Открытый урок
технологии по теме «Нарезание наружной и внутренней резьбы ручными
инструментами» в 7 классе
Подготовил учитель технологии Никитин А.Ф.
МОУ «Акимовская ОШ»
Тема «Нарезание наружной и внутренней резьбы ручным
инструментом»
Цели:
познакомить учащихся с приемами нарезания наружной и внутренней резьбы вручную;
воспитывать у учащихся точность, скрупулезность в работе; способствовать
развитию технического мышления.
Тип урока:
комбинированный (освоение новых знаний, обобщение и систематизация изученного).
Методы обучения:
устный опрос, рассказ, показ видео-фильма приемов учителем, демонстрация
наглядных пособий, практическая работа.
Инструменты и оборудование: плакат, инструменты для нарезания резьбы,
угольники, молотки, напильники, масло машинное, заготовки, контрольные
образцы, инструкционные карты, ноутбук.
Оформление доски: тема, новые слова (плашка, плашкодержатель, метчик, вороток).
Ход урока
1. Организационный момент.
2. Закрепление ранее изученного материала.
Вопросы для повторения:
-что
понимают под резьбой в технике?;
-какие
бывают резьбы по назначению?; по профилю?; по направлению витков?; по системе
измерений?;
-каковы
основные элементы резьбы?;
-как
изображается резьба на чертеже?;
-расшифруйте
надпись М12 х 1,25 LH;
-решение
тестов
3. Изучение нового материала.
Нарезание наружной резьбы
Для нарезания наружной резьбы применяются плашки. Плашка
представляет собой круглую гайку, резьбу которой пересекают отверстия (окна),
благодаря чему образуются режущие кромки. На наружной поверхности имеются
углубления для закрепления в плашкодержателе, который представляет собой кольцо
с ручками. Плашки изготовляют из инструментальной стали марок У8, У12, Р18,
Р6М5 и др.
Порядок нарезания (демонстрация нарезания):
1)
Обточить стержень. Диаметр стержня должен быть немного меньше диаметра резьбы
(определить по справочнику).
2)
Снять фаску.
3)
Наложит плашку на торец стержня и вращать с небольшим нажимом. Когда плашка
нарежет первые витки стержень смазать (сталь – льняное масло, алюминий –
керосин, медь, латунь, бронза – растительное масло, скипидар).
4)
Продолжить нарезать, вращая плашку 1 — 1,5 оборота вперёд, 0,5 оборота назад.
5)
Проверить качество резьбы, накручивая гайку.
Нарезание внутренней резьбы:
Для нарезания внутренней резьбы применяют метчики.
Метчик состоит из рабочей части и хвостовика. У рабочей части выделяются
заборная часть, калибрующая часть, стружечные канавки. На хвостовике выделяется
головка, которая служит для закрепления метчика в воротке. Метчики выпускаются
в комплекте по 2 (черновой и чистовой) или 3 (черновой, средний и чистовой)
штуки. На хвостовике нанесены круговые риски (одна, две, три) или
проставлены номера метчиков.
Порядок нарезания.
1)
Разметить, накернить и просверлить отверстие диаметром немного меньше наружного
диаметра резьбы (выбирается по справочнику).
2)
Смазать метчик.
3)
Вставить прямо без перекосов и вращать 1 – 1,5 оборота вперёд 0,5 оборота
назад.
4)
После нарезания всеми метчиками комплекта проверить качество резьбы, вкрутив
винт.
Возможный брак
—
нечистая или рваная резьба (перекос инструмента, отсутствие смазки, диаметр
стержня больше положенного, диаметр отверстия меньше положенного);
—
не полный профиль резьбы ( неправильно выбран диаметр: стержня меньше, а
отверстия больше положенного)
4. Вводный инструктаж
Порядок изготовления (используется инструкционная карта);
Техника безопасности:
1. Не
допускайте перекоса метчика, особенно осторожно нарезайте резьбу в
мелких отверстиях.
2.
Своевременно смазывайте инструмент.
3.
Надёжно закрепляйте плашку и метчик в держателях.
4. Не
трогайте руками гребешки нарезанной резьбы, так как они могут поранить пальцы
острыми и рваными краями.
5.Очищая
инструмент, пользуйтесь щеткой, чтобы избежать попадания стружки в глаза и
травмирования рук.
5. Практическая работа
Изготовление изделий с наружной и внутренней резьбой
(болт, гайка)
6. Закрепление изученного материала.
1)
Какие инструменты применяют для нарезания наружной резьбы?
2)
Как готовится стержень для нарезания резьбы?
3)
Для чего заготовку смазывают?
4)
Инструменты для нарезания внутренней резьбы?
5)
Из каких частей состоит метчик?
6)
В каких комплектах изготовляют метчики?
7)
Как нарезают внутреннюю резьбу?
7. Подведение итогов.
Приложение
При ручной обработке металлов внутреннюю резьбу нарезают
метчиками.

Рис. 1. Метчик.
Метчик (рис. 1) состоит из двух основных частей: рабочей и хвостовика. Рабочая
часть представляет собой винт с резьбой определенного профиля и продольными
канавками — она-то и служит для непосредственного нарезания резьбы. Стружка при
нарезании резьбы размещается в продольных канавках, поэтому их называют стружечными.
Рабочая часть, в свою очередь, состоит из режущей (заборной) и калибрующей
(направляющей) частей.
Режущая часть выполняет основную работу по нарезанию резьбы. Нареза-ние
осуществляется режущими кромками резьбовых гребенок, высота зубьев которых постепенно
увеличивается. По мере ввинчивания метчика в отверстие режущая часть прорезает
резьбовые канавки. Каждый зуб режущей части сре-зает небольшую часть металла, а
после прохода всей режущей части образуется резьба полного профиля.
За режущей частью метчика расположена калибрующая часть, которая служит для
зачистки профиля нарезанной резьбы. Хвостовиком метчик закреп-ляют в воротке во
время работы.
Метчики могут выпускаться комплектами из трех штук: для чернового,
получистового и чистового нарезания резьбы.

Рис. 2. Комплект метчиков:
а — черновой; б — получистовой (средний); в — чистовой.
Воротки служат для закрепления ручных метчиков и во время работы могут иметь
разное устройство. Часто применяются нерегулируемые воротки. Обычно с тремя
квадратными окнами разных размеров под различные квадраты хвостовиков метчиков
(рис.3,а). Применяются и более универсальные воротки с регулируемыми
отверстиями (рис. 3,б).

Рисунок 3. Воротки
При нарезании внутренней резьбы метчиком вначале готовят отверстия под нее.
Сверло берут несколько большего диаметра, чем внутренний диаметр требуемой
резьбы; если эти диаметры будут равны, то металл, выдавливаемый при нарезании,
будет сильно нажимать на режущие кромки метчика. В резуль-тате кромки
нагреются, и к ним будут прилипать частицы металла; резьба по-лучится с рваными
гребешками. По этой причине возможна даже поломка ин-струмента. Вместе с тем
нельзя делать отверстия под резьбу диаметром значи-тельно большим, чем размер
внутреннего диаметра резьбы,— резьба получится неполного профиля.
Диаметр отверстия под резьбу определяют по специальным таблицам (см.
приложение). Полученное отверстие под резьбу зенкуют конической зенковкой 90 °,
чтобы получить фаску в верхней части отверстия для лучшего входа мет-чика при
нарезании резьбы.
Рабочую часть первого (чернового) метчика смазывают машинным маслом и вставляют
его заборной частью в отверстие так, чтобы ось метчика совпала с осью
отверстия, затем на хвостовик метчика надевают вороток (рис.4, а). Левой рукой
вороток прижимают к метчику, а правой рукой вращают по направлению резьбы до
тех пор, пока метчик не врежется на несколько витков и не займет устойчивое
положение. В это время можно проверить установку метчика угольником (рис. 4,
б).
После этого вороток берут за рукоятки обеими руками и вращают с пере-хватом рук
каждые пол-оборота. Для облегчения работы и получения чистой резьбы вороток
вращают вначале на один-полтора оборота вперед, затем на пол-оборота назад и т.
д. (рис. 4, в). Благодаря такому возвратно-вращательному движению метчика
стружка ломается, делается короткой, а процесс резания значительно облегчается.
Нарезав полностью резьбу, вращением воротка в обратную сторону метчик
вывертывают из отверстия. Такими же приемами нарезают резьбу вторым (чис-товым)
метчиком. Если комплект метчиков состоит из трех штук, то сначала нарезают
резьбу первым, затем вторым и окончательно третьим (чистовым) метчиком.

Рис. 4. Нарезание резьбы
метчиком:
а — установка метчика и воротка для нарезания резьбы; б — проверка по-ложения
метчика угольником; в — приемы нарезания внутренней резьбы; г — проверка
качества резьбы соответствующим винтом.
Воротки применяются для крепления метчиков и плашек при нарезании резьбы. Воротки бывают с квадратным отверстием (для метчиков) и с круглым отверстием (для плашек) (Воротки с квадратным отверстием используются также для работы с ручными развертками).
Воротки с квадратным отверстием изготовляются: 1) раздвижные; 2) с одной рукояткой; 3) с двумя рукоятками; 4) с тремя отверстиями; 5) с трещоткой.
Раздвижные воротки изготовляются двух типоразмеров: № 1— для инструментов с квадратом от 2 до 5 мм и № 2— для инструментов с квадратом от 5 до 10 мм. Для крепления хвостовика инструмента служат два сухаря: неподвижный и подвижный. Перемещение подвижного сухаря выполняется вращением соответствующей рукоятки.
Воротки с одной и двумя рукоятками имеют одно отверстие определенного размера. Изготовляются каждый 12 типоразмеров со стороной квадрата: 16; 18; 20; 22; 24; 26; 29; 32; 35; 39; 44 и 49 мм.
| < Предыдущая | Следующая > |
|---|
Обновлено: 21.03.2023
Наглядные пособия: Набор для нарезания наружной и внутренней резьбы. Болты и гайки. Заготовки для нарезания резьбы. Презентация по теме.
I. Организационный момент.
Приветствие учителя, контроль посещаемости, проверка готовности учащихся к уроку,
II. Теоретическая часть.
Повторение пройденного материала
На каждый стол выдается задание на бумаге сложенный в 4 квадрата:
1-стол. Понятие (болт)
2-стол. Понятие (гайка)
3-стол. Понятие (резьба)
Участники рассматривают понятие с разных сторон, записывая его обязательные и необязательные характеристики, примеры и антипримеры (то, что не может являться примером). Начинает участник №2 и передает по кругу.
Многие детали машин, строительных конструкций и бытовых приборов скрепляют
между собой при помощи резьбовых соединений. В резьбовых соединениях применяют
болты, шпильки и винты. Болт — цилиндрический стержень с головкой на одном конце и с
резьбой на другом. Шпилька — цилиндрический стержень с резьбой на обоих концах. Один
конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец
устанавливают скрепляемую деталь и навинчивают гайку. Винт — цилиндрический стер-
жень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм.
Под резьбой понимают винтовые канавки гребешки (витки), образованные на
стержне или в отверстии. Стержень с резьбой условно называют винтом, а деталь с
резьбой в отверстии — гайкой. Если гайку надеть на винт с одинаковой резьбой и вращать
ее вокруг оси винта, то гайка будет перемещаться вдоль винта. При ограничении
продольного перемещения гайки в продольном направлении будет двигаться винт
относительно гайки, Это техническое явление используют для соединения деталей между
собой, например, обычного болта с гайкой. Другое применение — для преобразования
вращательного движения в поступательное и наоборот. Наглядным примером; этому
могут служить слесарные тиски. В роли гайки в них выступает подвижная губка. При
вращении винта она перемещается и зажимает деталь между собой и неподвижной
Различают наружную и внутреннюю резьбы. Наружная резьба -это резьба на
стержне. Внутренняя — в отверстии. В зависимости от направления винтовой линии,
образующей витки, резьбу подразделяют на правую и левую. У правой
резьбы, если смотреть на винт или гайку с торца, витки уходят вправо. Для того чтобы на
винт с правой резьбой навернуть гайку, нужно вращать ее вправо по часовой стрелке.
Если также с торца посмотреть на винт или гайку с левой резьбой, то витки этой резьбы
будут уходить влево, А навернуть гайку на винт с левой резьбой можно, вращая ее влево
против часовой стрелки.
Резьба имеет множество элементов. Наиболее важные из них: профиль резьбы, шаг
резьбы, наружный и внутренний диаметры.
Приближенно профиль резьбы можно увидеть, если смотреть на винт сбоку, — его
будут отражать очертания витков резьбы. Однако для более точного представления о
профиле резьбы нужно мысленно разрезать отдельный виток поперек, при этом получен-
ные в месте разреза очертания витка покажут действительный профиль резьбы
. В зависимости от профиля резьбы подразделяются на треугольную,
прямоугольную, круглую и др. Наибольшее распространение имеет треугольная резьба.
За шаг резьбы принимают расстояние между вершинами двух соседних витков,
измеренное вдоль оси.
Поэтому на чертежах наряду с условными изображениями
резьбы указывают ее обозначение — запись, в которой содержится вид резьбы, ее
наружный диаметр, шаг, а иногда и другие элементы. Например, надпись М10Х1,5
означает, что резьба метрическая, правая, наружный диаметр 10 мм, шаг 1,5 мм. В случае
левой резьбы после ее обозначения добавляют надпись LН, например, М24Х2LН.
2. Инструменты и приспособления для нарезания наружной резьбы.
Для нарезания наружной треугольной резьбы используют специальный
резьбонарезной инструмент — плашки. Их изготавливают из твердой инструментальной
стали. Плашки могут быть круглыми, призматическими, раздвижными и состоящими из
полуплашек, а также резьбонакатными.
Круглая плашка выполняется в виде круглой гайки . Резьбу плашки пересекают сквозные продольные отверстия (окна). С их помощью на витках резьбы плашки образуются режущие кромки в форме клина и канавки, обеспечивающие резание и одновременный выход стружки.
Плашкой одного определенного размера можно получить резьбу также одного
размера. В процессе работы плашка изнашивается и ее внутренние размеры
увеличиваются, что может привести к получению несколько увеличенной резьбы. Чтобы
этого не случилось, используют разрезные плашки . Разрез на плашке
позволяет несколько сжать ее и таким образом восстановить изменившийся диаметр
Для нарезания резьбы плашкой применяют специальное приспособление —
плашкодержатель , который состоит из корпуса, ручек, стопорных
винтов. Плашку вставляют в корпус плашкодержателя. При этом диаметр отверстия
корпуса должен соответствовать наружному диаметру плашки. Закрепляют плашку
3. Приемы нарезания наружной резьбы.
Для нарезания наружной треугольной резьбы круглой плашкой вначале
определяют диаметр стержня под эту резьбу и подбирают заготовку. Выбор диаметра
стержня под резьбу производят по специальным таблицам которые у вас имеются.
Заготовку закрепляют в тисках так, чтобы выступающая часть стержня была на
20. 25 мм больше длины нарезаемой части и установлена под прямым углом к губкам
тисков. Чтобы заборная часть плашки легче врезалась в металл, на конце заготовки
напильником снимают фаску . Затем готовят рабочий инструмент.
Вставляют плашку в плашкодержатель. Располагают ее так, чтобы клеймо было сверху, а
углубления располагались против среднего винта. В таком положении плашку закрепляют
винтами . Стержень заготовки смазывают машинным маслом. На
конец заготовки горизонтально накладывают плашку клеймом вниз. Нажимая ладонью
правой руки на корпус плашкодержателя, левой рукой вращают его за рукоятку по часо-
вой стрелке до полного врезания плашки. Затем берут обеими руками за рукоятки
плашкодержателя и, делая один-полтора оборота по часовой стрелке и пол-оборота
против часовой стрелки, полностью нарезают резьбу . Обратным вращением против часовой стрелки снимают плашкодержатель с плашкой заготовки.
Простейший прием проверки правильности нарезаемой резьбы — это навернуть и снять
соответствующую гайку. Если гайка движется по резьбе достаточно свободно и плотно, то
4. Инструменты и приспособления для нарезания внутренней резьбы.
При ручной обработке металлов внутреннюю резьбу нарезают метчиком. Метчик
состоит из двух основных частей: рабочей и хвостовика. Рабочая
часть представляет собой винт с резьбой определенного профиля и продольными
канавками и служит для непосредственного нарезания резьбы. Продольные канавки,
пресекаясь с витками резьбы, образуют резьбовые гребенки с режущими кромками.
Стружка при нарезании резьбы размещается в продольных канавках, поэтому их
Рабочая часть, в свою очередь, состоит из режущей (заборной) и (направляющей)
Режущая часть выполняет основную работу по нарезанию резьбы. Нарезание
осуществляется режущими кромками резьбовых гребенок, высота зубьев которых
постепенно увеличивается. По мере ввинчивания метчика в отверстие режущая часть
прорезает резьбовые канавки. Каждый зуб режущей части срезает небольшую часть
металла, а после прохода всей режущей части образуется резьба полного профиля.
За режущей частью метчика расположена калибрующая часть, которая служит для
зачистки профиля нарезанной резьбы. Хвостовиком метчик закрепляют в воротке во
Изготавливают метчики из инструментальной углеродистой, легированной или
быстрорежущей стали. Ручные метчики выпускаются в комплектах, состоящих из двух
штук: метчики для черновой и чистовой обработки. Могут выпускаться и комплектами из
трех штук: из чернового, получистового и чистового нарезания резьбы . Черновой метчик выполняет сановную работу и срезает до 60 % слоя металла,
подлежащего снятию. Получистовой метчик срезает до 30 % слоя металла. Чистовой
метчик придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя
металла. Внешне метчики одного комплекта отличаются размерами режущих частей. У
чернового метчика она самая большая, у полу чистового — меньше, у чистового — еще
меньше. В комплектах метчики маркируются следующим образом: у чернового метчика
на хвостовике одна риска, у получистового — две, у чистового — три.
Воротки для закрепления ручных метчиков во время работы могут иметь разное
5. Приемы нарезания внутренней резьбы.
При нарезании внутренней резьбы метчиком вначале готовят отверстия под нее.
Сверло берут несколько большего диаметра, чем внутренний диаметр требуемой резьбы:
если эти диаметры будут равны, то металл, выдавливаемый при нарезании, будет сильно
нажимать на режущие кромки метчика. В результате кромки нагреются и к ним будут
прилипать частицы металла; резьба получится с рваными гребешками. По этой причине
возможна даже поломка инструмента. Вместе с тем нельзя делать отверстия под резьбу
диаметром значительно большим, чем размер внутреннего диаметра резьбы, — резьба
получится неполного профиля.
Диаметр отверстия под резьбу определяют по специальным таблицам
. Полученное отверстие под резьбу зенкуют конической зенковкой 90°,
чтобы получить фаску в верхней части отверстия для лучшего входа метчика при
Рабочую часть первого (чернового) метчика смазывают машинным маслом и вставляют
его заборной частью в отверстие так, чтобы ось метчика совпала с осью отверстия, затем
на хвостовик метчика надевают вороток . Левой рукой вороток прижимают к метчику, а правой рукой вращают по направлению резьбы до тех пор, пока метчик не врежется на несколько витков и не займет устойчивое положение. В это время можно проверить установку метчика угольником .
После этого вороток берут за рукоятки обеими руками и вращают с перехватом
рук каждые пол-оборота. Для облегчения работы и получения чистой резьбы вороток
вращают вначале на один-полтора оборота вперед, затем на пол-оборота назад и т. д.
Благодаря такому возвратно-вращательному движению метчика
стружка ломается, делается короткой, а процесс резания значительно облегчается.
Нарезав полностью резьбу, вращением воротка в обратную сторону метчик
вывертывают из отверстия. Такими же приемами нарезают резьбу вторым (чистовым)
метчиком. Если комплект метчиков состоит из трех штук, то сначала нарезают резьбу
первым, затем вторым и окончательно третьим (чистовым) метчиком.
Нарезая резьбу в мягких и вязких металлах (медь, алюминий, латунь и др.), метчик
периодически вывертывают из отверстия и очищают его канавки от стружки.
Есть некоторые особенности нарезания резьбы в глухих (несквозных) отверстиях.
Глубина такого отверстия должна быть несколько больше длины нарезаемой части.
Нужно рассчитать, чтобы при нарезании резьбы рабочая часть метчика могла немного
выйти за пределы нарезаемой части. Если такого запаса в отверстии не будет, то резьба
получится неполной. Правильность нарезания резьбы можно проверить соответствующим
III. Практическая часть. (Релли Робин два участника по очереди выполняют ПР)
1. Организация рабочего места.
Для выполнения работы понадобятся: слесарный верстак, тиски, плашка,
плашкодержатель, напильник, гайка для контроля резьбы, метчик ,вороток, машинное масло.
2. Вводный инструктаж. Задания для 1-2 стола (первая пара по плечу). Пока первая пара выполняет работу вторая пара наблюдает и записывает ошибки.
1) выберите заготовку (стержень) согласно таблицы 1 и закрепите заготовку в тисках;
2) опилите напильником фаски 2 х 45° с обоих концов шпильки;
3) смажьте стержень машинным маслом;
4) нарежьте резьбу на длину 15мм с одного конца заготовки;
5) проверьте качество резьбы с помощью гайки;
6) переустановите заготовку в тисках другим концом;
7) нарежьте резьбу на втором конце стержня на длину 15мм, предварительно смазав специальной жидкостью;
 проконтролируйте качество изготовленного изделия.
проконтролируйте качество изготовленного изделия.
3. Вводный инструктаж. Задание для третьего стола (первая пара по плечу).
1) выберите сверло согласно таблице 2 для заданного диаметра резьбы;
2) просверлите заготовку на сверлильном станке сверлом 5мм;
3) закрепите заготовку в тисках;
4) выберите метчик , смажьте маслом;
5) нарежьте резьбу на всю глубину заготовки;
6) проконтролируйте качество изготовления изделия.
П р а в и л а техники безопасности.
1) Очищая инструмент от стружки, пользоваться щеткой, не смахивать руками, так как
можно поранить пальцы о режущие части инструмента.
2) Во избежание ранения рук о заусенцы и» возможные рваные гребешки резьбы нельзя
проверять ее качество пальцами.
3) Своевременно смазывать инструмент.
3. Текущий инструктаж.
Задания учащиеся выполняют вместе с учителем. Текущие наблюдения учителя, контроль
за соблюдением правил техники безопасности, ответы на возникающие вопросы в
процессе работы, проверка правильности выполнения заданий.
1) нечистая или рваная резьба; причины: отсутствие или недостаточная смазка стержня и
инструмента, перекосы плашки или метчика, неправильный подбор диаметра стержня;
2) резьба неполного профиля; причина — малый диаметр стержня или большой диаметр
3) поломка инструмента; причины: несоответствие диаметра стержня диаметру резьбы,
перекосы в установке инструмента.
4. Заключительный инструктаж.
Разбор допущенных ошибок и анализ причин, их вызвавших; разъяснение возможностей
применения полученных знаний, умений и навыков в дальнейшем изучении технологии
IV. Итоговая часть.
1. Установка на следующий урок.
На следующем уроке продолжится знакомство с технологией обработки металлов и
сплавов. Учащиеся получат представление о технологии нарезания резьбы на токарно-
нарезая внутреннюю резьбу (например, в гайке) используют метчик
для нарезания наружной резьбы используют плашку
и плашку и метчик вращают воротком (вороток для метчика и для плашки разные)
плашка+вороток иногда называются — лерка
также резьбу можно нарезать на токарном станке при помощи резца
Помимо прочего существует накатная резьба (не нарезается, а накатывается снаружи на стержень специальными острыми роликами, т. е. они как бы продавливают резьбу на стержне)
накатная резьба считается более прочной, чем нарезная, т. к слои металла не срезаются. , а вдавливаются при этом упрочняясь
блин, точно, про клупп забыл
наружную режут плашкой
Наружную большого диаметра режут резьбонарезным станком. (внутреннюю тоже но там резцом специальным)

ознакомление с технологией нарезания резьбы; воспитание самостоятельности и инициативы в трудовой деятельности; развитие умений и навыков работы с резьбонарезным инструментом и приспособлениями для этих операций.
Планируемые результаты:
1. Предметные:
Формирование и развитие умений и навыков работы с резьбонарезным инструментом; способствовать запоминанию основной терминологии технологических процессов, осознанию основного технологического материала, сформировать представления об обработке металла; создать условия для выявления причинно-следственных связей: раскрыть причины некачественной работы при нарезании резьбы; выяснить последствия неправильной работы при нарезании резьбы.
2. Личностные:
Развитие речи обучающихся; способствовать овладению основными способами мыслительной деятельности обучающихся (учить анализировать свою работу, выделять главное, сравнивать свою работу с работой друзей по классу, определять и объяснять технологические понятия при выполнении определённых операций);
Способствовать развитию двигательной сферы (овладение моторикой мелких мышц рук); способность к самооценке своих интеллектуальных способностей для труда в различных сферах; Формирование понимания бережного отношения к природным и хозяйственным ресурсам.
2. Метапредметные:
Формирование и развитие нравственных, трудовых, эстетических, патриотических, экологических, экономических и других качеств личности; способствовать воспитанию правильного отношения к общечеловеческим ценностям; соблюдение норм и правил культуры труда в соответствии с технологической культурой производства.
Тип урока: комбинированный.
Методы обучения: устный опрос, демонстрация наглядных пособий, практическая работа.
I. Мотивация к деятельности (Организационный момент).
Проверка явки учащихся по журналу. Проверка готовности к уроку. Проверка внешнего вида (спецодежды).
II. Актуализация знаний и фиксирование индивидуального затруднения в пробном действии.
Что изучали на прошлом уроке? (резьбовое соединение)
Мы с вами уже познакомились с некоторыми необходимыми для работы слесаря моментами.
— Как подразделяется резьба по форме профиля? (треугольная, прямоугольная, упорная и круглая).
-Какие бывают резьбы по направлению витков? (правая и левая).
—Какие виды резьбы вы знаете? (наружная и внутренняя).
-Как и чем измеряют наружный диаметр резьбы? (штангенциркулем).
-Где применяется крепежная резьба? (на болтах, гайках, винтах).
III. Первичное усвоение новых знаний. Изложение нового материала.
Объяснение, работа с учебником.
Нарезание резьбы — это технологическая операция по получению на поверхности детали винтовой канавки с помощью специальных инструментов. При нарезании резьбы вручную применяют метчики (рис.1) и плашки (рис.2), которые изготавливают из инструментальной стали.

Рис. 1 Рис. 2 Рис. 3
Внутреннюю резьбу нарезают одним или несколькими метчиками. Метчик — это стержень с винтовой нарезкой.
Метчик состоит из двух частей: рабочей и хвостовика. На рабочей части различают заборную (внизу) и калибрующую (вверху).
Хвостовик – это часть метчика, которая служит для его закрепления и приведения в движение хвостовика содержит квадратный элемент, которым он вставляется в вороток — приспособление для установки и вращения метчика (рис.3). На хвостовике указывают размер резьбы, марку стали (для резьбы более 6 мм) и одной— тремя рисками — номер метчика в комплекте. В комплект может входить до трех метчиков: черновой, средний и чистовой (рис.4).
У чернового метчика на хвостовике нанесена одна риска, у среднего — две, у чистового — три.

№1-черновой ,выполняет основную работу и срезает до 60% слоя металла.
№2-средний, срезает до 30% слоя металла.
№3- чистовой, срезает оставшиеся 10% металла и придаёт резьбе окончательную форму.
Метчики в комплекте имеют разные диаметры и различную форму профилей.
На хвостовой части метчиков выбиты круговые риски(1,2,3) и указаны размеры резьбы(диаметр и шаг)
Для получения отверстия под резьбу определяют диаметр сверла (dCB). Его находят по специальным таблицам (рис.5) или вычисляют по формуле: dCB = d-p, где d — наружный диаметр резьбы, а р — ее шаг, мм.
Диаметр отверстия (сверла)
После получения наружной и внутренней резьбы собирают резьбовое соединение. Чтобы предупредить его саморазвинчивание, используют шайбы, контргайки, шплинты.
Ручное нарезание резьбы — процесс трудоемкий. Его механизируют или производят на станках. Эти работы выполняют резьбонарезчики.
IV. Первичная проверка понимания.
а) Какие знаете основные крепёжные резьбовые детали? (болт, винт, шпилька).
б) Где применяются резьбовые соединения? (для образования неподвижных разъёмных
в) Чем удобны резьбовые соединения? (они сборные и разборные).
г) Какой профиль имеет крепёжная резьба? (треугольный).
д) С помощью чего выполняют болтовое соединение? (болта, гайки, шайбы).
е) Что из себя представляет болт? (цилиндр. стержень, на котором нарезана резьба и головка).
ж) Как определить диаметр стержня при нарезании резьбы (например М10? (по таблице).
з) Какими инструментами нарезают наружную резьбу? (плашка, плашкодержатель).
V. Первичное закрепление. (Практическая работа).
Нарезание наружной и внутренней резьбы.
VII. Информация о домашнем задании, инструктаж по его выполнению.
Ознакомиться в Интернете с ассортиментом отделочных материалов для защиты и отделки изделий из металла.
VIII. Итог урока. Рефлексия учебной деятельности.
Чему научились на уроке? С какими трудностями вы столкнулись на уроке?
Что больше всего вам понравилось? Что бы хотелось научиться делать?
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.

В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Читайте также:
- Анализ эпизода пожар в кистеневке дубровский 6 класс по литературе кратко
- Как происходит формирование каждой палаты парламента кратко
- Какими свойствами обладают вискозные ткани ответ кратко
- Планы германии в первой мировой войне кратко
- Как приготовить картофельную запеканку в духовке без фарша как в детском саду
МБОУ « Средняя общеобразовательная школа № 45» г. Белгорода
Разработка урока
7 класс
Тема урока: «Нарезание наружной и внутренней резьбы».
Раздел: «Технология обработки металла».
Учитель технологии:
Московченко
Николай Николаевич
Белгород 2016
Тема урока: «Нарезание наружной и внутренней резьбы».
Раздел: «Технология обработки металла».
Цели урока:
1. Образовательные цели:
1.1. Создать условия для ознакомления учеников с процессом нарезания резьбы метчиком
и плашкой вручную, устройством и назначением основных резьбонарезных инструментов
и приспособлений.
1.2. Способствовать запоминанию основных терминов и определений при изучении
темы.
1.3.Способствовать формированию первоначальных умений и навыков в работе
резьбонарезным инструментом.
2. Развивающие цели:
2.1. Способствовать развитию умений и навыков пользования контрольно—
измерительным и разметочным инструментом.
2.2. Способствовать расширению представлений о свойствах металлов и способах их
обработки.
2.3. Способствовать развитию технического мышления и скрупулёзности в работе.
2.4. Способствовать развитию сенсорной и двигательной активности учащихся, развитию
моторики рук.
3. Воспитательные цели:
3.1. Способствовать формированию и развитию эстетических, качеств личности.
3.2. Способствовать воспитанию бережного отношения к инструментам, материалам и
оборудованию мастерской.
4. Профориентационные цели:
4.1. Продолжить ознакомление с профессиями слесаря.
4.2. Воспитывать уважение к труду рабочего человека.
Методическое оснащение урока:
1.Материально—техническая база:
— слесарная мастерская,
— слесарные верстаки,
—свёрла,
—линейки,
—угольники,
—кернеры,
—наборы резьбонарезных инструментов,
—сверлильный станок,
— ноутбук,
— мультимедийный проектор.
2. Дидактическое обеспечение:
— учебник;
— рабочая тетрадь;
— — учебно—технологическая документация:
• технологические карты
— образцы объектов труда;
— материалы для контроля знаний учащихся:
• карточки—задания,
• тесты,
• мультимедийный диск с интерактивным плакатом «Нарезание наружной
и внутренней резьбы».
Методы обучения:
1. словесный, наглядный, аудиовизуальный;
2. формирование, закрепление, применение ЗУН;
3. репродуктивный, объяснительно—иллюстративный;
4. активизация познавательных интересов и углубление знаний.
Формы организации познавательной деятельности учащихся:
объяснение учителя с опорой на личные знания учащихся, фронтальный опрос,
демонстрация приёмов работы, самостоятельная работа, беседа.
Словарная работа:
Резьба, профиль резьбы, шаг резьбы, метчик, плашка, вороток, плашкодержатель
Тип урока: комбинированный
Литература для учителя:
1. Программа “Технология. Трудовое обучение. 5—11 кл.”.
2. Технология: учебник для 7 кл. вариант для мальчиков. Под ред. В.Д. Симоненко.
3. И.А.Карабанов Технология обработки металла: 5-9 кл. — М., Просвещение, 1995.
4. Технология: поурочные планы по разделу «Технология обработки металлов», авторы—
составители Ю. А. Жадаев, А. В. Жадаев
Ход урока:
1. Организационный момент:
— приветствие;
— проверка явки учащихся;
— заполнение учителем классного журнала;
— проверка готовности к уроку;
— настрой учащихся на работу;
— доведение до учащихся темы и плана урока.
2. Актуализация знаний учащихся.
— Какую тему изучали на прошлом уроке?
— Работа с карточками—тестами. «Устройство и управление токарным
станком»
— Беседа по вопросам. (Смотри слайд №2)
3. Изложение нового материала.
1. Понятие о резьбе. Элементы и виды резьбы.
Многие детали машин, строительных
конструкций и бытовых приборов
скрепляют между собой при помощи
резьбовых соединений. В резьбовых
соединениях применяют болты, шпильки и винты. Болт — цилиндрический
стержень с головкой на одном конце и с резьбой на другом. Шпилька —
цилиндрический стержень с резьбой на обоих концах. Один конец шпильки
ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают
скрепляемую деталь и навинчивают гайку. Винт —
цилиндрический стержень с резьбой для ввинчивания в
одну из соединяемых деталей и головкой различных
форм.
Под резьбой понимают винтовые канавки и гребешки (витки),
образованные на стержне или в отверстии. Стержень с резьбой условно
называют винтом, а деталь с резьбой в отверстии — гайкой. Если гайку надеть на винт с
одинаковой резьбой и вращать ее вокруг оси винта, то гайка будет перемещаться вдоль
винта. При ограничении продольного перемещения гайки в продольном направлении
будет двигаться винт относительно гайки. Это техническое явление используют для
соединения деталей между собой, например, обычного болта с гайкой. Другое
применение — для преобразования вращательного движения в поступательное и
наоборот. Наглядным примером этому могут служить слесарные тиски. В роли гайки в
них выступает подвижная губка. При вращении винта она перемещается и зажимает
деталь между собой и неподвижной губкой.
Различают наружную и внутреннюю резьбы.
Наружная резьба — это резьба па стержне. Внутренняя — в
отверстии. В зависимости от направления винтовой
линии, образующей витки, резьбу подразделяют
на правую и левую (Приложение 752). У правой резьбы,
если смотреть па винт или гайку с торца, витки уходят вправо.
Для того чтобы на винт с правой резьбой навернуть гайку,
нужно вращать ее вправо по часовой стрелке. Если также с
торца посмотреть па винт или гайку с левой резьбой, то
витки этой резьбы будут уходить влево. А навернуть гайку
на винт с левой резьбой можно, вращая ее влево против часовой стрелки.
Резьба имеет множество элементов.
Наиболее важные из них: профиль резьбы,
шаг резьбы, наружный и внутренний
диаметры.
Приближенно профиль резьбы можно увидеть,
если смотреть на винт сбоку, — его
будут отражать очертания витков
резьбы. Однако для более точного
представления о профиле резьбы
нужно мысленно разрезать отдельный виток поперек, при этом
полученные в месте разреза очертания витка покажут действительный
профиль резьбы.
За шаг резьбы принимают расстояние между, вершинами двух соседних
витков, измеренное вдоль оси.
Наружный диаметр резьбы — наибольший диаметр,
измеренный по вершинам витков резьбы.
Внутренний диаметр — это наименьший диаметр,
измеренный по впадинам витков резьбы.
В зависимости от профиля резьбы подразделяются на
треугольную(а),трапецеидальную(б),прямоугольную(в),упорную(г),
круглую(в) и др.
Наибольшее распространение имеет треугольная резьба.
Если элементы даются в миллиметрах, то есть единицах метрической системы,
то такая резьба называется метрической. В нашей стране метрическая резьба
имеет наибольшее распространение.
На чертежах резьбу изображают условно.
Ее вычерчивают упрощенно, но по строго
установленным правилам. По наружному
диаметру резьбу изображают сплошной
толстой линией как на виде спереди, так и
на виде слева, а по внутреннему —
сплошной тонкой. На виде слева по
внутреннему диаметру резьбы проводят
тонкой линией дугу, приблизительно
равную 3/4 окружности. Резьба, показанная как невидимая, изображается
штриховыми линиями и по наружному и по внутреннему диаметру.
По условному изображению нельзя определить, какая конкретно резьба должна быть
нарезана на детали. Поэтому на чертежах наряду с условными изображениями резьбы
указывают ее обозначение — запись, в которой содержится вид резьбы, ее наружный
диаметр, шаг, а иногда и другие элементы. Например, надпись М10Х1,5 означает,
что резьба метрическая, правая, наружный диаметр 10 мм, шаг 1,5 мм. В случае левой
резьбы после ее обозначения добавляют надпись LH, например, M24X2LH.
2. Инструменты и приспособления для нарезания наружной резьбы.
Для нарезания наружной треугольной резьбы используют специальный
резьбонарезной инструмент — плашки. Их изготавливают из твердой
инструментальной стали. Плашки могут быть круглыми, призматическими,
раздвижными и состоящими из полуплашек, а также резьбонакатными.
Круглая плашка выполняется в виде круглой гайки.
Резьбу плашки пересекают сквозные продольные отвер—
стия (окна). С их помощью на витках резьбы плашки
образуются режущие кромки в форме клипа и канавки,
обеспечивающие резание и одновременный выход
стружки,
С торцевых сторон плашки имеют несколько меньшую высоту профиля резьбы. Эта
часть плашки с неполной резьбой носит название заборной части. Часть плашки с
полной резьбой называют калибрующей частью. Заборная часть позволяет
начинать резание с неглубоких винтовых канавок, а затем переходить к нарезанию
их на полную глубину калибрующей частью.
Плашкой одного определенного размера можно получить резьбу также одного
размера. В процессе работы плашка изнашивается и ее внутренние размеры
увеличиваются, что может привести к получению несколько увеличенной резьбы.
Чтобы этого не случилось, используют разрезные плашки. Разрез на плашке
позволяет несколько сжать ее и таким образом восстановить изменившийся диаметр
резьбы.
Для нарезания резьбы плашкой применяют специальное
приспособление – плашкодержатель, который состоит из
корпуса, ручек, стопорных винтов. Плашку вставляют в корпус
плашкодержателя. При этом диаметр отверстия корпуса
должен соответствовать наружному диаметру плашки.
‘Закрепляют плашку стопорными винтами.
Призматические раздвижные плашки, в отличие от круглых, состоят из двух
половинок, называемых полуплашками. На каждой из них указаны размеры
резьбы и цифра 1 или 2 для правильного закрепления в специальном приспособле—
нии, называемом клуппом. Термин «клупп» в переводе с немецкого означает
«щипцы». Угловые канавки (пазы) на наружных сторонах полуплашек служат для
установки их в соответствующие выступы клуппа. Изготавливают призматические
полуплашки также из инструментальной стали.
Кроме рассмотренных выше, используют также резьбонакатные плашки. В
корпусе такой плашки установлены накатные регулируемые ролики с резьбой. Они не
нарезают резьбу, а как бы выдавливают ее. Резьба получается более прочной и чистой,
однако процесс накатки ее требует значительно больших усилий.
3. Приемы нарезания наружной резьбы.
Для нарезания наружной треугольной резьбы круглой плашкой
вначале определяют диаметр стержня под эту резьбу и подбирают
заготовку. Выбор диаметра стержня под резьбу производят по спе—
циальным таблицам.
Заготовку закрепляют в тисках так, чтобы выступающая часть
стержня была на 20…25 мм больше длины нарезаемой части и ус—
тановлена под прямым углом к губкам тисков. Чтобы заборная
часть плашки легче врезалась в металл, на конце заготовки напиль—
ником снимают фаску. Затем готовят рабочий инструмент.
Вставляют плашку в плашкодержатель. Располагают ее так, чтобы
клеймо было сверху, а углубления располагались против среднего
винта. В таком положении плашку закрепляют винтами. Стержень
заготовки смазывают машинным маслом. На конец заготовки горизонтально
накладывают плашку клеймом вниз. Нажимая ладонью правой
руки на корпус плашкодержателя, левой рукой вращают его за
рукоятку по часовой стрелке до полного врезания плашки.
Затем берут обеими руками за рукоятки плашкодержателя и,
делая один—полтора оборота по часовой стрелке и пол—оборота
против часовой стрелки, полностью нарезают резьбу. Обратным
вращением против часовой стрелки снимают плашкодержатель
с плашкой заготовки. Простейший прием проверки правильности
нарезаемой резьбы — это навернуть и снять соответствующую
гайку. Если гайка движется по резьбе достаточно свободно и плотно, то резьба па—
резана правильно.
Нарезание резьбы призматическими плашками с помощью клуппов производят
следующими приемами. Стержень закрепляют в вертикальном положении в тисках и
снимают фаску. Полуплашки вставляют в клупп и раздвигают их па
размер несколько больший, чем диаметр резьбы. Затем па конец
стержня надевают клупп и плотно сдвигают винтом полуплашки.
Смазав стержень и полуплашки машинным маслом, клупп
поворачивают по направлению резьбы па одип—полтора оборота
вперед и на пол—оборота назад. Сделав первый проход до конца
нарезаемой части стержня, клупп обратным вращением ставят в
исходное положение на конце стержня. Полуплашки снова
поджимают винтом и вторично проходят резьбу. Проверяя резьбу гайкой или специ—
альным контрольно—измерительным инструментом, повторяют проходы до
получения резьбы нужного размера.
Приемы накатывания резьбы с помощью резьбонакатной плашки в принципе такие
же, как и при нарезании резьбы, круглой плашкой. Подготовленный стержень
также закрепляют в тисках и снимают фаску. Накладывают плашку роликами вниз
на торец стержня так, чтобы заходная фаска зашла между резьбонарезными роликами
без перекоса. Нажимая на плашку, поворачивают ее по часовой стрелке, нарезают
резьбу на заданную длину. Обратным вращением снимают плашку со стержня.
Проверка качества резьбы производится так же, как и при нарезании резьбы, другими
способами.
При выборе диаметра стержня под резьбу учитывают, что, когда нарезают резьбу
плашкой, пластичный металл, особенно мягкая сталь, медь «тянется» и гребешки
резьбы несколько выдавливаются. В результате диаметр стержня немного
увеличивается и усиливается давление на резьбовую поверхность плашки. Режущие
кромки нагреваются, и на них начинает налипать стружка, резьба получается рваной.
Хорошее качество резьбы можно получить тогда, когда диаметр стержня будет
несколько меньше наружного диаметра резьбы (на 0,1…0,3 мм в зависимости от
размера резьбы).
4. Инструменты и приспособления для нарезания внутренней резьбы.
При ручной обработке металлов внутреннюю резьбу нарезают метчиком. Метчик
состоит из двух основных частей: рабочей и
хвостовика. Рабочая часть представляет собой
винт с резьбой определенного профиля и
продольными канавками и служит для
непосредственного нарезания резьбы.
Продольные канавки, пресекаясь с витками
резьбы, образуют резьбовые гребенки с
режущими кромками. Стружка при нарезании
резьбы размещается в продольных канавках, поэтому их называют стружечными.
Рабочая часть, в свою очередь, состоит из режущей (заборной) и
(направляющей) частей.
Режущая часть выполняет основную работу по нарезанию резьбы. Нарезание
осуществляется режущими кромками резьбовых гребенок, высота зубьев которых
постепенно увеличивается. По мере ввинчивания метчика в отверстие режущая часть
прорезает резьбовые канавки. Каждый зуб режущей части срезает небольшую часть
металла, а после прохода всей режущей части образуется резьба полного профиля.
За режущей частью метчика расположена калибрующая часть, которая служит для
зачистки профиля нарезанной резьбы. Хвостовиком метчик закрепляют в воротке во
время работы.
Изготавливают метчики из инструментальной углеродистой, легированной или
быстрорежущей стали. Ручные метчики выпускаются в комплектах, состоящих из двух
штук: метчики для черновой и чистовой обработки. Могут выпускаться и
комплектами из трех штук: из чернового, получистового и чистового нарезания
резьбы .Черновой метчик выполняет основную работу и срезает до 60 % слоя металла,
подлежащего снятию. Получистовой метчик срезает до 30 % слоя металла. Чистовой
метчик придает резьбе окончательную форму и размеры и срезает остальные 10 %
слоя металла. Внешне метчики одного комплекта отличаются размерами режущих
частей. У чернового метчика она самая большая, у получистового – меньше.
У чистового — еще меньше. В комплектах метчики маркируются следующим образом:
у чернового метчика на хвостовике одна риска, у получистового — две, у чистового —
три.
Воротки для закрепления ручных метчиков во
время работы могут иметь разное устройство.
Часто применяются нерегулируемые воротки
обычно с тремя квадратными окнами разных
размеров под различные квадраты
хвостовиков метчиков. Применяются и более
универсальные воротки с регулируемыми
отверстиями
5. Приемы нарезания внутренней резьбы.
При нарезании внутренней резьбы метчиком вначале готовят отверстия под нее.
Сверло берут несколько большего диаметра, чем внутренний диаметр требуемой
резьбы: если эти диаметры будут равны, то металл, выдавливаемый при нарезании,
будет сильно нажимать на режущие кромки метчика. В результате кромки нагреются
и к ним будут прилипать частицы металла; резьба получится с рваными гребешками.
По этой причине возможна даже поломка инструмента.
Вместе с тем нельзя делать отверстия под резьбу диаметром
значительно большим, чем размер внутреннего диаметра
резьбы, — резьба получится неполного профиля.
Диаметр отверстия под резьбу определяют по специальным
таблицам. Полученное отверстие под резьбу зенкуют
конической зенковкой 90°, чтобы получить фаску в верхней
части отверстия для лучшего входа метчика при нарезании
резьбы.
Рабочую часть первого (чернового) метчика смазывают ма—
шинным маслом и вставляют его заборной частью в отверстие так.
чтобы ось метчика совпала с осью отверстия, затем на хвостовик
метчика надевают вороток. Левой рукой вороток прижимают к
метчику, а правой рукой вращают по направлению резьбы до тех
пор, пока метчик не врежется на несколько витков и не займет
устойчивое положение. В это время можно проверить
установку метчика угольником.
После этого вороток берут за рукоятки обеими руками и вращают с перехватом рук
каждые пол—оборота. Для облегчения работы и получения чистой
резьбы вороток вращают вначале па один—полтора оборота вперед,
затем на пол—оборота назад и т. д.. Благодаря такому возвратно—
вращательному движению метчика стружка ломается, делается
короткой, а процесс резания значительно облегчается.
Нарезав полностью резьбу, вращением воротка в обратную сторону метчик
вывертывают из отверстия. Такими же приемами нарезают резьбу вторым (чистовым)
метчиком. Если комплект метчиков состоит из трех штук, то сначала нарезают резьбу
первым, затем вторым и окончательно третьим (чистовым) метчиком.
Нарезая резьбу в мягких и вязких металлах (медь, алюминий, латунь и др.), метчик
периодически вывертывают из отверстия и очищают его канавки от
стружки.
Есть некоторые особенности нарезания резьбы в глухих (не—
сквозных) отверстиях. Глубина такого отверстия должна быть не—
сколько больше длины нарезаемой части. Нужно рассчитать, чтобы
при нарезании резьбы рабочая часть метчика могла немного выйти
за пределы нарезаемой части. Если такого запаса в отверстии не
будет, то резьба получится неполной. Правильность нарезания
резьбы можно проверить соответствующим винтом.
На предприятиях резьбу нарезает слесарь.
Такие работы широко применяют в различных видах
производства. В зависимости от вида выполняемых работ
существуют специальности: слесарь—инструментальщик,
слесарь—лекальщик и др., к которым предъявляют особенно
высокие требования.
Слесарь—инструментальщик выполняет работы, которые
невозможно выполнить на точном и совершенном
оборудовании: например, изготовление сложных сопряженных профилей матриц и
пуансонов, штампов и пресс—форм, обработка и гравирование рельефных
изображений на матрицах и др. Слесарь—инструментальщик должен быть технически
грамотным, свободно читать чертежи и знать характеристику и особенности
обработки металлов и сплавов; применяемых в инструментальном производстве. При
работе в единичном производстве ему необходимо владеть смежными профессиями,
например токаря, фрезеровщика или шлифовщика.
III. Практическая часть.
П р а к т и ч е с к а я р а б о т а «Нарезание наружной и внутренней резьбы
вручную».
1. Организация рабочего места.
Для выполнения работы понадобятся: слесарный верстак, сверлильный станок,
тиски, плашка, плашкодержатель, метчик, вороток, свёрла, кернер, напильник,
гайка и винт для контроля резьбы, машинное масло.
2. Вводный инструктаж.
Задание1: Нарезание наружной резьбы
1) закрепите заготовку в тисках;
2) опилите напильником фаски 2 х 45° с обоих концов шпильки;
3) смажьте стержень машинным маслом;
4) нарежьте резьбу на длину / с одного конца шпильки;
5) проверьте качество резьбы с помощью гайки;
6) переустановите заготовку в тисках другим концом;
7) нарежьте резьбу на втором конце шпильки, предварительно
смазав машинным маслом;
проконтролируйте качество изготовленного изделия.
9) протереть инструменты, сдать работу учителю
Задание2: Нарезание внутренней резьбы
1)По чертежу изделия, заданного учителем, определить размер метрической резьбы.
2)По таблице подберите необходимое сверло
3)На заготовке разметить и просверлить отверстие для нарезания резьбы
4)Закрепить заготовку в тисках
5)Установить метчик № 1 в отверстие, на хвостовик метчика надеть вороток. При
необходимости рабочую часть метчика смазать
6)Плавно повернуть вороток на 2—3 оборота, следя за тем, чтобы ось вращения
метчика совпадала с осью отверстия
7)Почувствовав, что метчик врезался в металл, снять вороток и угольником из двух
взаимно—перпендикулярных положений проверить правильность положения
метчика.
8)Убедившись, что ось метчика совпадает с осью отверстия, нарезать его до конца
9)Вывинтить метчик № 1, снять с него вороток. Протереть метчик и положить на
место.
10)Взять метчик № 2, завинтить его в отверстие руками, надеть вороток и прорезать
резьбу.
11)Если комплект имеет три метчика, закончить нарезание резьбы метчиком № 3.
12)Проверить качество резьбы.
13)Протереть инструменты, сдать работу учителю.
П р а в и л а техники безопасности.
1. Следите, чтобы не было перекоса метчика, особенно осторожно нарезайте
резьбу в глухих и мелких отверстиях.
2. Правильно выбирайте диаметр сверла для сверления отверстия под резьбу.
3. Своевременно смазывайте инструмент.
4. Надёжно закрепляйте плашку и метчик в держателях.
5. Соблюдайте требования безопасности труда. Не трогайте руками гребешки
нарезанной резьбы, так как они могут поранить пальцы острыми и рваными
краями.
6.Очищая инструмент от стружки, пользуйтесь щеткой, а не смахивайте ее
руками, так как можно поранить пальцы о режущие кромки плашки или метчика.
3. Текущий инструктаж.
Задания учащиеся выполняют вместе с учителем. Текущие наблюдения учителя,
контроль за соблюдением правил техники безопасности, ответы на возникающие
вопросы в процессе работы, проверка правильности выполнения заданий.
Возможные ошибки в работе.
1) нечистая или рваная резьба; причины: отсутствие или недостаточная смазка
стержня и инструмента, перекосы плашки или метчика, неправильный подбор
диаметра стержня;
2) резьба неполного профиля; причина — малый диаметр стержня или большой
диаметр отверстия;
3) поломка инструмента; причины: несоответствие диаметра стержня диаметру
резьбы, перекосы в установке инструмента.
4. Заключительный инструктаж.
Разбор допущенных ошибок и анализ причин, их вызвавших; разъяснение
возможностей применения полученных знаний, умений и навыков в дальнейшем
изучении технологии обработки металлов.
Домашнее задание.
1. Изучить параграф №24 стр. 112
2. Выучить новые термины и определения, ответить на вопросы.
Уборка рабочих мест.
Подведение итогов урока.
Что вы узнали нового? Чему смогли научиться?
Смогли бы вы теперь самостоятельно выполнить такую работу дома?
Как вы оцениваете работу на уроке а) свою, б) класса в целом, в) учителя.
|
Тема: |
Нарезание внутренней резьбы |
|
Цель: |
а) способствовать усвоению и закреплению знаний о методах нарезания внутренней резьбы, видах резьбы, об инструментах и приспособлениях для нарезания внутренней резьбы, их разновидности и приемах нарезания внутренней резьбы. Обеспечить условия для формирования умений и навыков по изготовлению изделий с внутренней резьбой “гайка”; |
|
Оборудование: |
верстак слесарный, плакат ”Нарезание резьбы на внутренних поверхностях”, метчик и вороток |
|
Меж. предметная связь: |
физика, математика |
|
Тип урока: |
практический |
|
Объект работы: |
гайка |
Ход урока.
-
Организационная часть.
Приветствие.
Проверка посещаемости.
Назначения дежурства в кабинете.
Объяснение цели урока и задач, поставленных перед учащимися.
-
Повторение и проверка домашнего задания.
Тест по теме опиливание сортового проката
-
Опиливание – это:
а) снятие фаски;
б) спиливание верхнего слоя;
в) срезание с заготовок небольшого слоя металла при помощи напильника.
2. Что имеется на поверхности рабочей части напильника?
а) ребро;
б) грань;
в) насечка;
3. На каком расстоянии от конца напильника должен находиться мизинец?
а) 5 – 10 мм;
б) 20 – 30 мм;
в) 40 – 50 мм.
4. Из каких пород изготавливают ручки напильников?
а) берёзы, клёна, ясеня;
б) сосны, пихты;
в) липы, пихты, осины.
5. Как называются не большие напильники?
а) личные;
б) бархатные;
в) надфили.
-
Ознакомление с новым материалом.
Беседа
1) Что такое метчик, и из каких частей он состоит?
Метчик–это приспособление для нарезания резьбы, он состоит из рабочей части и хвостовика.
2) Что такое вороток и для чего он предназначен?
Для закрепления метчиков во время работы.
3) Какие виды воротков вы знаете?
Раздвижные и нерегулируемые с тремя квадратами.
Форма организации деятельности: фронтальная.
Метод: объяснение нового материала, демонстрация плакатов.
При ручной обработке металлов внутреннюю резьбу нарезают метчиками.
Метчик состоит из двух основных частей: рабочей и хвостовика. Рабочая часть представляет собой винт с резьбой определенного профиля и продольными канавками — она-то и служит для непосредственного нарезания резьбы. Стружка при нарезании резьбы размещается в продольных канавках, поэтому их называют стружечными.
Рабочая часть, в свою очередь, состоит из режущей (заборной) и калибрующей (направляющей) частей.
Режущая часть выполняет основную работу по нарезанию резьбы. Нарезание осуществляется режущими кромками резьбовых гребенок, высота зубьев которых постепенно увеличивается. По мере ввинчивания метчика в отверстие режущая часть прорезает резьбовые канавки. Каждый зуб режущей части срезает небольшую часть металла, а после прохода всей режущей части образуется резьба полного профиля.
За режущей частью метчика расположена калибрующая часть, которая служит для зачистки профиля нарезанной резьбы. Хвостовиком метчик закрепляют в воротке во время работы.
Метчики могут выпускаться комплектами из трех штук: для чернового, получистового и чистового нарезания резьбы.
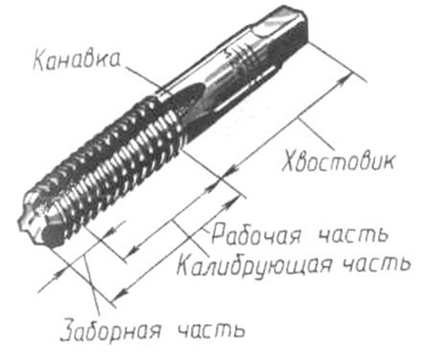
Рисунок 1. Метчик.
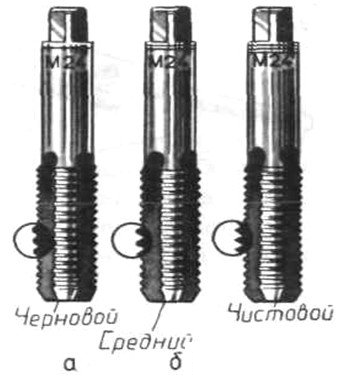
Рисунок 2. Комплект метчиков:
а — черновой; б — получистовой (средний); в — чистовой.
Воротки служат для закрепления ручных метчиков и во время работы могут иметь разное устройство. Часто применяются нерегулируемые воротки. Обычно с тремя квадратными окнами разных размеров под различные квадраты хвостовиков метчиков (рис.3,а). Применяются и более универсальные воротки с регулируемыми отверстиями (рис. 3,б).
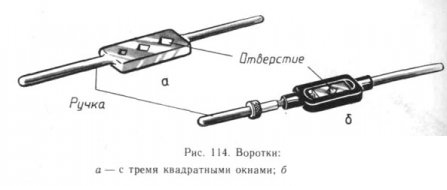
Рисунок 3. Воротки
При нарезании внутренней резьбы метчиком вначале готовят отверстия под нее. Сверло берут несколько большего диаметра, чем внутренний диаметр требуемой резьбы; если эти диаметры будут равны, то металл, выдавливаемый при нарезании, будет сильно нажимать на режущие кромки метчика. В результате кромки нагреются, и к ним будут прилипать частицы металла; резьба получится с рваными гребешками. По этой причине возможна даже поломка инструмента. Вместе с тем нельзя делать отверстия под резьбу диаметром значительно большим, чем размер внутреннего диаметра резьбы,— резьба получится неполного профиля.
Диаметр отверстия под резьбу определяют по специальным таблицам (см. приложение). Полученное отверстие под резьбу зенкуют конической зенковкой 90 °, чтобы получить фаску в верхней части отверстия для лучшего входа метчика при нарезании резьбы.
Рабочую часть первого (чернового) метчика смазывают машинным маслом и вставляют его заборной частью в отверстие так, чтобы ось метчика совпала с осью отверстия, затем на хвостовик метчика надевают вороток (рис.4, а). Левой рукой вороток прижимают к метчику, а правой рукой вращают по направлению резьбы до тех пор, пока метчик не врежется на несколько витков и не займет устойчивое положение. В это время можно проверить установку метчика угольником (рис. 4, б).
После этого вороток берут за рукоятки обеими руками и вращают с перехватом рук каждые пол-оборота. Для облегчения работы и получения чистой резьбы вороток вращают вначале на один-полтора оборота вперед, затем на пол-оборота назад и т. д. (рис. 4, в). Благодаря такому возвратно-вращательному движению метчика стружка ломается, делается короткой, а процесс резания значительно облегчается.
Нарезав полностью резьбу, вращением воротка в обратную сторону метчик вывертывают из отверстия. Такими же приемами нарезают резьбу вторым (чистовым) метчиком. Если комплект метчиков состоит из трех штук, то сначала нарезают резьбу первым, затем вторым и окончательно третьим (чистовым) метчиком.
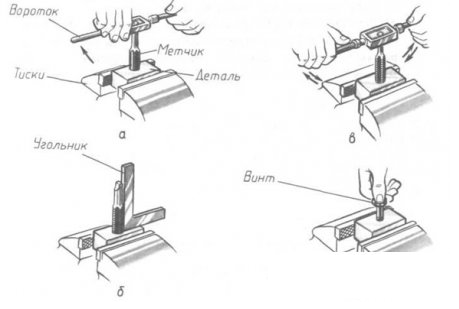
Рис. 4. Нарезание резьбы метчиком:
а — установка метчика и воротка для нарезания резьбы; б — проверка положения метчика угольником; в — приемы нарезания внутренней резьбы; г — проверка качества резьбы соответствующим винтом.
IV. Закрепление новой темы
Метод: беседа.
1. Из каких основных частей состоит метчик?
Из рабочей части и хвостовика
2. Как устроена рабочая часть метчика?
Состоит из винта с резьбой определенного профиля и продольными канавками.
3. В каких комплектах выпускается метчик?
Метчики могут выпускаться комплектами из трех штук: для чернового, получистового и чистового нарезания резьбы.
4. Какие воротки применяются для закрепления метчиков во время работы?
Нерегулируемые обычно с тремя квадратными окнами и более универсальные с регулируемым отверстием.
-
Практическая работа
Форма организации деятельности: фронтальная.
Метод: практическая работа, беседа, вводный и текущий инструктаж, демонстрация наглядного изделия.
Вводный инструктаж:
1. Следите, чтобы не было перекоса метчика, особенно осторожно нарезайте резьбу в глухих и мелких отверстиях.
2. Правильно выбирайте диаметр сверла для сверления отверстия под резьбу.
3. Своевременно смазывайте инструмент.
4. Соблюдайте требования безопасности труда. Не трогайте руками гребешки нарезанной резьбы, так как они могут поранить пальцы острыми и рваными краями, очищайте метчик от стружки только щеткой.
Практическая работа «Изготовление гайки»
Далее учащимся раздаются заготовки, из которых они должны будут сделать гайку в последовательности по технологической карте.
Текущий инструктаж
Учащиеся выполняют задание по изготовлению гайки. Текущие наблюдения учителя, контроль за соблюдением правил безопасности, ответы на возникающие вопросы в процессе работы, проверка правильности и аккуратности при выполнении задания.
VI. Итог урока
Метод: беседа, демонстрация выполненных изделий.
Критерии оценки:
1. Точность соблюдения размеров выполняемого изделия;
2. Качество изделия.
“5”– выполняют все требования, аккуратно выполненная работа, правильные ответы;
“4”– в ответах допускаются неточности, которые самостоятельно исправляются учащимися, отдельные случаи неправильного выполнения трудовых приемов;
“3”– в ответах допускаются неточности, которые исправляются м помощью учителя, неверное выполнение трудовых приемов, правил техники безопасности, которые повторяются и после замечания учителя;
“2”– ответы свидетельствуют о незнание учащихся основных положений учебного материала, многократно нарушаются правила техники безопасности, трудовые приемы выполняются неправильно и неаккуратно.
Обзор воротков для метчиков

Содержание
- Общее описание
- Виды
- Как сделать своими руками?
Метчик – это как бы «плашка наоборот». Нарезается не наружная (на гладкой арматуре или проволоке), а внутренняя (в засверленной заготовке под гайку, болванку) резьба. Метчикодержатель характеризуется механизированным способом применения (в патроне шуруповёрта) или ручным (вороток).


Общее описание
Вороток для метчика в ручном исполнении выпускается в виде прямой и Г-образной конструкции. Основными компонентами метчикодержателя служат:
- призматическая рамка;
- статичная рукоятка;
- съёмная рукоятка с трещоткой, фиксирующей смену местоположения при повороте на определённый угол.
В качестве дополнительных деталей – подвижные накладки и приспособление для их обездвиживания в составе настраиваемых держателей метчика.


Из-за своей стандартизированной формы в виде квадратного элемента (согласно нормативам ГОСТ №3266) присутствующие на рынке инструментов метчикодержатели унифицированы. Они совместимы с левой и правой резьбой, работают на дюймовых и метрических резаках. По исполнению держатель для метчика может оказаться с плоским или Г-образным держателем, с радиальным или осевым движением резака, с возможностью регулировки свободной секции под хвостовую часть.

Держатель для метчиков обладает одним, двумя или тремя посадочными секциями – в соответствии с диаметром нарезаемой резьбовой канавки. Осевое движение предполагает торцевое исполнение инструмента и работает при крайне ограниченном свободном доступе в месте нарезки.
Торцевой метчикодержатель требует большего усилия при нарезке – с целью облегчения труда в инструмент вмонтирована трещотка, надёжно фиксирующая резак для перестановки рукоятки.

Виды
По размерам (внутреннему диаметру) резьбового отверстия, согласно отечественному ГОСТ, на рынке распространены воротки под метчики диапазонов М3-М12, М6-М20, М8-М36, М1-М12, М1-М10, М4-М12, М8-М25 и ряд других. Чем мощнее и толще вороток, тем большее усилие к метчику может приложить мастер. По исполнению, помимо вышеупомянутых торцевых метчикодержателей, на рынке ручных резаков присутствует держатель для метчика с призмой, а также универсальный.


Призматический метчикодержатель – две накладки в оправе, при этом одна входит в другую, подобно элементам мозаики или пазла. Прямоугольные призмы, сомкнувшись, образуют в середине незанятый просвет квадратной формы, в который вставляется резак с таким же по форме и размеру хвостовиком.
Это напоминает систему «шатун-каретка» на велосипеде: крепление педалей на оси втулочного механизма в данном случае представляет собой квадратный зазор, в который вставляется (и затягивается с помощью гайки или болта) кареточный шток.

Точно так же себя ведёт и метчик при его фиксации в метчикодержателе. Затяжка хвостовика в держателе осуществляется при помощи регулируемых перекладин воротка.
Универсальный метчикодержатель – тот же призматический раздвижной вспомогательный инструмент. Для совместной работы с торцевым трещоточным метчиком в комплекте к держателю поставляется переходник, оснащённый такой трещоткой. Это позволяет использовать оба ранее рассмотренных вида резаков, обойдя зависимость выбираемого резака от типа вороткового держателя.


Как сделать своими руками?
Простейший держатель-вороток изготавливается следующим способом.
- Просверлите в центре куска (например, 5 см) квадратного арматурного прута сечением, к примеру, 400 мм2 (сторона квадрата составляет 20 мм) отверстие под болты М10. В данном примере используется метчик с левой резьбой на хвостовике под гайки М10. Отверстие под метчик сверлится строго по центру (середине) куска прута. Глубина отверстия – половина или ? толщины прута. Например, 20-миллиметровый прут засверливается до 10… 13 мм.
- Нарежьте с помощью другого метчика резьбу в этом центральном отверстии. Рекомендуется разрезать левую – правая мешала бы работе с таким воротком, резак бы отвинчивался при нарезке заготовок. Вкрутите метчик, убедитесь, что он «сидит» там надёжно.
- В торцах куска прута просверлите такие же отверстия под перекладины воротка, например, глубиной до 1… 1,5 см. Нарежьте в них аналогичную резьбу.
- Вкрутите в боковые отверстия отрезки шпильки. Например, длина каждой – 10 см. Наденьте на них – для удобства работы – термоусадочные трубки или кусок обычного тонкого шланга.

Совет: строго придерживайтесь прямоугольности при засверливании. Перекос хотя бы на градус в любую из сторон причинит неудобство при работе и будет способствовать более интенсивному износу и резака, и держателя. Рекомендуется все работы по засверливанию производить на сверлильном станке, на котором уже на заводе выставлена прямоугольность (перпендикулярность) хода сверла.
Если основа держателя выполнена из сорта стали, который применяется для изготовления стройарматуры А400-А500, то можно после нарезки и опробования держателя закалить его в машинном масле – подобно закалке самодельных ножей, пил и топоров. Калёная сталь в разы более износостойкая, чем незакалённая. Закалка воротка сделает приспособление долговечным. Либо рекомендуется раздобыть инструментальную сталь – например, использовать сломанный большой ключ или пассатижи в качестве заготовки под вороток. Засверливание и пиление воротковой основы выполняется сверлом и диском, обладающими алмазным покрытием.


Изготовление призматического держателя несколько более сложно. Половинки прижимных обкладок, приводимых в движение воротками, затачиваются на фрезерном станке, что значительно облегчит данную обработку воротка машинка с ЧПУ. Применение лазерной и фрезеровальной резки приближённо одинаково – точность ЧПУ устройств позволяет легко копировать большое количество одинаковых деталей. Половинки, прижимающие метчик, изготавливаются из толстостенной пластины (10-20 мм) листовой стали.


Далее половинки размещаются в сваренной из П-профиля рамке, в которой просверливаются отверстия для ручных половинок воротка. Но половинки можно соединять и без рамки – те же резьбовые стержни воротка придадут ему наиболее устойчивое положение, благодаря которому хвостовик метчика зажимается основательно. Половинки зажима засверливаются встречно-соосно: вкручиваемые шпильки, за которые берётся мастер при нарезке резьбы в заготовках, проходят через первую половинку-призму – с одной из сторон – и наполовину заходят во вторую.

Бестрещоточный механизм намного более прост в изготовлении, поскольку для трещотки потребовалась бы ещё и деталь, в которой устанавливается один или два шарикоподшипника. Как показывает практика, главное – обеспечить исправность и долговечность воротка-держателя в течение многих лет. Усложнённая конструкция на подшипниках – решение для мастеров, прошедших первый уровень опыта самостоятельного изготовления ручных инструментов в гаражных условиях.
