Коэффициент — полезное время
Cтраница 1
Коэффициент полезного времени является отношением фактического времени работы к полному времени работы смены. Он учитывает все неизбежные простои и перерывы в работе печи, обусловленные нормальным течением технологического процесса.
[1]
Коэффициент полезного времени определяют путем хронометража.
[2]
Коэффициент полезного времени машины в значительной мере зависит от организации работы.
[3]
Коэффициент полезного времени штапельных агрегатов учитывает неизбежные простои из-за засорения отдельных фильер, обрывов нитей, неисправности насосиков и гарнитуры, мелкого текущего ремонта отдельных узлов и др. Эти простои при хорошем техническом состоянии оборудования и правильном уходе за ним относительно невелики.
[4]
Коэффициент полезного времени использования крутильных машин может меняться в широких пределах.
[5]
Коэффициент полезного времени основного технологического оборудования ХМК близок к нормативной величине, однако обращает на себя внимание относительно низкая загрузка шихтоусреднитель-ных машин. По нашему мнению, это объясняется тем, что отделение подготовки шихты, спроектированное на значительно меньший выпуск меди, чем достигнут ныне, не позволяет переработать в штабелях весь объем сырья.
[7]
Кроме коэффициента полезного времени, в формулу теоретической производительности вводят также коэффициент использования машины ( оборудования), который отличается от коэффициента полезного времени тем, что он учитывает кроме неизбежных простоев, связанных с нормальным ходом технологического процесса вытягивания, еще и планируемые.
[8]
Степень использования машины во времени характеризуют коэффициентом полезного времени Кпв, показывающего, какую долю времени ( смены) машина ( аппарат) работает и выпускает продукцию.
[9]
Производительность ксантат-барабана зависит от количества загружаемой щелочной целлюлозы, продолжительности полного цикла обработки одной партии и от коэффициента полезного времени использования аппарата.
[10]
Производительность аппаратов В А зависит от величины загрузки целлюлозы, продолжительности полного цикла обработки одной партии и от коэффициента полезного времени использования аппарата.
[11]
Кроме коэффициента полезного времени, в формулу теоретической производительности вводят также коэффициент использования машины ( оборудования), который отличается от коэффициента полезного времени тем, что он учитывает кроме неизбежных простоев, связанных с нормальным ходом технологического процесса вытягивания, еще и планируемые.
[12]
Определить количество фильтрпрессов для первой фильтрации вискозы на заводе производительностью 50 т кордной нити в сутки, если поверхность фильтрации прессов составляет 56 м2, скорость фильтрации 25 л / ( м2 — ч), коэффициент полезного времени использования прессов 94 % и в вискозе содержится 8 3 % а-целлюлозы.
[13]
Определить количество фильтрпрессов для первой фильтрации вискозы на заводе производительностью 50 т кордной нити в сутки, если поверхность фильтрации прессов составляет 56 л2, скорость фильтрации 25 л / ( м2 — ч), коэффициент полезного времени использования прессов 94 % и в вискозе содержится 8 3 % а-целлюлозы.
[14]
В итоге обработки информации о работе участка за смену выдаются документы, содержащие следующие данные: общее время и число случаев простоев по каждой причине, суммарное время простоев, выработка в тысячах уточин и метрах, обрывность, коэффициент использования оборудования, коэффициент полезного времени, выполнение нормы выработки.
[15]
Страницы:
1
2
[c.242]
Р — доля толкачей в эксплуатируемом парке локомотивов а — коэффициент, учитывающий среднее отношение технической скорости движения локомотива в поездном и вспомогательном видах работ к средней технической скорости движения поезда, а также влияния работы локомотивов, используемых в передаточном и вывозном движении, на величину коэффициента полезного времени использования грузового локомотива (q,). Этот коэффициент равен для электровозов 0,974, для тепловозов — 0,991.
[c.144]
Коэффициент полезного времени машины < определяется отношением машинного времени работы машины за смену / к продолжительности смены Фс, т. е. (/ М = 1 ФС. Используется при определении нормы производительности (выработки) машины в единицу времени.
[c.213]
Коэффициент полезного времени машины 213
[c.320]
Значение Q как в периодических, так и в непрерывных процессах определяют по соответствующим теоретическим или эмпирическим формулам для основного машинного (аппаратного) времени, исходя из теоретической производительности оборудования и величин, определяющих скорость протекания процесса, количества перерабатываемого сырья в единицу времени, выхода годного и других параметров, с учетом коэффициента полезного времени оборудования, в целом определяющих производительность данного оборудования.
[c.71]
Степень использования машины во времени характеризуют коэффициентом полезного времени Кпв, показывающего, какую долю времени (смены) машина (аппарат) работает и выпускает продукцию. Этот коэффициент в общем виде выражается отношением нормы производительности машины Нм к теоретической производительности А [c.122]
Коэффициент полезного времени для центрифугальных прядильных машин представляет собой произведение следующих трех частных коэффициентов [c.144]
Теперь можно определить коэффициент полезного времени, пользуясь формулой (8.5).
[c.151]
При необходимости коэффициент полезного времени согласно формуле (8.10) можно представить в виде произведения следующих трех частных коэффициентов [c.152]
Коэффициент полезного времени веретена (прядильного места и машины) будет равен [c.153]
Коэффициент полезного времени машины составит [c.155]
Н Коэффициент полезного времени……… КПв=т [c.158]
После этого определяют коэффициент полезного времени [c.165]
В нашем примере частные коэффициенты Ка и Кб, входящие в состав коэффициента полезного времени, равны
[c.169]
Механизация снятия съемов с прядильных машин повышает коэффициент полезного времени (к. п. в.) машин примерно на 0,009 и увеличивает производительность машин на 2,1%.
[c.355]
Технико-экономические показатели обеспечение бесперебойной работы ГРС (КРП) и подачи газа потребителям в пределах установленных лимитов и оперативных распоряжений диспетчерской службы ЛПУМГ недопущение нарушений режима работы ГРС по вине обслуживающего персонала повышение коэффициента полезного использования рабочего времени (увеличение процента регламентных и ремонтно-профилактических работ к общему балансу времени) на обслуживание оборудования ГРС (КРП).
[c.109]
Технико-экономические показатели обеспечение бесперебойной и качественной работы каналов, аппаратуры и оборудования узла связи, недопущение перерывов и повреждений в их работе по вине обслуживающего персонала сокращение времени на выявление и устранение повреждений (каналов, аппаратуры и абонентской сети) повышение коэффициента полезного использования рабочего времени (увеличение процента работ по эксплуатационно-техническому содержанию каналов, аппаратуры и оборудования к общему балансу времени на обслуживание узла связи).
[c.191]
Б. Соревнования нередко повышают коэффициент полезного действия человека в трудовой деятельности. Однако человек, не имеющий перспективы победить в соревнованиях, постепенно отказывается от них. Соревнования, проводимые в течение длительного времени, не только не повышают, а, наоборот, понижают коэффициент полезного действия работников.
[c.197]
Для обеспечения рационального использования всех транспортных средств необходимо улучшать использование грузоподъемности и увеличивать коэффициент полезного пробега автомашин, сокращать число холостых пробегов и время на оборот транспортной единицы, правильно выбирать транспорт для перевозки грузов, повышать механизацию и улучшать организацию погрузочно-разгрузочных работ, организовывать заправку транспортных средств при минимальных затратах времени, а также регулярный профилактический осмотр и своевременное выполнение ремонтов транспортных средств.
[c.108]
Другим направлением анализа для выявления влияния факторов третьего уровня на фондоотдачу является анализ показателей использования баланса времени коэффициента сменности и коэффициента загрузки. Если коэффициент загрузки рассматривать как отношение полезного времени к номинальному фонду времени, то возникает возможность оценить влияние простоев на коэффициент загрузки оборудования. В свою оче-
[c.264]
Коэффициент экстенсивной загрузки определяется отношением полезного времени к календарному, умноженным на количество единиц оборудования.
[c.265]
Спрос на газ во всем. мире в настоящее время превышает возможности поставок, что подтверждает его высокие экономические показатели и преимущества перед другими видами топлива и сырья. Достаточно сказать, что применение газа для выработки электроэнергии позволяет снизить удельные капитальные вложения в 1,5—2 раза, а себестоимость — в 2—3 раза повышает производительность промышленных котельных на 30%, увеличивает коэффициент полезного действия котлов в 1,2 раза. Технико-экономические показатели газотурбинных электростанций еще выше. Эффект использования природного газа в черной металлургии проявляется в сокращении расхода дефицитного кокса на 10—15%, в повышении производительности доменных печей в 1,5 раза. Большой экономический эффект достигается при использовании газа в промышленности строительных материалов, особенно при производстве цемента. Использование газа в химической промышленности высвобождает большое количество пищевых продуктов, снижает удельные капиталовложения в 1,4—2,4 раза, а себестоимость продукции — в 1,1— 2,0 раза. Наконец, использование газа в быту обеспечивает для каждой средней семьи ежегодную экономию в 60—80 руб. и сокращает затраты времени на ведение хозяйства. Так что природный газ позволит улучшить и социально-бытовые условия жизни населения.
[c.164]
Энергоемкость — характеристика затрат энергии или энергетических материалов на единицу выработки или времени ра- боты. Измерители энергоемкости среднее количество потребляемой энергии на единицу выполненной работы или в единицу времени среднее количество потребляемой энергии в единицу времени, отнесенное к основному параметру машины коэффициент полезного действия.
[c.42]
Коэффициент использо- Отношение полезного времени работы
[c.156]
Полезная часть производственного цикла определяется по приведенной выше формуле (1), общая его длительность — очень укрупненно, делением полезного времени на коэффициент плотности 0,3, рекомендуемый в литературных источниках для поточного производства, хотя данное производство, мелкосерийного типа. Длительность цикла рассчитывается в отделе главного технолога один раз в год.
[c.28]
Переналадка оборудования, снижающая затраты полезного времени работы оборудования ла изготовление продукции, если она не учтена в нормах времени изготовления продукции, при расчете мощности учитывается с помощью коэффициента переналадки соответствующим увеличением норм времени изготовления продукции, заложенных в расчете.
[c.34]
Наличие больших резервов в машиностроении. Косвенно об этом можно судить по тому, что коэффициент полезного использования металла находится в пределах 0,6—0,65, коэффициент сменности 1,3—1,5, потери рабочего времени 10—15%, а на ряде предприятий 15—20%.
[c.6]
Метод моментных наблюдений. Фотографию можно проводить так называемым методом моментных наблюдений. Этот метод наблюдений или машинообходов применяют в производстве химических волокон для определения коэффициента полезного времени и частных коэффициентов его составляющих (особенно совпадающих перерывов или коэффициента наматывания).
[c.127]
Коэффициент полезного времени штапельных агрегатов учитывает неизбежные простои из-за засорения отдельных фильер, обрывов нитей, неисправности насосиков и гарнитуры, мелкого текущего ремонта отдельных узлов и др. Эти простои при хорошем техническом состоянии оборудования и правильном уходе за ним относительно невелики. Обычно коэффициент полезного времени устанавливают путем проведения нормировочных наблюдений практически он равен 0,95—0,97.
[c.160]
Коэффициент полезного времени машины равен произведению коэффициентов Кпв = КаКбК = 0,94 X 0,96 X 0,98 =0,93
[c.165]
Повышение производительности установок для выработки сте-1 ловолокна может быть реализовано за счет увеличения диаметр элементарного стекловолокна, обеспечения высокой устойчивост процесса формования стекловолокна и соответствующего увел чения коэффициента полезного времени работы установки, повь шения скорости вытягивания стекловолокна, увеличения числ фильер стеклоплавильного сосуда.
[c.56]
При необходимости анализ можно углубить, разложив время работы Т и Нм на составляющие Т = Д Ксм 1см, а Нм = А Кп.в = А Ка Кб, где Д — чСкло рабочих дней в анализируемом периоде, Кем — коэффициент сменности, t M — средняя продолжительность смены, А -теоретическая производительность единицы оборудования, Кн.в — коэффициент полезного времени, Ка — коэффициент по группе а и Кб — коэффициент по группе б . Таким путем можно определить влияние всех этих факторов на AN.
[c.46]
Наш проект основывался на идее улавливания энергии солнца, что обычно делает фотоэлемент или солнечная ячейка. Конечно, человечество уже в течение некоторого времени знало, как это делается, однако хитрость заключалась в улучшении коэффициента полезного действия и нахождении разумного пути накопления энергии. Джек верил, что нашел более перспективное се решение, и мы пригласили другого коллегу по TI. Лэя Лэтропа. присоединиться к нам для создания новой технологии Мы
[c.233]
Изменение коэффициента полезного действия т), содержания СО в продуктах сгорания и времени доведения воды до кипения т в зависимости от тепловой нагрузки конфорочных горелок В при -/7ном=200 ММ ВОД. СТ. И 5ном =
[c.56]
М — установленная мощность всех электродвигателей и других энергоприборов, кВт Ки — коэффициент использования мощности электродвигателей Л»в — коэффициент загрузки электродвигателей по машинному времени К0 — коэффициент, учитывающий одновременную работу электродвигателей Цэ— цена 1 кВт-ч силовой электроэнергии, р./ч Кп — коэффициент, учитывающий потери в сети К.-л. д — коэффициент полезного действия электродвигателей
[c.90]
Такими характеристиками являются а) использование трудовых ресурсов — удельная технологическая трудоемкость выпускаемых изделий, выполняемых работ б) использование материальных ресурсов — коэффициент полезного использования материалов в) использование основных фондов — средний удельный вес машинного времени в общем времени работы технологического оборудования. Эти характеристики дают опосредственную брутто-оценку , поскольку на эти показатели влияет также, хотя в значительно меньшей мере, организация производства и труда.
[c.173]
При
определении планового годового фонда
времени работы оборудования предусматриваем
режим работы предприятия, продолжительность
рабочего дня и плановые потери времени
на ремонт и наладку оборудования.
Действительный годовой фонд времени
работы оборудования определяем по
формуле:
Fдо
= Fн
* Кпот.
где:
Fн
— номинальный фонд работы оборудования
Кпот.
— коэффициент полезного использования
оборудования (0,98)
Номинальный
фонд работы оборудования определяем
по формуле:
Fн
= [Дк-(В+П)] * fcм
* с – dc
где:
Дк — календарные дни
П
— кол-во праздничных дней в году
В
— кол-во выходных дней в году
fcм
— продолжительность смен
с
— кол-во смен
dc
—
сокращенная предпраздничная смена
Fн=[
(365-102)*8-10]*0.98 =1947 ч.
2.Расчет потребного количества рабочих мест и коэффецент загрузки рабочих мест.
Расчет
количества рабочих мест проводится в
целом по участку. Расчет ведется на
основании годовой трудоемкости сборки
изделия, годового фонда времени работы
оборудования и коэффициент выполнения
норм на участке.
Расчет
количества рабочих мест определяем по
формуле:
Ср
= tшт
хN/
Fдо
х 60 х Квн
где Ср
— расчетное количество оборудования
Nгод
— годовая программа выпуска (шт)
tшт
— трудоемкость сборки (мин)
Fдо
— действительный фонда работы
оборудования (час)
Квн
— коэффициент выполнения норм выработки
(принимаем 1,02)
Спр
— принятое количество оборудования
округлим в большую сторону до целого
числа.
Cp
=10*62000/1947*60*1,02=5,2
Спр=6
Параллельно
с расчетом оборудования определяем
коэффициент загрузки оборудования по
формуле:
Кз
= (Ср / Спр) х 100%
где Кз
— коэффициент загрузки оборудования
Ср
— расчетное количество оборудования
Спр
— принятое количество оборудования
Кз=5,2/6*100%=86%
Определяем
производственную мощность участка
сборки узла (название):
М
= (Спр * Fэф.
* 60) / t
шт.
где
Спр — принятое количество рабочих
мест
F
эф — эффективный фонд времени работы
оборудования(час.)
t
шт. – трудоемкость сборки узла (мин.)
M=6*1947*60/10=70,092р
Коэффициент
использования производственной мощности
составит:
К
и.м. = Nгод.
/ М
K
и.м. =62000/70,092=884,55р
3.Расчет численности работающих по категориям
3.1. Расчет численности основных рабочих
Численность
производственных рабочих принимаем по
трудоемкости с учетом применения
многостаночного обслуживания и совмещения
профессий.
В
основе расчета лежит годовой фонд
времени работы рабочих, годовая
трудоемкость и коэффициент выполнения
норм.
Основные
производственные рабочие определяются
по формуле:
Рр
=( tшт
* Nгод)
/ (Fэф
* Квн * 60)
где Рр
— расчетное количество рабочих
tсм
— штучное время время
Nгод
— годовая программа
Квн
— коэффициент выполнения норм (1,02)
Fдр-
действительный фонд работы рабочих
Р=10*62000/1788*1,02*60=5,6
Действительный
фонд работы рабочих определяется по
формуле
Fэф
= Fн
х Кув.
где Fдр
– действительный фонд работы рабочих
Fн
– номинальный фонд работы рабочих
Кув.
– коэффициент потерь рабочего времени
по уважительным причинам
(Кпот – 0,9)
Fэф=[(365-116)*8-5]*0,9=1788ч
Рпр=6
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
 Коэффициент использования оборудования на производстве – параметр экономического анализа деятельности организации, характеризующий оценку его загруженности.
Коэффициент использования оборудования на производстве – параметр экономического анализа деятельности организации, характеризующий оценку его загруженности.
Коэффициент использования оборудования входит в основную часть системы характеристик использования производственных фондов.
Как рассчитать коэффициент?
Составим пошаговую инструкцию расчёта коэффициента использования оборудования:
 Для анализа эффективности необходимо выбрать основное производство и параметры оценки. Например, если речь идет об расчете коэффициента использования рабочих станков, то параметрами оценки могут быть: время их работы, объем изготавливаемой продукции; говоря об использовании автомобилей – количество тонно-километров перевезенного груза.
Для анализа эффективности необходимо выбрать основное производство и параметры оценки. Например, если речь идет об расчете коэффициента использования рабочих станков, то параметрами оценки могут быть: время их работы, объем изготавливаемой продукции; говоря об использовании автомобилей – количество тонно-километров перевезенного груза.- Далее следует определить плановые показатели рабочего времени оборудования за конкретный (анализируемый) период.
Рассчитать его можно исходя из режима работы сотрудников, производственного календаря, наличия графиков сменности. Например, плановая загрузка оборудования, работающего ежедневно в две смены за месяц составит 720 часов (30 дней * 24 часа). - Следующим пунктом будет определение фактического времени работы оборудования. Рассчитать его можно исходя из данных, отраженных в табелях учета рабочего времени сотрудников, работающих за этим станком.

Собрав все данные, можно приступать к расчету коэффициента использования оборудования, используя формулу:
КИ = (Фр/С)/Фп, в которой:
— Фр – фактическое время работы всех станков предприятия, выраженное в часах;
— С – общее количество станков на предприятии, в штуках;
— Фп – плановый расчет рабочего времени, в часах.
 Рассмотрим пример с конкретными данными: Фр=7 000; С=10; Фп=720. Таким образом, на этом предприятии коэффициент использования оборудования составит 0,97 (7 000/10/720), то есть оборудование было использовано на 97 %, а 3 % — его простой.
Рассмотрим пример с конкретными данными: Фр=7 000; С=10; Фп=720. Таким образом, на этом предприятии коэффициент использования оборудования составит 0,97 (7 000/10/720), то есть оборудование было использовано на 97 %, а 3 % — его простой.
Таким же образом рассчитывается коэффициент использования основного средства за любой период, или группы основных средств.
Анализ показателей нагрузки оборудования
Выделяют коэффициент интенсивного использования оборудования и экстенсивной нагрузки.
Показатель интенсивной нагрузки оборудования связан с технологическим процессом и характером производства. Рассчитывается как отношение фактической производительности к нормативной. Нормативная мощность соответствует данным, указанным в техническом паспорте.
Если этот коэффициент меньше единицы, это значит, что оборудование загружено недостаточно; если рассчитанное значение больше единицы – то оборудование работает с перегрузкой.
Однако, если этот факт не влияет негативно на качество производимой продукции и не создает аварийных ситуаций для самого оборудования, то эксплуатация в таких условиях абсолютно допустима.
Показатель экстенсивной нагрузки оборудования — это отношение реального (фактического) времени работы оборудования к режимному времени его работы.
Стоит отметить, что рассчитать этот коэффициент достаточно сложно, так как определить время реальной работы оборудования возможно только, взяв данные из журнала учета рабочего времени персонала. Но, то, что работал сотрудник, не гарантирует работу в это время оборудования.
Коэффициент не отразит уровень загрузки оборудования или качество производимой продукции, — он показывает только сам факт его работы.
Для полного и качественного анализа работы оборудования на предприятии необходимо рассматривать комплекс показателей неотрывно друг от друга.
Получить дополнительную прибыль, повысить рентабельность продукции, сократить затраты и капиталовложения — основные цели любого предприятия. Для достижения указанных целей нужно постоянно анализировать, как используются производственные мощности предприятия. В связи с этим представим методику анализа использования производственных мощностей. Применяя ее в работе, можно выявить резервы повышения выпуска продукции, повысить интенсивность работы оборудования, определить слабые места в организации производственной программы, обнаружить внутрисменные и целосменные простои оборудования.
МЕТОДИКА АНАЛИЗА ИСПОЛЬЗОВАНИЯ ПРОИЗВОДСТВЕННЫХ МОЩНОСТЕЙ
1. Определим степень использования производственной мощности предприятия. Степень использования производственной мощности характеризует коэффициент использования мощности (Кисп), который можно рассчитать по формуле:
Кисп = Vпл (факт) – Мср/г, (1)
где Vпл (факт) — плановый (или фактический) объем выпуска продукции;
Мср/г — среднегодовая производственная мощность предприятия.
НА ЗАМЕТКУ
-
Степень использования среднегодовой производственной мощности не может быть более 100 %.
-
Если степень использования среднегодовой производственной мощности больше 100 %, это говорит о перегрузке производственного оборудования, которая может привести к поломке и выходу из строя основных средств.
-
Если Vпл (факт) < Мср/г, то это значит, что производственная программа предприятия обеспечена производственными мощностями.
-
Для устойчивой работы и перспективной деятельности в части улучшения качества, обновления выпускаемой продукции и других стратегических целей предприятие должно иметь оптимальный резерв производственной мощности. Размер этого резерва находится в пределах 10–15 % и зависит от специфики предприятия.
Величина среднегодовой производственной мощности зависит от своевременности ввода и выбытия производственных мощностей и рассчитывается по следующей формуле:
Мср/г = Мн + ∑(Мвв × Чвв) / 12 – ∑(Мвыб × Чвыб) / 12, (2)
где Мн — производственная мощность на начало периода;
Мвв — мощности, введенные в действие в течение года;
Мвыб — мощности, выбывшие в течение года;
Чвв — число месяцев эксплуатации введенной мощности;
Чвыб — число месяцев с момента выбытия мощности до конца года.
ПРИМЕР 1
ОАО «Бриз» занимается переработкой молока и изготовлением молочной продукции. На 01.05.2016 на предприятии демонтировали старое оборудование и установили новую линию по розливу молока. Это дало прирост выпуска готовой продукции на 32 029 тыс. руб.
Производственная мощность выбывшего на 01.05.2016 оборудования — 6870 т.
Производственная мощность оборудования, введенного с 01.05.2016, — 23 989,5 т.
Среднегодовая производственная мощность за 2016 г. составит:
Мср/г = 21 497 + (23 989,5 × 8 / 12) – (6870 × 4 / 12) = 35 200 т.
Рассчитаем степень использования производственной мощности ОАО «Бриз» (табл. 1).
|
Таблица 1. Использование производственной мощности ОАО «Бриз» |
|||
|
Показатель |
2015 г. |
2016 г. |
Отклонение |
|
Выпуск продукции: |
|||
|
в действующих ценах, тыс. руб. |
546 024 |
578 053 |
+32 029 |
|
в натуральном выражении, т |
21 497 |
22 758 |
+1261 |
|
Среднегодовая производственная мощность, т |
29 560 |
35 200 |
+5640 |
|
Прирост среднегодовой производственной мощности за счет: |
|||
|
ввода в действие нового и модернизации старого оборудования |
+3384 |
||
|
реконструкции цеха |
+2256 |
||
|
Степень использования производственной мощности, % |
72,7 |
64,7 |
–8,0 |
|
Производственная площадь, м2 |
3357 |
3357 |
— |
|
Выпуск продукции на 1 м2 производственной площади, тыс. руб. |
162,7 |
172,2 |
+9,5 |
|
Уровень недозагрузки мощностей, % |
27,3 |
35,3 |
+8,0 |
Вывод по данным табл. 1: несмотря на то что за отчетный год выпуск продукции увеличился на 1261 т, предприятие не использует производственные мощности в полном объеме. Если в 2015 г. они использованы на 72,7 %, то в 2016 г. степень использования производственных мощностей еще ниже — 64,7 %. Кроме активной части основных фондов, недоиспользована и пассивная часть.
Важная деталь: неполное использование мощностей ведет к тому, что в дальнейшем может снизиться объем выпуска продукции и вырасти ее себестоимость за счет увеличения постоянных расходов на единицу продукции.
2. Оценим эффективность использования производственных мощностей.
Эффективность использования производственных мощностей можно оценить с помощью показателей, характеризующих использование производственного оборудования. В данном случае последовательно анализируют использование численного парка оборудования, использование оборудования по времени работы и по производительности.
Анализ использования численного парка оборудования
Для анализа использования численного парка оборудования применяют следующие показатели:
- коэффициент использования парка наличного оборудования (Кнал), который рассчитывается по следующей формуле:
Кнал = Одейст / Ообщ, (3)
где Одейст — количество действующего оборудования;
Ообщ — количество всего имеющегося оборудования, установленного и неустановленного;
- коэффициент использования парка установленного оборудования (Куст), который можно определить по формуле:
Куст = Ор / Оуст, (4)
где Ор — количество работающего оборудования;
Оуст — количество установленного оборудования.
Сопоставление этих показателей позволяет проанализировать степень вовлеченности оборудования в производственный процесс и выявить возможные резервы.
ПРИМЕР 2
Рассчитаем использование численного парка оборудования в ОАО «Бриз». Необходимые данные и результаты расчетов представим в табл. 2.
|
Таблица 2. Использование численного парка оборудования |
|||
|
Показатель |
2015 г. |
2016 г. |
Отклонение |
|
Наличное оборудование, ед. |
231 |
254 |
23 |
|
Установленное оборудование, ед. |
230 |
246 |
16 |
|
Действующее оборудование, ед. |
193 |
228 |
35 |
|
Коэффициент использования парка наличного оборудования, % |
83,5 |
89,8 |
6,3 |
|
Коэффициент использования парка установленного оборудования, % |
83,9 |
92,7 |
8,8 |
Согласно данным табл. 2 в 2016 г. наличного оборудования стало больше на 23 единицы (на 10 %), так как приобретены новые производственные линии (положительный момент в работе предприятия). Настораживает уровень использования установленного оборудования: всего 83,9 % в 2015 г. и 92,7 % в 2016 г. Это может негативно сказаться на выполнении производственной программы предприятия.
Сложившаяся ситуация связана с тем, что устаревшее оборудование находится на консервации, а новое установлено не в полном объеме.
В 2015 году из 231 единицы наличного оборудования действует только 193, а в 2016 г. из 254 единиц этого оборудования в производстве занято только 228 ед. Это тоже неблагоприятная ситуация.
Большое количество недействующего оборудования из числа установленного объясняется тем, что оборудование часто выходит из строя и находится на длительном ремонте.
Если усилить контроль за эксплуатацией и сохранностью производственного оборудования, то такой дисбаланс можно уменьшить. Своевременный периодический техосмотр, устранение неполадок, качественные ремонтные работы позволят снизить риск бездействия производственного оборудования и увеличить срок службы.
Согласно показателям, характеризующим использование действующего и наличного парка оборудования, в производственный процесс вовлечено не все оборудование, что является резервом роста продукции.
Доля установленного оборудования в 2016 г. повысилась на 8,8 % и составила 92,7 %. С повышением уровня установленного оборудования увеличивается производственная мощность предприятия и выпуск продукции.
ЭТО ВАЖНО
Анализируя использование оборудования по количеству, следует обратить внимание на причины бездействия оборудования, находящегося на балансе предприятия. Во время анализа установленного оборудования нужно выяснять причины его простоев (оборудование в ремонте, на модернизации, резервное или неиспользуемое).
Анализ оборудования по времени работы
Использование оборудования по времени характеризуется балансом времени его работы и показывает степень экстенсивной загрузки оборудования.
Для анализа работы оборудования по времени используют следующие показатели:
- коэффициент использования режимного фонда времени работы оборудования (Креж):
Креж = Тфакт / Треж, (5)
где Тфакт — фактический фонд времени работы оборудования (в станко-часах или станко-сменах);
Треж — режимный фонд рабочего времени работы оборудования, рассчитанный исходя из планового режима работы на предприятии с учетом коэффициента сменности;
- коэффициент использования планового фонда времени оборудования/экстенсивной нагрузки (Кэкс):
Кэкс = Тфакт / Тплан, (6)
где Тплан — плановый фонд рабочего времени работы оборудования, рассчитанный как максимально возможное время работы оборудования.
ПРИМЕР 3
Для расчета показателей использования оборудования по времени применим систему показателей времени работы оборудования в цехе цельномолочной продукции ОАО «Бриз» (табл. 3).
|
Таблица 3. Система показателей времени работы оборудования |
||||
|
Фонд времени |
Цель расчета |
Формула расчета |
2015 г. |
2016 г. |
|
Календарный (плановый) |
Определить максимально возможное время работы оборудования |
Тк = Дк × 24 ч × Оуст, где Тк — календарный (плановый) фонд времени оборудования, ч; Дк — число календарных дней в году; Оуст — число единиц установленного оборудования |
Тк = 365 × 24 × 58 = 508 080 ч |
Тк = 366 × 24 × 62 = 544 608 ч |
|
Номинальный (режимный) |
Определить возможное время работы оборудования с учетом выходных и праздничных дней, установленного режима работы предприятия |
Тн = (Дк – (Дв + Дп)) × Кс × Фс × Оуст, где Тн — номинальный (режимный) фонд времени работы оборудования, ч; Дв — число выходных дней в году; Дп — число праздничных дней в году; Кс — число смен в рабочих сутках; Фс — продолжительность рабочей смены |
Тн = (365 – 118) × 1,7 × 16 × 58 = 320 902 ч |
Тн = (366 – 119) × 1,7 × 16 × 62 = 416 541 ч |
|
Полезный (действительный) |
Определить возможное время работы оборудования с учетом планируемых потерь времени на ремонт и модернизацию |
Тп = Тн × Кисп = Тн × (1 – ап / 100), где Тп — полезный (действительный) фонд времени работы оборудования, ч; Кисп — коэффициент полезного использования оборудования; ап — планируемые потери времени для ремонта и модернизации оборудования, % |
Тп = 320 902 × (1 – 15 / 100) = 272 767 ч |
Тп = 416 541 × (1 – 15 / 100) = 354 060 ч |
|
Фактическое время |
Определить фактическое время работы оборудования с учетом внеплановых простоев |
Тфакт = Тп – Тпр, где Тфакт — фактическое время работы оборудования, ч; Тпр — продолжительность внеплановых простоев, ч |
Тфакт = 272 767 – 18 615 = 254 152 ч |
Тфакт = 354 060 – 20 835 = 333 225 ч |
|
Коэффициент использования режимного фонда времени работы оборудования (Креж) |
Креж = 254 152 / 320 902 = 0,79 |
Креж = 333 225 / 416 541 = 0,8 |
||
|
Коэффициент экстенсивной нагрузки (Кэкс) |
Кэкс = 254 152 / 508 080 = 0,5 |
Кэкс = 333 225 / 544 608 = 0,61 |
Согласно данным табл. 3 в 2015 г. фактически оборудование использовано на 5 % от максимального количества времени и на 79 % от режимного фонда времени работы оборудования. Производственные мощности используются не в полном объеме, что сказывается на выпуске продукции и получении прибыли. В 2016 году произошло улучшение использования производственных мощностей по времени за счет приобретения нового оборудования.
На время использования оборудования повлияло большое количество часов простоя из-за ремонтных работ устаревшего оборудования.
НА ЗАМЕТКУ
К резервам повышения уровня экстенсивного использования оборудования можно отнести:
-
увеличение времени работы оборудования;
-
ликвидация простоев;
-
устранение неравномерного выпуска продукции;
-
повышение коэффициента сменности.
Одним из важнейших показателей использования оборудования является коэффициент сменности работы оборудования (Ксм):
Ксм = Тфакт / Чзаг, (7)
где Тфакт — фактический фонд времени работы оборудования (в станко-часах или станко-сменах);
Чзаг — число станков, работающих в наиболее загруженную смену.
Коэффициент сменности можно определить как среднеарифметическую взвешенную по числу станков, работающих в одну, две и три смены.
ПРИМЕР 4
В цельномолочном цехе ОАО «Бриз» в 2015 г. было установлено 58 единиц оборудования, за текущий месяц отработано 1856 смен, в месяце 20 рабочих дней.
Коэффициент сменности (Ксм) составит:
1856 смен / (58 ед. × 20 дн.) = 1,6 см.
Важная деталь: анализируя использование оборудования по времени, следует обратить особое внимание на причины простоев, которые наиболее часто повторяются. Эти причины могут быть связаны с неисправностью оборудования, отсутствием электроэнергии, сырья, материалов и др.
Анализ использования оборудования по производительности
Для анализа использования оборудования по производительности рассчитывают коэффициент интенсивной нагрузки оборудования (Кинт):
Кинт = Qфакт / Qуст, (8)
где Qфакт — фактический объем продукции в единицу времени;
Qуст — установленная норма выработки (часовая мощность оборудования).
ПРИМЕР 5
Цельномолочный цех ОАО «Бриз» в среднем на одну единицу оборудования за 1 час выпускал 25 кг основной продукции в 2015 г. и 27 кг в 2016 г.
Плановая часовая мощность единицы оборудования составляет: 2015 г. — 27 кг, 2016 г. — 28 кг.
Рассчитаем коэффициент интенсивной нагрузки цельномолочного цеха (Кинт):
- 2015 г. — 0,93 (25 / 27);
- 2016 г. — 0,96 (27 / 28).
Показатель говорит о том, что оборудование в цельномолочном цехе работает с интенсивностью 96 % и достаточно загружено.
НА ЗАМЕТКУ
К резервам повышения уровня интенсивного использования оборудования можно отнести:
-
применение прогрессивных видов инструментов и упаковки;
-
рациональное размещение оборудования;
-
внедрение поточных методов работы.
Для комплексной оценки использования оборудования по времени и производительности применяют показатель интегральной нагрузки оборудования (К1). Он характеризует использование оборудования по производственной мощности и представляет собой произведение коэффициента экстенсивной (Кэкс) и интенсивной (Кинт) нагрузки оборудования:
К1 = Кэкс × Кинт. (9)
Уровень использования производственной мощности зависит от загрузки и фактической сменности работы оборудования, то есть чем выше коэффициент интегрального использования оборудования, тем выше уровень использования производственной мощности.
ПРИМЕР 6
Используем показатели экстенсивной (пример 3) и интенсивной (пример 5) нагрузки оборудования цельномолочного цеха ОАО «Бриз» и рассчитаем интегральный показатель нагрузки этого оборудования в 2015 и 2016 гг.:
К12015 = 0,5 × 0,93 = 0,47.
К12016 = 0,61 × 0,96 = 0,59.
За период 2015–2016 гг. произошло увеличение интегрального показателя использования производственных мощностей на 12 %, но он так и остается на низком уровне. Производственные мощности используются только на 47 и 59 %. Оборудование используется по времени неэффективно и это оказывает влияние на повышение себестоимости продукции и снижение прибыли.
Важная деталь: анализируя использование оборудования по мощности, нельзя сравнивать интенсивность использования различных видов оборудования. Сопоставлять нужно только аналогичное оборудование при производстве однородной продукции.
3. Определим влияние факторов на выпуск продукции.
Анализируя использование оборудования, следует определить влияние факторов, которые изменяют объем производства продукции. К таким факторам можно отнести время работы, количество оборудования, часовую выработку. Использование оборудования по времени зависит и от числа дней работы оборудования, сменности работы и средней продолжительности смены.
Влияние факторов на объем выпуска продукции (ВП) можно рассчитать, используя формулу такого вида:
ВП = Одейст × Д × Ксм × Псм × ЧВ, (10)
где Одейст — количество действующего оборудования;
Д — количество дней, отработанных единицей оборудования;
Ксм — коэффициент сменности работы оборудования;
Псм — средняя продолжительность смены;
ЧВ — средняя выработка за один машино-час.
Расчет следует проводить по группам однородного оборудования, поэтому будем использовать показатели по цельномолочному цеху ОАО «Бриз».
Для расчета влияния факторов все необходимые данные приведем в табл. 4.
|
Таблица 4. Исходные данные для анализа влияния экстенсивной и интенсивной загрузки оборудования на выпуск продукции |
|||
|
Показатель |
2015 г. |
2016 г. |
Отклонение |
|
Объем выпуска продукции, тыс. руб. |
124 191 |
173 542 |
49 351 |
|
Среднегодовое количество действующего оборудования, ед. |
58 |
62 |
4 |
|
Число дней, отработанных единицей оборудования в году |
242 |
241 |
–1 |
|
Коэффициент сменности |
1,6 |
1,7 |
0,1 |
|
Средняя продолжительность смены, ч |
14 |
16 |
2 |
|
Среднечасовая выработка единицы действующего оборудования, тыс. руб. |
0,395 |
0,427 |
0,032 |
Рассчитаем влияние факторов загрузки оборудования на выпуск продукции в цельномолочном цехе методом абсолютных разниц (табл. 5).
|
Таблица 5. Расчет влияния факторов загрузки оборудования на выпуск продукции в цельномолочном цехе |
|||
|
Фактор |
Формула расчета |
Расчет |
Сумма влияния, тыс. руб. |
|
Количество действующего оборудования, ед. |
ΔОдейст × Д0 × Ксм0 × Псм0 × ЧВ0 |
4 × 242 × 1,6 × 14 × 0,395 |
+8565 |
|
Количество дней, отработанных единицей оборудования в году |
Одейст1 × ΔД × Ксм0 × Псм0 × ЧВ0 |
62 × –1 × 1,6 × 14 × 0,395 |
–549 |
|
Коэффициент сменности работы оборудования |
Одейст1 × Д1 × ΔКсм × Псм0 × ЧВ0 |
62 × 241 × 0,1 × 14 × 0,395 |
+8263 |
|
Средняя продолжительность смены, ч |
Одейст1 × Д1 × Ксм1 × ΔПсм × ЧВ0 |
62 × 241 × 1,7 × 2 × 0,395 |
+20 067 |
|
Среднечасовая выработка за 1 станко-час |
Одейст1 × Д1 × Ксм1 × Псм1 × ΔЧВ |
62 × 241 × 1,7 × 16 × 0,032 |
+13 006 |
|
Итого |
+49 352 |
Исходя из данных табл. 5, основное влияние на рост выпуска продукции оказали следующие факторы:
- увеличение продолжительности смены (+20 067 тыс. руб.);
- увеличение среднечасовой выработки (+13 006 тыс. руб.);
- рост числа действующего оборудования в цельномолочном цехе (+8565 тыс. руб.);
- повышение коэффициента сменности работы оборудования (+8263 тыс. руб.).
В работе цельномолочного цеха имеются резервы увеличения выпуска продукции за счет его экстенсивной загрузки. Для улучшения и дальнейшего наращивания производственных мощностей по цельномолочному цеху и всему предприятию ОАО «Бриз» необходимо:
- сократить внутрисменные и целосменные простои парка основного оборудования;
- модернизировать действующий парк основного оборудования.
ПОДВОДИМ ИТОГИ
1. Для дополнительного увеличения прибыли, роста рентабельности продукции, сокращения затрат и капиталовложений нужно анализировать использование производственных мощностей предприятия. Для полного анализа мощностей необходимо определить:
- насколько освоена среднегодовая мощность предприятия;
- все изменения, характеризующие использование производственных мощностей, их динамику;
- причины, по которым прошло изменение уровня производственной мощности;
- уровень неиспользованных мощностей и образовавшиеся потери.
2. Производственная мощность динамична, изменяется под воздействием различных производственных факторов: модернизация и реконструкция действующего оборудования, замена физически изношенного и морально устаревшего оборудования, техническое перевооружение и другие организационно-технические мероприятия.
Статья опубликована в журнале «Планово-экономический отдел» № 5, 2017.
КПД: понятие коэффициента полезного действия
Представьте, что вы пришли на работу в офис, выпили кофе, поболтали с коллегами, посмотрели в окно, пообедали, еще посмотрели в окно — вот и день прошел. Если вы не сделали ни одного дела по работе, то можно считать, что ваш коэффициент полезного действия равен нулю.
В обратной ситуации, когда вы сделали все запланированное — КПД равен 100%.
По сути, КПД — это процент полезной работы от работы затраченной.
Вычисляется по формуле:
Формула КПД
η = (Aполезная/Aзатраченная) · 100%
η — коэффициент полезного действия [%]
Aполезная — полезная работа [Дж]
Aзатраченная — затраченная работа [Дж]
Есть такое философское эссе Альбера Камю «Миф о Сизифе». Оно основано на легенде о неком Сизифе, который был наказан за обман. Его приговорили после смерти вечно таскать огромный булыжник вверх на гору, откуда этот булыжник скатывался, после чего Сизиф тащил его обратно в гору. То есть он делал совершенно бесполезное дело с нулевым КПД. Есть даже выражение «Сизифов труд», которое описывает какое-либо бесполезное действие.
Давайте пофантазируем и представим, что Сизифа помиловали и камень с горы не скатился. Тогда, во-первых, Камю бы не написал об этом эссе, потому что никакого бесполезного труда не было. А во-вторых, КПД в таком случае был бы не нулевым.
Полезная работа в этом случае равна приобретенной булыжником потенциальной энергии. Потенциальная энергия прямо пропорционально зависит от высоты: чем выше расположено тело, тем больше его потенциальная энергия. То есть, чем выше Сизиф прикатил камень, тем больше потенциальная энергия, а значит и полезная работа.
Потенциальная энергия
Еп = mg
Еп — потенциальная энергия [Дж]
m — масса тела [кг]
g — ускорение свободного падения [м/с2]
h — высота [м]
На планете Земля g ≃ 9,8 м/с2
Затраченная работа здесь — это механическая работа Сизифа. Механическая работа зависит от приложенной силы и пути, на протяжении которого эта сила была приложена.
Механическая работа
А = FS
A — механическая работа [Дж]
F — приложенная сила [Н]
S — путь [м]
И как же достоверно определить, какая работа полезная, а какая затраченная?
Все очень просто! Задаем два вопроса:
-
За счет чего происходит процесс?
-
Ради какого результата?
В примере выше процесс происходит ради того, чтобы тело поднялось на какую-то высоту, а значит — приобрело потенциальную энергию (для физики это синонимы). Происходит процесс за счет энергии, затраченной Сизифом — вот и затраченная работа.
Не отбрасываем!
Если КПД получился больше 100 — идем проверять на ошибки. Такое может получиться, если неправильно подставили в формулу или перепутали затраченную и полезную работу.
η = (Aполезная/Aзатраченная) · 100%
η — коэффициент полезного действия [%]
Aполезная — полезная работа [Дж]
Aзатраченная — затраченная работа [Дж]
Дальше мы просто заменяем полезную и затраченную работы на те величины, которые ими являются.
Давайте разберемся на примере задачи.
Задача
Чтобы вкатить санки массой 4 кг в горку длиной 12 метров, мальчик приложил силу в 15 Н. Высота горки равна 2 м. Найти КПД этого процесса. Ускорение свободного падения принять равным g ≃9,8 м/с2
Запишем формулу КПД.
η = (Aполезная/Aзатраченная) · 100%
Теперь задаем два главных вопроса:
Ради чего все это затеяли?
Чтобы санки в горку поднять — то есть ради приобретения телом потенциальной энергии. Значит в данном процессе полезная работа равна потенциальной энергии санок.
Потенциальная энергия
Еп = mg
Еп — потенциальная энергия [Дж]
m — масса тела [кг]
g — ускорение свободного падения [м/с2]
h — высота [м]
На планете Земля g ≃ 9,8 м/с2
За счет чего процесс происходит?
За счет мальчика, он же тянет санки. Значит затраченная работа равна механической работе
Механическая работа
А = FS
A — механическая работа [Дж]
F — приложенная сила [Н]
S — путь [м]
Заменим формуле КПД полезную работу на потенциальную энергию, а затраченную — на механическую работу:
η = Eп/A · 100% = mgh/FS · 100%
Подставим значения:
η = 4 · 9,8 · 2/15 · 12 · 100% = 78,4/180 · 100% ≃ 43,6 %
Ответ: КПД процесса приблизительно равен 43,6%
Онлайн-курсы физики в Skysmart не менее увлекательны, чем наши статьи!
КПД в термодинамике
В термодинамике КПД — очень важная величина. Она полностью определяет эффективность такой штуки, как тепловая машина.
- Тепловой двигатель (машина) — это устройство, которое совершает механическую работу циклически за счет энергии, поступающей к нему в ходе теплопередачи.
Схема теплового двигателя выглядит так:
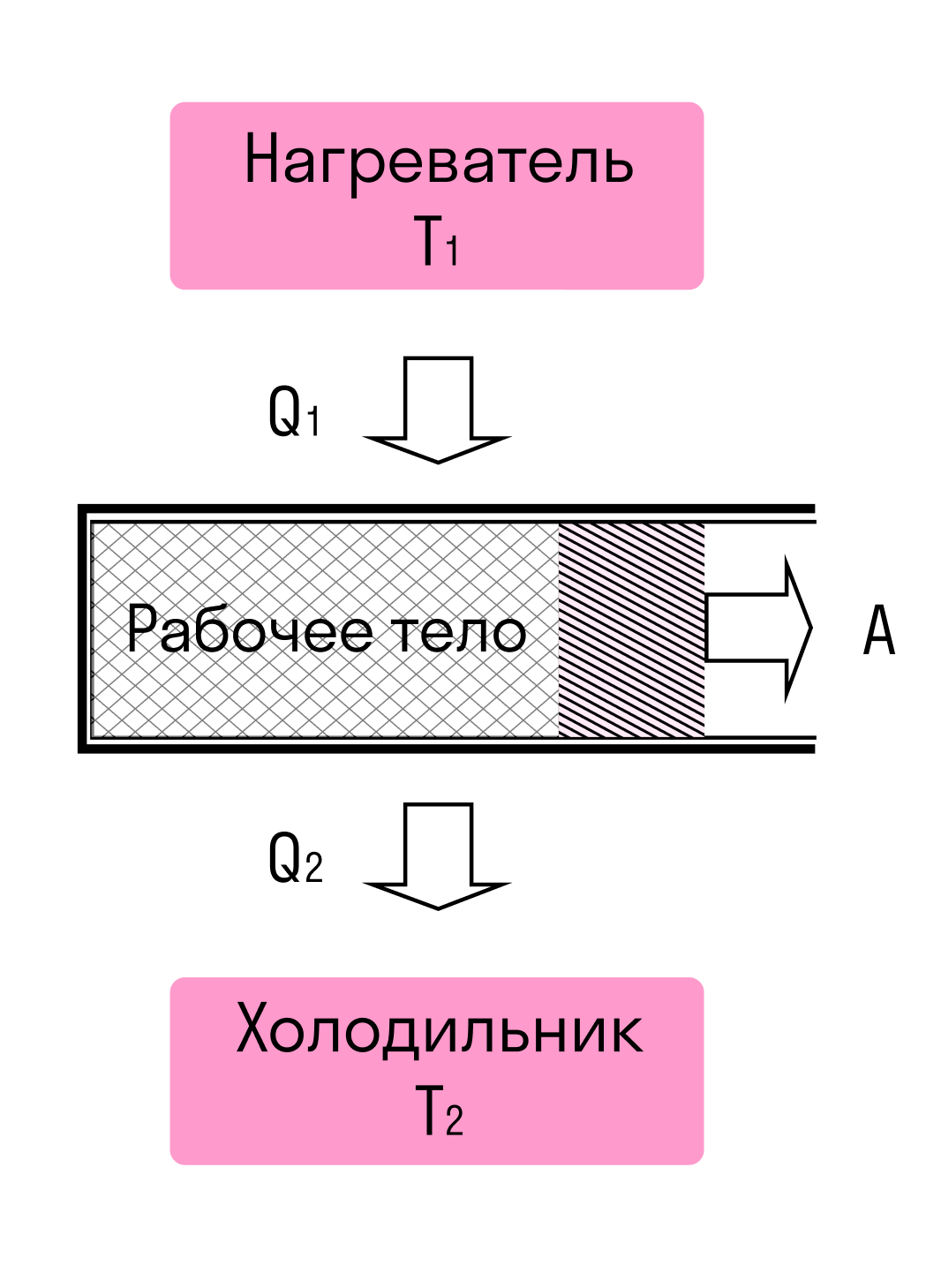
У теплового двигателя обязательно есть нагреватель, который (не может быть!) нагревает рабочее тело, передавая ему количество теплоты Q1 или Qнагревателя (оба варианта верны, это зависит лишь от учебника, в котором вы нашли формулу).
- Рабочее тело — это тело, на котором завязан процесс (чаще всего это газ или топливо). Оно расширяется при подводе к нему теплоты и сжимается при охлаждении. Часть переданного Q1 уходит на механическую работу A. Из-за этого производится движение.
Оставшееся количество теплоты Q2 или Qхолодильника отводится к холодильнику, после чего возвращается к нагревателю и процесс повторяется.
КПД такой тепловой машины будет равен:
КПД тепловой машины
η = (Aполезная/Qнагревателя) · 100%
η — коэффициент полезного действия [%]
Aполезная — полезная работа (механическая) [Дж]
Qнагревателя — количество теплоты, полученное от нагревателя[Дж]
Если мы выразим полезную (механическую) работу через Qнагревателя и Qхолодильника, мы получим:
A = Qнагревателя — Qхолодильника.
Подставим в числитель и получим такой вариант формулы.
КПД тепловой машины
η = Qнагревателя − Qхолодильника/Qнагревателя · 100%
η — коэффициент полезного действия [%]
Qнагревателя — количество теплоты, полученное от нагревателя [Дж]
Qхолодильника — количество теплоты, отданное холодильнику [Дж]
А возможно ли создать тепловую машину, которая будет работать только за счет охлаждения одного тела?
Точно нет! Если у нас не будет нагревателя, то просто нечего будет передавать на механическую работу. Любой такой процесс — когда энергия не приходит из ниоткуда — означал бы возможность существования вечного двигателя.
Поскольку свидетельств такого процесса в мире не существует, то мы можем сделать вывод: вечный двигатель невозможен. Это второе начало термодинамики.
Запишем его, чтобы не забыть:
Невозможно создать периодическую тепловую машину за счет охлаждения одного тела без изменений в других телах.
Задача
Найти КПД тепловой машины, если рабочее тело получило от нагревателя 20кДж, а отдало холодильнику 10 кДж.
Решение:
Возьмем формулу для расчета КПД:
η = Qнагревателя − Qхолодильника/Qнагревателя · 100%
Решать будем в системе СИ, поэтому переведем значения из килоджоулей в джоули и затем подставим в формулу:
η = 20 000 − 10 000/20 000 · 100% = 50%
Ответ: КПД тепловой машины равен 50%.
Идеальная тепловая машина: цикл Карно
Давайте еще чуть-чуть пофантазируем: какая она — идеальная тепловая машина. Кажется, что это та, у которой КПД равен 100%.
На самом деле понятие «идеальная тепловая машина» уже существует. Это тепловая машина, у которой в качестве рабочего тела взят идеальный газ. Такая тепловая машина работает по циклу Карно. Зависимость давления от объема в этом цикле выглядит следующим образом
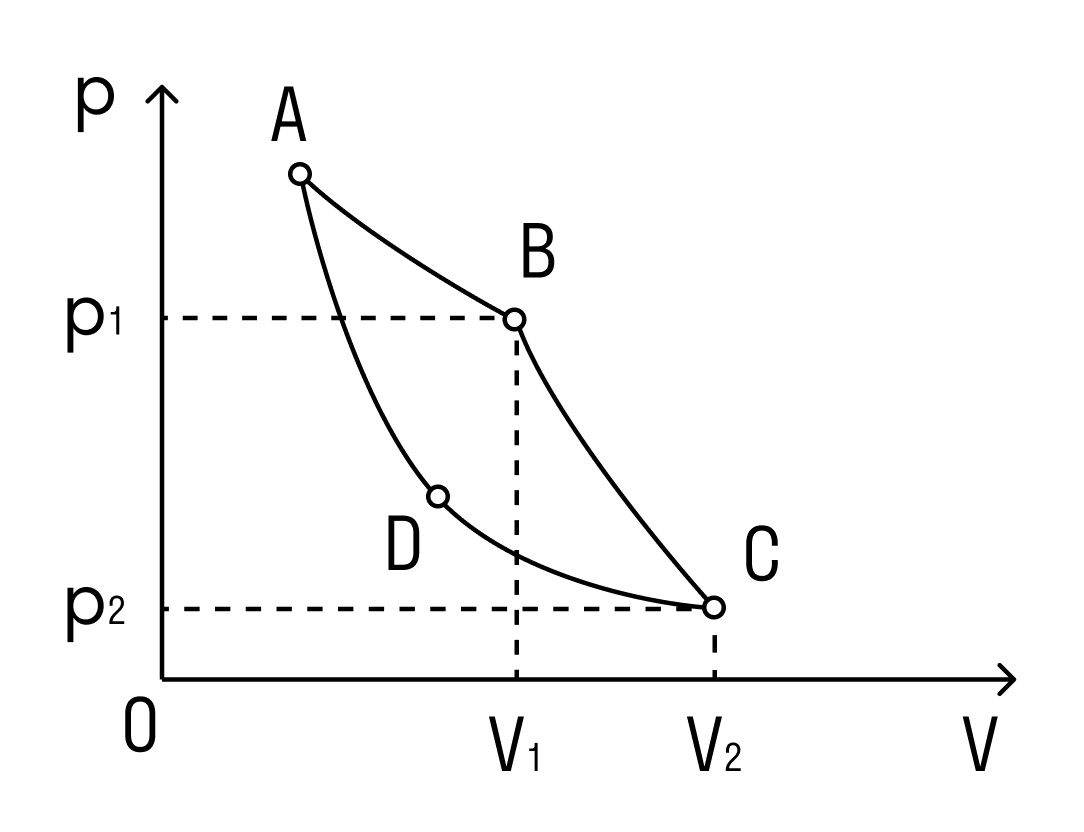
А КПД для цикла Карно можно найти через температуры нагревателя и холодильника.
КПД цикла Карно
η = Tнагревателя − Tхолодильника / Tнагревателя · 100%
η — коэффициент полезного действия [%]
Tнагревателя — температура нагревателя [Дж]
Tхолодильника — температура холодильника [Дж]
КПД в электродинамике
Мы каждый день пользуемся различными электронными устройствами: от чайника до смартфона, от компьютера до робота-пылесоса — и у каждого устройства можно определить, насколько оно эффективно выполняет задачу, для которой оно предназначено, просто посчитав КПД.
Вспомним формулу:
КПД
η = (Aполезная/Aзатраченная) · 100%
η — коэффициент полезного действия [%]
Aполезная — полезная работа [Дж]
Aзатраченная — затраченная работа [Дж]
Для электрических цепей тоже есть нюансы. Давайте разбираться на примере задачи.
Задачка, чтобы разобраться
Найти КПД электрического чайника, если вода в нем приобрела 22176 Дж тепла за 2 минуты, напряжение в сети — 220 В, а сила тока в чайнике 1,4 А.
Решение:
Цель электрического чайника — вскипятить воду. То есть его полезная работа — это количество теплоты, которое пошло на нагревание воды. Оно нам известно, но формулу вспомнить все равно полезно 😉
Количество теплоты, затраченное на нагревание
Q = cm(tконечная − tначальная)
Q — количество теплоты [Дж]
c — удельная теплоемкость вещества [Дж/кг · ˚C]
m — масса [кг]
tконечная — конечная температура [˚C]
tначальная — начальная температура [˚C]
Работает чайник, потому что в розетку подключен. Затраченная работа в данном случае — это работа электрического тока.
Работа электрического тока
A = (I2) · Rt = (U2)/R · t = UIt
A — работа электрического тока [Дж]
I — сила тока [А]
U — напряжение [В]
R — сопротивление [Ом]
t — время [c]
То есть в данном случае формула КПД будет иметь вид:
η = Q/A · 100% = Q/UIt · 100%
Переводим минуты в секунды — 2 минуты = 120 секунд. Теперь нам известны все значения, поэтому подставим их:
η = 22176/220 · 1,4 · 120 · 100% = 60%
Ответ: КПД чайника равен 60%.
Давайте выведем еще одну формулу для КПД, которая часто пригождается для электрических цепей, но применима ко всему. Для этого нужна формула работы через мощность:
Работа электрического тока
A = Pt
A — работа электрического тока [Дж]
P — мощность [Вт]
t — время [c]
Подставим эту формулу в числитель и в знаменатель, учитывая, что мощность разная — полезная и затраченная. Поскольку мы всегда говорим об одном процессе, то есть полезная и затраченная работа ограничены одним и тем же промежутком времени, можно сократить время и получить формулу КПД через мощность.
КПД
η = Pполезная/Pзатраченная · 100%
η — коэффициент полезного действия [%]
Pполезная — полезная мощность [Дж]
Pзатраченная — затраченная мощность [Дж]