Основное время при строгании
Основное (технологическое) время при строгании и
долблении плоскостей (рис. 297,
а, б и в) определяется по формуле
Т0 = B / n ּ S ּ i мин,
где В — ширина строгания в мм; n— число двойных ходов в мин; S —
прямолинейная, периодическая подача в мм/дв. х; i — число проходов, t — глубина
резания в мм и h — припуск на обработку в мм.
Число проходов равняется отношению припуска на обработку к глубине
резания, т. е.
i = h / t.
Число двойных ходов n, входящее в формулу основного времени, представляет
собой число двойных ходов долбяка, равное числу оборотов вращающейся кулисы для
долбежных станков, или число двойных ходов ползуна, равное
числу оборотов кулисного камня для поперечнострогального станка, или число
двойных ходов стола для продольнострогальных станков.
Каждый двойной ход совершается на пути 2L, где L — расчетная длина (рис. 297,
а, б и в). Расчетная длина L = l + (l+ l2)мм,
где l — длина обрабатываемой поверхности в мм, l1 + l2
— величина перебега ползуна или стола в зависимости от типа станка в мм.
Расчетная длина влияет на число двойных ходов. Величина перебега l1 +
l2 равна 30 ÷ 70 мм для поперечнострогальных станков и 100 ÷ 400 мм
для продольнострогальных станков.
Ширина строгания В (рис. 297, б и в) равна
B = b + (b1 + b2) мм,
где b —ширина обрабатываемой поверхности в мм; b1—путь врезания в
мм; b2 — путь перебега резца (обычно 2 ÷ 5 мм).
Путь врезания определяется по формуле
b1 = t ּ ctg φ,
где t — глубина резания в мм, φ — угол наклона главного режущего лезвия
резца.
Промышленное оборудование
- Хиты
- Новинки
- Спецпредложения
Хит

Грузоведущий конвейер применяется на операциях сборки кузовов, кабин и рам автомобилей. Узел автомобиля перемещается на специальной тележке, оборудованной устройством сцепления с цепью.
Хит

Портально фрезерный станок с ЧПУ Axis FZ1 предназначен для высокоточной металлообработки крупногабаритных заготовок, размер которых может доходить до нескольких метров, а масса — составлять несколько тонн.
Хит

Сверлильный портальный станок с ЧПУ Axis DZ1 — это современное оборудование, созданное для выполнения, таких задач как фрезерование, гравировка, сверление.
Хит

Новинка

Ленточнопильный станок с ЧПУ Axis S2 — это эффективный
инструмент для металлообработки, предназначенный для распиливания прокатных,
кованых, литых заготовок (круглый металлопрокат, трубы, уголки, швеллеры и
прочие изделия).
Новинка

Станок ЧПУ для резки металла Axis С1 — высокоточное металлообрабатывающее оборудование, предназначенное для раскроя листового проката, фигурной и прямолинейной резки листового металла.
Новинка


Так все больше распространение получают ленточные конвейеры или системы конвейеров на базе пластиковой модульной ленты.
Строгание – процесс снятия слоёв металла с плоских поверхностей заготовок.
Применяется, наряду с фрезерованием, но отличается иной кинематикой движения рабочего инструмента: если фреза совершает вращательное движение, то резец на строгальном станке – возвратно-поступательное. На таком оборудовании иногда выполняют также пазы и канавки. 
Разновидности
Строгальный станок по металлу может быть продольно-строгальным или поперечно-строгальным. Принцип обработки заготовок на этих разновидностях принципиально различен. Продольно-строгальные станки предназначены для обработки сравнительно коротких поверхностей, поэтому в них перемещение получает стол, к которому прикрепляется обрабатываемое изделие, в то время, как резец устанавливается в резцовой головке суппорта, и относительно станины станка не движется. В поперечно-строгальном станке всё наоборот: движется резец, а установленный на столе полуфабрикат – неподвижен. Строгальные станки проигрывают фрезерным в производительности, поскольку имеют стадию холостого хода, когда заготовка или резец перемещаются в новое положение. Зато привод не является таким энергоёмким, т.к. вращательное перемещение рабочего инструмента (как в фрезерных станках) требует от приводного электродвигателя повышенных затрат работы.
Классификация рассматриваемого металлорежущего оборудования может быть произведена и по другим параметрам:
- По типу привода. Выпускаются агрегаты с гидравлическим приводом хода стола (или инструмента), а также с кривошипно-кулисным вариантом привода. У первых скорости подвижных узлов – постоянны, а у вторых могут изменяться сообразно особенностям технологии обработки. Для этого достаточно переустановить в новое положение камень кулисного механизма.
- По количеству рабочих поверхностей, которые могут обрабатываться одновременно. Четырёхсторонние строгальные станки по металлу могут вести обработку одновременно по всем граням полуфабриката, в то время, как двухсторонние – только с противоположных сторон. Соответственно, суппорт станков первой разновидности имеет более сложную конструкцию и предназначается для установки четырёх резцов. Односторонние станки – преимущественно малогабаритные.
- По мощности привода. Малогабаритные станки ограничены в своих функциональных возможностях, но привлекают потребителя небольшой ценой и компактностью, поэтому могут устанавливаться на небольших металлообрабатывающих производствах, или даже в частных мастерских.
- По конфигурации перемещения инструмента или стола. Для сложных траекторий производятся фасонно-строгальные станки по металлу, которые снабжаются системой ЧПУ. Они находят применение в мелкосерийном производстве, при необходимости получения на изделиях сложных плоских поверхностей. Квалификация рабочего при этом особого значения не имеет, поскольку все перемещения выполняются по заблаговременно введенным в память системы координатам.
Устройство
Для качественного выполнения возложенных на него функций, строгальные станки должны иметь в своём составе следующие узлы:
- станину;
- суппорт с одним или несколькими резцедеражателями;
- раму (на крупных станках рама имеет портальную конфигурацию, на более мелких – выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жёсткость;
- блока управления.
Для рабочих перемещений резца в продольно-строгальных станках используется кривошипно-кулисный привод. Многочисленные варианты его настройки позволяют производить операции с металлом по вертикальным, горизонтальным и даже наклонным плоскостям.  Изменение скорости перемещения подвижных частей производится коробкой передач, в которой имеется набор нескольких шестерённых пар. Включая (вручную, либо по программе) в работу определённую пару, получают новую скорость движения заготовки или инструмента. Выбор зависит от механических характеристик обрабатываемого металла. Для менее пластичных материалов используют силовое резание, с увеличенными скоростями подачи, а пластичные заготовки строгают с уменьшёнными скоростями, чтобы исключить налипание стружки на резец, уменьшить потери на трение и снизить температурную деформацию заготовки.
Изменение скорости перемещения подвижных частей производится коробкой передач, в которой имеется набор нескольких шестерённых пар. Включая (вручную, либо по программе) в работу определённую пару, получают новую скорость движения заготовки или инструмента. Выбор зависит от механических характеристик обрабатываемого металла. Для менее пластичных материалов используют силовое резание, с увеличенными скоростями подачи, а пластичные заготовки строгают с уменьшёнными скоростями, чтобы исключить налипание стружки на резец, уменьшить потери на трение и снизить температурную деформацию заготовки.
Номенклатура и обозначение
Все типоразмеры строгального оборудования входят в группу станков для обработки плоских поверхностей. При этом отдельно маркируются станки общего назначения (как поперечно-, так и продольно-строгальные), специализированные и специальные. Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первый индекс – цифра – определяет отнесение станка к определённому виду. Для рассматриваемого оборудования это всегда цифра 7. Далее следует цифра, которая указывает на тип станка:
- 1 – одностоечный продольно-строгальный;
- 2 — двухстоечный продольно-строгальный;
- 3 – поперечно-строгальный;
 Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. Например, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. Например, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ ГОСУДАРСТВЕННОГО КОМИТЕТА СССР ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ
УКРУПНЕННЫЕ НОРМАТИВЫ
ВРЕМЕНИ на работы, выполняемые на металлорежущих стан ках
ЕДИНИЧНОЕ МЕЛКОСЕРИЙНОЕ И СРЕДНЕСЕРИЙНОЕ ПРОИЗВОДСТВО
часть
IV
Строгальные и долбежные станки
МОСКВА ЭКОНОМИКА 1989
Настоящий сборник является переработанным и дополненным изданием ранее выпущенных общсмашииосгроительиых нормативов того же наименования и предназначен для нормировщиков, технологов и других инженерно-технических работников, занятых ра!рабогкой технически обоснованных норм времени на станочные работы в условиях единичного, мелкосерийного и среднесерийного производства. Нормативы рекомендованы для применения на нрслнрни|иих машинос’роснич и металлообработки.
Сборник содержи г нормативы подгогоыи t ельно-заключительного времени, времени на установку и снятие детали, укрупненные нормативы неполного штучного времени на рабочий ход для условий единичного и мелкосерийного производства и нормативы времени на обработку единицы длины поверхности для участков со среднесерийным типом производства.
Настоящие нормативы разработаны ЦПКТБ «Системпроект» Миилегпишемаша под методическим руководством Центрального бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам при участии нормативно-исследовательских организаций и предприятий машиностроительных министерств
С введением в действие данных нормативов отменяются Общемашиностроительные укрупненные нормативы времени на работы, выполняемые на металлорежущих станках. Вдииичное и мелкосерийное производство. Часть I. Токарные, токарно-карусельные. строгальные и долбежные станки (М . 1969, 1971, 1973, 1975)
Срок действия нормативов до 1991 г.
В конце настоящего сборника помещен бланк опыва, который заполняется предприятием, организацией и направляется в адрес ЦБПГ 109028, Москва, уд. Солянка, д. 3, строение 3.
© Издательстве «Экономика», 1989
Обеспечение межотраслевыми нормативными материалами по труду осуществляется по Книготорговому бюллетеню или Аннотированному плану выпуска литературы издательства «Экономика» через книюторговую сеть на местах по заявкам предприятий и организаций.
КБ-59-101-88
2704040000-090 ° 0IK0IHW ISBN 5—281-00545-Х
Определение подготовительно-заключительного времени
Подготовительно-заключительное время определяется по карте 2.
По технологическому процессу работа выполняется на столе с креплением болтами и планками без переустановки детали и переналадки станка.
Подготовительно-заключительное время на наладку средней сложности принимается равным 18 мин.
Определение нормы времени на установку и снятие детали
Время на установку и снятие детали определяется по карте 3. При установке детали массой 3000 кг на столе с базированием по необработанным поверхностям и выверкой по разметке при закреплении болтами с планками время на установку и снятие детали— 33 • 1,2—39,6 мин (примечание 1, поз. 7).
Определение неполного штучного времени на обработку поверхности
1. Неполное штучное время на обработку поверхностей 1 и 4, поверхностей 2 и 3, поверхностей 5 и 6 устанавливается в соответствии с технологическим процессом при одновременной работе двумя резцами.
2. По карте 8 неполное штучное время устанавливается для обработки каждой отдельной поверхности в соответствии с обрабатываемыми размерами и величиной снимаемого припуска и принимается наибольшее время.
3. Возможность одновременной обработки двумя резцами проверяется по мощности, допускаемой электродвигателем станка.
Согласно карте 8 мощность, потребная на резание при обработке серого чугуна с глубиной резания t—12 мм и подачей S — 2,5 мм двойного хода, равна 8,8 кВт для работы одним резцом или NP —17,6 кВт при одновременной работе двумя резцами.
Для настоящего случая при обработке на станке с мощностью электродвигателя 40 кВт с учетом к.п.д станка ( л—0,8) возможна одновременная обработка только двумя резцами (NP—8,8*2 — —17,6 кВт).
4. Обработка поверхностей 1 и 4. На поверхность 1 время табличное составляет 20 мин. На поверхность 4—7,0 мин. Принимаем наибольшее—20 мин.
Обработка поверхностей 2 и 3. Принимаем аналогично наибольшее время—20 мин.
Обработка одинаковых поверхностей 5 и 6. Принимаем одно значение, равное 7,0 мин.
5. По карте 8 устанавливаются поправочные коэффициенты на время обработки при измененных условиях работы:
а) коэффициент, зависящий от числа одновременно работающих
II
суппортов, устанавливаемый при обработке поверхностей одинаковых размеров, в данном случае для поверхностей 1 и 4, поверхностей 2 и 3 и поверхностей 5-6, равен 1,2;
б) коэффициент, зависящий от угла в плане для поверхностей 5 и 6, обрабатываемых резцом с углом в плане Ф—90°, равен 1,2.
Определение нормы временя
Единичное и мелкосерийное проииодстео
|
|||||||||||||||||||||||||||||||||||
|
•Ци-97,7.1,0-1,0-97,7, где 1,0 — коэффициент на партию деталей (из карты 1); 1,0 — коэффициент на многостаночное обслуживание (из карты 1). |
|
Таблица 2 |
|||||||||||||||||||||||||||||||||||||||||||
|
Н»р — Тм + ———97.7 + 97,7+3.6 — ЮМ мин.
О 5
1.8.2. Пример расчета нормы времени на поперечно-строгальном станке. Единичное и мелкосерийное производство.
Рис. 1.2.
Исходные данные:
станок — поперечно-строгальный, модель 7Е35, Na — 5,0 кВт; деталь—нижняя плита;
обрабатываемый материал—сталь 35, о. -0,53, ГПа. Поковка; операция —строгание основания плиты и верхней плоскости в размер по чертежу, обработка Rz40 за 2 прохода; масса детали—6 кг;
режущий инструмент—резец проходной из стали Р6М5; способ установки детали—в тисках; число деталей в партии — 20 шт.
Определение подготовительно-заключительного времени
Подготовительно-заключительное время определяется по карте 29. По технологическому процессу работа выполняется в две операции. В процессе работы при переходе к выполнению второй операции производится частичная переналадка станка, вызванная необходимостью смены крепежного приспособления и изменения режима работы.
Подготовительно-заключительное время на простую наладку равно 9 мин. Дополнительное время на установку тисков—3 мин.
|
Таблица 3 Определение нормы времени |
||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||
|
13 |
|
Продолжение |
|||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||
|
Tw -19.2 *0,9* 1-17,3 мин, где 0,9 — коэффициент на партию деталей (иэ карты 1); 1,0 — коэффициент на многостаночное обслуживание |
I fl XI
н»р — Тш+ -17,3+ —jjp- — 17,3 + 0.6 — 17.9 мин.
1.8.3. Пример расчета нормы времени на продольно-строгальном станке. Среднесерийное производство.
Исходные данные:
станок—продольно-строгальный модели 7210, Na—40 кВт, длина стола 3000 мм;
деталь—опорная балка 3;
обрабатываемый материал-чугун серый СЧ 18*36, НВ —1,86, ГПа;
14
операция—предварительное строгание (под старение) основания верхних и боковых плоскостей; масса детали—2600 кг;
режущий инструмент—2 проходных резца из ВК8 с ф—45°; 2 резца проходных с ф—90°изВК8;
способ установки детали—на столе с креплением четырьмя бол* теми и планками;
число деталей в партии—30 шт.
Определение подготовительно-заключительного времени
Определение подготовительно-заключительного времени производится по карте 54 в зависимости от числа работающих суппортов и длины рабочей поверхности стола. tn.i —16 мин. Дополнительно следует добавлять время на получение и сдачу инструмента (7 мин). Также следует добавлять время на установку резцового блока, равное 8 мин. Итого tn.,—16+7 + 8 — 31 мин.
Определение основного времени
Обработка поверхности 1. Для поверхности 1 длина /—2800 и В—400 мм. По карте 60 принимаем табличное значение длины /—3025 мм при глубине резания t—12 мм и Rz—160. При этом t0 —7,4 мин. Основное время на обработку поверхности 1 можно определить по формуле
= „ 30.7 иин.
где В—длина обработки в направлении подачи;
/i — величина врезания и перебега; i — число рабочих ходов.
Обработка поверхностей 2 и 3. Для поверхностей 2 и 3 /—2800 мм и В—120X2. Эти поверхности обрабатываются одновременно. Для расчета нормы штучного времени принимаем как обработку одной поверхности. По карте 60 принимаем табличное значение длины /—3025 мм при глубине резания t —20 мм. При этом toIOO—12,35 мин. Основное время на поверхностях 2 и 3 будет равно
= 17,66 мин-1,2 = 21,2 мин.
Обработка поверхностей 4 и 5. Эти поверхности также обрабатываются одновременно. Расчет основного времени ведется аналогично по карте 62 как отрезание. При глубине резания t—20 мм tO(00— 42 мин. Основное время в этом случае будет равно:
t0 — JLtg(yj)-. = 26,46 мин* 1,2 = 31,75 мин
15
Определение вспомогательного времени, связанного с переходом
При установке резца на черновой проход по разметке и при длине рабочей поверхности стола 3000 мм вспомогательное время будет равно 0,55 — 3 — 1,65 мин (карта 57). Дополнительно следует добавлять время на приемы, не вошедшие в комплексы:
изменить скорость движения стола 1 раз на 0,09 мин;
изменить величину подачи 2 раза по 0,08 мин;
установить и снять резец в державку 4 раза по 0,4 мин.
Итого: t. дополнительное равно 1,85 мин.
Вспомогательное время на установку и снятие детали определяется по карте 56, лист 1. При установке детали на столе с выверкой и креплением 4 болтами и массой детали 2600 кг t,,—10,5 мин.
На переустановку детали принимаем время, равное 10,5 мин. Итого 21,0 мин.
Вспомогательное время на операцию составит
t, — t..„+1, (0,55 • 3) +1,85 + 21,0 — 24,5 мин.
По карте 1 определяется поправочный коэффициент на вспомогательное время в зависимости от суммарной продолжительности обработки партии деталей по трудоемкости. При трудоемкости обработки партии деталей более 4 смен этот коэффициент равен 0,87.
1, — 24,5 • 0,87 — 21^ мин.
Определение времени на обслуживание рабочего места, отдых и личные потребности
Время на обслуживание рабочего места определяется по карте 54 и составляет 4,0%.
Время перерывов на отдых и личные потребности составляет 4% от оперативного по карте 53.
Определение нормы штучного времени
Норма штучного времени определяется по формуле
Т,„ = (to + ( I + —
=(83,65 + 24,5 • 0,87)I +-^-) =
“(83,65 + 21,3). 1,08= 104,95-1,08= 113,3 мин.
Определение нормы времени
Норма времени определяется по формуле
Н.р = Тш — 113,3 + — +г1+ 8 = 113,3+ 1,03= 114,33 мин. 16
|
Таблица 4 Определение нормы времени Среднесерийное производство |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2. ХАРАКТЕРИСТИКА ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ
И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Нормативы времени рассчитаны для применения при норми-ровании работ, выполняемых на оборудовании широко распростра-ценных на предприятиях конструкций отечественного производства. К числу распространенных конструкций относятся станки: продольно-строгальные 7210, 7212,7А256, 7242А и др., поперечно-строгальные 7835, 7Д36, 7Д37, 7Б35, 7Б36 и др., долбежные 7А412, 7Б412, 7А420,7Е420, 7Д430,7М430.
Технической и технологической характеристикой этих моделей станков является то, что они имеют полный набор подач, чисел двойных ходов и достаточную мощность.
|
Таблица 5 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Приведенные в сборнике нормативы времени на выполнение технологических операций рассчитаны на характерную для мелкосерийного, единичного и среднесерийного производства организацию труда и рабочих мест.
Уровень режимов резания был установлен с учетом использования режущих свойств инструмента и для обработки на современном, наиболее распространенном оборудовании.
18
При этом учитывались также возможности инструмента по его прочности (по сечению державки резца и размерам пластинки твердого сплава) и мощность станка.
Неполное штучное время обработки на строгальных станках установлено отдельно для станков средней и повышенной мощности.
При расчете основного (технологического) времени скорости обратного хода стола (или ползуна) были приняты с двойным увеличением по сравнению со скоростью рабочего хода (^ „—2^.0, но не ниже 30 м/мин для продольно-строгальных станков и на 25% выше (vk.x~ 1.25 ч>.д) Для поперечно-строгальных и долбежных станков.
Для продольно-строгальных станков нормативы неполного штучного времени рассчитаны на обработку поверхности одним резцом.
В целях лучшего использования оборудования и повышения производительности следует там, где это возможно, вести обработку одновременно несколькими суппортами, что сократит время обработки. Число одновременно работающих суппортов определяется исходя из конфигурации обрабатываемой детали с учетом расположения суппортов станка.
Выбранное число одновременно работающих суппортов должно быть проверено по мощности станка.
При проверке сумма значений мощности на резание для всех суппортов, определяемых по картам нормативов, не должна превышать эффективной мощности станка при данной скорости резания.
Кроме проверки по мощности, должна быть проведена проверка по неполному штучному времени для определения общего времени с таким расчетом, чтобы суммарное время при одновременной обработке несколькими суппортами не превышало время раздельной обработки каждой из этих поверхностей одним суппортом, что встречается в случаях, когда обрабатываемые поверхности имеют большую разницу в размерах по длине и ширине.
При одновременной обработке различных поверхhoci ей должен приниматься следующий порядок расчета неполного штучного времени:
определяется время на каждую из обрабатываемых поверхностей;
сравнивается неполное штучное время на обработку всех поверхностей и в норму штучного времени включается только время обработки одной поверхности, для которой неполное штучное время строгания имеет наибольшее значение, при этом неполное штучное время, установленное по карте нормативов на обработку этой поверхности, умножается на коэффициент 1,2.
Время обработки других поверхностей считается перекрываемым и в норму штучного времени не включается.
При обработке одной поверхности двумя суппортами неполное штучное время, установленное по карте нормативов, на обработку поверхности одним резцом умножается на коэффициент 0,6.
19
3. ОРГАНИЗАЦИЯ ТРУДА
3.1. На участке станочных работ рабочее место должно быть оснащено всем необходимым в соответствии с требованиями производственного процесса и условиями выполнения работы с соблюдением правил санитарной гигиены и техники безопасности.
Расположение оборудования на рабочем месте, инвентаря, производственной мебели, тары, стеллажей для заготовок и готовой продукции планируется с таким расчетом, чтобы не создавалось стесненных условий работы, лишних затрат времени на хождения и поиски.
При рациональной организации рабочих мест рекомендуется придерживаться существующих общих положений (см. Типовые проекты организации труда на рабочих местах станочников. Оргстанкин-пром):
освещение рабочего места должно быть достаточным и правильным. Требуемая освещенность определяется характером выполняемой работы и действующими санитарными нормами. При местном освещении свет не должен слепить глаза, тень не должна падать на обрабатываемую деталь;
на рабочем месте имеется инструкционно-эксплуатационная карта для выбора режимов резания;
инструменты и приспособления располагаются на рабочем месте в определенном, удобном для пользования порядке;
участок обработки тяжелых деталей оснащен подъемно-транспортными устройствами.
Ниже приведены примеры типовой планировки рабочих мест станочников (строгальщиков, долбежников).
Рис. 3.2:
/-шкаф инструментальный CM37I2.09; площадки к станку CM3744.lt; S — стеллаж* подставка СД3702.ЮА; 4 — подставки под корпусные детали СД3738.05; 5-планшет для чертежей СМ3799.05; 6 — решетка под ноги рабочему.
1. ОБЩАЯ ЧАСТЬ
1.1. Укрупненные нормативы времени разработаны для нормирования станочных работ в условиях единичного, мелкосерийного и на участках со среднесерийным типом производства.
1.2. При внедрении бригадной формы организации труда нормативы могут быть использованы для расчета комплексных норм в соответствии с Методическими рекомендациями по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования (М.: Экономика, 1987), разработанными НИИ труда Государственного комитета СССР по труду и социальным вопросам.
1.3. Сборник содержит нормативы подготовительно-заключительного времени, времени на установку и снятие детали, укрупненные нормативы неполного штучного времени на рабочий ход (для пазов— на обработку поверхности) для условий единичного и мелкосерийного производства и нормативы времени на обработку единицы длины поверхности для участков со среднесерийным типом производства на работы, выполняемые на строгальных и долбежных станках.
1.4 В сборник включен ряд приложений, содержащих справочный материал:
механические свойства основных конструкционных углеродистых и легированных сталей и чугуна;
числовые величины скорости резания, числа двойных ходов и допустимой тяговой силы при работе на поперечно-строгальных и долбежных станках;
числовые величины врезания перебега резцов на строгальных и долбежных станках;
числовые величины вспомогательного времени, связанного с переходом, включенного в состав неполного штучного времени.
1.5. При разработке нормативов в качестве исходных данных были использованы следующие материалы:
Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Мелкосерийное и единичное производство;
3
Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Среднесерийное и крупносерийное производство;
I*
3.2. Типовая планировка рабочих мест станочников.
|
1600 |
|
Рис. 3.1: / — тумбочка инструмент тельная двухсекционная С374605; 2 — стол проиу* •одственный C3702.SI; J-стеллаж.подставка СД3702 10А*; 4 — тара произвол венная; 5 — планшет для чертежей СД375004; 6-решетка под ноги рабочему |
3.2.1. Рабочее место строгальщика, работающего на поперечно-строгальном станке.
Предназначен для складывания крупногабаритных деталей или тары с деталями для второй смены. Местоположение определяется конкретными условиями
3.2.2. Рабочее место строгальщика, работающего на продольно<трО’ гальном станке.
2
21
Общемашиностроительные нормативы режимов резания для тех* нического нормирования работ на металлорежущих станках. Часть I; материалы фотохронометражных наблюдений; паспортные данные металлорежущих станков; результаты анализа трудового процесса, рациональных методов труда и организации рабочего места; техническая литература.
1.6. Нормативы рассчитаны на использование их в основных и вспомогательных цехах машиностроительных и металлообрабатывающих заводов по различным типам производств.
Тип производства характеризуется коэффициентом закрепления операций (Кю) в соответствии с ГОСТ 3.1108-74.
Коэффициент закрепления операций определяется по формуле
где О —число различных технологических операций, выполненных или подлежащих выполнению п течение месяца;
Р — число рабочих мест.
В соответствии с указанным ГОСТом этот коэффициент принимают равным:
20 < Км<40—мелкосерийное производство;
10 < Кэ.о< 20—среднесерийное производство;
Кз.о не регламентируется — единичное производство.
Мелкосерийное и единичное производство характеризуется широкой номенклатурой изготовляемых изделий и малым объемом их выпуска.
Обработка деталей производится преимущественно на универсаль* ном оборудовании с применением универсальных, нормализованных и специальных приспособлений и инструментов.
Наряды на выполнение работ, технологическую документацию, инструмент и приспособления получает сам рабочий и доставляет на рабочее место. Заготовки на рабочее место доставляются рабо* чими, обслуживающими производство. Заточка инструмента централизована. Станки, обрабатывающие тяжелые детали, оборудованы подъемно-транспортными средствами.
Среднесерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска.
Обработка деталей производится преимущественно на универсальном оборудовании с применением универсальных нормализованных и специальных приспособлений и инструментов.
Детали, сходные по конструктивным и технологическим признакам, закреплены за группой станков, имеющих одинаковые эксплуатационные характеристики.
Продолжительность цикла работы станка между двумя переналадками при обработке партий деталей средних размеров составляет по
4
времени от 0,25 до 4 рабочих смен. За раоочим местом закреплено от 11 до 20 операций.
Обработка деталей на станках выполняется на основании подробно разработанных технологических карт с указанием режимов работы оборудования, времени выполнения каждого перехода и нормы штучного времени.
Наряды на выполнение работ, технологическая документация, заготовки, предусмотренные технологией инструменты и приспособления доставляются к рабочему месту рабочими, обслуживающими производство. Инструмент затачивается в централизованном порядке. Станки, обрабатывающие тяжелые детали, оборудованы подъемнотранспортными средствами. Рабочее место обеспечено необходимым комплектом приспособлений, способствующих сокращению вспомогательного времени.
Нормативы времени рассчитаны на одноинструментную обработку в условиях одностаночного обслуживания. При расчете норм времени в условиях многостаночного обслуживания необходимо руководствоваться Межотраслевыми методическими рекомендациями и научно обоснованными нормативными материалами по развитию многостаночного обслуживания и расширению зон обслуживания в промышленности (М.: НИИ труда, 1983).
1.7. Норма времени и ее составляющие.
1.7.1. Норма времени на выполнение станочной операции 11„,> состоит из нормы подготовительно-заключительного времени (I») и нормы штучного времени (Ти>) и определяется по формуле
Н_ Т I 1,1 пр — «111 “Г “ I
где Нор — норма времени, мин;
Т,„ — норма штучного времени, мин;
t„i — подготовительно-заключительное время, мин;
q — число деталей в партии, шт.
1.7.2. Для единичного и мелкосерийного типа производства норма штучного времени Т„. определяется по формуле
Т„,—| U у+(( и +1„ ‘и + … +t„ inl-Ктш-К,
где In у —вспомогательное время на установку и снятие детали,
мин;
1>мшЛ| пр…..неполное штучное время на обработку поверхности,
мин;
КТ|„ — коэффициент к норме штучного времени в зависимости от партии деталей в единичном и мелкосерийном производстве;
К -коэффициент к норме штучного времени в зависимости от числа обслуживаемых станков.
5
1,7,3. Для среднесерийного типа производства норма штучного времени (Тш) определяется по формуле
•» 100 ’ *°loo4o»n
[( loo *to-oWb юо 4*
I») 4~ (t*y + Urn*i| + ten *ij + …
— вспомогательное время, связанное с переходом, мин;
— основное время на обработку 100 мм (10 мм) длины обрабатываемой поверхности, мин;
— расчетная длина обрабатываемой поверхности, мм;
— число рабочих ходов;
— коэффициент к норме вспомогательного времени в зависимости от характера серийности работ в сре знесерийном производстве;
— время на обслуживание рабочего места, % от оперативного времени;
— время на отдых и лич1 ые потребности, % от оперативного времени.
… + t. • i„) • K,.)] • ( 1 + ■fa,tSrg-) .
|
где |
||||||||||||||
|
||||||||||||||
|
40бс |
Вотл
Необходимым условием, определяющим возможность расчета технически обоснованных норм времени по данным нормативам, является наличие предварительно разработанного маршрутного технологического процесса по операциям с указанием в нем обрабатываемых поверхностей, их размеров и характера обработки.
1.7.4. Нормативы подготовительно-заключительного времени предусматривают выполнение следующих работ; получение наряда и технической документации; ознакомление с работой, чертежом и получение инструктажа; получение недостающих на рабочем месте инструментов и приспособлений;
подготовку рабочего места, наладку и переналадку оборудования, инструментов и приспособлений;
снятие инструментов и приспособлений по окончании обработки партии деталей и другие подготовительно-заключительные работы, связанные с изготовлением данной партии деталей.
Нормативы подготовительно-заключительного вр мени приведены в виде укрупненных комплексов приемов работы.
Кроме того, в картах приведены нормативы времени на выполнение отдельных приемов подготовительно-заключительной работы,
не включенных в комплексы, но которые могут иметь место в отдельных случаях.
В качестве основных факторов, определяющих продолжительность подготовительно-заключительного времени, в нормативах учтены следующие:
1. Тип и основные размерные характеристики станков;
2. Способ установки детали и характер применяемых приспособлений;
3. Число инструментов, участвующих в работе;
4. Необходимость замены установочных приспособлений.
Кроме перечисленных выше факторов продолжительности, учтена также степень сложности подготовки к работе: простая, средней сложности и сложная:
при простой подготовке требуется беглое изучение чертежей и технологического процесса, работа выполняется без частичных переналадок;
при подготовке средней сложности требуется изучение чертежа и технологического процесса; необходимо получение краткого инструктажа от мастера; производится одна частичная переналадка оборудования в процессе обработки партии деталей;
при сложной подготовке требуется тщательное изучение чертежа и технологического процесса, необходим подробный инструктаж от мастера, производятся две-три частичные переналадки оборудования.
В случае когда на станке систематически выполняются однотипные операции по обработке конструктивно сходных деталей, подготовительно-заключительное время должно быть уменьшено по сравнению с нормативным на 30-50%.
1.7.5. В нормативах вспомогательного времени на установку и снятие детали (карты 3, 30, 45) предусмотрены все типовые способы установки, выверки и крепления детали. В качестве фактора продолжительности времени установки принята масса детали и способ ее крепления, тип приспособления, характер выверки, характер установочной поверхности и др.
Время на установку приведено укрупненно на комплексы приемов. При работе с заготовками в комплексы включены приемы: установить деталь, выверить и закрепить ее; включить и выключить станок; открепить деталь; снять деталь со станка; транспортировать ее на место; очистить приспособление или поверхность стола от стружки.
При работе с краном кроме перечисленных основных приемов в состав комплексов включены также приемы: вызвать кран; застро-пить деталь и отстропить деталь.
Нормативами предусматривается установка и снятие детали массой до 20 кг вручную и свыше 20 кг с помощью подъемных механизмов.
Установка вручную детали массой свыше 20 кг приведена в нормативах для использования в отдельных случаях при обработке на участках, где отсутствуют подъемно-транспортные средства.
7
Для работ, выполняемых с помощью подъемных механизмов, в нормативах предусматривается применение двух видов подъемных устройств:
подъемника при станке (или группе станков), обслуживаемого самим исполнителем работы;
мостового крана.
В последнем случае нормативами учтено время на вызов крана— 1,5 мин.
В целях упрощения расчетов вспомогательное время на установку и снятие детали для мелкосерийного и единичного производства (карты 3, 4, 5, б, 30, 31, 45, 46) приведено с учетом времени на обслуживание рабочего места, перерывов на отдых и личные потребности.
1.7.6. Нормативы неполного штучного времени включают:
основное время;
вспомогательное время, связанное с переходом;
вспомогательное время на изменение режима работы станка и смену инструмента;
время на обслуживание рабочего места, перерывы на отдых и личные потребности.
Основное время рассчитывалось на основе режимов резания, по общемашиностроительным нормативам режимов резания с учетом технологических факторов, влияющих на режим и время обработки. Принятые при расчете основного времени режимы резания приведены в картах нормативов.
Режимы резания установлены применительно к условиям обработки универсальными режущими инструментами из наиболее частэ применяемых марок инструментальных материалов на распространенном в мелкосерийном и среднесерийном производстве оборудовании.
При этом учитывались мощность оборудования, прочность режущего инструмента, прочность и жесткость системы «станок—приспособление—инструмент—деталь» и другие факторы.
Неполное штучное время на обработку поверхности в нормативах приведено на один рабочий ход применительно к различным значениям глубины резания.
При прорезке пазов неполное штучное время дано на поверхность с учетом числа рабочих ходов, указанных в нормативных картах. При черновой обработке режимы резания установлены с учетом обработки по корке.
Вспомогательное время, связанное с переходом, принятое при расчете неполного штучного времени, установлено по Общемашиностроительным нормативам времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Единичное и мелкосерийное про изводство (М.: НИИ труда, 1982).
При определении числовых величин наряду с приемами, повторяю-
8
щимися с каждым переходом, были учтены приемы, не вошедшие в комплекс вспомогательного времени (изменение режима работы, смена инструмента и т. д.).
Время на обслуживание рабочего места, перерывы на отдых и личные потребности включено в неполное штучное время в соответствии с табл. 1.
|
Таблица 1 Время иа обслуживание рабочего места, отдых и личные потребности |
||||||||||||||||||
|
Неполное штучное время в картах нормативов рассчитано для определенных технологических условий выполнения работы.
Для случаев обработки, отличных от принятых при расчете нормативов, в картах приводятся поправочные коэффициенты на неполное штучное время, учитывающие другие условия выполнения работ.
Норма штучного времени, установленная по настоящим нормативам, применяется с коэффициентом в зависимости от партии деталей в единичном и мелкосерийном производстве (Кти,)и с коэффициентом в зависимости от числа обслуживаемых станков (К). Поправочные коэффициенты приведены в карте 1.
1.7.7. Время на обработку единицы длины поверхности включает в себя основное время на обработку 100 мм расчетной длины обрабатываемой поверхности (при строгании плоскостей) и 10 мм глубины паза или отрезания (для обработки пазов и отрезания).
Нормативы предусматривают обработку деталей из стали и чугуна различных марок на станках различной мощности.
Режущий инструмент для черновой обработки деталей —резцы с пластинками Т5К10 для стали и ВК8 для чугуна; для чистовой обработки-резцы с пластинками Т15К6 для стали и ВК8—для чугуна, а также из стали Р6М5.
Особое внимание уделено выбору наиболее рациональной глубины резания, величины подачи и числа двойных ходов.
Глубина резания принята с учетом припуска на обработку соответственно ГОСТ 1855-55 на литье и ГОСТ 7062-79 и ГОСТ 7872-75 на поковки и прокат.
В картах нормативов для каждого параметра обрабатываемой поверхности приводятся различные значения глубины резания, что дает возможность рассчитать норму времени при оптимальном числе рабочих ходов.
9
При определении подачи учитываются факторы, влияющие на ее величину: шероховатость обрабатываемой поверхности, усилие резания, прочность пластин твердого сплава, зажимные приспособления в зависимости от способа зажима детали, жесткость системы «станок—приспособление—инструмент—деталь», прочность механизма подачи, мощность станка и т. п.
Вылет резцов из резцовой головки принят равным 2,5h (h— высота державки резца).
Вспомогательное время, связанное с переходом, приведено на один рабочий ход (карты 57, 67, 77).
При расчете нормы штучного времени вспомогательное время должно быть скорректировано на коэффициент в зависимости от характера серийности работ в среднесерийном производстве (К,в).
Поправочные коэффициенты приведены в карте 1.
В условиях многостаночного обслуживания необходимо руководствоваться примечанием, приведенным в карте 1.
При внедрении на предприятиях более прогрессивной, чем это предусмотрено в настоящем сборнике, организации груда, технологии выполнения работ, более эффективного оборудования, механизмов, оснастки и т. а следует разрабатывать и вводить в установленном порядке местные нормативы времени, соответствующие более высокой производительности труда.
1.8. Примеры расчета нормы времени.
1.8.1. Пример расчета нормы времени на продольно-строгальном станке. Единичное и мелкосерийное производство.
Исходные данные:
станок продольно-строгальный, модель 7142А N„—40 кВт, длина стола 6000 мм; деталь—станина;
обрабатываемый материал — чугун серый СЧ15-32, НВ—2,05, ГПа; операция—черновое строгание (под старение) направляющих и боковых плоскостей; масса детали—2740 кг;
режущий инструмент-4 резца проходных с пластинками ВК8 с углом в плане Ф—45° и два резца с углом в плане ф 90°;
способ установки детали—на столе с креплен! ем болтами и планками;
число деталей в партии—5 шт.
[c.13]
Продольно-строгальные станки в табл. 4 не включены, так как у них диапазон и число ступеней регулирования подач зависят от конструкции механизма подач (храповой или электрический) и поэтому у разных станков этой группы сильно различаются. У многих современных продольно-строгальных станков подача 5 составляет от О до 6—6,5 или даже до 25 мм на один двойной ход с градацией через
[c.48]
Строгание производится на продольно-строгальных и поперечно-строгальных станках (последние называются шепингами). При строгании на продольно-строгальных станках стол с закрепленной на нем обрабатываемой деталью (или деталями) совершает возвратно-поступательное движение подача в поперечном направлении (поперечная подача) придается резцу путем перемещения резцового суппорта, которое осуществляется прерывисто после каждого рабочего хода. Стружка снимается во время хода стола в одном направлении, т. е. рабочего хода, хотя обратный — холостой ход — совершается со
[c.259]
Основное время для строгальных работ на продольно-строгальных станках определяется также по основной формуле (54), причем значение I равно длине обработки в направлении подачи. Так как в строгальных станках подача идет поперек направлению строгания, т. е. по ширине детали, то в этом случае / будет обозначать ширину строгания, которая сложится из ширины строгаемой поверхности врезания и боковых сходов резца тогда основная формула (54) примет вид
[c.261]
Для получения повышенной чистоты поверхности (в пределах десятых и даже сотых долей миллиметра) тяжелых деталей обработка ведется широкими резцами с большой продольной подачей и малой глубиной резания. В этом случае работают с низкими скоростями резания (до 10 м/мин). Чистота обработки достигается свыше 7 класса, а точность в пределах 3 класса. Широкие резцы применяют и при работе на продольно-строгальных станках с разворотом кромки резца на 65°. На строгальных станках достигается чистота поверхности до 6 класса.
[c.207]
Примечания . Меньшие значения подач следует брать при обработке стали и стального литья при работе на поперечно-строгальных и долбёжных станках и при больших глубинах резания, большие—при обработке чугунов при малых глубинах резания и при работе на продольно-строгальных станках.
[c.81]
Во многих случаях это обычные универсальные станки со специальными наладками. Применяются для обработки круговых цилиндрических поверхностей, наружных или внутренних винтовых поверхностей постоянного шага, особенно, когда шаг их чрезмерно велик для обработки на токарном станке. Главное движение обычно осуществляется изделием, установленным на столе, или в специальных случаях инструментом скорость настраиваемого движения подачи сохраняется постоянной. При обработке винтовых поверхностей (канавок) деталь вращается. Прилагаемые схемы обработки осуществляются на продольно-строгальном станке со специальными наладками
[c.520]
Строгальные станки. У поперечно-строгальных станков целесообразно устраивать автоматическую вертикальную подачу супорта, что в конструктивном отношении легко осуществимо. У крупных продольно — строгальных станков эффективна механизация ускоренного перемещения супортов по траверсе. На станках, обрабатывающих разнообразные изделия, когда часто приходится перемещать траверсу, следует механизировать подъём последней.
[c.716]
Крупные продольно-строгальные станки обычно имеют четыре суппорта два вертикальных и два боковых. Диапазон подач 0,2—10 мм на один двойной ход, что обеспечивает возможность применения на всех станках чистовой обработки широкими резцами с большими подачами.
[c.73]
Обработку выполняют на строгальных станках. На продольно-строгальном станке главное движение осуществляет заготовка, а движение подачи — резец, на по поперечно-строгальном станке главное движение совершает резец, а движение подачи — заготовка, закрепленная на столе станка.
[c.587]
Примечания 1.В числителе приведены значения подач для работы на продольно-строгальных станках, в знаменателе — для работы на поперечно-строгальных и долбежных.
[c.514]
Строгальные станки подразделяют на поперечно-строгальные и продольно-строгальные. У поперечно-строгальных станков движение резания сообщается инструменту, а движение подачи передается на заготовку. У продольно-строгальных станков движение резания сообщается заготовке, а движение подачи — инструменту.
[c.508]
Подачей s называют длину перемещения режущего инструмента за один оборот шпинделя или один двойной ход относительно обрабатываемой детали (токарные, сверлильные, продольно-строгальные станки) или длину перемещения обрабатываемой детали относительно режущего инструмента (фрезерные, поперечно-строгальные станки). На некоторых работах, например фрезерных, за единицу измерения принимают минутную подачу т. е. подачу за 1 мин, и подачу на один зуб многолезвийного инструмента s .
[c.259]
Примечания 1. В числителе приведены подачи при работе на продольно-строгальных станках, в знаменателе — на продольно-строгальных и долбежных.
[c.364]
Процесс строгания, применяемый для обработки фасонных поверхностей, осуществляется на строгальных стайках с прямолинейным движением резания. Строгальные станки делятся на поперечно- и продольно-строгальные. У продольно-строгальных станков движение резания сообщается столу с закрепленной на нем заготовкой, а движение подачи — инструменту (резцу). У поперечно-строгальных станков (рис. 162), наоборот, движение резания (главное движение) сообщается резцу, закрепленному в ползуне станка, а движение подачи — столу, на котором крепится заготовка. Подача при строгании имеет размерность в мм/дв.ход.
[c.175]
Основное отличие между операциями продольного и поперечного строгания заключается в том, что при продольном строгании возвратно-поступательное движение совершает обрабатываемая заготовка (движение подачи совершает инструмент), а при поперечном, наоборот, возвратно-поступательное движение совершает инструмент (движение подачи совершает заготовка). На продольно-строгальных станках можно обрабатывать более крупные детали.
[c.158]
Продольно-строгальные станки характериз. ются тем, что деталь закрепляется на столе станка и совершает вместе с ним прямолинейное (продольное) возвратно-поступательное движение. Поступательное движение является рабочим движением, возвратное — холостым. Резец укрепляют в резцовой головке суппорта станка, осуществляющей движение поперечной подачи (см. рис. 121, в — правый).
[c.239]
На продольно-строгальных станках отклонение от прямолинейности обработанной плоскости (плоскостность) детали может быть в пределах 0,02 мм на 1000 мм длины отклонение от перпендикулярности плоскостей, обработанных за одну установку (без переустановки детали на станке) — в пределах 0,02 мм на 500 мм длины. Поперечно-строгальные станки дают меньшую точность достижимое отклонение от плоскости при горизонтальной подаче 0,02 мм на 300 мм длины от параллельности плоскостей, обработанных за одну установку, 0,03 — 0,04 мм на 300 мм длины.
[c.563]
Процессы строгания и долбления аналогичны, однако в первом случае (при работе на продольно-строгальных станках) движение резания придается заготовке, а движение подачи — резцу во втором — движение резания придается резцу, а движение подачи — заготовке, причем движение подачи осуществляется в плоскости, перпендикулярной направлению движения
[c.193]
Процессы строгания и долбления аналогичны, однако в первом случае (при работе на продольно-строгальных станках) движение резания придается заготовке, а движение подачи — резцу во втором — движение резания придается резцу, а движение подачи — заготовке, причем движение подачи осуществляется в плоскости, перпендикулярной направлению движения резца. Подача может производиться параллельно или перпендикулярно режущей кромке резца или по кругу.
[c.274]
Реечный механизм используется во многих машинах. В сверлильном станке при его помощи осуществляются подача и подъем шпинделя сверла, в продольно-строгальном станке он сообщает поступательное движение столу. Зубчатая рейка в сочетании с системой цилиндрических зубчатых колес применяется в реечном домкрате.
[c.146]
Отличие процесса строгания на продольно-строгальных станках от поперечно-строгальных состоит в том, что главное движение (возвратно-поступательное) получает стол с заготовкой, а поперечную подачу — резец.
[c.83]
Реечные передачи применяются как в приводах главного движения (зубодолбежные, продольно-строгальные станки), так и в приводах подач (токарные, сверлильные и другие станки).
[c.259]
На продольно-строгальных станках (рис. 212, г) главное движение сообщается заготовке, а движение подачи — инструменту (резцу). На поперечно-строгальных и долбежных станках, наоборот, главное движение осуществляется резцом, а движение подачи — заготовкой.
[c.418]
Притирочные пасты 572, 573, 593, 652, 656 Притирочные станки для цилиндрических колес 571 Притиры 656, 657 — для зубьев цилиндрических колес 572 Прбволочки для проверки среднего диаметра резьбы метчиков 343, 344 Продольно-строгальные станки— Подачи 237, 238
[c.794]
Применение твердого сплава при работе на продольно-строгаль-ных станках сдерживается недостаточными возможностями имеющегося оборудования. Так, при строгании стальных деталей (а,= =75 кг/мм ) с глубиной резания =25 мм и подачей s=l,8 мм/об потребное усилие резания Р =8380 кг, N =22,5 кет и v= = 16,5 mImuh. При работе несколькими суппортами потребное усилие будет возрастать пропорционально, однако имеющееся оборудование этого обеспечить не может. На фиг. 41 представлен график зависимости наибольшего усилия резания от рабочей скорости движения стола продольно-строгального станка фирмы < Вальдрих модели WZH7B, построенной инж. М. Н. Жужгиным. График построен на основании зависимости допустимого усилия резания от мощности мотора главного привода, рабочей скорости стола,
[c.134]
Чистовые операции при обработке крупных деталей представляют наибольшие трудности. Так, на продольно-строгальных станках обычно достигается пятый класс чистоты поверхности. Только внедрение широких резцов с поворотом режущей кромки на 65° дает возможность за счет применения малых глубин резания и больших подач получать 6 класс чистоты поверхности. Для повышения производительности этого вида оборудования надо внедря гь новую марку твердого сплава ТТ7К12, применение которого при работе на продольно-строгальных станках увеличивает режим . резания на 40%. Для повышения чистоты поверхности, получаемой при работе на продольно-строгальных станках, применяют шлифовальные или полировальные приспособления, которые обыкновенно бывают малопроизводительными и требуют больших работ для предохранения направляюш,их станка от попадания абразивной пыли.
[c.389]
Применение продольно-строгальных станков моделей 7212 и 7112 позволяет избежать этих недостатков. Для повыгпения производительности и работы без удара эти станки осуществляют автоматически следующие движения медленное врезание инструмента в деталь разгон стола до установленной скорости резания и обработку при этой скорости снижение скорости движения стола перед выходом резца из заготовки быстрый возврат стола подачу суппортов с резцами.
[c.246]
Примечание. При обработке чугуна на продольно-строгальных станках широкими резцами (ipi = 0°) из твердого сплава ВК8 подача выбп-рается в пределах 10 — 20 мм/дв. ход в зависимости от глубины резания и требуемой чистоты поверхности.
[c.237]
Чугунные направляющие металлорежущих станков во время капитального ремонта строгаются широкими резцами. После получения правильной макрогеометрии направляющих производится их обкатывание. Для обкатывания направляющих используются ролики с профильным радиусом 70—150 мм, позволяющие применять подачи 1—2 мм1дв. ход при максимальной скорости, допускаемой станком. Трудоемкость чистовой обработки квадратного метра поверхности направляющих снижается по сравнению с шабрением с 13,5 до 0,Ач. Так, например, известен опыт обкатывания станин уникальных, токарных станков длиной 10—25 м, имеющих две—четыре плоские направляющие шириной 250—400 мм, станин продольно-строгальных станков длиной до 15л и др. На рис. 90 показано обкатывание направляющих станины продольно-строгального станка.
[c.156]
Чистовой строгальный чашечный резец (рис. 2) конструкции ВНИИ предназначен для обработки больших поверхностей на крупных продольно-строгальных станках. Угол наклона главного режущего лезвия % и задний угол а получают разворотом оси чашки в двух взаимно перпендикулярных плоскостях на углы Рпр=3° и Рпоп = 1 30 -5 1° 40 (угол Рпоп получают разворотом резца в плоскости суппорта станка). Эти резцы применяют для обработки мягкой стали по 4— 5-му классам шероховатости при глубине резания до 0,25 мм, подаче 4 мм/дв, ход и скорости резания 6—8 м/мин.
[c.354]
Процесс строгания, применяемый для обработки плоскостей и фасонных повеохностей осуществляется на строгальных станках с прямолинейным главным (рабочим) движением. Строгальные станки делятся на продольно- и поперечно-строгальные. У продольно-строгальных станков главное движение имеет стол с закрепленной на нем заготовкой, а движение подачи — инструмент (резец). У поперечно-строгальных станков (фиг. 166), наоборот, главное движение имеет резец, -закрепленный в ползуне станка, а движение подачи — стол, на котором крепится заготовка.
[c.211]
Высокопроизводительное строгание резцами, оснащенным пластинками из твердых сплавов, как более производительны метод находит в металлообрабатывающе промышленност широкое применение. Однако скорость резания на современны строгальных станках не превышает 80 м/мин, а на станках стары моделей 40—50 м/мин, несмотря на то, что продольно-строгальны станки, как правило, имеют электродвигатели большой мощноси Для повышения производительности и полного использовани мощности станка остается другой фактор — увеличение подач т. е. строгание с большими подачами.
[c.182]
Различают одно- и двухстоечные компоновки продольно-строгальных станков. Двухстоечные станки отличаются высокой жесткостью и применяются для обработки более крупных деталей, чем одностоечные. Двухстоечные станки оснащаются также фрезерными и шлифовальными головками. В продольно-строгальных станках возвратнопоступательное движение сообщается столу р деталью, а движение подачи — суппорту с резцами. Подача резца происходит на каждый Двойной ход во время реверсирования стола с слбратного хода на рабочий. При обратном ходе резцедержатели поворачиваются на осях суппортов электромагнитами, и резцы приподнимаются от детали во избежание затирания.
[c.214]
На рис. 87 приведен общий вид продольно-строгального станка. По станине 5 возвратно-поступательно может перемещаться стол 1, на котором закрепляют заготовку. На стойках 4 размещены и могут перемещаться в вертикальном направлении (движение подачи) боковые суппорты 6 и траверса 3. По траверсе, снабженной ходовым винтом, могут передвигаться в горизонтальном направлении Ьерхние суппорты 2 (движение подачи). Салазки верхних суппортов 2 с резцедержателями можно пере-
[c.196]
Строгание. На фиг. 126 показана схема строгания вогнутой поверхности на заготовке 1 при помощи коп1 ра 3, закрепленного на приспособлении 2, установленном на столе продольно-строгального станка. При такой обработке необходимо освободить гайку суппорта от связи с винтом поперечной подачи.
[c.157]
В иностранной литературе имеются сообщения о чистовой отделке направляющих станков прикатыванием предварительно простроганной или шлифованной поверхности путем прецизионного пластического деформирования. Прикатывание с применением охлаждения керосином производится за две операции сначала широким накатником по всему профилю направляющих с целью уменьшения макроотклонений и волнистости (фиг. 175), затем направляющие подвергаются пластическому деформированию путем обкатки роликом. В резцедержавке продольно-строгального станка вместо резца устанавливается ролик, изготовленный из стали и закаленный до твердости HR 62—64 скорость прикатывания составляет 40— 50 м мин подача 1,5—2 мм дв. ход. После подобного прикатывания получается гладкая полированная поверхность и тонкий наклепанный износостойкий слой. Твердость упрочненной поверхности возрастает (например с НВ 130 до НВ 150). Структура прикатан-
[c.209]
[Строгальный станок по металлу] используется в технологических линиях по изготовлению деталей различного назначения.
Исходные заготовки проходят многоступенчатую обработку на станках определенного типа.
В изделиях, которые производятся на предприятиях машиностроительной отрасли, используются детали разных размеров и конфигурации.
Элементы, имеющие форму тел вращения, обрабатываются на одних станках, а корпусные изделия на других. Методом продольного строгания обрабатываются плоские и фасонные изделия.
Для того чтобы добиться требуемой чистоты поверхности, используются определенные инструменты и технологические приемы.
Устройство
Для качественного выполнения порученных на него функций, строгальные станки должны иметь в своём составе следующие узлы:
- станина;
- блока управления;
- суппорт с одним или несколькими резцедержателями;
- рама (на крупных станках рама имеет портальную конфигурацию, на более мелких – выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жёсткость;
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первая цифра обозначает номер группы по классификационной таблиц. Для строгальных станков — это цифра 7. Вторая цифра, указывает на тип станка (1 – одностоечный продольно-строгальный; 2 — двухстоечный продольно-строгальный; 3 – поперечно-строгальный; 4 – долбежные; 5- протяжные горизонтальные; и т.д). Третья и четвертая цифры обозначают наибольший размер обрабатываемой детали.
Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. К примеру, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Строгальное оборудование следует использовать в технологических кампаниях по обработке и производству разного типа деталей. Исходные разновидности заготовок проходят процесс многоэтапной обработки на станках определённого вида. В оборудовании, производящемся на предприятии машиностроительного типа, используются детали разных конфигураций и габаритов.
Описание строгальной обработки металла
Строгальная обработка является разновидностью механической обработки резанием, при которой за счет возвратно-поступательного движения режущего инструмента происходит срезание поверхности до необходимой формы и размера, при этом обеспечивается шероховатость поверхности, точность размеров и взаиморасположение плоскостей.

В процессе строгальной обработки металла заготовка постепенно перемещается в сторону режущего инструмента, в то время как сам строгальный резец совершает возвратно-поступательные движения в горизонтальной плоскости. Движение резца считается главным.
С каждым поступательным движением строгального резца с детали снимается стружка, толщина которой равна припуску. Толщина, форма и многие другие параметры стружки зависят от материала заготовки и резца, заточки, состояния и размеров режущей кромки.
Внешний вид и форма стружки может многое рассказать о происходящих деформациях во время строгальной обработки металла. С помощью строгания можно производить обработку прямолинейных поверхностей открытого типа либо винтовых.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Движение резания (главная подача) при строгальной обработке является цикличным, и съем слоя металла (или другого материала, из которого изготовлена обрабатываемая деталь) происходит во время прямого, а не обратного движения. Строгальная обработка металла относится к низкоскоростным видам механической обработки.
Резцы изготавливаются из быстрорежущих сталей, обладающих свойством при резком ударном врезании в металлические материалы выдерживать высокие динамические нагрузки, не разрушаясь и не теряя своей геометрической формы заточки лезвийной поверхности. После снятия слоя металла при прямом главном движении резец совершает возвратное движение на холостом ходу, теряя при этом технологическое время. Поэтому такой способ механической обработки не входит в список производительных технологий.
При строгальной обработке режущая поверхность инструмента имеет клинообразную геометрическую форму. При этом прочность и твердость режущего инструмента должны быть выше, чем такие же параметры обрабатываемой детали.
Строгальная обработка металла применяется при работе с пазами, выступами, плоскими поверхностями, при создании рифленых и фасонных поверхностей. Такая технология используется при механической обработке направляющих станин различного металлообрабатывающего оборудования, кромок листов и направляющих штанг, для производства рам и плит. Такой тип станков применяют не только в серийных производствах, но и при выполнении единичных заказов.
Виды строгальных станков по металлу
Классический строгальный станок по металлу осуществляет контролируемое снятие материала определенной толщины с поверхности заготовки. Отличается как точностью выполнения процесса, так и технологическими схемами.
Основным отличием строгальных станков от фрезерных или токарных является конфигурация заготовки и принцип работы. Она не имеет формы вращения – ее стороны зачастую плоские. Резец обрабатывает одну или несколько сторон детали, жестко фиксирующаяся на рабочем столе.
В зависимости от технологии изготовления различают следующие виды оборудования:
- Станки продольно-строгальные («1» – одностоечные, «2» – с двумя стойками). На них можно придавать определенную форму образцам крупным. Как вариант – одновременно подвергать обработке несколько среднегабаритных заготовок. Резец (их может быть и несколько) зафиксирован, а болванка, закрепленная на специальной платформе (столе), перемещается вместе с ней.
- поперечно-строгальные («3»). Движется режущая часть, а заготовка остается неподвижной. Применяется для изготовления деталей больших размеров. Помимо этого, для увеличения скорости производства одновременно может осуществляться несколько типов операций. Это зависит от количества резцов, установленных в шпиндельные пазы резца – от одного до четырех. В результате обработки происходит формирование выемок, канавок и выборок заданной формы.
Кроме этого, существуют станки специального назначения. Они выполняют схожие операции, но отличаются формой воздействия на обрабатываемую деталь:
- долбежные («4»). Проделывают отверстия, делают выборку металла под канавки, выступы, выемки, шлицы, пазы, то есть используются для специфических операций. Их рабочий инструмент называется «долбяк», зубья которого выполняют функцию традиционных резцов. Головка может быть поворотной, что позволяет производить обработку в нескольких плоскостях, под углом.
- Протяжные («5» – горизонтальные; «7» – вертикальные). В основном – для снятия стружки с заготовок большой длины.
- Фасонно-строгальные («9»). Для обработки поверхностей криволинейных (пуансоны, бухты ж/д вагонов и так далее) или с уступами, когда отдельные сегменты поверхности расположены в разных плоскостях.
Элементы, обладающие формой тела вращения, обрабатываются на одних станках, а корпусные предметы уже на других. Метод продольного сгорания применяется при обработке фасонных и плоских изделий. Чтобы добиться наивысшего показателя чистоты и качества поверхности изделия, стоит использовать отдельные инструменты и технологические процессы.
Уступая фрезерным и токарным моделям в производительности и цене, данное оборудование выигрывает в дешевизне закрепляемого рабочего инструмента и в простоте его заточки. По этой причине такие станки рекомендуют купить при необходимости снятия окалины или формировании точных пазов и канавок в плоских и фасонных заготовках за минимальное число заходов

Типы строгальных агрегатов
После анализа геометрических размеров заготовки, а также свойств металла, из которого она изготовлена, отделка поверхности производится на продольно- или поперечно-строгальном агрегате.
Принципиальное отличие этих станков по металлу определяется способом перемещения резца. На продольно-строгальном агрегате движется стол, с зафиксированной на нем обрабатываемой заготовкой.
Таким способом обрабатываются большие болванки. Когда выполняется поперечная строгальная обработка, движется резец, а обрабатываемая деталь закреплена на столе. Этот способ применяется при обработке деталей средних размеров. В каждом конкретном случае выбираются резцы соответствующей конфигурации.
К этому же классу оборудования по обработке металла относятся долбежные, протяжные и фасонно-строгальные механизмы.
Используя резцы различной формы, на таких станках выполняются операции по выборке выемок и пазов, проточке каналов и прорезанию отверстий.
Одной из особенностей строгального станка по металлу является количество установленных режущих инструментов.
ВАЖНО ЗНАТЬ: Советы по ремонту и эксплуатации токарных станков
Некоторые модели рассчитаны на одновременное крепление сразу нескольких резцов.
По этим параметрам выпускаются следующие модели станков:
- односторонние;
- двухсторонние;
- четырехсторонние.
Чем больше режущих инструментов установлено на устройство продольно-строгального типа, тем выше его производительность.
Устройство агрегата продольно-строгального типа
Как предписано техническими характеристиками, продольно строгальные станки применяются при обработке поверхностей на корпусных и ассиметричных деталях, отлитых из чугуна или из сплавов цветных и черных металлов.
Размеры обрабатываемой заготовки определяются техническими возможностями строгального агрегата. Исходную заготовку, которую необходимо обработать, устанавливают на столе.

Стол способен выполнять возвратно-поступательные движения. При этом резец, закрепленный в суппорте, остается неподвижным.
При холостом ходе стола суппорт выполняет движение в сторону, позволяя свободно перемещаться столу в исходную точку.
Такое комплексное движение позволяет обрабатывать большие заготовки сразу же несколькими резцами.
Продольно-строгальный станок для производства металлических изделий скомпонован из станины, стола, суппортов, поперечины, электрооборудования, системы смазки и других узлов.
Длина и ширина рабочей поверхности стола у каждой модели своя. Общим элементом для всех моделей является пульт управления.
При обработке сложных по геометрическим размерам деталей, на суппорт можно установить несколько режущих инструментов. Такой прием сокращает время для обработки изделия.
Устройство агрегата поперечно-строгального типа
Строгальный станок по металлу поперечного типа устанавливается в технологических линиях, где обрабатываются детали малого и среднего размера.
Агрегат используется при строгании горизонтальных, вертикальных и наклонных поверхностей.
Как и в любом металлообрабатывающем станке, основными элементами поперечно-строгального агрегата является станина и основание.
ВАЖНО ЗНАТЬ: Выбираем лучшие сверла по металлу
На эту опору крепятся все узлы и устройства, которые призваны обеспечивать крепление и перемещение соответствующих элементов. Деталь закрепляется на столе по заданным координатам.
Суппорту, с закрепленным в нем резцом, задается движение в определенных пределах.
В процессе обработки металла детали узлы и элементы конструкции совершают сложные движения, целью которых является выполнение заданной программы.
Строгальный агрегат по металлу поперченного типа может работать под ручным управлением или по заданной программе.
Основным считается возвратно-поступательное движение ползуна, на котором закреплен режущий инструмент.
Вспомогательным является движение стола, на котором закреплена обрабатываемая заготовка. Скорость перемещения ползуна регулируется с помощью специальной коробки передач, как в автомобиле.
Перед началом обработки любой детали все механические узлы агрегата нужно смазать машинным маслом.
Резцы для строгальных станков по металлу
Ручной строгальный станок
Строгальные станки по обработке металла применяются для комплектации технологических линий с большой производительностью и ремонтных мастерских. Их преимуществом является относительно простая настройка и обслуживание.
Главным фактором правильной обработки заготовки является выбор соответствующего резца. Он должен быть предназначен для выполнения конкретной операции или иметь универсальную область применения. Для этого в процессе производства резцов применяют болванки из быстрорежущей стали или делают твердосплавные напайки.
Как выбрать строгальный станок?
Продольно-строгальные станки по обработке металлических заготовок широко применяются в разных отраслях индустрии. Это объясняется их надежностью и простотой в эксплуатации.
В некоторых мастерских можно встретить ручной станок для доводки металла строганием. Сегодня такие агрегаты уже не выпускаются и применяются на практике очень редко.
Видео:
Выбирая станок по металлу для решения производственных задач, нужно обращать внимание на технические характеристики и стоимость такого устройства.
При комплектации станка по металлу режущими инструментами, следует приобрести резцы разного типа с определенным запасом.
Практика показывает, что качество инструментальной стали не всегда соответствует стандартам и техническим условиям. В запасе всегда должны иметься инструменты разного профиля и назначения.
Резерв необходимо пополнять перед новым заказом.
Разновидности резцов для строгального оборудования
Резцы, использующиеся для обработки деталей на строгальном станке по металлу, подразделяются по ряду признаков:
- По направлению подачи; (левые и правые)
- По форме головки;(прямые, отогнутые, с оттянутой головкой)
- По способу изготовления;(цельные и составные)
- По виду выполняемой работы.(проходные черновые и чистовые, фасонные, отрезные, канавочные и др.)
Процесс строгания металла происходит лишь при рабочем резце, либо на столах с прочно закреплённой заготовкой.
В тот момент, когда режущий инструмент плотно закреплён в откидном держателе, его процесс изнашивания и истощения будет происходить намного дольше, так как во время обратного хода он начинает откидываться и свободно перемещается по всей поверхности.
Основные критерии выбора модели резца:
- тип оборудования – для продольных или поперечных операций;
- материал режущей кромки. Влияет на скорость и точность работы;
- форма резца. В зависимости от этого параметра будет происходить формирование канавок, отверстий или выборок на поверхности детали.
Существует несколько типов операций, осуществляемые на продольно-строгальном станке. Они могут быть проходные, чистовые, фасонные, подрезные или отрезные. Для увеличения срока службы резцов рекомендуется использовать оборудование с откидной фиксирующей головкой. После первичной обработки резец возвращается в исходное положение. Во время обратного хода он не должен контактировать с поверхностью заготовки.
Наиболее распространенными являются продольно-строгальные станки. Они характеризуются относительно небольшими габаритами и простотой в эксплуатации. Особое внимание следует уделять качеству режущих инструментов. Для обеспечения бесперебойного технологического процесса необходимо иметь небольшой запас.
Разновидности
Строгальный станок по металлу может быть продольно-строгальным или поперечно-строгальным. Принцип обработки заготовок на этих разновидностях принципиально различен. Продольно-строгальные станки предназначены для обработки сравнительно коротких поверхностей, поэтому в них перемещение получает стол, к которому прикрепляется обрабатываемое изделие, в то время, как резец устанавливается в резцовой головке суппорта, и относительно станины станка не движется. В поперечно-строгальном станке всё наоборот: движется резец, а установленный на столе полуфабрикат – неподвижен.
Строгальные станки проигрывают фрезерным в производительности, поскольку имеют стадию холостого хода, когда заготовка или резец перемещаются в новое положение. Зато привод не является таким энергоёмким, т.к. вращательное перемещение рабочего инструмента (как в фрезерных станках) требует от приводного электродвигателя повышенных затрат работы.
Классификация рассматриваемого металлорежущего оборудования может быть произведена и по другим параметрам:
- По типу привода. Выпускаются агрегаты с гидравлическим приводом хода стола (или инструмента), а также с кривошипно-кулисным вариантом привода. У первых скорости подвижных узлов – постоянны, а у вторых могут изменяться сообразно особенностям технологии обработки. Для этого достаточно переустановить в новое положение камень кулисного механизма.
- По количеству рабочих поверхностей, которые могут обрабатываться одновременно. Четырёхсторонние строгальные станки по металлу могут вести обработку одновременно по всем граням полуфабриката, в то время, как двухсторонние – только с противоположных сторон. Соответственно, суппорт станков первой разновидности имеет более сложную конструкцию и предназначается для установки четырёх резцов. Односторонние станки – преимущественно малогабаритные.
- По мощности привода. Малогабаритные станки ограничены в своих функциональных возможностях, но привлекают потребителя небольшой ценой и компактностью, поэтому могут устанавливаться на небольших металлообрабатывающих производствах, или даже в частных мастерских.
- По конфигурации перемещения инструмента или стола. Для сложных траекторий производятся фасонно-строгальные станки по металлу, которые снабжаются системой ЧПУ. Они находят применение в мелкосерийном производстве, при необходимости получения на изделиях сложных плоских поверхностей. Квалификация рабочего при этом особого значения не имеет, поскольку все перемещения выполняются по заблаговременно введенным в память системы координатам.
Обзор лучших моделей поперечно-строгальных станков
Строгальное оборудование с возвратно-поступательным движением резца и неподвижной заготовкой, установленной на столе подач, имеет ограниченную сферу применения и задействуется прежде всего в условиях мелкосерийной и разовой выработки. Тем не менее оно имеет свои преимущества и считается окупаемым при необходимости выполнения черновых и чистовых операций по строганию и подготовке пазов в сравнительно небольших заготовках из металла с плоской и фасонной формой.
Модельный ряд этих станков ограничен, но все предлагаемые устройства ценятся за простоту компоновки, высокую точность обработки, надежность и неприхотливость.
Назначение станка
При продольном строгании перемещение сообщается столу, на котором расположена обрабатываемая заготовка, а резец – неподвижен, и имеет лишь технологические перемещения, связанные с постоянно увеличивающейся глубиной съёма слоя металла. В этом случае данный узел оборудования двигается с различной скоростью: меньшей при рабочем ходе и большей – при возвратном. Скорость главного движения регулировать невозможно. Движение подачи резцу, который закрепляется в инструментальной головке, выполняется в момент окончания холостого хода.

Вид рабочего стола
Повышение производительности продольного строгания (которое по своим абсолютным значениям уступает фрезерованию подобных изделий) возможно лишь за счёт установки на стол нескольких однотипных по размерам полуфабрикатов, технологически группируемых по параметру величины съёма металла. Этим производительность обработки может быть несколько увеличена. Вообще же строгальные станки рассматриваемой конструкции используются при мелкосерийном и единичном производстве продукции. Показаниями к применению технологии продольного строгания являются:
- невозможность фрезерования вследствие быстрого износа фрез, например, при повышенной твёрдости поверхности изделия;
- возможные тепловые деформации детали при её фрезеровании, когда вероятна тепловая деформация, из-за чего изделие потеряет свои, требуемые чертежом, геометрические размеры;
- наличие на предприятии высококвалифицированных рабочих кадров, которые могут вести продольное строгание изделий повышенной ответственности с весьма высокой точностью;
- снижение удельных энергетических затрат при обработке, что положительно влияет на себестоимость конечной продукции.
Сфера применения
Данное оборудование не является высокопроизводительным, из-за холостого обратного хода и недопустимости высоких скоростей реза вследствие инерционности размеры обрабатываемых заготовок у него ограничены, для массового выпуска изделий из металла продольно-строгальные станки практически не используются. Но они являются наилучшими при необходимости формирования сложных канавок и профилей с помощью резцов или недопустимости задействования вращающихся фрез.
В узле суппорта таких станков закрепляется самый разный рабочий инструмент, включая проходные, подрезные и прорезающие и фасонные резцы, позволяющие выполнять черновые и чистовые операции строгания с присущей им точностью (средние отклонения не превышают 0,03 мм на 300 мм длины заготовки из металла).
В частности, станок поперечно-строгальный успешно используется:
- При строгании горизонтальных плоскостей с помощью универсальных проходных резцов, вертикальных – подрезных в комплекте с упорами.
- Обработке параллельных плоскостей с разделением процесса на два этапа и последовательным выполнением работ
- При строгании наклонных плоскостей путем установки суппорта под углом и обеспечением его подачи в параллельном направлении. Максимальный эффект достигается при необходимости обработки узкой полосы (10-30 мм), при таких параметрах проявляются все преимущества закрепления широкого и не вращающегося резца.
- При выполнении пазов и канавок, включая шпоночные.
- При строгании фасок с помощью вогнутых, выпуклых и аналогичных резцов. При изготовлении зубчатых колес, муфт и кулачков (при условии использования дополнительных специализированных и делительных приспособлений).
Уступая фрезерным и токарным моделям в производительности и цене, данное оборудование выигрывает в дешевизне закрепляемого рабочего инструмента и в простоте его заточки. По этой причине такие станки рекомендуют купить при необходимости снятия окалины или формировании точных пазов и канавок в плоских и фасонных заготовках за минимальное число заходов.

Устройство и принцип работы оборудования
Компоновка узлов отличается простотой и включает несколько крупных элементов:
1. Фундаментную плиту с устойчивой станиной, фиксируемой болтами. Строгальный станок по металлу представляет собой довольно массивную конструкцию и весит не менее 1800 кг.
2. Ползун с вмонтированным суппортом, удерживающим и регулирующим положение строгального резца, и механизм его подачи.
3. Шкаф или кожух с двигателем (преимущественно асинхронными) и электрооборудованием и привод. Строгальные виды станков оснащаются кулисным, кривошипным, шестерным, переносным или гидравлическим механизмами передачи, первая группа является самой распространенной, но имеет сравнительно ограниченную длину хода ползуна (до 700 мм), разновидности с движением в пределах 700-1000 мм как правило гидрофицированы и имеют отдельный привод для осуществления ускоренного возврата суппорта.
4. Рабочий стол со стойками для дополнительного крепления и усиления жесткости и направляющими для горизонтального перемещения. У усовершенствованных модификаций он является наклонным.
Поперечное строгание в этих станках осуществляется с помощью совершающего возвратно-поступательные перемещение ползуна с закрепленным резцом с разными сечением и формой, в ходе контакта с инструментом сама заготовка остается неподвижной.
Снятие метала или формирование паза при этом осуществляется во время рабочего хода узла суппорта, после чего следует его холостой ход (как правило ускоренный в несколько раз) с возвратом в исходное положение. По завершении каждой возвратной операции станок осуществляет движение подачи стола в поперечном направлении относительно главного хода.
Основной размерной характеристикой является длина хода ползуна, варьирующаяся от 200 до 2400 мм, при среднем диапазоне 500-700. Суппорт с резцом способны перемещаться в продольном и вертикальном направлении и поворачиваться вокруг горизонтальной оси. Скорость его движения наряду с габаритами и параметрами подач стола оказывают прямое влияние на функциональность и размеры обрабатываемой заготовки. Устройства питаются от трехфазной сети и имеют простое управление.
Обзор модельного ряда станков
Основным разработчиком и производителем строгального оборудования данной группы является Оренбургский СЗ, приобрести готовые, отремонтированные или модернизированные устройства предлагают многие отечественные , «Прессмаш», «Станочный мир»), среди б/у станков хорошие отзывы продукция Гомельского СЗ. Модели имеют в целом сходную конструкцию, различия проявляется в габаритах, мощности и параметрах обрабатываемой заготовки. Основные показатели наиболее распространенных из них представлены ниже:
7305Т
Базовая модель поперечно-строгального станка, поставляемая без долбежной головки по цене от 680000 рублей и используемая при обработке плоских и фасонных изделий из металла во всех плоскостях, включая наклонную.
| Характеристика | 7305Т | 7307ГТ |
| Ход ползуна, мм: | ||
| наибольший для строгания | 500 | 710 |
| наибольший для долбления | 200 | 250 |
| Размеры верхней рабочей поверхности стола, мм | 500х400 | 710х450 |
| Частота ходов ползуна, дв.ход/мин | 13,2-150 | 10,6-118 |
| Подача стола, мм/дв.ход: | ||
| Горизонтальная | 0,2-5,0 | |
| Вертикальная | 0,04-1,0 | |
| Мощность главного привода, кВт | 5,5 | |
| Масса 7305Т станка (без принадлежностей) кг, мах | 1980 | 2770 |
| Габаритные размеры станка, мм | 2380х1085х1560 | 2790х1375х1665 |
| Габаритные размеры упаковки, мм | 2400х1306х1620 | 2800х1400х1740 |
Данное оборудование выделяется повышенной жесткостью станины и направляющей и обладает хорошим ресурсом по мощности (до 5500 Вт), способствующими точному выполнению чистового, чернового и тонкого строгания.
Станок оснащен поворотным столом 500×400 с 25 подачами и тремя Т-образными пазами для захвата заготовок при ходе ползуна до 510 мм и вылете до 560 максимальное расстояние между горизонтальной плоскостью и направляющими у него составляет 40 см.
7307ТД
Расширенная модификация 7305Т с долбежной головкой и увеличенным до 710 ходом ползуна. Этот поперечно-строгальный станок по аналогии с предыдущим рекомендуют купить при обработке плоских и фасонных заготовок из твердых материалов (допускаемое усилие резания достигает 19,6 кН), при равной мощности и скорости перемещения стола он выигрывает в функциональности и увеличении рабочего пространства.
Это сказывается на цене, в новом состоянии эту модель можно приобрести от 800000 рублей и выше. При этом его оптимальной сферой применения являются предприятия с единичными и мелкосерийными условиями производства.
7Б35
Строгальное оборудование для обработки резцом заготовок с длиной до 500 мм включительно и формирования в них пазов и канавой с разной формой и глубиной в пределах сечения рабочего инструмента 20×32 мм. Модель была разработана с целью установки в ремонтных, механических и инструментальных цехах предприятий машино- и приборостроения при сравнительно малых объемах производства (единичный и мелкосерийный выпуск деталей из металлов).
В базовом исполнении 7Б35 имеет неповоротный стол с 20 подачами и ручным, механическим и укоренным перемещением, модели с универсальными поворотными конструкциями изготавливаются под заказ. Станок оснащен узлом централизованной смазки и стружносборником, ориентировочные затраты при его покупке в базовой комплектации и хорошем состоянии составляют 600000 рублей.
7М36 и 7М37
Поперечно-строгальный станок Гомельского СЗ являющийся базовым для моделей с универсальным поворотным столом и копировальными устройствами, используемый для обработки поверхностей их металла с длиной ползуна до 700 мм включительно. В настоящий момент модель снята с основного производства и заменена усовершенствованными долбежными аналогами, но благодаря надежности узлов и гидравлическому приводу она все еще используется в механических цехах машиностроительных предприятий и реализуется в б/у состоянии по цене от 140000 рублей и выше.
Станок имеет 2 электродвигателя (главный обеспечивает запуск всех узлов, вспомогательный – быстрое перемещения рабочего стола с размерами 450×700 и 560×1000 мм соответственно), смазка его станины и направляющих ползуна осуществляется автоматически, это же относится к подаче суппорта и резца.
Разновидность строгальных станков по металлу.
Строгальные станки по металлу представляют собой группу оборудования. В ее состав входят следующие станки:
- долбежные,
- протяжные,
- продольно-строгальные,
- поперечно-строгальные,
- фасонно-строгальные.
Деление станков на поперечно-строгальные и продольно-строгальные зависит от движения самой детали или режущего инструмента. В продольно-строгальных станках основные движения выполняются заготовкой, которая закреплена специальным образом. Они предназначены для работы с небольшими заготовками. Резцы в нем двигаются с определенной скоростью.
Поперечно-строгальное оборудование по металлу предполагают работу со средними размерами заготовок. Также их функцией является проделывание отверстий, выемок и каналов.
https://youtube.com/watch?v=qgQHoIeL1YE
Классификация строгальных станков по металлу
Выделяют два основных вида оборудования:
· Поперечно-строгальные станки;
· Продольно-строгальные станки.
Они отличаются между собой по характеру обрабатывающего движения. Основному резцу поперечно-строгального станка, который закрепляется в суппорте, сообщается прямолинейное возвратно-поступательное движение. У продольно строгального станка по металлу движется сам стол, на котором закрепляется изделие. Фактически процесс резания можно разделить на два шага – рабочий и холостой ход. Сначала резец продвигается вперёд, а затем возвращается в исходное положение.
Скорость движения остаётся постоянной, если используется гидравлический привод. На тех моделях, где установлен кулисно-кривошипный привод скорость резца меняется от нуля до максимальной.
Строгальный станок по металлу является одним из наиболее распространённых видов оборудование в своей области. Он применяется при обработке фасонных и плоских поверхностей. Продольно-строгальные станки предназначаются для обработки небольших заготовок. Особенность его конструкции заключается в обеспечении максимального удобства при работе.
Поперечно-строгальные станки в свою очередь активно используются работы с деталями средних размеров. Другими их функциями являются прорезание отверстий, пазов, каналов и выемок.
Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. К примеру, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Строгальное оборудование следует использовать в технологических кампаниях по обработке и производству разного типа деталей. Исходные разновидности заготовок проходят процесс многоэтапной обработки на станках определённого вида. В оборудовании, производящемся на предприятии машиностроительного типа, используются детали разных конфигураций и габаритов.
Оснастка
Срезка материала невозможна без острых стальных резцов, которыми оснащают оборудование. Прежде чем приступать к обработке заготовки, необходимо тщательно подойти к выбору оснастки. Мастера советуют учитывать при покупке резцов:
-
размеры;
-
область применения;
-
прочностные характеристики;
-
остроту.


Главное преимущество строгальных станков – простота эксплуатации. Выполнить монтаж нового резца можно без опыта и особых знаний об устройстве конструкции установки. Во время работы стоит позаботиться о грамотном использовании резцов, чтобы продлить срок службы комплектующих.

Принцип работы и конструкция станка
Строгальные станки используются в процессе производства паркета, багетов, карнизов, а также для распиловки «начисто». При помощи такого станка можно осуществить обработку любой линейчатой поверхности: горизонтальной, вертикальной, наклонной, расположенной под разными углами.
Главные узлы строгального инструмента:
- станина – металлическая основа станка
- ножевой вал
- рабочий стол
- мотор
- вальцы.
Рабочая поверхность станка разделена на две части: подвижную и неподвижную. Между этими частями движется ножевой вал, задача которого состоит в срезании частей заготовки. Во время передвижения по рабочему столу заготовка придерживается вальцами. На всех современных станках присутствуют средства безопасности: специальные крышки, кнопки безопасности, защитные барьеры.
Строгальный станок по дереву оснащен ножами, которые закреплены на валу. Ножи для строгального станка могут присутствовать в количестве двух или трех штук. Три ножа существенно повышают качество обработки, а также делают вал более сбалансированным. Смена комплектов ножей позволяет работать как с мягкими (ель, сосна), так и с твердыми сортами лесоматериалов (дуб, тополь, бук).
Во всех типах строгальных станков имеется направляющая планка, позволяющая регулировать угол наклона. Вся конструкция этого устройства отличается жёсткостью и массивностью, вследствие чего наблюдается несущественный уровень вибрации. Это является важным фактором, который оказывает влияние на качество обработки и комфортное применение, и даже продлевает период эксплуатации инструмента.
Строгальные станки имеют специальный патрубок для подключения пылесоса, который собирает стружку. Благодаря этому рабочее место всегда чистое, уменьшается число остановок для очистки станка. Кроме этого мастер защищён от вредного действия образующейся древесной пыли.
Существует два типа строгальных станков:
- настольные
- стационарные.
Зачастую компактные настольные станки выбирают мастера для использования в домашних или небольших мастерских, тогда как стационарные варианты используются на крупных деревообрабатывающих предприятиях. И стоимость настольного оборудования существенно ниже, чем стационарного.
Инструмент и приспособления для строгальных станков
Обработка металлов на строгальных станках называется строганием. Инструментами для строгания служат резцы, подобные токарным резцам. Резцы бывают черновые и чистовые. В зависимости от условий работы и обрабатываемой поверхности используют резцы разных размеров и конструкций.
По конструкции строгальные резцы бывают прямые и с отогнутыми головками. На рисунке ниже показаны основные виды строгальных резцов, применяемых для обработки различных поверхностей.
Строгальные резцы

а — проходные; б — подрезные; в — подрезные отогнутые; г — прорезной; д — прорезные отогнутые.
В качестве приспособлений при работе на строгальных станках широко используют машинные тиски, которые бывают простые и поворотные. Наиболее распространены поворотные машинные тиски.
Поворотные машинные тиски

Они удобны тем, что верхнюю часть тисков вместе с обрабатываемой заготовкой можно повернуть в горизонтальной плоскости на требуемый угол. Средние и крупные заготовки, которые нельзя закрепить в тисках, крепят непосредственно на столе при помощи планок, болтов, скоб и прихватов, струбцин и других.
Прижимные планки (а) и способ крепления заготовки (6)
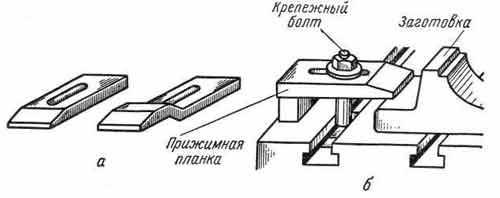
Вопросы
- Как называется обработка на строгальных станках?
- Что служит основным рабочим инструментом при строгании?
- Какие приспособления используют при строгании?
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич
Устройство
Для качественного выполнения порученных на него функций, строгальные станки должны иметь в своём составе следующие узлы:
- станина;
- блока управления;
- суппорт с одним или несколькими резцедержателями;
- рама (на крупных станках рама имеет портальную конфигурацию, на более мелких – выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жёсткость;
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первая цифра обозначает номер группы по классификационной таблиц. Для строгальных станков — это цифра 7. Вторая цифра, указывает на тип станка (1 – одностоечный продольно-строгальный; 2 — двухстоечный продольно-строгальный; 3 – поперечно-строгальный; 4 – долбежные; 5- протяжные горизонтальные; и т.д). Третья и четвертая цифры обозначают наибольший размер обрабатываемой детали.
Особенности конструкции и эксплуатация строгальных станков по металлу
Помимо принципа работы и расположение резцов одним из главных особенностей, которым обладает строгальный станок по металлу, является количество ножей. Существует односторонние, двухсторонние и четырёхсторонние.
Естественно, что четырёхсторонний станок способен обеспечить максимальное качество обработки поверхности. Другими немаловажными факторами являются плавность рабочего хода, скорость движения резцов, надёжность работы и т.д. К тому же, четырёхсторонние строгальные станки по металлу способны обрабатывать деталь сразу с нескольких сторон. В свою очередь благодаря этому появляться возможность значительно повысить производительность и эффективность работы.
Строгальные станки по металлу применяются для обработки мелких и относительно крупных заготовок, также они подходят для работы с длинными и широкими поверхностями. Как правило, подобное оборудование больше востребовано для небольшого производства. На крупных предприятиях, где налажено крупносерийное производство, используются профессиональные фрезерные, протяжные и шлифовальные станки.
Сейчас на рынке представлено множество разнообразных моделей от тех или иных компаний. В зависимости от мощности, функциональности и других характеристик стоимость строгальных станков по металлу отличается. Цена начинается от 50-70 тысяч рублей за простые модели и достигает нескольких сотен тысяч за более продвинутые.
При выборе необходимо ориентироваться не только на стоимость оборудования, но и на его особенности. В любом случае станки должны полностью соответствовать поставленным задачам. В противном случае будут некоторые проблемы, в частности производительность оборудования будет недостаточной, либо наоборот, стоимость завышенной.
Типы строгальных агрегатов
После анализа геометрических размеров заготовки, а также свойств металла, из которого она изготовлена, отделка поверхности производится на продольно- или поперечно-строгальном агрегате.
Принципиальное отличие этих станков по металлу определяется способом перемещения резца. На продольно-строгальном агрегате движется стол, с зафиксированной на нем обрабатываемой заготовкой.
Таким способом обрабатываются большие болванки. Когда выполняется поперечная строгальная обработка, движется резец, а обрабатываемая деталь закреплена на столе. Этот способ применяется при обработке деталей средних размеров. В каждом конкретном случае выбираются резцы соответствующей конфигурации.
Используя резцы различной формы, на таких станках выполняются операции по выборке выемок и пазов, проточке каналов и прорезанию отверстий.
Одной из особенностей строгального станка по металлу является количество установленных режущих инструментов.
Некоторые модели рассчитаны на одновременное крепление сразу нескольких резцов.
По этим параметрам выпускаются следующие модели станков:
- односторонние;
- двухсторонние;
- четырехсторонние.
Чем больше режущих инструментов установлено на устройство продольно-строгального типа, тем выше его производительность.
Устройство агрегата продольно-строгального типа
Как предписано техническими характеристиками, продольно строгальные станки применяются при обработке поверхностей на корпусных и ассиметричных деталях, отлитых из чугуна или из сплавов цветных и черных металлов.
Размеры обрабатываемой заготовки определяются техническими возможностями строгального агрегата. Исходную заготовку, которую необходимо обработать, устанавливают на столе.
Стол способен выполнять возвратно-поступательные движения. При этом резец, закрепленный в суппорте, остается неподвижным.
При холостом ходе стола суппорт выполняет движение в сторону, позволяя свободно перемещаться столу в исходную точку.
Такое комплексное движение позволяет обрабатывать большие заготовки сразу же несколькими резцами.
Продольно-строгальный станок для производства металлических изделий скомпонован из станины, стола, суппортов, поперечины, электрооборудования, системы смазки и других узлов.
При обработке сложных по геометрическим размерам деталей, на суппорт можно установить несколько режущих инструментов. Такой прием сокращает время для обработки изделия.
Устройство агрегата поперечно-строгального типа
Строгальный станок по металлу поперечного типа устанавливается в технологических линиях, где обрабатываются детали малого и среднего размера.
Агрегат используется при строгании горизонтальных, вертикальных и наклонных поверхностей.
Как и в любом металлообрабатывающем станке, основными элементами поперечно-строгального агрегата является станина и основание.
На эту опору крепятся все узлы и устройства, которые призваны обеспечивать крепление и перемещение соответствующих элементов. Деталь закрепляется на столе по заданным координатам.
Суппорту, с закрепленным в нем резцом, задается движение в определенных пределах.
Строгальный агрегат по металлу поперченного типа может работать под ручным управлением или по заданной программе.
Основным считается возвратно-поступательное движение ползуна, на котором закреплен режущий инструмент.
Вспомогательным является движение стола, на котором закреплена обрабатываемая заготовка. Скорость перемещения ползуна регулируется с помощью специальной коробки передач, как в автомобиле.
Перед началом обработки любой детали все механические узлы агрегата нужно смазать машинным маслом.
Расположение составных частей поперечно-строгального станка 7е35
Перечень составных частей поперечно-строгального станка 7Е35
- Станина — 7Е3510000
- Суппорт — 7Е3531000
- Механизм автоматической подачи суппорта* — 7Е3533000
- Ползун — 7Е3530000
- Электрооборудование — 7Е3580000
- Коробка скоростей — 7Е3520000
- Механизм переключения коробки скоростей — 7Е3521000
- Централизованная смазка — 7Е3570000
- Коробка подач — 7Е3550000
- Кулисный механизм — 7Е3540000
- Поперечина* — 7Е3560000
- Универсальный стол** — 7Е3561000
12. Стол*** — 7Е3562000
* По особому заказу.
** Только у станка с универсальным поворотным столом.
*** Только у станка с прямоугольным неповоротным столом.
Разновидности резцов для строгального оборудования
- По направлению подачи; (левые и правые)
- По форме головки;(прямые, отогнутые, с оттянутой головкой)
- По способу изготовления;(цельные и составные)
- По виду выполняемой работы.(проходные черновые и чистовые, фасонные, отрезные, канавочные и др.)
Процесс строгания металла происходит лишь при рабочем резце, либо на столах с прочно закреплённой заготовкой.
В тот момент, когда режущий инструмент плотно закреплён в откидном держателе, его процесс изнашивания и истощения будет происходить намного дольше, так как во время обратного хода он начинает откидываться и свободно перемещается по всей поверхности.
Основные критерии выбора модели резца:
- тип оборудования – для продольных или поперечных операций;
- материал режущей кромки. Влияет на скорость и точность работы;
- форма резца. В зависимости от этого параметра будет происходить формирование канавок, отверстий или выборок на поверхности детали.
Существует несколько типов операций, осуществляемые на продольно-строгальном станке. Они могут быть проходные, чистовые, фасонные, подрезные или отрезные. Для увеличения срока службы резцов рекомендуется использовать оборудование с откидной фиксирующей головкой. После первичной обработки резец возвращается в исходное положение. Во время обратного хода он не должен контактировать с поверхностью заготовки.
Наиболее распространенными являются продольно-строгальные станки. Они характеризуются относительно небольшими габаритами и простотой в эксплуатации
Особое внимание следует уделять качеству режущих инструментов. Для обеспечения бесперебойного технологического процесса необходимо иметь небольшой запас
7Д36 станок поперечно-строгальный с гидравлическим приводом. Назначение и область применения
Поперечно-строгальный станок модели 7д36 заменил устаревшую модель .
Поперечно-строгальный станок 7Д36 предназначен для обработки резцом плоских и фасонных поверхностей (горизонтальных, вертикальных, наклонных), а также для прорезания всевозможных пазов и канавок в деталях с длиной обработки до 500 мм. Он применяется в механических цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
Строгальный станок 7Д36 предназначен для строгания плоских и фасонных поверхностей в условиях единичного и мелкосерийного производства.
Особенности конструкции станка
Наличие на станке 7Д36 механических подач стола и резцового суппорта, механизма настройки стола на ширину строгания и механизма автоматического останова обеспечивает возможность многостаночного обслуживания.
Ползун имеет гидравлическое возвратно-поступательное движение. Направление движения ползуна и длина его хода изменяются при помощи упоров, расположенных па ползуне. Подача стола в вертикальном и горизонтальном направлениях осуществляется посредством гидромеханического устройства коробки подач. Ускоренные перемещения стола осуществляются от отдельного электродвигателя, соединенного с коробкой подач при помощи фрикционной муфты, отключающей цепь быстрых перемещений стола при перегрузках и крайних его положениях. Предусмотрена возможность перемещения стола вручную.
Станок имеет автоматическую подачу суппорта и отвода резца от обрабатываемой поверхности при холостом ходе ползуна.
Смазка направляющих ползуна и станины автоматическая. Станок 7Д36 является базовым для модификаций с универсальным поворотным столом и копировальным устройством.
По особому заказу за дополнительную плату станок может быть укомплектован теплообменником для охлаждения масляной ванны.
Класс точности станка Н.
Строгальные станки. Общие сведения
Основное назначение строгальных станков — это обработка долблением плоских и фасонных линейчатых поверхностей, пазов и канавок в разнообразных деталях, а также штампов различных видов.
Строгальный станок – металлорежущий станок для обработки строгальными резцами горизонтальных, вертикальных и наклонных поверхностей с прямолинейными образующими.
Различают поперечно-строгальные и продольно-строгальные станки.
Главное движение строгального станка — прямолинейное возвратно-поступательное. У поперечно-строгального станка оно сообщается резцу, закрепленному в суппорте, у продольно-строгального станка — столу, на котором устанавливается изделие. Резание производится во время рабочего хода, затем следует холостой ход (с более высокой скоростью), при котором резец (или изделие) возвращается в первоначальное положение. Скорость главного движения остается постоянной у всех продольно-строгальных станков и поперечно-строгальных станков с гидравлическим приводом и меняется (от нуля до максимальной и вновь до нуля) у поперечно-строгальных станков с приводом от кулисно-кривошипного механизма. В конце каждого холостого хода осуществляется движение подачи (в поперечном направлении относительно направления главного движения). У поперечно-строгальных станков оно сообщается столу и закрепленному на нём изделию, у продольно-строгальных — резцу, закрепленному в суппорте.
На поперечно-строгальных станках обрабатывают мелкие и средние изделия, на продольно-строгальных — относительно крупные изделия или одновременно несколько средних изделий, а также изделия с узкими длинными поверхностями, главным образом в индивидуальном и мелкосерийном производствах.
Из-за холостого хода невыгодно использование строгальных станков в крупносерийном и массовом производстве, где они заменяются фрезерными, протяжными, шлифовальными станками.
Виды поверхностей, обрабатываемых на строгальных станках
Виды поверхностей, обрабатываемых на строгальных станках:
- а — ласточкин хвост
- б, е — канавки
- в — вертикальные плоскости
- г, д — фасонные поверхности
- ж — фаски
Положение суппорта и поворотной доски суппорта при строгании
Конструктивные особенности строгальных станков.
Строгальный станок по металлу обладает отличительной особенностью – наличием резцов. На некоторых моделях предусмотрено сразу несколько резных инструментов. Поэтому станки могут быть:
- односторонними,
- двусторонними,
- четырехсторонними.
Факторами, которые могут повлиять на качество работы, считаются скорость движения режущей поверхности, плавность и частота движений, наличие резцов, их размеры, количество и расположение. Чем больше резцов у станка, тем выше становится его производительность, повышается качество работы.
Резцы имеют различия в форме и размерах. Они бывают прямыми и изогнутыми. Прямые резцы применяются при малых вылетах, к тому же они просты в использовании. Минусом станет неточность при обработке. В некоторых случаях при применении силы изделие может быть испорчено. Изогнутые ножи более универсальны и дают возможность более точного снятия верхнего слоя с металла. При усилении нажима они не портят рабочую поверхность. С помощью изогнутых резцов есть возможность получить качественное, с высокой точностью нанесения углублений и каналов изделие.
Виды и специфика применения строгальных станков по металлу
Для придания стальной заготовке нужной формы используют несколько видов строгальных станков. Чаще всего перед обработкой деталь проходит цикл на фуговальном станке. Это оборудование позволяет достичь высокой точности изготовления во время выполнения производственного процесса.
Виды строгальных станков по металлу
Классический строгальный станок по металлу выполняет контролируемое удаление материала определенной толщины с поверхности заготовки. Отличается не только точностью выполнения процесса, но и технологическими схемами.
Основным отличием строгальных станков от фрезерных или токарных является конфигурация заготовки и принцип работы. Она не имеет формы вращения – ее стороны зачастую плоские. Резец обрабатывает одну или несколько сторон детали, которая жестко фиксируется на рабочем столе.
В зависимости от технологии изготовления различают следующие виды оборудования:
- продольно-строгальные. Рабочий стол имеет функцию смещения относительно фрезы, за счет чего происходит обработка поверхностей детали;
- поперечно-строгальные. Движется режущая часть, а заготовка остается неподвижной. Применяется для изготовления деталей больших размеров.
Помимо этого, для увеличения скорости производства одновременно может осуществляться несколько типов операций. Это зависит от количества резцов, установленных в шпиндельные пазы резца – от одного до четырех. В результате обработки происходит формирование выемок, канавок и выборок заданной формы.
Кроме этого, существуют станки специального назначения. Они выполняют схожие операции, но отличаются формой воздействия на обрабатываемую деталь:
- долбежные. С их помощью происходит формирование отверстий, выемок или канавок в результате механического воздействия «долбяка». Он перемещается только в вертикальной плоскости;
- протяжные. Предназначены для снятия стружки с заготовки. Бывают горизонтальные, вертикальные или комбинированные;
- фасонно-строгальные. Нужны для формирования криволинейных поверхностей.
Продольно-строгальные работы относятся к разряду черновой обработки заготовок. Поэтому к станкам и их элементам не предъявляются высокие требования, как и к их аналогам – фрезерным или токарным.
Чем больше режущих компонентов предусмотрено в конструкции продольно-строгального оборудования – тем выше его производительность. Однако при этом повышается время настройки.
Резцы для строгальных станков по металлу
Строгальные станки по обработке металла применяются для комплектации технологических линий с большой производительностью и ремонтных мастерских. Их преимуществом является относительно простая настройка и обслуживание.
Главным фактором правильной обработки заготовки является выбор соответствующего резца. Он должен быть предназначен для выполнения конкретной операции или иметь универсальную область применения. Для этого в процессе производства резцов применяют болванки из быстрорежущей стали или делают твердосплавные напайки.
Основные критерии выбора модели резца:
- тип оборудования – для продольных или поперечных операций;
- материал режущей кромки. Влияет на скорость и точность работы;
- форма резца. В зависимости от этого параметра будет происходить формирование канавок, отверстий или выборок на поверхности детали.
Существует несколько типов операций, которые можно осуществлять на продольно-строгальном станке. Они могут быть проходные, чистовые, фасонные, подрезные или отрезные. Для увеличения срока службы резцов рекомендуется использовать оборудование с откидной фиксирующей головкой. После первичной обработки резец возвращается в исходное положение. Во время обратного хода он не должен контактировать с поверхностью заготовки.
Наиболее распространенными являются продольно-строгальные станки. Они характеризуются относительно небольшими габаритами и простотой в эксплуатации
Особое внимание следует уделять качеству режущих инструментов. Для обеспечения бесперебойного технологического процесса необходимо иметь небольшой запас
В видеоматериале можно ознакомиться с примером эксплуатации строгального станка по металлу:
Обзор и сравнение моделей
| Модель станка | 7305Т | 7307ГТ | ОД61-5 | ОД61-7 |
| Ход ползуна строгания, мм | 500 | 710 | 500 | 710 |
| Ход ползуна долбления, мм | 200 | 250 | 200 | 200 |
| Частота ходов ползуна, дв. ход/мин | 13,2 — 150 | 10,6 — 118 | 13,2-150 | 10,6- 118 |
| Горизонтальная подача стола, мм/дв.ход | 0,2 — 5,0 | |||
| Вертикальная подача стола, мм/дв.ход | 0,04 — 1,0 | |||
| Масса, кг | 1980 | 2770 | 2200 | 3000 |
| Габариты, мм | 2380х1085х1560 | 2790х1375х1665 | 2410x1300x1560 | 2820x1575x1665 |
| Цена, руб | 671000 | 742500 | 660000 | 660000 |
Обслуживание продольно-строгального станка
Содержание
Введение
. Общая часть
.1 Требования к эксплуатации
электрооборудования
.2 План размещения
электрооборудования на станке
.3 Объем и последовательность
приемки оборудования
.4 Требования к персоналу
. Специальная часть
.1 Выбор способа прокладки
токопровода
.2 Расчет сечения проводов, кабелей,
шин
.3 Расчет и выбор аппаратов защиты
.4 Технология эксплуатации
электрооборудования
.5 Приспособления и инструмент для
эксплуатации
.6 Последовательность испытания
оборудования
.7 Разработка технологической
документации на проект
. Охрана труда
.1 Мероприятия по технике
безопасности при эксплуатации
.2 Расчет рабочего заземления
Заключение
Литература
Приложение — план задание
Введение
Электротехническая промышленность играет важную
роль в решении задач электрификации, технического перевооружения всех отраслей
народного хозяйства, механизации, автоматизации и интенсификации
производственных процессов.
Состояние оборудования электротехнической
отрасли в настоящее время отличается высокой степенью износа и подвергается все
увеличивающимся нагрузкам в связи с высоким ростом электропотребления.
Отечественное электрооборудование отличается
высоким запасом прочности, поэтому современные методы технической диагностики
позволяют продлить срок его службы и предотвратить аварийные ситуации, но они
могут только отодвинуть сроки полной замены изношенных основных фондов.
Тенденции развития нашего общества обуславливают переход к энергосберегающим и
энергоэффективным технологиям, что в скором времени приведет к необходимости
замены энергорасточительного, физически и морально устаревшего
электротехнического оборудования.
Государство разработало инвестиционные
программы, которые необходимо ежегодно уточнять с учетом достижений в
электротехнической отрасли, что позволит их координировать с выработанной
долгосрочной стратегией. Данные действия должны обеспечить надежное и
эффективное снабжение потребителей электрической и тепловой энергией в условиях
рыночных отношений.
Дальнейшее развитие электрической сети нашей
страны определяет создание мощной сетевой инфраструктуры, которая обеспечит
полноценную работу энергокомпаний и укрепит межсистемные связи, гарантирующие
надежный обмен энергией между регионами. При этом существует необходимость
улучшить уровень управляемости и надежности электрических сетей за счет
внедрения новых технологий.
Положительное влияние на развитие
электротехнической отрасли оказывают высокие темпы развития крупных
промышленных производств в нашей стране, потому что они являются основными
потребителями электротехнической продукции. Поэтому возрождение машиностроения,
авиастроения, судостроения, металлургического комплекса может гарантировать
стабильную перспективу для электротехнической промышленности.
1. Общая часть
.1 Требования к эксплуатации
электрооборудования
Техническое обслуживание включает регулярные
осмотры электрического и электромеханического оборудования и технические
мероприятия в соответствии с рекомендациями завода изготовителя, проводимые по
специальному графику и программе. В состав ТО входит также ремонты
оборудования, различающиеся по своему объему. Поскольку ТО за исключением
внешних осмотров проводится на неработающем оборудовании при снятом напряжении,
то графики ТО должны быть согласованы с графиками работы основного
технологического оборудования.
Электрическое и электромеханическое оборудование
по своему функциональному назначению делится на основное и вспомогательное.
К основному относится оборудование, без которого
невозможно проведение нормального технологического процесса по выпуску
продукции. К вспомогательному относится электрическое и электромеханическое,
служащее для улучшения условий труда и повышения его производительности, а
также для соблюдения экологических или иных нормативов производства. Его отказ
не приводит к перерывам в основном технологическом процессе.
Основная цель ТО, как указывалось ранее,
заключается в обеспечении надежной работы, исключающей поломки и отказы
электрического и электромеханического оборудования. Однако эти аварии могут
происходить не только по причине плохой эксплуатации, но и вследствие нарушения
стандартов качества электрической энергии, содержащихся в ГОСТ 13109-97. Аварии
и отказы приводят к материальным и экономическим ущербам на производстве.
Поэтому выявление причин отказов и аварий также является задачей эксплуатации.
Для этого необходимо проводить мониторинг качества электроэнергии, чтобы
электроснабжающие компании несли свою долю ответственности за нарушение условий
договора энергоснабжения.
Поскольку стоимость ТО входит в себестоимость готовой
продукции, то вопрос о необходимом объеме ТО в настоящее время является в
большинстве случаев чисто экономическим. На сегодняшний день существуют три
системы ТО:
практически без обслуживания («не трогай, пока
не сломается»);
планово — предупредительная система обслуживания
и ремонтов (ППР);
обслуживание с ремонтами по мере необходимости.
Первый вид ТО встречается применительно к
вспомогательному электрооборудованию типа освещения, вентиляции и
электронагревательных устройств. Стоимость такого оборудования, как правило,
невелика, что позволяет иметь на предприятии его необходимый резерв и проводить
в случае надобности его быструю замену.
Основным недостатком системы ППР является
возможность отправки в ремонт исправного оборудования, поскольку оценка его
износа осуществляется косвенным путем по количественным показателям.
Так, для коммутационных аппаратов критерием
износа служит число отключений (включений) без учета токов отключения, которые
и определяют их износ.
Для электрических машин и трансформаторов
критерием является время работы без учета реальной нагрузки т.д. А поскольку
стоимость ТО входит в себестоимость продукции, то стремление к уменьшению
издержек производства приводит к стремлению уменьшить стоимость ТО за счет
рационализации ремонтов. В этой связи в начале 1990-х годов в мировую практику
начал внедряться другой вид ТО.
Новый вид ТО обеспечивает необходимый уровень
надежности работы оборудования при минимальной стоимости обслуживания.
Применение этого вида ТО требует мониторинга режимов работы электрического и
электромеханического оборудования, а также контроля условий окружающей среды.
Мониторинг осуществляется с помощью системы датчиков, сигналы от которых
передаются на микропроцессоры и далее на ЦВМ пункта управления. Последняя с помощью
математических моделей надежности обрабатывает полученную информацию и выдает
данные по уровню надежности и необходимости ремонта оборудования. К
достоинствам этого вида ТО относится выведение из эксплуатации только того
оборудования, ремонт которого объективно необходим. В первую очередь этот вид
ТО распространяется на наиболее ответственное и дорогостоящее оборудование.
1.2 План размещения оборудования на
станке
Продольно-строгальные станки предназначаются в
основном для обработки резцами плоских горизонтальных и вертикальных
поверхностей у крупных деталей большой длины.
рис. 1 Общий вид продольно-строгального станка
На этих станках можно также производить
прорезание прямолинейных канавок различного профиля, Т-образных пазов и т.д.
Детали средних размеров устанавливаются рядами на столе станка и обрабатываются
одновременно.
Продольно строгальные станки разделяются на
одностоечные (с консольной поперечиной) и двухстоечные (портального типа). На
рисунке 1 показан общий вид двухстроечного продольно-строгального станка. Его
станина 1 имеет продольные направляющие (плоские и V-образные) . По ним
возвратно-поступательно движется стол 2, на котором закрепляют обрабатываемую
деталь. Перемещение стола — главное движение — осуществляется от
электродвигателя 9, через редуктор и реечную передачу. Снятие стружки c
обрабатываемой детали (строгание) происходит при ходе стола вперед (прямой или
рабочий ход). Ход стола назад (обратный ход) совершается обычно c повышенной
скоростью, и снятие стружки не производится (холостой ход), a резцы в это время
автоматически отводятся от обработанной поверхности (поднимаются). Изменение
направления движения стола производится при помощи электромагнитной реверсивной
муфты (на малых станках), или посредством реверсирования главного двигателя.
Портал станка 6 образован двумя вертикальными стойками и верхней балкой. К этой
балке прикреплена подвеска 5 пульта управления 11. По вертикальным направляющим
стоек при помощи ходовых винтов перемещаются поперечина (траверса) 3 и боковой
суппорт 10 (некоторые станки имеют два боковых суппорта).
Поперечина имеет горизонтальные направляющие, по
которым могут перемещаться вертикальные суппорты 4. Суппорты станка c
закрепленными в них резцами осуществляют прерывистую периодическую подачу за
время реверса стола c обратного хода на прямой и быстрые установочные
перемещения. Движение суппортам передается через коробки подач 7 и 8 отдельных
электродвигателей.
Основными величинами, характеризующими размеры и
технологические возможности различных продольно строгальных станков, являются
наибольшая длина строгания (ход стола) L (от 1,5 до 12 м), наибольшая ширина
обработки (от 0,7 до 4 м) и наибольшее тяговое усиление на рейке стола Fт
(до 30-70 кН и более).
1.3 Объем и последовательность
приемки электрооборудования
Новые или реконструированные электроустановки
должны быть приняты в эксплуатацию в порядке, изложенном в Правилах Технической
Эксплуатации:
. При организации эксплуатации конкретного вида
переносных, передвижных электроприемников (электроинструмент, электрические
машины, светильники, сварочные установки, насосы, печи, компрессоры),
вспомогательного оборудования к ним (переносные: разделительные и понижающие
трансформаторы, преобразователи частоты, устройства защитного отключения,
кабели — удлинители и т.д.) необходимо учитывать дополнительные требования к
ним, изложенные в документации завода — изготовителя, государственных
стандартах, правилах безопасности и настоящих Правилах.
. Переносные и передвижные электроприемники,
вспомогательное оборудование к ним должны соответствовать требованиям
государственных стандартов или технических условий, утвержденных в
установленном порядке.
. Переносные и передвижные электроприемники,
вспомогательное оборудование к ним, в том числе иностранного производства,
подлежащие обязательной сертификации, должны иметь российские сертификаты
соответствия.
. Применять переносные и передвижные
электроприемники допускается только в соответствии с их назначением, указанным
в паспорте.
. Каждый переносной, передвижной
электроприемник, элементы вспомогательного оборудования к ним должны иметь
инвентарные номера.
. К работе с использованием переносного или
передвижного электроприемника, требующего наличия у персонала групп по
электробезопасности, допускаются работники, прошедшие инструктаж по охране
труда и имеющие группу по электробезопасности.
. Подключение (отключение) к (от) электрической
сети переносных и передвижных электроприемников при помощи втычных соединителей
или штепсельных соединений, удовлетворяющих требованиям электробезопасности,
разрешается выполнять персоналу, допущенного к работе с ними.
. Присоединение переносных, передвижных
электроприемников, вспомогательного оборудования к ним к электрической сети с
помощью разборных контактных соединений и отсоединение его от сети должен
выполнять электротехнический персонал, имеющий группу 3, эксплуатирующий эту
электрическую сеть.
. Для поддержания исправного состояния,
проведения периодических проверок переносных передвижных электроприемников,
вспомогательного оборудования к ним распоряжением руководителя Потребителя
должен быть назначен ответственный работник или работники, имеющие группу 3.
Данные работники обязаны вести Журнал регистрации инвентарного учета,
периодической проверки и ремонта переносных и передвижных электроприемников,
вспомогательного оборудования к ним.
. Переносные и передвижные электроприемники,
вспомогательное оборудование к ним должны подвергаться периодической проверке
не реже одного раза в 6 месяцев. Результаты проверки работники, указанные в
п.9, отражают в Журнале регистрации инвентарного учета, периодической проверки
и ремонта переносных и передвижных электроприемников, вспомогательного
оборудования к ним.
. В объем периодической проверки переносных и
передвижных электроприемников, вспомогательного оборудования к ним входят:
внешний осмотр;
проверка работы на холостом ходу в течение не
менее 5 минут;
измерение сопротивления изоляции;
проверка исправности цепи заземления
электроприемников и вспомогательного оборудования классов 0,1 и 1.
. В процессе эксплуатации переносные, передвижные
электроприемники, вспомогательное оборудование к ним должны подвергаться
техническому обслуживанию, испытаниям и измерениям, планово-предупредительным
ремонтам в соответствии с указаниями заводов-изготовителей, приведенными в
документации на эти электроприемники и вспомогательное оборудование к ним.
. Ремонт переносных и передвижных
электроприемников, вспомогательного оборудования к ним должен производиться
специализированной организацией (подразделением). После ремонта каждый
переносной и передвижной электроприемник, вспомогательное оборудование должны
быть подвергнуты испытаниям в соответствии с государственными стандартами,
указаниями завода-изготовителя, нормами испытаний электрооборудования.
1.4 Требования к персоналу
Обслуживание и эксплуатацию электроустановок
должен осуществлять подготовленный электротехнический персонал. В данном
вопросе рассматриваются требования ПТЭ к персоналу, имеющего право производить
работы по монтажу, ремонту и эксплуатации рассматриваемого оборудования.
Электромонтер 3-го разряда должен уметь:
обслуживать силовые и осветительные электроустановки
со схемами включения средней сложности;
выполнять несложные работы на ведомственных
электростанциях и трансформаторных подстанциях с полным их отключением от
напряжения;
проводить оперативные переключения в
электросетях, ревизию трансформаторов, выключателей, разъединителей и приводов
к ним без разборки конструктивных элементов;
регулировать нагрузку электрооборудования на
обслуживаемом участке;
проверять мегаомметром состояние изоляции и
сопротивление электродвигателей, трансформаторов и кабельных сетей;
выявлять и устранять неисправности и повреждения
электроустановок;
разделывать, сращивать, изолировать и паять
провода напряжение выше 1000 В;
обслуживать, устанавливать и включать
электроизмерительные приборы и электросчетчики;
обслуживать и производить ремонт
электродвигателей мощностью до 100кВт, пускорегулирующей аппаратуры
распределительных устройств напряжением до 1000 В;
заряжать и обслуживать сложную осветительную
арматуру (взрывонепроницаемую) с лампами накаливания и устанавливать
люминесцентные светильники.
Электромонтер 3-го разряда должен знать:
устройство обслуживаемых электродвигателей,
генераторов, трансформаторов, аппаратуры распределительных устройств,
электросетей и электроприборов, масляных выключателей, предохранителей,
контакторов, аккумуляторов, статических конденсаторов, контроллеров,
выпрямителей;
правила и нормы испытания изоляции обмоток
мегаомметром;
приемы и способы сращивания и пайки проводов
высокого напряжения;
основные требования к релейной защите;
приемы нахождения и устранения неисправностей в
электросетях и электромашинах;
принципы работы реостатов, автотрансформаторов,
электроприводов с полуавтоматическим управлением;
определение допустимых нагрузок на
трансформаторы, электродвигатели, кабели и провода;
устройство универсальных и специальных
приспособлений, простых и средней сложности контрольно-измерительных приборов.
2. Специальная часть
.1 Выбор способа прокладки
токопровода
Электропроводка должна соответствовать условиям
окружающей среды, назначению и ценности сооружений, их конструкции и
архитектурным особенностям. Электропроводка должна обеспечивать возможность
легкого распознания по всей длине проводников по цветам:
голубого цвета — для обозначения нулевого
рабочего или среднего проводника электрической сети;
двухцветной комбинации зелено-желтого цвета —
для обозначения защитного или нулевого защитного проводника;
двухцветной комбинации зелено-желтого цвета по
всей длине с голубыми метками на концах линии, которые наносятся при монтаже —
для обозначения совмещенного нулевого рабочего и нулевого защитного проводника;
черного, коричневого, красного, фиолетового,
серого, розового, белого, оранжевого, бирюзового цвета — для обозначения
фазного проводника.
При выборе вида электропроводки и способа
прокладки проводов и кабелей должны учитываться требования электробезопасности
и пожарной безопасности.
В производственных нормальных помещениях
допускается использование стальных труб и тросов открытых электропроводок, а
также металлических корпусов открыто установленных токопроводов, металлических
конструкций зданий, конструкций производственного назначения (например, фермы,
колонны, подкрановые пути) и механизмов в качестве одного из рабочих
проводников линии в сетях напряжением до 42 В. При этом должны быть обеспечены
непрерывность и достаточная проводимость этих проводников, видимость и надежная
сварка стыков.
При открытой прокладке защищенных проводов
(кабелей) с оболочками из сгораемых материалов и незащищенных проводов
расстояние в свету от провода (кабеля) до поверхности оснований, конструкций,
деталей из сгораемых материалов должно составлять не менее 10 мм. При
невозможности обеспечить указанное расстояние провод (кабель) следует отделять
от поверхности слоем несгораемого материала, выступающим с каждой стороны провода
(кабеля) не менее чем на 10 мм.
При скрытой прокладке защищенных проводов
(кабелей) с оболочками из сгораемых материалов и незащищенных проводов в
закрытых нишах, в пустотах строительных конструкций (например, между стеной и
облицовкой), в бороздах и т. п. с наличием сгораемых конструкций необходимо
защищать провода и кабели сплошным слоем несгораемого материала со всех сторон.
Все электрооборудование станка за исключением
электродвигателей и пульта управления установлено на панели управления, и
соединяется с двигателем с помощью силового кабеля.
2.2 Расчёт сечения кабелей
Для того чтобы определить и выбрать сечение
кабеля, необходимо рассчитать расчетный ток.
Ток расчетный Iр,
определяется по формуле, А:
![]()
где Рн- номинальная мощность приёмника, кВт;
Uн- номинальное
напряжение, кВ;
![]() — КПД двигателя
— КПД двигателя
![]()
Далее
определяем ток расчетный максимальный Iрmax определяется
по формуле, А:
Iрmax=1,15*Iр
Где Iр= ток
расчетный, А.
Iрmax=1,15*130,617=150,209
Выбираем марку кабеля ВВГ (2*50).
Применяем ближайшее минимальное наименьшее
сечение и выписываем для него ток длительно допустимый, Iдд.
Iдд=175А.
Выбранное сечение проверяем по потери напряжения
ΔU,
В по формуле
![]()
Где P- номинальная мощность
приемника, Вт;
L- длинна провода, м;
Uн- напряжение;
Sн- сечение одной жилы;
![]() — удельная проводимость проводника;
— удельная проводимость проводника;
сosφ —
коэффициент активной мощности;
соs=Ipmax/Iдд
cos=150.209/175=0858
![]()
Выбранное сечение проверяем по
падению напряжения по формуле
![]()
![]()
0,532%<5%.
Проверяем выбранное сечение по
нагреву расчетным током по условию
![]()
>150.209
Кабель ВВГ (2*50), выбран
верно, проверку нагрева расчётным током прошёл. Падение напряжения
удовлетворяет условиям.
Проверка выполнена в программе
«Электрик V6.4»
Род тока:постоянный, напряжение, В = 440
коэффициент мощности = 0,87
коэффициент полезного действия = 1
дополнительный коэффициент = 1
Потери напряжения, % = 5
Длина проводника, м = 3
прокладка кабелем из меди: 2х жил. в воздухе и в
коробах, а также в лотках пучками удельное сопротивление по меди,ом/м = 0,0175
РАСЧЕТ
мощность, кВт =50
сила тока, А =113,636
сечение проводника по длительному току, мм.кв
=25
При длине проводника 3 м, номинальном напряжении
440 В и допустимой (установленной вами) потери напряжения 5 % ( или Text13 В ),
напряжение на вашей нагрузки составит Text12 В, а сечение необходимое для этого
напряжения составит 1,5 мм.кв. Для длительного допустимого тока вашей нагрузки
в 113,636 А сечение составляет 25 мм.кв
Выбираем сечение по длительному току 25 мм.кв
диаметр проводника, мм =5,64
ток плавления проводника, А
=1072
2.3 Расчет и выбор аппаратов защиты
В настоящее время для защиты сетей и
электрических приемников от повреждений, вызываемых током, превышающим
допустимую величину, все шире применяются автоматические выключатели. Они
служат для проведения, включения и автоматического размыкания электрических
цепей при аномальных явлениях, (например при токах перегрузки, КЗ, недопустимых
снижения напряжения), а также для нечастого включения цепей вручную.
Выключатели выпускаются с тепловыми, электромагнитными и комбинированными
(тепловыми и электромагнитными) расцепителями с различным числом полюсов —
одним, двумя и тремя. В однофазных цепях применяют одно- и двухполюсные, а в
трехфазных — трехполюсные.
Автоматические выключатели с комбинированным
расцепителем устанавливают как электромагнитные, так и тепловые расцепители.
Обмотки электромагнитов и нагревательные элементы тепловых расцепителей
включают последовательно электрическому приемнику. Электромагнитные расцепители
мгновенно отключают электроприемник при токе короткого замыкания хотя бы в
одном проводе сети. Тепловые же расцепители отключают электроприемник при
незначительных, но длительных токах перегрузки. Последние превышают номинальный
ток приемника, но значительно меньше токов короткого замыкания.
Автоматические выключатели с комбинированным
расцепителем получили широкое применение в сетях с различными
электроприемниками. В сетях с электродвигателями они незаменимы.
Iс.раб.теп.рег.≥1,25Iр
где Iр—
рассчитан в п 2.2
Iс.раб.теп.рег.
=1,25*130,617=163,272
Вывод: автомат типа А3730С Iном=250А
Проверка выполнена в программе «Электрик V6.4»
рис. 2 проверка в программе
«Электрик V6.4»
рис. 3 проверка в программе «Электрик V6.4»
2.4 Технология эксплуатации электрооборудования
Эксплуатация включает в себя обслуживание,
ремонт, использование и хранение электроустановок. Все электрооборудование
должно быть установлено согласно ПУЭ.
Техническое обслуживание —
комплекс работ для поддержания в исправности оборудования и сетей. Оно
предусматривает уход за оборудованием и сетями; проведение осмотров;
систематическое наблюдение за их исправным состоянием; контроль режимов работы;
соблюдение правил эксплуатации и эксплуатационных инструкций; устранение мелких
неисправностей, не требующее отключения оборудования и сетей; регулировку,
чистку, продувку и смазку.
Осмотры планируются как
самостоятельные операции л ишь для некоторых видов энергетического оборудования
и сетей с относительно большой трудоемкостью ремонта. Во время осмотра
проверяют состояние оборудования; проводят чистку, промывку, продувку, добавку
или смену изоляционных, смазочных масел; выявляют дефекты эксплуатации и
нарушения правил безопасности, уточняют состав и объем работ, подлежащих
выполнению при очередном капитальном ремонте.
Проверки (испытания) как самостоятельные
операции планируют лишь для особо ответственного энергетического оборудования. Они
обеспечивают контроль за эксплуатационной надежностью и безопасностью
обслуживания оборудования и сетей в период между двумя плановыми ремонтами;
позволяют своевременно обнаружить и предупредить возникновение аварийной
ситуации. В проверку входят, например, испытания электрической прочности и
измерение сопротивления электрической изоляции.
При правильной эксплуатации
электрооборудования необходим его ежедневный осмотр, чистка, регулировка;
мелкие дефекты должны быть выявлены и устранены. Небрежность при обслуживании
электрооборудования недопустима — своевременно не устраненный мелкий дефект
может привести к простою станка.
Поэтому при текущем осмотре
необходимо тщательно зачищать обгоревшие контакты аппаратуры, следить за
плотным замыканием магнито — проводов, нагревом электродвигателей, катушек
контакторов, магнитных пускателей и тяговых электромагнитов.
Обычно на каждом предприятии
имеется система планово-предупредительного ремонта и осмотра
электрооборудования, проводимого по определенному графику.
Электродвигателели должны
содержаться в полной чистоте. Грязь, пыль, масло, эмульсия или влага при
попадании в обмотку электродвигателя быстро разрушают ее и приводят к
необходимости перемотки. При разборке все части электродвигатели очищают от
пыли в грязи сухой тряпкой, волосяной щеткой и продувают сухим воздухом. Сжатый
воздух в цеховых воздушных сетях часто бывает влажный, поэтому требуется
следить, чтобы при продувке воздух был без содержания влаги. Удобно
использовать для этой цели небольшие передвижные компрессоры, специально
оборудованные для продувки электродвигателей и аппаратуры.
При каждой разборке машины
постоянного тока особенно тщательно надо очищать коллектор и щетки. При
появлении нагара на коллекторе надо найти причину его образования и устранить
ее, так как при дальнейшей работе коллектор потребует более сложного ремонта.
Слюдяные прокладки между пластинами коллектора не должны выступать над
пластинами; при работе машины медь коллектора изнашивается быстрее, чем
слюдяные прокладки и поэтому слюда может выступать выше пластин, вызывая
вибрацию щеток и искрение под щетками. В этом случае коллектор требуется
«продорожить», т. е, выпилить слюду на глубину 0,5>1.5 мм при помощи
куска ножовочного полотна, зажатого в деревянную оправку. Толщина ножовочного
полотна должна быть равной ширине зазора между коллекторными пластинами. После
продороживания снимают образовавшиеся заусенцы шабером и полируют коллектор
тонкой стеклянной бумагой, Применение наждачной бумаги запрещается, так как
наждак является проводником.
Контактные кольца электрических
машин протирают тряпкой и шлифуют стеклянной бумагой. При полировке коллектора
или колец неразобранной машины надо плотно закрыть обмотку тряпками с тем,
чтобы при продувании воздухом не вдуть пыль внутрь машины.
Щетки электрических машин
должны работать бесшумно и иметь гладкую, почти зеркальную поверхность на всей
площади соприкосновения с коллектором или контактными кольцами. Щетки должны
свободно передвигаться в щеткодержателях и быть плотно прижатыми к коллектору
или кольцам. Для каждой машины величина силы нажатия устанавливается
заводом-изготовителем и менять ее нельзя. При ослаблении нажатия появится
искрение, при увеличении — будут нагреваться щетки и коллектор.
Во время работы электрической
машины необходимо следить за носом щеток и своевременно заменять их новыми той
же марки, которая рекомендована заводом-изготовителем. На некоторых станках
машины постоянного тока установлены так, что для смены щеток требуется снимать
машину с фундаментных болтов. При таких условиях проверка щеток должна
производиться по графику, зависимости от числа часов работы станка.
При неполадках я схемах с
электромашинными усилителями и двигателями постоянного тока в первую очередь
проверяют щетки, если щетки слабо касаются коллектора, установка не может
нормально работать
Медно-графитные щетки
рекомендуются периодически вынимать из щетко-держателей и промывать их бензином
для удаления медной пыла в грязи. Электродвигатели станков имеют подшипники
качения, смазка которых должна полностью заменяться через 6-1 2 месяцев.
Набивка подшипника смазкой производится не полностью, смазка должна заполнить
не более 2/3 свободного объема подшипника; очень плотная набивка смазка вызовет
увеличенный нагрев подшипника .
Нагрев корпуса электрических машин
не должен превышать допустимых пределов. При перегреве машины выше допустимого
изоляция обмоточных проводов быстро стареет, теряет свои изоляционные свойства,
становится хрупкой и при дальнейшей работе может обуглиться.
ГОСТ 8865-58 дает классификацию
по нагревостойкости электроизоляционных материалов для электрических машин,
трансформаторов и аппаратов.
Не рекомендуется чистить
серебряные контакты бензином или растворителем, так как при этом образуется
пленка, которая плохо пропускает ток.
Контакты реле и универсальных
переключателей должны быть чистыми и сухими, смазка их вызывает появление
нагара и нагрева. Ослабленные или грязные контакты будут нагреваться.
Нагревание контактов определяется на ощупь после отключения установки от сети.
Нагрев контактов рубильников,
контакторов и других аппаратов можно обнаружить с помощью куска парафина или
парафиновой свечи. Для этого надо надеть резиновую перчатку и прикоснуться
свечой к контакту. Если парафин плавится — контакт имеет температуру не ниже
55-60 Со.
Контакты в замкнутом состоянии
должны плотно прилегать друг к другу без перекосов.
Нажатие контактов у автоматов,
контакторов и магнитных пускателей регулируется натяжением пружин и для каждого
аппарата является определенным.
При увеличенном нажатии пружины
сила втягивания электромагнита может оказаться недостаточной, магнитопровод не
будет замкнут, индуктивное сопротивление катушки переменного тока будет мало и
она может сгореть от повышенного тока.
Контакторы и магнитные
пускатели переменного тока имеют короткозамкнутый виток в магнитопроводе,
который является успокоителем вибрации. При обрыве короткозамкнутого витка
гудение будет особенно сильное, на что обратит внимание работающий на станке. В
этом случае необходимо снять неисправный виток и заменить его.
Электрические проводки станков
должны обладать большой надежностью и долговечностью. Провода, проложенные на
станках, должны быть защищены от механических повреждений, от попадания масла,
эмульсии и воды. Кроме того, провода, соединяющие подвижные элементы станков —
суппорты, гидравлические головки и т. п. — должны быть механически прочными и
достаточно гибкими.
Электропроводка должна быть
удобно размещена на станке, доступна для осмотра и ремонта, замены.
Электропроводки станков по
способу размещения делятся на проводки по станку, проводки в шкафах и пультах
управления и внешние проводки, прокладываемые под полом, в фундаменте
или над станком.
В станочных проводках
применяются медные провода и кабели, алюминиевые провода непригодны — они
недостаточно гибки и не обеспечивают хороший контакт с медными зажимами. При
сильном зажатии контакта алюминий постепенно выдавливается и контакт
нарушается.
В шкафах и пультах управления
проводки выполняются жестким проводом, уложенным в плоские монтажные пакеты,
скрепленные скобами. Под каждую скобу подкладывается полоска электрокартона,
защищающая провода от прокола скобой. Подвижные соединения выполняются гибкими
проводами, скрепленными в пакеты лакотканью или заключенными в резинотканевые
или полихлорвиниловые шланги.
Проводки от цеховых щитов до
станков выполняются кабелем или проводами в стальных трубах.
Изоляция проводов станочных
проводок почти исключительно полихлорвиниловая, проводов с резиновой изоляцией
следует избегать. При попадании масла или эмульсии резина быстро разрушается, и
провода приходят в негодность. Иногда применяют провода с маслоупорной
изоляцией марки ЛПРГС» где резина покрыта слоем нитролака, стойкого против
масла и бензина, но при малейшем повреждении поверхности лака провод будет
разрушен маслом.
Поли хлорвиниловая изоляция
является наилучшей, она не боится действия нефтепродуктов — масла, бензина,
керосина, не боится воды, кислот, щелочей.
Провода перед протягиванием в
трубу посыпают тальком для уменьшения трения. Тальк совершенно безопасен для
проводов, так как обладает хорошими электроизоляционными свойствами.
Соединение проводов внутри труб
воспрещается, пайки их могут производиться только внутри разветвительных
коробок. Соединение г производится при помощи специальной герметической
арматуры-муфт, тройников и разветвительных коробок.
При большом количестве изгибов
провода невозможно затянуть в трубу, в этом случае применяют гибкие
металлорукава, куда предварительно затягивают провода, а потом укладывают
металлорукав на место. Металлорукав должен быть надежно закреплен по всей
длине, концы его тщательно заделаны, чтобы не повредить провода.
На провода больших
сечений надевают короткие хлорвиниловые трубки, на которых делают надпись
специальной краской, нестирающейся после высыхания. Эти хлорвиниловые трубки
выполняют роль концевой заделки провода; изоляционная лента здесь ее не нужна.
Провода, проходящие в шкаф
станка включаются на специальные зажимы, применение которых облегчает
монтаж электропроводки станка и нахождение неисправностей электрооборудования в
процессе эксплуатации. Зажимы выпускаются на номинальные теки 10, 25, 60 и 200
А напряжении до 500 В и комплектуются в наборы с различным количеством их.
Зажимы также маркируются в
соответствии с номерами подходящих к ним проводов.
При монтаже проводов на станках
иногда применяются прямоугольные соединения (разъемы), что дает возможность
быстро отсоединить какой-либо узел электрооборудования.
Штепсельные разъемы применяются
нескольких видов.
Штепсельные разъемы
прямоугольные типа А предназначены для работы в цепях переменного и
постоянного тока напряжением до 400 В при токе до 6 А.
По конструкции корпусов вилки и
гнезда штепсельные разъемы делятся на приборные, кабельные и проходные.
2.5 Приспособления и инструмент для
эксплуатации
Измерительные инструменты — микрометры,
штангенциркули, микрометрические штихмассы, уровни валовые и гидростатические,
щупы для измерений воздушных зазоров, индикаторы часовые, пластинчатые щупы для
измерения воздушных зазоров между плоскостями полумуфт, динамометры пружинные,
рулетки стальные, металлическая линейка, линейки проверочные стальные длинные.
В таблице 1 отражаются наборы инструментов для
обслуживания
Таблица 1 Наборы инструментов для обслуживания
|
Инструмент |
Число |
||
|
ИН-3 |
ИН-15 |
||
|
Плоскогубцы |
1 |
1 |
|
|
Острогубцы |
1 |
1 |
|
|
Клещи |
— |
1 |
|
|
Молоток |
1 |
1 |
|
|
Нож |
1 |
— |
|
|
Отвертка: |
1 |
— |
|
|
Ключ |
— |
1 |
|
|
Отвес |
1 |
1 |
|
|
Указатель |
1 |
— |
|
|
Мегомметр |
1 |
1 |
|
|
Пробник |
— |
1 |
|
|
Очки |
1 |
1 |
|
|
Шнур |
1 |
1 |
|
При наличии нескольких различных комплексов
механизмов их выбор определяется технико — экономическими показателями.
Средства механизации, а также набор инструментов, наиболее часто используемых
при монтаже приведены в таблице 2.
В таблице 2 отражаются изделия и инструменты
Таблица 2 Изделия и инструменты
|
Изделия, |
Тип |
Количество, |
||
|
Зубило |
ЗМ |
2 |
||
|
Измеритель |
ИПЗТ |
1 |
||
|
Источник |
ПТИ |
1 |
||
|
Инструменты |
КС120, |
3 |
||
|
Клещи: |
КСИ |
2 |
||
|
Нож: |
НКА |
2 |
НУСК |
2 |
|
Отвертки |
0312, |
— |
2.6 Последовательность испытания
оборудования
После ремонта производятся обкатка машин и
приёмо-сдаточные испытания по нормам, приведённым в ПУЭ. Общие методы испытаний
электрических машин изложенным в ГОСТ 11828-86. Заключение о пригодности к
эксплуатации даётся не только на основании сравнения результатов испытания с
нормами, но и по совокупности результатов всех проведённых испытаний и
осмотров. Значения полученных при испытаниях параметров должны быть
сопоставлены с исходными, а также с результатами предыдущих испытаний
электрической машины.
Под исходными значениями понимаются значения,
указанные в паспорте машины, в протоколах испытаний завода-изготовителя, в
стандартах и технических условиях. При отсутствии таких значений в качестве
исходных могут быть приняты значения параметров, полученные при
приёмо-сдаточных испытаниях или испытаниях по окончании восстановительного
ремонта электрической машины.
По изложенной ниже программе испытываются и
электрические машины производства иностранных фирм после истечения гарантийного
срока эксплуатации.
Программой испытаний машин постоянного тока
после капитального ремонта предусмотрены следующие операции:
1. Замеряют зазоры в подшипниках и в сердечниках;
2. Замеряют сопротивление изоляции между
обмотками и по отношению к корпусу;
. МПТ испытывают на ходу при различных
режимах: повышенной скорости вращения, под нагрузкой, при номинальных
напряжении и силе тока в обмотке возбуждения.
. Обязательно проверяют состояние концов
вала, заделки выходных концов, щеточное устройство;
. Проверяют правильность соединения
главных и добавочных полюсов;
. Для проверки согласованности включения
сериесной и шунтовой обмоток у двигателей со смешанным возбуждением определяют
направление вращения якоря при чередовании подвода питания к шунтовой и
сериесной обмоткам.
Нормы испытания электрооборудования и аппаратов
электроустановок потребителей.
Машины постоянного тока включаются без сушки при
соблюдении следующих условий:
машины напряжением до 500 В, если значение
сопротивления изоляции обмоток не менее приведенного в табл. ниже;
Таблица 3 Сопротивления изоляции обмоток
|
Температура |
Сопротивление |
||||
|
230 |
460 |
650 |
750 |
900 |
|
|
10 |
2,7 |
5,3 |
8,0 |
9,3 |
10,8 |
|
20 |
1,85 |
3,7 |
5,45 |
6,3 |
7,5 |
|
30 |
1,3 |
2,6 |
3,8 |
4,4 |
5,2 |
|
40 |
0,85 |
1,75 |
2,5 |
2,9 |
3,5 |
|
50 |
0,6 |
1,2 |
1,75 |
2,0 |
2,35 |
|
60 |
0,4 |
0,8 |
1,15 |
1,35 |
1,6 |
|
70 |
0,3 |
0,5 |
0,8 |
0,9 |
1,0 |
|
75 |
0,45 |
0,65 |
0,75 |
0,9 |
В таблице 3 отражаются сопротивления изоляции
обмоток машины напряжением выше 500 В, если значение сопротивления изоляции
обмоток не менее приведенного в той же таблице и значение коэффициента
абсорбции не менее 1,2.
Проверка работы машины на холостом ходу: ток
холостого хода не нормируется, оценивается рабочее состояние машины.
Производится не менее 1ч.
Определение пределов регулирования частоты
вращения: пределы регулирования должны соответствовать технологическим данным
механизма. Производится на холостом ходу и под нагрузкой у электродвигателей с
регулируемой частотой вращения.
Контактные соединения сборных и соединительных
шин, проводов.
Контроль болтовых контактных соединений:
проверяется затяжка болтов контактных соединений, выполненных с применением
соединительных плашечных, петлевых переходных, соединительных переходных,
ответвительных, аппаратных зажимов. Проверка производится в соответствии с
инструкцией по монтажу зажима.
Объём, нормы и технологию проведения
контрольно-выпускных испытаний электродвигателей и аппаратуры после средних и
капитальных ремонтов в электроремонтных цехах определяют инструкцией.
Пускорегулирующая аппаратура имеет следующие
виды повреждений: чрезмерный нагрев катушек пускателей, контакторов и
автоматов; межвитковые замыкания и замыкания на корпус катушек; чрезмерный
нагрев и износ контактов; неудовлетворительная изоляция; механические
неполадки.
После установки контактов контакторов необходимо
проверить и отрегулировать величину нажатия главных контактов. Степень нажатия
контактов проверяют в двух положениях: когда они разомкнуты (начальное
положение) и когда замкнуты (конечное положение).
В первом положение между подвижным контактом и
его упором прокладывают полоску тонкой бумаги или фольги. Оттягивая подвижной
контакт, при помощи динамометра устанавливают, при каком усилии полоска
свободно вынимается. Показания динамометра в этот момент соответствуют усилию
«начального нажатия» контакта.
Во втором положении поскольку прокладывают между
замкнутыми главными неподвижным и подвижным контактами. Оттягивая подвижный
контакт, на динамометре засекают момент, когда полоска вынимается. Это усилие
называют «конечным нажатием» контакта. Для правильных замеров необходимо, чтобы
направления натяжения динамометра было строго перпендикулярно плоскости касания
контактов.
При ремонте контакторов придерживаются
паспортных величин нажатия контактов. Отклонение в ту или иную сторону может
привести к неустойчивой работе контактор, вызывая его перегрев и сваривание
контактов.
После сборки отремонтированного контактора
(пускателя) его проверяют. Если при включении появляется сильный гул, то
аппарат отключают и проверяют затяжку болтовых и винтовых соединений, а также
пригонку обеих частей магнитопровода.
Для этого лист копировальной бумаги копирующей
стороной подкладывают к листу белой бумаги и закладывают в разъем
магнитопровода. Затем, замыкая контактор вручную, по величине отпечатавшейся на
белой бумаге метки определяют степень пригонки магнитопровода. Для нормальной
работы контактора поверхность соприкосновения обеих половин должна составлять
не меньше 70% их поперечного сечения.
Для подгонки контактора регулируют механическую
систему или отшабривают поверхности соприкосновения вдоль слоев стали. После
этого испытывают изоляцию повышенным напряжением промышленной частоты. Величина
испытательного напряжения изоляции катушек равна 1000 В, продолжительность
испытания — 1 минута. Сопротивление изоляции катушек и работа контакторов
должны удовлетворять соответствующим данным.
Кроме того, проверяют затяжку винтов и болтов,
легкость и точность хода подвижных частей, отсутствие заеданий в подшипниках и
трущихся поверхностях, наличие смазки (там, где это нужно) и отсутствие в
аппарате пыли, грязи и посторонних предметов.
Приемку и испытание восстановленных обмоток
проводят в соответствии с требованиями ГОСТа.
В ходе восстановления проводят контроль качества
оплетки: извлекают из пазов машины, осматривают и замеряют диаметр. После
удаления старой изоляции, сварки, волочения и отжига проверяют механические и
электрические свойства провода. От бухты отрезают образец длинной 1 м и
замеряют его омическое сопротивление мостиком. Сопротивление на разрыв
определяют на разрывной машине; после оплетки, пропитки и подсушки осматривают
и проверяют наложенную изоляцию на электрическую прочность, изгиб и оползание
(выпускные испытания). Провод хранят намотанным на деревянные катушки в
закрытом, сухом и отапливаемом помещении, в котором нет резких колебаний
температуры.
Размеры катушек стандартизируют в зависимости от
диаметров наматываемых проводов. Провода диаметром более 1.68 мм остаются в
бухтах.
Вышедшие из строя изоляционные детали заменяют
деталями из штампованной пластмассы (гетинакс, текстолит). Для ремонта
дугогасительных камер применяют фибру, так как она меньше всего подвержена
действию электрической дуги.
2.7 Разработка технологической
документации на проект
На обслуживаемых подстанциях и
в машинных залах дежурный персонал ведет оперативный журнал, журнал дефектов,
журнал производства работ и ведомости учета. При щитах управлении целесообразно
иметь журнал релейной защиты с указанием уставок реле присоединений. Записи в
этом журнале ведет релейщик, обслуживающий подстанцию. Сюда заносят данные
после плановой проверки средств защиты и приводов выключателей. На подстанциях
должен быть комплект схем первичной и вторичной документации всех напряжений.
Дежурный персонал должен знать схемную документацию подстанции и ее
потребителей, по крайней мере до распределительных пунктов, магистралей или
шине выводов. Для этого на подстанции должны находиться внутрицеховые схемы электроснабжения
Цеховой дежурный персонал,
вызванный на исправление неполадок, должен иметь при себе весь необходимый
справочный материал для принятия решения на месте. О всех выполненный работах и
обнаруженных дефектах, допуске бригад к ремонтным работам, о приемке и сдаче
персонал делает записи в оперативном журнале при участке. В этом журнале
имеются две графы — время и содержание записи. Желательно вести отдельный
журнал замеров сопротивления изоляции, журнал изменения схем, а также другие
документы согласно правилам по технике безопасности госгортехнадзора при
эксплуатации грузоподъемных машин.
Мастер, заведующий участком
подстанций и инженер по эксплуатации обязаны периодически прочитывать записи в
журналах, требовать четкого их ведения и принимать меры к исправлению
отмеченных в них дефектов оборудования.
На крупные электрические машины
и преобразовательные агрегаты должны быть заведены агрегатные книги (или
технические паспорта). В агрегатную книгу записывают паспортные данные машины и
заносят их изменения в соответствии с испытаниями. В процессе эксплуатации в
книге делают записи о выполненных ремонтах, изменениях конструкции,
усовершенствованиях, происшедших авариях и неполадках, проведенных испытаниях и
других работах. Эти записи делает мастер или другой работник, отвечающий за
техническую эксплуатацию данных машин. В папке документов по данной машине
хранят относящиеся к ней схемы обмоток, чертежи, протоколы, акты и прочее. Учет
электрических двигателей ведут на особых учетных карточках.
В качестве приложения к курсовому проекту
разработана дефектная ведомость- Лист 2.
3. Охрана труда
.1 Мероприятия по технике
безопасности при эксплуатации
электрооборудование продольный
строгальный станок
Организационными мероприятиями, обеспечивающими
безопасность работы в электроустановках являются:
оформление работы нарядом или распоряжением;
допуск к работе;
надзор во время работы;
оформление перерыва работы в работе, перевод на
другое место после окончания работы.
Остановимся подробнее на некоторых из них.
Оформление работы нарядом или распоряжением.
Наряд — это письменное распоряжение на работу в электроустановках, определяющее
место, время начала и окончания работы, условия её безопасного проведения,
состав бригады и лиц, ответственных за безопасность работ.
Допуск к работе. Перед допуском к работе
ответственный руководитель и производитель работ совместно с допускающим
проверяют выполнение технических мероприятий по подготовке места работы.
Проверка оформляется подписью ответственного руководителя в графе «Подготовку
рабочего места проверил». После проверки выполнения технических мероприятий
производится допуск бригады, который заключается в том, что допускающий
проверяет, соответствует ли состав бригады и квалификация включенных в нее лиц
записи в наряде.
Надзор во время работы. С момента допуска
бригады к работам надзор за ней в целях предупреждения нарушений техники
безопасности возлагается на производителя работ или наблюдающего. Изменения в
составе бригады с оформлением в наряде могут быть внесены ответственным
руководителем работ по данному наряду или лицом, имеющим право выдачи наряда по
данной электроустановки.
Технические мероприятия, обеспечивающие
безопасность. Для подготовки рабочего места при работах с частичным или полным
снятием напряжения должны быть выполнены в указанной ниже последовательности
следующие технические мероприятия:
производство необходимых отключений и принятие
мер, препятствующих подаче напряжения к месту работы вследствие ошибочного или
самопроизвольного включения коммутационной аппаратуры;
вывешивание плакатов: «не включать — работают
люди», «не включать — работа на линии», «не открывать — работают люди» и при
необходимости установка ограждений;
присоединение к «земле» переносных заземлений,
проверка отсутствия напряжения на токоведущих частях, на которые должно быть
наложено заземление;
наложение заземлений (непосредственно после
проверки отсутствия напряжения), т.е. включение заземляющих ножей или там, где
они отсутствуют, наложение переносных заземлений;
ограждение рабочего места и вывешивание
плакатов: «Стой — высокое напряжение», «Не влезай — убьет», «Работать здесь»,
«Влезать здесь». При необходимости производится ограждение оставшихся под
напряжением токоведущих частей; в зависимости от местных условий установка этих
ограждений выполняется до и после наложения заземлений.
Обслуживание электроприводов
производственного назначения я грузоподъемных машин для оперативного и
оперативно-ремонтного персонала сопряжено с опасностью механического
травмирования со стороны движущихся частей электродвигателя и приводимого им
механизма. Большую опасность представляет для людей внезапный пуск
производственного агрегата в то время, когда на его механизмах и электроприводе
находятся люди, производящие какие-либо работы.
Во избежание несчастных случаев
при обслуживании электроприводов необходимо соблюдать специальные меры
безопасности.
Перед пуском главного электродвигателя крупных
производственных машин, как, например, конвейеров, транспортеров, прокатных
станов, бумагоделательных машин и т. п., необходимо подавать звуковой и
световой сигналы для предупреждения рабочих во избежание травмирования
их внезапным движением механизмов.
При осмотре, очистке от пыли, проверке на ощупь
нагревания кожухов электродвигателей без остановки электропривода следует
убедиться, что кожух надежно присоединен в магистрали защитного заземлении
зануления.
Все неизолированные токоведущие
части (выводы обмоток, контактные кольца, коллекторы) должны иметь ограждения,
которые так же, как и ограждения движущихся частей, снимать во время работы не
разрешается.
После отключения электропривода
для проведения на нем каких-либо работ необходимо на пусковом устройстве
повесить плакат «Не включать. Работают люди». При этом должен быть видимый
разрыв в питающей цепи (например, сняты предохранителя) или отсоединены
провода, отходящие в сторону электродвигателя. Если электродвигатель на
номинальное напряжение 6-10 кВ получает питание от шин РУ подстанции то
необходимо в ячейке подстанции отключить питающий кабель с видимым разрывов цепи,
запереть разъединителя и вывесить запрещающий плакат.
Перед допуском людей к работе
на электропривод дан насосов и вентиляторов должны быть приняты меры против
вращения ротора от воздействия на него приводимого механизма, для чего
необходимо запереть на замок задвижки насосов и шиберы вентиляторов. На
вращающемся двигателе разрешается шлифование контактных колец стеклянной
шкуркой и деревянной колодки. Применяемые инструменты должны быть с
изолирующими рукоятками. Работа в цепи питания пусковых аппаратов допускается
снятом напряжении. Напомним, что у работающего многоскоростного двигателя
неиспользуемая обмотка статора и присоединяемый к ней кабель находятся под
наведенным напряжением.
3.2 Расчет рабочего заземления
В соответствии с ПУЭ устанавливается необходимая
величина заземлителя rз
(в моем случае это суглинок).
Определяем удельное сопротивление грунта Р
II
климатическая зона, Р=10000 ом*см
Длина уголка 2,5, для стержневых заземлителей из
угловой стали сопротивление одиночного стержня длиной 2,5 м может быть принятым
50*50*5 мм.
rуг=0,0031*þ*Кс,
Ом*см
где 1,5 — коэффициент сезонности для
вертикального электрода, для II
климатической группы.
rуг=0,0031*10000*1,5=46,5
Установив характер расположения заземлителей в
ряд или по контуру, определяю число стержней по формуле:
![]()
Отношение расстояния между стержнями
к длине (а:1) — (1:2,5)
Длина стержня — 2,5 м,
Расстояние между стержнями 3,5 м
nc= rуг /ηc
где ηc=0,52
nc=46,5/0,52=89,42
Определяем длину соединительной
полосы
l=1,05*n*a, м
где а — расстояние между уголками, м
n — число
уголков
l=1,05*10*2,5=26,5
Определяем сопротивление растекание
соединительной полосы, сечением 50 мм2 по формуле:
![]() , Ом
, Ом
где þ — удельное
сопротивление грунта, Ом*см
ηn —
коэффициент использования полосы, равен 0,62 (Дьяков, с 117)
Кn —
коэффициент сезонности, протяженного заземлителя, равен 3,5 (Дьяков, с 113)
![]()
Так как естественное заземление
отсутствует, а сопротивлением заземления можно пренебречь, то число стержней
определяю по формуле:
![]() , шт.
, шт.
![]()
Вывод:
контур заземления состоит из 22-ух уголков, расположенных по контуру.
Заключение
В данной курсовой работе я рассмотрел технику
эксплуатации обслуживания продольно-строгального станка.
Рассмотрел вопросы общей части, а это объем
работ электрооборудования, то есть что такое техническое обслуживание, для чего
оно нужно, основные его виды и цель технического обслуживания. Показал план
размещения электрооборудования на станке, его основные узлы и как они работают.
Указал объем и последовательность приемки электрооборудования, как должны
приниматься в эксплуатацию новые или реконструированные электроустановки. Также
были показаны требования к персоналу, в частности к электромонтеру 3 разряда.
Ниже были рассмотрены вопросы специальной части.
А это выбор способа прокладки токопровода. То есть как и почему нужно выбирать
тот или иной кабель или провод. Был проведен расчет сечения кабелей, в моем
случае это двухжильный ВВГ (2*50), и была проведена проверка программой
«Электрик V6.4» . Также
рассчитал и выбрал аппарат защиты, это был автоматический выключатель А3730С Iном=250А,
и ниже тоже была проверка в программе «Электрик V6.4»
. Рассмотрел технологию эксплуатации электрооборудования, то есть что это такое
и что в себя включает. Как правильно эксплуатировать, ремонтировать, хранить
электрооборудование. Были указаны приспособления и инструменты для эксплуатации,
а это отвертки, плоскогубцы, клещи и так далее. Ниже я указал
последовательность испытания оборудования для двигателей, кабелей, соединений,
сварных швов. Далее разработка технологической документации на проект и охрана
труда — это мероприятия по технике безопасности при эксплуатации работы в
электроустановках и расчет рабочего заземления.
Литература
1. Акимова Н.А. Технология
монтажа, эксплуатация и ремонт электрического и электромеханического
оборудования ∕ Н.А. Акимова.-М.: Высш.шк., 2002
2. Зимин Электрооборудование
. Сибикин Ю.Д. Техническая
эксплуатация и ремонт электрооборудования и сетей промышленных предприятий ∕
Ю.Д. Сибикин.-М., 2001
. Сибикин Ю.Д.
Электробезопасность при эксплуатации электроустановок промышленных предприятий ∕
Ю.Д. Сибикин.-М., 2002
. О.А.Степанова. Техническая
эксплуатация и обслуживание электрического и электромеханического оборудования
(методические рекомендации по курсовому проектированию), 2006
. ПУЭ 7 издание, Москва, 2002
. Ушаков Эксплуатация
металлорежущих и металлообрабатывающих станков.