Установить деталь на вал, выверить установку, подогнать места сопряжений
4. Прихватить детали электросваркой
5. Снять узел, отложить
|
N позиции |
Диаметр вала, D, мм, до: |
Масса детали, Q, кг, до: |
|||||
|
0,5 |
1 |
3 |
5 |
8 |
15 |
||
|
Время, T, мин |
|||||||
|
1 |
20 |
0,847 |
1,03 |
1,40 |
— |
— |
— |
|
2 |
50 |
1,05 |
1,27 |
1,73 |
1,99 |
— |
— |
|
3 |
100 |
1,23 |
1,49 |
2,02 |
2,34 |
2,66 |
3,18 |
|
4 |
200 |
— |
1,75 |
2,37 |
2,74 |
3,12 |
3,73 |
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечание. При измененных условиях работы время по карте применять с коэффициентами:
|
Длина передвижения, мм, до: |
Толщина детали, мм |
Установка без подгонки |
Установка по разметке |
||||
|
300 |
500 |
800 |
свыше 800 |
до 6 |
свыше 6 |
||
|
Коэффициент K |
|||||||
|
0,70 |
0,85 |
1,0 |
1,1 |
1,0 |
1,05 |
0,6 |
1,2 |

|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ УГЛОВОЙ СТАЛИ |
Сборка под сварку |
|
Карта 23, лист 1 |
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать детали по торцам или по длине полок, выдержав размеры по чертежу и техническим условиям
4. Прихватить детали электросваркой, повернуть их в процессе сборки
5. Отстропить (при установке подъемным краном)
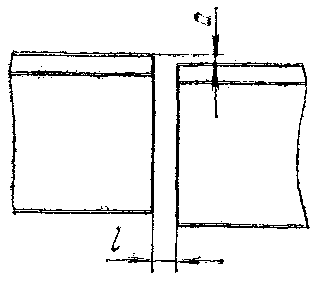
|
N позиции |
Вид сопряжения деталей |
Длина пристыковываемой детали, L, м, до: |
Номер профиля угловой стали, N, до: |
||||||||
|
3,2 |
4,0 |
5,0 |
6,3 |
8,0 |
10 |
12,5 |
16 |
20 |
|||
|
Время на стык, T, мин |
|||||||||||
|
1 |
Сборка деталей по торцам |
0,25 |
0,815 |
0,919 |
1,04 |
1,17 |
1,34 |
1,51 |
1,70 |
1,94 |
2,19 |
|
2 |
0,5 |
1,17 |
1,32 |
1,49 |
1,68 |
1,92 |
2,16 |
2,44 |
2,79 |
3,14 |
|
|
3 |
1,0 |
1,68 |
1,89 |
2,13 |
2,42 |
2,75 |
3,10 |
3,50 |
4,0 |
4,51 |
|
|
4 |
2,0 |
2,40 |
2,71 |
3,06 |
3,46 |
3,94 |
4,45 |
5,01 |
5,73 |
6,46 |
|
|
5 |
4,0 |
3,44 |
3,89 |
4,38 |
4,97 |
5,65 |
6,37 |
7,19 |
8,22 |
9,27 |
|
|
6 |
8,0 |
4,94 |
5,57 |
6,29 |
7,12 |
8,10 |
9,14 |
10,3 |
11,8 |
13,3 |
|
|
7 |
12,0 |
6,1 |
6,88 |
7,76 |
8,79 |
10,0 |
11,3 |
12,7 |
14,5 |
16,4 |
|
|
8 |
Сборка деталей по длине полок |
0,5 |
1,73 |
2,02 |
2,36 |
2,78 |
3,28 |
3,84 |
4,49 |
5,34 |
6,24 |
|
9 |
0,8 |
2,13 |
2,49 |
2,90 |
3,42 |
4,04 |
4,72 |
5,52 |
6,56 |
7,67 |
|
|
10 |
1,3 |
2,63 |
3,08 |
3,60 |
4,23 |
5,00 |
5,85 |
6,84 |
8,13 |
9,50 |
|
|
11 |
1,8 |
3,04 |
3,55 |
4,15 |
4,88 |
5,77 |
6,75 |
7,89 |
9,38 |
11,0 |
|
|
12 |
2,5 |
3,51 |
4,11 |
4,80 |
5,64 |
6,67 |
7,80 |
9,12 |
10,8 |
12,7 |
|
|
13 |
3,5 |
4,07 |
4,76 |
5,57 |
6,55 |
7,74 |
9,05 |
10,6 |
12,6 |
14,7 |
|
|
14 |
5,0 |
4,76 |
5,57 |
6,51 |
7,66 |
9,05 |
10,6 |
12,4 |
14,7 |
17,2 |
|
|
15 |
7,0 |
5,53 |
6,46 |
7,55 |
8,88 |
10,5 |
12,3 |
14,3 |
17,0 |
20,0 |
|
|
16 |
10,0 |
6,46 |
7,56 |
8,84 |
10,4 |
12,3 |
14,4 |
16,8 |
20,0 |
23,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ УГЛОВОЙ СТАЛИ |
Сборка под сварку |
|
Карта 23, лист 2 |
Примечания.
1. Пристыковываемой деталью считать меньшую по длине из двух стыкуемых деталей.
2. При установке на стык накладок время по карте применять с коэффициентами:
из листов K = 1,25;
из уголков K = 1,15.
 — позиции 1 … 7;
— позиции 1 … 7;
 — позиции 8 … 16
— позиции 8 … 16
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ ШВЕЛЛЕРНОЙ СТАЛИ |
Сборка под сварку |
|
Карта 24, лист 1 |
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать детали по торцам или по длине полок, выдержав размеры по чертежу и техническим условиям
4. Прихватить детали электросваркой, повернуть их в процессе сборки
5. Отстропить (при установке подъемным краном)
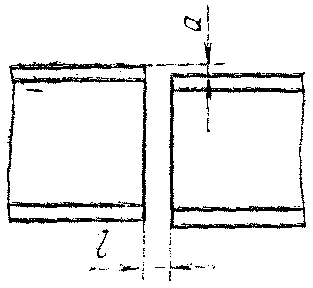
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ ШВЕЛЛЕРНОЙ СТАЛИ |
Сборка под сварку |
|||||||
|
Карта 24, лист 2 |
||||||||
|
N позиции |
Вид сопряжения деталей |
Длина пристыковываемой детали, L, м, до: |
Номер профиля швеллерной стали, N, до: |
|||||
|
8 |
14 |
20 |
24 |
30 |
40 |
|||
|
Время на стык, T, мин |
||||||||
|
1 |
Сборка деталей по торцам |
0,5 |
2,05 |
2,34 |
2,55 |
2,67 |
2,81 |
3,02 |
|
2 |
1,0 |
2,65 |
3,03 |
3,30 |
3,45 |
3,64 |
3,90 |
|
|
3 |
2,0 |
3,42 |
3,92 |
4,27 |
4,46 |
4,70 |
5,04 |
|
|
4 |
4,0 |
4,42 |
5,06 |
5,51 |
5,76 |
6,08 |
6,51 |
|
|
5 |
8,0 |
5,72 |
6,54 |
7,12 |
7,44 |
7,85 |
8,41 |
|
|
6 |
12,0 |
6,64 |
7,60 |
8,28 |
8,65 |
9,12 |
9,77 |
|
|
7 |
Сборка деталей по длине полок |
0,5 |
2,42 |
2,90 |
3,25 |
3,44 |
3,70 |
4,06 |
|
8 |
0,8 |
2,88 |
3,45 |
3,87 |
4,10 |
4,40 |
4,83 |
|
|
9 |
1,3 |
3,45 |
4,13 |
4,63 |
4,90 |
5,27 |
5,78 |
|
|
10 |
1,8 |
3,89 |
4,66 |
5,22 |
5,53 |
5,94 |
6,52 |
|
|
11 |
2,5 |
4,40 |
5,26 |
5,89 |
6,25 |
6,71 |
7,36 |
|
|
12 |
3,5 |
4,98 |
5,96 |
6,68 |
7,08 |
7,60 |
8,33 |
|
|
13 |
5,0 |
5,68 |
6,80 |
7,62 |
8,07 |
8,67 |
9,51 |
|
|
14 |
7,0 |
6,43 |
7,70 |
8,63 |
9,14 |
9,82 |
10,8 |
|
|
15 |
10,0 |
7,34 |
8,78 |
9,84 |
10,4 |
11,2 |
12,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечания.
1. Пристыковываемой деталью считать меньшую по длине из двух стыкуемых деталей.
2. При дополнительной установке подъемным краном необходимо учитывать время на его перемещение (карты 33 — 34).
3. При установке на стык накладок из листа время по карте применять с коэффициентами:
для швеллеров до N 20 — K = 1,2;
для швеллеров до N 40 — K = 1,3.
 — позиции 1 … 6;
— позиции 1 … 6;
 — позиции 7 … 15
— позиции 7 … 15
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ ДВУТАВРОВОЙ СТАЛИ |
Сборка под сварку |
|
Карта 25 |
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать детали по торцам, выдержав размеры по чертежу и техническим условиям
4. Прихватить детали электросваркой, повернуть их в процессе сборки
5. Отстропить (при установке подъемным краном)
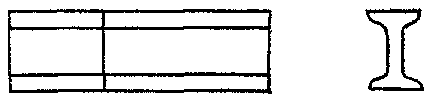
|
N позиции |
Вид сопряжения деталей |
Длина пристыковываемой детали, L, м, до: |
Номер профиля двутавровой стали, N, до: |
|||||
|
10 |
14 |
20 |
30 |
40 |
55 |
|||
|
Время на стык, T, мин |
||||||||
|
1 |
Сборка деталей по торцам |
0,5 |
2,16 |
2,38 |
2,63 |
2,94 |
3,19 |
3,49 |
|
2 |
1,0 |
3,19 |
3,51 |
3,88 |
4,34 |
4,71 |
5,14 |
|
|
3 |
2,0 |
4,71 |
5,17 |
5,71 |
6,40 |
6,94 |
7,58 |
|
|
4 |
4,0 |
6,94 |
7,62 |
8,42 |
9,44 |
10,2 |
11,2 |
|
|
5 |
8,0 |
10,2 |
11,2 |
12,4 |
13,9 |
15,1 |
16,5 |
|
|
6 |
12,0 |
12,8 |
14,1 |
15,6 |
17,5 |
18,9 |
20,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
Примечания.
1. Пристыковываемой деталью считать меньшую по длине из двух стыкуемых деталей.
2. При дополнительной установке детали подъемным краном необходимо учитывать время на его перемещение (карты 33 — 34).
3. При установке на стык накладок из листа время по карте применять с коэффициентами:
для профиля двутавра до N 20 — K = 1,2;
для профиля двутавра до N 55 — K = 1,3.

|
СБОРКА (СТЫКОВКА) ПЛОСКИХ ЛИСТОВ И ПОЛОС ПОД СВАРКУ |
Сборка под сварку |
|
|
Карта 26, лист 1 |
||
|
Содержание работы |
||
|
1. |
Взять или застропить детали |
|
|
2. |
Переместить их к рабочему месту сборки, провести внешний осмотр |
|
|
3. |
Уложить стыкуемые детали на плиту или стеллаж |
|
|
4. |
Выверить и подогнать детали по стыку, выдержав размеры по чертежу и техническим условиям |
|
|
5. |
Прихватить электросваркой |
|
|
6. |
Отстропить (при установке подъемным краном) |
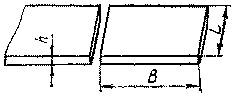
|
N позиции |
Длина стыка, L, м, до: |
Наибольший размер листа или полосы, B, м, до: |
Толщина листа, полосы, h, мм, до: |
|||||||||||
|
2 |
3 |
5 |
7 |
11 |
16 |
22 |
28 |
36 |
50 |
70 |
90 |
|||
|
Время на стык, T, мин |
||||||||||||||
|
1 |
0,15 |
1,0 |
— |
0,986 |
1,29 |
1,54 |
1,96 |
2,39 |
2,83 |
3,22 |
3,68 |
— |
— |
— |
|
2 |
2,0 |
— |
1,32 |
1,72 |
2,06 |
2,62 |
3,20 |
3,78 |
4,30 |
4,91 |
— |
— |
— |
|
|
3 |
3,0 |
— |
1,55 |
2,03 |
2,43 |
3,08 |
3,76 |
4,45 |
5,06 |
5,78 |
— |
— |
— |
|
|
4 |
4,0 |
— |
1,74 |
2,28 |
2,72 |
3,46 |
4,22 |
5,00 |
5,67 |
6,48 |
— |
— |
— |
|
|
5 |
0,25 |
1,0 |
— |
1,26 |
1,65 |
1,98 |
2,51 |
3,06 |
3,63 |
4,12 |
4,71 |
— |
— |
— |
|
6 |
2,0 |
— |
1,67 |
2,18 |
2,61 |
3,32 |
4,04 |
4,79 |
5,44 |
6,22 |
— |
— |
— |
|
|
7 |
3,0 |
— |
1,96 |
2,57 |
3,07 |
3,90 |
4,76 |
5,64 |
6,40 |
7,31 |
— |
— |
— |
|
|
8 |
4,0 |
— |
2,20 |
2,88 |
3,44 |
4,37 |
5,34 |
6,32 |
7,18 |
8,20 |
— |
— |
— |
|
|
9 |
0,45 |
1,0 |
— |
1,65 |
2,17 |
2,59 |
3,29 |
4,02 |
4,75 |
5,40 |
6,17 |
— |
— |
— |
|
10 |
2,0 |
— |
2,18 |
2,86 |
3,42 |
4,35 |
5,30 |
6,27 |
7,13 |
8,15 |
— |
— |
— |
|
|
11 |
3,0 |
— |
2,57 |
3,36 |
4,02 |
5,11 |
6,23 |
7,38 |
8,38 |
9,58 |
— |
— |
— |
|
|
12 |
4,0 |
— |
3,15 |
4,13 |
4,93 |
6,27 |
5,36 |
9,05 |
10,3 |
11,8 |
— |
— |
— |
|
|
13 |
0,7 |
2,0 |
2,16 |
2,67 |
3,51 |
4,19 |
5,32 |
6,49 |
7,69 |
8,74 |
9,98 |
11,9 |
14,2 |
16,2 |
|
14 |
3,0 |
2,54 |
3,15 |
4,12 |
4,93 |
6,26 |
7,64 |
9,04 |
10,3 |
11,7 |
14,0 |
16,7 |
19,1 |
|
|
15 |
5,0 |
3,11 |
3,86 |
5,06 |
6,05 |
7,68 |
9,37 |
11,1 |
12,6 |
14,4 |
17,1 |
20,5 |
23,4 |
|
|
16 |
1,0 |
2,0 |
2,54 |
3,15 |
4,13 |
4,94 |
6,27 |
7,65 |
9,06 |
10,3 |
11,8 |
14,0 |
16,7 |
19,1 |
|
17 |
3,0 |
2,99 |
3,71 |
4,86 |
5,81 |
7,38 |
9,0 |
10,7 |
12,1 |
13,8 |
16,5 |
19,7 |
22,5 |
|
|
18 |
5,0 |
3,67 |
4,55 |
5,96 |
7,12 |
9,05 |
11,0 |
13,1 |
14,9 |
17,0 |
20,2 |
24,1 |
27,6 |
|
|
19 |
1,4 |
2,0 |
2,97 |
3,68 |
4,82 |
5,76 |
7,32 |
8,93 |
10,6 |
12,0 |
13,7 |
16,3 |
19,5 |
22,3 |
|
20 |
3,0 |
3,49 |
4,33 |
5,67 |
6,78 |
8,61 |
10,5 |
12,4 |
14,1 |
16,1 |
19,2 |
23,0 |
26,2 |
|
|
21 |
5,0 |
4,28 |
5,31 |
6,96 |
8,32 |
10,6 |
12,9 |
15,3 |
17,3 |
19,8 |
23,6 |
28,2 |
32,2 |
|
|
22 |
8,0 |
5,17 |
6,40 |
8,40 |
10,0 |
12,8 |
15,6 |
18,4 |
20,9 |
23,9 |
28,4 |
34,0 |
38,8 |
|
|
23 |
2,0 |
2,0 |
3,50 |
4,33 |
5,68 |
6,79 |
8,63 |
10,5 |
12,5 |
14,2 |
16,2 |
19,3 |
23,0 |
26,3 |
|
24 |
3,0 |
4,11 |
5,10 |
6,68 |
7,99 |
10,1 |
12,4 |
14,7 |
16,7 |
19,0 |
22,6 |
27,1 |
30,9 |
|
|
25 |
5,0 |
5,04 |
6,25 |
8,20 |
9,80 |
12,4 |
15,2 |
18,0 |
20,4 |
23,3 |
27,8 |
33,2 |
37,9 |
|
|
26 |
8,0 |
6,09 |
7,54 |
9,89 |
11,8 |
15,0 |
18,3 |
21,7 |
24,7 |
28,2 |
33,5 |
40,1 |
45,8 |
|
|
27 |
2,8 |
2,0 |
4,08 |
5,06 |
6,63 |
7,93 |
10,1 |
12,3 |
14,5 |
16,5 |
18,9 |
22,5 |
26,9 |
30,7 |
|
28 |
3,0 |
4,80 |
5,95 |
7,80 |
9,32 |
11,8 |
14,4 |
17,1 |
19,4 |
22,2 |
26,4 |
31,6 |
36,1 |
|
|
29 |
5,0 |
5,89 |
7,30 |
9,57 |
11,4 |
14,5 |
17,7 |
20,9 |
23,8 |
27,2 |
32,4 |
38,8 |
44,3 |
|
|
30 |
8,0 |
7,10 |
8,81 |
11,5 |
13,8 |
17,5 |
21,4 |
25,3 |
28,8 |
32,9 |
39,1 |
46,8 |
53,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
СБОРКА (СТЫКОВКА) ПЛОСКИХ ЛИСТОВ И ПОЛОС ПОД СВАРКУ |
Сборка под сварку |
|||||||||||||
|
Карта 26, лист 2 |
||||||||||||||
|
N позиции |
Длина стыка, L, м, до: |
Наибольший размер листа или полосы, B, м, до: |
Толщина листа, полосы, h, мм, до: |
|||||||||||
|
2 |
3 |
5 |
7 |
11 |
16 |
22 |
28 |
36 |
50 |
70 |
90 |
|||
|
Время на стык, T, мин |
||||||||||||||
|
31 |
4,0 |
2,0 |
— |
5,96 |
7,82 |
9,34 |
11,9 |
14,5 |
17,1 |
19,5 |
22,3 |
26,5 |
31,7 |
36,2 |
|
32 |
3,0 |
— |
7,01 |
9,19 |
10,9 |
13,9 |
17,0 |
20,2 |
22,9 |
26,2 |
31,1 |
37,2 |
42,5 |
|
|
33 |
5,6 |
2,0 |
— |
6,96 |
9,12 |
10,9 |
13,9 |
16,9 |
20,0 |
22,7 |
25,9 |
30,9 |
36,9 |
42,2 |
|
34 |
3,0 |
— |
8,19 |
10,7 |
12,8 |
16,3 |
19,9 |
23,5 |
26,7 |
30,6 |
36,4 |
43,5 |
49,6 |
|
|
35 |
8,0 |
2,0 |
— |
— |
10,8 |
12,8 |
16,3 |
19,9 |
23,6 |
26,8 |
30,6 |
36,4 |
43,5 |
49,7 |
|
36 |
3,0 |
— |
— |
12,6 |
15,1 |
19,2 |
23,4 |
27,7 |
31,5 |
36,0 |
36,8 |
44,0 |
58,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечание. Нормативы времени рассчитаны на сборку (стыковку) плоских листов и полос под электродуговую сварку. При измененных условиях работы время по карте применять с коэффициентами:
|
При электрошлаковой сварке |
При сборке листов по двум сторонам (суммарная длина) |
При сборке (стыковке) без подгонки |
|
Коэффициент K |
||
|
2,0 |
0,9 |
0,6 |

|
СБОРКА ПЛОСКИХ КОЛЕЦ (ФЛАНЦЕВ) ИЗ СЕГМЕНТОВ (СЕКТОРОВ) |
Сборка под сварку |
|
Карта 27, лист 1 |
Содержание работы
1. Подать секторы фланца к месту сборки, провести их внешний осмотр
2. Собрать фланец из секторов по разметке, выдержав размеры по чертежу и техническим условиям
3. Прихватить электросваркой
4. Снять фланец и отложить в сторону
|
N позиции |
Наружный диаметр кольца (фланца), D, м, до: |
Количество сегментов (секторов), n, шт. |
Толщина металла, h, мм, до: |
||||||||
|
5 |
7 |
10 |
18 |
26 |
35 |
50 |
80 |
110 |
|||
|
Время на кольцо (фланец), T, мин |
|||||||||||
|
1 |
0,5 |
2 |
4,52 |
4,91 |
5,37 |
6,22 |
6,82 |
7,35 |
8,03 |
9,04 |
9,79 |
|
2 |
3 |
5,95 |
6,48 |
7,09 |
8,20 |
9,0 |
9,68 |
10,6 |
11,9 |
12,9 |
|
|
3 |
4 |
7,24 |
7,87 |
8,61 |
9,97 |
10,9 |
11,8 |
12,9 |
14,5 |
15,7 |
|
|
4 |
1,0 |
2 |
5,30 |
5,76 |
6,30 |
7,30 |
8,00 |
8,62 |
9,42 |
10,6 |
11,5 |
|
5 |
3 |
6,98 |
7,59 |
8,30 |
9,62 |
10,5 |
11,4 |
12,4 |
14,0 |
15,1 |
|
|
6 |
4 |
8,50 |
9,24 |
10,1 |
11,7 |
12,8 |
13,8 |
15,1 |
17,0 |
18,4 |
|
|
7 |
5 |
9,88 |
10,7 |
11,8 |
13,6 |
14,9 |
16,1 |
17,6 |
19,8 |
21,4 |
|
|
8 |
6 |
11,2 |
12,2 |
13,3 |
15,4 |
16,9 |
18,2 |
19,9 |
22,4 |
24,2 |
|
|
9 |
1,5 |
2 |
5,82 |
6,33 |
6,92 |
8,01 |
8,78 |
9,46 |
10,3 |
11,6 |
12,6 |
|
10 |
3 |
7,66 |
8,34 |
9,11 |
10,6 |
11,6 |
12,5 |
13,6 |
15,3 |
16,6 |
|
|
11 |
4 |
9,32 |
10,1 |
11,1 |
12,8 |
14,1 |
15,2 |
16,6 |
18,6 |
20,2 |
|
|
12 |
5 |
10,8 |
11,8 |
12,9 |
16,4 |
17,6 |
19,3 |
20,3 |
21,7 |
23,5 |
|
|
13 |
6 |
12,3 |
13,4 |
14,6 |
16,9 |
18,5 |
20,0 |
22,6 |
24,6 |
26,6 |
|
|
14 |
2,0 |
2 |
6,22 |
6,76 |
7,39 |
8,56 |
9,39 |
10,1 |
11,1 |
12,4 |
13,5 |
|
15 |
3 |
8,19 |
8,91 |
9,74 |
11,3 |
12,4 |
13,3 |
14,6 |
16,4 |
17,7 |
|
|
16 |
4 |
9,96 |
10,8 |
11,8 |
13,7 |
15,0 |
16,2 |
17,7 |
20,0 |
21,6 |
|
|
17 |
5 |
11,6 |
12,6 |
13,8 |
16,0 |
17,5 |
18,9 |
20,6 |
23,2 |
25,1 |
|
|
18 |
6 |
13,1 |
14,3 |
15,6 |
18,1 |
19,8 |
21,3 |
23,3 |
26,2 |
28,4 |
|
|
19 |
2,5 |
2 |
6,54 |
7,12 |
7,78 |
9,01 |
9,88 |
10,6 |
11,6 |
13,1 |
14,2 |
|
20 |
3 |
8,62 |
9,38 |
10,3 |
11,9 |
13,0 |
14,0 |
15,3 |
17,2 |
18,7 |
|
|
21 |
4 |
10,5 |
11,4 |
12,5 |
14,4 |
15,8 |
17,1 |
18,6 |
21,0 |
22,7 |
|
|
22 |
5 |
12,2 |
13,3 |
14,5 |
16,8 |
18,4 |
19,8 |
21,7 |
24,4 |
26,4 |
|
|
23 |
6 |
13,8 |
15,0 |
16,4 |
19,0 |
20,9 |
22,5 |
24,6 |
27,6 |
30,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
СБОРКА ПЛОСКИХ КОЛЕЦ (ФЛАНЦЕВ) ИЗ СЕГМЕНТОВ (СЕКТОРОВ) |
Сборка под сварку |
|
Карта 27, лист 2 |
|
N позиции |
Наружный диаметр кольца (фланца), D, м, до: |
Количество сегментов (секторов), n, шт. |
Толщина металла, h, мм, до: |
||||||||
|
5 |
7 |
10 |
18 |
26 |
35 |
50 |
80 |
110 |
|||
|
Время на кольцо (фланец), T, мин |
|||||||||||
|
24 |
3,0 |
2 |
6,82 |
7,42 |
8,11 |
9,40 |
10,3 |
11,1 |
12,1 |
13,6 |
14,8 |
|
25 |
3 |
9,00 |
9,78 |
10,7 |
12,4 |
13,6 |
14,6 |
16,0 |
18,0 |
19,5 |
|
|
26 |
4 |
10,9 |
11,9 |
13,0 |
15,1 |
16,5 |
17,8 |
19,4 |
21,9 |
23,6 |
|
|
27 |
5 |
12,7 |
13,8 |
15,1 |
17,5 |
19,2 |
20,7 |
22,6 |
25,4 |
27,6 |
|
|
28 |
6 |
14,4 |
15,7 |
17,1 |
19,8 |
21,7 |
23,4 |
25,6 |
28,8 |
31,2 |
|
|
29 |
7 |
16,0 |
17,4 |
19,0 |
22,0 |
24,2 |
26,0 |
28,4 |
32,0 |
34,6 |
|
|
30 |
8 |
17,5 |
19,1 |
20,8 |
24,1 |
26,4 |
28,5 |
31,1 |
35,0 |
37,9 |
|
|
31 |
4,0 |
2 |
7,29 |
7,93 |
8,67 |
10,0 |
11,0 |
11,9 |
13,0 |
14,6 |
15,6 |
|
32 |
3 |
9,60 |
10,4 |
11,4 |
13,2 |
14,5 |
15,6 |
17,1 |
19,2 |
20,8 |
|
|
33 |
4 |
11,7 |
12,7 |
13,9 |
16,1 |
17,6 |
19,0 |
20,8 |
23,4 |
25,3 |
|
|
34 |
5 |
13,6 |
14,8 |
16,2 |
18,7 |
20,5 |
22,1 |
24,2 |
27,2 |
29,4 |
|
|
35 |
6 |
15,4 |
16,7 |
18,3 |
21,2 |
23,2 |
25,0 |
27,4 |
30,8 |
33,3 |
|
|
36 |
7 |
17,1 |
18,6 |
20,3 |
23,5 |
25,8 |
27,8 |
30,4 |
34,2 |
37,0 |
|
|
37 |
8 |
18,7 |
20,4 |
22,3 |
25,8 |
28,3 |
30,4 |
33,3 |
37,4 |
40,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
Примечание. Нормативы времени рассчитаны на сборку и подгонку фланцев с длиной стыка до 200 мм. При измененных условиях работы время по карте применять с коэффициентами:
|
При длине стыка, мм, свыше 200 |
При ширине собираемых фланцев более 0,2 м |
Сборка без подгонки |
|
Коэффициент K |
||
|
1,2 |
1,2 |
0,6 |

|
СБОРКА (СТЫКОВКА) ПРЯМЫХ ТРУБ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 28, лист 1 |
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать трубы, выдержав размеры по чертежу и техническим условиям
4. Прихватить электросваркой
5. Отстропить (при установке подъемным краном)
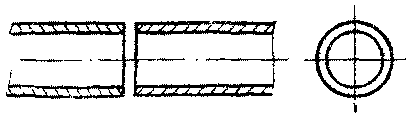
|
N позиции |
Наружный диаметр трубы, D, мм, до: |
Толщина стенки трубы, h, мм, до: |
|||||||
|
3,5 |
5,0 |
8,0 |
12 |
16 |
20 |
24 |
30 |
||
|
Время на стык, T, мин |
|||||||||
|
1 |
25 |
1,39 |
1,60 |
— |
— |
— |
— |
— |
— |
|
2 |
38 |
1,88 |
2,16 |
— |
— |
— |
— |
— |
— |
|
3 |
50 |
2,29 |
2,63 |
3,14 |
— |
— |
— |
— |
— |
|
4 |
60 |
2,62 |
3,0 |
3,58 |
4,18 |
— |
— |
— |
— |
|
5 |
68 |
2,86 |
3,28 |
3,92 |
4,57 |
— |
— |
— |
— |
|
6 |
73 |
3,01 |
3,45 |
4,13 |
4,82 |
— |
— |
— |
— |
|
7 |
83 |
3,30 |
3,79 |
4,53 |
5,28 |
5,89 |
— |
— |
— |
|
8 |
95 |
3,64 |
4,17 |
5,0 |
5,82 |
6,49 |
7,07 |
— |
— |
|
9 |
114 |
— |
4,76 |
5,69 |
6,64 |
7,40 |
8,06 |
8,64 |
— |
|
10 |
127 |
— |
5,14 |
6,15 |
7,17 |
8,0 |
8,71 |
9,34 |
10,2 |
|
11 |
140 |
— |
— |
6,60 |
7,69 |
8,58 |
9,34 |
10,0 |
10,9 |
|
12 |
152 |
— |
— |
7,0 |
8,17 |
9,10 |
9,91 |
10,6 |
11,6 |
|
13 |
168 |
— |
— |
7,52 |
8,77 |
9,79 |
10,7 |
11,4 |
12,4 |
|
14 |
194 |
— |
— |
8,34 |
9,73 |
10,8 |
11,8 |
12,7 |
13,8 |
|
15 |
245 |
— |
— |
9,87 |
11,5 |
12,8 |
14,0 |
15,0 |
16,3 |
|
16 |
350 |
— |
— |
— |
14,9 |
16,6 |
18,1 |
19,4 |
21,1 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|
СБОРКА (СТЫКОВКА) ПРЯМЫХ ТРУБ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 28, лист 2 |
Примечание. Нормативы времени рассчитаны на сборку (стыковку) труб при суммарной длине их до 6 м. При измененных условиях работы время по карте применять с коэффициентами:
|
На каждый последующий стык |
При сборке труб под углом |
При суммарной длине труб в м |
Без подгонки |
||
|
до 10 |
11 — 15 |
свыше 15 |
|||
|
Коэффициент K |
|||||
|
0,8 |
1,3 |
1,05 |
1,1 |
1,15 |
0,6 |

|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
|
Карта 29, лист 1 |
Содержание работы
1. Застропить обечайку и переместить на сборочный стенд, провести внешний осмотр
2. Подогнать продольный стык обечайки под сварку, выдержав размеры по чертежу и техническим условиям
3. Прихватить электросваркой
4. Снять обечайку, отложить
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
|||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
60 |
|||
|
Время на стык, T, мин |
||||||||||||
|
1 |
300 |
0,5 |
1,50 |
1,94 |
2,67 |
3,30 |
4,13 |
5,11 |
6,39 |
7,90 |
— |
— |
|
2 |
0,7 |
1,77 |
2,29 |
3,16 |
3,90 |
4,89 |
6,04 |
7,57 |
9,35 |
— |
— |
|
|
3 |
1,0 |
2,12 |
2,74 |
3,78 |
4,67 |
5,84 |
7,22 |
9,04 |
11,2 |
— |
— |
|
|
4 |
1,5 |
2,60 |
3,35 |
4,62 |
5,72 |
7,16 |
8,85 |
11,1 |
13,7 |
— |
— |
|
|
5 |
2,0 |
3,0 |
3,87 |
5,34 |
6,60 |
8,26 |
10,2 |
12,8 |
15,8 |
— |
— |
|
|
6 |
2,8 |
3,55 |
4,58 |
6,32 |
7,81 |
9,78 |
12,1 |
15,1 |
18,7 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
|||||||||||
|
Карта 29, лист 2 |
||||||||||||
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
|||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
60 |
|||
|
Время на стык, T, мин |
||||||||||||
|
7 |
400 |
0,5 |
1,67 |
2,15 |
2,97 |
3,67 |
4,60 |
5,68 |
7,11 |
8,79 |
— |
— |
|
8 |
0,7 |
1,97 |
2,55 |
3,51 |
4,34 |
5,44 |
6,72 |
8,42 |
10,4 |
— |
— |
|
|
9 |
1,0 |
2,36 |
3,04 |
4,20 |
5,19 |
6,50 |
8,03 |
10,1 |
12,4 |
— |
— |
|
|
10 |
1,5 |
2,89 |
3,73 |
5,14 |
6,36 |
7,96 |
9,84 |
12,3 |
15,2 |
— |
— |
|
|
11 |
2,0 |
3,33 |
4,31 |
5,94 |
7,34 |
9,19 |
11,4 |
14,2 |
17,6 |
— |
— |
|
|
12 |
2,8 |
3,95 |
5,09 |
7,03 |
8,69 |
10,9 |
13,4 |
16,8 |
20,8 |
— |
— |
|
|
13 |
600 |
0,5 |
1,94 |
2,50 |
3,45 |
4,26 |
5,34 |
6,60 |
8,26 |
10,2 |
— |
— |
|
14 |
0,7 |
2,29 |
2,96 |
4,08 |
5,05 |
6,32 |
7,81 |
9,78 |
12,1 |
— |
— |
|
|
15 |
1,0 |
2,74 |
3,54 |
4,88 |
6,03 |
7,55 |
9,33 |
11,7 |
14,4 |
— |
— |
|
|
16 |
1,5 |
3,36 |
4,33 |
5,98 |
7,39 |
9,25 |
11,4 |
14,3 |
17,7 |
— |
— |
|
|
17 |
2,0 |
3,87 |
5,00 |
6,90 |
8,53 |
10,7 |
13,2 |
16,5 |
20,4 |
— |
— |
|
|
18 |
2,8 |
4,58 |
5,92 |
8,17 |
10,1 |
12,6 |
15,6 |
19,6 |
24,2 |
— |
— |
|
|
19 |
800 |
0,5 |
2,15 |
2,78 |
3,83 |
4,73 |
5,93 |
7,32 |
9,17 |
11,3 |
14,2 |
— |
|
20 |
0,7 |
2,54 |
3,28 |
4,53 |
5,60 |
7,00 |
8,67 |
10,9 |
13,4 |
16,8 |
— |
|
|
21 |
1,0 |
3,0 |
3,92 |
5,41 |
6,69 |
8,38 |
10,4 |
13,0 |
16,0 |
20,1 |
— |
|
|
22 |
1,5 |
3,72 |
4,81 |
6,63 |
8,20 |
10,3 |
12,7 |
15,9 |
19,6 |
24,6 |
— |
|
|
23 |
2,0 |
4,30 |
5,55 |
7,66 |
9,47 |
11,9 |
14,6 |
18,3 |
22,7 |
28,4 |
— |
|
|
24 |
2,8 |
5,09 |
6,57 |
9,06 |
11,2 |
14,0 |
17,3 |
21,7 |
26,8 |
33,6 |
— |
|
|
25 |
1000 |
0,5 |
2,34 |
3,02 |
4,17 |
5,15 |
6,45 |
7,97 |
9,98 |
12,3 |
15,4 |
19,9 |
|
26 |
0,7 |
2,77 |
3,58 |
4,93 |
6,10 |
7,63 |
9,43 |
11,8 |
14,6 |
18,3 |
23,6 |
|
|
27 |
1,0 |
3,31 |
4,27 |
5,90 |
7,29 |
9,12 |
11,3 |
14,1 |
17,5 |
21,8 |
28,2 |
|
|
28 |
1,5 |
4,05 |
5,23 |
7,22 |
8,92 |
11,2 |
13,8 |
17,3 |
21,4 |
26,8 |
34,5 |
|
|
29 |
2,0 |
4,68 |
6,04 |
8,34 |
10,3 |
12,9 |
15,9 |
20,0 |
24,7 |
30,9 |
40,0 |
|
|
30 |
2,8 |
5,54 |
7,15 |
9,86 |
12,2 |
15,3 |
18,9 |
23,6 |
29,2 |
36,6 |
47,2 |
|
|
31 |
4,0 |
6,70 |
8,65 |
11,9 |
14,8 |
18,5 |
22,8 |
28,6 |
35,3 |
44,2 |
57,1 |
|
|
32 |
1200 |
0,5 |
2,50 |
3,23 |
4,46 |
5,51 |
6,90 |
8,53 |
10,7 |
13,2 |
16,5 |
21,3 |
|
33 |
0,7 |
2,96 |
3,83 |
5,28 |
6,52 |
8,82 |
10,1 |
12,6 |
15,6 |
19,6 |
25,2 |
|
|
34 |
1,0 |
3,94 |
5,08 |
6,31 |
7,80 |
9,76 |
12,1 |
15,1 |
18,7 |
23,4 |
30,2 |
|
|
35 |
1,5 |
4,34 |
5,60 |
7,72 |
9,55 |
12,0 |
14,8 |
18,5 |
22,9 |
28,6 |
36,9 |
|
|
36 |
2,0 |
5,0 |
6,47 |
8,92 |
11,0 |
13,8 |
17,1 |
21,4 |
26,4 |
33,1 |
42,6 |
|
|
37 |
2,8 |
5,92 |
7,65 |
10,6 |
13,0 |
16,3 |
20,2 |
25,3 |
31,2 |
39,1 |
50,5 |
|
|
38 |
4,0 |
7,17 |
9,26 |
12,8 |
15,8 |
19,8 |
24,4 |
30,6 |
37,8 |
47,3 |
61,1 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
|||||||||||
|
Карта 29, лист 3 |
||||||||||||
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
|||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
60 |
|||
|
Время на стык, T, мин |
||||||||||||
|
39 |
1400 |
0,5 |
— |
3,42 |
4,72 |
5,83 |
7,31 |
9,03 |
11,3 |
14,0 |
17,5 |
22,6 |
|
40 |
0,7 |
— |
4,05 |
5,59 |
6,91 |
8,64 |
10,7 |
13,4 |
16,5 |
20,7 |
26,7 |
|
|
41 |
1,0 |
— |
4,84 |
6,68 |
8,25 |
10,3 |
12,8 |
16,0 |
19,8 |
24,7 |
31,9 |
|
|
42 |
1,5 |
— |
5,92 |
8,18 |
10,1 |
13,7 |
15,6 |
19,6 |
24,2 |
30,3 |
39,1 |
|
|
43 |
2,0 |
— |
6,81 |
9,44 |
11,7 |
14,6 |
18,1 |
22,6 |
28,0 |
35,0 |
45,2 |
|
|
44 |
2,8 |
— |
8,1 |
11,2 |
13,8 |
17,3 |
21,4 |
26,8 |
33,1 |
41,4 |
53,4 |
|
|
45 |
4,0 |
— |
9,8 |
13,5 |
16,7 |
20,9 |
25,9 |
32,4 |
40,0 |
50,1 |
64,6 |
|
|
46 |
1800 |
0,5 |
— |
3,76 |
5,18 |
6,40 |
8,02 |
9,91 |
12,4 |
15,3 |
19,2 |
24,8 |
|
47 |
0,7 |
— |
4,44 |
6,13 |
7,58 |
9,49 |
11,7 |
14,7 |
18,1 |
22,7 |
29,3 |
|
|
48 |
1,0 |
— |
5,31 |
7,33 |
9,06 |
11,3 |
14,0 |
17,5 |
21,7 |
27,2 |
39,0 |
|
|
49 |
1,5 |
— |
6,50 |
8,97 |
11,1 |
13,9 |
17,2 |
21,5 |
26,6 |
33,3 |
42,9 |
|
|
50 |
2,0 |
— |
7,51 |
10,4 |
12,8 |
16,0 |
19,8 |
24,8 |
30,7 |
38,4 |
49,6 |
|
|
51 |
2,8 |
— |
8,89 |
12,3 |
15,2 |
19,0 |
23,5 |
29,4 |
36,3 |
45,4 |
58,6 |
|
|
52 |
4,0 |
— |
10,8 |
14,8 |
18,3 |
23,0 |
28,4 |
35,5 |
43,9 |
55,0 |
70,9 |
|
|
53 |
2200 |
0,5 |
— |
— |
5,58 |
7,0 |
8,64 |
10,7 |
13,4 |
16,5 |
20,7 |
26,7 |
|
54 |
0,7 |
— |
— |
6,60 |
8,16 |
10,2 |
12,6 |
15,8 |
19,5 |
24,5 |
31,6 |
|
|
55 |
1,0 |
— |
— |
7,89 |
9,75 |
12,2 |
15,1 |
18,9 |
23,4 |
29,2 |
37,7 |
|
|
56 |
1,5 |
— |
— |
9,67 |
11,9 |
15,0 |
18,5 |
23,1 |
28,6 |
35,8 |
46,2 |
|
|
57 |
2,0 |
— |
— |
11,2 |
9,75 |
17,3 |
21,3 |
26,7 |
33,0 |
41,4 |
53,4 |
|
|
58 |
2,8 |
— |
— |
13,2 |
16,3 |
20,4 |
25,3 |
31,6 |
39,1 |
48,9 |
63,1 |
|
|
59 |
4,0 |
— |
— |
16,0 |
19,8 |
25,9 |
30,6 |
38,3 |
47,3 |
59,2 |
76,4 |
|
|
60 |
2600 |
0,5 |
— |
— |
5,94 |
7,34 |
9,19 |
11,4 |
14,2 |
17,6 |
22,0 |
28,4 |
|
61 |
0,7 |
— |
— |
7,02 |
8,68 |
10,9 |
13,4 |
16,8 |
20,8 |
26,0 |
33,6 |
|
|
62 |
1,0 |
— |
— |
8,40 |
10,4 |
13,0 |
16,1 |
20,1 |
24,9 |
31,1 |
40,1 |
|
|
63 |
1,5 |
— |
— |
10,3 |
12,7 |
15,9 |
19,7 |
24,6 |
30,4 |
38,1 |
49,1 |
|
|
64 |
2,0 |
— |
— |
11,9 |
14,7 |
18,4 |
22,7 |
28,4 |
35,1 |
44,0 |
56,8 |
|
|
65 |
2,8 |
— |
— |
14,0 |
17,4 |
21,7 |
26,9 |
33,6 |
41,6 |
52,1 |
67,2 |
|
|
66 |
4,0 |
— |
— |
17,0 |
21,0 |
26,3 |
32,5 |
40,7 |
50,3 |
63,0 |
81,3 |
|
|
67 |
5,5 |
— |
— |
19,7 |
24,3 |
30,5 |
37,7 |
47,2 |
58,3 |
73,0 |
94,1 |
|
|
68 |
3000 |
0,5 |
— |
— |
6,26 |
7,74 |
9,69 |
12,0 |
15,0 |
18,5 |
23,2 |
30,0 |
|
69 |
0,7 |
— |
— |
7,4 |
9,15 |
11,5 |
14,2 |
17,7 |
21,9 |
27,4 |
35,4 |
|
|
70 |
1,0 |
— |
— |
8,85 |
10,9 |
13,7 |
16,9 |
21,2 |
26,2 |
32,8 |
42,3 |
|
|
71 |
1,5 |
— |
— |
10,8 |
13,4 |
16,8 |
20,7 |
26,0 |
32,1 |
40,2 |
51,8 |
|
|
72 |
2,0 |
— |
— |
12,5 |
15,5 |
19,4 |
23,9 |
30,0 |
37,1 |
46,4 |
59,9 |
|
|
73 |
2,8 |
— |
— |
14,8 |
18,3 |
22,9 |
28,3 |
35,5 |
43,8 |
54,9 |
79,8 |
|
|
74 |
4,0 |
— |
— |
17,9 |
22,2 |
27,7 |
34,3 |
42,9 |
53,1 |
66,4 |
85,7 |
|
|
75 |
5,5 |
— |
— |
20,8 |
25,7 |
32,1 |
39,7 |
49,7 |
61,4 |
76,9 |
99,3 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
|
Карта 29, лист 4 |
Примечание. Нормативы времени рассчитаны на сборку обечаек, кромки которых обработаны машинной газовой резкой. При измененных условиях работы время по карте применять с коэффициентами:
|
При сборке после ручной газовой резки |
При сборке стыков обечаек, обработанных на станке |
При сборке обечаек из двух частей |
|
Коэффициент K |
||
|
1,2 |
0,7 |
1,8 |

|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ КОНИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
|
Карта 30, лист 1 |
Содержание работы
1. Застропить коническую обечайку и переместить на сборочный стенд, провести внешний осмотр
2. Подогнать продольный стык конической обечайки под сварку, выдержав размеры по чертежу и техническим условиям
3. Прихватить электросваркой
4. Снять обечайку, отложить
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
|||
|
Время на стык, T, мин |
|||||||||||
|
1 |
600 |
0,5 |
2,90 |
3,70 |
5,03 |
6,16 |
7,62 |
9,33 |
11,6 |
— |
— |
|
2 |
0,7 |
3,44 |
4,38 |
5,95 |
7,28 |
9,02 |
11,0 |
13,7 |
— |
— |
|
|
3 |
1,0 |
4,11 |
5,24 |
7,11 |
8,71 |
10,8 |
13,2 |
16,3 |
— |
— |
|
|
4 |
1,5 |
5,03 |
6,41 |
8,71 |
10,7 |
13,2 |
16,2 |
20,0 |
— |
— |
|
|
5 |
2,0 |
5,81 |
7,40 |
10,1 |
12,3 |
15,2 |
18,7 |
23,1 |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ КОНИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
||||||||||
|
Карта 30, лист 2 |
|||||||||||
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
|||
|
Время на стык, T, мин |
|||||||||||
|
6 |
800 |
0,5 |
3,23 |
4,12 |
5,60 |
6,85 |
8,48 |
10,4 |
12,9 |
15,7 |
— |
|
7 |
0,7 |
3,82 |
4,87 |
6,62 |
8,10 |
10,0 |
12,3 |
15,2 |
18,6 |
— |
|
|
8 |
1,0 |
4,57 |
5,82 |
7,91 |
9,68 |
12,0 |
14,7 |
18,2 |
22,2 |
— |
|
|
9 |
1,5 |
5,59 |
7,13 |
9,69 |
11,9 |
14,7 |
18,0 |
22,3 |
27,2 |
— |
|
|
10 |
2,0 |
6,46 |
8,24 |
11,2 |
13,7 |
17,0 |
20,8 |
25,7 |
31,5 |
— |
|
|
11 |
2,8 |
7,64 |
9,75 |
13,2 |
16,2 |
20,1 |
24,6 |
30,4 |
37,2 |
— |
|
|
12 |
1000 |
0,5 |
3,51 |
4,47 |
6,08 |
7,44 |
9,21 |
11,3 |
14,0 |
17,1 |
21,2 |
|
13 |
0,7 |
4,15 |
5,29 |
7,19 |
8,80 |
10,9 |
13,3 |
16,5 |
20,2 |
25,0 |
|
|
14 |
1,0 |
4,96 |
6,33 |
8,59 |
10,5 |
13,0 |
16,6 |
19,7 |
24,2 |
30,0 |
|
|
15 |
1,5 |
6,07 |
7,75 |
10,5 |
12,9 |
16,0 |
19,5 |
24,2 |
29,6 |
36,7 |
|
|
16 |
2,0 |
7,01 |
8,95 |
12,2 |
14,9 |
18,4 |
22,5 |
27,9 |
34,2 |
42,3 |
|
|
17 |
2,8 |
8,3 |
10,6 |
14,4 |
17,6 |
21,8 |
26,7 |
33,0 |
40,4 |
50,1 |
|
|
18 |
1200 |
0,5 |
3,75 |
4,78 |
6,50 |
7,96 |
9,85 |
12,1 |
14,9 |
18,3 |
22,6 |
|
19 |
0,7 |
4,44 |
5,66 |
7,69 |
9,41 |
11,7 |
14,3 |
17,7 |
21,6 |
26,8 |
|
|
20 |
1,0 |
5,31 |
6,77 |
9,19 |
11,3 |
13,9 |
17,1 |
21,1 |
25,8 |
32,0 |
|
|
21 |
1,5 |
6,50 |
8,29 |
11,3 |
13,8 |
17,1 |
20,9 |
25,9 |
31,7 |
39,2 |
|
|
22 |
2,0 |
7,50 |
9,60 |
13,0 |
15,9 |
19,7 |
24,1 |
30,0 |
36,6 |
45,3 |
|
|
23 |
2,8 |
8,88 |
11,3 |
15,4 |
18,8 |
23,3 |
28,5 |
35,3 |
43,3 |
53,6 |
|
|
24 |
1400 |
0,5 |
3,97 |
5,07 |
6,88 |
8,42 |
10,4 |
12,9 |
15,8 |
19,4 |
24,0 |
|
25 |
0,7 |
4,7 |
5,99 |
8,14 |
9,97 |
12,3 |
15,1 |
18,7 |
22,9 |
28,4 |
|
|
26 |
1,0 |
5,62 |
7,16 |
9,73 |
11,9 |
14,8 |
18,1 |
22,4 |
27,4 |
33,9 |
|
|
27 |
1,5 |
6,88 |
8,77 |
11,9 |
14,6 |
18,1 |
22,1 |
27,4 |
33,5 |
41,5 |
|
|
28 |
2,0 |
7,94 |
10,1 |
13,8 |
16,8 |
20,9 |
25,5 |
31,6 |
38,7 |
47,9 |
|
|
29 |
2,8 |
9,40 |
12,0 |
16,3 |
19,9 |
24,7 |
30,2 |
37,4 |
45,8 |
56,7 |
|
|
30 |
1800 |
0,5 |
4,36 |
5,56 |
7,55 |
9,34 |
11,4 |
14,0 |
17,4 |
21,2 |
26,3 |
|
31 |
0,7 |
5,16 |
6,58 |
8,94 |
10,9 |
13,5 |
16,6 |
20,5 |
25,1 |
31,1 |
|
|
32 |
1,0 |
6,16 |
7,86 |
10,7 |
13,1 |
16,2 |
19,8 |
24,5 |
30,0 |
37,2 |
|
|
33 |
1,5 |
7,5 |
9,62 |
13,1 |
16,0 |
19,8 |
24,3 |
30,1 |
36,8 |
45,6 |
|
|
34 |
2,0 |
8,72 |
11,1 |
15,1 |
18,5 |
22,9 |
28,0 |
34,7 |
42,4 |
52,6 |
|
|
35 |
2,8 |
10,3 |
13,2 |
17,9 |
21,9 |
27,1 |
33,2 |
41,1 |
50,3 |
62,2 |
|
|
36 |
2200 |
0,5 |
4,69 |
5,99 |
8,14 |
9,96 |
12,3 |
15,1 |
18,7 |
19,8 |
28,3 |
|
37 |
0,7 |
5,56 |
7,08 |
9,63 |
11,8 |
14,6 |
17,9 |
22,1 |
27,1 |
33,5 |
|
|
38 |
1,0 |
6,64 |
8,47 |
11,5 |
14,1 |
17,4 |
21,3 |
26,4 |
32,3 |
40,1 |
|
|
39 |
1,5 |
8,13 |
10,4 |
14,1 |
17,2 |
21,4 |
24,0 |
32,4 |
39,6 |
49,1 |
|
|
40 |
2,0 |
9,39 |
12,0 |
16,3 |
19,9 |
24,7 |
30,2 |
37,4 |
45,7 |
56,7 |
|
|
41 |
2,8 |
11,1 |
14,2 |
19,3 |
23,6 |
29,2 |
35,7 |
44,2 |
54,1 |
67,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ КОНИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ |
Сборка под сварку |
||||||||||
|
Карта 30, лист 3 |
|||||||||||
|
N позиции |
Диаметр обечайки, D, мм, до: |
Длина обечайки, L, м, до: |
Толщина металла, h, мм, до: |
||||||||
|
2 |
3 |
5 |
7 |
10 |
14 |
20 |
28 |
40 |
|||
|
Время на стык, T, мин |
|||||||||||
|
42 |
2600 |
0,5 |
5,0 |
6,37 |
8,65 |
10,6 |
13,1 |
16,1 |
19,9 |
24,3 |
30,1 |
|
43 |
0,7 |
5,91 |
7,54 |
10,2 |
12,5 |
15,5 |
19,0 |
23,5 |
28,8 |
35,7 |
|
|
44 |
1,0 |
7,06 |
9,01 |
12,2 |
15,0 |
18,6 |
22,7 |
28,1 |
34,4 |
42,6 |
|
|
45 |
1,5 |
8,65 |
11,0 |
15,0 |
18,3 |
22,7 |
27,8 |
34,4 |
42,1 |
52,2 |
|
|
46 |
2,0 |
10,0 |
12,7 |
17,3 |
21,2 |
26,2 |
32,1 |
39,8 |
48,7 |
60,3 |
|
|
47 |
2,8 |
11,8 |
15,1 |
20,5 |
25,1 |
31,0 |
38,0 |
47,1 |
57,6 |
71,3 |
|
|
48 |
4000 |
0,5 |
5,86 |
7,47 |
10,1 |
12,4 |
15,4 |
18,8 |
23,3 |
28,5 |
35,3 |
|
49 |
0,7 |
6,93 |
8,84 |
12,0 |
14,7 |
18,2 |
22,3 |
27,6 |
33,8 |
41,8 |
|
|
50 |
1,0 |
8,28 |
10,6 |
14,4 |
17,6 |
18,5 |
26,6 |
32,9 |
40,4 |
49,9 |
|
|
51 |
1,5 |
10,1 |
12,9 |
17,6 |
21,5 |
26,6 |
32,6 |
40,4 |
49,4 |
61,2 |
|
|
52 |
2,0 |
11,7 |
14,9 |
20,3 |
24,8 |
30,8 |
37,7 |
46,6 |
57,1 |
70,7 |
|
|
53 |
2,8 |
13,9 |
17,7 |
24,0 |
29,4 |
36,4 |
44,6 |
55,2 |
67,5 |
83,6 |
|
|
54 |
4,0 |
16,6 |
21,1 |
28,7 |
35,1 |
43,5 |
53,2 |
66,0 |
80,7 |
100,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
Примечание. Нормативы времени рассчитаны на сборку конических обечаек, кромки которых обработаны машинной газовой резкой. При измененных условиях работы время по карте применять с коэффициентами:
|
При сборке после ручной газовой резки |
При сборке стыков обечаек, обработанных на станке |
При сборке обечаек из двух частей |
|
Коэффициент K |
||
|
1,2 |
0,7 |
1,8 |

|
СБОРКА ОТВОДОВ (КОЛЕН) ИЗ ТРУБ ПО КОЛЬЦЕВОМУ СТЫКУ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 31, лист 1 |
Содержание работы
1. Застропить трубы и переместить их к рабочему месту сборки, провести их внешний осмотр
2. Собрать и подогнать колено под сварку, выдержав размеры по чертежу
3. Прихватить колено электросваркой
4. Снять узел и отложить
|
N позиции |
Диаметр трубы, D, мм, до: |
Толщина металла, h, мм, до: |
Количество деталей в узле |
|||||||||||
|
2 |
3 |
4 |
5 |
|||||||||||
|
Максимальная длина пристыковываемой трубы, L, м, до: |
||||||||||||||
|
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
|||
|
Время на узел, T, мин |
||||||||||||||
|
1 |
60 |
4 |
4,56 |
5,06 |
5,62 |
8,21 |
9,11 |
10,1 |
11,9 |
13,2 |
14,6 |
15,5 |
17,2 |
19,1 |
|
2 |
8 |
5,24 |
5,81 |
6,45 |
9,43 |
10,5 |
11,6 |
13,6 |
15,1 |
16,8 |
17,8 |
19,8 |
21,9 |
|
|
3 |
12 |
5,68 |
6,31 |
7,0 |
10,2 |
11,4 |
12,6 |
14,8 |
16,4 |
18,2 |
19,3 |
21,5 |
23,8 |
|
|
4 |
83 |
4 |
5,58 |
6,19 |
6,87 |
10,0 |
11,1 |
12,4 |
14,5 |
16,1 |
17,9 |
19,0 |
21,0 |
23,4 |
|
5 |
8 |
6,41 |
7,11 |
7,89 |
11,5 |
12,8 |
14,2 |
16,7 |
18,5 |
20,5 |
21,8 |
24,2 |
26,8 |
|
|
6 |
12 |
6,95 |
7,71 |
8,56 |
12,5 |
13,9 |
15,4 |
18,1 |
20,0 |
22,3 |
23,6 |
26,2 |
29,1 |
|
|
7 |
16 |
7,36 |
8,17 |
9,06 |
13,2 |
14,7 |
16,3 |
19,1 |
21,2 |
23,6 |
25,0 |
27,8 |
30,8 |
|
|
8 |
127 |
4 |
7,26 |
8,06 |
8,94 |
13,1 |
14,5 |
16,1 |
18,9 |
21,0 |
23,2 |
24,7 |
27,4 |
30,4 |
|
9 |
8 |
8,34 |
9,26 |
10,3 |
15,0 |
16,7 |
18,5 |
21,7 |
24,1 |
26,8 |
28,4 |
31,5 |
35,0 |
|
|
10 |
12 |
9,05 |
10,0 |
11,1 |
16,3 |
18,0 |
20,0 |
23,5 |
26,0 |
28,9 |
30,8 |
34,0 |
37,7 |
|
|
11 |
16 |
9,58 |
10,6 |
11,8 |
17,2 |
19,1 |
21,2 |
24,9 |
27,6 |
30,7 |
32,6 |
36,0 |
40,1 |
|
|
12 |
20 |
10,0 |
11,1 |
12,3 |
18,0 |
19,9 |
22,1 |
26,0 |
28,9 |
32,0 |
34,0 |
37,7 |
41,8 |
|
|
13 |
24 |
10,4 |
11,5 |
12,8 |
18,7 |
20,7 |
23,0 |
27,0 |
29,9 |
33,3 |
35,4 |
39,1 |
43,5 |
|
|
14 |
180 |
8 |
10,4 |
11,5 |
12,7 |
18,7 |
20,7 |
22,9 |
27,0 |
29,9 |
33,0 |
35,4 |
39,1 |
43,2 |
|
15 |
12 |
11,2 |
12,5 |
13,8 |
20,2 |
22,5 |
24,8 |
29,1 |
32,5 |
35,9 |
38,1 |
42,5 |
46,9 |
|
|
16 |
16 |
11,9 |
13,2 |
14,6 |
21,4 |
23,8 |
26,3 |
30,9 |
34,3 |
38,0 |
40,5 |
44,9 |
49,6 |
|
|
17 |
20 |
12,4 |
13,8 |
15,3 |
22,3 |
24,8 |
27,5 |
32,2 |
35,9 |
39,8 |
42,2 |
46,9 |
52,0 |
|
|
18 |
24 |
12,9 |
14,3 |
15,9 |
23,2 |
25,7 |
28,6 |
33,5 |
37,2 |
41,3 |
43,9 |
48,6 |
54,1 |
|
|
19 |
30 |
13,5 |
15,0 |
16,6 |
24,3 |
27,0 |
29,9 |
35,1 |
39,0 |
43,2 |
45,9 |
51,0 |
56,4 |
|
|
20 |
245 |
12 |
13,6 |
15,1 |
16,7 |
24,5 |
27,2 |
30,1 |
35,4 |
39,3 |
43,4 |
46,2 |
51,3 |
55,4 |
|
21 |
16 |
14,4 |
16,0 |
17,7 |
25,9 |
28,8 |
31,9 |
37,4 |
41,6 |
46,0 |
49,0 |
54,4 |
60,2 |
|
|
22 |
20 |
15,1 |
16,7 |
18,5 |
27,2 |
30,1 |
33,3 |
39,3 |
43,4 |
48,1 |
51,3 |
55,4 |
62,9 |
|
|
23 |
24 |
15,6 |
17,3 |
19,2 |
28,1 |
31,1 |
34,6 |
40,6 |
45,0 |
50,0 |
53,0 |
58,8 |
65,3 |
|
|
24 |
30 |
16,3 |
18,1 |
20,1 |
29,3 |
32,6 |
36,2 |
42,4 |
47,1 |
52,3 |
55,4 |
61,5 |
68,3 |
|
|
25 |
300 |
12 |
15,4 |
17,1 |
19,0 |
27,7 |
30,8 |
34,2 |
40,0 |
44,5 |
49,4 |
52,4 |
58,1 |
64,6 |
|
26 |
16 |
16,3 |
18,1 |
20,1 |
29,3 |
32,6 |
36,2 |
42,4 |
47,1 |
52,3 |
55,4 |
61,5 |
68,5 |
|
|
27 |
20 |
17,1 |
18,9 |
21,0 |
30,8 |
34,0 |
37,8 |
44,5 |
49,1 |
54,6 |
58,1 |
64,3 |
71,4 |
|
|
28 |
24 |
17,7 |
19,6 |
21,8 |
31,9 |
35,3 |
39,2 |
46,0 |
51,0 |
56,7 |
60,2 |
66,6 |
74,1 |
|
|
29 |
30 |
18,5 |
20,5 |
22,8 |
33,3 |
36,9 |
41,0 |
48,1 |
53,3 |
59,3 |
62,9 |
69,7 |
77,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
СБОРКА ОТВОДОВ (КОЛЕН) ИЗ ТРУБ ПО КОЛЬЦЕВОМУ СТЫКУ ПОД СВАРКУ |
Сборка под сварку |
|||||||||||||
|
Карта 31, лист 2 |
||||||||||||||
|
N позиции |
Диаметр трубы D, мм, до: |
Толщина металла, h, мм, до: |
Количество деталей в узле |
|||||||||||
|
2 |
3 |
4 |
5 |
|||||||||||
|
Максимальная длина пристыковываемой трубы, L, м, до: |
||||||||||||||
|
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
|||
|
Время на узел, T, мин |
||||||||||||||
|
30 |
350 |
12 |
17,0 |
18,8 |
20,9 |
30,5 |
33,8 |
37,6 |
44,2 |
48,9 |
54,3 |
57,8 |
63,9 |
71,1 |
|
31 |
16 |
18,0 |
19,9 |
22,1 |
32,4 |
35,6 |
39,8 |
46,0 |
51,7 |
57,5 |
61,2 |
67,7 |
75,1 |
|
|
32 |
20 |
18,8 |
20,8 |
23,1 |
33,8 |
37,4 |
41,6 |
48,9 |
54,1 |
60,1 |
63,9 |
70,1 |
78,5 |
|
|
33 |
24 |
19,5 |
21,6 |
24,0 |
35,1 |
38,9 |
43,2 |
50,7 |
56,2 |
62,4 |
66,3 |
73,4 |
81,6 |
|
|
34 |
30 |
20,4 |
22,6 |
25,1 |
36,7 |
40,7 |
45,2 |
53,0 |
58,8 |
65,3 |
69,4 |
76,8 |
85,3 |
|
|
35 |
450 |
12 |
19,8 |
22,0 |
24,4 |
35,6 |
39,6 |
43,9 |
51,5 |
57,2 |
63,4 |
67,3 |
74,8 |
83,0 |
|
36 |
16 |
21,0 |
23,3 |
25,8 |
37,8 |
41,9 |
46,4 |
54,6 |
60,6 |
67,1 |
71,4 |
79,2 |
87,7 |
|
|
37 |
20 |
22,0 |
24,4 |
27,0 |
39,6 |
43,9 |
48,6 |
57,2 |
63,4 |
70,2 |
74,8 |
82,9 |
91,8 |
|
|
38 |
24 |
22,8 |
25,3 |
28,0 |
41,0 |
45,5 |
50,4 |
59,3 |
65,8 |
72,8 |
77,5 |
86,0 |
95,2 |
|
|
39 |
30 |
23,8 |
26,4 |
29,3 |
42, 3 |
47,5 |
52,7 |
61,9 |
68,6 |
76,2 |
80,9 |
89,8 |
99,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечание. Нормативы времени рассчитаны на сборку кольцевого стыка труб, обработанного газовой резкой. При сборке стыков труб, кромки которых обработаны на станках, время по карте применять с коэффициентом K = 0,7.
|
|
|
|
|
|
 гр. а, б, в;
гр. а, б, в; гр. ж, з, и;
гр. ж, з, и; гр. г, д, е;
гр. г, д, е; гр. к, л, м
гр. к, л, м|
СБОРКА ОТВОДОВ (КОЛЕН) ИЗ СВАРНЫХ ОБЕЧАЕК ПО КОЛЬЦЕВОМУ СТЫКУ ПОД СВАРКУ |
Сборка под сварку |
|
Карта 32, лист 1 |
Содержание работы
1. Застропить обечайки и переместить их к рабочему месту сборки, провести их внешний осмотр
2. Собрать обечайки в колено под сварку с подгонкой, выдержав размеры по чертежу
3. Прихватить электросваркой
4. Снять узел и отложить
|
N позиции |
Диаметр обечайки, D, мм, до: |
Толщина металла, h, мм, до: |
Количество деталей в узле |
|||||||||||
|
2 |
3 |
4 |
5 |
|||||||||||
|
Максимальная длина пристыковываемой обечайки, L, м, до: |
||||||||||||||
|
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
|||
|
Время на узел, T, мин |
||||||||||||||
|
1 |
300 |
5 |
9,48 |
10,5 |
11,7 |
17,1 |
18,9 |
21,1 |
24,6 |
27,3 |
30,4 |
32,2 |
35,7 |
39,8 |
|
2 |
7 |
10,1 |
11,2 |
12,5 |
18,2 |
20,2 |
22,5 |
26,3 |
29,1 |
32,5 |
34,3 |
38,1 |
42,5 |
|
|
3 |
10 |
10,9 |
12,1 |
13,4 |
19,6 |
21,8 |
24,1 |
28,3 |
31,5 |
34,8 |
37,1 |
41,1 |
45,6 |
|
|
4 |
14 |
11,4 |
12,6 |
14,0 |
20,5 |
22,7 |
25,2 |
29,6 |
32,8 |
36,4 |
38,8 |
42,8 |
47,6 |
|
|
5 |
20 |
12,5 |
13,9 |
15,4 |
22,5 |
25,0 |
27,7 |
32,5 |
36,1 |
40,0 |
42,5 |
47,3 |
52,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
|
СБОРКА ОТВОДОВ (КОЛЕН) ИЗ СВАРНЫХ ОБЕЧАЕК ПО КОЛЬЦЕВОМУ СТЫКУ ПОД СВАРКУ |
Сборка под сварку |
|||||||||||||
|
Карта 32, лист 2 |
||||||||||||||
|
N позиции |
Диаметр обечайки, D, мм, до: |
Толщина металла, h, мм, до: |
Количество деталей в узле |
|||||||||||
|
2 |
3 |
4 |
5 |
|||||||||||
|
Максимальная длина пристыковываемой обечайки, L, м, до: |
||||||||||||||
|
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
0,5 |
1,0 |
2,0 |
|||
|
Время на узел, T, мин |
||||||||||||||
|
6 |
400 |
5 |
12,0 |
13,4 |
14,8 |
21,6 |
24,1 |
26,6 |
31,2 |
34,8 |
38,5 |
40,8 |
45,6 |
50,3 |
|
7 |
7 |
12,9 |
14,3 |
15,8 |
23,2 |
25,7 |
28,3 |
33,5 |
37,2 |
41,1 |
43,9 |
48,6 |
53,7 |
|
|
8 |
10 |
13,8 |
15,3 |
17,0 |
24,8 |
27,5 |
30,6 |
35,9 |
39,8 |
44,2 |
46,9 |
52,0 |
57,8 |
|
|
9 |
14 |
14,5 |
16,1 |
17,8 |
26,1 |
29,0 |
32,0 |
37,7 |
41,9 |
46,3 |
49,3 |
54,7 |
60,5 |
|
|
10 |
20 |
15,9 |
17,6 |
19,5 |
28,6 |
31,7 |
35,1 |
41,3 |
45,8 |
50,7 |
54,1 |
59,8 |
66,3 |
|
|
11 |
600 |
5 |
16,9 |
18,7 |
20,7 |
30,4 |
33,7 |
37,3 |
43,9 |
48,6 |
53,8 |
57,5 |
63,6 |
70,4 |
|
12 |
7 |
18,0 |
20,0 |
22,2 |
32,4 |
36,0 |
40,0 |
46,8 |
52,0 |
57,7 |
61,2 |
68,0 |
75,5 |
|
|
13 |
10 |
19,4 |
21,5 |
23,8 |
34,9 |
38,7 |
42,8 |
50,4 |
55,9 |
61,9 |
66,0 |
73,1 |
80,9 |
|
|
14 |
14 |
20,3 |
22,5 |
24,9 |
36,5 |
40,5 |
44,8 |
52,8 |
58,5 |
64,7 |
69,0 |
76,5 |
84,7 |
|
|
15 |
20 |
22,2 |
24,7 |
27,4 |
40,0 |
44,5 |
49,3 |
57,7 |
64,2 |
71,2 |
75,5 |
84,0 |
93,2 |
|
|
16 |
800 |
5 |
21,4 |
23,7 |
26,3 |
38,5 |
42,7 |
47,3 |
55,6 |
61,6 |
68,4 |
72,8 |
80,6 |
89,4 |
|
17 |
7 |
22,9 |
25,4 |
28,2 |
41,2 |
45,7 |
50,8 |
60,9 |
66,4 |
75,9 |
82,9 |
86,4 |
95,9 |
|
|
18 |
10 |
24,6 |
27,3 |
30,2 |
44,3 |
49,1 |
54,4 |
64,0 |
71,0 |
78,5 |
83,6 |
92,8 |
102,7 |
|
|
19 |
14 |
25,7 |
28,5 |
31,7 |
45,0 |
51,3 |
57,1 |
66,8 |
74,1 |
82,4 |
87,4 |
96,9 |
107,8 |
|
|
20 |
20 |
28,2 |
31,3 |
34,7 |
50,8 |
56,3 |
62,5 |
73,3 |
81,3 |
90,2 |
95,9 |
106,4 |
117,9 |
|
|
21 |
28 |
30,2 |
33,5 |
37,2 |
54,4 |
60,3 |
67,0 |
78,5 |
87,1 |
96,7 |
102,7 |
113,9 |
126,5 |
|
|
22 |
1000 |
5 |
25,8 |
28,6 |
31,7 |
46,4 |
51,5 |
57,1 |
67,1 |
67,1 |
74,4 |
82,4 |
97,2 |
107,8 |
|
23 |
7 |
27,5 |
30,6 |
33,9 |
49,5 |
55,1 |
61,0 |
71,5 |
79,6 |
88,1 |
93,5 |
104,0 |
115,3 |
|
|
24 |
10 |
29,6 |
32,8 |
36,4 |
53,3 |
59,0 |
65,5 |
76,9 |
85,3 |
94,6 |
100,6 |
111,5 |
123,8 |
|
|
25 |
14 |
30,9 |
34,4 |
38,1 |
55,6 |
61,9 |
68,6 |
80,3 |
89,4 |
99,1 |
105,1 |
117,0 |
129,5 |
|
|
26 |
20 |
34,0 |
37,7 |
41,8 |
61,2 |
67,9 |
75,2 |
88,4 |
98,0 |
108,7 |
115,6 |
128,2 |
142,1 |
|
|
27 |
28 |
36,3 |
40,3 |
44,7 |
65,3 |
72,5 |
80,5 |
94,4 |
104,8 |
116,2 |
123,4 |
137,0 |
152,0 |
|
|
28 |
1200 |
5 |
30,0 |
33,2 |
36,9 |
54,0 |
59,8 |
66,4 |
78,0 |
86,3 |
95,9 |
102,0 |
112,9 |
125,5 |
|
29 |
7 |
32,0 |
35,5 |
39,4 |
57,6 |
63,9 |
70,9 |
83,2 |
92,3 |
102,4 |
108,8 |
120,7 |
134,0 |
|
|
30 |
10 |
34,4 |
38,2 |
42,3 |
61,9 |
68,8 |
76,1 |
89,4 |
99,3 |
110,0 |
117,0 |
130,0 |
143,8 |
|
|
31 |
14 |
36,0 |
40,0 |
44,3 |
64,8 |
72,0 |
79,7 |
93,6 |
104,0 |
115,2 |
122,4 |
136,0 |
150,6 |
|
|
32 |
20 |
39,5 |
43,9 |
48,6 |
71,1 |
79,0 |
87,5 |
102,7 |
114,1 |
126,4 |
134,3 |
149,3 |
165,2 |
|
|
33 |
28 |
42,3 |
46,9 |
52,0 |
76,1 |
84,4 |
93,6 |
110,0 |
121,9 |
135,0 |
143,8 |
159,5 |
176,8 |
|
|
34 |
40 |
45,4 |
50,4 |
55,9 |
81,7 |
90,7 |
100,6 |
118,0 |
131,0 |
145,3 |
154,4 |
171,4 |
190,1 |
|
|
35 |
1500 |
5 |
36,1 |
40,4 |
44,4 |
65,0 |
72,0 |
79,9 |
93,9 |
104,0 |
115,4 |
122,7 |
136,0 |
151,0 |
|
36 |
7 |
38,6 |
42,8 |
47,4 |
69,5 |
77,0 |
85,3 |
100,4 |
111,3 |
123,2 |
131,2 |
145,5 |
161,2 |
|
|
37 |
10 |
41,4 |
45,9 |
50,9 |
74,5 |
82,6 |
91,6 |
107,6 |
119,3 |
132,3 |
140,8 |
156,1 |
173,1 |
|
|
38 |
14 |
43,4 |
48,1 |
53,3 |
78,1 |
86,6 |
95,9 |
112,8 |
125,1 |
138,6 |
147,6 |
163,5 |
181,2 |
|
|
39 |
20 |
47,6 |
52,8 |
58,5 |
85,7 |
95,0 |
105,3 |
123,8 |
137,3 |
152,1 |
161,8 |
179,5 |
198,9 |
|
|
40 |
28 |
50,9 |
56,5 |
62,6 |
91,6 |
101,7 |
112,7 |
132,3 |
146,9 |
162,8 |
173,1 |
192,1 |
212,8 |
|
|
41 |
40 |
54,7 |
60,6 |
67,2 |
98,5 |
109,1 |
121,0 |
142,2 |
157,6 |
174,7 |
186,0 |
206,0 |
228,5 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
Примечание. Нормативы времени рассчитаны на сборку кольцевого стыка обечаек, обработанного газовой резкой. При сборке стыков обечаек, кромки которых обработаны на станках, время по карте применять с коэффициентом K = 0,7.
|
|
|
|
|
|
 гр. а, б, в;
гр. а, б, в; гр. ж, з, и;
гр. ж, з, и; гр. г, д, е;
гр. г, д, е; гр. к, л, м
гр. к, л, мУКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА СБОРКУ ОТДЕЛЬНЫХ УЗЛОВ
|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ЛИСТОВОГО МЕТАЛЛА |
Сборка под сварку |
|
Карта 33, лист 1 |
Содержание работы
1. Подать детали к месту сборки, провести их внешний осмотр
2. Установить базовые детали на место сборки
3. Разметить, установить детали конструкции, выдержав размеры по чертежу
4. Подогнать сопряжения деталей, прихватить их электросваркой, повернуть узел в процессе сборки
5. Снять узел, отложить в сторону
|
N позиции |
Масса узла, Q, кг, до: |
Длина стыков, L, м, до: |
Количество собираемых деталей в узле, n, шт., до: |
||||||||||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
95 |
115 |
145 |
180 |
230 |
280 |
350 |
|||
|
Время, T, час |
|||||||||||||||||||||
|
1 |
5 |
0,6 |
0,078 |
0,095 |
0,11 |
0,13 |
0,16 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
2 |
1,0 |
0,086 |
0,105 |
0,12 |
0,14 |
0,17 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
3 |
1,8 |
0,095 |
0,12 |
0,14 |
0,16 |
0,19 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
4 |
3,5 |
0,107 |
0,13 |
0,15 |
0,175 |
0,215 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
5 |
12 |
0,6 |
0,098 |
0,12 |
0,14 |
0,16 |
0,19 |
0,23 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
6 |
1,0 |
0,107 |
0,13 |
0,15 |
0,175 |
0,215 |
0,25 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
7 |
1,8 |
0,12 |
0,15 |
0,17 |
0,20 |
0,24 |
0,28 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
8 |
3,5 |
0,13 |
0,165 |
0,19 |
0,22 |
0,27 |
0,32 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
9 |
20 |
0,6 |
0,11 |
0,14 |
0,16 |
0,18 |
0,22 |
0,26 |
0,31 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
10 |
1,0 |
0,12 |
0,15 |
0,175 |
0,20 |
0,25 |
0,29 |
0,34 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
11 |
1,8 |
0,14 |
0,17 |
0,20 |
0,22 |
0,27 |
0,32 |
0,38 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
12 |
3,5 |
0,15 |
0,19 |
0,22 |
0,25 |
0,30 |
0,36 |
0,42 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
13 |
6,0 |
0,17 |
0,21 |
0,24 |
0,28 |
0,34 |
0,40 |
0,46 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
14 |
35 |
0,6 |
0,13 |
0,16 |
0,19 |
0,21 |
0,26 |
0,30 |
0,35 |
0,40 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
15 |
1,0 |
0,14 |
0,17 |
0,20 |
0,23 |
0,28 |
0,33 |
0,39 |
0,44 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
16 |
1,8 |
0,16 |
0,19 |
0,23 |
0,25 |
0,31 |
0,37 |
0,43 |
0,49 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
17 |
3,5 |
0,18 |
0,22 |
0,25 |
0,29 |
0,35 |
0,42 |
0,49 |
0,56 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
18 |
6,0 |
0,20 |
0,24 |
0,28 |
0,32 |
0,39 |
0,46 |
0,54 |
0,61 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
19 |
60 |
0,6 |
0,15 |
0,18 |
0,21 |
0,24 |
0,30 |
0,35 |
0,41 |
0,47 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
20 |
1,0 |
0,16 |
0,20 |
0,23 |
0,27 |
0,33 |
0,38 |
0,45 |
0,51 |
0,63 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
21 |
1,8 |
0,18 |
0,22 |
0,26 |
0,30 |
0,36 |
0,43 |
0,50 |
0,57 |
0,69 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
22 |
3,5 |
0,20 |
0,25 |
0,29 |
0,33 |
0,41 |
0,48 |
0,56 |
0,64 |
0,78 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
23 |
6,0 |
0,22 |
0,27 |
0,32 |
0,37 |
0,45 |
0,53 |
0,62 |
0,70 |
0,86 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
24 |
10 |
0,25 |
0,30 |
0,35 |
0,40 |
0,50 |
0,58 |
0,68 |
0,77 |
0,95 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
25 |
100 |
1,0 |
0,19 |
0,23 |
0,27 |
0,31 |
0,37 |
0,43 |
0,51 |
0,58 |
0,71 |
0,84 |
0,95 |
— |
— |
— |
— |
— |
— |
— |
— |
|
26 |
1,8 |
0,21 |
0,25 |
0,29 |
0,34 |
0,41 |
0,48 |
0,57 |
0,65 |
0,79 |
0,93 |
1,06 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
27 |
3,5 |
0,23 |
0,28 |
0,33 |
0,38 |
0,46 |
0,55 |
0,64 |
0,73 |
0,90 |
1,05 |
1,2 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
28 |
6,0 |
0,26 |
0,32 |
0,37 |
0,42 |
0,52 |
0,60 |
0,71 |
0,81 |
0,99 |
1,16 |
1,32 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
29 |
10 |
0,28 |
0,35 |
0,41 |
0,46 |
0,56 |
0,66 |
0,78 |
0,88 |
1,08 |
1,27 |
1,45 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
30 |
180 |
1,8 |
0,24 |
0,29 |
0,35 |
0,40 |
0,48 |
0,56 |
0,67 |
0,76 |
0,93 |
1,09 |
1,24 |
1,45 |
— |
— |
— |
— |
— |
— |
— |
|
31 |
3,5 |
0,27 |
0,33 |
0,39 |
0,45 |
0,55 |
0,64 |
0,75 |
0,85 |
1,05 |
1,23 |
1,4 |
1,64 |
— |
— |
— |
— |
— |
— |
— |
|
|
32 |
6,0 |
0,30 |
0,36 |
0,43 |
0,49 |
0,60 |
0,71 |
0,83 |
0,94 |
1,15 |
1,35 |
1,54 |
1,8 |
— |
— |
— |
— |
— |
— |
— |
|
|
33 |
10 |
0,33 |
0,40 |
0,47 |
0,54 |
0,66 |
0,77 |
0,91 |
1,03 |
1,27 |
1,48 |
1,68 |
1,97 |
— |
— |
— |
— |
— |
— |
— |
|
|
34 |
18 |
0,36 |
0,45 |
0,53 |
0,60 |
0,73 |
0,86 |
1,0 |
1,15 |
1,40 |
1,65 |
1,88 |
2,2 |
— |
— |
— |
— |
— |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ЛИСТОВОГО МЕТАЛЛА |
Сборка под сварку |
||||||||||||||||||||
|
Карта 33, лист 2 |
|||||||||||||||||||||
|
N позиции |
Масса узла, Q, кг, до: |
Длина стыков, L, м, до: |
Количество собираемых деталей в узле, n, шт., до: |
||||||||||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
95 |
115 |
145 |
180 |
230 |
280 |
350 |
|||
|
Время, T, час |
|||||||||||||||||||||
|
35 |
320 |
3,5 |
0,32 |
0,39 |
0,45 |
0,52 |
0,63 |
0,74 |
0,87 |
0,99 |
1,22 |
1,43 |
1,62 |
1,9 |
2,25 |
— |
— |
— |
— |
— |
— |
|
36 |
6,0 |
0,35 |
0,43 |
0,50 |
0,57 |
0,70 |
0,82 |
0,96 |
1,09 |
1,34 |
1,57 |
1,79 |
2,09 |
2,47 |
— |
— |
— |
— |
— |
— |
|
|
37 |
10 |
0,38 |
0,47 |
0,55 |
0,62 |
0,77 |
0,89 |
1,05 |
1,2 |
1,47 |
1,72 |
1,96 |
2,3 |
2,7 |
— |
— |
— |
— |
— |
— |
|
|
38 |
18 |
0,42 |
0,52 |
0,61 |
0,70 |
0,85 |
1,0 |
1,17 |
1,33 |
1,63 |
1,91 |
2,18 |
2,55 |
3,02 |
— |
— |
— |
— |
— |
— |
|
|
39 |
600 |
3,5 |
0,37 |
0,46 |
0,54 |
0,61 |
0,75 |
0,87 |
1,03 |
1,17 |
1,43 |
1,68 |
1,91 |
2,24 |
2,65 |
— |
— |
— |
— |
— |
— |
|
40 |
6,0 |
0,41 |
0,50 |
0,59 |
0,67 |
0,82 |
0,96 |
1,13 |
1,28 |
1,58 |
1,85 |
2,1 |
2,47 |
2,92 |
— |
— |
— |
— |
— |
— |
|
|
41 |
10 |
0,45 |
0,55 |
0,65 |
0,74 |
0,90 |
1,06 |
1,24 |
1,41 |
1,73 |
2,03 |
2,3 |
2,7 |
3,2 |
— |
— |
— |
— |
— |
— |
|
|
42 |
18 |
0,5 |
0,61 |
0,72 |
0,82 |
1,0 |
1,17 |
1,38 |
1,57 |
1,92 |
2,25 |
2,57 |
3,0 |
3,56 |
— |
— |
— |
— |
— |
— |
|
|
43 |
35 |
0,56 |
0,69 |
0,81 |
0,92 |
1,13 |
1,33 |
1,55 |
1,77 |
2,17 |
2,54 |
2,89 |
3,39 |
4,0 |
— |
— |
— |
— |
— |
— |
|
|
44 |
1000 |
3,5 |
— |
— |
— |
— |
0,85 |
1,0 |
1,17 |
1,33 |
1,64 |
1,92 |
2,18 |
2,56 |
3,02 |
3,46 |
4,08 |
— |
— |
— |
— |
|
45 |
6,0 |
— |
— |
— |
— |
0,94 |
1,10 |
1,29 |
1,47 |
1,8 |
2,1 |
2,4 |
2,82 |
3,33 |
3,82 |
4,5 |
— |
— |
— |
— |
|
|
46 |
10 |
— |
— |
— |
— |
1,03 |
1,2 |
1,42 |
1,61 |
1,97 |
2,32 |
2,64 |
3,09 |
3,65 |
4,18 |
4,93 |
— |
— |
— |
— |
|
|
47 |
18 |
— |
— |
— |
— |
1,15 |
1,34 |
1,57 |
1,79 |
2,2 |
2,57 |
2,93 |
3,43 |
4,06 |
4,65 |
5,48 |
— |
— |
— |
— |
|
|
48 |
35 |
— |
— |
— |
— |
1,29 |
1,51 |
1,77 |
2,02 |
2,48 |
2,9 |
3,3 |
3,87 |
4,58 |
5,24 |
6,18 |
— |
— |
— |
— |
|
|
49 |
60 |
— |
— |
— |
— |
1,42 |
1,67 |
1,95 |
2,22 |
2,73 |
3,2 |
3,64 |
4,26 |
5,04 |
5,78 |
6,81 |
— |
— |
— |
— |
|
|
50 |
1800 |
6,0 |
— |
— |
— |
— |
— |
1,28 |
1,5 |
1,71 |
2,1 |
2,46 |
2,8 |
3,28 |
3,88 |
4,45 |
5,24 |
6,1 |
7,27 |
— |
— |
|
51 |
10 |
— |
— |
— |
— |
— |
1,4 |
1,65 |
1,87 |
2,3 |
2,7 |
3,07 |
3,6 |
4,26 |
4,87 |
5,75 |
6,7 |
7,98 |
— |
— |
|
|
52 |
18 |
— |
— |
— |
— |
— |
1,56 |
1,83 |
2,09 |
2,56 |
3,0 |
3,41 |
4,0 |
4,73 |
5,42 |
6,39 |
7,45 |
8,87 |
— |
— |
|
|
53 |
35 |
— |
— |
— |
— |
— |
1,76 |
2,07 |
2,35 |
2,88 |
3,38 |
3,85 |
4,51 |
5,33 |
6,11 |
7,2 |
8,4 |
10 |
— |
— |
|
|
54 |
60 |
— |
— |
— |
— |
— |
1,94 |
2,28 |
2,59 |
3,18 |
3,73 |
4,24 |
4,97 |
5,87 |
6,73 |
7,94 |
9,25 |
11 |
— |
— |
|
|
55 |
3200 |
6,0 |
— |
— |
— |
— |
— |
— |
1,75 |
1,98 |
2,44 |
2,86 |
3,25 |
3,81 |
4,51 |
5,16 |
6,09 |
7,1 |
8,45 |
9,72 |
11,4 |
|
56 |
10 |
— |
— |
— |
— |
— |
— |
1,92 |
2,18 |
2,67 |
3,13 |
3,57 |
4,18 |
4,95 |
5,66 |
6,68 |
1,52 |
9,26 |
10,6 |
12,5 |
|
|
57 |
18 |
— |
— |
— |
— |
— |
— |
2,13 |
2,42 |
2,97 |
3,48 |
3,97 |
4,65 |
5,5 |
6,3 |
7,42 |
8,65 |
10,3 |
11,8 |
13,9 |
|
|
58 |
35 |
— |
— |
— |
— |
— |
— |
2,4 |
2,73 |
3,35 |
3,93 |
4,47 |
5,24 |
6,2 |
7,09 |
8,36 |
9,75 |
11,6 |
13,3 |
15,6 |
|
|
59 |
60 |
— |
— |
— |
— |
— |
— |
2,64 |
3,0 |
3,69 |
4,33 |
4,93 |
5,77 |
6,83 |
7,82 |
9,22 |
10,7 |
12,8 |
14,7 |
17,2 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
Примечания:
1. При измененных условиях работы время по карте применять с коэффициентами:
|
Толщина металла, мм |
Детали узлов расположены не более чем в 3-х основных плоскостях под прямыми углами и имеют прямолинейные сопряжения |
Детали узлов расположены более чем в 3-х основных плоскостях и имеют криволинейные сопряжения |
Детали узлов, обработанные на станках и требующие расцентровки и выверки |
Сборка узлов в приспособлении |
||
|
менее 8 |
8 … 12 |
более 12 |
||||
|
Коэффициент K |
||||||
|
0,9 |
1,0 |
1,15 |
1,0 |
1,3 |
1,25 |
0,8 |
2. Сварные узлы, входящие в собираемую конструкцию, следует считать как отдельную деталь. При наличии их в узле более 25% нормативы применять с коэффициентом K = 1,15.
3. Время на закрепление и открепление деталей в приспособлении брать по карте 17.

|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ПРОФИЛЬНОГО И ЛИСТОВОГО МЕТАЛЛА |
Сборка под сварку |
|
Карта 34, лист 1 |
Содержание работы
1. Подать детали к месту сборки, провести их внешний осмотр
2. Установить базовые детали на место сборки
3. Разметить, установить детали, выдержав размеры по чертежу
4. Подогнать сопряжения деталей, прихватить их электросваркой, повернуть узел в процессе сборки
5. Снять узел, отложить в сторону
|
N позиции |
Масса узла, Q, кг, до: |
Длина стыков, L, м, до: |
Количество собираемых деталей в узле, n, шт., до: |
||||||||||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
95 |
115 |
145 |
180 |
230 |
280 |
350 |
|||
|
Время, T, час |
|||||||||||||||||||||
|
1 |
12 |
0,3 |
0,11 |
0,14 |
0,16 |
0,19 |
0,23 |
0,27 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
2 |
0,6 |
0,12 |
0,15 |
0,18 |
0,20 |
0,24 |
0,28 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
3 |
1,0 |
0,13 |
0,16 |
0,19 |
0,22 |
0,26 |
0,31 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
4 |
1,8 |
0,15 |
0,18 |
0,21 |
0,24 |
0,29 |
0,35 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
5 |
0,6 |
0,14 |
0,17 |
0,20 |
0,23 |
0,28 |
0,32 |
0,38 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
6 |
20 |
1,0 |
0,15 |
0,18 |
0,22 |
0,25 |
0,30 |
0,35 |
0,42 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
7 |
1,8 |
0,17 |
0,21 |
0,24 |
0,28 |
0,34 |
0,40 |
0,46 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
8 |
3,5 |
0,19 |
0,23 |
0,27 |
0,31 |
0,38 |
0,45 |
0,52 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
9 |
35 |
0,6 |
0,16 |
0,20 |
0,23 |
0,26 |
0,32 |
0,38 |
0,44 |
0,50 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
10 |
1,0 |
0,18 |
0,22 |
0,25 |
0,29 |
0,35 |
0,41 |
0,48 |
0,55 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
11 |
1,8 |
0,19 |
0,24 |
0,28 |
0,32 |
0,39 |
0,46 |
0,54 |
0,61 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
12 |
3,5 |
0,22 |
0,27 |
0,32 |
0,36 |
0,44 |
0,52 |
0,60 |
0,69 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
13 |
60 |
0,6 |
0,18 |
0,22 |
0,26 |
0,30 |
0,36 |
0,43 |
0,50 |
0,58 |
0,70 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
14 |
1,0 |
0,20 |
0,24 |
0,28 |
0,33 |
0,40 |
0,47 |
0,56 |
0,63 |
0,77 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
15 |
1,8 |
0,22 |
0,27 |
0,32 |
0,36 |
0,45 |
0,53 |
0,62 |
0,70 |
0,86 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
16 |
3,5 |
0,25 |
0,31 |
0,36 |
0,41 |
0,50 |
0,59 |
0,69 |
0,79 |
0,97 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
17 |
6,0 |
0,27 |
0,34 |
0,40 |
0,46 |
0,56 |
0,65 |
0,76 |
0,87 |
1,07 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
18 |
100 |
1,0 |
0,23 |
0,28 |
0,33 |
0,37 |
0,46 |
0,54 |
0,63 |
0,72 |
0,88 |
1,04 |
1,2 |
— |
— |
— |
— |
— |
— |
— |
— |
|
19 |
1,8 |
0,25 |
0,31 |
0,36 |
0,42 |
0,51 |
0,60 |
0,70 |
0,80 |
0,98 |
1,15 |
1,3 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
20 |
3,5 |
0,28 |
0,35 |
0,41 |
0,47 |
0,57 |
0,67 |
0,79 |
0,90 |
1,11 |
1,3 |
1,5 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
21 |
6,0 |
0,32 |
0,39 |
0,45 |
0,52 |
0,64 |
0,75 |
0,87 |
1,0 |
1,2 |
1,4 |
1,6 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
22 |
10 |
0,35 |
0,43 |
0,50 |
0,57 |
0,7 |
0,82 |
0,96 |
1,09 |
1,34 |
1,5 |
1,78 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
23 |
180 |
1,8 |
— |
0,36 |
0,43 |
0,48 |
0,60 |
0,70 |
0,82 |
0,93 |
1,15 |
1,34 |
1,53 |
1,8 |
— |
— |
— |
— |
— |
— |
— |
|
24 |
3,5 |
— |
0,41 |
0,48 |
0,55 |
0,67 |
0,79 |
0,92 |
1,05 |
1,29 |
1,52 |
1,72 |
2,0 |
— |
— |
— |
— |
— |
— |
— |
|
|
25 |
6,0 |
— |
0,45 |
0,53 |
0,61 |
0,74 |
0,87 |
1,02 |
1,15 |
1,42 |
1,67 |
1,9 |
2,23 |
— |
— |
— |
— |
— |
— |
— |
|
|
26 |
10 |
— |
0,49 |
0,58 |
0,66 |
0,81 |
0,95 |
1,12 |
1,27 |
1,56 |
1,83 |
2,08 |
2,44 |
— |
— |
— |
— |
— |
— |
— |
|
|
27 |
320 |
3,5 |
— |
— |
0,56 |
0,64 |
0,78 |
0,92 |
1,07 |
1,22 |
1,5 |
1,76 |
2,0 |
2,35 |
2,78 |
— |
— |
— |
— |
— |
— |
|
28 |
6,0 |
— |
— |
0,62 |
0,70 |
0,86 |
1,0 |
1,2 |
1,35 |
1,65 |
1,94 |
2,2 |
2,58 |
3,05 |
— |
— |
— |
— |
— |
— |
|
|
29 |
10 |
— |
— |
0,67 |
0,77 |
0,95 |
1,1 |
1,3 |
1,50 |
1,8 |
2,1 |
2,4 |
2,8 |
3,35 |
— |
— |
— |
— |
— |
— |
|
|
30 |
18 |
— |
— |
0,75 |
0,85 |
1,05 |
1,23 |
1,45 |
1,65 |
2,0 |
2,4 |
2,7 |
3,15 |
3,7 |
— |
— |
— |
— |
— |
— |
|
|
31 |
30 |
— |
— |
0,82 |
0,94 |
1,15 |
1,35 |
1,58 |
1,8 |
2,2 |
2,6 |
2,9 |
3,45 |
4,08 |
— |
— |
— |
— |
— |
— |
|
|
32 |
50 |
— |
— |
0,90 |
1,03 |
1,26 |
1,48 |
1,74 |
1,97 |
2,42 |
2,84 |
3,23 |
3,78 |
4,48 |
— |
— |
— |
— |
— |
— |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ПРОФИЛЬНОГО И ЛИСТОВОГО МЕТАЛЛА |
Сборка под сварку |
|
Карта 34, лист 2 |
|
N позиции |
Масса узла, Q, кг, до: |
Длина стыков, L, м, до: |
Количество собираемых деталей в узле, n, шт., до: |
||||||||||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
95 |
115 |
145 |
180 |
230 |
280 |
350 |
|||
|
Время, T, час |
|||||||||||||||||||||
|
33 |
600 |
3,5 |
— |
— |
— |
0,75 |
0,92 |
1,08 |
1,26 |
1,44 |
1,76 |
2,07 |
2,35 |
2,75 |
3,27 |
3,75 |
4,4 |
— |
— |
— |
— |
|
34 |
6,0 |
— |
— |
— |
0,83 |
1,0 |
1,2 |
1,4 |
1,6 |
1,95 |
2,3 |
2,6 |
3,05 |
3,6 |
4,1 |
4,86 |
— |
— |
— |
— |
|
|
35 |
10 |
— |
— |
— |
0,91 |
1,1 |
1,3 |
1,5 |
1,7 |
2,15 |
2,5 |
2,85 |
3,34 |
3,95 |
4,5 |
5,3 |
— |
— |
— |
— |
|
|
36 |
18 |
— |
— |
— |
1,0 |
1,24 |
1,45 |
1,7 |
1,9 |
2,4 |
2,8 |
3,16 |
3,7 |
4,4 |
5,0 |
5,9 |
— |
— |
— |
— |
|
|
37 |
30 |
— |
— |
— |
1,1 |
1,35 |
1,6 |
1,85 |
2,1 |
2,6 |
3,05 |
3,5 |
4,07 |
4,8 |
5,5 |
6,5 |
— |
— |
— |
— |
|
|
38 |
50 |
— |
— |
— |
1,2 |
1,5 |
1,75 |
2,05 |
2,3 |
2,85 |
3,3 |
3,8 |
4,5 |
5,3 |
6,0 |
7,1 |
— |
— |
— |
— |
|
|
39 |
1000 |
3,5 |
— |
— |
— |
— |
1,05 |
1,23 |
1,45 |
1,65 |
2,0 |
2,4 |
2,7 |
3,15 |
3,7 |
4,3 |
— |
— |
— |
— |
— |
|
40 |
6,0 |
— |
— |
— |
— |
1,16 |
1,36 |
1,6 |
1,8 |
2,2 |
2,6 |
3,0 |
3,5 |
4,1 |
4,7 |
— |
— |
— |
— |
— |
|
|
41 |
10 |
— |
— |
— |
— |
1,27 |
1,5 |
1,75 |
2,0 |
2,45 |
2,85 |
3,25 |
3,8 |
4,5 |
5,17 |
— |
— |
— |
— |
— |
|
|
42 |
18 |
— |
— |
— |
— |
1,4 |
1,65 |
1,95 |
2,2 |
2,7 |
3,2 |
3,6 |
4,2 |
5,0 |
5,7 |
— |
— |
— |
— |
— |
|
|
43 |
30 |
— |
— |
— |
— |
1,55 |
1,8 |
2,1 |
2,4 |
3,0 |
3,5 |
4,0 |
4,6 |
5,5 |
6,3 |
— |
— |
— |
— |
— |
|
|
44 |
50 |
— |
— |
— |
— |
1,7 |
2,0 |
2,3 |
2,65 |
3,3 |
3,8 |
4,3 |
5,0 |
6,0 |
6,9 |
— |
— |
— |
— |
— |
|
|
45 |
1800 |
3,5 |
— |
— |
— |
— |
— |
1,4 |
1,7 |
1,9 |
2,35 |
2,75 |
3,1 |
3,7 |
4,35 |
5,0 |
5,9 |
6,8 |
8,15 |
— |
— |
|
46 |
6,0 |
— |
— |
— |
— |
— |
1,6 |
1,85 |
2,1 |
2,6 |
3,0 |
3,45 |
4,05 |
4,8 |
5,5 |
6,5 |
7,5 |
9,0 |
— |
— |
|
|
47 |
10 |
— |
— |
— |
— |
— |
1,74 |
2,0 |
2,3 |
2,8 |
3,3 |
3,8 |
4,4 |
5,2 |
6,0 |
7,0 |
8,3 |
9,8 |
— |
— |
|
|
48 |
18 |
— |
— |
— |
— |
— |
1,9 |
2,3 |
2,6 |
3,15 |
3,7 |
4,2 |
4,9 |
5,8 |
6,7 |
7,9 |
9,2 |
10,9 |
— |
— |
|
|
49 |
30 |
— |
— |
— |
— |
— |
2,1 |
2,5 |
2,8 |
3,5 |
4,06 |
4,6 |
5,4 |
6,4 |
7,3 |
8,6 |
10 |
12 |
— |
— |
|
|
50 |
50 |
— |
— |
— |
— |
— |
2,3 |
2,7 |
3,1 |
3,8 |
4,5 |
5,1 |
5,9 |
7,0 |
8,0 |
9,5 |
11 |
13 |
— |
— |
|
|
51 |
3200 |
6,0 |
— |
— |
— |
— |
— |
— |
2,15 |
2,45 |
3,0 |
3,5 |
4,0 |
4,7 |
5,6 |
6,4 |
7,5 |
8,75 |
10,4 |
12 |
14 |
|
52 |
10 |
— |
— |
— |
— |
— |
— |
2,36 |
2,7 |
3,3 |
3,9 |
4,4 |
5,15 |
6,1 |
7,0 |
8,24 |
9,6 |
11,4 |
13,1 |
15,4 |
|
|
53 |
18 |
— |
— |
— |
— |
— |
— |
2,6 |
3,0 |
3,7 |
4,3 |
4,9 |
5,7 |
6,8 |
7,8 |
9,15 |
10,7 |
12,7 |
14,6 |
17,1 |
|
|
54 |
30 |
— |
— |
— |
— |
— |
— |
2,9 |
3,3 |
4,0 |
4,7 |
5,4 |
6,3 |
7,4 |
8,5 |
10 |
11,7 |
14 |
16 |
18,8 |
|
|
55 |
50 |
— |
— |
— |
— |
— |
— |
3,15 |
3,6 |
4,4 |
5,17 |
5,9 |
6,9 |
8,15 |
9,3 |
11 |
12,8 |
15,3 |
17,6 |
20,5 |
|
|
56 |
6000 |
10 |
— |
— |
— |
— |
— |
— |
— |
— |
3,9 |
4,55 |
5,2 |
6,1 |
7,2 |
8,2 |
9,7 |
11,3 |
13,5 |
15,5 |
18,1 |
|
57 |
18 |
— |
— |
— |
— |
— |
— |
— |
— |
4,3 |
5,1 |
5,8 |
6,75 |
8,0 |
9,15 |
10,8 |
12,5 |
15 |
17,2 |
20,2 |
|
|
58 |
30 |
— |
— |
— |
— |
— |
— |
— |
— |
4,7 |
5,55 |
6,3 |
7,4 |
8,75 |
10 |
11,8 |
13,8 |
16,4 |
18,9 |
22,1 |
|
|
59 |
50 |
— |
— |
— |
— |
— |
— |
— |
— |
5,2 |
6,08 |
6,9 |
8,1 |
9,6 |
11 |
13 |
15 |
18 |
20,7 |
24,2 |
|
|
60 |
10000 |
10 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
5,9 |
6,9 |
8,2 |
9,4 |
11 |
12,9 |
15,4 |
17,7 |
20,7 |
|
61 |
18 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
6,6 |
7,7 |
9,1 |
10,4 |
12,3 |
14,3 |
17,0 |
19,6 |
23 |
|
|
62 |
30 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
7,2 |
8,45 |
10 |
11,5 |
13,5 |
15,7 |
18,7 |
21,5 |
25,2 |
|
|
63 |
50 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
7,9 |
9,3 |
11,0 |
12,6 |
14,8 |
17,3 |
20,5 |
23,6 |
27,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
Примечание. См. карту 33, лист 4.

|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ПРОФИЛЬНОГО МЕТАЛЛА |
Сборка под сварку |
|
Карта 35 |
Содержание работы
1. Подать детали к месту сборки, провести их внешний осмотр
2. Установить базовые детали на места сборки
3. Разметить, установить детали конструкции, выдержав размеры по чертежу
4. Подогнать сопряжения деталей, прихватить их электросваркой, повернуть узел в процессе сборки
5. Снять узел, отложить в сторону
|
N позиции |
Масса узла, Q, кг, до: |
Количество собираемых деталей в узле, n, шт., до: |
||||||||||||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
25 |
30 |
40 |
50 |
60 |
75 |
95 |
115 |
145 |
180 |
230 |
280 |
350 |
||
|
Время, T, час |
||||||||||||||||||||
|
1 |
12 |
0,26 |
0,32 |
0,37 |
0,42 |
0,52 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
2 |
20 |
0,29 |
0,36 |
0,42 |
0,48 |
0,59 |
0,69 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
3 |
35 |
0,34 |
0,42 |
0,49 |
0,56 |
0,68 |
0,80 |
0,94 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
4 |
60 |
0,39 |
0,48 |
0,65 |
0,64 |
0,79 |
0,92 |
1,08 |
1,23 |
1,51 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
5 |
100 |
0,45 |
0,55 |
0,65 |
0,73 |
0,90 |
1,05 |
1,24 |
1,4 |
1,73 |
2,02 |
2,3 |
— |
— |
— |
— |
— |
— |
— |
— |
|
6 |
180 |
0,52 |
0,64 |
0,75 |
0,86 |
1,05 |
1,23 |
1,44 |
1,64 |
2,0 |
2,36 |
2,68 |
3,14 |
3,72 |
— |
— |
— |
— |
— |
— |
|
7 |
320 |
0,61 |
0,75 |
0,87 |
0,99 |
1,22 |
1,42 |
1,67 |
1,9 |
2,34 |
2,74 |
3,1 |
3,65 |
4,32 |
4,95 |
5,83 |
— |
— |
— |
— |
|
8 |
600 |
— |
0,88 |
1,03 |
1,17 |
1,43 |
1,68 |
1,97 |
2,24 |
2,75 |
3,22 |
3,67 |
4,3 |
5,08 |
5,82 |
6,86 |
8,0 |
9,5 |
— |
— |
|
9 |
1000 |
— |
— |
1,17 |
1,34 |
1,64 |
1,92 |
2,25 |
2,56 |
3,14 |
3,68 |
4,19 |
4,9 |
5,8 |
6,65 |
7,84 |
9,14 |
10,8 |
12,5 |
— |
|
10 |
1800 |
— |
— |
— |
1,56 |
1,9 |
2,24 |
2,62 |
2,98 |
3,66 |
4,28 |
4,88 |
5,72 |
6,76 |
7,75 |
9,14 |
10,6 |
12,7 |
14,5 |
17,0 |
|
11 |
3200 |
— |
— |
— |
— |
2,22 |
2,6 |
3,05 |
3,47 |
4,25 |
4,98 |
5,67 |
6,64 |
7,85 |
9,0 |
10,6 |
12,4 |
14,7 |
16,9 |
19,8 |
|
12 |
6000 |
— |
— |
— |
— |
— |
3,06 |
3,6 |
4,08 |
5,0 |
5,87 |
6,67 |
7,82 |
9,25 |
10,6 |
12,5 |
14,6 |
17,3 |
19,9 |
23,3 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
р |
с |
т |
у |
Примечания.
1. Нормативы времени рассчитаны при расположении деталей узла не более чем в 3-х основных плоскостях под прямыми углами с прямолинейными сопряжениями. При измененных условиях работы время по карте применять с коэффициентами:
|
Детали узла расположены более чем в 3-х основных плоскостях и имеют криволинейные сопряжения |
Детали в узле обработаны на станках и требуют расцентровки, выверки при сборке |
Сборка узлов в приспособлении |
|
Коэффициент K |
||
|
1,15 |
1,25 |
0,8 |
2. Время на закрепление и открепление деталей в приспособлении брать по карте 17.
3. Сварные подузлы, входящие в собираемую конструкцию, следует считать как отдельную деталь. При наличии их в узле более 25% нормативы применять с коэффициентом K = 1,15.
4. Предварительная стыковка деталей узла перед сборкой нормативами не предусмотрена.

НОРМАТИВЫ ВРЕМЕНИ НА ВСПОМОГАТЕЛЬНЫЕ ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ
ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ
|
ЗАЧИСТКА СВАРНЫХ ШВОВ |
Слесарные работы |
|
Карта 36, лист 1 |
Содержание работы
1. Взять инструмент
2. Зачистить шов
3. Отложить инструмент
|
N позиции |
Инструмент |
Тип шва |
Длина шва, L, м, до: |
||||||||
|
0,1 |
0,2 |
0,35 |
0,5 |
0,7 |
1,0 |
1,5 |
2,0 |
св. 2,0 |
|||
|
Время на шов, T, мин |
|||||||||||
|
1 |
Пневматическое зубило |
внахлестку |
0,207 |
0,350 |
0,536 |
0,703 |
0,907 |
1,19 |
1,62 |
2,02 |
— |
|
2 |
стыковой |
0,242 |
0,409 |
0,626 |
0,821 |
1,06 |
1,39 |
1,89 |
2,35 |
— |
|
|
3 |
тавровый |
0,259 |
0,439 |
0,671 |
0,880 |
1,14 |
1,49 |
2,03 |
2,52 |
— |
|
|
4 |
угловой |
0,294 |
0,497 |
0,761 |
0,998 |
1,29 |
1,69 |
2,30 |
2,86 |
— |
|
|
5 |
Пневматическая машинка с наждачным кругом |
внахлестку |
0,337 |
0,603 |
0,965 |
1,30 |
1,73 |
2,33 |
3,28 |
4,17 |
— |
|
6 |
стыковой |
0,376 |
0,673 |
1,08 |
1,45 |
1,93 |
2,60 |
3,66 |
4,65 |
— |
|
|
7 |
тавровый |
0,413 |
0,740 |
1,18 |
1,60 |
2,12 |
2,86 |
4,02 |
5,12 |
— |
|
|
8 |
угловой |
0,465 |
0,833 |
1,33 |
1,80 |
2,39 |
3,22 |
4,53 |
5,76 |
— |
|
|
9 |
Стальная щетка |
внахлестку |
0,487 |
0,748 |
1,06 |
1,32 |
1,63 |
2,03 |
2,61 |
3,12 |
4,01 |
|
10 |
стыковой |
0,561 |
0,863 |
1,22 |
1,52 |
1,88 |
2,34 |
3,01 |
3,60 |
4,62 |
|
|
11 |
тавровый |
0,665 |
1,02 |
1,44 |
1,80 |
2,22 |
2,77 |
3,56 |
4,26 |
5,47 |
|
|
12 |
угловой |
0,847 |
1,30 |
1,84 |
2,30 |
2,83 |
3,53 |
4,54 |
5,43 |
6,98 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|
ЗАЧИСТКА СВАРНЫХ ШВОВ |
Слесарные работы |
||||||||||
|
Карта 36, лист 2 |
|||||||||||
|
N позиции |
Инструмент |
Тип шва |
Длина шва, L, м, до: |
||||||||
|
0,1 |
0,2 |
0,35 |
0,5 |
0,7 |
1,0 |
1,5 |
2,0 |
св. 2,0 |
|||
|
Время на шов, T, мин |
|||||||||||
|
13 |
Зубило и молоток |
внахлестку |
0,439 |
0,689 |
0,991 |
1,25 |
1,55 |
1,96 |
2,55 |
3,08 |
4,00 |
|
14 |
стыковой |
0,493 |
0,773 |
1,11 |
1,40 |
1,74 |
2,20 |
2,86 |
3,45 |
4,49 |
|
|
15 |
тавровый |
0,526 |
0,826 |
1,19 |
1,50 |
1,86 |
2,35 |
3,06 |
3,69 |
4,80 |
|
|
16 |
угловой |
0,598 |
0,938 |
1,35 |
1,70 |
2,12 |
2,67 |
3,48 |
4,19 |
5,45 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
Примечание. Нормативы времени рассчитаны на зачистку прямолинейных швов с катетом шва до 10 мм в горизонтальном положении. При измененных условиях работы время по карте применять с коэффициентами:
|
Зачистка от брызг и наплавленного металла |
Криволинейные швы |
Зачистка заподлицо с деталью |
Катет шва свыше 10 мм |
Зачистка в вертикальном положении |
Зачистка в потолочном положении |
Зачистка в труднодоступных местах |
|
Коэффициент K |
||||||
|
0,4 |
1,3 |
1,5 |
1,2 |
1,1 |
1,2 |
1,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 позиция 1
позиция 1 позиция 9
позиция 9 позиция 2
позиция 2 позиция 10
позиция 10 позиция 3
позиция 3 позиция 11
позиция 11 позиция 4
позиция 4 позиция 12
позиция 12 позиция 5
позиция 5 позиция 13
позиция 13 позиция 6
позиция 6 позиция 14
позиция 14 позиция 7
позиция 7 позиция 15
позиция 15 позиция 8
позиция 8 позиция 16
позиция 16|
ЗАЧИСТКА КРОМОК ПОД СВАРКУ |
Слесарные работы |
|
Карта 37, лист 1 |
Содержание работы
1. Взять инструмент
2. Зачистить кромки под сварку
3. Отложить инструмент
|
N позиции |
Вид кромок |
Толщина листа, h, мм, до: |
Применяемый инструмент |
||||
|
пневматическая машинка с наждачным кругом (после резки на гильотинных ножницах) |
пневматическое зубило (после машинной газорезки) |
Ручная щетка |
|||||
|
Положение зачищаемой кромки |
|||||||
|
горизонтальное |
вертикальное |
горизонтальное |
вертикальное |
||||
|
Время на 1 м стыка, T, мин |
|||||||
|
1 |
|
4 |
0,493 |
0,58 |
0,69 |
0,813 |
0,24 |
|
2 |
6 |
0,590 |
0,693 |
0,825 |
0,972 |
0,27 |
|
|
3 |
10 |
0,738 |
0,867 |
1,03 |
1,20 |
0,31 |
|
|
4 |
14 |
0,856 |
1,00 |
1,19 |
1,40 |
0,34 |
|
|
5 |
20 |
1,00 |
1,18 |
1,40 |
1,65 |
0,37 |
|
|
6 |
30 |
1,2 |
1,4 |
1,67 |
1,95 |
0,42 |
|
|
7 |
50 |
1,5 |
1,76 |
2,1 |
2,45 |
0,48 |
|
|
8 |
80 |
1,8 |
2,17 |
2,58 |
3,00 |
— |
|
|
9 |
110 |
2,1 |
2,5 |
2,96 |
3,45 |
— |
|
|
Индекс |
а |
б |
в |
г |
д |

|
ЗАЧИСТКА КРОМОК ПОД СВАРКУ |
Слесарные работы |
||||||
|
Карта 37, лист 2 |
|||||||
|
N позиции |
Вид кромок |
Толщина листа, h, мм, до: |
Применяемый инструмент |
||||
|
пневматическая машинка с наждачным кругом (после резки на гильотинных ножницах) |
пневматическое зубило (после машинной газорезки) |
Ручная щетка |
|||||
|
Положение зачищаемой кромки |
|||||||
|
горизонтальное |
вертикальное |
горизонтальное |
вертикальное |
||||
|
Время на 1 м стыка, T, мин |
|||||||
|
10 |
|
4 |
0,813 |
0,958 |
1,06 |
1,25 |
0,39 |
|
11 |
6 |
0,972 |
1,15 |
1,26 |
1,49 |
0,43 |
|
|
12 |
10 |
1,2 |
1,43 |
1,58 |
1,87 |
0,50 |
|
|
13 |
14 |
1,4 |
1,66 |
1,84 |
2,17 |
0,55 |
|
|
14 |
20 |
1,65 |
1,95 |
2,15 |
2,54 |
0,60 |
|
|
15 |
30 |
1,95 |
2,33 |
2,56 |
3,03 |
0,67 |
|
|
16 |
50 |
2,45 |
2,91 |
3,22 |
3,80 |
0,77 |
|
|
17 |
80 |
3,00 |
3,58 |
3,95 |
4,67 |
— |
|
|
18 |
110 |
3,45 |
4,12 |
4,55 |
5,37 |
— |
|
|
19 |
|
4 |
0,887 |
1,04 |
1,24 |
1,46 |
0,43 |
|
20 |
6 |
1,06 |
1,25 |
1,48 |
1,75 |
0,49 |
|
|
21 |
10 |
1,33 |
1,56 |
1,85 |
2,16 |
0,56 |
|
|
22 |
14 |
1,54 |
1,8 |
2,14 |
2,52 |
0,61 |
|
|
23 |
20 |
1,8 |
2,12 |
2,52 |
2,97 |
0,67 |
|
|
24 |
30 |
2,16 |
2,52 |
3,0 |
3,51 |
0,76 |
|
|
25 |
50 |
2,7 |
3,17 |
3,78 |
4,41 |
0,86 |
|
|
26 |
80 |
3,24 |
3,9 |
4,64 |
5,4 |
— |
|
|
27 |
110 |
3,78 |
4,5 |
5,33 |
6,21 |
— |
|
|
Индекс |
а |
б |
в |
г |
д |


|
ЗАЧИСТКА КРОМОК ПОД СВАРКУ |
Слесарные работы |
|
Карта 37, лист 3 |
Примечание. Нормативы времени рассчитаны на зачистку прямолинейных кромок под сварку. При измененных условиях работы время по карте применять с коэффициентами:
|
Зачистка криволинейного контура кромки |
Зачистка пневматической стальной щеткой |
Зачистка кромок после ручной газорезки (к зачистке пневматическим зубилом) |
|
Коэффициент K |
||
|
1,2 |
0,5 |
1,4 |
Пневматическая машинка
 позиции 1 … 9 (индекс а);
позиции 1 … 9 (индекс а);
 позиции 1 … 9 (индекс б);
позиции 1 … 9 (индекс б);
 позиции 10 … 18 (индекс а);
позиции 10 … 18 (индекс а);
 позиции 10 … 18 (индекс б);
позиции 10 … 18 (индекс б);
 позиции 19 … 27 (индекс а);
позиции 19 … 27 (индекс а);
 позиции 19 … 27 (индекс б)
позиции 19 … 27 (индекс б)
Пневматическое зубило
 позиции 1 … 9 (индекс в);
позиции 1 … 9 (индекс в);
 позиции 1 … 9 (индекс г);
позиции 1 … 9 (индекс г);
 позиции 10 … 18 (индекс в);
позиции 10 … 18 (индекс в);
 позиции 10 … 18 (индекс г);
позиции 10 … 18 (индекс г);
 позиции 19 … 27 (индекс в);
позиции 19 … 27 (индекс в);
 позиции 19 … 27 (индекс г)
позиции 19 … 27 (индекс г)
Ручная щетка
 позиции 1 … 9 (индекс д);
позиции 1 … 9 (индекс д);
 позиции 10 … 18 (индекс д);
позиции 10 … 18 (индекс д);
 позиции 19 … 27 (индекс д)
позиции 19 … 27 (индекс д)
|
ПРАВКА СВАРНЫХ УЗЛОВ ВРУЧНУЮ НА ПЛИТЕ |
Сборка под сварку |
|
Карта 38, лист 1 |
Содержание работы
1. Взять узел, установить на плиту
2. Взять инструмент, править узел с поворотами
3. Промерить шаблоном или линейкой
4. Отложить узел и инструмент
|
N позиции |
Длина узла, L, мм, до: |
Ширина узла, B, мм, до: |
Типы узлов |
||||||||||||||
|
I |
II |
III |
|||||||||||||||
|
|
|
|
|||||||||||||||
|
Толщина металла, h, мм, до: |
|||||||||||||||||
|
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
|||
|
Время на узел, T, мин |
|||||||||||||||||
|
1 |
200 |
100 |
1,21 |
1,37 |
1,50 |
1,62 |
1,77 |
1,45 |
1,63 |
1,79 |
1,94 |
2,11 |
1,58 |
1,77 |
1,95 |
2,11 |
2,30 |
|
2 |
140 |
1,31 |
1,48 |
1,62 |
1,75 |
1,91 |
1,57 |
1,76 |
1,94 |
2,10 |
2,28 |
1,70 |
1,91 |
2,11 |
2,28 |
2,48 |
|
|
3 |
200 |
1,42 |
1,60 |
1,76 |
1,90 |
2,07 |
1,70 |
1,91 |
2,10 |
2,27 |
2,48 |
1,85 |
2,08 |
2,29 |
2,47 |
2,69 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
|
ПРАВКА СВАРНЫХ УЗЛОВ ВРУЧНУЮ НА ПЛИТЕ |
Сборка под сварку |
||||||||||||||||
|
Карта 38, лист 2 |
|||||||||||||||||
|
N позиции |
Длина узла, L, мм, до: |
Ширина узла, B, мм, до: |
Типы узлов |
||||||||||||||
|
I |
II |
III |
|||||||||||||||
|
Толщина металла, h, мм, до: |
|||||||||||||||||
|
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
|||
|
Время на узел, T, мин |
|||||||||||||||||
|
4 |
300 |
100 |
1,41 |
1,59 |
1,74 |
1,89 |
2,05 |
1,68 |
1,89 |
2,08 |
2,25 |
2,45 |
1,83 |
2,06 |
2,26 |
2,45 |
2,67 |
|
5 |
140 |
1,52 |
1,71 |
1,88 |
2,04 |
2,22 |
1,82 |
2,05 |
2,25 |
2,43 |
2,65 |
1,98 |
2,22 |
2,45 |
2,65 |
2,88 |
|
|
6 |
200 |
1,65 |
1,86 |
2,05 |
2,21 |
2,41 |
1,98 |
2,22 |
2,44 |
2,64 |
2,88 |
2,15 |
2,42 |
2,66 |
2,87 |
3,13 |
|
|
7 |
300 |
1,82 |
2,04 |
2,25 |
2,43 |
2,65 |
2,17 |
2,44 |
2,68 |
2,90 |
3,16 |
2,36 |
2,65 |
2,91 |
3,15 |
3,43 |
|
|
8 |
450 |
100 |
1,64 |
1,84 |
2,03 |
2,19 |
2,39 |
1,96 |
2,20 |
2,42 |
2,62 |
2,85 |
2,13 |
2,39 |
2,63 |
2,85 |
3,10 |
|
9 |
140 |
1,77 |
1,99 |
2,19 |
2,37 |
2,58 |
2,11 |
2,38 |
2,61 |
2,83 |
3,08 |
2,30 |
2,58 |
2,84 |
3,07 |
3,35 |
|
|
10 |
200 |
1,92 |
2,16 |
2,38 |
2,57 |
2,80 |
2,30 |
2,58 |
2,84 |
3,07 |
3,34 |
2,49 |
2,81 |
3,09 |
3,34 |
3,63 |
|
|
11 |
300 |
2,11 |
2,37 |
2,61 |
2,82 |
3,07 |
2,52 |
2,83 |
3,12 |
3,37 |
3,67 |
2,74 |
3,08 |
3,39 |
3,66 |
3,99 |
|
|
12 |
450 |
2,32 |
2,60 |
2,86 |
3,10 |
3,37 |
2,77 |
3,11 |
3,42 |
3,70 |
4,03 |
3,00 |
3,38 |
3,72 |
4,02 |
4,38 |
|
|
13 |
700 |
140 |
2,09 |
2,35 |
2,58 |
2,79 |
3,04 |
2,49 |
2,80 |
3,08 |
3,33 |
3,63 |
2,71 |
3,04 |
3,35 |
3,62 |
3,94 |
|
14 |
200 |
2,26 |
2,55 |
2,80 |
3,03 |
3,30 |
2,70 |
3,04 |
3,34 |
3,62 |
3,94 |
2,94 |
3,30 |
3,63 |
3,93 |
4,28 |
|
|
15 |
300 |
2,48 |
2,79 |
3,07 |
3,32 |
3,62 |
2,97 |
3,34 |
3,67 |
3,97 |
4,32 |
3,22 |
3,63 |
3,98 |
4,31 |
4,70 |
|
|
16 |
450 |
2,73 |
3,07 |
3,37 |
3,65 |
3,97 |
3,26 |
3,66 |
4,03 |
4,36 |
4,74 |
3,54 |
3,98 |
4,38 |
4,74 |
5,16 |
|
|
17 |
700 |
3,02 |
3,40 |
3,73 |
4,04 |
4,40 |
3,60 |
4,05 |
4,46 |
4,82 |
5,25 |
3,92 |
4,40 |
4,85 |
5,24 |
5,71 |
|
|
18 |
1000 |
200 |
2,58 |
2,90 |
3,19 |
3,46 |
3,76 |
3,08 |
3,47 |
3,81 |
4,13 |
4,49 |
3,35 |
3,77 |
4,15 |
4,48 |
4,88 |
|
19 |
300 |
2,84 |
3,19 |
3,51 |
3,79 |
4,13 |
3,38 |
3,81 |
4,19 |
4,53 |
4,93 |
3,68 |
4,14 |
4,55 |
4,92 |
5,36 |
|
|
20 |
450 |
3,11 |
3,50 |
3,85 |
4,16 |
4,53 |
3,72 |
4,18 |
4,60 |
4,97 |
5,41 |
4,04 |
4,54 |
5,0 |
5,40 |
5,88 |
|
|
21 |
700 |
3,45 |
3,87 |
4,26 |
4,61 |
5,02 |
4,11 |
4,63 |
5,09 |
5,50 |
5,99 |
4,47 |
5,03 |
5,53 |
5,98 |
6,51 |
|
|
22 |
1000 |
3,74 |
4,21 |
4,62 |
5,00 |
5,45 |
4,46 |
5,02 |
5,52 |
5,97 |
6,50 |
4,85 |
5,46 |
6,00 |
6,49 |
7,07 |
|
|
23 |
1400 |
300 |
3,21 |
3,61 |
3,97 |
4,30 |
4,68 |
3,83 |
4,31 |
4,74 |
5,13 |
5,59 |
4,17 |
4,69 |
5,15 |
5,58 |
6,07 |
|
24 |
450 |
3,52 |
3,96 |
4,36 |
4,72 |
5,14 |
4,21 |
4,73 |
5,20 |
5,63 |
6,13 |
4,58 |
5,15 |
5,66 |
6,12 |
6,67 |
|
|
25 |
700 |
3,90 |
4,39 |
4,83 |
5,22 |
5,68 |
4,66 |
5,24 |
5,76 |
6,23 |
6,79 |
5,06 |
5,69 |
6,26 |
6,77 |
7,37 |
|
|
26 |
1000 |
4,24 |
4,76 |
5,24 |
5,67 |
6,17 |
5,06 |
5,69 |
6,25 |
6,77 |
7,37 |
5,50 |
6,18 |
6,80 |
7,36 |
8,0 |
|
|
27 |
1400 |
4,58 |
5,15 |
5,66 |
6,12 |
6,67 |
5,46 |
6,15 |
6,76 |
7,31 |
7,96 |
5,94 |
6,68 |
7,34 |
7,94 |
8,65 |
|
|
28 |
2000 |
450 |
4,02 |
4,52 |
4,97 |
5,38 |
5,86 |
4,80 |
5,40 |
5,94 |
6,43 |
7,0 |
5,22 |
5,87 |
6,46 |
6,98 |
7,60 |
|
29 |
700 |
4,45 |
5,00 |
5,51 |
5,96 |
6,49 |
5,32 |
5,98 |
6,58 |
7,11 |
7,75 |
5,78 |
6,50 |
7,15 |
7,73 |
8,42 |
|
|
30 |
1000 |
4,83 |
5,44 |
5,98 |
6,47 |
7,04 |
5,77 |
6,49 |
7,14 |
7,72 |
8,41 |
6,27 |
7,06 |
7,76 |
8,39 |
9,14 |
|
|
31 |
1400 |
5,22 |
5,87 |
6,46 |
7,00 |
7,61 |
6,24 |
7,01 |
7,71 |
8,34 |
9,08 |
6,78 |
7,62 |
8,38 |
9,07 |
9,87 |
|
|
32 |
2000 |
5,67 |
6,38 |
7,01 |
7,58 |
8,26 |
6,77 |
7,61 |
8,37 |
9,06 |
9,86 |
7,36 |
8,27 |
9,10 |
9,84 |
10,7 |
|
|
33 |
2800 |
450 |
4,56 |
5,12 |
5,63 |
6,09 |
6,64 |
5,44 |
6,12 |
6,73 |
7,28 |
7,92 |
5,91 |
6,65 |
7,31 |
7,91 |
8,61 |
|
34 |
700 |
5,04 |
5,67 |
6,24 |
6,75 |
7,35 |
6,02 |
6,77 |
7,45 |
8,06 |
8,77 |
6,55 |
7,36 |
8,09 |
8,76 |
9,55 |
|
|
35 |
1000 |
5,47 |
6,16 |
6,77 |
7,32 |
7,97 |
6,54 |
7,35 |
8,08 |
8,75 |
9,52 |
7,10 |
7,99 |
8,79 |
9,51 |
10,4 |
|
|
36 |
1400 |
5,91 |
6,65 |
7,31 |
7,91 |
8,62 |
7,06 |
7,94 |
8,73 |
9,45 |
10,3 |
7,68 |
8,63 |
9,49 |
10,3 |
11,2 |
|
|
37 |
2000 |
6,42 |
7,22 |
7,94 |
8,59 |
9,35 |
7,67 |
8,62 |
9,48 |
10,3 |
11,2 |
8,33 |
9,37 |
10,3 |
11,1 |
12,1 |
|
|
38 |
2800 |
6,94 |
7,80 |
8,58 |
9,28 |
10,1 |
8,28 |
9,32 |
10,2 |
11,1 |
12,1 |
9,0 |
10,1 |
11,1 |
12,0 |
13,1 |
|
|
39 |
4000 |
700 |
5,75 |
6,47 |
7,12 |
7,70 |
8,38 |
6,87 |
7,73 |
8,50 |
9,20 |
10,0 |
7,47 |
8,40 |
9,24 |
10,00 |
10,9 |
|
40 |
1000 |
6,25 |
7,03 |
7,72 |
8,36 |
9,10 |
7,46 |
8,39 |
9,22 |
10,0 |
10,9 |
8,11 |
9,12 |
10,0 |
10,8 |
11,8 |
|
|
41 |
1400 |
6,75 |
7,59 |
8,35 |
9,03 |
9,83 |
8,06 |
9,06 |
9,97 |
10,8 |
11,7 |
8,76 |
9,85 |
10,8 |
11,7 |
12,8 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
|
ПРАВКА СВАРНЫХ УЗЛОВ ВРУЧНУЮ НА ПЛИТЕ |
Сборка под сварку |
||||||||||||||||
|
Карта 38, лист 3 |
|||||||||||||||||
|
N позиции |
Длина узла, L, мм, до: |
Ширина узла, B, мм, до: |
Типы узлов |
||||||||||||||
|
I |
II |
III |
|||||||||||||||
|
Толщина металла, h, мм, до: |
|||||||||||||||||
|
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
4 |
7 |
11 |
16 |
24 |
|||
|
Время на узел, T, мин |
|||||||||||||||||
|
42 |
4000 |
2000 |
7,33 |
8,24 |
9,06 |
9,80 |
10,7 |
8,75 |
9,84 |
10,8 |
11,7 |
12,7 |
9,51 |
10,7 |
11,8 |
12,7 |
13,8 |
|
43 |
2800 |
7,91 |
8,90 |
9,79 |
10,6 |
11,5 |
9,45 |
10,6 |
11,7 |
12,6 |
13,8 |
10,3 |
11,6 |
12,7 |
13,7 |
15,0 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
Примечание. Нормативы времени рассчитаны на частичную правку узлов вручную при высоте узла 500 мм. При измененных условиях работы время по карте применять с коэффициентами:
|
Высота узла, мм, до: |
Правка на механических прессах |
Правка на ручных прессах |
Полная правка узла |
|||
|
200 |
300 |
800 |
1200 |
|||
|
Коэффициент K |
||||||
|
0,7 |
0,9 |
1,1 |
1,2 |
0,8 |
0,9 |
1,6 |
 ;
;  ;
;
 .
.
|
РАЗМЕТКА ПО МЕСТУ ПОД ОБРЕЗКУ ИЛИ ПРИПИЛОВКУ ПРИ СБОРКЕ |
Сборка под сварку |
|
Карта 39, лист 1 |
Содержание работы
1. Взять или застропить деталь, узел
2. Переместить деталь, узел к рабочему месту сборки, провести внешний осмотр, установить по месту
3. Взять разметочный инструмент, разметить место под обрезку или припиловку
4. Отложить деталь, узел и разметочный инструмент
|
N позиции |
Масса детали, Q, кг, до: |
Вид размечаемой линии |
Длина размечаемой линии, L, мм, до: |
|||||||
|
100 |
200 |
300 |
500 |
700 |
1000 |
1400 |
2000 |
|||
|
Время, T, мин |
||||||||||
|
1 |
3 |
прямолинейная |
0,584 |
0,744 |
0,858 |
1,03 |
1,15 |
1,37 |
1,47 |
1,67 |
|
2 |
криволинейная |
0,700 |
0,892 |
1,03 |
1,23 |
1,38 |
1,57 |
1,76 |
2,0 |
|
|
3 |
5 |
прямолинейная |
0,624 |
0,795 |
0,917 |
1,10 |
1,23 |
1,40 |
1,57 |
1,78 |
|
4 |
криволинейная |
0,748 |
0,953 |
1,10 |
1,31 |
1,48 |
1,67 |
1,88 |
2,13 |
|
|
5 |
8 |
прямолинейная |
0,663 |
0,846 |
0,974 |
1,17 |
1,31 |
1,48 |
1,67 |
1,89 |
|
6 |
криволинейная |
0,795 |
1,01 |
1,17 |
1,40 |
1,57 |
1,86 |
2,00 |
2,27 |
|
|
7 |
15 |
прямолинейная |
0,720 |
0,918 |
1,06 |
1,26 |
1,42 |
1,61 |
1,81 |
2,05 |
|
8 |
криволинейная |
0,862 |
1,10 |
1,27 |
1,51 |
1,70 |
1,93 |
2,17 |
2,46 |
|
|
9 |
25 |
прямолинейная |
0,745 |
0,949 |
1,09 |
1,31 |
1,47 |
1,67 |
1,88 |
2,13 |
|
10 |
криволинейная |
0,890 |
1,13 |
1,31 |
1,56 |
1,76 |
1,99 |
2,24 |
2,54 |
|
|
11 |
50 |
прямолинейная |
0,983 |
1,25 |
1,44 |
1,73 |
1,94 |
2,20 |
2,47 |
2,80 |
|
12 |
криволинейная |
1,17 |
1,50 |
1,72 |
2,06 |
2,32 |
2,63 |
2,96 |
3,35 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
Примечание. При измененных условиях работы время по карте применять с коэффициентами:
|
РАЗМЕТКА ПО МЕСТУ ПОД ОБРЕЗКУ ИЛИ ПРИПИЛОВКУ ПРИ СБОРКЕ |
Сборка под сварку |
|
|
Карта 39, лист 2 |
||
|
Разметочный инструмент |
Разметка по месту сборки в труднодоступных местах |
|
|
чертилка |
мел |
|
|
Коэффициент K |
||
|
1,0 |
0,85 |
1,3 |
 — вручную (прямолинейная);
— вручную (прямолинейная);
 — вручную (криволинейная);
— вручную (криволинейная);
 — краном (прямолинейная);
— краном (прямолинейная);
 — краном (криволинейная)
— краном (криволинейная)
|
СРУБКА СБОРОЧНЫХ ПЛАНОК, СКОБ, ЭЛЕКТРОПРИХВАТОК И ЗАЧИСТКА МЕСТ ПРИХВАТОК |
Сборка под сварку |
|
Карта 40, лист 1 |
Содержание работы
1. Взять инструмент
2. Срубить сборочные приспособления пневматическим зубилом после прихватки электросваркой
3. Зачистить места прихваток наждачным кругом
4. Отложить инструмент
|
N позиции |
Положение работы |
Вид крепления |
Толщина металла, мм, до: |
Длина срубаемой кромки, мм, до: |
Вид работы |
|
|
рубка |
зачистка |
|||||
|
Время, T, мин |
||||||
|
1 |
Горизонтальное |
Прихватки |
— |
35 |
0,11 |
0,16 |
|
2 |
60 |
0,17 |
0,27 |
|||
|
3 |
Сборочные планки |
5 |
100 |
0,27 |
0,44 |
|
|
4 |
200 |
0,46 |
0,80 |
|||
|
5 |
300 |
0,68 |
1,10 |
|||
|
6 |
10 |
100 |
0,40 |
0,44 |
||
|
7 |
200 |
0,73 |
0,80 |
|||
|
8 |
300 |
1,0 |
1,10 |
|
СРУБКА СБОРОЧНЫХ ПЛАНОК, СКОБ, ЭЛЕКТРОПРИХВАТОК И ЗАЧИСТКА МЕСТ ПРИХВАТОК |
Сборка под сварку |
|||||
|
Карта 40, лист 2 |
||||||
|
N позиции |
Положение работы |
Вид крепления |
Толщина металла, мм, до: |
Длина срубаемой кромки, мм, до: |
Вид работы |
|
|
рубка |
зачистка |
|||||
|
Время, T, мин |
||||||
|
9 |
Горизонтальное |
Скобы |
5 |
100 |
0,32 |
0,60 |
|
10 |
150 |
0,45 |
0,88 |
|||
|
11 |
10 |
100 |
0,47 |
0,60 |
||
|
12 |
150 |
0,67 |
0,88 |
|||
|
13 |
Стяжки |
— |
— |
0,30 |
0,40 |
|
|
14 |
Вертикальное |
Прихватки |
— |
35 |
0,13 |
0,18 |
|
15 |
60 |
0,20 |
0,30 |
|||
|
16 |
Сборочные планки |
5 |
100 |
0,30 |
0,49 |
|
|
17 |
200 |
0,54 |
0,90 |
|||
|
18 |
300 |
0,75 |
1,25 |
|||
|
19 |
10 |
100 |
0,44 |
0,49 |
||
|
20 |
200 |
0,80 |
0,90 |
|||
|
21 |
300 |
1,20 |
1,25 |
|||
|
22 |
Скобы |
5 |
100 |
0,39 |
0,70 |
|
|
23 |
150 |
0,55 |
1,0 |
|||
|
24 |
10 |
100 |
0,56 |
0,70 |
||
|
25 |
150 |
0,80 |
1,0 |
|||
|
26 |
Стяжки |
— |
— |
0,35 |
0,46 |
Примечание. При зачистке мест прихваток пневматическим зубилом время по карте применять с коэффициентом K = 0,7.
|
КЛЕЙМЕНИЕ ДЕТАЛЕЙ, УЗЛОВ |
Слесарные работы |
|
Карта 41 |
Содержание работы
1. Взять клейма и молоток
2. Клеймить деталь, узел
3. Сменить клейма
4. Повторить приемы 2 и 3 в зависимости от количества знаков
5. Отложить клейма и молоток
|
N позиции |
Метод клеймения |
Вид поверхности |
Высота знака |
Количество знаков на детали, узле |
На каждый последующий знак добавлять |
||||||||||
|
4 |
5 |
6 |
8 |
10 |
12 |
14 |
17 |
20 |
23 |
26 |
|||||
|
Время, T, мин |
|||||||||||||||
|
1 |
Ударным клеймом без подбора |
плоская |
До 6 |
0,270 |
0,332 |
0,373 |
0,470 |
0,562 |
0,650 |
0,735 |
0,859 |
0,978 |
1,09 |
1,21 |
0,04 |
|
2 |
Свыше 6 |
0,332 |
0,397 |
0,459 |
0,578 |
0,691 |
0,60 |
0,905 |
1,06 |
1,20 |
1,35 |
1,48 |
0,06 |
||
|
3 |
цилиндрическая |
До 6 |
0,290 |
0,347 |
0,402 |
0,506 |
0,605 |
0,70 |
0,792 |
0,925 |
1,05 |
1,18 |
1,30 |
0,06 |
|
|
4 |
Свыше 6 |
0,394 |
0,472 |
0,546 |
0,687 |
0,821 |
0,95 |
1,07 |
1,26 |
1,43 |
1,60 |
1,76 |
0,07 |
||
|
5 |
Ударным клеймом с подбором |
плоская |
До 6 |
0,316 |
0,377 |
0,437 |
0,549 |
0,657 |
0,760 |
0,86 |
1,0 |
1,14 |
1,28 |
1,41 |
0,06 |
|
6 |
Свыше 6 |
0,457 |
0,546 |
0,632 |
0,795 |
0,95 |
1,10 |
1,24 |
1,45 |
1,66 |
1,85 |
2,04 |
0,08 |
||
|
7 |
цилиндрическая |
До 6 |
0,374 |
0,447 |
0,517 |
0,65 |
0,778 |
0,90 |
1,02 |
1,19 |
1,35 |
1,51 |
1,67 |
0,07 |
|
|
8 |
Свыше 6 |
0,478 |
0,571 |
0,661 |
0,831 |
0,994 |
1,15 |
1,30 |
1,52 |
1,73 |
1,94 |
2,13 |
0,095 |
||
|
9 |
Краской по трафарету |
плоская |
До 6 |
0,157 |
0,18 |
0,204 |
0,246 |
0,284 |
0,32 |
0,354 |
0,401 |
0,446 |
0,488 |
0,529 |
0,02 |
|
10 |
цилиндрическая |
Свыше 6 |
0,176 |
0,204 |
0,229 |
0,277 |
0,320 |
0,36 |
0,398 |
0,451 |
0,502 |
0,549 |
0,595 |
0,02 |
|
|
11 |
Краской без трафарета |
плоская |
До 6 |
0,284 |
0,328 |
0,37 |
0,446 |
0,515 |
0,58 |
0,641 |
0,727 |
0,808 |
0,885 |
0,959 |
0,04 |
|
12 |
цилиндрическая |
Свыше 6 |
0,323 |
0,374 |
0,421 |
0,507 |
0,586 |
0,66 |
0,729 |
0,827 |
0,92 |
1,0 |
1,09 |
0,04 |
Примечание. При клеймении наборным клеймом время на группу знаков брать 0,2 мин.
|
ПЕРЕМЕЩЕНИЕ ДЕТАЛЕЙ, УЗЛОВ ПОДЪЕМНЫМ КРАНОМ С ЗАСТРОПКОЙ И ОТСТРОПКОЙ ДЕТАЛИ, УЗЛА |
Перемещение изделий |
|
Карта 42 |
Содержание работы
1. Застропить деталь, узел
2. Переместить к месту сборки
3. Отстропить деталь, узел
|
N позиции |
Способ застройки |
Количество стропов |
Расстояние перемещения груза, м |
||||
|
5 |
10 |
15 |
Добавлять на каждые последующие 5 м |
||||
|
Время, T, мин |
|||||||
|
1 |
|
Крюками |
1 |
0,80 |
0,95 |
1,1 |
0,15 |
|
2 |
2 |
0,9 |
1,05 |
1,2 |
0,22 |
||
|
3 |
3 |
1,0 |
1,2 |
1,4 |
0,27 |
||
|
4 |
4 |
1,1 |
1,35 |
1,65 |
0,32 |
||
|
5 |
|
Тросом |
1 |
1,6 |
1,8 |
2,0 |
0,15 |
|
6 |
2 |
2,40 |
2,7 |
3,0 |
0,25 |
||
|
7 |
|
Цепью |
1 |
1,4 |
1,6 |
1,8 |
0,25 |
|
8 |
2 |
2,0 |
2,3 |
2,6 |
0,30 |
||
|
9 |
|
Струбциной с болтами |
1 |
1,2 |
1,3 |
1,45 |
0,25 |
|
10 |
2 |
1,5 |
1,6 |
1,8 |
0,35 |
||
|
11 |
|
Крюком за рым-болт |
1 |
0,80 |
0,95 |
1,1 |
0,18 |

Примечания.
1. Нормативы времени рассчитаны на скорость перемещения крана 50 м/мин, с просветом для застропки тросом. При измененных условиях работы время по карте применять с коэффициентом при скорости 30 м/мин K = 1,3.
2. При отсутствии просвета для застропки тросом ко времени по карте на каждый трос добавлять 0,5 мин.
|
ПЕРЕМЕЩЕНИЕ ДЕТАЛЕЙ, УЗЛОВ ПРИ ПОМОЩИ ГРУЗОПОДЪЕМНЫХ МЕХАНИЗМОВ |
Перемещение изделий |
|||||
|
Карта 43, лист 1 |
||||||
|
N позиции |
Грузоподъемные механизмы |
Грузоподъемность, кг |
Скорость, м/мин |
Время на 1 м/мин |
||
|
Подъем |
Передвижение |
Подъем |
Передвижение |
|||
|
1 |
Тали электрические, тельферы, кран-балки с тельфером, пневмоподъемники |
125 |
12 — 14 |
Вручную |
0,083 — 0,078 |
— |
|
2 |
250 |
8 |
0,13 |
— |
||
|
3 |
9 |
0,111 |
— |
|||
|
4 |
18 — 20 |
0,056 — 0,05 |
— |
|||
|
5 |
500 |
3 |
0,332 |
— |
||
|
6 |
8 |
18,5 |
0,33 |
0,54 |
||
|
7 |
3 |
0,533 |
||||
|
8 |
8,5 |
Вручную |
0,118 |
— |
||
|
9 |
12 — 16 |
27,5 — 31 |
0,083 — 0,063 |
0,036 — 0,032 |
||
|
10 |
750 |
8 |
30 |
0,125 |
0,033 |
|
|
11 |
1000 |
6 |
20 |
0,167 |
0,05 |
|
|
12 |
7,5 |
30 |
0,134 |
0,033 |
||
|
13 |
8 |
Вручную |
0,125 |
— |
||
|
14 |
20 |
0,05 |
||||
|
15 |
30 |
0,033 |
||||
|
16 |
32 |
0,031 |
||||
|
17 |
34 |
0,029 |
||||
|
18 |
1500 |
8 |
Вручную |
0,125 |
— |
|
|
19 |
2000 |
7,5 |
30 |
0,134 |
0,033 |
|
|
20 |
8 |
20 |
0,125 |
0,05 |
||
|
21 |
28 |
0,036 |
||||
|
22 |
30 |
0,033 |
||||
|
23 |
3000 |
8 |
20 |
0,05 |
||
|
24 |
30 |
0,033 |
|
ПЕРЕМЕЩЕНИЕ ДЕТАЛЕЙ, УЗЛОВ ПРИ ПОМОЩИ ГРУЗОПОДЪЕМНЫХ МЕХАНИЗМОВ |
Перемещение изделий |
|||||||
|
Карта 43, лист 2 |
||||||||
|
N позиции |
Грузоподъемные механизмы |
Грузоподъемность, кг |
Скорость, м/мин |
Время на 1 м/мин |
||||
|
Подъем |
Передвижение |
Подъем |
Передвижение |
|||||
|
поперечное (тележки) |
продольное (краны) |
поперечное (тележки) |
продольное (краны) |
|||||
|
25 |
Мостовые краны |
3000 |
3,2 |
26,5 |
45 |
0,31 |
0,038 |
0,022 |
|
26 |
5 |
9,5 |
48 |
0,20 |
0,105 |
0,021 |
||
|
27 |
9 |
32 |
50 |
0,111 |
0,031 |
0,02 |
||
|
28 |
11 |
40 |
88,5 |
0,091 |
0,025 |
0,011 |
||
|
29 |
5000 |
10,7 |
38 |
108 |
0,093 |
0,026 |
0,009 |
|
|
30 |
38,1 |
48 |
0,025 |
0,021 |
||||
|
31 |
39,2 |
89 |
0,011 |
|||||
|
32 |
40 |
80 |
0,013 |
|||||
|
33 |
11 |
40 |
88 |
0,091 |
0,011 |
|||
|
34 |
95 |
|||||||
|
35 |
11,8 |
38 |
65 |
0,085 |
0,226 |
0,015 |
||
|
36 |
11,9 |
38,6 |
81 |
0,084 |
0,012 |
|||
|
37 |
12 |
29 |
48 |
0,083 |
0,035 |
0,021 |
||
|
38 |
60 |
100 |
0,017 |
0,01 |
||||
|
39 |
20 |
38 |
30 |
0,056 |
0,026 |
0,033 |
||
|
40 |
22 |
40 |
108 |
0,045 |
0,025 |
0,009 |
||
|
41 |
23 |
41 |
108 |
0,043 |
0,024 |
0,08 |
||
|
42 |
24 |
126 |
0,042 |
|||||
|
43 |
38 |
55 |
100 |
0,026 |
0,018 |
0,01 |
||
|
44 |
38,6 |
38,1 |
0,026 |
|||||
|
45 |
44 |
47,5 |
0,023 |
0,021 |
||||
|
46 |
10000 |
7,7 |
40,7 |
8,5 |
0,13 |
0,025 |
0,012 |
|
|
47 |
71,4 |
40,7 |
0,011 |
0,025 |
||||
|
48 |
9,1 |
42,3 |
48 |
0,11 |
0,024 |
0,021 |
||
|
49 |
10 |
40 |
100 |
0,10 |
0,025 |
0,01 |
||
|
50 |
10,8 |
46 |
102,6 |
0,093 |
0,022 |
|||
|
51 |
12,6 |
42,5 |
100 |
0,079 |
0,023 |
|||
|
52 |
14,1 |
47,5 |
0,071 |
0,021 |
Примечание. В нормативной карте не учтено время на «включение» и «выключение» подъемника. При применении этого приема ко времени по карте добавлять 0,015 мин.
|
КАНТОВКА ДЕТАЛЕЙ, УЗЛОВ |
Установочные работы |
|
Карта 44, лист 1 |
Содержание работы
1. Вручную:
взять деталь, узел;
повернуть в горизонтальной или вертикальной плоскости.
2. Подъемным краном:
застропить деталь, узел;
повернуть в горизонтальной или в вертикальной плоскости;
отстропить деталь, узел.
1. Вручную
|
N позиции |
Характер работы |
Угол поворота, |
Масса детали, узла, Q, кг, до: |
|||||
|
1 |
3 |
5 |
8 |
12 |
15 |
|||
|
Время, T, мин |
||||||||
|
1 |
Поворачивание детали, узла в горизонтальной плоскости |
90 |
0,07 |
0,085 |
0,095 |
0,105 |
0,115 |
0,12 |
|
2 |
180 |
0,086 |
0,11 |
0,123 |
0,136 |
0,149 |
0,156 |
|
|
3 |
Поворачивание детали, узла в вертикальной плоскости |
90 |
0,095 |
0,121 |
0,136 |
0,150 |
0,164 |
0,173 |
|
4 |
180 |
0,123 |
0,157 |
0,175 |
0,194 |
0,212 |
0,223 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
2. Подъемным краном
|
N позиции |
Характер работы |
Угол поворота, |
Масса детали, узла, Q, кг, до: |
||||||||
|
100 |
250 |
500 |
1000 |
2000 |
3000 |
5000 |
10000 |
15000 |
|||
|
Время, T, мин |
|||||||||||
|
5 |
Поворачивание детали, узла в горизонтальной плоскости |
90 |
1,26 |
1,42 |
1,55 |
1,7 |
1,86 |
1,96 |
2,10 |
2,29 |
2,42 |
|
6 |
180 |
1,63 |
1,83 |
2,01 |
2,2 |
2,4 |
2,53 |
2,71 |
2,96 |
3,12 |
|
|
Индекс |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
|
КАНТОВКА ДЕТАЛЕЙ, УЗЛОВ |
Установочные работы |
||||||||||
|
Карта 44, лист 2 |
|||||||||||
|
N позиции |
Характер работы |
Угол поворота, |
Масса детали, узла, Q, кг, до: |
||||||||
|
100 |
250 |
500 |
1000 |
2000 |
3000 |
5000 |
10000 |
15000 |
|||
|
Время, T, мин |
|||||||||||
|
7 |
Поворачивание детали, узла в вертикальной плоскости |
90 |
1,40 |
1,58 |
1,73 |
1,89 |
2,07 |
2,18 |
2,33 |
2,56 |
2,69 |
|
8 |
180 |
1,81 |
2,04 |
2,24 |
2,45 |
2,68 |
2,82 |
3,02 |
3,3 |
3,48 |
|
|
9 |
Поворот детали, узла в роликовых опорах |
90 |
0,98 |
1,15 |
1,29 |
1,45 |
1,63 |
1,75 |
1,91 |
2,15 |
2,30 |
|
10 |
180 |
1,27 |
1,48 |
1,67 |
1,87 |
2,11 |
2,26 |
2,46 |
2,77 |
2,97 |
|
|
Индекс |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
Примечание. Нормативы времени рассчитаны на кантовку плоских деталей. При измененных условиях работы время по карте применять с коэффициентами:
|
При кантовке объемных деталей |
При кантовке деталей, узлов в сборочном приспособлении |
|
Коэффициент K |
|
|
0,9 |
1,1 |
|
РАБОТА С ИНСТРУМЕНТОМ |
Вспомогательные работы |
|
Карта 45 |
Содержание работы
1. Ручной, инструмент:
взять инструмент (молоток, ключ, отвертку и т.д.);
отложить инструмент
2. Съемный инструмент
снять электро- или пневмоинструмент с подвески и поднести к рабочему месту;
включить инструмент;
выключить инструмент;
отнести и подвесить инструмент
3. Подвесной инструмент:
подвести электро- или пневмоинструмент к рабочему месту;
включить инструмент;
выключить инструмент, отвести и выпустить из рук
|
N позиции |
Инструмент |
Наименование приема |
Расстояние, м, до: |
|||||||
|
0,2 |
0,3 |
0,5 |
0,7 |
1,0 |
1,5 |
2,0 |
На каждый метр свыше 2 |
|||
|
Время, T, мин |
||||||||||
|
1 |
Ручной (молоток, ключ и др.) |
Взять |
0,019 |
0,025 |
0,034 |
0,042 |
0,053 |
0,068 |
0,081 |
0,019 |
|
2 |
Отложить |
0,019 |
0,027 |
0,033 |
0,041 |
0,053 |
0,063 |
|||
|
3 |
Съемный (электро- или пневмоинструмент) |
Снять |
— |
— |
0,059 |
0,069 |
0,080 |
0,095 |
0,11 |
0,024 |
|
4 |
Подвесить |
— |
— |
0,040 |
0,046 |
0,054 |
0,064 |
0,073 |
||
|
5 |
Подвесной (электро- или пневмоинструмент) |
Подтянуть и включить |
0,032 |
0,037 |
0,046 |
0,053 |
0,062 |
0,074 |
0,083 |
0,017 |
|
6 |
Выключить и выпустить из рук |
0,023 |
0,027 |
0,034 |
0,038 |
0,045 |
0,053 |
0,060 |
0,011 |
Приложения
|
МАССА ЛИСТОВОЙ СТАЛИ |
Приложение 1, лист 1 |
||||||||||||
|
Толщина листа, мм |
Площадь листа, м2 |
||||||||||||
|
0,1 |
0,25 |
0,5 |
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
|
|
Масса листа, кг |
|||||||||||||
|
0,5 |
0,39 |
0,98 |
1,96 |
3,92 |
7,85 |
11,8 |
15,7 |
19,6 |
23,6 |
27,4 |
31,4 |
35,3 |
39,2 |
|
1,0 |
0,78 |
1,96 |
3,92 |
7,85 |
15,7 |
23,6 |
31,4 |
39,2 |
47,1 |
53,0 |
62,8 |
70,6 |
78,5 |
|
1,5 |
1,18 |
2,94 |
5,88 |
11,8 |
23,5 |
35,4 |
47,1 |
58,8 |
70,7 |
82,4 |
94,2 |
106 |
118 |
|
2,0 |
1,57 |
3,92 |
7,85 |
15,7 |
31,4 |
47,2 |
62,8 |
78,5 |
94,2 |
110 |
126 |
141 |
157 |
|
2,5 |
1,96 |
4,90 |
9,80 |
19,6 |
29,2 |
59,0 |
78,5 |
98,0 |
118 |
137 |
157 |
176 |
196 |
|
3,0 |
2,36 |
5,88 |
11,8 |
23,6 |
47,1 |
70,8 |
94 |
116 |
141 |
165 |
188 |
212 |
235 |
|
4,0 |
3,14 |
7,84 |
15,7 |
31,4 |
62,8 |
94,2 |
126 |
157 |
188 |
220 |
251 |
283 |
314 |
|
5,0 |
3,93 |
9,80 |
19,6 |
39,2 |
78,5 |
118 |
157 |
196 |
235 |
276 |
314 |
353 |
392 |
|
6,0 |
4,72 |
11,8 |
23,5 |
47,1 |
94,2 |
141 |
188 |
235 |
282 |
330 |
377 |
424 |
471 |
|
7,0 |
5,5 |
13,7 |
27,5 |
54,9 |
110 |
165 |
220 |
275 |
330 |
385 |
440 |
494 |
549 |
|
8,0 |
6,28 |
15,7 |
31,4 |
62,8 |
126 |
189 |
251 |
314 |
377 |
440 |
502 |
565 |
628 |
|
9,0 |
7,07 |
17,6 |
35,8 |
70,6 |
141 |
212 |
283 |
353 |
424 |
495 |
565 |
636 |
706 |
|
10 |
7,85 |
19,6 |
39,2 |
78,5 |
157 |
235 |
314 |
392 |
471 |
550 |
628 |
706 |
785 |
|
11 |
8,63 |
21,6 |
43,2 |
86,4 |
173 |
269 |
345 |
432 |
518 |
604 |
691 |
777 |
863 |
|
12 |
9,45 |
23,5 |
47,1 |
94,2 |
188 |
283 |
377 |
471 |
565 |
659 |
754 |
850 |
942 |
|
13 |
10,2 |
25,5 |
51,0 |
102 |
204 |
306 |
408 |
510 |
612 |
717 |
816 |
920 |
1020 |
|
14 |
11,0 |
27,4 |
55,0 |
110 |
220 |
330 |
440 |
549 |
639 |
763 |
870 |
990 |
1099 |
|
15 |
11,8 |
29,4 |
59,0 |
118 |
236 |
353 |
471 |
589 |
706 |
824 |
912 |
1050 |
1177 |
|
16 |
12,6 |
31,4 |
63,0 |
125 |
252 |
377 |
304 |
628 |
755 |
880 |
1050 |
1130 |
1255 |
|
18 |
14,1 |
35,3 |
70,5 |
142 |
282 |
424 |
565 |
705 |
846 |
990 |
1130 |
1270 |
1420 |
|
20 |
15,7 |
39,2 |
78,5 |
157 |
314 |
471 |
628 |
785 |
942 |
1092 |
1256 |
1413 |
1510 |
|
22 |
17,3 |
43,1 |
86,5 |
172 |
346 |
518 |
690 |
864 |
1010 |
1220 |
1380 |
1550 |
1725 |
|
24 |
18,9 |
47,1 |
94,0 |
188 |
376 |
564 |
752 |
940 |
1160 |
1320 |
1505 |
1690 |
1880 |
|
26 |
20,4 |
50,9 |
102 |
204 |
408 |
612 |
815 |
1040 |
1220 |
1430 |
1660 |
1840 |
2040 |
|
28 |
22,0 |
55,9 |
110 |
220 |
440 |
660 |
880 |
1100 |
1320 |
1540 |
1760 |
1980 |
2200 |
|
30 |
23,6 |
58,8 |
117 |
236 |
471 |
706 |
942 |
1177 |
1413 |
1648 |
1864 |
2113 |
2355 |
|
32 |
25,2 |
62,7 |
125 |
251 |
502 |
754 |
1004 |
1255 |
1507 |
1760 |
2010 |
2260 |
2510 |
|
34 |
26,7 |
66,6 |
134 |
267 |
534 |
800 |
1068 |
1335 |
1601 |
1870 |
2140 |
2400 |
2670 |
|
36 |
28,3 |
70,6 |
142 |
283 |
506 |
850 |
1130 |
1410 |
1696 |
1980 |
2260 |
2570 |
2830 |
|
38 |
29,8 |
74,5 |
149 |
298 |
596 |
894 |
1192 |
1490 |
1790 |
2090 |
2380 |
2680 |
2980 |
|
40 |
31,4 |
78,4 |
157 |
314 |
698 |
949 |
1255 |
1570 |
1884 |
2200 |
2512 |
2826 |
3140 |
|
45 |
35,3 |
88,2 |
177 |
353 |
706 |
1060 |
1412 |
1766 |
2119 |
2471 |
2826 |
3179 |
3432 |
|
50 |
39,3 |
98,0 |
196 |
393 |
785 |
1117 |
1572 |
1965 |
2355 |
2750 |
3140 |
3532 |
3925 |
|
56 |
44,0 |
108 |
210 |
440 |
879 |
1258 |
1757 |
2197 |
2688 |
3060 |
3517 |
3961 |
4396 |
|
60 |
47,2 |
118 |
284 |
472 |
942 |
1412 |
1883 |
2354 |
2826 |
3300 |
3768 |
4238 |
4710 |
|
70 |
55,0 |
137 |
278 |
550 |
1099 |
1648 |
2197 |
2746 |
3297 |
3850 |
4396 |
4954 |
5495 |
|
80 |
62,8 |
157 |
314 |
628 |
1256 |
1834 |
2511 |
3138 |
3760 |
4400 |
5024 |
5650 |
6280 |
|
МАССА 1 ПОГ. М ПОЛОСОВОЙ СТАЛИ |
Приложение 2, лист 1 |
|||||||||||||||||
|
Ширина, мм |
Толщина, мм |
|||||||||||||||||
|
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
25 |
30 |
35 |
40 |
50 |
60 |
|
|
Теоретическая масса 1 пог. м, кг |
||||||||||||||||||
|
12 |
0,34 |
0,47 |
0,57 |
0,66 |
0,75 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
14 |
0,44 |
0,55 |
0,66 |
0,77 |
0,88 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
16 |
0,50 |
0,63 |
0,75 |
0,88 |
1,00 |
1,30 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
18 |
0,57 |
0,71 |
0,85 |
1,00 |
1,10 |
1,40 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
20 |
0,63 |
0,80 |
0,94 |
1,10 |
1,30 |
1,60 |
1,90 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
22 |
0,70 |
0,86 |
1,0 |
1,2 |
1,4 |
1,7 |
2,1 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
25 |
0,80 |
0,98 |
1,2 |
1,4 |
1,6 |
2,0 |
2,4 |
2,7 |
3,1 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
30 |
0,94 |
1,20 |
1,4 |
1,6 |
1,9 |
2,4 |
2,8 |
3,8 |
4,2 |
4,7 |
— |
— |
— |
— |
— |
— |
— |
— |
|
36 |
1,13 |
1,41 |
1,7 |
1,87 |
2,26 |
2,82 |
3,4 |
3,95 |
4,52 |
5,1 |
5,65 |
— |
— |
— |
— |
— |
— |
— |
|
40 |
1,3 |
1,6 |
1,9 |
2,2 |
2,5 |
3,1 |
3,8 |
4,4 |
5,0 |
5,6 |
6,3 |
6,9 |
7,8 |
— |
— |
— |
— |
— |
|
45 |
1,4 |
1,8 |
2,1 |
2,5 |
2,8 |
3,5 |
4,2 |
4,9 |
5,6 |
6,4 |
7,1 |
7,8 |
8,8 |
10,6 |
12,4 |
— |
— |
— |
|
50 |
1,6 |
2,0 |
2,4 |
2,7 |
3,1 |
4,0 |
4,7 |
5,5 |
6,3 |
7,1 |
7,8 |
8,6 |
9,8 |
11,8 |
13,7 |
— |
— |
— |
|
56 |
1,76 |
2,2 |
2,64 |
3,08 |
3,62 |
4,4 |
5,27 |
6,15 |
7,03 |
7,5 |
8,8 |
9,67 |
10,1 |
13,2 |
15,1 |
— |
— |
— |
|
60 |
1,9 |
2,4 |
2,8 |
3,3 |
3,8 |
4,7 |
5,6 |
6,6 |
7,5 |
8,5 |
9,4 |
10,0 |
11,8 |
14,1 |
17,3 |
18,8 |
— |
— |
|
63 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
8,9 |
9,7 |
10,9 |
12,4 |
14,3 |
17,8 |
19,8 |
— |
— |
|
70 |
2,2 |
2,75 |
3,3 |
3,85 |
4,4 |
5,5 |
6,6 |
7,7 |
8,8 |
9,8 |
11,0 |
12,1 |
13,7 |
16,5 |
19,2 |
22,0 |
— |
— |
|
75 |
2,4 |
2,9 |
3,5 |
4,1 |
4,7 |
5,9 |
7,1 |
8,2 |
9,4 |
10,6 |
11,8 |
12,9 |
14,7 |
17,6 |
20,6 |
23,5 |
— |
— |
|
80 |
2,5 |
3,1 |
3,8 |
4,4 |
5,0 |
6,3 |
7,5 |
8,8 |
10,0 |
11,3 |
12,6 |
13,8 |
15,7 |
18,8 |
22,0 |
25,1 |
31,4 |
— |
|
90 |
2,8 |
3,5 |
4,2 |
5,0 |
5,6 |
7,1 |
8,5 |
9,9 |
11,3 |
12,7 |
14,1 |
15,5 |
17,7 |
21,2 |
24,7 |
28,3 |
35,3 |
42,4 |
|
100 |
3,1 |
3,9 |
4,7 |
5,5 |
6,3 |
7,8 |
9,4 |
11,0 |
12,6 |
14,1 |
15,7 |
17,2 |
19,6 |
23,5 |
27,5 |
31,4 |
39,2 |
47,1 |
|
110 |
3,4 |
4,3 |
5,2 |
6,0 |
6,9 |
8,6 |
10,4 |
12,0 |
13,8 |
15,5 |
17,3 |
19,0 |
21,6 |
25,9 |
30,2 |
34,5 |
43,2 |
51,3 |
|
120 |
3,8 |
4,7 |
5,6 |
6,6 |
7,5 |
9,4 |
11,3 |
13,2 |
15,1 |
17,0 |
18,7 |
20,7 |
23,3 |
28,3 |
33,0 |
37,7 |
47,1 |
56,6 |
|
130 |
4,1 |
5,1 |
6,1 |
7,1 |
8,2 |
10,2 |
12,2 |
14,3 |
16,3 |
18,4 |
20,4 |
22,4 |
25,5 |
30,6 |
35,7 |
40,8 |
51,0 |
61,2 |
|
140 |
4,4 |
5,5 |
6,6 |
7,7 |
8,8 |
11,0 |
13,2 |
15,4 |
17,6 |
19,8 |
21,6 |
24,2 |
27,5 |
33,0 |
38,5 |
44,0 |
62,8 |
66,0 |
|
150 |
4,7 |
5,9 |
7,1 |
8,2 |
9,4 |
11,8 |
14,1 |
16,5 |
18,8 |
21,2 |
23,5 |
25,9 |
29,4 |
35,3 |
41,2 |
47,1 |
65,0 |
70,6 |
|
160 |
5,0 |
6,3 |
7,5 |
8,8 |
10,0 |
12,6 |
15,1 |
17,6 |
21,1 |
22,6 |
25,1 |
27,6 |
31,6 |
37,7 |
44,0 |
50,2 |
68,9 |
75,4 |
|
180 |
5,6 |
7,1 |
8,5 |
9,9 |
11,3 |
14,1 |
17,0 |
19,8 |
22,6 |
25,4 |
28,3 |
31,1 |
35,5 |
42,4 |
49,5 |
56,5 |
70,5 |
84,8 |
|
200 |
6,3 |
7,8 |
9,4 |
11,0 |
12,6 |
15,7 |
19,8 |
22,0 |
25,1 |
28,3 |
31,4 |
34,5 |
39,2 |
47,1 |
55,0 |
62,8 |
78,5 |
94,5 |
|
МАССА 1 ПОГ. М КРУГЛОЙ И КВАДРАТНОЙ СТАЛИ |
Приложение 3 |
||||||||||
|
Сталь круглая |
Сталь квадратная |
||||||||||
|
с прямыми углами |
с закругленными углами |
||||||||||
|
Диаметр, мм |
Теоретическая масса 1 пог. м, кг |
Диаметр, мм |
Теоретическая масса 1 пог. м, кг |
Диаметр, мм |
Теоретическая масса 1 пог. м, кг |
Сторона квадрата, мм |
Теоретическая масса 1 пог. м, кг |
Сторона масса 1 пог. м |
Теоретическая масса 1 пог. м, кг |
Сторона квадрата, мм |
Теоретическая масса 1 пог. м, кг |
|
6 |
0,22 |
30 |
5,55 |
110 |
74,6 |
6 |
0,28 |
65 |
33,2 |
50 |
19,2 |
|
7 |
0,30 |
31 |
5,92 |
115 |
81,5 |
7 |
0,39 |
70 |
38,5 |
56 |
24,0 |
|
8 |
0,40 |
32 |
6,31 |
120 |
88,8 |
8 |
0,50 |
75 |
44,2 |
60 |
27,7 |
|
9 |
0,50 |
33 |
6,71 |
125 |
96,3 |
9 |
0,64 |
80 |
50,2 |
65 |
32,5 |
|
10 |
0,62 |
34 |
7,13 |
130 |
104,2 |
10 |
0,79 |
85 |
56,7 |
70 |
37,7 |
|
11 |
0,75 |
35 |
7,55 |
135 |
112,4 |
11 |
0,95 |
90 |
63,6 |
75 |
43,3 |
|
12 |
0,89 |
38 |
8,90 |
140 |
120,8 |
12 |
1,13 |
95 |
70,8 |
80 |
49,3 |
|
13 |
1,13 |
40 |
9,86 |
145 |
129,5 |
14 |
1,50 |
100 |
78,5 |
85 |
55,6 |
|
14 |
1,21 |
42 |
10,87 |
150 |
138,7 |
15 |
1,80 |
— |
— |
90 |
62,4 |
|
15 |
1,39 |
45 |
12,48 |
155 |
147,9 |
16 |
2,00 |
— |
— |
95 |
69,5 |
|
16 |
1,58 |
48 |
14,20 |
160 |
157,8 |
18 |
2,5 |
— |
— |
100 |
77 |
|
17 |
1,78 |
50 |
15,41 |
165 |
167,9 |
20 |
3,1 |
— |
— |
105 |
84,9 |
|
18 |
2,00 |
52 |
16,7 |
170 |
178,1 |
22 |
3,8 |
— |
— |
110 |
93,1 |
|
19 |
2,23 |
55 |
18,7 |
175 |
188,8 |
25 |
4,9 |
— |
— |
115 |
102 |
|
20 |
2,47 |
60 |
22,2 |
180 |
200,6 |
28 |
6,1 |
— |
— |
120 |
111 |
|
21 |
2,68 |
65 |
26,0 |
190 |
223,0 |
30 |
7,1 |
— |
— |
125 |
120 |
|
22 |
2,98 |
70 |
30,2 |
200 |
247,0 |
32 |
8,0 |
— |
— |
130 |
130 |
|
23 |
3,26 |
75 |
34,7 |
— |
— |
34 |
9,1 |
— |
— |
140 |
150 |
|
24 |
3,55 |
80 |
39,5 |
— |
— |
38 |
11,3 |
— |
— |
150 |
173 |
|
25 |
3,85 |
85 |
44,5 |
— |
— |
40 |
12,6 |
— |
— |
160 |
197 |
|
26 |
4,17 |
90 |
49,9 |
— |
— |
45 |
15,9 |
— |
— |
170 |
222 |
|
27 |
4,60 |
95 |
55,6 |
— |
— |
50 |
19,6 |
— |
— |
180 |
250 |
|
28 |
4,83 |
100 |
61,67 |
— |
— |
56 |
24,6 |
— |
— |
190 |
278 |
|
29 |
5,19 |
105 |
68,0 |
— |
— |
60 |
28,3 |
— |
— |
200 |
308 |
|
МАССА 1 ПОГ. М УГЛОВОЙ ШВЕЛЛЕРНОЙ, ДВУТАВРОВОЙ СТАЛИ |
Приложение 4, лист 1 |
||||||||||||||
|
Сталь угловая |
Швеллеры |
Балки двутавровые |
|||||||||||||
|
равнобокая |
неравнобокая |
||||||||||||||
|
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Масса 1 пог. м, кг |
N профиля |
Масса 1 пог. м, кг |
|
2 |
3 4 |
0,89 1,15 |
8 |
5,5 6 7 8 |
6,78 7,36 8,51 9,65 |
2,5/1,6 |
3 |
0,91 |
6/4 |
8 |
5,8 |
5 |
4,34 |
10 12 |
9,46 11,5 |
|
2,5 |
3 4 |
1,12 1,46 |
|||||||||||||
|
3,2/2 |
3 |
1,17 |
|||||||||||||
|
2,8 |
3 |
1,27 |
9 |
6 7 8 9 — — |
8,33 9,64 10,9 12,2 — — |
6,5 |
5,90 |
14 |
13,3 |
||||||
|
4 |
1,52 |
||||||||||||||
|
7,5/5 |
4,5 |
3,98 |
8 |
7,05 |
16 |
15,9 |
|||||||||
|
3,2 |
3 4 |
1,46 1,91 |
|||||||||||||
|
4/2,5 |
3 |
1,48 |
5 |
4,79 |
|||||||||||
|
6 |
5,69 |
10 |
8,59 |
18 |
18,4 |
||||||||||
|
3,6 |
3 4 |
1,69 2,16 |
4 |
1,94 |
8 |
7,43 |
12 |
10,4 |
18а |
19,9 |
|||||
|
10 |
6,5 7 8 10 12 14 16 |
10,1 10,8 12,2 15,1 17,9 20,6 23,3 |
|||||||||||||
|
4 |
3 4 |
1,85 2,42 |
14 |
12,3 |
20 |
21,0 |
|||||||||
|
4,5/2,8 |
3 |
1,68 |
8,5 |
5 |
4,89 |
14а |
13,3 |
20а |
22,1 |
||||||
|
4,5 |
3 4 5 |
2,08 2,73 3,37 |
|||||||||||||
|
4 |
2,20 |
6 |
5,92 |
16 |
14,2 |
22,0 22а |
24,0 25,8 |
||||||||
|
11 |
7 8 |
11,9 13,5 |
|||||||||||||
|
5 |
3 4 5 |
2,32 3,05 3,77 |
5/3,2 |
3 |
1,90 |
||||||||||
|
9/5,6 |
5,5 |
6,17 |
16а |
15,3 |
24 |
27,3 |
|||||||||
|
12,5 |
8 9 10 12 14 16 |
15,5 17,3 19,1 22,7 26,2 29,6 |
4 |
2,49 |
|||||||||||
|
6 |
6,70 |
||||||||||||||
|
5,6 |
3,5 4 5 |
3,03 3,44 4,25 |
18 |
16,3 |
24а |
29,4 |
|||||||||
|
8 |
8,77 |
||||||||||||||
|
5,6/3,6 |
3,5 |
2,48 |
18а |
17,4 |
27 |
31,5 |
|||||||||
|
6,3 |
4 5 6 |
3,90 4,81 5,72 |
14 |
9 10 12 |
19,4 21,5 25,5 |
10/6,3 |
6 |
7,58 |
20 |
18,4 |
27а 30 |
33,9 36,5 |
|||
|
4 |
2,81 |
||||||||||||||
|
7 |
4,5 5 6 7 8 |
4,87 5,38 6,39 7,39 8,37 |
5 |
3,46 |
7 |
8,70 |
|||||||||
|
16 |
10 11 12 14 16 |
24,7 27,0 29,4 34,0 38,5 |
8 |
9,87 |
|||||||||||
|
10 |
12,1 |
20а |
19,8 |
30а |
39,5 |
||||||||||
|
6,3/4 |
4 |
3,17 |
|||||||||||||
|
5 |
3,91 |
22 |
21 |
33 |
42,2 |
||||||||||
|
7,5 |
5 6 7 8 9 |
5,8 6,89 7,96 9,02 10,1 |
11/7 |
6,5 |
8,98 |
||||||||||
|
18 |
11 |
30,5 |
|||||||||||||
|
6 |
4,63 |
||||||||||||||
|
7 |
9,64 |
22а |
22,5 |
36 |
48,6 |
||||||||||
|
12 |
33,1 |
||||||||||||||
|
8 |
10,9 |
|
МАССА 1 ПОГ. М УГЛОВОЙ ШВЕЛЛЕРНОЙ, ДВУТАВРОВОЙ СТАЛИ |
Приложение 4, лист 2 |
||||||||||||||
|
Сталь угловая |
Швеллеры |
Балки двутавровые |
|||||||||||||
|
равнобокая |
неравнобокая |
||||||||||||||
|
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Толщина, мм |
Масса 1 пог. м, кг |
N профиля |
Масса 1 пог. м, кг |
N профиля |
Масса 1 пог. м, кг |
|
20 |
12 |
37,0 |
25 |
16 |
61,5 |
12,5/8 |
7 |
11,0 |
18/11 |
10 |
22,2 |
24 |
24 |
40 45 |
56,1 65,2 |
|
13 |
39,9 |
18 |
68,9 |
8 |
12,5 |
12 |
26,4 |
||||||||
|
14 |
42,8 |
10 |
15,5 |
25,8 |
50 |
76,8 |
|||||||||
|
16 |
48,7 |
20 |
76,1 |
12 |
18,3 |
20/12,5 |
11 |
27,4 |
|||||||
|
12 |
29,7 |
27 |
27,7 |
55 |
89,8 |
||||||||||
|
22 |
83,3 |
||||||||||||||
|
20 |
60,1 |
||||||||||||||
|
14 |
34,4 |
||||||||||||||
|
25 |
94,0 |
14/9 |
8 |
14,1 |
|||||||||||
|
25 |
74,0 |
||||||||||||||
|
30 |
87,6 |
28 |
104,5 |
10 |
17,5 |
16 |
39,1 |
30 |
31,8 |
60 |
104 |
||||
|
22 |
14 |
47,4 |
33 |
36,5 |
65 |
129 |
|||||||||
|
25/16 |
12 |
37,9 |
|||||||||||||
|
16/10 |
9 |
18,0 |
|||||||||||||
|
16 |
53,8 |
30 |
111,4 |
10 |
19,8 |
16 |
49,9 |
36 |
41,9 |
70 70а |
138 153 |
||||
|
12 |
23,6 |
18 |
55,8 |
||||||||||||
|
14 |
27,3 |
20 |
61,7 |
40 |
48,3 |
70б |
184 |
|
МАССА 1 ПОГ. М ТРУБ |
Приложение 5, лист 1 |
||||||||||||||
|
Наружный диаметр, мм |
Толщина стенки, мм |
||||||||||||||
|
3,5 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
30 |
|
|
Теоретическая масса 1 пог. м трубы, кг |
|||||||||||||||
|
25 |
1,86 |
2,07 |
2,47 |
2,81 |
3,35 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
32 |
2,46 |
2,76 |
3,88 |
3,85 |
4,74 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
38 |
2,98 |
3,35 |
4,07 |
4,74 |
5,92 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
45 |
3,58 |
4,04 |
4,93 |
5,77 |
7,80 |
8,63 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
50 |
4,01 |
4,54 |
5,55 |
6,51 |
8,29 |
9,86 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
57 |
4,60 |
5,20 |
6,40 |
7,60 |
9,70 |
11,6 |
13,3 |
— |
— |
— |
— |
— |
— |
— |
— |
|
60 |
— |
5,5 |
6,8 |
8,0 |
10,3 |
12,3 |
14,2 |
15,9 |
— |
— |
— |
— |
— |
— |
— |
|
63,5 |
— |
5,9 |
7,2 |
8,5 |
11,0 |
13,2 |
15,2 |
17,1 |
— |
— |
— |
— |
— |
— |
— |
|
68 |
— |
6,3 |
7,8 |
9,2 |
11,8 |
14,3 |
16,6 |
18,6 |
20,5 |
— |
— |
— |
— |
— |
— |
|
70 |
— |
6,5 |
8,0 |
9,5 |
12,2 |
14,8 |
17,2 |
19,3 |
21,3 |
— |
— |
— |
— |
— |
— |
|
73 |
6,0 |
6,8 |
8,4 |
9,9 |
12,8 |
15,5 |
18,0 |
20,4 |
22,5 |
24,4 |
— |
— |
— |
— |
— |
|
76 |
6,3 |
7,1 |
8,7 |
10,4 |
13,4 |
16,3 |
18,9 |
21,4 |
23,7 |
25,8 |
— |
— |
— |
— |
— |
|
83 |
6,9 |
7,8 |
9,6 |
11,4 |
14,3 |
18,0 |
21,0 |
23,3 |
26,4 |
28,8 |
— |
— |
— |
— |
— |
|
89 |
7,4 |
8,4 |
10,4 |
12,3 |
16,0 |
19,5 |
22,8 |
25,9 |
28,8 |
31,5 |
34,0 |
36,3 |
38,5 |
— |
— |
|
95 |
— |
9,0 |
11,1 |
13,2 |
17,2 |
21,0 |
24,6 |
28,0 |
31,2 |
34,2 |
37,0 |
39,6 |
42,0 |
— |
— |
|
102 |
— |
9,7 |
12,0 |
14,2 |
18,6 |
22,7 |
26,6 |
30,4 |
33,9 |
37,3 |
40,4 |
43,4 |
46,2 |
— |
— |
|
МАССА 1 ПОГ. М ТРУБ |
Приложение 5, лист 2 |
||||||||||||||
|
Наружный диаметр, мм |
Толщина стенки, мм |
||||||||||||||
|
3,5 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
30 |
|
|
Теоретическая масса 1 пог. м трубы, кг |
|||||||||||||||
|
103 |
— |
10,3 |
12,7 |
15,1 |
19,7 |
20,4 |
24,2 |
32,4 |
36,3 |
40,0 |
43,4 |
46,7 |
49,7 |
52,6 |
— |
|
114 |
— |
10,8 |
13,4 |
16,0 |
20,9 |
25,6 |
30,2 |
34,5 |
38,7 |
42,6 |
46,4 |
49,9 |
53,3 |
56,4 |
— |
|
121 |
— |
11,5 |
14,3 |
17,0 |
22,3 |
27,4 |
32,3 |
36,9 |
41,4 |
45,7 |
49,8 |
53,7 |
57,4 |
60,9 |
— |
|
127 |
— |
12,1 |
15,0 |
17,9 |
23,5 |
28,8 |
34,0 |
39,0 |
43,8 |
48,4 |
52,8 |
57,0 |
61,0 |
64,3 |
71,8 |
|
133 |
— |
12,7 |
15,8 |
18,8 |
24,7 |
30,3 |
35,8 |
41,4 |
46,2 |
51,0 |
55,7 |
60,2 |
64,5 |
68,6 |
76,2 |
|
140 |
— |
— |
16,6 |
19,8 |
26,0 |
32,1 |
37,9 |
43,5 |
48,9 |
54,2 |
59,2 |
60,4 |
68,7 |
73,1 |
81,4 |
|
146 |
— |
— |
17,4 |
20,7 |
27,2 |
33,5 |
39,7 |
45,6 |
53,7 |
56,8 |
62,1 |
67,3 |
72,2 |
76,9 |
85,8 |
|
152 |
— |
— |
18,1 |
21,6 |
28,4 |
35,0 |
41,4 |
47,7 |
56,4 |
59,5 |
65,1 |
70,5 |
75,8 |
80,8 |
90,3 |
|
159 |
— |
— |
19,0 |
22,6 |
29,8 |
36,7 |
43,5 |
50,1 |
57,3 |
62,6 |
68,6 |
74,3 |
79,9 |
85,3 |
95,4 |
|
168 |
— |
— |
20,1 |
24,0 |
31,6 |
39,0 |
46,2 |
53,2 |
60,0 |
66,6 |
73,0 |
79,2 |
85,2 |
91,0 |
102,1 |
|
180 |
— |
— |
— |
25,8 |
33,9 |
41,9 |
49,7 |
68,2 |
64,7 |
71,9 |
78,9 |
85,7 |
92,3 |
98,7 |
110,0 |
|
194 |
— |
— |
23,3 |
27,8 |
36,7 |
45,4 |
53,9 |
67,1 |
70,2 |
78,1 |
85,3 |
93,3 |
100,6 |
107,7 |
121,4 |
|
219 |
— |
— |
— |
31,5 |
41,6 |
51,5 |
61,3 |
70,8 |
80,1 |
89,2 |
98,1 |
106,0 |
115,4 |
123,7 |
139,8 |
|
245 |
— |
— |
— |
— |
46,8 |
57,9 |
68,9 |
79,8 |
90,4 |
100,8 |
111,0 |
131,0 |
130,8 |
140,2 |
159,1 |
|
299 |
— |
— |
— |
— |
57,4 |
71,27 |
84,9 |
98,4 |
111,8 |
124,7 |
137,6 |
150,3 |
162,8 |
175,0 |
199,0 |
|
351 |
— |
— |
— |
— |
67,6 |
84,1 |
100,3 |
116,3 |
132,2 |
147,8 |
163,3 |
170,5 |
193,6 |
208,4 |
297,5 |